CN112109341B - 复合材料叶片以及复合材料叶片的成形方法 - Google Patents
复合材料叶片以及复合材料叶片的成形方法 Download PDFInfo
- Publication number
- CN112109341B CN112109341B CN202010097748.3A CN202010097748A CN112109341B CN 112109341 B CN112109341 B CN 112109341B CN 202010097748 A CN202010097748 A CN 202010097748A CN 112109341 B CN112109341 B CN 112109341B
- Authority
- CN
- China
- Prior art keywords
- blade
- root
- laminate
- laminated body
- composite
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/12—Blades
- F01D5/28—Selecting particular materials; Particular measures relating thereto; Measures against erosion or corrosion
- F01D5/282—Selecting composite materials, e.g. blades with reinforcing filaments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/10—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres
- B29C70/16—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length
- B29C70/22—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length oriented in at least two directions forming a two dimensional structure
- B29C70/222—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length oriented in at least two directions forming a two dimensional structure the structure being shaped to form a three dimensional configuration
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/30—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core
- B29C70/302—Details of the edges of fibre composites, e.g. edge finishing or means to avoid delamination
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/30—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core
- B29C70/34—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core and shaping or impregnating by compression, i.e. combined with compressing after the lay-up operation
- B29C70/345—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core and shaping or impregnating by compression, i.e. combined with compressing after the lay-up operation using matched moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/68—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts by incorporating or moulding on preformed parts, e.g. inserts or layers, e.g. foam blocks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/68—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts by incorporating or moulding on preformed parts, e.g. inserts or layers, e.g. foam blocks
- B29C70/681—Component parts, details or accessories; Auxiliary operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/68—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts by incorporating or moulding on preformed parts, e.g. inserts or layers, e.g. foam blocks
- B29C70/86—Incorporated in coherent impregnated reinforcing layers, e.g. by winding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D99/00—Subject matter not provided for in other groups of this subclass
- B29D99/0025—Producing blades or the like, e.g. blades for turbines, propellers, or wings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/30—Fixing blades to rotors; Blade roots ; Blade spacers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/30—Fixing blades to rotors; Blade roots ; Blade spacers
- F01D5/3007—Fixing blades to rotors; Blade roots ; Blade spacers of axial insertion type
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/30—Fixing blades to rotors; Blade roots ; Blade spacers
- F01D5/3092—Protective layers between blade root and rotor disc surfaces, e.g. anti-friction layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/08—Blades for rotors, stators, fans, turbines or the like, e.g. screw propellers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/08—Blades for rotors, stators, fans, turbines or the like, e.g. screw propellers
- B29L2031/082—Blades, e.g. for helicopters
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2230/00—Manufacture
- F05D2230/20—Manufacture essentially without removing material
- F05D2230/23—Manufacture essentially without removing material by permanently joining parts together
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2240/00—Components
- F05D2240/80—Platforms for stationary or moving blades
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2300/00—Materials; Properties thereof
- F05D2300/50—Intrinsic material properties or characteristics
- F05D2300/502—Thermal properties
- F05D2300/5021—Expansivity
- F05D2300/50211—Expansivity similar
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2300/00—Materials; Properties thereof
- F05D2300/60—Properties or characteristics given to material by treatment or manufacturing
- F05D2300/603—Composites; e.g. fibre-reinforced
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2300/00—Materials; Properties thereof
- F05D2300/60—Properties or characteristics given to material by treatment or manufacturing
- F05D2300/603—Composites; e.g. fibre-reinforced
- F05D2300/6034—Orientation of fibres, weaving, ply angle
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T50/00—Aeronautics or air transport
- Y02T50/60—Efficient propulsion technologies, e.g. for aircraft
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- General Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Textile Engineering (AREA)
- Turbine Rotor Nozzle Sealing (AREA)
- Structures Of Non-Positive Displacement Pumps (AREA)
- Moulding By Coating Moulds (AREA)
Abstract
一种复合材料叶片以及复合材料叶片的成形方法。在层叠含有强化纤维和树脂的复合材料层而形成的复合材料叶片中,具备装配于叶片槽的叶根部、以从叶根部向前端侧延伸的方式设置的叶形部、以及设置在叶片槽与叶根部之间且与叶根部接合的金属贴片,叶根部成为复合材料层层叠而成的层叠体,且包括从叶形部连续地设置的叶形层叠体、设置于叶形层叠体的内侧的叶根内侧层叠体、以及设置于叶形层叠体的外侧的叶根外侧层叠体,对叶根内侧层叠体以及叶根外侧层叠体的强化纤维进行取向,以使得成为金属贴片的线膨胀系数。根据本发明,抑制叶根部与金属贴片的接合强度的降低。
Description
技术领域
本发明涉及复合材料叶片以及复合材料叶片的成形方法。
背景技术
以往,已知具备金属贴片的复合材料叶片,该金属贴片配置在位于叶形部的半径方向上的内侧端部的柄部与连接于柄部的榫头之间(例如,参照专利文献1)。金属贴片被设置为与榫头粘接结合,以减少柄部以及榫头中的应力集中。
在先技术文献
专利文献
专利文献1:日本特开2016-527426号公报
在专利文献1的复合材料叶片中,金属贴片与榫头通过粘接而结合,但金属贴片与榫头的线膨胀系数不同。因此,当金属贴片以及榫头被加热时,由于线膨胀系数差,在金属贴片与榫头的粘接界面产生剪切应力,因此存在金属贴片与榫头的粘接强度降低的可能性。
发明内容
因此,本发明的课题在于,提供能够抑制叶根部与金属贴片的接合强度的降低的复合材料叶片以及复合材料叶片的成形方法。
本发明的复合材料叶片是通过层叠含有强化纤维和树脂的复合材料层而形成的复合材料叶片,其中,所述复合材料叶片具备:叶根部,其装配于叶片槽;叶形部,其以从所述叶根部向前端侧延伸的方式设置;以及金属贴片,其设置于所述叶片槽与所述叶根部之间,且与所述叶根部接合,所述叶根部成为所述复合材料层层叠而成的层叠体,且包括:叶形层叠体,其从所述叶形部连续地设置;叶根内侧层叠体,其设置于所述叶形层叠体的内侧;以及叶根外侧层叠体,其设置于所述叶形层叠体的外侧,对所述叶根内侧层叠体以及所述叶根外侧层叠体的所述强化纤维进行取向,以使得所述叶根部的线膨胀系数接近所述金属贴片的线膨胀系数。
本发明的复合材料叶片的成形方法是通过层叠含有强化纤维和树脂的复合材料层而形成的复合材料叶片的成形方法,其中,所述复合材料叶片具备:叶根部,其装配于叶片槽;叶形部,其以从所述叶根部向前端侧延伸的方式设置;以及金属贴片,其设置在所述叶片槽与所述叶根部之间,且与所述叶根部接合,所述叶根部成为所述复合材料层层叠而成的层叠体,且包括:叶形层叠体,其从所述叶形部连续地设置;叶根内侧层叠体,其设置于所述叶形层叠体的内侧;以及叶根外侧层叠体,其设置于所述叶形层叠体的外侧,所述成形方法包括:配置工序,在该配置工序中,将所述金属贴片配置于用于成形所述叶根部的成形模具;层叠工序,在该层叠工序中,在所述金属贴片上层叠所述复合材料层,从而形成所述叶形层叠体、所述叶根内侧层叠体以及所述叶根外侧层叠体;以及固化工序,在该固化工序中,对所述叶形层叠体、所述叶根内侧层叠体以及所述叶根外侧层叠体进行加热以使它们固化,在所述层叠工序中,对所述叶根内侧层叠体以及所述叶根外侧层叠体的所述强化纤维进行取向,以使得所述叶根部的线膨胀系数接近所述金属贴片的线膨胀系数。
发明效果
根据本发明,能够抑制叶根部与金属贴片的接合强度的降低。
附图说明
图1是示出实施方式1的复合材料叶片的外观的立体图。
图2是示意性地示出实施方式1的复合材料叶片的叶根部的剖视图。
图3是图1的A-A剖视图。
图4是图1的B-B剖视图。
图5是图1的C-C剖视图。
图6是图1的D-D剖视图。
图7是示出复合材料叶片的叶根部中的强化纤维的取向比例与线膨胀系数的关系的曲线图。
图8是示出实施方式1的复合材料叶片的成形方法的图。
图9是示出实施方式2的复合材料叶片的金属贴片的示意图。
图10是示出实施方式2的复合材料叶片的另一例的金属贴片的示意图。
附图标记说明:
10...复合材料叶片;
12...背侧叶片构件;
14...腹侧叶片构件;
21...叶根部;
22...叶形部;
23...金属贴片;
25...凹槽;
31a、31b...抵接面;
35...叶形层叠体;
36...叶根内侧层叠体;
37...叶根外侧层叠体;
41...背侧成形模具;
42...腹侧成形模具;
61...裂缝;
I...中心面。
具体实施方式
以下,基于附图对本发明的实施方式进行详细说明。需要说明的是,本发明不被该实施方式限定。另外,在下述实施方式的构成要素中,包括本领域技术人员能够且容易置换的要素、或者实质上相同的要素。并且,以下所记载的构成要素能够适当进行组合,另外,在具有多个实施方式的情况下,也能够对各实施方式进行组合。
[实施方式1]
图1是示出实施方式1的复合材料叶片的外观的立体图。实施方式1的复合材料叶片10是使用由强化纤维以及树脂构成的复合材料而成形的叶片。作为复合材料叶片10,例如能够应用在燃气轮机或燃气轮机发动机等中使用的动叶。
(复合材料叶片)
如图1所示,复合材料叶片10从成为固定端的叶根侧朝向成为自由端的叶顶侧延伸。在此,将叶根侧与叶顶侧连结的方向成为叶长方向,即成为图1所示的L方向。另外,对于复合材料叶片10,与图1的叶长方向正交的方向上的一侧成为前缘侧,另一侧成为后缘侧。并且,将前缘侧与后缘侧连结的方向成为叶宽方向,即成为图1所示的W方向。
复合材料叶片10通过层叠多个对强化纤维浸渍树脂而成的预浸料(复合材料层)并使其热固化而成形。在实施方式1中,使用了预浸料,但其只要是含有强化纤维以及树脂的材料即可。例如,作为强化纤维,除了碳纤维以外,也可以应用玻璃纤维以及芳族聚酰胺纤维,且并不限定于此,还可以应用塑料纤维或金属纤维。另外,树脂优选为热固化性树脂,但其也可以是热塑性树脂。热固化性树脂可以例示出环氧树脂、聚酯树脂以及乙烯基酯树脂。热塑性树脂可以例示出聚酰胺树脂、聚丙烯树脂、ABS(Acrylonitrile ButadieneStyrene)树脂、聚醚醚酮(PEEK)、聚醚酮酮(PEKK)、以及聚苯硫醚(PPS)等。但是,浸渍于强化纤维的树脂并不限定于此,其也可以是其他的树脂。
复合材料叶片10具备设置于叶根侧的叶根部21、设置于叶根部21的叶顶侧的叶形部22、以及设置于叶根部21的金属贴片23。
如图1所示,复合材料叶片10的叶根部21以及叶形部22以在整个叶宽方向上弯曲的方式形成,且从复合材料叶片10的内侧朝向外侧凸出的一侧成为背侧,从复合材料叶片10的内侧朝向外侧凹陷的一侧成为腹侧。
(叶根部)
叶根部21装配于叶片槽,该叶片槽形成于绕轴中心旋转的转子的外周。图2是示意性地示出实施方式1的复合材料叶片的叶根部的剖视图。具体而言,图2是以与叶宽方向正交的面剖切的叶根部21的截面。在该截面中,与叶长方向正交的方向成为叶厚方向,叶厚方向上的一侧成为背侧,叶厚方向上的另一侧成为腹侧。在图2的截面中,叶根部21成为朝向叶顶侧而前端变细的锥形状,且叶厚方向上的背侧的面和叶厚方向上的腹侧的面成为与叶片槽抵接的抵接面(也称为榫头面)31a、31b。即,背侧的抵接面31a与腹侧的抵接面31b成为朝向叶顶侧而前端变细的锥面。
另外,如图3至图6所示,叶根部21通过使层叠多个预浸料而成的层叠体固化而形成,且叶根部21构成为包括多个层叠体。图3是图1的A-A剖视图。图4是图1的B-B剖视图。图5是图1的C-C剖视图。图6是图1的D-D剖视图。
如图4所示,叶根部21包括:从叶形部22连续地设置的叶形层叠体35、设置于叶形层叠体35的内侧的叶根内侧层叠体36、以及设置于叶形层叠体35的外侧的叶根外侧层叠体37。另外,在叶根部21中,若将通过将背侧与腹侧连结的方向即叶厚方向的中央的面设为中心面I,则以该中心面I为中心,各层叠体35、36、37分别设置于背侧和腹侧。
叶形层叠体35是在从叶根部21到叶形部22的整个范围内设置的层叠体。在图4以及图5所示的截面中,叶形层叠体35成为位于叶根内侧层叠体36与叶根外侧层叠体37之间的中间层。叶形层叠体35夹着中心面I而设置于两侧,背侧以及腹侧的叶形层叠体35在叶形部22被接合,另一方面,背侧的叶形层叠体35与腹侧的叶形层叠体35在叶根部21中设置为随着朝向叶根侧而分离。
另外,如图4以及图5所示,叶形层叠体35设置于设置有叶形部22的叶宽方向上的中央部的部位。另一方面,如图3以及图6所示,叶形层叠体35未设置于未设置有叶形部22的叶宽方向上的前缘侧以及后缘侧的部位。
如图3至图6所示,在以与叶宽方向正交的面剖切的截面中,叶根内侧层叠体36形成为大致三角形状。在设置有叶形层叠体35的图4以及图5中,叶根内侧层叠体36设置于背侧以及腹侧的叶形层叠体35之间的空间。即,叶根内侧层叠体36设置于背侧以及腹侧的叶形层叠体35的中心面I侧(内侧)。另一方面,在未设置有叶形层叠体35的图3以及图6中,叶根内侧层叠体36设置于背侧以及腹侧的叶根外侧层叠体37之间的空间。即,叶根内侧层叠体36设置于背侧以及腹侧的叶根外侧层叠体37的中心面I侧(内侧)。
如图3至图6所示,叶根外侧层叠体37分别设置于叶根部21的叶厚方向上的两外侧。在设置有叶形层叠体35的图4以及图5中,叶根外侧层叠体37分别设置于背侧以及腹侧的叶形层叠体35的两外侧。另一方面,在未设置有叶形层叠体35的图3以及图6中,叶根外侧层叠体37分别设置于叶根内侧层叠体36的两外侧。
并且,叶形层叠体35、叶根内侧层叠体36以及叶根外侧层叠体37根据叶宽方向上的规定的位置而层叠方向上的厚度不同。
(叶形部)
叶形部22的叶厚方向上的厚度在叶根侧成为厚壁,并随着朝向叶顶侧而形成为薄壁。另外,叶形部22的叶宽方向上厚度在中央部成为厚壁,并随着朝向前缘侧以及后缘侧而形成为薄壁。需要说明的是,叶根部21与叶形部22之间成为弯曲的弯曲部。
(金属贴片)
金属贴片23仅设置于叶根部21的抵接面31a、31b,未设置于叶根部21与叶形部22之间的弯曲部。即,金属贴片23设置于转子的叶片槽与装配于叶片槽的叶根部21之间。金属贴片23使用粘接剂而与叶根部21的抵接面31a、31b接合为一体。另外,腹侧的抵接面31b成为弯曲的内侧的面,背侧的抵接面31a成为弯曲的外侧的面。因此,与设置于叶根部21的腹侧的抵接面31b的金属贴片23b相比,设置于叶根部21的背侧的抵接面31a的金属贴片23a的叶宽方向上的长度较长。
另外,如图2所示,金属贴片23配置于在叶根部21上形成的凹槽25。凹槽25以相对于叶根部21的各抵接面31a、31b凹陷的方式形成,且凹槽25以与金属贴片23相同的形状形成,以能够配置金属贴片23。
(关于叶根部的纤维取向)
在此,参照图7,对叶根部21中的强化纤维的取向比例、以及金属贴片23的线膨胀系数进行说明。图7是示出复合材料叶片的叶根部中的强化纤维的取向比例与线膨胀系数的关系的曲线图。金属贴片23使用金属材料构成,因此具有规定的线膨胀系数。另一方面,叶根部21成为层叠体,因此具有依赖于强化纤维的纤维方向的线膨胀系数。即,叶根部21的线膨胀系数根据构成层叠体的复合材料层所含的强化纤维的纤维方向而发生变化。
在叶根部21中,叶根内侧层叠体36以及叶根外侧层叠体37以成为(接近)金属贴片23的线膨胀系数的方式对强化纤维进行取向。具体而言,金属贴片23的线膨胀系数成为10~15×10-6/℃。在此,将叶形部22延伸的叶长方向设为0°方向。在该情况下,叶根内侧层叠体36以及叶根外侧层叠体37至少含有纤维方向为0°方向的强化纤维、以及纤维方向为±45°方向的强化纤维。并且,对于叶根内侧层叠体36以及叶根外侧层叠体37,在将线膨胀系数设为10~15×10-6/℃的情况下,设为成为图7所示的曲线图那样的取向比例。
图7的横轴是纤维方向为±45°方向的强化纤维的取向比(取向比例),图7的纵轴是线膨胀系数。如图7所示,在将线膨胀系数设为10~15×10-6/℃的情况下,在叶根内侧层叠体36以及叶根外侧层叠体37中,纤维方向为±45°方向的强化纤维的取向比大于30%且小于60%。更具体而言,纤维方向为±45°方向的强化纤维的取向比为35%以上且55%以下。并且,在图7中,在35%以上且55%以下的范围中所绘制的绘制点为3点。包含该3点绘制点的、纤维方向为±45°方向的强化纤维的取向比为44%以上且55%以下。另外,在叶根内侧层叠体36以及叶根外侧层叠体37中,纤维方向为0°方向的强化纤维成为剩余的取向比。即,对于叶根内侧层叠体36以及叶根外侧层叠体37,在纤维方向为±45°方向的强化纤维的取向比为35%以上且55%以下的情况下,纤维方向为0°方向的强化纤维的取向比为45%以上且65%以下。作为例子,在叶根内侧层叠体36以及叶根外侧层叠体37中,在纤维方向为±45°方向的强化纤维的取向比为35%的情况下,纤维方向为0°方向的强化纤维的取向比为65%。另外,在叶根内侧层叠体36以及叶根外侧层叠体37中,在纤维方向为±45°方向的强化纤维的取向比为55%的情况下,纤维方向为0°方向的强化纤维的取向比为45%。同样地,在叶根内侧层叠体36以及叶根外侧层叠体37中,在纤维方向为±45°方向的强化纤维的取向比为44%以上且55%以下的情况下,纤维方向为0°方向的强化纤维的取向比为45%以上且56%以下。
通过如上述那样设置叶根内侧层叠体36以及叶根外侧层叠体37中的强化纤维的取向比,能够将叶根部21设为与金属贴片23同等的线膨胀系数即10~15×10-6/℃。
另外,优选将叶根部21中的上述的取向比设置为在叶宽方向上尽可能均匀。这是因为,在叶根部21被加热了的情况下,与金属贴片23同样地,也能够使叶根部21在叶宽方向上均匀地膨胀。
这样构成的复合材料叶片10装配于叶片槽,该叶片槽形成于绕轴中心旋转的转子的外周。因此,复合材料叶片10的金属贴片23设置为位于叶片槽与叶根部21之间,且与叶片槽抵接。另外,复合材料叶片10在绕轴中心旋转的转子的外周隔开规定的间隔地沿周向排列设置有多个。并且,通过转子旋转,流体在复合材料叶片10彼此之间从前缘侧朝向后缘侧流通。此时,转子进行旋转,在叶长方向上对复合材料叶片10施加离心力。若在复合材料叶片10的叶长方向上施加有离心力,则在叶片槽与金属贴片23的界面产生摩擦力,该摩擦力传递至金属贴片23与叶根部21的界面,并作为剪切应力而被施加。此时,由于流体是高温流体,因此叶根部21以及金属贴片23被加热。叶根部21以及金属贴片23即使在被加热的情况下线膨胀系数也为同等,因此在叶根部21与金属贴片23的粘接界面处产生的剪切应力较小。
接下来,参照图8对复合材料叶片10的成形方法进行说明。图8是示出实施方式1的复合材料叶片的成形方法的图。复合材料叶片10通过将背侧的部位即背侧叶片构件12与腹侧的部位即腹侧叶片构件14接合而形成。
背侧叶片构件12是层叠多个对强化纤维浸渍树脂而成的预浸料并使其热固化而成的。背侧叶片构件12通过背侧成形模具41而成形。对于背侧叶片构件12,复合材料叶片10的外表面形成为凸出的弯曲形状,复合材料叶片10的内表面形成为凹陷的弯曲形状。背侧成形模具41具有成形背侧叶片构件12的外表面的背侧成形面41a、以设置在背侧成形面41a的周围的平坦的背侧合模面41b。背侧成形面41a以呈凹状凹陷的方式形成,以使背侧叶片构件12的外表面成形为凸出的弯曲形状。
腹侧叶片构件14与背侧叶片构件12同样地,是层叠多个对强化纤维浸渍树脂而成的预浸料并使其热固化而成的。腹侧叶片构件14通过腹侧成形模具42而成形。对于腹侧叶片构件14,复合材料叶片10的外表面形成为凹陷的弯曲形状,复合材料叶片10的内表面形成为凸出的弯曲形状。腹侧成形模具42具有成形腹侧叶片构件14的外表面的腹侧成形面42a、以及设置在腹侧成形面42a的周围的平坦的腹侧合模面42b。腹侧成形面42a以呈凸状突出的方式形成,以使腹侧叶片构件14的外表面成形为凹陷的弯曲形状。
在复合材料叶片的成形方法中,将设置于背侧的叶根部21的金属贴片23a配置在背侧成形模具41的相当于叶根部21的背侧成形面41a(步骤S1:配置工序)。同样地,将设置于腹侧的叶根部21的金属贴片23b配置在腹侧成形模具42的相当于叶根部21的腹侧成形面42a(步骤S1:配置工序)。
然后,将预浸料层叠在背侧的金属贴片23a上,进行形成固化前的背侧叶片构件12的层叠工序(步骤S2)。同样地,将预浸料层叠在腹侧的金属贴片23b上,进行形成固化前的腹侧叶片构件14的层叠工序(步骤S2)。此时,在层叠工序S2中,基于上述的取向比层叠预浸料,以使得叶根内侧层叠体36以及叶根外侧层叠体37成为金属贴片23的线膨胀系数。即,在层叠工序S2中,在叶根内侧层叠体36以及叶根外侧层叠体37中,以成为35%以上且55%以下的取向比的方式层叠含有纤维方向为±45°方向的强化纤维的预浸料,以成为剩余的取向比即45%以上且65%以下的取向比的方式层叠含有纤维方向为0°方向的强化纤维的预浸料。
然后,通过使背侧成形模具41的背侧合模面41b与腹侧成形模具42的腹侧合模面42b重叠,从而使固化前的背侧叶片构件12与腹侧叶片构件14重叠。然后,隔着背侧成形模具41以及腹侧成形模具42进行对背侧叶片构件12以及腹侧叶片构件14进行加热并使其固化的固化工序,从而成形复合材料叶片10。
需要说明的是,在上述的复合材料叶片10的成形方法中,将背侧叶片构件12以及腹侧叶片构件14与金属贴片23a、23b一起加热并使其固化从而成形出复合材料叶片10,但并不限定于该方法。作为复合材料叶片10的成形方法,例如,也可以是,在使复合材料叶片10固化后,使用高温固化用的粘接剂粘接金属贴片23a、23b。
如上所述,根据实施方式1,能够对强化纤维进行取向,以使得叶根内侧层叠体36以及叶根外侧层叠体37成为与金属贴片23的线膨胀系数同等。因此,即使在加热时叶根部21以及金属贴片23发生热膨胀的情况下,也能够降低在叶根部21与金属贴片23的粘接界面处产生的剪切应力。因此,能够抑制叶根部21与金属贴片23的接合强度的降低。
另外,根据实施方式1,通过将纤维方向为±45°方向的强化纤维的取向比设为35%以上且55%以下,能够将叶根部21的线膨胀系数设为与金属贴片23的线膨胀系数同等。
另外,根据实施方式1,通过将纤维方向为0°方向的强化纤维的取向比设为45%以上且65%以下,能够将叶根部21的线膨胀系数设为与金属贴片23的线膨胀系数同等。
另外,根据实施方式1,金属贴片23仅设置于叶根部21,因此金属贴片23不会配置在叶根部21与叶形部22之间的弯曲部。在此,由于在复合材料叶片10的旋转时产生的叶形部22的拉伸载荷、以及在叶根部21产生的压缩载荷,在弯曲部集中有剪切应力。此时,将金属贴片23仅设置于叶根部21,因此能够降低金属贴片23由于弯曲部中的应力集中而剥离的风险。
另外,根据实施方式1,能够在叶根部21形成用于配置金属贴片23的凹槽25。因此,能够明确设置金属贴片23的位置,另外,能够通过对将金属贴片23粘接于叶根部21的粘接剂的层的厚度进行调整来提高金属贴片23的形状管理的自由度。
[实施方式2]
接下来,参照图9以及图10对实施方式2的复合材料叶片10进行说明。需要说明的是,在实施方式2中,为了避免重复的记载,对与实施方式1不同的部分进行说明,并对作为与实施方式1同样的结构的部分标注相同的附图标记来进行说明。图9是示出实施方式2的复合材料叶片的金属贴片的示意图。图10是示出实施方式2的复合材料叶片的另一例的金属贴片的示意图。
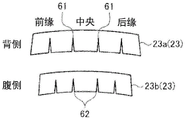
在实施方式2的复合材料叶片10中,在金属贴片23a、23b形成有多个裂缝61、62。对于图9所示的金属贴片23,图9的上侧成为背侧的金属贴片23a,图9的下侧成为腹侧的金属贴片23b。金属贴片23a的裂缝61以及金属贴片23b的裂缝62是从叶根侧切入的裂缝。裂缝61、62是在金属贴片23的叶宽方向上隔开规定的间隔而形成的缺损部,且裂缝61、62形成为以叶根侧为底边,以叶顶侧为顶点的三角形状。各裂缝61、62以沿叶长方向延伸的方式形成,且成为相对于金属贴片23的叶长方向上的全长而为3/4以下的长度。因此,金属贴片23a、23b的形成有裂缝61、62的部位的叶长方向上的一部分相连。另外,金属贴片23b的裂缝62的叶宽方向上的宽度比金属贴片23a的裂缝61宽。
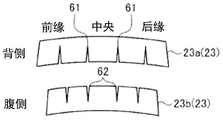
另外,金属贴片23b的裂缝62也可以设为图10所示那样。即,如图10所示,对于腹侧的叶根部21,与叶顶侧相比,叶根侧的叶宽方向上的长度较短,因此金属贴片23b的裂缝62成为从叶顶侧切入的裂缝。
如上所述,根据实施方式2,通过在金属贴片23形成有裂缝61、62,从而能够允许金属贴片23向叶宽方向扩展或收缩。因此,金属贴片23能够吸收叶根部21的热固化时的热伸长。
Claims (9)
1.一种复合材料叶片,其通过层叠含有强化纤维和树脂的复合材料层而形成,其中,
所述复合材料叶片具备:
叶根部,其装配于叶片槽;
叶形部,其以从所述叶根部向前端侧延伸的方式设置;以及
金属贴片,其设置于所述叶片槽与所述叶根部之间,且与所述叶根部接合,
所述叶根部成为所述复合材料层层叠而成的层叠体,且包括:
叶形层叠体,其从所述叶形部连续地设置;
叶根内侧层叠体,其设置于所述叶形层叠体的内侧;以及
叶根外侧层叠体,其设置于所述叶形层叠体的外侧,
所述叶形层叠体的所述复合材料层在所述叶形部中相互接合,且在所述叶根部中被所述叶根内侧层叠体分隔开,
对所述叶根内侧层叠体以及所述叶根外侧层叠体的所述强化纤维进行取向,以使得所述叶根部的线膨胀系数接近所述金属贴片的线膨胀系数。
2.根据权利要求1所述的复合材料叶片,其中,
若将所述叶形部延伸的方向设为0°方向,则在所述叶根内侧层叠体以及所述叶根外侧层叠体中,所述强化纤维的纤维方向为±45°方向的取向比例大于30%且小于60%。
3.根据权利要求2所述的复合材料叶片,其中,
在所述叶根内侧层叠体以及所述叶根外侧层叠体中,所述强化纤维的纤维方向为±45°方向的取向比例为35%以上且55%以下。
4.根据权利要求3所述的复合材料叶片,其中,
在所述叶根内侧层叠体以及所述叶根外侧层叠体中,所述强化纤维的纤维方向为0°方向的取向比例成为纤维方向为±45°方向的取向比例的剩余部分、即为45%以上且65%以下。
5.根据权利要求3所述的复合材料叶片,其中,
在所述叶根内侧层叠体以及所述叶根外侧层叠体中,所述强化纤维的纤维方向为±45°方向的取向比例为44%以上且55%以下。
6.根据权利要求1至5中任一项所述的复合材料叶片,其中,
所述叶根部与所述叶形部之间成为弯曲的弯曲部,
所述金属贴片仅设置于所述叶根部。
7.根据权利要求1至5中任一项所述的复合材料叶片,其中,
所述叶根部具有形成为用于配置所述金属贴片的凹槽。
8.根据权利要求1至5中任一项所述的复合材料叶片,其中,
在配置有所述金属贴片的所述叶根部的设置面内,若将从所述叶根部侧朝向前端侧的方向设为长度方向,将与所述长度方向正交的方向设为宽度方向,则所述金属贴片具有在所述宽度方向上每隔开规定的间隔形成的切口。
9.一种复合材料叶片的成形方法,所述复合材料叶片通过层叠含有强化纤维和树脂的复合材料层而形成,其中,
所述复合材料叶片具备:
叶根部,其装配于叶片槽;
叶形部,其以从所述叶根部向前端侧延伸的方式设置;以及
金属贴片,其设置在所述叶片槽与所述叶根部之间,且与所述叶根部接合,
所述叶根部成为所述复合材料层层叠而成的层叠体,且包括:
叶形层叠体,其从所述叶形部连续地设置;
叶根内侧层叠体,其设置于所述叶形层叠体的内侧;以及
叶根外侧层叠体,其设置于所述叶形层叠体的外侧,
所述叶形层叠体的所述复合材料层在所述叶形部中相互接合,且在所述叶根部中被所述叶根内侧层叠体分隔开,
所述成形方法包括:
配置工序,在该配置工序中,将所述金属贴片配置于用于成形所述叶根部的成形模具;
层叠工序,在该层叠工序中,在所述金属贴片上层叠所述复合材料层,从而形成所述叶形层叠体、所述叶根内侧层叠体以及所述叶根外侧层叠体;以及
固化工序,在该固化工序中,对所述叶形层叠体、所述叶根内侧层叠体以及所述叶根外侧层叠体进行加热以使它们固化,
在所述层叠工序中,对所述叶根内侧层叠体以及所述叶根外侧层叠体的所述强化纤维进行取向,以使得所述叶根部的线膨胀系数接近所述金属贴片的线膨胀系数。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019-113879 | 2019-06-19 | ||
| JP2019113879A JP7236337B2 (ja) | 2019-06-19 | 2019-06-19 | 複合材翼及び複合材翼の成形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112109341A CN112109341A (zh) | 2020-12-22 |
| CN112109341B true CN112109341B (zh) | 2022-06-21 |
Family
ID=69570579
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010097748.3A Active CN112109341B (zh) | 2019-06-19 | 2020-02-17 | 复合材料叶片以及复合材料叶片的成形方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US11384647B2 (zh) |
| EP (1) | EP3754159B1 (zh) |
| JP (1) | JP7236337B2 (zh) |
| CN (1) | CN112109341B (zh) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR3081944B1 (fr) * | 2018-05-31 | 2020-06-19 | Safran Electrical & Power | Architecture thermique de compresseur d'air |
| CN114294263B (zh) * | 2021-10-20 | 2023-06-30 | 中国航发四川燃气涡轮研究院 | 风扇叶盘结构及涡轮风扇发动机 |
| WO2024154386A1 (ja) * | 2023-01-16 | 2024-07-25 | 株式会社Ihi | 複合材翼 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5804756A (en) * | 1995-12-18 | 1998-09-08 | Rjc Development, L.C. | Composite/metallic gun barrel having matched coefficients of thermal expansion |
| US6290466B1 (en) * | 1999-09-17 | 2001-09-18 | General Electric Company | Composite blade root attachment |
| CN102770623A (zh) * | 2009-11-17 | 2012-11-07 | 西门子公司 | 涡轮叶片或者压缩机叶片 |
| CN103291370A (zh) * | 2012-02-22 | 2013-09-11 | 通用电气公司 | 用于复合涡轮构件的层间应力降低构造 |
| CN105264176A (zh) * | 2013-03-08 | 2016-01-20 | 通用电气公司 | 用于防止涡轮中的泄漏的装置、系统及方法 |
| JP2016527426A (ja) * | 2013-05-29 | 2016-09-08 | ゼネラル・エレクトリック・カンパニイ | 複合材翼形部金属パッチ |
| JP2018204461A (ja) * | 2017-05-31 | 2018-12-27 | 三菱重工業株式会社 | 複合材料翼及び複合材料翼の製造方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5522639B2 (zh) * | 1972-10-20 | 1980-06-18 | ||
| US4040770A (en) * | 1975-12-22 | 1977-08-09 | General Electric Company | Transition reinforcement of composite blade dovetails |
| DE102006049818A1 (de) * | 2006-10-18 | 2008-04-24 | Rolls-Royce Deutschland Ltd & Co Kg | Fanschaufel aus Textilverbundwerkstoff |
| JP4865507B2 (ja) | 2006-11-01 | 2012-02-01 | 株式会社日立ソリューションズ | 管理権限設定システム |
| JP4990181B2 (ja) * | 2007-07-06 | 2012-08-01 | 三菱電機株式会社 | 先進グリッド構造体 |
| US8794925B2 (en) * | 2010-08-24 | 2014-08-05 | United Technologies Corporation | Root region of a blade for a gas turbine engine |
| GB201106050D0 (en) * | 2011-04-11 | 2011-05-25 | Rolls Royce Plc | A retention device for a composite blade of a gas turbine engine |
| US10487670B2 (en) * | 2013-03-13 | 2019-11-26 | Rolls-Royce Corporation | Gas turbine engine component including a compliant layer |
| US10774660B2 (en) * | 2013-10-14 | 2020-09-15 | Raytheon Technologies Corporation | Blade wedge attachment lay-up |
| JP6765344B2 (ja) | 2017-05-31 | 2020-10-07 | 三菱重工業株式会社 | 複合材料翼及び複合材料翼の製造方法 |
-
2019
- 2019-06-19 JP JP2019113879A patent/JP7236337B2/ja active Active
-
2020
- 2020-02-10 EP EP20156467.1A patent/EP3754159B1/en active Active
- 2020-02-14 US US16/790,903 patent/US11384647B2/en active Active
- 2020-02-17 CN CN202010097748.3A patent/CN112109341B/zh active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5804756A (en) * | 1995-12-18 | 1998-09-08 | Rjc Development, L.C. | Composite/metallic gun barrel having matched coefficients of thermal expansion |
| US6290466B1 (en) * | 1999-09-17 | 2001-09-18 | General Electric Company | Composite blade root attachment |
| CN102770623A (zh) * | 2009-11-17 | 2012-11-07 | 西门子公司 | 涡轮叶片或者压缩机叶片 |
| CN103291370A (zh) * | 2012-02-22 | 2013-09-11 | 通用电气公司 | 用于复合涡轮构件的层间应力降低构造 |
| CN105264176A (zh) * | 2013-03-08 | 2016-01-20 | 通用电气公司 | 用于防止涡轮中的泄漏的装置、系统及方法 |
| JP2016527426A (ja) * | 2013-05-29 | 2016-09-08 | ゼネラル・エレクトリック・カンパニイ | 複合材翼形部金属パッチ |
| JP2018204461A (ja) * | 2017-05-31 | 2018-12-27 | 三菱重工業株式会社 | 複合材料翼及び複合材料翼の製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| Evaluation of thermal expansion coefficient of carbon fiber reinforced composites using electronic speckle interferometry;Chengzhi Dong;《OPTICS EXPRESS》;20180108;531-543 * |
Also Published As
| Publication number | Publication date |
|---|---|
| CN112109341A (zh) | 2020-12-22 |
| US20200400027A1 (en) | 2020-12-24 |
| EP3754159A1 (en) | 2020-12-23 |
| JP7236337B2 (ja) | 2023-03-09 |
| EP3754159B1 (en) | 2023-01-04 |
| JP2021001549A (ja) | 2021-01-07 |
| EP3754159A8 (en) | 2021-02-24 |
| US11384647B2 (en) | 2022-07-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112109341B (zh) | 复合材料叶片以及复合材料叶片的成形方法 | |
| US11208904B2 (en) | Method for manufacturing a vane from a composite material with a fitted metal leading edge for a gas turbine | |
| US10066491B2 (en) | Fibre composite component for the rotor blade of a wind turbine | |
| EP2781344B1 (en) | Method of manufacturing a portion of a wind turbine blade | |
| EP2211018B1 (en) | Airfoil | |
| EP2971756B1 (en) | Wind turbine blades with layered, multi-component spars, and associated systems | |
| JP6778147B2 (ja) | 複合材料翼及び複合材料翼の製造方法 | |
| CN111823611B (zh) | 复合材料叶片以及复合材料叶片的成形方法 | |
| US11680489B2 (en) | Method for manufacturing a composite guide vane having a metallic leading edge | |
| CN110709583A (zh) | 复合材料叶片以及复合材料叶片的制造方法 | |
| US11371365B2 (en) | Composite blade and method for manufacturing composite blade | |
| US11679536B2 (en) | Method for molding composite material blade, composite material blade, and molding die for composite material blade | |
| US10906267B2 (en) | Composite structure | |
| WO2021187016A1 (ja) | 複合材翼、回転機械及び複合材翼の成形方法 | |
| US20240352916A1 (en) | Stability component, use of a stability component, wind turbine blade and methods of manufacturing a wind turbine blade | |
| EP4119334B1 (en) | Composite material structure and manufacturing method of composite material structure |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |