CN111659922B - 一种金属管球头加工设备 - Google Patents
一种金属管球头加工设备 Download PDFInfo
- Publication number
- CN111659922B CN111659922B CN202010499611.0A CN202010499611A CN111659922B CN 111659922 B CN111659922 B CN 111659922B CN 202010499611 A CN202010499611 A CN 202010499611A CN 111659922 B CN111659922 B CN 111659922B
- Authority
- CN
- China
- Prior art keywords
- ball head
- frame
- workpiece
- unit
- seat
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B41/00—Boring or drilling machines or devices specially adapted for particular work; Accessories specially adapted therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B9/00—Cleaning hollow articles by methods or apparatus specially adapted thereto
- B08B9/02—Cleaning pipes or tubes or systems of pipes or tubes
- B08B9/027—Cleaning the internal surfaces; Removal of blockages
- B08B9/032—Cleaning the internal surfaces; Removal of blockages by the mechanical action of a moving fluid, e.g. by flushing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C23/00—Extruding metal; Impact extrusion
- B21C23/21—Presses specially adapted for extruding metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C25/00—Profiling tools for metal extruding
- B21C25/02—Dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C35/00—Removing work or waste from extruding presses; Drawing-off extruded work; Cleaning dies, ducts, containers, or mandrels
- B21C35/02—Removing or drawing-off work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B47/00—Constructional features of components specially designed for boring or drilling machines; Accessories therefor
- B23B47/34—Arrangements for removing chips out of the holes made; Chip- breaking arrangements attached to the tool
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q7/00—Arrangements for handling work specially combined with or arranged in, or specially adapted for use in connection with, machine tools, e.g. for conveying, loading, positioning, discharging, sorting
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Auxiliary Devices For Machine Tools (AREA)
Abstract
本发明公开了一种金属管球头加工设备,涉及管件加工领域,其包括机架,机架上设置有球头加工单元,球头加工单元包括:加工夹持座,加工夹持座设置于机架上供工件夹持定位;两个球头模具,每个球头模具相对于机架转动,两个球头模具相对的端面均具有供工件球面成型的模腔;加工驱动件,加工驱动件对应球头模具设置驱动球头模具转动;第一移动驱动件,第一移动驱动件驱动两个球头模具相互靠近或远离;通过加工驱动件带动球头模具转动,然后通过第一移动驱动件使得球头模具转动过程中并相互靠近,并对加工夹持座上的工件轴向两端端部进行球头加工。通过设置球头加工单元,使得金属管轴向两端的球头加工更加方便高效。
Description
技术领域
本发明涉及管件加工领域,更具体地说,它涉及一种金属管球头加工设备。
背景技术
在实际的机加工过程中,对于金属管件加工时,由于金属管件通常需要插入对应孔内进行安装配合,通常需要对管件轴向的两端进行倒圆角使得金属管轴向两端基本呈半球面设置。
如汽车靠枕的支撑杆,其支撑杆为圆管形杆件,其轴向的两端均需要加工成球头状态,一个是方便支撑杆插入安装,另外,通过球头的设置减少了轴向端部触伤汽车坐垫或者操作人员的情况。但是管件本身就是薄壁形圆管,通过车削加工并不能达到预期效果。
如专利公告号为CN105583249B的中国专利,该专利公开了一种利用无缝钢管冷挤加工球头管一体成型模具及工艺,将下模具固定安装于操作台之上;截取一段无缝钢管并将其置于下模具的模腔中;无缝钢管的下模具上面布置安装上模具;无缝钢管下部挤压成与下模具模腔尺寸相匹配的形状;移走上模具,向无缝钢管的内部放入内模具;将收口模具置于下模具的上方,向下挤压收口模具,压至收口模具的下端面与下模具上端面定位贴合;移走收口模具,从下模具的底部依次取出垫块、圆台形模具及支撑定位瓣;将得到的一体成型球头管取出。
采用上述结构对金属管轴向两端进行球头加工时,对一个杆件需要进行两次的冷挤加工,导致金属管球头加工的效率偏低,有待改进。
发明内容
针对现有技术存在的不足,本发明提供一种金属管球头加工设备,其具有金属管轴向两端的球头加工更加高效的优点。
为实现上述目的,本发明提供了如下技术方案:
一种金属管球头加工设备,包括机架,所述机架上设置有球头加工单元,所述球头加工单元包括:
加工夹持座,所述加工夹持座设置于机架上供工件夹持定位;
两个球头模具,每个球头模具相对于机架转动,两个所述球头模具相对的端面均具有供工件球面成型的模腔;
加工驱动件,所述加工驱动件对应球头模具设置驱动球头模具转动;
第一移动驱动件,所述第一移动驱动件驱动两个球头模具相互靠近或远离;
通过加工驱动件带动球头模具转动,然后通过第一移动驱动件使得球头模具转动过程中并相互靠近,并对加工夹持座上的工件轴向两端端部进行球头加工。
通过上述技术方案,工件为金属管,当需要对工件进行轴向两端进行球头加工时,将工件放置于加工夹持座上夹持定位,然后通过加工驱动件带动球头模具转动,在球头模具转动的过程中,通过将两个球头模具相互靠近,使得球头模具的模腔对准工件轴向两端扣入,球头模具球头模具的转动使得模腔转动,结合球头模具相互靠近的推力使得工件轴向两端可以通过模腔的转动进行冷轧成型,从而使得金属管轴向两端的球头加工更加方便高效。同时本设备还可以对管件近似球头的端部进行加工。
本发明在一较佳示例中可以进一步配置为:所述加工夹持座包括设置于机架上的固定座、设置于固定座上的定位块、沿水平方向滑移连接于固定座上的夹持块以及驱动夹持块移动配合定位块对工件进行夹持固定的夹持缸;
还包括上料单元和下料单元,所述上料单元和下料单元分布于球头加工单元的两侧,所述机架上还设置有输送单元,所述输送单元用于将工件沿着上料单元和球头加工单元进行输送。
通过上述技术方案,通过设置上料单元和下料单元以及输送单元,使得加工设备对金属管球头加工时,通过输送单元将上料单元的工件夹持移动至加工夹持座,通过夹持缸驱动夹持块靠近定位块移动对工件进行夹持定位,使得整体生产的自动化程度更高,使得整体的生产更加方便。
本发明在一较佳示例中可以进一步配置为:所述上料单元包括:
抬升架,所述抬升架位于机架的一侧,所述抬升架上还具有容纳槽,所述容纳槽供工件容纳;
所述抬升架上具有将工件从容纳槽向上抬升输送的抬升组件,所述抬升组件包括两个转动连接于抬升架上的输送轮、张紧于输送轮上的输送带、设置于输送带上的抬升板以及设置于抬升架上带动输送轮转动的驱动电机;
上料架,所述上料架位于抬升架远离机架的一侧供工件容纳,所述上料架的底部开设有出料口,所述出料口用于将工件排至容纳槽设置。
通过上述技术方案,当工件需要通过输送单元进行输送时,先将工件在上料架内进行堆积,然后工件从出料口滑移至容纳槽内,然后通过抬升组件将工件上移至机架上方便输送单元进行夹持输送。设置上料架和容纳槽以及抬升组件,使得上料单元的上料更加方便。
本发明在一较佳示例中可以进一步配置为:所述上料架沿竖直方向滑移连接有限位杆,所述限位杆位于出料口处对出料口进行封挡。
通过上述技术方案,当需要将上料架上的工件移送至容纳槽时,通过将限位杆滑移至与出料口错开状态,此时工件可以通过出料口排出并移动至容纳槽进行堆积。当上料架上需要堆积工件时,将限位杆滑移至封挡出料口的状态,此时工件堆积于上料架内。设置限位杆,使得上料架可以准备多个,通过上料架更换实现工件的补充,使得待加工工件的补充更加方便。
本发明在一较佳示例中可以进一步配置为:所述抬升架上端还包括两个导料板,两个导料板沿垂直于输送单元输送方向呈水平分布,所述导料板相对的端面均开设有导向槽,两个所述导向槽对称设置,且所述导向槽朝远离上料架的方向倾斜向下设置;
所述抬升组件将工件从容纳槽移动至两个导向槽设置,所述导向槽远离上料架的一端开设有排料口,所述排料口向上贯穿导料板设置;所述导向槽的下端内壁还设置有分隔块,所述分隔块与排料口远离上料架的侧壁形成排料槽;
所述导料板上还设置有抬升气缸,所述抬升气缸位于分隔块的下方用于将工件从导向槽移动至排料槽。
通过上述技术方案,设置导向槽和排料槽,通过抬升组件将工件从容纳槽向上移动,然后工件进入到导向槽内,并滑移至导向槽较低的一端,然后通过抬升气缸将最下端的工件抬升越过分隔块并进入到排料槽内,此时输送单元需要对工件进行运送时,分隔块可以将排料槽内的工件与导向槽内的工件进行分离形成间隙,这个间隙可以供输送单元的机械手穿入从而对工件进行夹持。设置分隔块和排料槽,从而使得输送单元对上料单元内的工件夹持操作更加方便。
本发明在一较佳示例中可以进一步配置为:所述定位块位于固定座靠近下料单元的一侧,所述定位块的上端面朝靠近下料单元的方向倾斜向下设置;
所述机架上还设置有用于将工件从加工夹持座顶出的顶出机构,所述顶出机构包括沿竖直方向滑移于机架上的顶出板以及设置于机架上驱动所述顶出板上下移动的顶出缸,所述顶出板的上端面朝靠近下料单元的方向倾斜向下设置。
通过上述技术方案,当加工夹持座上的工件需要排出时,首先夹持缸带动夹持块远离定位块,然后通过顶出缸将顶出板向上移动,此时顶出板向上顶动工件并将工件顶至高于定位块,然后工件在重力作用下沿着顶出板的上端倾斜面以及定位块的上端倾斜面向下滑移从加工夹持座上脱出。设置顶出机构,使得加工夹持座的工件排出操作更加方便。
本发明在一较佳示例中可以进一步配置为:所述机架上还设置有蓄存槽,所述蓄存槽位于机架靠近下料单元的一侧,所述机架上还设置有导向斜面,所述导向斜面用于将工件从加工夹持座上导向至所述蓄存槽;
所述机架上还设置有移送组件,所述移送组件包括滑移连接于机架上的移送架、设置于移送架上用于夹持蓄存槽内工件的移送夹持件、以及设置于机架上带动移送架移动的移送驱动件。
