CN1117536A - Spin machine with suction roll on stretching apparatus - Google Patents
Spin machine with suction roll on stretching apparatus Download PDFInfo
- Publication number
- CN1117536A CN1117536A CN95108622.7A CN95108622A CN1117536A CN 1117536 A CN1117536 A CN 1117536A CN 95108622 A CN95108622 A CN 95108622A CN 1117536 A CN1117536 A CN 1117536A
- Authority
- CN
- China
- Prior art keywords
- suction
- suction roll
- fine spining
- spining machine
- district
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000009987 spinning Methods 0.000 claims abstract description 8
- 239000007787 solid Substances 0.000 claims description 9
- 230000002265 prevention Effects 0.000 claims description 3
- 230000001154 acute effect Effects 0.000 claims description 2
- 230000002093 peripheral effect Effects 0.000 claims 1
- 238000007378 ring spinning Methods 0.000 abstract description 5
- 230000005494 condensation Effects 0.000 abstract 2
- 238000009833 condensation Methods 0.000 abstract 2
- 239000000835 fiber Substances 0.000 description 14
- 238000000034 method Methods 0.000 description 10
- 230000000694 effects Effects 0.000 description 6
- 230000006835 compression Effects 0.000 description 4
- 238000007906 compression Methods 0.000 description 4
- 238000003825 pressing Methods 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 230000014509 gene expression Effects 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 230000008092 positive effect Effects 0.000 description 1
- 238000005086 pumping Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000009941 weaving Methods 0.000 description 1
Images



Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H5/00—Drafting machines or arrangements ; Threading of roving into drafting machine
- D01H5/18—Drafting machines or arrangements without fallers or like pinned bars
- D01H5/22—Drafting machines or arrangements without fallers or like pinned bars in which fibres are controlled by rollers only
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H1/00—Spinning or twisting machines in which the product is wound-up continuously
- D01H1/02—Spinning or twisting machines in which the product is wound-up continuously ring type
- D01H1/025—Spinning or twisting machines in which the product is wound-up continuously ring type with a condensing device between drafting system and spinning unit
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H5/00—Drafting machines or arrangements ; Threading of roving into drafting machine
- D01H5/18—Drafting machines or arrangements without fallers or like pinned bars
- D01H5/26—Drafting machines or arrangements without fallers or like pinned bars in which fibres are controlled by one or more endless aprons
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H5/00—Drafting machines or arrangements ; Threading of roving into drafting machine
- D01H5/18—Drafting machines or arrangements without fallers or like pinned bars
- D01H5/70—Constructional features of drafting elements
- D01H5/72—Fibre-condensing guides
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Spinning Or Twisting Of Yarns (AREA)
- Treatment Of Liquids With Adsorbents In General (AREA)
- Solid-Sorbent Or Filter-Aiding Compositions (AREA)
Abstract
A spinning machine features a multistage drawing system (13) and an associated condensation stage with a suction roll (25) and counter rolls (26,27), which are adjoined by a ring spinning device (17). A guide screen (40) is provided in the path area (15) in which the condensation occurs. The screen is located at a distance A from the outer surface of the suction roll (25). The start of the suction zone (33) - during the use of a traversing unit (42) - is wider than the traversing stroke. The zone (33) tapers in the conveying direction.
Description
The present invention relates to a kind of fine spining machine with at least one multistage drafting device and spinning apparatus.
At known ring spinning method and known this ring throstle (DE 39 27936 A1, in September, 1994 number the 684th~686 page is put into practice in international weaving) in, one or two parallel rove bar respectively is directed to half of ring spindle yarn drafting system, carry out drawing-off with common drawing-off value, flowing to a Pneumatic fiber compression set on the porous suction roll under the situation of no drawing-off then.On the surface of porous suction roll (or tube) the solid compression that ribbon is subjected to pneumatic action taking place with known method, obtains positive effect by the drawing-off of fiber and condensed phase are separated here.In order to compress, remain on the lip-deep ribbon of suction roll by suction airstream and deflect vertically through drawing-off, therefore, the fiber of ribbon inside is merged individual fibers mutually by stretching and the mat effect of traversing abreast and gathers into a branch of.Generally speaking, inflatable gas stream impacts by it and helps the process that caused by swabbing action on the outer surface, thereby is in stable poised state in the air-flow that the fiber that makes separation is applying in transferring to the process that the jaw line twists.The present invention also can particularly advantageously be applied in by in the described ring spinning method of the application that is entitled as " ring spinning method and ring throstle " and ring throstle submitted to simultaneously, and the air-flow of wherein blowing is replaced by suitable air channel.Therefore the content of similar application also can be used as the reference of teachings herein.
Fiber after the height drawing-off produces about 1mm of a width or littler solid fiber skein through pneumatic compression, and this width also forms the and then twist prevention jaw leg-of-mutton base of spinning afterwards simultaneously.The result has also reduced the leg-of-mutton height of spinning.Therefore the pneumatic bunching action of fiber can influence fiber skein and accepts the twist.
The general drafting system that adopts three rollers of ring throstle.The a pair of middle roller that is positioned at high draw zone start-up portion generally is provided with two aprons, and it extends near the inlet jaw of delivery roller.
According to the difference of fineness of yarn, the drafting multiple of three roller drafting devices of feeding rove bar is 25~50 times.High drafting multiple is corresponding to fine-count yarn.The mechanical condenser of employing comes boundling fiber skein (DE 4132919 A1 between the jaw of also once terminal at the apron of main drawing area and drafting system delivery roller; DE 4141237 Al).But the effect that improves yarn qualities in this way is limited, because the friction of individual fibers on the condenser induction element causes the irregular of yarn.Therefore, to be arranged on the end of main drawing area also be not the measure that significantly improves the best of yarn qualities to condenser.
In order to reduce the wearing and tearing in the multistage drafting device, one traversing gear generally was set before drafting system, it makes the ribbon that the enters drafting system 6~10mm that traverses in the order of magnitude is time interval about one minute, but in the case such problem will appear, just adopt the suction channel of an inclined slot, its principal advantages is from throughput direction, ribbon on the front in rake joist road simultaneously pneumatic the and mechanical means of mat carry out boundling.
Because ribbon moved along front edge in the long comparatively speaking time, made the effect in rake joist road change with the process of traversing in time.
The objective of the invention is to propose the ring throstle that a kind of this paper starts described type, no matter it adopted or do not adopt traversing gear before the multistage drafting device, can guarantee that all pneumatic the and mechanical mode combine of improving of ribbon mat in the fibre-condensing district of no drawing-off comes polymerization.
The technical solution of above-mentioned purpose is, using before the multistage drafting device under the situation of traversing gear, the suction district has facing to the residing end of suction roll direction of rotation than the bigger width of distance that traverses, and dwindle gradually along the ribbon throughput direction, or the width of a 6mm arranged when not adopting traversing gear, 8~12mm particularly, and dwindle gradually along the ribbon throughput direction.
Therefore, design of the present invention is: have one axial, the suction district on linear border preferably against the direction of rotation of suction roll, have one to be slightly larger than the extension of the movement length of traversing and to dwindle symmetrically substantially along the feeding direction of ribbon in above-mentioned linear bounds.Ribbon alternately contacts with the opposed tilt boundary on left side, suction district or right side in the motion process that traverses like this, therefore, though have the motion of traversing, but still can realize pneumatic and the ribbon pack that combines of machinery and form a solid ribbon perfectly.
On the contrary, in the rake joist road of two edges setting parallel to each other, when motion was traversed in stack one, the guide situation just had obvious variation.This can reduce by the structure of leg-of-mutton and symmetrical suction district by the present invention.
Narrow output point at the suction district end that is positioned at feeding direction is very important for obtaining special fiber with excellent bar pack.
According to of the present invention, at least basically be triangular structure the suction district can with the suction district gross area obviously reduce interrelate, wherein triangle has quite big shortening at feeding direction.And from circumferencial direction, second half one of suction district only forms a slit that along the circumferential direction extends.
The present invention will be described by embodiment shown in the drawings below, wherein:
Fig. 1 is according to the diagrammatic side view of an independent yarning part of ring throstle of the present invention,
The front view of the same yarning part of Fig. 2,
The enlarged drawing of III-III section among Fig. 3 Fig. 1 has wherein adopted first kind of embodiment of suction air guiding device,
The enlarged drawing of III-III section among Fig. 4 Fig. 1 has wherein adopted the another kind of embodiment of suction air guiding device,
Fig. 5 is according to the radially top schematic view of the first kind of advantageous embodiment in suction district of the present invention,
Fig. 6 is according to the another kind of advantageous embodiments of suction district of the present invention,
Fig. 7 according to the present invention to reducing the particularly advantageous version of required suction air amount,
Fig. 8 still stitches in the zone, road at Fig. 6 or straight line shown in Figure 7 with the similar profile of Fig. 3.
Fig. 1 and 2 represents that a rove bar 11 feeds three roller drafting devices 13 from the bobbin 12 that is installed in the top by a director element 28.Drafting system 13 comprise have a pair of feeding roller 37,37 ' preliminary draft district 23 and a main drawing area 24.Be provided with at the top of the end in preliminary draft district 23 and main drawing area 24 a pair of roller 29,29 ', be provided with as everyone knows on it the apron 30,30 that only schematically illustrates in the drawings ', apron 30,30 ' always extends to leading into jaw of a pair of delivery roller 25,26.
The structure of the bottom roll of delivery roller centering is the suction roll 25 of a porous, and it has much bigger diameter than other roller, and a rotating shaft 36 is arranged, and suction roll 25 forms the last jaw gap 14 of drafting system 13 together with the drafting system delivery roller 26 of counter-rotating.
Be directed into a counter-rotating roller 27 that stops the twist through the fiber of drafting system 13 dimension bar crooked distance 15 on the part circumference of suction roll 25 after output jaw 14, it forms the twist prevention jaw 16 of ribbon together with suction roll 25.
The perforation 35 of suction roll 25 is to be distributed on the whole circumference as shown in Figure 2, but only limits in the very little width on suction roll 25 circumferential wall.The size of its width should make ribbon 22 contact with meshed portion 35 all the time when considering that ribbon 22 traverses process.
In suction roll 25 inside one concentric cage 32 is arranged, it is an opening in the zone of distance 15.Because maintenance one negative pressure cage 32 in, thus produce one along arrow 34 directions radially outside in through the air-flow of via hole 35.
After the twist stops jaw 16, ribbon is issued to a traditional ring spinning apparatus 17 in twist configuration, it is provided with ring rail 18, rings 19, steel traveler 20, step rail 38 and spindle 21, and the solid ribbon 22 that stops jaw 16 to be drawn from twisting is spun into ring spun yarn 39.
Preferably 80~100 times of the total drafting multiples of drafting system, the drawing-off in preliminary draft district 23 are then only in 1.1~1.3 times of general limits.
Fig. 1,2 and 3 is illustrated in the cage 32 with taking out of forming of opening mode and only distinguishes 33 length that not only along the circumferential direction are limited in distance 15, and also is limited within the width d at width, and the width of this width and hole area 35 is roughly the same.
According to the present invention, shown in Fig. 1~3, above suction district 33, be provided with deflection screen 40 in suction roll 25 outsides, it extends on the distance between roller 26 and 27 15 basically at circumferencial direction, and extends to outside the 33 width d of suction district in axial both sides.Deflection screen 40 distance A apart from suction roll 25 outer surfaces approximate the width d of suction district 33.
Because deflection screen 40 obviously exceeds suction district 33 in side direction, therefore the pumping airflow 34 that sucks from the outside is forced to from its both sides basically axially to flow on the ribbon 22 that almost is positioned at 33 centers, suction district.Air-flow collides ribbon 22 in every respect there, but mainly be from both sides axially.This just forms the very big axial compression of ribbon and produces a splendid fiber pack, thereby forms the solid ribbon 22 of a width less than 1mm.
In main drawing area 24, produce after the height drawing-off, just can be between roller 26,27 and suction roll 25 do not having drawing-off in the fibre-condensing zone (distance 15) of formed jaw 14,16 and the situation that do not have to blow under obtain the ribbon 22 of such pack, thereby can after output jaw 16, obtain very high-quality yarn.According to fibre-condensing of the present invention, not only can eliminate the influence that main drawing area enlarges strip, but also it is carried out overcompensation, yarn qualities is improved by leaps and bounds.
In the embodiment shown in fig. 4, same deflection with suction roll 25 concentric settings shields 40 ' and have only a side that one opening 42 is arranged, basically can be by its air-flow 34 axially to flow to suction district 33.At its opposite side, deflection screen 40 ' have a sidewall 31 radially inwardly outstanding, its with deflection screen 40 that is located at this side ' on the border, side of suction district 33 flush basically.
Because this structure makes basically and with the air-flow 34 of radial effect on ribbon 22 ribbon is pressed to sidewall 31 and porous 35 simultaneously with axial and part, so ribbon pressurized between air-flow 34 and sidewall 31, thereby pack becomes the very narrow and solid ribbon of width less than 1mm.
Because a ring throstle has the spinning unit shown in Fig. 1~4 of many adjacent settings usually, so deflection screen 40 ' also can extend to an adjacent suction district from opening 42, the there have one with the sidewall of 31 one-tenths mirror images of wall, and aim at the edge of a reverse setting of suction district.But deflection screen 40 ' the end at circumferencial direction or deflection screen 40 ' itself must be provided with enough big opening so that air enters from the outside.
Main inventive concept according to Fig. 3 and Fig. 4 embodiment is, around the deflection screen 40,40 of suction roll 25 in suction district 33 and distance 15 scopes ' and the outer surface of suction roll 25 between form the slit 41 of a circular arc, air is main herein only flows into basically vertically from one or both sides.
As mentioned above, a ring throstle generally has 400~500 adjacent spinning units.In the ordinary course of things, a drawing-off arm is used for four adjacent draw zones.Therefore in addition, a suction roll 25 can be provided with a drawing-off arm, and suction roll 25 is provided with four adjacent porous regions that separate 35 in practicality, each porous region be provided with one shown in Fig. 3 and 4 deflection screen 40,40 '.
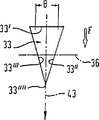
Fig. 5~7 expressions are by the radial view of pressing Fig. 1 arrow 34 directions among the different embodiment of suction district 33 of the present invention, and arrow F represents the direction that ribbon is carried.
As shown in Figure 5, suction district 33 has the shape of an acute angle isosceles triangle, and its symmetry axis 43 extends along the circumferencial direction of suction roll 25, and suction district 33 is divided into two two halves that equate and become mirror image mutually.The ahead boundaries of suction district 33 be one vertical with symmetry axis 43 or with shown in the straight line base that parallels of the rotating shaft 36 of suction roll 25.In Fig. 5 from above through the ribbon of suction district 33, base 33 ' enter slightly be shorter than base 33 ' but be positioned within the base area B fully and traverse.Thus, the ribbon of on suction roll 25, carrying through the suction district 33 right side boundary 33 " and left border 33 (seeing) that alternately reach suction district 33 along throughput direction.Therefore produce a pneumatic and mechanical ribbon bunching action that combines and the approach situation of ribbon is constant substantially." and 33 with opposite direction on the bias to the summit 33 of triangle suction district 33 " " extends on the border 33 of suction district 33.
Equally, in the embodiment shown in fig. 6, wherein represent the corresponding element with last figure with identical code name, suction district 33 is a triangle at start-up portion.Yet " form a bigger angle with 33 and its symmetry axis 43, therefore, the triangle of leg-of-mutton aspect ratio Fig. 5 is obviously low on border, side 33.Connect a straight slit section 45 along the circumferential direction in the triangular apex 33 " " of Fig. 6 back, its width is 1~2mm and extends along throughput direction F.
According to said method, in the fibre-condensing district, can obtain a ribbon equally and traverse, and at border, side 33 " and 33 " apart from B " on obtain the pneumatic and mechanical bunching action that combines.This bunching action can continue to keep and further strengthen when transporting the solid ribbon 22 of pack in straight slit section 45.
In the embodiment of the suction district 33 of pressing Fig. 7, the linear axis of suction district 33 is to base 33 ' two borders, side 44 with the concave surface of 45 one-tenth mirror image symmetries of the axis of symmetry join together.They are transformed into the straight slit section 45 that a width is 1~2mm along throughput direction.
As shown in Figure 8, be about at width 1~2mm straight slit section 45 above be provided with a row perforation 35 of suction roll 25 symmetrically, its diameter is 0.8mm preferably.
Equally, on the border 44 that concave surface diminishes gradually, can provide the pneumatic and mechanical bunching action that combines an of the best to the ribbon that in traversing, moves around apart from B.Ribbon enters the straight slit section 45 of pointing to circumferencial direction after compressing under the effect of suction airstream, bunching action continues to keep and further strengthen there.
Advantage by the embodiment on the border, side 44 that has concave surface shown in Figure 7 is: corresponding to two kinds of embodiments of the gross area and other of the suction district 33 of total suction air amount mutually specific energy further reduce, and under perfect guide situation, do not damage its pack effect.
Claims (11)
1. has a fine spining machine of feeding the multistage drafting device of giving (13) by a creel bobbin (12) or a sliver can at least, be connected to a suction roll (25) thereafter, it forms the guiding of counter extensioin strip (22) on its circumference by distance (15), so that constitute a fibre-condensing district (25,26,27), here through last drawing-off but still untwisted ribbon is condensed or pack becomes a width to be not more than 1.5mm, best solid ribbon (22) less than 1mm, fine spining machine also has a spinning apparatus (17), spinning apparatus (17) gives the predetermined twist of solid ribbon (22) that stops jaw (16) to be sent from the twist, wherein, along distance (15) with directly form one by the suction district that opening limited (33) on the cage (32) in the inner radial of suction roll (25) inner surface, suction district (33) has a border with respect to the peripheral, oblique of suction roll (25) at least, it is characterized in that, use before under the situation of traversing gear (42) at multistage drafting device (13), suction district (33) has against the residing end of suction roll (25) direction of rotation than the bigger width of distance that traverses, and dwindle gradually along the ribbon throughput direction, or the width of a 6mm arranged when not adopting traversing gear (42), 8~12mm particularly, and dwindle gradually along the ribbon throughput direction.
2. according to the fine spining machine of claim 1, it is characterized in that a symmetry axis (43) that extends along the circumferencial direction of suction roll (25) is arranged in suction district (33).
3. according to the fine spining machine of claim 1 or 2, it is characterized in that suction district (33) are triangular in shape, particularly an acute triangle.
4. according to the fine spining machine of claim 1 or 2, it is characterized in that, suction district (33) has triangle or funnel-form, its edge (44) mutually is provided with and is connected to a slot segments along the ribbon throughput direction (45) symmetrically, and it is preferably rectilinear and extend along the circumferencial direction of suction roll (25).
5. according to the fine spining machine of one of foregoing claim, it is characterized in that suction district (33) are 25~40mm at the total length of circumferencial direction.
6. according to the fine spining machine of claim 4 or 5, it is characterized in that linear slot segments (45) is about half of suction district length overall in the length of circumferencial direction.
7. according to one of claim 4~6 fine spining machine, it is characterized in that the width of straight slit section is 1~2mm.
8. according to the fine spining machine of one of claim 4~7, it is characterized in that preferably be arranged with a perforation of arranging suction roll (25) in the top of the straight slit section (45) of 1~2mm at width, the aperture is 0.8mm preferably.
9. according to the fine spining machine of one of aforesaid right requirement, it is characterized in that suction roll (25) forms the delivery roller of drafting system (13).
10. the fine spining machine that one of requires according to aforesaid right is characterized in that suction roll (25) not only leans against on the drafting system delivery roller (26) of counter-rotating, and leans against round distance (15) twist that certain angle is provided with that staggers and stop on the counter-rotating roller (27).
11. the fine spining machine according to one of aforesaid right requirement is characterized in that, forms a twist and stop jaw (16) between the counter-rotating roller (27) of suction roll (25) and twist prevention.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4426278A DE4426278B4 (en) | 1994-07-25 | 1994-07-25 | Spinning machine with condensation stage |
| DEP4426278.7 | 1994-07-25 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1117536A true CN1117536A (en) | 1996-02-28 |
| CN1049026C CN1049026C (en) | 2000-02-02 |
Family
ID=6524068
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN95108622A Expired - Fee Related CN1049026C (en) | 1994-07-25 | 1995-07-24 | Spin machine with suction roll on stretching apparatus |
Country Status (4)
| Country | Link |
|---|---|
| JP (2) | JP3942662B2 (en) |
| CN (1) | CN1049026C (en) |
| DE (2) | DE4448021B4 (en) |
| IT (1) | IT1275543B (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100402722C (en) * | 2001-11-16 | 2008-07-16 | 里特机械公司 | Device for drawing and collecting ribbon |
| CN102094267A (en) * | 2009-12-11 | 2011-06-15 | 株式会社丰田自动织机 | Fibre bundle gathering device for spinning machine |
| CN103436999A (en) * | 2013-07-23 | 2013-12-11 | 经纬纺织机械股份有限公司 | Cotton passing flaring of combing machine |
| CN105263836A (en) * | 2013-05-30 | 2016-01-20 | 金伯利-克拉克环球有限公司 | Vacuum roll with internal rotary valve |
| CN105624854A (en) * | 2016-04-05 | 2016-06-01 | 江南大学 | Spinning device for improving yarn quality and spinning method |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0733282U (en) * | 1993-11-24 | 1995-06-20 | 青山 秀生 | Laundry aid |
| DE19727575C2 (en) * | 1997-06-28 | 2003-11-06 | Zinser Textilmaschinen Gmbh | Method of manufacturing a textile yarn and device |
| DE19805396B4 (en) * | 1998-02-11 | 2009-04-16 | Maschinenfabrik Rieter Ag | Spinning machine with compacting device |
| DE19805397B4 (en) * | 1998-02-11 | 2009-03-19 | Maschinenfabrik Rieter Ag | Spinning machine with compacting device |
| DE19914201A1 (en) * | 1999-03-29 | 2000-10-05 | Zinser Textilmaschinen Gmbh | Method and device for bundling a fiber composite warped in a drafting system of a spinning machine |
| DE19932099A1 (en) * | 1999-07-09 | 2001-01-11 | Rieter Ag Maschf | Drafting system for spinning machine has sliver condensing arrangement separate from but connected to the drafting system |
| DE19949666A1 (en) | 1999-10-14 | 2001-04-19 | Stahlecker Fritz | Sliver compaction by air suction for drafting system includes a tapered suction slot with wider upstream section |
| DE10008610A1 (en) | 2000-02-24 | 2001-08-30 | Zinser Textilmaschinen Gmbh | Sliver drawing unit has a condensing stage with a profiled shrouding facing the suction unit in a mounting with easy adjustment and which reduces the energy for the required suction to condense the sliver |
| DE10039732A1 (en) * | 2000-08-15 | 2002-02-28 | Fritz Stahlecker | Condensing stage for drawn sliver, at a sliver drawing unit for a spinner, has a structured fiber guide edge at the suction slit to prevent the sliver twisting in different directions |
| DE10042689A1 (en) * | 2000-08-31 | 2002-03-14 | Fritz Stahlecker | Condensing stage for drawn sliver, at the spinner sliver drawing unit, has a structured shrouding over the sliding surface forming an air entry gap without contact with the sliver moving over the suction slit |
| DE10053442A1 (en) * | 2000-10-27 | 2002-05-08 | Rieter Ag Maschf | Sliver drawing unit for a ring spinning station has a condensing zone defined by a leading press roller and a final twist blocking roller, where the twist block axis is at an angle to the condensing drum axis |
| DE10145670A1 (en) * | 2001-09-11 | 2003-03-27 | Rieter Ag Maschf | Clamping roller, acting on drawn sliver at a drawing unit condensing zone, is held in a spring-loaded holder with settings to give different roller positions |
| DE10214641B4 (en) * | 2002-04-02 | 2007-02-22 | Saurer Gmbh & Co. Kg | Pneumatic compacting device for a fiber composite and method for pneumatically compacting a fiber composite |
| DE102005013765A1 (en) * | 2005-03-22 | 2006-09-28 | Maschinenfabrik Rieter Ag | Method and device for producing coregarn |
| CH704671A2 (en) | 2011-03-21 | 2012-09-28 | Rieter Ag Maschf | Drafting with compacting device on a spinning machine. |
| CH705308A1 (en) * | 2011-07-25 | 2013-01-31 | Rieter Ag Maschf | Compacting device for a spinning machine. |
| KR101869412B1 (en) * | 2016-11-15 | 2018-06-20 | 삼일방 (주) | Process Of Producing Siro―Spun Compact Yarn Having Excellent Uniformity And Friction Resistance |
| SI3540102T1 (en) * | 2016-12-30 | 2022-07-29 | Twistperfect, S. L. | Process for spinning and/or twisting yarns |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3901791A1 (en) * | 1988-02-15 | 1989-08-24 | Fehrer Ernst | METHOD AND DEVICE FOR FEEDING ONE STRETCHED FIBER FIBER TO AT LEAST TWO RING SPINNINGS |
| AT397670B (en) * | 1988-02-15 | 1994-06-27 | Fehrer Ernst | Device for feeding a drawn fibre slubbing to a ring- spinning station |
| DE3927936A1 (en) * | 1988-09-29 | 1990-04-05 | Fehrer Ernst | DEVICE FOR PRODUCING A YARN |
| US5085056A (en) * | 1990-08-22 | 1992-02-04 | Phillips Petroleum Company | Method and apparatus for atomizing (particulating) cooled fluid slugs in a pulsed fluid cooling system |
| DE4141237C2 (en) * | 1990-12-17 | 2002-01-17 | Zinser Textilmaschinen Gmbh | Double apron drafting system for ring spinning machine |
| DE4132919A1 (en) * | 1991-10-04 | 1993-04-08 | Univ Chemnitz Tech | Spinning machine drafting zone - has condenser to approach the output roller pair to counteract unwanted airstream |
| DE4447969B4 (en) * | 1994-07-25 | 2006-06-22 | Maschinenfabrik Rieter Ag | Spinning machine with Saugluftleitmitteln for fiber strand condensation |
-
1994
- 1994-07-25 DE DE4448021A patent/DE4448021B4/en not_active Expired - Fee Related
- 1994-07-25 DE DE4426278A patent/DE4426278B4/en not_active Expired - Fee Related
-
1995
- 1995-07-14 IT ITMI951525A patent/IT1275543B/en active IP Right Grant
- 1995-07-24 JP JP18749495A patent/JP3942662B2/en not_active Expired - Fee Related
- 1995-07-24 CN CN95108622A patent/CN1049026C/en not_active Expired - Fee Related
-
2005
- 2005-08-11 JP JP2005233690A patent/JP4083184B2/en not_active Expired - Fee Related
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100402722C (en) * | 2001-11-16 | 2008-07-16 | 里特机械公司 | Device for drawing and collecting ribbon |
| CN102094267A (en) * | 2009-12-11 | 2011-06-15 | 株式会社丰田自动织机 | Fibre bundle gathering device for spinning machine |
| CN102094267B (en) * | 2009-12-11 | 2013-03-27 | 株式会社丰田自动织机 | Fibre bundle gathering device for spinning machine |
| CN105263836A (en) * | 2013-05-30 | 2016-01-20 | 金伯利-克拉克环球有限公司 | Vacuum roll with internal rotary valve |
| CN103436999A (en) * | 2013-07-23 | 2013-12-11 | 经纬纺织机械股份有限公司 | Cotton passing flaring of combing machine |
| CN103436999B (en) * | 2013-07-23 | 2015-12-02 | 经纬纺织机械股份有限公司 | Cotton oviduct crossed by a kind of combing machine |
| CN105624854A (en) * | 2016-04-05 | 2016-06-01 | 江南大学 | Spinning device for improving yarn quality and spinning method |
| CN105624854B (en) * | 2016-04-05 | 2017-10-27 | 江南大学 | It is a kind of to improve the spinning apparatus and Yarn spinning method of yarn quality |
Also Published As
| Publication number | Publication date |
|---|---|
| DE4426278B4 (en) | 2007-02-01 |
| JP4083184B2 (en) | 2008-04-30 |
| DE4426278A1 (en) | 1996-02-01 |
| CN1049026C (en) | 2000-02-02 |
| IT1275543B (en) | 1997-08-07 |
| JP3942662B2 (en) | 2007-07-11 |
| ITMI951525A1 (en) | 1997-01-14 |
| DE4448021B4 (en) | 2009-12-10 |
| ITMI951525A0 (en) | 1995-07-14 |
| JP2005325509A (en) | 2005-11-24 |
| JPH0841733A (en) | 1996-02-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1049026C (en) | Spin machine with suction roll on stretching apparatus | |
| CN1048298C (en) | Spinning method and machine in which capped suction roll is used in stretching mechanism | |
| US5651244A (en) | Ring spinning method and a yarn made thereby | |
| US5090192A (en) | Process and an arrangement for false-twist spinning | |
| Göktepe et al. | A comparison of compact yarn properties produced on different systems | |
| US6161258A (en) | Spinning machine having a plurality of spinning stations | |
| US4434611A (en) | Pneumatic twisting spinning apparatus | |
| CN1298904C (en) | Spinning machine for producing core-spun yarn | |
| EP0094011B1 (en) | Apparatus for manufacturing fasciated yarn | |
| CN1867708A (en) | Fibre guide channel | |
| US5228281A (en) | Arrangement and method for false-twist spinning | |
| US5724800A (en) | Ring spinning method and a yarn made thereby | |
| CN1965115A (en) | Method for producing a yarn in a jet spinner | |
| CN1453404A (en) | Apparatus for gathering one fiber sliver at a spinning machine | |
| CN111465728B (en) | Drafting device with collecting mechanism for spinning machine | |
| US6338183B1 (en) | Arrangement for condensing a fiber strand | |
| CN111441114B (en) | Method and spinning machine for introducing a false twist into a yarn and device for introducing a false twist into a yarn | |
| JP4092001B2 (en) | Spinning machine, method for producing spun twisted yarn, and spun twisted yarn produced thereby | |
| CN209652486U (en) | Drafting system for the spinning machine with compression set | |
| CN1366101A (en) | Spinning apparatus | |
| US5175991A (en) | Arrangement for pneumatic false-twist spinning | |
| CN1338534A (en) | Spinning apparatus with condenser | |
| CN111148869B (en) | Compacting device | |
| CN1340643A (en) | Spinning machine with coagulation device | |
| JP4778437B2 (en) | Spinning section with fiber guide element |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20000202 |