CN111604623A - 一种内置焊烟无害化处理机构的电焊机系统 - Google Patents
一种内置焊烟无害化处理机构的电焊机系统 Download PDFInfo
- Publication number
- CN111604623A CN111604623A CN202010458258.1A CN202010458258A CN111604623A CN 111604623 A CN111604623 A CN 111604623A CN 202010458258 A CN202010458258 A CN 202010458258A CN 111604623 A CN111604623 A CN 111604623A
- Authority
- CN
- China
- Prior art keywords
- welding
- steel pipe
- built
- pipe
- machine system
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
- B23K37/04—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups for holding or positioning work
- B23K37/053—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups for holding or positioning work aligning cylindrical work; Clamping devices therefor
- B23K37/0533—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups for holding or positioning work aligning cylindrical work; Clamping devices therefor external pipe alignment clamps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/24—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies
- B01D46/2403—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies characterised by the physical shape or structure of the filtering element
- B01D46/2411—Filter cartridges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/30—Particle separators, e.g. dust precipitators, using loose filtering material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/56—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours with multiple filtering elements, characterised by their mutual disposition
- B01D46/62—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours with multiple filtering elements, characterised by their mutual disposition connected in series
- B01D46/64—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours with multiple filtering elements, characterised by their mutual disposition connected in series arranged concentrically or coaxially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B15/00—Preventing escape of dirt or fumes from the area where they are produced; Collecting or removing dirt or fumes from that area
