CN112469552B - 用于生产连续半成品的方法和设备、连续半成品、井下换热器、井眼增强件和修复管 - Google Patents
用于生产连续半成品的方法和设备、连续半成品、井下换热器、井眼增强件和修复管 Download PDFInfo
- Publication number
- CN112469552B CN112469552B CN201980049040.6A CN201980049040A CN112469552B CN 112469552 B CN112469552 B CN 112469552B CN 201980049040 A CN201980049040 A CN 201980049040A CN 112469552 B CN112469552 B CN 112469552B
- Authority
- CN
- China
- Prior art keywords
- hose
- silicone
- continuous
- continuous fiber
- silicone hose
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/08—Fibrous reinforcements only comprising combinations of different forms of fibrous reinforcements incorporated in matrix material, forming one or more layers, and with or without non-reinforced layers
- B29C70/086—Fibrous reinforcements only comprising combinations of different forms of fibrous reinforcements incorporated in matrix material, forming one or more layers, and with or without non-reinforced layers and with one or more layers of pure plastics material, e.g. foam layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/50—Shaping or impregnating by compression not applied for producing articles of indefinite length, e.g. prepregs, sheet moulding compounds [SMC] or cross moulding compounds [XMC]
- B29C70/52—Pultrusion, i.e. forming and compressing by continuously pulling through a die
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D23/00—Producing tubular articles
- B29D23/001—Pipes; Pipe joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2683/00—Use of polymers having silicon, with or without sulfur, nitrogen, oxygen or carbon only, in the main chain, for preformed parts, e.g. for inserts
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E10/00—Energy generation through renewable energy sources
- Y02E10/10—Geothermal energy
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Rigid Pipes And Flexible Pipes (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Abstract
一种用于生产连续半成品(10)的方法,包括以下步骤:供应硅氧烷软管(12)和单独的内部导体(11),其中所述内部导体(11)在由所述硅氧烷软管(12)形成的第一内部空间(12a)中延伸;通过生产在外部包围所述硅氧烷软管(12)的连续纤维软管(13)包覆所供应的硅氧烷软管(12);张开所述硅氧烷软管(12),以使在所述硅氧烷软管(12)与所述连续纤维软管(13)之间形成间隙(14);将基质材料供应入所述间隙(14)中;通过硬化所述基质材料,将所述硅氧烷软管(12)和所述连续纤维软管(13)结合在一起。
Description
技术领域
本发明涉及用于生产连续半成品的方法和设备、连续半成品、井下换热器、井眼增强件和修复管。
背景技术
房屋建设拥堵加剧的结果是经常在有地下水的地区中架设有结构体。为了以节能方式对建筑物进行加热和冷却,特别是为了减少二氧化碳排放,借助使用井下换热器的热泵进行的热量产生和/或制冷越来越重要。这种井下换热器需要在地下通常具有50-500米深度的井眼。然而,为了保护地下水,存在极其严格的规定,其结果是通常不允许在存在地下水的地区中架设井下换热器。因此,需要一种划算的系统,该系统可消除由于结构体特别是到达地下的井下换热器而污染地下水或其它类型污染物的风险。
文献WO2013/170389A2公开了一种具有可膨胀管状外壳的井下换热器。所述外壳对水具有有限的渗透性,使得在井下换热器内部循环的液体会污染地下水。文献WO2017/016790A1同样公开了一种井下换热器。所述井下换热器还不能确保对水和/或液体的保证不渗透性。文献DE102012201262A1公开了一种用于制造坚固的、尺寸稳定的中空型材的方法。这种尺寸稳定的中空型材不适合用作井下换热器。因此,仍然需要一种安全且具有成本效益的系统,该系统适用于井下换热器和其它土木工程结构,特别是存在地下水的地区中的土木工程结构。
发明内容
本发明的一个目的是提供用于生产连续半成品的方法和设备、连续半成品、井下换热器、井眼增强件和修复管,其解决了现有技术的缺点。
所述目的通过具有根据权利要求1的特征的方法实现。从属权利要求2至7涉及进一步有利的方法步骤。该目的还通过具有根据权利要求8的特征的设备实现。从属权利要求9至10涉及进一步有利的构造。该目的还通过连续半成品实现,该连续半成品通过根据本发明的方法生产。该目的还通过包括连续半成品的井下换热器、井眼增强件或修复管实现。
该目的尤其通过一种用于生产连续半成品的方法实现,该方法包括:供应硅氧烷软管和单独的内部导体,其中内部导体在由硅氧烷软管形成的第一内部空间中延伸;通过生产连续纤维软管来包覆所供应的硅氧烷软管,该纤维软管在外部包围硅氧烷软管;张开硅氧烷软管,以使硅氧烷软管与连续纤维软管之间形成间隙;将基质材料供应到间隙中;和通过硬化基质材料将硅氧烷软管和连续纤维软管结合在一起。
该目的另外特别地通过一种用于生产连续半成品的设备来实现,该设备包括:
输送装置,其用于供应硅氧烷软管和布置在硅氧烷软管内部的内部导体;
结合装置,其用于结合多根纤维以形成连续纤维软管,并且用该连续纤维软管将所供应的硅氧烷软管包覆起来;
张开装置,其用于张开硅氧烷软管并减小连续纤维软管与硅氧烷软管之间的间隙;
供应装置,其用于将液体结合剂供应到所述间隙中;和交联装置,其用于使结合剂交联并将硅氧烷软管结合至连续纤维软管。
根据本发明的连续半成品具有的优点在于:硅氧烷软管,当然特别还有包覆硅氧烷软管的连续纤维软管,以及结合硅氧烷软管和连续纤维软管的基质材料,仅由从防水角度来看安全的材料组成。所述材料优选是食品安全的和/或符合食品要求的。因为硅氧烷软管是在第一方法步骤中与连续纤维软管分开生产的,所以可以在生产过程中检查和/或确保硅氧烷软管已经是流体密封的。以连续纤维软管包覆硅氧烷软管的后续方法步骤不再影响硅氧烷软管的流体密封性,特别是液密性。因此,在根据本发明的连续半成品中,确保了由硅氧烷软管形成的内部空间以绝对水密和/或流体密封的方式与其外部空间分隔开。由连续半成品生产的最终产品例如井下换热器、井眼增强件或修复管因此也可以毫无问题地用于土木工程结构中,特别是与地下水直接接触的部件。因此,例如可能保证井下换热器的水密性,因此即使在存在地下水的地区中,也可能长期安全地使用根据本发明的井下换热器。如果需要的话,也有可能获得根据本发明的最终产品的官方授权,以允许其在存在地下水的地区中使用。
由根据本发明的连续半成品生产的最终产品当然也可以用于不存在地下水的地区,这带来的优点是无论是否存在水,这种产品都可以在整个建设过程中基本使用,因此可以省去不同的产品,从而可以实现更具成本效益的生产和明显更有利的销售。
根据本发明的连续半成品基本上通过两步方法生产,第一步方法,其中生产硅氧烷软管和布置在其中的内部导体,第二步方法,其中在所述硅氧烷软管周围施加沿圆周方向包围硅氧烷软管的连续纤维软管,并且硅氧烷软管在其外侧上与连续纤维软管结合。硅氧烷软管是通过挤出方法生产的,该生产方法可确保所生产的硅氧烷软管是流体密封的。
硅氧烷软管应理解为是指由硅氧烷组成的软管,该硅氧烷在化学上更准确地称为聚(有机)硅氧烷,这是一组合成聚合物的名称,其中硅原子通过氧原子结合。这种硅氧烷软管的优点在于它耐高温、柔软、耐气候性和耐老化,并且另外还耐降解并且以无毒的方式降解。这种硅氧烷软管具有高绝缘强度、耐稀酸和碱、食品安全和/或符合食品要求并且耐臭氧,因此也不会将任何污染物质排放到环境中,特别是不排放到存在的任何地下水中。与其它食品安全性塑料(如聚乙烯(PE)或聚丙烯(PP)或聚四氟乙烯)相对牢固和坚硬相比,硅氧烷是保持弹性的材料。
纤维软管应理解为是指由纤维制成的软管。所使用的纤维包括例如聚酯、聚酰胺、聚乙烯或芳族聚酰胺并且特别有利地由聚酯组成。纤维软管可以通过织造、编织、通过成圈针织或通过引圈针织来生产。如果纤维软管借助于圆形编织被制成连续纤维软管,则是特别有利的。为此,将硅氧烷软管插入到圆形编织的中心,并沿着硅氧烷软管的外表面延伸出连续纤维软管,从而连续纤维软管形成在圆周方向上围绕硅氧烷软管的织物。
硅氧烷软管尤其具有确保流体密封性,尤其是水密性的功能。包围硅氧烷软管的连续纤维软管尤其具有接收和保持作用在硅氧烷软管的壁上的力的功能。另外,连续纤维软管具有例如保护硅氧烷软管的外皮免受机械损坏的功能。硅氧烷软管的弹性特性带来的优点是,它可以在制造根据本发明的连续半成品期间毫无问题地张开,特别是为了将硅氧烷软管的外表面优选遍布表面区域结合到连续纤维软管。因此,硅氧烷软管的弹性确保了它在结合到连续纤维软管时不会撕裂,并且硅氧烷软管可以根据连续纤维软管的制造公差灵活地进行调整,因此即使完成了连续半成品,也可以确保硅氧烷软管是流体密封的。如果硅氧烷软管未在整个表面区域结合到连续纤维软管,硅氧烷软管的弹性特性带来的优点在于,硅氧烷软管在现有的内部压力下会张开,直到硅氧烷软管贴靠连续纤维软管的内侧,使得作用在硅氧烷软管内部的压力就可以通过硅氧烷软管壁可靠地传递到连续纤维软管,而没有硅氧烷软管可能会出现不允许的薄点甚至撕裂的风险。硅氧烷软管和连续纤维软管的组合确保了本发明的连续半成品长期可靠的流体密封性,确保了符合食品要求,还可以承受较高的内部压力,例如最高120巴或最高200巴,它也可以在恶劣的建设环境中使用。因此,根据本发明的连续半成品最适合用于生产井下换热器,这种井下换热器和/或用于此目的连续半成品的长度优选在50-500米之间。
硅氧烷软管和连续纤维软管优选以这样方式结合,优选为硅氧烷的基质材料被引入到在硅氧烷软管和连续纤维软管之间形成的间隙中,基质材料随后硬化,优选通过基质材料,连续纤维软管和硅氧烷软管在供应基质材料之后立即沿一定的硬化长度被加热。有利的是,硅氧烷软管至少在间隙的区域中通过优选设置在硅氧烷软管内部的张开装置张开,从而减小了形成的间隙,并且硅氧烷软管的外侧可以更牢固地结合到连续纤维软管的内侧。
在另一有利的构造中,连续纤维软管的外侧还可以附加地具有层,优选地具有涂层材料,该涂层材料包括硅氧烷、聚氨酯或聚脲中的至少一种。
通过根据本发明的方法生产的连续半成品可以以简单方式进一步加工以形成诸如井下换热器、井眼增强件或修复管的产品。对于用于井下换热器的连续半成品,硅氧烷软管的内径优选在10-15厘米的范围内。对于用于井眼增强件的连续半成品,硅氧烷软管的内径范围优选在15-25厘米的范围内。对于用于修复管的连续半成品,硅氧烷软管的内径优选在10-100厘米的范围内。
如果连续半成品被进一步加工以形成井下换热器,则是特别有利的。井下换热器是通过将连续半成品切割成所需的长度(通常在50-500米的范围内),并且连续半成品的前端以流体密封方式封闭来生产的。然后,该井下换热器可以被引入并下降到井眼中,然后借助于在压力下通过内部导体供应的流体在井眼中张开。此后,内部导体优选被抽出并由流体管线代替,该流体管线优选地包括绝热装置。该流体管线可以有利地具有刚性构造。引入流体管线后,井下换热器即可运行。根据需要,井下换热器可用于热量回收或冷却。为了进行冷却,例如在夏天,在隔热流体管线内将流体一直供应到井下换热器尖端的区域,随后,该流体在隔热流体管线与硅氧烷软管之间的中间空间中再次向上输送,并在此过程中冷却。为了进行热回收,例如在冬天,流体在隔热流体管线与硅氧烷软管之间的中间空间中向下输送,直至到达井下换热器尖端附近的区域,向下流动的流体被井眼加热。流体优选在井下换热器的尖端区域中进入隔热流体管线的内部空间,并且在流体管线内部再次向上输送。
连续半成品的内部导体优选地被构造为由聚酯组成的不可渗透的柔性编织软管。
如果连续半成品也被进一步加工以形成井眼增强件,则是特别有利的。井眼增强件是通过将连续半成品切割成所需的长度(通常在50-100米范围内),并且连续半成品的前端以流体密封方式封闭来生产的。该井下换热器然后可以被引入并下降到井眼中,并且随后借助于通过内部导体供应的流体在井眼中张开。此后,井眼增强件可以填充有诸如混凝土之类的物质,内部导体可能完全抽出或保留在混凝土中。内部导体可以另外包括例如传感器和/或电导体,和/或可以包括例如用于液体的入口和出口,以便使用井眼增强件,例如其被构造为混凝土柱或其它柱形物,例如另外地被构造为井下换热器。包括根据本发明的连续半成品的井眼增强件具有的优点是存在的任何地下水都不会被井眼增强件和/或位于井眼增强件内的物体和物质污染。
如果连续半成品还可以进一步加工以形成修复管,则是特别有利的。修复管是通过将连续半成品切割成所需的长度(通常在50-1000米、或者50-500米范围内),并且连续半成品的前端以流体密封方式封闭来生产的。该修复管可以被吸入现有的待修复的管(例如水平延伸的淡水管线中),并且随后借助通过内部导体供应的流体在待修复的管中张开。此后,修复管的前端和后端可以连接到水管线,水随后沿着修复件流过修复管,其中修复管优选借助于水压保持张开。
附图说明
在用于解释实施例的附图中:
图1示出用于生产连续半成品的设备的示意图;
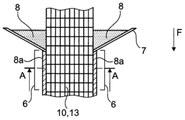
图2示出用于涂覆外侧的装置的细节的示意图;
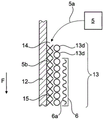
图3示出在相互结合过程中穿过硅氧烷软管和外部织物的纵向截面的细节示意图;
图4示出了沿图2的剖面线A-A的横截面;
图5示出了穿过布置成扁平状的连续半成品的横截面;
图6示出了穿过折叠的连续半成品的横截面;
图7示出了卷起的连续半成品的侧视图。
原则上,在附图中,相同的部件具有相同的附图标记。
具体实施方式
图1示出用于生产连续半成品10的设备1的示意图。在示意性所示的挤出装置2内,硅氧烷软管12以本身已知的方式由硅氧烷制成,该硅氧烷通过入口4a、4b从硅氧烷储存容器4供应。此时,硅氧烷软管12通过注入空气膨胀,然后膨胀的软管被硫化。如果硅氧烷软管12在其生产过程中要有一个孔,这将防止膨胀并且软管会塌陷。因此,在生产过程中,例如可以使用布置的传感器容易地检查硅氧烷软管是否至多具有泄漏点,和/或可以确保硅氧烷软管是流体密封的。因此,该生产方法确保了硅氧烷软管12的壁没有任何渗透点。如图1所示,内部导体11被另外地供应到挤出装置2,使得所述内部导体沿着所生产的硅氧烷软管12的内部空间延伸。内部导体11例如是用于将流体供应到硅氧烷软管12的内部空间中的编织软管。然而,内部导体11例如也可以是电导体,或者另外可以例如包括传感器,其中可以将其测量数据通过电导体返回给控制装置。硅氧烷软管12在输送方向F上以速度V1输送。
用示意性所示的输送装置9将硅氧烷软管12和位于其中的内部导体11供应到示意性示出的圆形编织3。圆形编织3以本身已知的方式将多个供应的经线13c与至少一个纬线13d交织,因此形成了管状的外部织物,该管状的外部织物形成了连续纤维软管13。连续纤维软管13在圆周方向上完全包围硅氧烷软管12,从而包括内部导体11、硅氧烷软管12和连续纤维软管13的管状的连续半成品10在输送方向F上以输送速度V2离开圆形编织3。
如图2所示,随后将位于浸槽7中的涂层材料8施加到连续纤维软管13的外侧,并且完全包围连续纤维软管13的外侧。最初为液体的涂层材料8在此结合至连续纤维软管13的纤维,随后硬化以形成表面涂层8a,如此选择涂层材料8,使得其在硬化之后仍然保持弹性和柔性。硅氧烷优选用作涂层材料8。连续纤维软管13和/或管状的连续半成品10仅在图2中示意性地示出,为了更好说明,表面涂层8a被示出为比实际厚度大得多。
图3示意性示出穿过硅氧烷软管12和连续纤维软管13的纵截面,所述硅氧烷软管和所述连续纤维软管位于圆形编织3中,最上面的纬线13d代表由圆形编织3引入的最新的纬线13d。连续纤维软管13的外径基本上由漏斗状的圆形编织3的边缘3a处的内径决定。在该边缘3a的区域中,如图1所示,将硅氧烷软管12插入在边缘3a的区域中获得的连续纤维软管13中。在此过程中,如图3所示,在连续纤维软管13与硅氧烷软管12之间形成间隙14。在特别有利的构造中,硅氧烷软管12至少在边缘3a的区域中张开,以便使间隙14可预测地保持宽度。从第二储存容器5开始,优选为硅氧烷的基质材料通过进料管线5a以在整个圆周方向上分布的方式供应给间隙14,硅氧烷软管12和连续纤维软管13在输送方向F上输送,并且在此过程中被供应到具有红外加热器6a的交联装置6。在此过程中,结合剂5b(其粘合至硅氧烷软管12的外表面和连续纤维软管13的内表面)和/或所供应的基质材料硬化,因此硅氧烷软管12和连续纤维软管13在硬化之后彼此结合,并且有利地在整个表面区域并且沿着整个圆周表面彼此结合或粘合。在有利的实施例中,连续纤维软管13的织物至少部分地并且有利地完全由聚酯纤维组成。交联装置6将该织物加热至例如120℃的温度,其结果是聚酯和/或由聚酯纤维制造的织物收缩,并且因此该阶段的织物从外侧接近硅氧烷软管,使得织物和硅氧烷软管至少在某些点相互接触,并通过基质材料相互粘合。图3未详细示出沿交联装置6在输送方向F上进行的这种间隙减小效果以及连续纤维软管13的直径的减小。
图1示意性示出张开装置16的实施例,张开装置16布置在硅氧烷软管12内部并且在圆周上分布有多个辊,该辊支承和/或可以支承在硅氧烷软管12的内部上,以便从内部张开硅氧烷软管12。张开装置16通过悬架16a连接至未示出的保持装置。有利的是,可以在硅氧烷软管12的延伸方向上改变和设置张开装置16的位置,优选以张开装置16位于边缘3a的区域中的方式,结果可以设置间隙14的宽度,并且优选地还可以设置在输送向F上延伸的间隙14的形式。
图4示意性示出沿图2的剖面线A-A的完成的连续半成品10的横截面。硅氧烷软管12具有第一内部空腔12a。内部导体11以在第一内部空腔12a内延伸的方式布置,并具有第二内部空腔11a。连续纤维软管13和硅氧烷软管12通过结合层15彼此结合。连续纤维软管13还具有表面涂层8a。硅氧烷软管12具有内径D。在有利的构造中,取决于连续半成品10的使用领域,内径D在10-100厘米之间的范围内。在根据图4的示意性示出的横截面中,为了更清楚地示出,元件硅氧烷软管12、内部导体11、复合层15、连续纤维软管13和表面涂层8a被示出为比实际厚度大得多。
图1依次示出硅氧烷软管12的生产和连续半成品10的生产。在一种可能的方法中,所述硅氧烷软管和连续半成品可以立即连续生产。在有利的方法中,硅氧烷软管12在第一方法步骤中生产,此后硅氧烷软管12和布置在其中的内部导体11例如通过一起缠绕到储存介质上而暂时储存起来。在第二方法步骤中,临时储存的带有内部导体11的硅氧烷软管12被供应到圆形编织3,并且在此,硅氧烷软管12在圆周方向上被连续纤维软管13包覆并结合到其上。分成两个方法步骤的优点在于,借助于硅氧烷软管12与内部导体11的临时储存,可以毫无问题地补偿不同的生产速度和/或不同的输送速度V1、V2。但是,也可以以相同的输送速度操作第一方法步骤和第二方法步骤,使得由挤出机2生产的硅氧烷软管12可以直接返回到圆形编织3,并且以此方式可以连续生产硅氧烷软管12和整个连续半成品10。
在生产之后,连续半成品10有利地被转化至扁平状态,如图5所示,使得几乎没有流体或没有流体还位于硅氧烷软管12的第一内部空腔12a和/或内部导体11的第二内部空腔11a中。在进一步有利的方法步骤中,连续半成品10至少折叠一次(如图6所示),随后卷成一卷(如图7所示)。井下换热器然后可以以如下方式简单地生产,将连续半成品切成所需的长度(例如50-500米之间),生产具有相应长度的井眼,并且已被切割成一定长度的连续半成品10的尖端10a设置有流体密封的封闭件,例如设置有所谓的探针脚。随后,包括探针脚和另外可选地可能的附加重量的尖端10a插入并下降到井眼中,直到已经被切割成一定长度的连续半成品10基本上下降到井眼中为止。在下降操作(优选完成)之后,加压流体供应至内部导体11,其结果是已被切割成一定长度的连续半成品特别是其硅氧烷软管12及其连续纤维软管13在井眼中张开。这样的布置已经可以用作井下换热器。然而,优选的是,在已被切割成一定长度的连续半成品在井眼中张开之后,内部导体11通过抽出而被移除,并引入优选为刚性的流体管线来代替内部导体11,它优选地相对于外部是绝热的,并且优选地基本上从井眼的入口延伸直到接近已被切割成一定长度的连续半成品10的流体密封的封闭件。井眼入口例如被理解为是指井眼进入地面的点。优选的是至少热交换装置和流体泵被布置在井眼入口前面的区域中。在井下换热器的运行过程中,在流体管线内部流动并在流体管线端部从流体管线流出的流体优选在流体密封的封闭件区域中通过流体管线供应,流体随后在基本上形成于流体管线与硅氧烷软管12之间的内部空间12a中再次流回到井眼入口。流体当然也可以沿相反方向流动,通过基本上在井眼入口的区域中将流体供应到内部空间12a,并且优选流到硅氧烷软管12内的流体密封的封闭件区域,并且在该区域中在流体管线的端部处进入流体管线,并且在流体管线内部基本上又被引导至井眼入口的区域。
在有利构造中,连续半成品和/或井下换热器包括具有第一内部空间12a的硅氧烷软管12,包括在第一内部空间12a内部延伸的单独的内部导体11,并包括在外侧包覆硅氧烷软管12的连续纤维软管13,硅氧烷软管12和连续纤维软管13通过硬化的基质材料彼此结合。
在有利构造中,连续半成品这样预制,使得它具有特定长度,连续半成品的要下降到井眼中的端部具有流体密封的封闭件,从而硅氧烷软管12形成流体密封端部,并且连续纤维软管13的端部优选具有覆盖硅氧烷软管12的流体密封端部的端面。优选的是提供多个具有不同长度的这种类型的连续半成品,以使可以根据相应的井眼深度从多个连续半成品中选择具有匹配长度的连续半成品。
Claims (15)
1.一种用于生产连续半成品(10)的方法,其包括:
通过挤出来生产硅氧烷软管(12);
供应硅氧烷软管(12)和单独的内部导体(11),其中所述内部导体(11)在由所述硅氧烷软管(12)形成的第一内部空间(12a)中延伸;
通过生产在外部包围所述硅氧烷软管(12)的连续纤维软管(13)来包覆所供应的硅氧烷软管(12);
张开所述硅氧烷软管(12),从而在所述硅氧烷软管(12)与所述连续纤维软管(13)之间形成间隙(14);
将基质材料供应入所述间隙(14)中;和
通过硬化所述基质材料将所述硅氧烷软管(12)与所述连续纤维软管(13)结合在一起。
2.根据权利要求1所述的方法,其包括:将单独的所述内部导体(11)引入到由所述硅氧烷软管(12)形成的所述第一内部空间(12a)中。
3.根据前述权利要求中任一项所述的方法,其特征是,所述连续纤维软管(13)通过圆形编织制成。
4.根据权利要求3所述的方法,其特征是,所述连续纤维软管(13)由热塑性连续纤维构成。
5.根据权利要求4所述的方法,其特征是,通过至少加热所述连续纤维软管(13),将所述硅氧烷软管(12)和所述连续纤维软管(13)彼此结合,从而所述连续纤维软管(13)的热塑性连续纤维收缩,所述间隙(14)由此减小且所述基质材料硬化。
6.根据权利要求1或2所述的方法,其特征是,以环状方式将液体涂层材料(8)施加到沿输送方向(F)移动的所述连续纤维软管(13)的外侧面,并且随后使所述液体涂层材料(8)硬化。
7.根据权利要求1或2所述的方法,其特征是,纤维(13c,13d)由以下纤维中的至少一种组成:聚酯、聚酰胺、聚乙烯和芳族聚酰胺。
8.一种用于生产连续半成品(10)的设备(1),其包括:
输送装置(9),其用于供应硅氧烷软管(12)和布置在所述硅氧烷软管(12)内的内部导体(11);
结合装置(3),其用于结合多根纤维(13c,13d)以形成连续纤维软管(13)并用于以所述连续纤维软管(13)包覆所供应的所述硅氧烷软管(12);
张开装置(16),其用于张开所述硅氧烷软管(12)并减小所述连续纤维软管(13)与所述硅氧烷软管(12)之间的间隙(14);
供应装置(5),其用于将液体结合剂(5b)供应入所述间隙(14)中;和
交联装置(6),其用于使所述结合剂(5b)交联并用于将所述硅氧烷软管(12)结合至所述连续纤维软管(13)。
9.根据权利要求8所述的设备,包括:挤出装置(2),其用于生产所述硅氧烷软管(12)并将所述内部导体(11)插入所述硅氧烷软管(12)中。
10.根据权利要求8或9所述的设备,其中,所述结合剂(5b)包括硅氧烷、聚氨酯或聚脲。
11.一种连续半成品,其通过根据权利要求1至7中任一项所述的方法生产。
12.一种具有根据权利要求11所述的连续半成品的井下换热器,其用在地热技术中。
13.一种具有根据权利要求11所述的连续半成品的井眼增强件,其用在存在地下水的地下工程中。
14.一种具有根据权利要求11所述的连续半成品的修复管,其用作有缺陷的管道的内管。
15.一种连续半成品或井下换热器,其包括具有第一内部空间(12a)的硅氧烷软管(12),包括在第一内部空间(12a)内延伸的单独的内部导体(11),以及还包括在外部包围所述硅氧烷软管(12)的连续纤维软管(13),其中所述硅氧烷软管(12)和所述连续纤维软管(13)通过硬化的基质材料彼此结合,其中所述硬化的基质材料布置在所述硅氧烷软管(12)与所述连续纤维软管(13)之间。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP18186624.5 | 2018-07-31 | ||
| EP18186624.5A EP3603945A1 (de) | 2018-07-31 | 2018-07-31 | Verfahren und vorrichtung zum herstellen eines endloshalbzeugs, endloshalbzeug, erdwärmesonde, bohrlocharmierung sowie sanierungsrohr |
| PCT/EP2019/070718 WO2020025720A1 (de) | 2018-07-31 | 2019-07-31 | Verfahren und vorrichtung zum herstellen eines endloshalbzeugs, endloshalbzeug, erdwärmesonde, bohrlocharmierung sowie sanierungsrohr |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112469552A CN112469552A (zh) | 2021-03-09 |
| CN112469552B true CN112469552B (zh) | 2022-12-30 |
Family
ID=63113371
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201980049040.6A Active CN112469552B (zh) | 2018-07-31 | 2019-07-31 | 用于生产连续半成品的方法和设备、连续半成品、井下换热器、井眼增强件和修复管 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US12311616B2 (zh) |
| EP (2) | EP3603945A1 (zh) |
| CN (1) | CN112469552B (zh) |
| WO (1) | WO2020025720A1 (zh) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4314669B1 (en) * | 2021-03-30 | 2026-02-25 | Senera Oy | Outer pipe and method for coaxial geothermal collector |
| CN115583056B (zh) * | 2022-10-17 | 2026-02-03 | 公元管道(安徽)有限公司 | 一种纤维复合管成型设备的加热结构 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5192476A (en) * | 1991-12-02 | 1993-03-09 | Teleflex Incorporated | Method for forming a conduit by pre-coating the conduit prior to braiding |
| CA2292822A1 (en) * | 1998-12-22 | 2000-06-22 | Philip Head | Sub sea and sub surface tubing and conductors |
| KR20100133682A (ko) * | 2009-06-12 | 2010-12-22 | 정인선 | 내피에 지지대가 있는 수지호스 |
| DE102012201262A1 (de) * | 2012-01-30 | 2013-08-01 | Burgmann Packings GmbH | Verfahren und Vorrichtung zur Herstellung eines Endlos-Halbzeugs, Endlos-Halbzeug sowie Pultrusionsverfahren und Pultrusionsvorrichtung |
| DE102013205089A1 (de) * | 2013-03-22 | 2014-09-25 | Supertex Composites Gmbh | Verfahren und Herstellungssystem zur Herstellung eines faserverstärkten Strukturbauteils |
| CN104292402A (zh) * | 2014-09-30 | 2015-01-21 | 青岛特瑞信电子科技有限公司 | 一种耐高温的塑料软管 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH706507A1 (de) | 2012-05-14 | 2013-11-15 | Broder Ag | Koaxial-Erdwärmesonde und Verfahren zur Montage einer solchen Erdwärmesonde im Untergrund. |
| US20220186427A1 (en) * | 2014-08-22 | 2022-06-16 | San Fang Chemical Industry Co., Ltd. | Composite filament textile and composite filament artificial leather manufactured using the same |
| CH711385B1 (de) * | 2015-07-27 | 2019-06-14 | Bs2 Ag | Verfahren und Vorrichtung zum Herstellen einer Leitung, Leitung sowie Erdwärmesonde. |
| JP6932346B2 (ja) * | 2017-03-31 | 2021-09-08 | 三菱重工サーマルシステムズ株式会社 | 地中熱利用システム及び地中熱利用方法 |
-
2018
- 2018-07-31 EP EP18186624.5A patent/EP3603945A1/de not_active Withdrawn
-
2019
- 2019-07-31 CN CN201980049040.6A patent/CN112469552B/zh active Active
- 2019-07-31 EP EP19752667.6A patent/EP3829855B1/de active Active
- 2019-07-31 US US17/255,697 patent/US12311616B2/en active Active
- 2019-07-31 WO PCT/EP2019/070718 patent/WO2020025720A1/de not_active Ceased
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5192476A (en) * | 1991-12-02 | 1993-03-09 | Teleflex Incorporated | Method for forming a conduit by pre-coating the conduit prior to braiding |
| CA2292822A1 (en) * | 1998-12-22 | 2000-06-22 | Philip Head | Sub sea and sub surface tubing and conductors |
| KR20100133682A (ko) * | 2009-06-12 | 2010-12-22 | 정인선 | 내피에 지지대가 있는 수지호스 |
| DE102012201262A1 (de) * | 2012-01-30 | 2013-08-01 | Burgmann Packings GmbH | Verfahren und Vorrichtung zur Herstellung eines Endlos-Halbzeugs, Endlos-Halbzeug sowie Pultrusionsverfahren und Pultrusionsvorrichtung |
| DE102013205089A1 (de) * | 2013-03-22 | 2014-09-25 | Supertex Composites Gmbh | Verfahren und Herstellungssystem zur Herstellung eines faserverstärkten Strukturbauteils |
| CN104292402A (zh) * | 2014-09-30 | 2015-01-21 | 青岛特瑞信电子科技有限公司 | 一种耐高温的塑料软管 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3829855B1 (de) | 2023-06-07 |
| EP3829855C0 (de) | 2023-06-07 |
| US20210283864A1 (en) | 2021-09-16 |
| EP3829855A1 (de) | 2021-06-09 |
| EP3603945A1 (de) | 2020-02-05 |
| US12311616B2 (en) | 2025-05-27 |
| WO2020025720A1 (de) | 2020-02-06 |
| CN112469552A (zh) | 2021-03-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101126814B1 (ko) | 일체의 내부 불침투성 층을 구비하는 현장 경화형 라이너및 연속 제조 방법 | |
| US5244624A (en) | Method of installing a new pipe inside an existing conduit by progressive rounding | |
| KR101154085B1 (ko) | 반전된 외부 불침투성 층을 구비하는 현장 경화형 라이너및 그 제조 방법 | |
| KR960012319B1 (ko) | 기존의 지하 도관내에 파이프를 설치하기 위한 방법 | |
| CN1886617B (zh) | 具有内部非渗透层的现场固化内衬的安装及设备 | |
| CN106985427B (zh) | 管子的构造 | |
| US5368809A (en) | Method of installing a new pipe inside an existing conduit by progressive rounding | |
| CN112469552B (zh) | 用于生产连续半成品的方法和设备、连续半成品、井下换热器、井眼增强件和修复管 | |
| JP2009515746A (ja) | 長手方向に補強された、その場硬化型ライナーと、補強コーティング | |
| KR101161455B1 (ko) | 현장 경화형 라이너용의 수지 함침 타워 | |
| CN103906886B (zh) | 用于烃井的连续完井的管状设备及相应的布置方法 | |
| JPH074855B2 (ja) | ライニング工法 | |
| JPH0341343B2 (zh) | ||
| HK1095622B (zh) | 固化內部襯墊的樹脂灌注塔 | |
| HK1095621B (zh) | 一体式不渗透层的固化内部衬垫和持续制造法 | |
| JPH11156940A (ja) | 管内ライニング方法及び管内ライニング用組紐 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |