CN111720518A - 齿轮 - Google Patents
齿轮 Download PDFInfo
- Publication number
- CN111720518A CN111720518A CN201910205566.0A CN201910205566A CN111720518A CN 111720518 A CN111720518 A CN 111720518A CN 201910205566 A CN201910205566 A CN 201910205566A CN 111720518 A CN111720518 A CN 111720518A
- Authority
- CN
- China
- Prior art keywords
- gear
- gear wheel
- recess
- sintering
- unbalance
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000000463 material Substances 0.000 claims abstract description 16
- 238000005245 sintering Methods 0.000 claims description 22
- 238000000034 method Methods 0.000 claims description 13
- 238000004519 manufacturing process Methods 0.000 claims description 11
- 239000000843 powder Substances 0.000 claims description 9
- 238000003825 pressing Methods 0.000 claims description 4
- 238000005056 compaction Methods 0.000 description 4
- 238000004663 powder metallurgy Methods 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 230000035515 penetration Effects 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
Images






Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16H—GEARING
- F16H55/00—Elements with teeth or friction surfaces for conveying motion; Worms, pulleys or sheaves for gearing mechanisms
- F16H55/02—Toothed members; Worms
- F16H55/17—Toothed wheels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
- B22F5/08—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product of toothed articles, e.g. gear wheels; of cam discs
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16F—SPRINGS; SHOCK-ABSORBERS; MEANS FOR DAMPING VIBRATION
- F16F15/00—Suppression of vibrations in systems; Means or arrangements for avoiding or reducing out-of-balance forces, e.g. due to motion
- F16F15/28—Counterweights, i.e. additional weights counterbalancing inertia forces induced by the reciprocating movement of masses in the system, e.g. of pistons attached to an engine crankshaft; Attaching or mounting same
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16H—GEARING
- F16H55/00—Elements with teeth or friction surfaces for conveying motion; Worms, pulleys or sheaves for gearing mechanisms
- F16H55/02—Toothed members; Worms
- F16H55/06—Use of materials; Use of treatments of toothed members or worms to affect their intrinsic material properties
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- Acoustics & Sound (AREA)
- Aviation & Aerospace Engineering (AREA)
- Electromagnetism (AREA)
- Thermal Sciences (AREA)
- Powder Metallurgy (AREA)
- Gears, Cams (AREA)
Abstract
本发明涉及一种齿轮(1),所述齿轮具有由烧结材料制成的齿轮体(2),所述齿轮体带有由烧结材料制成的不平衡元件(8),其中,所述不平衡元件(8)仅在轴向的齿轮端面(9)的部分区域上延伸,并且在所述不平衡元件(8)中设置有至少一个空隙部(11)。
Description
技术领域
本发明涉及一种齿轮,所述齿轮具有由烧结材料制成的齿轮体,所述齿轮体带有由烧结材料制成的不平衡元件,其中,所述不平衡元件仅在轴向的齿轮端面的部分区域上延伸。
此外,本发明涉及一种用于制造齿轮的方法,所述齿轮具有由烧结材料制成的齿轮体和同样由烧结材料制成的且设置在所述齿轮体上的不平衡元件,其中,对所述齿轮体和所述不平衡元件的制造包括如下步骤:压制烧结粉末、烧结经压制的烧结粉末和可选地硬化经烧结的齿轮。
背景技术
具有不平衡元件的齿轮是已经已知的。它们例如在往复活塞机的具有平衡轴的传动装置中用作质量平衡。如果这样的齿轮借助粉末冶金方法制造,则在烧结和硬化齿轮之后可以经常确定不可容忍的构件变形。
发明内容
本发明的任务在于,可以以小的制造公差烧结技术地制造文首提及的齿轮。
本发明的任务在文首提及的齿轮中通过如下方式解决,即,在不平衡元件中设置有一个或多个空隙部。
此外,本发明的任务利用文首提及的方法解决,按照所述方法规定,在硬化之前、优选在烧结之前将一个或多个空隙部引入到所述不平衡元件中,另外将所述不平衡元件在烧结之前设置在所述齿轮体上并且与所述齿轮体共同烧结。
在此有利的是,通过所述至少一个空隙部在不平衡元件中给出至少一个中断部,利用所述中断部可以在烧结时并且特别是也在随后硬化齿轮时减少变形。因此可能的是,具有不平衡元件的齿轮可以以在例如20μm的范围内的小公差制造。因此,这样的齿轮也较好地对于粉末冶金可接近,以此可以实现在齿轮的整个制造方面的对应优点、例如复杂几何结构的简单制造等。
按照本发明的一种优选实施变型方案可以规定,所述空隙部缝隙形地构造或者说将所述空隙部缝隙形地制造。通过空隙部的缝隙形的实施方案,较少材料从不平衡元件去除,从而不平衡元件的按照面积的延伸尺寸尽管存在空隙部但不必过分增大。此外,缝隙形的空隙部也可较简单制造,以此可以减少在用于制造齿轮的生坯加工方面的断裂。
为了改善之前提及的效果、特别是为了进一步减少构件变形,按照另一种实施变型方案可以规定,所述不平衡元件通过所述空隙部分成多个不平衡元件部段或者说将所述不平衡元件通过所述空隙部分成多个不平衡元件部段。
优选地,按照本发明的另一种实施变型方案,所述不平衡元件与所述齿轮体一件式地连接或者说将所述不平衡元件与所述齿轮体一件式地连接。因此,可以明显简化对齿轮的制造。本发明的优点特别是也在这些实施变型方案中非常明显地显露出来,因为尽管一件式的构件相比于单个构件存在较大的尺寸但可实现小的制造公差。
进一步可以规定,所述不平衡元件在外周边上具有齿部或者说将所述不平衡元件在外周边上制造有齿部。在此,优选按照一种对此的实施变型方案,所述齿部是齿圈的部分或将所述齿部构造为齿圈的部分,所述齿轮体在其外周边上具有所述齿圈。换言之,所述不平衡元件是传动装置的啮合齿部的部分。在这个实施变型方案中特别是有利的是,齿轮可以以小公差制造,因为因此可以明显改善齿轮在运行中的噪声特性。
附图说明
为了较好地理解本发明,借助后续附图详细阐述本发明。
分别在简化的示意图中:
图1示出齿轮的俯视图;
图2示出齿轮的一种实施变型方案;
图3示出齿轮的另一种实施变型方案;
图4示出齿轮的另一个实施变型方案;
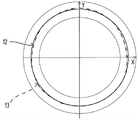
图5示出在烧结之后的构件不精确性的图形表示;
图6示出在硬化之后的构件不精确性的图形表示;
图7示出按照本发明的方法制造的齿轮的构件不精确性的图形表示。
具体实施方式
首先要指出,在不同描述的实施方式中,相同部件设有相同的附图标记或者说相同的构件名称,其中,在整个说明书中包含的公开内容能够按意义转用到具有相同的附图标记或者说相同的构件名称的相同部件上。在说明书中所选择的位置说明、例如上、下、侧向等等也参考直接描述的以及示出的附图并且这些位置说明在位置改变时按意义转用到新的位置上。
在图1至4中示出齿轮1的不同的实施变型方案。
齿轮1具有齿轮体2。齿轮体2具有径向内部的毂区段3、径向外部的齿圈4,和在毂区段3与齿圈4之间构造的连接区段7,所述齿圈在外周边5上具有端齿部6,所述连接区段直接连接到齿圈4和毂区段3上并且将两者相互连接。
毂区段具有沿轴向延伸的穿透部,所述穿透部用于容纳未示出的轴或杆。
在齿轮体2上设置有不平衡元件8。不平衡元件8仅在齿轮体2 的部分区域上、亦即轴向的齿轮端面9的部分区域上延伸。然而,优选不平衡元件沿径向在连接区段7的整个的径向的高度上延伸。特别是不平衡元件8弓形地构造(沿轴向的方向观察),但也可以具有其他形状。进一步优选的是,不平衡元件8具有轴向高度,该轴向高度如此确定尺寸,使得不平衡元件8沿轴向不伸出超过齿圈4,尽管这样的构造原则上是可能的。
齿轮体2和不平衡元件8均由金属的烧结材料构成,优选由相同的烧结材料构成。烧结材料特别是烧结钢,例如SINT C01、SINT D01、SINT C30、SINT D30、SINT E30、SINTC31、SINT D31、SINT E31、 SINT C32、SINT D32、SINT E32,但也可以是其他的金属的烧结材料、例如烧结铁或由铜基合金制成的烧结材料等。
不平衡元件8具有至少一个空隙部10。优选设置有多个空隙部10、例如两个至十个之间的空隙部10。优选不平衡元件8的所有空隙部10 相同地构造,从而下面仅详细描述一个空隙部10。但也可能的是,不平衡元件8具有不同地构造的空隙部10,所述空隙部特别是对应于以下描述地构造。
优选所述至少一个空隙部10缝隙形地构造,如图1、图2和图3示出这一点。代表其他形状,在图4中也示出所述至少一个空隙部10 的其他形状、特别是蛋形的或者说椭圆形的和沙漏形的形状。然而要明确指出的是,所述至少一个空隙部10也可以具有其他形状。
优选所述至少一个空隙部10沿径向延伸,如图1和2示出这一点。但是,所述至少一个空隙部10也可以沿另一个方向延伸,例如沿齿轮 1的周边5的方向(如图3示出这一点)或倾斜于径向等。
在多个空隙部10时可以规定,所述空隙部沿周边5的方向不均匀地放在不平衡元件8上。因此,不平衡元件8的由空隙部10构成的边缘区段可以是较小的、亦即具有比中间区段小的面积(沿齿轮1的轴向的方向观察),例如图1示出这一点。但在图1中也用虚线表明,不平衡元件8的所有由空隙部10构成的区段可以是一样大的、亦即可以具有相同的面积(沿齿轮1的轴向的方向观察)。
所述至少一个空隙部10优选具有沿齿轮1的周边5的方向的1mm 至20mm之间、特别是3mm至8mm之间的宽度。
此外优选地,空隙部10在其走向上具有沿齿轮1的周边5的方向的始终不变的宽度,其中,在这种情况下由制造决定地,空隙部10 也可以具有尖地聚拢的端部(由沉入到不平衡元件8中的工具造成)。
所述至少一个空隙部10可以仅构造为不平衡元件8中的凹部,其中,所述至少一个空隙部10在这种情况下具有这样的深度,该深度选自不平衡元件8沿齿轮1轴向的高度的70%至99%的范围。但是,优选所述至少一个空隙部10通过整个不平衡元件8沿轴向延伸直至齿轮基体2、亦即从不平衡元件8的轴向端面延伸直至不平衡元件8的沿轴向与该轴向端面对置的轴向端面。
进一步优选地,所述至少一个空隙部10在不平衡元件8的整个径向宽度上延伸。然而,齿轮1的如下实施方式也可能的是,其中,所述至少一个空隙部10仅在不平衡元件8的径向宽度的部分区域上延伸,该部分区域特别是选自不平衡元件8的径向宽度的55%至99%的范围。
所述至少一个空隙部10优选不间断地构造。然而也存在如下可能性,即,所述至少一个空隙部在其走向上以穿孔的型式分成多个由接片彼此分开的部分区域。所述部分区域可以彼此成间距地设置,所述间距为所述至少一个空隙部10的总长度的0.1%至50%之间、特别是 0.1%至5%之间。换言之,接片可以在空隙部10的部分区域之间具有选自这个范围的长度。
按照齿轮1的一种实施变型方案,优选所述不平衡元件通过所述至少一个空隙部10分成多个不平衡元件部段11,如这例如在图2中示出。不平衡元件部段11的数量当然取决于空隙部10的数量。为了构成不平衡元件部段11,所述至少一个空隙部10不仅可以在其纵向延伸尺寸的走向中不间断地构造,而且可以沿其深度的方向连贯地作为穿透部通过不平衡元件10沿轴向构造。在这个实施变型方案中进一步优选地,所述至少一个空隙部10沿径向在不平衡元件8的整个宽度上沿径向不间断地延伸。
尽管原则上可能的是,齿轮体2和不平衡元件8彼此分开地制造、特别是压制,并且在烧结之前或者在硬化之前相互连接,按照齿轮1 的优选实施变型方案可以规定,不平衡元件8一件式地与齿轮体2连接、亦即已经在开始时与齿轮体2共同制造。
如从图1至图4可看到的那样,不平衡元件8可以按照齿轮1的另一种实施变型方案在外周边上具有齿部。在此优选可以规定,不平衡元件8的齿部是齿圈4的部分、亦即端齿部6的以部分。由此也可能的是,不平衡元件8沿径向至少在连接区段7的径向宽度的一部分和齿圈4的径向宽度上延伸。优选不平衡元件沿径向从毂区段3出发也在连接区段7的整个径向宽度上延伸。
出于完整性要阐述的是,在连接区段7中可以构造有一个或多个空隙部或穿透部,如这示例性地从图1至图3可看到。
进一步出于完整性要阐述的是,所述端齿部6可以是直齿或斜齿。
如已经在前面阐述或者说至少表明的那样,齿轮1按照粉末冶金方法或者说烧结方法制造。
这样的方法本身是已知的,从而对此其他实施方案是多余的。仅如此多地阐述,即,按照本发明的方法至少包括如下步骤:将烧结粉末压制成生坯、烧结经压制的烧结粉末并且可选地或者说特别是也硬化经烧结的齿轮1。齿轮例如可以通过快速冷却或通过烧结硬化或通过表面硬化或通过等离子硬化等进行硬化,如这本身已知。
如已经在前面阐述的那样,本发明的特征在于,通过不平衡元件 8中的所述至少一个空隙部10可以减少烧结变形和/或硬化变形。为此,参阅图5和图6。这些图示出具有无空隙部10的不平衡元件8的烧结齿轮的尺寸精确性或者说公差,该不平衡元件构成在对经表面压实的齿轮1的烧结之后(图5)和硬化之后(图6)烧结齿轮的端齿部 6的一部分。在这些图中分别示出端齿部6的圆度的图像。为此,分别示出描绘理论圆度的圆12和描绘圆度的实际值与理论圆度的或多或少的偏差的封闭曲线13。如从图5和图6可看到的那样,端齿部6的圆度与理论圆度的偏差在这个实施变型方案中在方法步骤烧结和表面压实之后还处于可容忍的公差范围内。在硬化之后(图6),这个偏差由于硬化变形变得大得多。
与此相比,图7示出按照图2的齿轮1的端齿部6在硬化之后的圆度,所述齿轮同样经历如下步骤:烧结、表面压实和硬化。图6和图7的对比使得明显的是,实际圆度与理论圆度的偏差在按照本发明的齿轮1中小得多、亦即可能减少硬化变形。
在上下文中要阐述的是,表面压实可以以已知的方法、如辊压齿部进行。但是,优选表面压实以如在US2015/0306668A1或 AT520315A1(文件索引号A50060/2018)中描述的方法进行。因此,关于这一点参阅于此。
优选齿轮体2和不平衡元件8共同由金属的烧结粉末在唯一一个模具(凹模)中压制成一件式的生坯。在此,可以已经设置有凹模的对应的凸模或者说底部,使得空隙部10在粉末压制中构造。凸模或凹模的底部可以为此构造有对应的突出部或接片。
但也可能的是,空隙部10在粉末压制之后通过生坯加工、例如通过磨削、切割等在已经存在的生坯中制造。
所述实施例示出可能的实施变型方案,其中,在这里要说明,各个实施变型方案彼此的组合也是可能的。
最后按规定要指出,为了较好地理解齿轮1的构造,所述齿轮非强制地不按比例地示出。
附图标记列表
1 齿轮
2 齿轮体
3 毂区段
4 齿圈
5 周边
6 端齿部
7 连接区段
8 不平衡元件
9 齿轮端面
10 空隙部
11 不平衡元件部段
12 圆
13 曲线。
Claims (12)
1.齿轮(1),所述齿轮具有由烧结材料制成的齿轮体(2),所述齿轮体带有由烧结材料制成的不平衡元件(8),其中,所述不平衡元件(8)仅在轴向的齿轮端面(9)的部分区域上延伸,其特征在于,在所述不平衡元件(8)中设置有一个空隙部或多个空隙部(11)。
2.按照权利要求1所述的齿轮(1),其特征在于,所述空隙部(11)缝隙形地构造。
3.按照权利要求1或2所述的齿轮(1),其特征在于,所述不平衡元件(8)通过所述空隙部(10)分成多个不平衡元件部段(11)。
4.按照权利要求1至3中任一项所述的齿轮(1),其特征在于,所述不平衡元件(8)与所述齿轮体(2)一件式地连接。
5.按照权利要求1至4中任一项所述的齿轮(1),其特征在于,所述不平衡元件(8)在外周边上具有齿部。
6.按照权利要求6所述的齿轮(1),其特征在于,所述齿轮体(2)在其外周边(5)上具有齿圈(4)并且所述不平衡元件(8)的齿部是所述齿圈(4)的部分。
7.用于制造齿轮(1)的方法,所述齿轮具有由烧结材料制成的齿轮体(2)和同样由烧结材料制成的且设置在所述齿轮体(2)上的不平衡元件(8),其中,对所述齿轮体(2)和所述不平衡元件(8)的制造包括如下步骤:压制烧结粉末、烧结经压制的烧结粉末和可选地硬化经烧结的齿轮(1),其特征在于,在烧结之前或在烧结之后并且在硬化之前将一个或多个空隙部(10)引入到所述不平衡元件(8)中,另外将所述不平衡元件(8)在烧结之前设置在所述齿轮体(2)上并且与所述齿轮体(2)共同烧结。
8.按照权利要求7所述的方法,其特征在于,将所述空隙部(10)缝隙形地构造。
9.按照权利要求7或8所述的方法,其特征在于,将所述不平衡元件(8)通过所述空隙部(10)分成多个不平衡元件部段(11)。
10.按照权利要求7至9中任一项所述的方法,其特征在于,将所述不平衡元件(8)与所述齿轮体(2)一起压制成一件式的生坯。
11.按照权利要求7至10中任一项所述的方法,其特征在于,在所述不平衡元件(8)的外周边上构造有齿部。
12.按照权利要求11所述的方法,其特征在于,在所述齿轮体(2)的外周边(5)上构造有齿圈(4)并且将所述不平衡元件(8)的齿部制造为所述齿圈(4)的部分。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201910205566.0A CN111720518A (zh) | 2019-03-19 | 2019-03-19 | 齿轮 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201910205566.0A CN111720518A (zh) | 2019-03-19 | 2019-03-19 | 齿轮 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN111720518A true CN111720518A (zh) | 2020-09-29 |
Family
ID=72563240
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201910205566.0A Pending CN111720518A (zh) | 2019-03-19 | 2019-03-19 | 齿轮 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111720518A (zh) |
Citations (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0694078A (ja) * | 1992-09-08 | 1994-04-05 | Toyota Motor Corp | エンジンのバランサ装置 |
| JPH0719286A (ja) * | 1993-06-30 | 1995-01-20 | Suzuki Motor Corp | 2サイクルエンジンのクランクバランサ |
| DE102010032530A1 (de) * | 2010-07-28 | 2012-02-02 | Gkn Sinter Metals Holding Gmbh | Anordnung eines Ausgleichsgewichts an einer Ausgleichswelle |
| CN203614698U (zh) * | 2013-10-12 | 2014-05-28 | 金丰(中国)机械工业有限公司 | 双边传动偏心齿轮 |
| CN104159687A (zh) * | 2012-03-12 | 2014-11-19 | Ntn株式会社 | 机械结构部件、烧结齿轮及生产机械结构部件和烧结齿轮的方法 |
| US20150059507A1 (en) * | 2013-08-27 | 2015-03-05 | Active Tools International (Hk) Ltd | Flywheel Device of an Air Compressor of a Tire Repair Machine |
| CN105351484A (zh) * | 2015-12-22 | 2016-02-24 | 扬州捷迈锻压机械有限公司 | 一种偏心齿轮 |
| TWI529321B (zh) * | 2015-03-11 | 2016-04-11 | 三陽工業股份有限公司 | 平衡軸齒輪組之改良結構 |
| CN105840767A (zh) * | 2015-01-15 | 2016-08-10 | 米巴精密零部件(中国)有限公司 | 齿轮组件 |
| CN205503858U (zh) * | 2015-11-10 | 2016-08-24 | 广州汽车集团股份有限公司 | 四缸发动机往复惯性力平衡机构 |
| CN206054627U (zh) * | 2016-08-17 | 2017-03-29 | 宝沃汽车(中国)有限公司 | 一种平衡轴总成及具有其的发动机和车辆 |
| CN106555864A (zh) * | 2015-09-29 | 2017-04-05 | 米巴烧结奥地利有限公司 | 用于制造烧结齿轮的方法和烧结齿轮 |
| CN207609754U (zh) * | 2017-12-21 | 2018-07-13 | 江苏安腾工程机械有限公司 | 振动锤偏心齿轮 |
| CN208237003U (zh) * | 2018-05-14 | 2018-12-14 | 浙江吉利控股集团有限公司 | 发动机平衡轴总成 |
| US20190011014A1 (en) * | 2017-07-07 | 2019-01-10 | Ford Global Technologies, Llc | Counterbalance gear with shot damper |
-
2019
- 2019-03-19 CN CN201910205566.0A patent/CN111720518A/zh active Pending
Patent Citations (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0694078A (ja) * | 1992-09-08 | 1994-04-05 | Toyota Motor Corp | エンジンのバランサ装置 |
| JPH0719286A (ja) * | 1993-06-30 | 1995-01-20 | Suzuki Motor Corp | 2サイクルエンジンのクランクバランサ |
| DE102010032530A1 (de) * | 2010-07-28 | 2012-02-02 | Gkn Sinter Metals Holding Gmbh | Anordnung eines Ausgleichsgewichts an einer Ausgleichswelle |
| CN104159687A (zh) * | 2012-03-12 | 2014-11-19 | Ntn株式会社 | 机械结构部件、烧结齿轮及生产机械结构部件和烧结齿轮的方法 |
| US20150059507A1 (en) * | 2013-08-27 | 2015-03-05 | Active Tools International (Hk) Ltd | Flywheel Device of an Air Compressor of a Tire Repair Machine |
| CN203614698U (zh) * | 2013-10-12 | 2014-05-28 | 金丰(中国)机械工业有限公司 | 双边传动偏心齿轮 |
| CN105840767A (zh) * | 2015-01-15 | 2016-08-10 | 米巴精密零部件(中国)有限公司 | 齿轮组件 |
| TWI529321B (zh) * | 2015-03-11 | 2016-04-11 | 三陽工業股份有限公司 | 平衡軸齒輪組之改良結構 |
| CN106555864A (zh) * | 2015-09-29 | 2017-04-05 | 米巴烧结奥地利有限公司 | 用于制造烧结齿轮的方法和烧结齿轮 |
| CN205503858U (zh) * | 2015-11-10 | 2016-08-24 | 广州汽车集团股份有限公司 | 四缸发动机往复惯性力平衡机构 |
| CN105351484A (zh) * | 2015-12-22 | 2016-02-24 | 扬州捷迈锻压机械有限公司 | 一种偏心齿轮 |
| CN206054627U (zh) * | 2016-08-17 | 2017-03-29 | 宝沃汽车(中国)有限公司 | 一种平衡轴总成及具有其的发动机和车辆 |
| US20190011014A1 (en) * | 2017-07-07 | 2019-01-10 | Ford Global Technologies, Llc | Counterbalance gear with shot damper |
| CN109210141A (zh) * | 2017-07-07 | 2019-01-15 | 福特全球技术公司 | 具有丸粒阻尼器的配重平衡齿轮 |
| CN207609754U (zh) * | 2017-12-21 | 2018-07-13 | 江苏安腾工程机械有限公司 | 振动锤偏心齿轮 |
| CN208237003U (zh) * | 2018-05-14 | 2018-12-14 | 浙江吉利控股集团有限公司 | 发动机平衡轴总成 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9939015B2 (en) | Sintered bearing | |
| US20070221005A1 (en) | Composite powder metal variable boundary gear and method | |
| US20090317582A1 (en) | Sintered gear | |
| CN103807409A (zh) | 齿轮 | |
| JPS60149703A (ja) | カムシヤフトの製造方法 | |
| US9856962B2 (en) | Forged composite powder metal part and method of making same | |
| US20180080538A1 (en) | Method for producing a stator for a camshaft adjuster | |
| US10718371B1 (en) | Method of manufacturing connecting rod module | |
| CN101827673B (zh) | 可变表面渗碳深度的粉末金属齿轮及其方法 | |
| US20190145461A1 (en) | Method for producing a toothed sintered component | |
| CN101489701A (zh) | 生产齿轮的方法 | |
| CN111720518A (zh) | 齿轮 | |
| US9956614B2 (en) | Assembly having two components connected cohesively together | |
| JP6788071B2 (ja) | 焼結軸受 | |
| JP2010537137A (ja) | 複合金属粉末可変境界歯車及び方法 | |
| CN106270527A (zh) | 镍合金汽车启动电机行星齿轮及其制造方法 | |
| CA2661216C (en) | Method for producing non-circular toothed belt pulleys or sprockets | |
| CN112343992A (zh) | 齿轮 | |
| CN103732936B (zh) | 含有抗摩擦衬片的零件的制造方法 | |
| CN111318711B (zh) | 用于在烧结构件中制造至少一个孔的方法 | |
| CN112610610A (zh) | 轴承座 | |
| JP2019167614A (ja) | 焼結機械部品、焼結歯車、プーリー、カップリング、及び粉末成形用金型 | |
| CN115026288A (zh) | 用于制造齿轮生坯的设备 | |
| McGee | Design of P/M Gears | |
| TH30206C3 (th) | เฟืองจากการเผาผนึก |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| WD01 | Invention patent application deemed withdrawn after publication | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20200929 |