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2267/00—Multiple filter elements specially adapted for separating dispersed particles from gases or vapours
- B01D2267/40—Different types of filters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/04—Tubular or hollow articles
- B23K2101/06—Tubes
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Geometry (AREA)
- Nonmetallic Welding Materials (AREA)
Abstract
本发明公开了一种内置焊烟无害化处理机构的电焊机系统,涉及电焊机技术领域,结合大口径钢管在对接加工处理时的需求,研发了一种专门应对大口径钢管对接的焊接工装,该工作是在设备承载基板的顶部端面对称式固定安装有两根跑道,两根跑道的滑动端面分别滑动连接有主动机构、从动机构以及两组管头衔接托起机构,主动机构和从动机构的上方分别对应滚动连接有两个结构相同的主动调节机构和从动调节机构,通过自身的旋转,来带动钢管A和钢管B的同步旋转,该种结构的工装,是以焊接机器人为中心,无需要求现有焊接机器人具备多点、多线程以及多维度焊接的功能,进而大幅度降低企业前期的投入成本以及后期的维护成本。
Description
技术领域
本发明涉及电焊机技术领域,具体为一种适用于大口径钢管对接加工且内置焊烟无害化处理机构的电焊机系统。
背景技术
目前,随着技术的不断进步以及市场的需求,钢管正朝着高钢级、高压力、大口径的方向发展,大口径的钢管在对接过程中,需要借助电焊机系统,将两者通过焊接方式形成一个整体,便于应对后续实际的使用场景。
在现有技术中,针对两根大口径钢管的对接处理,所采用的电焊机系统,在实际使用的过程中,存在如下缺陷:
1、现有电焊机系统在焊接大口径钢管的接缝时,因缺少与大口径钢管适配的焊接工装,迫使整个电焊机系统是围绕大口径钢管为中心,这样,就会迫使整个电焊机系统必须满足多点、多线程以及多维度的焊接需求,这样的电焊机系统不仅结构复杂,后期维护困难,而且需要大量资金的投入;
2、现有电焊机系统在焊接大口径钢管的接缝时,会产生大量的焊烟,焊烟对人体以及环境都是有负面影响的,现有技术通常是在一个焊接车间外,增设一台烟气处理设备,来达到焊烟不会对环境造成破坏的目的,但是,工作人员一天需要至少长达8小时待在焊接车间内,具有毒性的焊烟被人体吸入后,会对工作人员的呼吸系统造成影响;
综上,本领域的技术人员提出了一种适用于大口径钢管对接加工且内置焊烟无害化处理机构的电焊机系统。
发明内容
针对现有技术的不足,本发明提供了一种内置焊烟无害化处理机构的电焊机系统,解决了现有电焊机系统在焊接大口径钢管的接缝时,因缺少与大口径钢管适配的焊接工装,迫使整个电焊机系统是围绕大口径钢管为中心,这样,就会迫使整个电焊机系统必须满足多点、多线程以及多维度的焊接需求,这样的电焊机系统不仅结构复杂,后期维护困难,而且需要大量资金的投入以及缺乏对焊烟的快速收集和处理功能,进而造成有毒焊烟对工作人员身体健康造成影响的问题。
为实现以上目的,本发明通过以下技术方案予以实现:一种内置焊烟无害化处理机构的电焊机系统,包括设备承载基板,所述设备承载基板的顶部端面对称式固定安装有两根跑道,两根所述跑道的滑动端面分别滑动连接有主动机构、从动机构以及两组管头衔接托起机构,所述主动机构和从动机构分别设置在两根跑道的两端,两组所述管头衔接托起机构滑动设置在主动机构和从动机构之间的任意位置,所述主动机构和从动机构的上方分别对应滚动连接有两个结构相同的主动调节机构和从动调节机构,所述主动调节机构和从动调节机构的内部以及两组管头衔接托起机构的顶部内侧分别对应夹持固定有钢管B和钢管A,所述设备承载基板为“十”字形结构,在“十”字形的两端分别对称安装有两个机械手基座,两个所述机械手基座的顶部分别固定安装有一个焊接机器人,所述设备承载基板的顶部以及钢管A和钢管B搭接处的正上方共同固定安装有无害化处理机构。
优选的,所述主动机构包括固定安装在设备承载基板顶部端面的底板A,所述底板A的顶部端面对称式固定安装有两个底座A,两个底座A的内部分别对应转动连接有一个主动滚轮,且两个底座A的一侧端面分别对应固定安装有减速机,所述主动滚轮与减速机的动力输出端相串接,两个所述减速机的动力输入端均固定连接有伺服电机的驱动端。
优选的,所述从动机构包括固定安装在设备承载基板顶部端面的底板B,所述底板B的顶部端面对称式固定安装有两个底座B,两个所述底座B的内部均通过一根销轴铰接式转动连接有衔接座,两个所述衔接座的内部均转动连接有两个从动滚轮。
优选的,所述主动调节机构和从动调节机构均包括分别对应滚筒设置在主动机构和从动机构上方的外承载框架,所述外承载框架的内部呈90°分布设置有四个气缸,四个所述气缸的伸缩端均朝向外承载框架的圆心,且四根气缸的伸缩端分别固定连接有一个联动块,四个所述联动块背离气缸的端面分别对应连接有钢管夹持板。
优选的,四个钢管夹持板均为圆弧形状,且四个钢管夹持板首尾相接触后,共同拼成一个与外承载框架同圆心的圆形。
优选的,所述管头衔接托起机构包括滑动式安装在两根跑道顶部的底板C,所述底板C的顶部端面对称式固定安装有两块支撑板,且底板C的顶部端面位于两块支撑板的中间位置固定安装有电动液压缸,两块所述支撑板相邻端面的顶部各自固定焊接有轴套,两个所述轴套的内部滑动设置有一根调节杆,两根调节杆的底端均焊接设置有一块限位盘,所述电动液压缸的伸缩端以及两根调节杆的顶端共同连接有半圆形的托板。
优选的,所述无害化处理机构包括固定安装在设备承载基板顶部的焊烟处理组件以及两根一区段调节柱,所述焊烟处理组件的顶部端面固定安装有抽风机,两根所述一区段调节柱的内部均滑动设置有一根二区段调节柱,所述一区段调节柱与二区段调节柱之间分别通过若干个调节孔和轴杆形成可调节的活动连接结构,若干个所述调节孔分别贯穿式开设在一区段调节柱和二区段调节柱的内部,所述轴杆依次插入到一区段调节柱和二区段调节柱所对应的调节孔中;
两根所述二区段调节柱的顶端共同焊接设置有一根横梁,所述横梁朝向钢管A和钢管B搭接处的端面焊接设置有焊烟收集盒,所述焊烟收集盒的内部为中空结构,且焊烟收集盒的两侧端面均开设有若干等距离分布的进气孔,所述焊烟收集盒的出气口固定串接有输送管的进气口,所述输送管的出气口固定串接有弹簧管的进气口,所述弹簧管的出气口与抽风机的进气口相串接。
优选的,所述焊烟处理组件的正面通过铰接方式转动连接有检修门,所述焊烟处理组件与检修门之间相接触的部分均设置有密封垫圈,所述焊烟处理组件的一侧端面连通设置有一根排气管。
优选的,所述焊烟处理组件包括固定安装在设备承载基板顶部端面的处理箱,在所述处理箱内部底端和顶端分别对应焊接设置有限位板A和限位板B,所述限位板A和限位板B的相邻端面均滑动连接有一个托盘,两个所述托盘的相邻端面之间共同夹持设置有处理滤芯;
在所述托盘底部端面的中心固定焊接有内丝筒,所述限位板A的中间贯穿开设有适配槽,内丝筒位于适配槽中,且内丝筒与限位板A之间通过螺杆形成可拆式的固定连接结构,所述处理箱的顶部端面固定连接有一根衔接管,所述衔接管的进气端与抽风机的出气口相串接,所述衔接管的出气端与处理滤芯的进气口相串接。
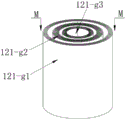
优选的,所述处理滤芯包括按照由外及里依次设置,且为固定连接的三阶段除尘滤网、二阶段除尘滤网以及一阶段除尘滤网,在所述三阶段除尘滤网和二阶段除尘滤网之间填充设置有PP棉,在所述二阶段除尘滤网和一阶段除尘滤网之间填充设置有活性炭颗粒。
有益效果
本发明提供了一种内置焊烟无害化处理机构的电焊机系统。与现有技术相比具备以下有益效果:
1、该内置焊烟无害化处理机构的电焊机系统,结合大口径钢管在对接加工处理时的需求,研发了一种专门应对大口径钢管对接的焊接工装,该工作是在设备承载基板的顶部端面对称式固定安装有两根跑道,两根跑道的滑动端面分别滑动连接有主动机构、从动机构以及两组管头衔接托起机构,主动机构和从动机构分别设置在两根跑道的两端,两组管头衔接托起机构滑动设置在主动机构和从动机构之间的任意位置,主动机构和从动机构的上方分别对应滚动连接有两个结构相同的主动调节机构和从动调节机构,主动调节机构和从动调节机构的内部以及两组管头衔接托起机构的顶部内侧分别对应夹持固定有钢管B和钢管A,上述结构的焊接工装,在实际使用时,通过自身的旋转,来带动钢管A和钢管B的同步旋转,进而促使钢管A和钢管B的对接缝朝着某一规定方向进行旋转,配合两台固定安装的焊接机器人,可以实现钢管A和钢管B一边旋转,一边实现通过焊接方式实现对接的目的,该种结构的工装,是以焊接机器人为中心,无需要求现有焊接机器人具备多点、多线程以及多维度焊接的功能,进而大幅度降低企业前期的投入成本以及后期的维护成本,具有很高的推广性。
2、该内置焊烟无害化处理机构的电焊机系统,上述工装,可以根据大口径钢管自身不同的直径,来调节自身的夹持尺寸,以满足实际钢管对接焊接使用场景的需求,提高整个电焊机系统的实用性,并且在两根大口径钢管焊接的接口两侧,设置有可滑动的托起机构,确保钢管对接过程的平稳进行,同时也可防止因钢管存在自重而出现炸焊的问题。
3、该内置焊烟无害化处理机构的电焊机系统,通过在两根大口径钢管焊接的位置,设置有无害化处理机构,该无害化处理机构可以实现焊接过程中所产生的焊烟立即被收集和处理,与现有在焊接车间外部设置烟气处理设备,对整个焊接车间内部的焊烟进行收集和处理的方式,该方式更加节省成本,而且对应的处理效果更加理想,第一时间降低有毒焊烟对工作人员身体健康的影响,确保工作人员可以在一个良好的环境下持续工作。
附图说明
图1为本发明的结构示意图;
图2为本发明主动机构的结构示意图;
图3为本发明从动机构的结构示意图;
图4为本发明主动调节机构的结构示意图;
图5为本发明管头衔接托起机构的结构示意图;
图6为本发明无害化处理机构的结构示意图;
图7为本发明焊烟处理组件的结构示意图;
图8为本发明焊烟处理组件的正视图;
图9为本发明处理滤芯的外部结构示意图;
图10为本发明图9中M-M断面的剖视图。
图中:1、设备承载基板;2、跑道;3、主动机构;31、底板A;32、底座A;33、主动滚轮;34、减速机;35、伺服电机;4、从动机构;41、底板B;42、底座B;43、衔接座;44、销轴;45、从动滚轮;5、主动调节机构;51、外承载框架;52、气缸;53、联动块;54、钢管夹持板;6、从动调节机构;7、管头衔接托起机构;71、底板C;72、支撑板;73、电动液压缸;74、轴套;75、调节杆;76、限位盘;77、托板;8、钢管A;9、钢管B;10、机械手基座;11、焊接机器人;12、无害化处理机构;121、焊烟处理组件;121-a、处理箱;121-b、限位板A;121-c、托盘;121-d、螺杆;121-e、限位板B;121-f、衔接管;121-g、处理滤芯;121-g1、三阶段除尘滤网;121-g2、二阶段除尘滤网;121-g3、一阶段除尘滤网;121-g4、PP棉;121-g5、活性炭颗粒;122、检修门;123、排气管;124、抽风机;125、一区段调节柱;126、二区段调节柱;127、横梁;128、焊烟收集盒;129、进气孔;1210、输送管;1211、弹簧管;1212、调节孔;1213、轴杆。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1,本发明提供一种技术方案:一种内置焊烟无害化处理机构的电焊机系统,包括设备承载基板1,设备承载基板1的顶部端面对称式固定安装有两根跑道2,两根跑道2的滑动端面分别滑动连接有主动机构3、从动机构4以及两组管头衔接托起机构7,主动机构3和从动机构4分别设置在两根跑道2的两端,两组管头衔接托起机构7滑动设置在主动机构3和从动机构4之间的任意位置,主动机构3和从动机构4的上方分别对应滚动连接有两个结构相同的主动调节机构5和从动调节机构6,主动调节机构5和从动调节机构6的内部以及两组管头衔接托起机构7的顶部内侧分别对应夹持固定有钢管B9和钢管A8,设备承载基板1为“十”字形结构,在“十”字形的两端分别对称安装有两个机械手基座10,两个机械手基座10的顶部分别固定安装有一个焊接机器人11,设备承载基板1的顶部以及钢管A8和钢管B9搭接处的正上方共同固定安装有无害化处理机构12。
请参阅图2,主动机构3包括固定安装在设备承载基板1顶部端面的底板A31,底板A31的顶部端面对称式固定安装有两个底座A32,两个底座A32的内部分别对应转动连接有一个主动滚轮33,且两个底座A32的一侧端面分别对应固定安装有减速机34,主动滚轮33与减速机34的动力输出端相串接,两个减速机34的动力输入端均固定连接有伺服电机35的驱动端。
请参阅图3,从动机构4包括固定安装在设备承载基板1顶部端面的底板B41,底板B41的顶部端面对称式固定安装有两个底座B42,两个底座B42的内部均通过一根销轴44铰接式转动连接有衔接座43,两个衔接座43的内部均转动连接有两个从动滚轮45。
请参阅图4,主动调节机构5和从动调节机构6均包括分别对应滚筒设置在主动机构3和从动机构4上方的外承载框架51,外承载框架51的内部呈90°分布设置有四个气缸52,四个气缸52的伸缩端均朝向外承载框架51的圆心,且四根气缸52的伸缩端分别固定连接有一个联动块53,四个联动块53背离气缸52的端面分别对应连接有钢管夹持板54,四个钢管夹持板54均为圆弧形状,且四个钢管夹持板54首尾相接触后,共同拼成一个与外承载框架51同圆心的圆形。
请参阅图5,管头衔接托起机构7包括滑动式安装在两根跑道2顶部的底板C71,底板C71的顶部端面对称式固定安装有两块支撑板72,且底板C71的顶部端面位于两块支撑板72的中间位置固定安装有电动液压缸73,两块支撑板72相邻端面的顶部各自固定焊接有轴套74,两个轴套74的内部滑动设置有一根调节杆75,两根调节杆75的底端均焊接设置有一块限位盘76,电动液压缸73的伸缩端以及两根调节杆75的顶端共同连接有半圆形的托板77。
请参阅图6,无害化处理机构12包括固定安装在设备承载基板1顶部的焊烟处理组件121以及两根一区段调节柱125,焊烟处理组件121的顶部端面固定安装有抽风机124,两根一区段调节柱125的内部均滑动设置有一根二区段调节柱126,一区段调节柱125与二区段调节柱126之间分别通过若干个调节孔1212和轴杆1213形成可调节的活动连接结构,若干个调节孔1212分别贯穿式开设在一区段调节柱125和二区段调节柱126的内部,轴杆1213依次插入到一区段调节柱125和二区段调节柱126所对应的调节孔1212中,两根二区段调节柱126的顶端共同焊接设置有一根横梁127,横梁127朝向钢管A8和钢管B9搭接处的端面焊接设置有焊烟收集盒128,焊烟收集盒128的内部为中空结构,且焊烟收集盒128的两侧端面均开设有若干等距离分布的进气孔129,焊烟收集盒128的出气口固定串接有输送管1210的进气口,输送管1210的出气口固定串接有弹簧管1211的进气口,弹簧管1211的出气口与抽风机124的进气口相串接,焊烟处理组件121的正面通过铰接方式转动连接有检修门122,焊烟处理组件121与检修门122之间相接触的部分均设置有密封垫圈,焊烟处理组件121的一侧端面连通设置有一根排气管123。
请参阅图7-8,焊烟处理组件121包括固定安装在设备承载基板1顶部端面的处理箱121-a,在处理箱121-a内部底端和顶端分别对应焊接设置有限位板A121-b和限位板B121-e,限位板A121-b和限位板B121-e的相邻端面均滑动连接有一个托盘121-c,两个托盘121-c的相邻端面之间共同夹持设置有处理滤芯121-g,在托盘121-c底部端面的中心固定焊接有内丝筒,限位板A121-b的中间贯穿开设有适配槽,内丝筒位于适配槽中,且内丝筒与限位板A121-b之间通过螺杆121-d形成可拆式的固定连接结构,处理箱121-a的顶部端面固定连接有一根衔接管121-f,衔接管121-f的进气端与抽风机124的出气口相串接,衔接管121-f的出气端与处理滤芯121-g的进气口相串接。
请参阅图9-10,处理滤芯121-g包括按照由外及里依次设置,且为固定连接的三阶段除尘滤网121-g1、二阶段除尘滤网121-g2以及一阶段除尘滤网121-g3,在三阶段除尘滤网121-g1和二阶段除尘滤网121-g2之间填充设置有PP棉121-g4,在二阶段除尘滤网121-g2和一阶段除尘滤网121-g3之间填充设置有活性炭颗粒121-g5。
使用时,首先,如图1所示,利用吊装设备(图中未画出),将钢管A8和钢管B9从外侧对应放置在从动调节机构6和主动调节机构5的内部,放置后,利用跑道2,调节两组管头衔接托起机构7的位置,确保两组管头衔接托起机构7中的托板77各自位于钢管A8和钢管B9接缝处的两侧,随后,启动电动液压缸73,让电动液压缸73伸长,会将托板77顶起,直至托板77的顶部端面与钢管的底面相接触,在托板77顶起的过程中,调节杆75会在轴套74同步上移,确保上升的稳定性,另外限位盘76也会限制调节杆75上移的距离,当托板77的顶部端面与钢管的底面相接触时,会对钢管产生托起力,随后,可同步控制八根气缸52伸长(从动调节机构6和主动调节机构5中各四根气缸52),借助联动块53,带动每块钢管夹持板54朝着外承载框架51的圆心处移动,直至每块钢管夹持板54均对钢管产生夹持力,进行固定,随后,利用两台焊接机器人11,在钢管A8和钢管A9的接缝处,焊接几个焊点,使得钢管A8和钢管A9可以同步转动,随后,启动伺服电机35,在减速机34的作用下,伺服电机35的转速被大幅度降低,减速机34将减速后的输出动力传递给主动滚轮33,由于外承载框架51架设在主动滚轮33的上方,因此当主动滚轮33转动时,由于摩擦力的存在,外承载框架51会反向转动,其内部的钢管B9会跟随同步旋转,由于钢管A8和钢管A9的接缝处事先焊接有焊点,因此,钢管A8和钢管B9会同步旋转,钢管A8旋转过程中,同理,会带动从动调节机构6转动,并且由从动机构4作为支撑,当钢管A8和钢管A9的接缝处旋转时,此时的两台焊接机器人11可以对上述接缝进行满焊处理;
而在焊接过程中,所产生的焊烟,在启动抽风机124时,通过进气孔129,会被瞬间收集到焊烟收集盒128的内部,再依次经过输送管1210,、弹簧管1211、抽风机124以及衔接管121-f,最终进入处理滤芯121-g中,依次经过处理滤芯中所设置的一阶段除尘滤网121-g3、PP棉121-g4、二阶段除尘滤网121-g2、活性炭颗粒121-g5以及三阶段除尘滤网121-g1,从而实现对焊烟的快速收集和处理,处理后的空气通过排气管123排至焊接车间的外部。
在本实施例中,焊接机器人11为本技术领域中的常用设备,其自身的结构特征、工作原理以及与外部电性连接的具体电路结构均采用现有技术,此处不再详述。
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
Claims (10)
1.一种内置焊烟无害化处理机构的电焊机系统,包括设备承载基板(1),其特征在于,所述设备承载基板(1)的顶部端面对称式固定安装有两根跑道(2),两根所述跑道(2)的滑动端面分别滑动连接有主动机构(3)、从动机构(4)以及两组管头衔接托起机构(7),所述主动机构(3)和从动机构(4)分别设置在两根跑道(2)的两端,两组所述管头衔接托起机构(7)滑动设置在主动机构(3)和从动机构(4)之间的任意位置,所述主动机构(3)和从动机构(4)的上方分别对应滚动连接有两个结构相同的主动调节机构(5)和从动调节机构(6),所述主动调节机构(5)和从动调节机构(6)的内部以及两组管头衔接托起机构(7)的顶部内侧分别对应夹持固定有钢管B(9)和钢管A(8),所述设备承载基板(1)为“十”字形结构,在“十”字形的两端分别对称安装有两个机械手基座(10),两个所述机械手基座(10)的顶部分别固定安装有一个焊接机器人(11),所述设备承载基板(1)的顶部以及钢管A(8)和钢管B(9)搭接处的正上方共同固定安装有无害化处理机构(12)。
2.根据权利要求1所述的一种内置焊烟无害化处理机构的电焊机系统,其特征在于,所述主动机构(3)包括固定安装在设备承载基板(1)顶部端面的底板A(31),所述底板A(31)的顶部端面对称式固定安装有两个底座A(32),两个底座A(32)的内部分别对应转动连接有一个主动滚轮(33),且两个底座A(32)的一侧端面分别对应固定安装有减速机(34),所述主动滚轮(33)与减速机(34)的动力输出端相串接,两个所述减速机(34)的动力输入端均固定连接有伺服电机(35)的驱动端。
3.根据权利要求1所述的一种内置焊烟无害化处理机构的电焊机系统,其特征在于,所述从动机构(4)包括固定安装在设备承载基板(1)顶部端面的底板B(41),所述底板B(41)的顶部端面对称式固定安装有两个底座B(42),两个所述底座B(42)的内部均通过一根销轴(44)铰接式转动连接有衔接座(43),两个所述衔接座(43)的内部均转动连接有两个从动滚轮(45)。
4.根据权利要求1所述的一种内置焊烟无害化处理机构的电焊机系统,其特征在于,所述主动调节机构(5)和从动调节机构(6)均包括分别对应滚筒设置在主动机构(3)和从动机构(4)上方的外承载框架(51),所述外承载框架(51)的内部呈90°分布设置有四个气缸(52),四个所述气缸(52)的伸缩端均朝向外承载框架(51)的圆心,且四根气缸(52)的伸缩端分别固定连接有一个联动块(53),四个所述联动块(53)背离气缸(52)的端面分别对应连接有钢管夹持板(54)。
5.根据权利要求4所述的一种内置焊烟无害化处理机构的电焊机系统,其特征在于,四个钢管夹持板(54)均为圆弧形状,且四个钢管夹持板(54)首尾相接触后,共同拼成一个与外承载框架(51)同圆心的圆形。
6.根据权利要求1所述的一种内置焊烟无害化处理机构的电焊机系统,其特征在于,所述管头衔接托起机构(7)包括滑动式安装在两根跑道(2)顶部的底板C(71),所述底板C(71)的顶部端面对称式固定安装有两块支撑板(72),且底板C(71)的顶部端面位于两块支撑板(72)的中间位置固定安装有电动液压缸(73),两块所述支撑板(72)相邻端面的顶部各自固定焊接有轴套(74),两个所述轴套(74)的内部滑动设置有一根调节杆(75),两根调节杆(75)的底端均焊接设置有一块限位盘(76),所述电动液压缸(73)的伸缩端以及两根调节杆(75)的顶端共同连接有半圆形的托板(77)。
7.根据权利要求1所述的一种内置焊烟无害化处理机构的电焊机系统,其特征在于,所述无害化处理机构(12)包括固定安装在设备承载基板(1)顶部的焊烟处理组件(121)以及两根一区段调节柱(125),所述焊烟处理组件(121)的顶部端面固定安装有抽风机(124),两根所述一区段调节柱(125)的内部均滑动设置有一根二区段调节柱(126),所述一区段调节柱(125)与二区段调节柱(126)之间分别通过若干个调节孔(1212)和轴杆(1213)形成可调节的活动连接结构,若干个所述调节孔(1212)分别贯穿式开设在一区段调节柱(125)和二区段调节柱(126)的内部,所述轴杆(1213)依次插入到一区段调节柱(125)和二区段调节柱(126)所对应的调节孔(1212)中;
两根所述二区段调节柱(126)的顶端共同焊接设置有一根横梁(127),所述横梁(127)朝向钢管A(8)和钢管B(9)搭接处的端面焊接设置有焊烟收集盒(128),所述焊烟收集盒(128)的内部为中空结构,且焊烟收集盒(128)的两侧端面均开设有若干等距离分布的进气孔(129),所述焊烟收集盒(128)的出气口固定串接有输送管(1210)的进气口,所述输送管(1210)的出气口固定串接有弹簧管(1211)的进气口,所述弹簧管(1211)的出气口与抽风机(124)的进气口相串接。
8.根据权利要求7所述的一种内置焊烟无害化处理机构的电焊机系统,其特征在于,所述焊烟处理组件(121)的正面通过铰接方式转动连接有检修门(122),所述焊烟处理组件(121)与检修门(122)之间相接触的部分均设置有密封垫圈,所述焊烟处理组件(121)的一侧端面连通设置有一根排气管(123)。
9.根据权利要求8所述的一种内置焊烟无害化处理机构的电焊机系统,其特征在于,所述焊烟处理组件(121)包括固定安装在设备承载基板(1)顶部端面的处理箱(121-a),在所述处理箱(121-a)内部底端和顶端分别对应焊接设置有限位板A(121-b)和限位板B(121-e),所述限位板A(121-b)和限位板B(121-e)的相邻端面均滑动连接有一个托盘(121-c),两个所述托盘(121-c)的相邻端面之间共同夹持设置有处理滤芯(121-g);
在所述托盘(121-c)底部端面的中心固定焊接有内丝筒,所述限位板A(121-b)的中间贯穿开设有适配槽,内丝筒位于适配槽中,且内丝筒与限位板A(121-b)之间通过螺杆(121-d)形成可拆式的固定连接结构,所述处理箱(121-a)的顶部端面固定连接有一根衔接管(121-f),所述衔接管(121-f)的进气端与抽风机(124)的出气口相串接,所述衔接管(121-f)的出气端与处理滤芯(121-g)的进气口相串接。
10.根据权利要求9所述的一种内置焊烟无害化处理机构的电焊机系统,其特征在于,所述处理滤芯(121-g)包括按照由外及里依次设置,且为固定连接的三阶段除尘滤网(121-g1)、二阶段除尘滤网(121-g2)以及一阶段除尘滤网(121-g3),在所述三阶段除尘滤网(121-g1)和二阶段除尘滤网(121-g2)之间填充设置有PP棉(121-g4),在所述二阶段除尘滤网(121-g2)和一阶段除尘滤网(121-g3)之间填充设置有活性炭颗粒(121-g5)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010458258.1A CN111604623A (zh) | 2020-05-27 | 2020-05-27 | 一种内置焊烟无害化处理机构的电焊机系统 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010458258.1A CN111604623A (zh) | 2020-05-27 | 2020-05-27 | 一种内置焊烟无害化处理机构的电焊机系统 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN111604623A true CN111604623A (zh) | 2020-09-01 |
Family
ID=72196063
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010458258.1A Withdrawn CN111604623A (zh) | 2020-05-27 | 2020-05-27 | 一种内置焊烟无害化处理机构的电焊机系统 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111604623A (zh) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112248474A (zh) * | 2020-09-28 | 2021-01-22 | 刘迪 | 一种pvc管材焊接快速对位的工装系统 |
| CN112427860A (zh) * | 2020-11-17 | 2021-03-02 | 益阳市思创传动部件制造有限公司 | 胶辊轴头焊接用夹具 |
| CN112427861A (zh) * | 2020-11-17 | 2021-03-02 | 益阳市思创传动部件制造有限公司 | 胶辊轴头焊接用夹具 |
| CN112427862A (zh) * | 2020-11-17 | 2021-03-02 | 益阳市思创传动部件制造有限公司 | 胶辊轴头焊接用夹具 |
| CN112808865A (zh) * | 2020-12-30 | 2021-05-18 | 江苏捷晖电子科技有限公司 | 一种铝镁合金壳体拉伸模的定位结构 |
| CN112872663A (zh) * | 2021-01-22 | 2021-06-01 | 合肥亚美科技有限责任公司 | 一种搭焊工装 |
| CN112975265A (zh) * | 2021-03-05 | 2021-06-18 | 张敬强 | 一种圆管钢材焊接用定位夹紧装置 |
| CN113001094A (zh) * | 2021-02-25 | 2021-06-22 | 青岛北船管业有限责任公司 | 一种钢管同心压紧焊接装置 |
| CN113578877A (zh) * | 2021-08-17 | 2021-11-02 | 苏州义智谦智能科技有限公司 | 一种管道柔性激光清洗线 |
| CN114178773A (zh) * | 2021-12-30 | 2022-03-15 | 江苏长风海洋装备制造有限公司 | 一种针对多种型号塔筒进行固定的支架装置 |
| CN115635229A (zh) * | 2022-12-22 | 2023-01-24 | 河北华洋精工机械制造有限公司 | 一种智能焊接机器人 |
-
2020
- 2020-05-27 CN CN202010458258.1A patent/CN111604623A/zh not_active Withdrawn
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112248474A (zh) * | 2020-09-28 | 2021-01-22 | 刘迪 | 一种pvc管材焊接快速对位的工装系统 |
| CN112427862B (zh) * | 2020-11-17 | 2022-12-02 | 益阳市思创传动部件制造有限公司 | 胶辊轴头焊接用夹具 |
| CN112427860A (zh) * | 2020-11-17 | 2021-03-02 | 益阳市思创传动部件制造有限公司 | 胶辊轴头焊接用夹具 |
| CN112427861A (zh) * | 2020-11-17 | 2021-03-02 | 益阳市思创传动部件制造有限公司 | 胶辊轴头焊接用夹具 |
| CN112427862A (zh) * | 2020-11-17 | 2021-03-02 | 益阳市思创传动部件制造有限公司 | 胶辊轴头焊接用夹具 |
| CN112808865A (zh) * | 2020-12-30 | 2021-05-18 | 江苏捷晖电子科技有限公司 | 一种铝镁合金壳体拉伸模的定位结构 |
| CN112872663A (zh) * | 2021-01-22 | 2021-06-01 | 合肥亚美科技有限责任公司 | 一种搭焊工装 |
| CN113001094A (zh) * | 2021-02-25 | 2021-06-22 | 青岛北船管业有限责任公司 | 一种钢管同心压紧焊接装置 |
| CN112975265A (zh) * | 2021-03-05 | 2021-06-18 | 张敬强 | 一种圆管钢材焊接用定位夹紧装置 |
| CN113578877A (zh) * | 2021-08-17 | 2021-11-02 | 苏州义智谦智能科技有限公司 | 一种管道柔性激光清洗线 |
| CN114178773A (zh) * | 2021-12-30 | 2022-03-15 | 江苏长风海洋装备制造有限公司 | 一种针对多种型号塔筒进行固定的支架装置 |
| CN114178773B (zh) * | 2021-12-30 | 2023-07-18 | 江苏长风海洋装备制造有限公司 | 一种针对多种型号塔筒进行固定的支架装置 |
| CN115635229A (zh) * | 2022-12-22 | 2023-01-24 | 河北华洋精工机械制造有限公司 | 一种智能焊接机器人 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111604623A (zh) | 一种内置焊烟无害化处理机构的电焊机系统 | |
| CN206869345U (zh) | 应用于变压器油箱波纹壁与骨架焊接的焊接机器人系统 | |
| CN212443918U (zh) | 一种基于焊接机器人的定位装置 | |
| CN206305646U (zh) | 一种全方位机器人焊接系统 | |
| CN201151034Y (zh) | 工件焊接作业流水线 | |
| CN111015033A (zh) | 一种便于更换夹具的汽车配件用焊接机械手 | |
| CN205437439U (zh) | 一种航空发动机卡箍紧固件自动氩弧焊接工作站 | |
| CN214602884U (zh) | 一种瓦斯管法兰盘焊接平台 | |
| CN215616178U (zh) | 一种管道相贯线管接口机器人焊接同步装置 | |
| CN208496200U (zh) | 一种狭小空间自动焊接设备 | |
| CN116984811B (zh) | 一种薄膜电容器加工用的夹紧装置 | |
| CN117620584A (zh) | 一种多角度钢结构焊接设备及方法 | |
| CN210413172U (zh) | 一种自动点焊h型钢组立机 | |
| CN108787684A (zh) | 一种可移动焊烟吸尘装置 | |
| WO2015065060A1 (ko) | 용접 장치 | |
| CN218016834U (zh) | 一种具有烟气收集处理结构的管道焊接机 | |
| CN109732256B (zh) | 电容器箱壳焊接夹持装置及机器人工作站 | |
| CN217942293U (zh) | 一种机器人集装箱焊接装置 | |
| CN116079296A (zh) | 一种集输管线焊接对接装置及使用方法 | |
| CN216730574U (zh) | 一种h型钢自动生产流水线 | |
| CN105710491A (zh) | 一种消声管弧面的焊接装置 | |
| CN110434419A (zh) | 一种用于托辊生产的焊接装置 | |
| CN209394186U (zh) | 不锈钢面包架机器人工作站 | |
| CN207580648U (zh) | 一种断路器磨合测试台 | |
| CN106425223A (zh) | 一种机器人焊接工作站 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| WW01 | Invention patent application withdrawn after publication | ||
| WW01 | Invention patent application withdrawn after publication |
Application publication date: 20200901 |