CN111872192A - 一种用于空调翅片非标准孔翻边模具 - Google Patents
一种用于空调翅片非标准孔翻边模具 Download PDFInfo
- Publication number
- CN111872192A CN111872192A CN202010472543.9A CN202010472543A CN111872192A CN 111872192 A CN111872192 A CN 111872192A CN 202010472543 A CN202010472543 A CN 202010472543A CN 111872192 A CN111872192 A CN 111872192A
- Authority
- CN
- China
- Prior art keywords
- die
- air conditioner
- wedge block
- block
- flanging
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000000463 material Substances 0.000 claims description 8
- 238000005266 casting Methods 0.000 claims description 3
- 230000006835 compression Effects 0.000 claims description 3
- 238000007906 compression Methods 0.000 claims description 3
- 229920003225 polyurethane elastomer Polymers 0.000 claims description 3
- 238000010791 quenching Methods 0.000 claims description 3
- 230000000171 quenching effect Effects 0.000 claims description 3
- 238000005242 forging Methods 0.000 claims 1
- 239000012943 hotmelt Substances 0.000 claims 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 abstract 1
- 239000010931 gold Substances 0.000 abstract 1
- 229910052737 gold Inorganic materials 0.000 abstract 1
- 235000012054 meals Nutrition 0.000 abstract 1
- 238000000034 method Methods 0.000 description 8
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 239000000047 product Substances 0.000 description 2
- 238000004378 air conditioning Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052755 nonmetal Inorganic materials 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 239000011265 semifinished product Substances 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D19/00—Flanging or other edge treatment, e.g. of tubes
- B21D19/08—Flanging or other edge treatment, e.g. of tubes by single or successive action of pressing tools, e.g. vice jaws
- B21D19/088—Flanging or other edge treatment, e.g. of tubes by single or successive action of pressing tools, e.g. vice jaws for flanging holes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/01—Selection of materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/10—Die sets; Pillar guides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/10—Die sets; Pillar guides
- B21D37/12—Particular guiding equipment, e.g. pliers; Special arrangements for interconnection or cooperation of dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/02—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers
- B21D53/022—Making the fins
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
本发明涉及一种用于空调翅片非标准孔翻边模具,其由上部分和下部分构成,上部分和下部分之间安装有限位柱,模具各部件通过螺钉和销钉连接,模具导向装置为导柱和导套,模具吊装装置为起重螺栓;所述的上部分包括上模座、上楔块、挡板,水平挡板;所述的下部分包括下模座、外楔块,外挡块、滑板、内楔块、凸模、外凹模、内凹模、顶出器、推板、内挡块,通过对薄壁空调翅片筒体饭金件进行加工试验及改进,对整体翻边模具进行了完善,解决了传统单孔翻边成形所带来的制件质量筹、效率低下的问题。
Description
技术领域
本发明属于模具技术领域,具体地说是涉及一种用于空调翅片非标准孔翻边模具。
背景技术
冲压模具是在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。冲压,是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。
翻边指的是在坯料的平面部分或曲面部分上,利用模具的作用,使之沿封闭或不封闭的曲线边缘形成有一定角度的直壁或凸缘的成型方法。翻孔是沿内孔周围将材料翻成侧立凸缘的成型方法。现有的异形孔翻边模具,要在工件上进行翻孔和翻边的操作,具体为在工件上先进行内部的翻孔操作,因为从内到外加工更加方便,也不易损坏,翻孔完,在进行翻边操作;通过分步操作先翻孔再方便存在不足:1、需要准备两套模具,增加成本,进行两个步骤操作,工序复杂,不利于快速高效生产;2、从内到外的进行分布操作,会造成精度下降,在生产过程容易破损,不利于产品标准化、统一化。
发明内容
鉴于以上内容,有必要提供一种用于空调翅片非标准孔翻边模具,将非标准孔翻边展平并能保证冲孔的体积不变且展平后可以还原。具体技术方案如下:一种用于空调翅片非标准孔翻边模具,其由上部分和下部分构成,所述的上部分和下部分之间安装有限位柱,模具各部件通过螺钉和销钉连接,模具导向装置为导柱和导套,模具吊装装置为起重螺栓;所述的上部分包括上模座、上楔块、挡板,水平挡板;所述的下部分包括下模座、外楔块,外挡块、滑板、内楔块、凸模、外凹模、内凹模、顶出器、推板、内挡块,所述的顶出器设置在内凹模中,所述的滑板通过导向压板压于下模座上,端头通过外挡块和内挡块限位;模具初始限位块有多个,例如限位块可以为外挡块和内挡块等,在安装制件时模具并未处于工作位置,即内凹模与制件之间存在较大间隙,使得内凹模中的初始定位块与制件型孔无法匹配定位。本发明通过缩短初始定位块的伸出长度,只保留一个定位块伸出长度不变,使得在安装制件时只有1个初始定位块起定位作用,其余定位块均不与制件接触,只是在冲压过程后期,这其余初始定位块才与制件接触,起引导定位作用;所述的上模座采用HT200铸件,炯火处理,所述的凸模、外凹模、内凹模及楔块、滑板采用CrWMn,淬火硬度58-v60HRCo;
所述的凸模和凹模之间的单边间隙为L,模具中取料厚为d,满足L=(0.75-0.85)d;
优选地,为了保证翻边的垂直度,模具凸、凹模单边间隙应取料厚的0.75-0.85倍;
优选地,为了平衡上楔块的水平力,在上模部分需做水平挡板;
优选地,为了避免制件成形后卡在模具凹模内,不便拆卸,在内凹模内需做顶出器;
优选地,为了保护模具,在模具上、下模座之间需安装限位柱等限位装置,限位柱的高度,需协调模具行程,以保证制件翻边质量;
优选地,初始定位块型面按制件成形前翻边底孔尺寸保持0.1mm间隙,定位块可加在顶出器上,相应的,在翻边凸模的前端面需做出定位块的空位型槽;
优选地,弹性元件可采用压缩弹簧或聚氨酷橡胶,为避免弹性元件工作时偏离,在弹性元件内部可加销钉以导向;
优选地,滑板通过导向压板压于下模座上,端头通过外挡块10和内挡块16限位;
优选地,精确计算,保证模具各部件的先后动作顺序满足制件翻边要求。
附图说明
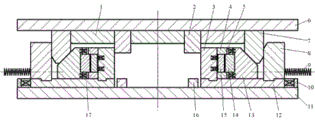
图1 本发明的整体结构主视图;
图中:1左夹持头、2右夹持头、3左夹持臂、4右夹持臂、5缸体、6活塞推杆、7左齿轮、8右齿轮、9第一内表面、10第二内表面、11第一螺栓、12第二螺栓、13卵形管、14安装底座、15左转轴、16右转轴、17销钉。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。此外,下面所描述的本发明各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就能够相互组合。
附图1为本发明的一种具体实施例,一种用于空调翅片非标准孔翻边模具,其由上部分和下部分构成,所述的上部分和下部分之间安装有限位柱,模具各部件通过螺钉和销钉连接,模具导向装置为导柱和导套,模具吊装装置为起重螺栓;所述的上部分包括上模座6、上楔块7、挡板2,水平挡板1;所述的下部分包括下模座11、外楔块8、外挡块10、滑板12、内楔块13、凸模14、外凹模5、内凹模4、顶出器15、推板3、内挡块16,所述的顶出器15设置在内凹模4中,所述的滑板12通过导向压板压于下模座上,端头通过外挡块10和内挡块16限位;所述的上模座采用HT200铸件,炯火处理,所述的凸模、外凹模、内凹模及楔块、滑板采用CrWMn,淬火硬度58-60HRC;所述的凸模和凹模之间的单边间隙为L,模具中取料厚为d,满足L=(0.75-0.85)d,弹性元件17采用压缩弹簧或聚氨酷橡胶,弹性元件内部具有销钉。
模具的工作过程:模具打开,按照模具型孔周向定位位置放入制件,液压机滑块下行,上楔块7首先与外楔块8斜面接触,随着滑块继续下行,外楔块8沿径向向外滑动,并带动滑板12、推板3、内凹模4和顶出器15一起沿径向向外运动,直至上楔块7与外楔块8竖直侧面接触,外楔块8的滑动才结束,此时内凹模4到达预期位置与制件内型面靠严。滑块继续下行,上楔块7与内楔块13开始从斜面处最先接触,由于上楔块7斜面侧向分力的作用,随着滑块的继续下行,内楔块13开始沿径向向内滑动,并带动外凹模5和凸模14一起沿径向向内运动,首先外凹模5先与制件外型面接触并靠严,由于推板3的限制,使得外凹模5停止运动,此时制件被夹住。随着滑块继续下行,在弹性元件17的作用下,制件被逐步夹紧,而同时凸模14也开始从外凹模5型孔中渐渐伸出,并首先与顶出器巧前端的初始定位块接触,随着滑块的继续下行,凸模14推着顶出器巧一起进入内凹模型腔逐步完成对制件型孔的翻边。翻边结束后,滑块上行,由于弹簧和弹性元件的作用,模具各部位逐步向初始位置运动,待模具上、下部分完全分离后,取出制件,模具翻边工序结束。
以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,本领域技术人员利用上述揭示的技术内容做出些许简单修改、等同变化或修饰,均落在本发明的保护范围内。
Claims (3)
1.一种用于空调翅片非标准孔翻边模具,其由上部分和下部分构成,其特征在于:所述的上部分和下部分之间安装有限位柱,模具导向装置为导柱和导套,模具吊装装置为起重螺栓;所述的上部分包括上模座(6)、上楔块(7)、挡板(2)、水平挡板(1);所述的下部分包括下模座(11)、外楔块(8)、外挡块(10)、滑板(12)、内楔块(13)、凸模(14)、外凹模(5)、内凹模(4)、顶出器(15)、推板(3)、内挡块(16),所述的顶出器(15)设置在内凹模(4)中,所述的滑板(12)通过导向压板压于下模座上,端头通过外挡块(10)和内挡块(16)限位;所述的上模座采用HT200铸件,炯火处理,所述的凸模(14)、外凹模(5)、内凹模(4)、上楔块(7)外楔块(8)、滑板(12)采用CrWMn,淬火硬度58-60HRC。
2.如权利要求1所述的用于空调翅片非标准孔翻边模具,其特征在于:所述的凸模与外凹模和/或外凹模之间的单边间隙为L,模具中取料厚为d,满足L=(0.75-0.85)d。
3.如权利要求1所述的用于空调翅片非标准孔翻边模具,其特征在于:弹性元件(17)采用压缩弹簧或聚氨酷橡胶,弹性元件内部具有销钉。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010472543.9A CN111872192A (zh) | 2020-05-29 | 2020-05-29 | 一种用于空调翅片非标准孔翻边模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010472543.9A CN111872192A (zh) | 2020-05-29 | 2020-05-29 | 一种用于空调翅片非标准孔翻边模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN111872192A true CN111872192A (zh) | 2020-11-03 |
Family
ID=73154125
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010472543.9A Pending CN111872192A (zh) | 2020-05-29 | 2020-05-29 | 一种用于空调翅片非标准孔翻边模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111872192A (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115007706A (zh) * | 2022-06-11 | 2022-09-06 | 浙江道和机械股份有限公司 | 一种四轮翻边一次成型装置 |
-
2020
- 2020-05-29 CN CN202010472543.9A patent/CN111872192A/zh active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115007706A (zh) * | 2022-06-11 | 2022-09-06 | 浙江道和机械股份有限公司 | 一种四轮翻边一次成型装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101195142A (zh) | 一种金属板料拉深杯形件的模具及成型工艺 | |
| CN109396266B (zh) | 一种预锻深折弯模具 | |
| CN105149443B (zh) | 一种带有凸缘薄壁半球形高压膜片刚性压边拉深模具 | |
| CN220127267U (zh) | 适用于对称工件的快速折弯结构及折弯模具 | |
| CN104259319A (zh) | 扩口打孔复合模具 | |
| CN104107862B (zh) | 一种模具 | |
| CN111872192A (zh) | 一种用于空调翅片非标准孔翻边模具 | |
| CN107649586B (zh) | 一种用于圆锥包壳成形模具及其圆锥包壳的成形方法 | |
| CN211191670U (zh) | 一种用于异形法兰的翻孔翻边装置 | |
| CN116237425A (zh) | 一种圆筒框架形状零件的成型方法 | |
| CN214644256U (zh) | 一种异型管的冲孔模具 | |
| CN112496104B (zh) | 一种用于大型板料一次折弯多棱角工件的加工方法 | |
| CN108724342B (zh) | 一种复合模具结构 | |
| CN205324481U (zh) | 一种扩口式收紧螺母与导管接头的收口模具 | |
| CN110576137A (zh) | 一种紧凑型的厚壁法兰板锻模具 | |
| CN221694832U (zh) | 一种大尺寸多工位负角精密冲压成型设备 | |
| CN216175578U (zh) | 一种铝制汽车支架件防止摩擦拉毛模具 | |
| CN110355274A (zh) | 一种平板压圆弧工艺及半通用性模具结构及其使用方法 | |
| CN217251864U (zh) | 过渡管制备模具 | |
| CN104139109A (zh) | 灯罩缩口模 | |
| CN218574758U (zh) | 一种侧冲孔翻孔同步的冲压模具 | |
| CN217121492U (zh) | 一种汽车几字形支架成型模具 | |
| CN108273911A (zh) | 回转套筒胀型模具 | |
| CN215845217U (zh) | 一种防失稳的回挤模具 | |
| CN110773639A (zh) | 一种用于异形法兰的翻孔翻边装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20201103 |
|
| WD01 | Invention patent application deemed withdrawn after publication |