通过上述技术方案,通过蓄存槽可以对工件进行蓄存,当蓄存到一定量后再通过移送组件的移送夹持件将蓄存槽内的工件一起夹持,然后通过移送架移动至下料单元处,再通过移送夹持件松开使得工件进入到下料单元内进行存储。一般蓄存槽内蓄存至十个工件后再进行移动,也方便对工件进行计数。设置蓄存槽和移送组件,使得工件在下料单元的收集更加方便。
本发明在一较佳示例中可以进一步配置为:所述上料单元与所述球头加工单元之间还设置有钻孔加工单元,所述输送单元将工件输送至钻孔加工单元加工后再将工件输送至球头加工单元的加工夹持座,所述钻孔加工单元包括:
钻孔夹持座,所述钻孔夹持座设置于机架上并与所述加工夹持座结构相同;
两个钻孔组件,两个钻孔组件滑移连接于机架上实现相互靠近或远离,每个所述钻孔组件均包括滑移连接于机架上的钻孔座、设置于钻孔座上的钻孔机;
两个第二移动驱动件,两个所述第二移动驱动件设置于机架上一一对应驱动钻孔组件移动进行钻孔。
通过上述技术方案,实际钻孔时,首先通过输送单元将工件放置与钻孔夹持座上夹持固定,然后通过第二移动驱动件带动两个钻孔组件相互靠近使得钻孔机上的钻头同轴钻入到工件轴向两端,然后再通过第二移动驱动件带动钻孔机相互远离即可。
当工件的管壁较厚时,直接通过球头加工单元进行球头加工比较困难,此时通过钻孔加工单元可以对工件轴向两端进行钻孔使得管壁变薄,从而方便后续的球头加工。设置钻孔加工单元,使得加工设备对于管壁较厚的工件的球头加工更加方便。
本发明在一较佳示例中可以进一步配置为:所述钻孔加工单元和球头加工单元之间还设置有清孔单元,所述输送单元将工件从钻孔加工单元输送至球头加工单元的过程中先将工件输送至清孔单元;所述清孔单元包括:
清孔定位座,所述清孔定位座设置于机架上,所述清孔定位座上端面开设有供工件定位的清孔定位槽;
清孔限位板,所述清孔限位板设置于清孔定位座的一侧用于抵触工件轴向一端,所述清孔限位板上具有排屑孔,所述排屑孔用于与清孔定位槽上工件的轴向孔对齐设置;
清孔组件,所述清孔组件设置于清孔定位座远离清孔限位板的一侧,所述清孔组件包括滑移连接于机架上的清孔座、设置于清孔座上的喷嘴以及设置于机架上的清孔驱动件,所述喷嘴用于连通至气源,所述清孔驱动件带动清孔座移动使得喷嘴抵触工件轴向的孔处。
通过上述技术方案,当工件通过钻孔加工单元进行钻孔加工后,工件的内部容易残留废屑,此时将钻孔后的工件移动至清孔定位槽上,然后通过清孔组件的清孔驱动件带动清孔座移动使得喷嘴抵紧工件的一个管口并将工件抵触于清孔限位板上,此时工件的另一个孔口与排屑孔对齐,然后通过气源向喷嘴吹气,从而对工件内的废屑进行吹气清洁。
当工件清孔完毕后,清孔驱动件带动清孔座远离工件使得喷嘴从工件的管口脱离,然后通过输送单元将工件进一步移动至加工夹持座,从而进一步进行球头加工。
设置清孔单元,使得工件内部钻屑的清理更加彻底。
本发明在一较佳示例中可以进一步配置为:所述机架上还设置有两个安装座,两个安装座与两个球头模具一一对应设置,所述安装座滑移连接于机架上;所述球头模具转动连接于安装座上实现相对机架转动,所述加工驱动件对应设置于安装座上,所述第一移动驱动件通过带动安装座移动从而带动球头模具移动;
所述球头模具包括转动连接于安装座上的模座、以及设置于模座上的模头,所述模腔位于所述模头远离安装座的端面,所述模腔的腔底呈凹球面设置。
通过上述技术方案,通过安装座对球头模具转动进行支撑,使得球头模具的转动更加稳定安全。
与现有技术相比,本发明的有益效果是:
(1)通过设置球头加工单元,使得金属管轴向两端的球头加工更加方便高效;
(2)通过设置分隔块和排料槽,从而使得输送单元对上料单元内的工件夹持操作更加方便;
(3)通过设置钻孔加工单元和清孔单元,使得加工设备对于管壁较厚的工件的球头加工更加方便。
附图说明
图1为实施例的整体示意图;
图2为实施例的局部剖视示意图;
图3为图2中A部放大示意图;
图4为实施例的局部结构示意图,用于展示钻孔加工单元、清孔单元以及球头加工单元的结构;
图5为图4中B部放大示意图;
图6为实施例的局部结构示意图,用于展示球头模具的结构;
图7为实施例的球头模具剖视示意图;
图8为实施例的局部结构示意图,用于展示输送单元和移送组件的结构;
图9为图2中C部放大示意图。
附图标记:1、机架;2、上料单元;21、上料架;211、出料口;212、限位杆;22、抬升架;221、容纳槽;222、抬升组件;2221、输送轮;2222、输送带;2223、抬升板;2224、驱动电机;223、导料板;2231、导向槽;2232、分隔块;2233、排料槽;2234、抬升气缸;3、下料单元;4、钻孔加工单元;41、钻孔夹持座;411、固定座;412、定位块;413、夹持块;414、夹持缸;42、钻孔组件;421、钻孔座;422、钻孔机;43、第二移动驱动件;5、清孔单元;51、清孔定位座;511、清孔定位槽;52、清孔限位板;521、排屑孔;53、清孔组件;531、清孔座;532、喷嘴;533、清孔驱动件;6、球头加工单元;61、加工夹持座;62、球头模具;621、模座;6211、转动槽;6212、轴承;6213、定位孔;6214、限位部;6215、锁紧螺栓;6216、限位槽;6217、限位环;622、模头;6221、模腔;6222、通孔;6223、导向弧面;63、加工驱动件;64、第一移动驱动件;65、安装座;7、输送单元;71、滑移架;72、夹持臂;73、输送驱动件;8、顶出机构;81、顶出板;82、顶出缸;83、蓄存槽;84、导向斜面;9、移送组件;91、移送架;92、移送夹持件;93、移送驱动件;94、上下驱动件。
具体实施方式
下面结合附图和实施例,对本发明进行详细描述。
实施例:
一种金属管球头加工设备,如图1所示,包括机架1,机架1的两侧分别设置有上料单元2和下料单元3,机架1上端面还依次分布有钻孔加工单元4、清孔单元5以及球头加工单元6。机架1上还设置有输送单元7,输送单元7用于将工件沿着上料单元2、钻孔加工单元4、清孔单元5、球头加工单元6依次进行输送。
如图1、图2所示,上料单元2包括上料架21和抬升架22。上料架21位于抬升架22远离机架1的一侧,上料架21为料框,主要供工件容纳,上料架21的框底朝靠近抬升架22的方向倾斜向下设置。上料架21的底部开设有出料口211,出料口211位于上料架21靠近抬升架22的一侧。上料架21沿竖直方向滑移连接有限位杆212,限位杆212位于出料口211处对出料口211进行封挡。本实施例中,上料架21上对应开设有若干插孔,限位杆212为对应沿竖直方向插入插孔并封挡于出料口211的插杆。
如图1、图2所示,抬升架22从上料架21到机架1的一侧呈倾斜向上设置,抬升架22靠近上料架21的一侧朝靠近上料架21的方向延伸有托板,托板朝靠近上料架21的方向倾斜向上设置,且托板延伸至出料口211的下方设置。托板与抬升架22整体形成一个容纳槽221。当上料架21内的工件从出料口211排出后,工件可以进入到容纳槽221内进行容纳。
抬升架22上还设置有两个抬升组件222,两个抬升组件222分别靠近出料口211的两侧并与托板错开设置,且两个抬升组件222呈对称设置。每个抬升组件222包括两个转动连接于抬升架22上的输送轮2221、张紧于输送轮2221上的输送带2222、设置于输送带2222上的抬升板2223以及设置于抬升架22上的驱动电机2224。两个输送轮2221靠近抬升架22的上下两端,抬升板2223固定于输送带2222的外圈侧壁。驱动电机2224通过带传动带动其中一个输送轮2221转动使得输送带2222运转。实际使用时输送轮2221可以是链轮、带轮或者同步轮,输送带2222则对应为链条、皮带或者同步带。抬升架22上还会设置有张紧轮,张紧轮对应输送带2222设置用于将输送带2222张紧,使得抬升组件222的运转更加稳定。
如图2、图3所示,抬升架22上端还包括两个导料板223,两个导料板223沿垂直于输送单元7输送方向呈水平分布。两个导料板223均位于机架1上方,两个导料板223相对的端面均开设有导向槽2231,两个导向槽2231对称设置。导向槽2231朝远离上料架21的方向倾斜向下设置,且两个导向槽2231的槽底之间的距离对应工件沿轴向的长度设置。实际使用时,其中一个导料板223滑移连接于抬升架22上实现导料板223之间相互靠近或远离,该导料板223通过螺杆转动带动其移动,从而使得导向槽2231的槽底距离可以根据实际工件进行调节。
导向槽2231远离上料架21的一端开设有排料口,排料口向上贯穿导料板223设置;导向槽2231的下端内壁还设置有分隔块2232,分隔块2232与排料口远离上料架21的侧壁形成V形的排料槽2233。导料板223上还设置有抬升气缸2234,抬升气缸2234位于分隔块2232的下方,抬升气缸2234的活塞杆向上顶动可以将工件从导向槽2231向上移动使得工件高于分隔块2232,然后在分隔块2232靠近排料槽2233一侧的倾斜面的导向下下滑并移动至排料槽2233内。
当驱动电机2224带动输送轮2221转动使得输送带2222运转时,两个抬升组件222同步转动,抬升板2223对应将工件从容纳槽221向上输送,工件移动至抬升架22上端后,工件的两端分别卡入到导向槽2231内,此时工件沿着导向槽2231下滑至抵触分隔块2232,后续的工件在导向槽2231内形成暂存,然后抬升气缸2234将抵触分隔块2232的工件向上顶动并使得该工件移动至排料槽2233,此时排料槽2233内的工件与导向槽2231内的工件形成分离,从而方便后续运送。
如图4、图5所示,钻孔加工单元4包钻孔夹持座41、两个钻孔组件42以及两个第二移动驱动件43,钻孔夹持座41设置于机架1上端面,钻孔夹持座41包括固定于机架1上的固定座411、固定于固定座411上的定位块412、沿水平方向滑移连接于固定座411上的夹持块413以及固定于机架1上驱动夹持块413移动的夹持缸414。夹持缸414为气缸或者油缸。夹持块413的移动方向朝靠近或远离定位块412的方向,夹持块413靠近定位块412的端面还设置有凹面,凹面贴合工件的外侧壁设置。当夹持缸414驱动夹持块413朝向定位块412移动时,夹持块413配合定位块412对工件进行夹持固定,此时凹面可以进一步使得工件夹持更加稳定。当夹持缸414带动夹持块413远离定位块412时,此时工件可以通过输送单元7(参见图1)进行移动。
如图4所示,两个钻孔组件42位于机架1的上端面且分别位于钻孔夹持座41沿工件输送方向的两侧,每个钻孔组件42均包括滑移连接于机架1上的钻孔座421、固定于钻孔座421上的钻孔机422。钻孔座421通过滑轨与机架1滑移相连,钻孔机422的钻头对应对准钻孔夹持座41上工件的轴向端部设置。
两个第二移动驱动件43设置于机架1上且与钻孔组件42一一对应设置,每个第二移动驱动件43均包括螺纹连接于钻孔座421上并与机架1转动连接的螺杆以及设置于机架1上带动螺杆转动的电机。当工件通过钻孔夹持座41夹持后,两个第二移动驱动件43带动两个钻孔组件42相互靠近使得钻孔机422的钻头对工件轴向两端开孔使得工件的壁厚变薄,然后两个第二移动驱动件43带动两个钻孔组件42相互远离使得钻孔机422的钻头从工件上脱出,此时工件的钻孔加工完毕,然后夹持缸414带动夹持块413远离定位块412将工件松开,方便输送单元7(参见图1)的对工件的移送至下一个工位。
如图4所示,清孔单元5包括清孔定位座51、清孔限位板52以及清孔组件53。清孔定位座51设置于机架1上,清孔定位座51上端面开设有清孔定位槽511,清孔定位槽511为V形槽设置供工件放入定位。清孔限位板52固定于机架1上,且清孔限位板52位于清孔定位座51沿输送单元7(参见图1)输送方向的一侧用于抵触工件轴向一端。清孔限位板52上开设有排屑孔521,排屑孔521与工件的孔对应设置,排屑孔521远离工件的方向通常连接有排气管,排气管用于将工件内的废屑进一步导出。
清孔组件53设置于清孔定位座51远离清孔限位板52的一侧,清孔组件53包括滑移连接于机架1上的清孔座531、固定于清孔座531上的喷嘴532以及设置于机架1上的清孔驱动件533。清孔座531的滑移方向沿水平方向并垂直于输送单元7(参见图1)的输送方向设置。喷嘴532朝向清孔定位座51的方向设置用于对准工件的孔,喷嘴532用于连通至气源,实际气源一般为空压机。清孔驱动件533包括与清孔座531螺纹连接并与机架1转动连接的螺杆以及固定于机架1上驱动该螺杆转动电机。
当工件需要清孔时,工件先位于清孔定位槽511内,然后清孔驱动件533带动清孔座531移动使得喷嘴532对准并抵触工件轴向的孔处,然后通过气源排气使得喷嘴532向工件吹气,将工件内的废屑从工件的另一端吹出并通过排气管进一步排出。
如图4所示,球头加工单元6包括加工夹持座61、两个球头模具62、加工驱动件63以及第一移动驱动件64。加工夹持座61设置于机架1上端面,且加工夹持座61的结构与钻孔夹持座41的结构相同设置供工件夹持定位。
如图4所示,机架1上还设置有两个安装座65,两个安装座65分别位于加工夹持座61沿输送单元7(参见图1)输送方向的两侧。每个安装座65均滑移连接于机架1上,且安装座65的滑移方向沿水平方向并垂直于输送单元7的输送方向设置。两个球头模具62相对的端面均具有供工件球面成型的模腔6221,每个球头模具62转动连接于对应安装座65上实现相对机架1转动。加工驱动件63对应设置于安装座65上,加工驱动件63为电机,加工驱动件63通过带传动结构或者联轴器与球头模具62进行连接,加工驱动件63用于驱动球头模具62转动。
第一移动驱动件64对应设置有两个,第一移动驱动件64包括转动连接于机架1上并与对应安装座65螺纹连接的螺杆以及设置于机架1上驱动该螺杆的电机。本实施例中,清孔座531直接与对应一侧的安装座65固定设置,其中与清孔座531一体设置的安装座65的第一移动驱动件64即为清孔驱动件533,该第一移动驱动件64带动安装座65移动时带动清孔座531移动,从而使得喷嘴532移动。另外,两个第一移动驱动件64通过带动对应安装座65移动从而带动球头模具62移动,使得两个球头模具62相互靠近或者远离。
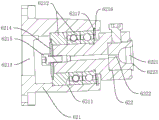
如图6、图7所示,每个球头模具62均包括转动连接于安装座65上的模座621、以及设置于模座621上的模头622,模腔6221位于模头622远离安装座65的端面。模座621为圆柱状且模座621的轴线与其转动轴线重合设置,模座621轴向的一端开设有转动槽6211,模头622有部分伸入到转动槽6211内。转动槽6211内同轴设置有若干轴承6212,轴承6212同轴套设于模头622位于转动槽6211内的外侧壁,模头622通过轴承6212与模座621实现转动连接。模头622的转动轴线与模座621的转动轴线相交设置,且模头622的转动轴线与模座621的转动轴线的夹角为2-5度,本实施例中,模头622的转动轴线与模座621的转动轴线的夹角为3度。
若干轴承6212中,其中抵触转动槽6211槽底的轴承6212为圆锥滚子轴承6212,模座621远离模头622的一端还开设有定位孔6213,定位孔6213与模座621同轴设置,且定位孔6213连通至转动槽6211的槽底设置,定位孔6213内还设置有限位部6214,限位部6214抵触于圆锥滚子轴承6212的内圈远离转动槽6211槽口的一端,限位部6214上穿设有锁紧螺栓6215,锁紧螺栓6215螺纹连接于模头622以限制模头622的轴向移动。转动槽6211的内侧壁开设有限位槽6216,限位槽6216位于轴承6212靠近槽口的一侧,限位槽6216内嵌设有限位环6217,限位环6217为卡环,限位环6217的内径凸出转动槽6211的内壁,限位环6217靠近转动槽6211槽底的一端抵触于轴承6212的外圈上以限制轴承6212从转动槽6211的槽口脱出。
模腔6221为圆腔与模头622的转动轴线同轴设置,模腔6221的腔底呈凹球面设置,腔底的球心位于模头622的转动轴线设置,模腔6221的腔底开设有通孔6222,通孔6222的轴线与模头622的转动轴线重合设置。模腔6221的内侧壁与模腔6221的腔底相切过渡,且模腔6221的内侧壁直径朝远离腔底的方向逐渐变大设置。模腔6221的内侧壁截面呈直线设置,内侧壁截面的直线与模头622转动轴线的夹角等于模头622的转动轴线与模座621的转动轴线的夹角设置。模腔6221的腔口处设置有导向弧面6223,导向弧面6223通过模腔6221的腔口处设置圆角形成。
当工件位于加工夹持座61定位夹持时,加工夹持座61的夹持限制了工件的转动,然后通过加工驱动件63带动球头模具62转动,然后通过两个第一移动驱动件64使得球头模具62转动过程中并相互靠近,使得模腔6221对准工件的轴向端部扣入对工件进行球头加工。
当工件的轴向端部进入到模腔6221后,模腔6221的腔底的球面用于对工件的轴向端部进行球头成型。在成型过程中,由于模腔6221的轴线与模头622的转动轴线重合,结合内侧壁截面的直线与模头622转动轴线的夹角等于模头622的转动轴线与模座621的转动轴线的夹角设置,使得模腔6221的侧壁存在与模座621转动轴线平行的一条线,当工件伸入到模腔6221内进行球头成型时,控制好工件的和模腔6221的尺寸可以实现模腔6221的内侧壁可以对工件形成线接触从而对工件进行支撑,减少了工件球头加工过程中端部弯曲变形的情况。
如图1、图8所示,输送单元7包括沿钻孔加工单元4、清孔单元5以及球头加工单元6分布方向滑移于机架1上方的滑移架71、设置于滑移架71上的夹持臂72以及设置于机架1上的输送驱动件73。输送驱动件73包括转动连接于机架1上并与滑移架71螺纹连接的螺杆以及固定于机架1上驱动该螺杆转动的电机。夹持臂72为机械手,机械手相对于滑移架71可以上下滑移将工件进行夹持,机械手的上下移动以及夹持均通过气缸控制,然后配合滑移架71的移动将工件依次进行输送。本实施例中,排料槽2233、钻孔夹持座41、清孔定位座51以及加工夹持座61依次设置,且沿水平方向上呈等间距分布。滑移架71上对应设置有三个夹持臂72,三个夹持臂72沿着排料槽2233、钻孔夹持座41、清孔定位座51以及加工夹持座61的分布方向水平分布,且相邻夹持臂72之间的距离与排料槽2233与钻孔夹持座41之间的距离相等设置。
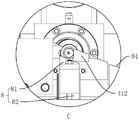
另外,如图2、图9所示,为了方便加工夹持座61工件的排出,加工夹持座61的定位块412结构进行了调整。定位块412位于固定座411靠近下料单元3的一侧,定位块412的上端面朝靠近下料单元3的方向倾斜向下设置。
机架1上还设置有用于将工件从加工夹持座61顶出的顶出机构8,顶出机构8包括沿竖直方向滑移于机架1上的顶出板81以及固定于机架1上驱动顶出板81上下移动的顶出缸82,顶出板81的位于对应工件被加工夹持座61夹持定位的位置且低于被夹持的工件设置,顶出板81的上端面朝靠近下料单元3的方向倾斜向下设置。机架1上还设置有蓄存槽83,蓄存槽83位于机架1靠近下料单元3的一侧,机架1上还设置有导向斜面84,导向斜面84靠近加工夹持座61的定位块412靠近蓄存槽83的一侧,导向斜面84上端面低于该定位块412较低的一端设置,导向斜面84朝蓄存槽83方向倾斜向下设置用于将工件从加工夹持座61上导向至蓄存槽83。
当工件球头加工完毕后,首先夹持缸414带动夹持块413远离定位块412,然后顶出缸82将顶出板81向上移动,此时顶出板81向上顶动工件并将工件顶至高于定位块412,然后工件在重力作用下沿着顶出板81的上端倾斜面以及定位块412的上端倾斜面向下滑移从加工夹持座61上脱出并沿着导向斜面84滑落至蓄存槽83进行收集。
如图1、图8所示,机架1上还设置有移送组件9,移送组件9包括滑移连接于机架1上的移送架91、设置于移送架91上用于夹持蓄存槽83内工件的移送夹持件92、以及设置于机架1上带动移送架91移动的移送驱动件93。移送驱动件93为气缸,通过气缸活塞杆的伸出或缩回带动移送架91移动。移送夹持件92为机械手,机械手通过滑轨和滑槽的配合沿竖直方向上滑移连接于移送架91上,滑移架71上还设置有带动机械手上下移动的上下驱动件94,上下驱动件94包括固定于机械手上的丝杆以及转动连接于滑移架71上并与丝杆螺纹连接的转动环以及设置于滑移架71上带动转动环转动的电机。
下料单元3为料框,下料单元3主要供球头加工好的工件进行收纳。
通过蓄存槽83对工件进行蓄存,蓄存槽83内蓄存至十个工件后在通过机械手进行夹持移送,上下驱动件94可以用于控制机械手的上下移动范围,当工件放置到下料单元3内时,可以通过下料单元3内原料堆积的高度情况,通过上下驱动件94带动机械手的移动量,使得工件下料到下料单元3时减少碰撞,从而减少工件的碰伤。
本实施例的工作原理是:
当加工的工件管壁较薄时,首先工件在上料架21上堆积,然后通过出料口211移动至容纳槽221内,然后通过抬升组件222将工件移动至导向槽2231内,并通过抬升气缸2234将导向槽2231内贴合分隔块2232的工件顶起使得其落入到排料槽2233内。然后通过输送单元7的机械手将排料槽2233内的工件夹持并移动至加工夹持座61,通过加工夹持座61夹紧后,通过第一移动驱动件64带动两个球头模具62相互靠近对工件轴向两端进行球头加工。球头加工完毕后,加工夹持座61松开,然后通过顶出机构8将工件顶出,工件滑落至蓄存槽83内进行蓄存,然后通过移送组件9将工件移动至下料单元3进行收纳。
当加工的工件管壁较厚时,首先工件在上料架21上堆积,然后通过出料口211移动至容纳槽221内,然后通过抬升组件222将工件移动至导向槽2231内,并通过抬升气缸2234将导向槽2231内贴合分隔块2232的工件顶起使得其落入到排料槽2233内。然后通过输送单元7将排料槽2233内的工件夹持并移动至钻孔夹持座41。此时,两个第二移动驱动件43带动两个钻孔组件42相互靠近使得钻孔机422的钻头对工件轴向两端开孔使得工件的壁厚变薄,然后两个第二移动驱动件43带动两个钻孔组件42相互远离使得钻孔机422的钻头从工件上脱出。然后再通过输送单元7将工件移动至清孔定位座51的清孔定位槽511内,清孔驱动件533带动清孔座531移动使得喷嘴532对准并抵触工件轴向的孔处,然后通过气源排气使得喷嘴532向工件吹气,将工件内的废屑从工件的另一端吹出。在通过输送单元7将工件移动至加工夹持座61,通过加工夹持座61夹紧后,通过第一移动驱动件64带动两个球头模具62相互靠近对工件轴向两端进行球头加工。球头加工完毕后,加工夹持座61松开,然后通过顶出机构8将工件顶出,工件滑落至蓄存槽83内进行蓄存,然后通过移送组件9将工件移动至下料单元3进行收纳。
以上所述仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
Claims (9)
1.一种金属管球头加工设备,包括机架(1),所述机架(1)上设置有球头加工单元(6),其特征在于:所述球头加工单元(6)包括:
加工夹持座(61),所述加工夹持座(61)设置于机架(1)上供工件夹持定位;
两个球头模具(62),每个球头模具(62)相对于机架(1)转动,两个所述球头模具(62)相对的端面均具有供工件球面成型的模腔(6221);
加工驱动件(63),所述加工驱动件(63)对应球头模具(62)设置驱动球头模具(62)转动;
第一移动驱动件(64),所述第一移动驱动件(64)驱动两个球头模具(62)相互靠近或远离;
所述机架(1)上还设置有两个安装座(65),两个安装座(65)与两个球头模具(62)一一对应设置,所述安装座(65)滑移连接于机架(1)上;所述球头模具(62)转动连接于安装座(65)上实现相对机架(1)转动,所述加工驱动件(63)对应设置于安装座(65)上,所述第一移动驱动件(64)通过带动安装座(65)移动从而带动球头模具(62)移动;
所述球头模具(62)包括转动连接于安装座(65)上的模座(621)、以及设置于模座(621)上的模头(622),所述模腔(6221)位于所述模头(622)远离安装座(65)的端面,所述模腔(6221)的腔底呈凹球面设置;
通过加工驱动件(63)带动球头模具(62)转动,然后通过第一移动驱动件(64)使得球头模具(62)转动过程中并相互靠近,并对加工夹持座(61)上的工件轴向两端端部进行球头加工。
2.根据权利要求1所述的一种金属管球头加工设备,其特征在于:所述加工夹持座(61)包括设置于机架(1)上的固定座(411)、设置于固定座(411)上的定位块(412)、沿水平方向滑移连接于固定座(411)上的夹持块(413)以及驱动夹持块(413)移动配合定位块(412)对工件进行夹持固定的夹持缸(414);
还包括上料单元(2)和下料单元(3),所述上料单元(2)和下料单元(3)分布于球头加工单元(6)的两侧,所述机架(1)上还设置有输送单元(7),所述输送单元(7)用于将工件沿着上料单元(2)和球头加工单元(6)进行输送。
3.根据权利要求2所述的一种金属管球头加工设备,其特征在于:所述上料单元(2)包括:
抬升架(22),所述抬升架(22)位于机架(1)的一侧,所述抬升架(22)上还具有容纳槽(221),所述容纳槽(221)供工件容纳;
所述抬升架(22)上具有将工件从容纳槽(221)向上抬升输送的抬升组件(222),所述抬升组件(222)包括两个转动连接于抬升架(22)上的输送轮(2221)、张紧于输送轮(2221)上的输送带(2222)、设置于输送带(2222)上的抬升板(2223)以及设置于抬升架(22)上带动输送轮(2221)转动的驱动电机(2224);
上料架(21),所述上料架(21)位于抬升架(22)远离机架(1)的一侧供工件容纳,所述上料架(21)的底部开设有出料口(211),所述出料口(211)用于将工件排至容纳槽(221)设置。
4.根据权利要求3所述的一种金属管球头加工设备,其特征在于:所述上料架(21)沿竖直方向滑移连接有限位杆(212),所述限位杆(212)位于出料口(211)处对出料口(211)进行封挡。
5.根据权利要求3所述的一种金属管球头加工设备,其特征在于:所述抬升架(22)上端还包括两个导料板(223),两个导料板(223)沿垂直于输送单元(7)输送方向呈水平分布,所述导料板(223)相对的端面均开设有导向槽(2231),两个所述导向槽(2231)对称设置,且所述导向槽(2231)朝远离上料架(21)的方向倾斜向下设置;
所述抬升组件(222)将工件从容纳槽(221)移动至两个导向槽(2231)设置,所述导向槽(2231)远离上料架(21)的一端开设有排料口,所述排料口向上贯穿导料板(223)设置;所述导向槽(2231)的下端内壁还设置有分隔块(2232),所述分隔块(2232)与排料口远离上料架(21)的侧壁形成排料槽(2233);
所述导料板(223)上还设置有抬升气缸(2234),所述抬升气缸(2234)位于分隔块(2232)的下方用于将工件从导向槽(2231)移动至排料槽(2233)。
6.根据权利要求2所述的一种金属管球头加工设备,其特征在于:所述定位块(412)位于固定座(411)靠近下料单元(3)的一侧,所述定位块(412)的上端面朝靠近下料单元(3)的方向倾斜向下设置;
所述机架(1)上还设置有用于将工件从加工夹持座(61)顶出的顶出机构(8),所述顶出机构(8)包括沿竖直方向滑移于机架(1)上的顶出板(81)以及设置于机架(1)上驱动所述顶出板(81)上下移动的顶出缸(82),所述顶出板(81)的上端面朝靠近下料单元(3)的方向倾斜向下设置。
7.根据权利要求6所述的一种金属管球头加工设备,其特征在于:所述机架(1)上还设置有蓄存槽(83),所述蓄存槽(83)位于机架(1)靠近下料单元(3)的一侧,所述机架(1)上还设置有导向斜面(84),所述导向斜面(84)用于将工件从加工夹持座(61)上导向至所述蓄存槽(83);
所述机架(1)上还设置有移送组件(9),所述移送组件(9)包括滑移连接于机架(1)上的移送架(91)、设置于移送架(91)上用于夹持蓄存槽(83)内工件的移送夹持件(92)、以及设置于机架(1)上带动移送架(91)移动的移送驱动件(93)。
8.根据权利要求2所述的一种金属管球头加工设备,其特征在于:所述上料单元(2)与所述球头加工单元(6)之间还设置有钻孔加工单元(4),所述输送单元(7)将工件输送至钻孔加工单元(4)加工后再将工件输送至球头加工单元(6)的加工夹持座(61),所述钻孔加工单元(4)包括:
钻孔夹持座(41),所述钻孔夹持座(41)设置于机架(1)上并与所述加工夹持座(61)结构相同;
两个钻孔组件(42),两个钻孔组件(42)滑移连接于机架(1)上实现相互靠近或远离,每个所述钻孔组件(42)均包括滑移连接于机架(1)上的钻孔座(421)、设置于钻孔座(421)上的钻孔机(422);
两个第二移动驱动件(43),两个所述第二移动驱动件(43)设置于机架(1)上一一对应驱动钻孔组件(42)移动进行钻孔。
9.根据权利要求8所述的一种金属管球头加工设备,其特征在于:所述钻孔加工单元(4)和球头加工单元(6)之间还设置有清孔单元(5),所述输送单元(7)将工件从钻孔加工单元(4)输送至球头加工单元(6)的过程中先将工件输送至清孔单元(5);所述清孔单元(5)包括:
清孔定位座(51),所述清孔定位座(51)设置于机架(1)上,所述清孔定位座(51)上端面开设有供工件定位的清孔定位槽(511);
清孔限位板(52),所述清孔限位板(52)设置于清孔定位座(51)的一侧用于抵触工件轴向一端,所述清孔限位板(52)上具有排屑孔(521),所述排屑孔(521)用于与清孔定位槽(511)的工的轴向孔对齐设置;
清孔组件(53),所述清孔组件(53)设置于清孔定位座(51)远离清孔限位板(52)的一侧,所述清孔组件(53)包括滑移连接于机架(1)上的清孔座(531)、设置于清孔座(531)上的喷嘴(532)以及设置于机架(1)上的清孔驱动件(533),所述喷嘴(532)用于连通至气源,所述清孔驱动件(533)带动清孔座(531)移动使得喷嘴(532)抵触工件轴向的孔处。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010499611.0A CN111659922B (zh) | 2020-06-04 | 2020-06-04 | 一种金属管球头加工设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010499611.0A CN111659922B (zh) | 2020-06-04 | 2020-06-04 | 一种金属管球头加工设备 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN111659922A CN111659922A (zh) | 2020-09-15 |
| CN111659922B true CN111659922B (zh) | 2021-04-13 |
Family
ID=72386007
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010499611.0A Active CN111659922B (zh) | 2020-06-04 | 2020-06-04 | 一种金属管球头加工设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111659922B (zh) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5772721A (en) * | 1980-10-27 | 1982-05-07 | Showa Electric Wire & Cable Co Ltd | Crosshead of extruding machine |
| CN2611067Y (zh) * | 2003-03-13 | 2004-04-14 | 山东豪迈机械科技有限公司 | 一种薄金属管翻边刀具 |
| CN103128158A (zh) * | 2011-11-25 | 2013-06-05 | 梁超 | 一种冲压球头圆形模具 |
| CN105414227A (zh) * | 2015-12-07 | 2016-03-23 | 广东华液动力科技有限公司 | 球头接管的成型模块及成型设备 |
| CN105583249A (zh) * | 2016-01-11 | 2016-05-18 | 齐刚 | 一种利用无缝钢管冷轧加工球头管一体成型模具及工艺 |
| CN109128831A (zh) * | 2018-09-19 | 2019-01-04 | 北京星光俊海汽车配件有限公司 | 一种头枕杆加工用设备 |
| CN110405476A (zh) * | 2019-08-31 | 2019-11-05 | 远军热能动力科技有限公司 | 一种球形管加工机床及其加工方法 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB613057A (en) * | 1947-03-26 | 1948-11-22 | Glynn Brothers Ltd | Improvements in presses for extruding tubes of lead and other soft easily fusible material |
-
2020
- 2020-06-04 CN CN202010499611.0A patent/CN111659922B/zh active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5772721A (en) * | 1980-10-27 | 1982-05-07 | Showa Electric Wire & Cable Co Ltd | Crosshead of extruding machine |
| CN2611067Y (zh) * | 2003-03-13 | 2004-04-14 | 山东豪迈机械科技有限公司 | 一种薄金属管翻边刀具 |
| CN103128158A (zh) * | 2011-11-25 | 2013-06-05 | 梁超 | 一种冲压球头圆形模具 |
| CN105414227A (zh) * | 2015-12-07 | 2016-03-23 | 广东华液动力科技有限公司 | 球头接管的成型模块及成型设备 |
| CN105583249A (zh) * | 2016-01-11 | 2016-05-18 | 齐刚 | 一种利用无缝钢管冷轧加工球头管一体成型模具及工艺 |
| CN109128831A (zh) * | 2018-09-19 | 2019-01-04 | 北京星光俊海汽车配件有限公司 | 一种头枕杆加工用设备 |
| CN110405476A (zh) * | 2019-08-31 | 2019-11-05 | 远军热能动力科技有限公司 | 一种球形管加工机床及其加工方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN111659922A (zh) | 2020-09-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109128831B (zh) | 一种头枕杆加工用设备 | |
| CN105312955A (zh) | 一种机械手夹送料和顶料装置 | |
| CN110450049B (zh) | 一种双纸筒同步打磨装置 | |
| CN112719418A (zh) | 化妆品管件切管设备 | |
| CN111515677A (zh) | 一种变速箱传动系统的生产设备和方法 | |
| US7272881B2 (en) | Production installation | |
| CN111975390A (zh) | 一种对流管的加工生产线及加工方法 | |
| CN210498602U (zh) | 短管两端自动倒角清洗装置 | |
| CN111659922B (zh) | 一种金属管球头加工设备 | |
| CN108857791B (zh) | 汽车零部件曲轴连杆的双侧磨削加工装置 | |
| CN110560724A (zh) | 中心孔钻孔机 | |
| CN108247511B (zh) | 一种双靠模锤子柄加工及抛光设备 | |
| CN114986230B (zh) | 鼓基自动上料系统 | |
| CN207887845U (zh) | 一种转轴加工设备 | |
| CN110560797A (zh) | 异形管双头攻牙装置 | |
| CN108890460B (zh) | 一种曲轴连杆双侧磨削加工设备 | |
| CN111230563B (zh) | 一种钻孔装置 | |
| CN216941555U (zh) | 杆件注塑装置 | |
| CN215033031U (zh) | 数控旋压机 | |
| CN212145287U (zh) | 一种内六角扳手加工设备 | |
| CN209998876U (zh) | 一种薄壁管材内径自动抛光装置 | |
| CN108857722B (zh) | 曲轴连杆双侧磨削加工机 | |
| CN208826020U (zh) | 一种头枕杆加工用设备 | |
| CN112775322A (zh) | 双向旋压机 | |
| CN111761371A (zh) | 一种主阀体冲孔机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |