CN110963344A - 一种多轴伺服张力控制装置及其控制方法 - Google Patents
一种多轴伺服张力控制装置及其控制方法 Download PDFInfo
- Publication number
- CN110963344A CN110963344A CN201911371801.8A CN201911371801A CN110963344A CN 110963344 A CN110963344 A CN 110963344A CN 201911371801 A CN201911371801 A CN 201911371801A CN 110963344 A CN110963344 A CN 110963344A
- Authority
- CN
- China
- Prior art keywords
- tension
- module
- controller
- control
- digital
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images














Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H23/00—Registering, tensioning, smoothing or guiding webs
- B65H23/02—Registering, tensioning, smoothing or guiding webs transversely
- B65H23/0204—Sensing transverse register of web
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H23/00—Registering, tensioning, smoothing or guiding webs
- B65H23/04—Registering, tensioning, smoothing or guiding webs longitudinally
- B65H23/18—Registering, tensioning, smoothing or guiding webs longitudinally by controlling or regulating the web-advancing mechanism, e.g. mechanism acting on the running web
- B65H23/182—Registering, tensioning, smoothing or guiding webs longitudinally by controlling or regulating the web-advancing mechanism, e.g. mechanism acting on the running web in unwinding mechanisms or in connection with unwinding operations
- B65H23/1825—Registering, tensioning, smoothing or guiding webs longitudinally by controlling or regulating the web-advancing mechanism, e.g. mechanism acting on the running web in unwinding mechanisms or in connection with unwinding operations and controlling web tension
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H23/00—Registering, tensioning, smoothing or guiding webs
- B65H23/04—Registering, tensioning, smoothing or guiding webs longitudinally
- B65H23/18—Registering, tensioning, smoothing or guiding webs longitudinally by controlling or regulating the web-advancing mechanism, e.g. mechanism acting on the running web
- B65H23/182—Registering, tensioning, smoothing or guiding webs longitudinally by controlling or regulating the web-advancing mechanism, e.g. mechanism acting on the running web in unwinding mechanisms or in connection with unwinding operations
- B65H23/185—Registering, tensioning, smoothing or guiding webs longitudinally by controlling or regulating the web-advancing mechanism, e.g. mechanism acting on the running web in unwinding mechanisms or in connection with unwinding operations motor-controlled
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H23/00—Registering, tensioning, smoothing or guiding webs
- B65H23/04—Registering, tensioning, smoothing or guiding webs longitudinally
- B65H23/18—Registering, tensioning, smoothing or guiding webs longitudinally by controlling or regulating the web-advancing mechanism, e.g. mechanism acting on the running web
- B65H23/195—Registering, tensioning, smoothing or guiding webs longitudinally by controlling or regulating the web-advancing mechanism, e.g. mechanism acting on the running web in winding mechanisms or in connection with winding operations
- B65H23/1955—Registering, tensioning, smoothing or guiding webs longitudinally by controlling or regulating the web-advancing mechanism, e.g. mechanism acting on the running web in winding mechanisms or in connection with winding operations and controlling web tension
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H23/00—Registering, tensioning, smoothing or guiding webs
- B65H23/04—Registering, tensioning, smoothing or guiding webs longitudinally
- B65H23/18—Registering, tensioning, smoothing or guiding webs longitudinally by controlling or regulating the web-advancing mechanism, e.g. mechanism acting on the running web
- B65H23/195—Registering, tensioning, smoothing or guiding webs longitudinally by controlling or regulating the web-advancing mechanism, e.g. mechanism acting on the running web in winding mechanisms or in connection with winding operations
- B65H23/198—Registering, tensioning, smoothing or guiding webs longitudinally by controlling or regulating the web-advancing mechanism, e.g. mechanism acting on the running web in winding mechanisms or in connection with winding operations motor-controlled (Controlling electrical drive motors therefor)
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H26/00—Warning or safety devices, e.g. automatic fault detectors, stop-motions, for web-advancing mechanisms
- B65H26/02—Warning or safety devices, e.g. automatic fault detectors, stop-motions, for web-advancing mechanisms responsive to presence of irregularities in running webs
- B65H26/025—Warning or safety devices, e.g. automatic fault detectors, stop-motions, for web-advancing mechanisms responsive to presence of irregularities in running webs responsive to web breakage
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H26/00—Warning or safety devices, e.g. automatic fault detectors, stop-motions, for web-advancing mechanisms
- B65H26/02—Warning or safety devices, e.g. automatic fault detectors, stop-motions, for web-advancing mechanisms responsive to presence of irregularities in running webs
- B65H26/04—Warning or safety devices, e.g. automatic fault detectors, stop-motions, for web-advancing mechanisms responsive to presence of irregularities in running webs for variation in tension
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/11—Dimensional aspect of article or web
- B65H2701/113—Size
- B65H2701/1133—Size of webs
Landscapes
- Controlling Rewinding, Feeding, Winding, Or Abnormalities Of Webs (AREA)
Abstract
本发明涉及一种多轴伺服张力控制装置及其控制方法,属于自动控制技术领域。包括PLC控制器、伺服驱动器、伺服电机、磁粉制动器/离合器、纠偏机构、减速机、张力传感器、随动辊、张力辊、接近开关和限位开关在一个以太网下实现精确控制;PLC控制器内部包括控制器CPU、数字量输入模块、数字量输出模块、远程I/O模块、模拟量输入模块、模拟量输出模块;本发明可以实现张力的自动控制,并且张力的控制效果精度更加提高,同时控制系统的结构和功能更加完善。
Description
技术领域
本发明属于自动控制技术领域,特别涉及一种多轴伺服张力控制装置及其控制方法。
背景技术
多轴伺服张力控制对于建材、钢铁、金属加工、电线电缆行业、漆包线行业、镀锡丝、造纸业、纺织业和印染业等行业的生产效率来说是非常重要的。
现有的张力控制装置通常是将原材料加工卷绕成筒状,在生产过程中,卷绕的效果将直接决定商品的成品率和存放寿命。卷绕的太紧,容易使商品变形乃至拉断;卷绕的太松又容易使商品不紧凑,不利于转移及包装。为使卷绕的原材料紧凑、寿命更长、商品质量更高,都需要在卷绕过程中,在原材料上施加一定的张力,并保持张力值为恒定值,这样就能使卷绕出的产品厚度均匀,从而保证产品质量更高。在卷绕或者拉伸的生产制造过程中,张力出现波动很容易使生产线处于不稳定的状态。不稳定的生产线会使生产出的产品质量降低,容易出现边缘不齐或断裂的情况。因此,在整个卷绕或者拉伸的工艺流程中,控制张力的稳定对于产品的质量具有很重要的作用。整条生产线是由张力控制贯穿始终,张力都需要实时反馈调节,微小的张力波动都会影响产品的效果,最终影响产品的质量。
发明内容
本发明采用的技术方案:
为了解决上述技术问题,本发明提供一种多轴伺服张力控制装置,包括PLC控制器、伺服驱动器、伺服电机、磁粉制动器/离合器、纠偏机构、减速机、张力传感器、随动辊、张力辊、接近开关和限位开关在一个以太网下实现精确控制;PLC控制器内部包括控制器CPU、数字量输入模块、数字量输出模块、远程I/O模块、模拟量输入模块、模拟量输出模块;
接近开关、限位开关、激光传感器、纠偏传感器的数字量信号输入到数字量输入模块,张力传感器的模拟量输入信号输送到模拟量输入模块,模拟量输入模块将输入来的信号通过远程I/O模块输送到交换机,控制器CPU通过交换机来读取模拟量输入信号,同时数字量输入模块将现场的数字输入量信号送到控制器CPU;
根据输入的数字量输入信号、模拟量输入信号,控制器CPU运行内部控制程序产生数字量输出信号、模拟量输出信号、伺服驱动输出信号;输出信号是用来控制现场设备的运行,
其中数字量输出信号经过数字量输出模块送到现场的各个硬件设备,硬件设备包括报警灯、纠偏驱动器;模拟量输出信号经过交换机和远程I/O模块送到模拟量输出模块,然后送到现场的各个硬件设备,硬件设备包括磁粉制动器、纠偏驱动器;
伺服驱动器输出信号通过交换机送到伺服电机,控制电机的运行。
进一步地,张力控制采用的是闭环控制,通过张力传感器检测卷纸所受的张力,实时的调节放卷部分的电磁力矩,来实现对卷纸恒定张力的控制,收卷部分的线速度与放卷部分的线速度一致。
进一步地,PLC的数字量输入有11个,分别有2个接近开关、1个自动/检测开关、4个限位开关、1个激光传感器和2个光电纠偏传感器;
数字量输出有一个断纸报警灯,它的作用是当卷纸断裂时,报警灯会闪烁,同时,复卷机的急停按钮会被按下,以防对设备造成影响;
模拟量I/O点的端口分别有1个张力传感器的输入、2个磁粉制动器输出和2个纠偏驱动器输出;
进一步地,PLC数字量采用24V直流电源供电,利用其本身集成的EtherNet/IP网络接口经交换机与PC机通信,PLC数字量模块与控制器CPU直接连接,通过右侧扩展插槽接口直接与数字量输入模块1769-IQ16和数字量输出模块1769-OB16连接;
PLC模拟量模块是通过远程I/O模块(Flex I/O)1794-AENT通过右侧的扩展插槽口与模拟量输入1794-IE8、模拟量输出1794-OE4相连接,远程I/O模块与PLC通过网线连接到交换机,从而实现信息的高速传输。
进一步地,多轴复卷机的纠偏控制采用的是逻辑控制,控制器通过输出稳定的电压,令纠偏机构以恒定的速度运行,光电纠偏传感器通过检测卷纸边缘是否挡住光电眼来反馈给控制器一个数字量信号,控制器通过反馈的信号来调节电机的正反转,从而实现卷纸的纠偏控制。
进一步地,一种多轴伺服张力控制装置的控制方法,包括
(1)电磁力矩张力控制算法
以复卷机的张力传感器辊为对象,调节张力的原理为:张力的设定值与张力的实际反馈值进行比较,偏差值经PID控制器调节后作为力矩补偿值,通过调整磁粉制动器的电磁力矩来实现调节张力的作用;
PID控制器采用PID算法:
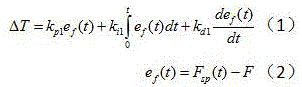
式(1-2)中为张力的设定值,为张力传感器的反馈值,为张力偏差值,为电磁力矩的调节量,,和分别为PID控制器的比例系数,积分系数和微分系数;
(2)多轴复卷机速度控制算法
采用PI控制算法,通过线速度的设定值与编码器反馈的速度实际值进行比较,将速度差值经PI控制器调节后作为电压补偿值,通过调节电机的转速来实现恒定线速度运行的目的, PI控制器采用PI控制算法:
式(3-4)中为电压的补偿值,为速度设定值,为编码器反馈的速度值,为速度偏差值,为PI控制器的比例系数,为PI控制器的积分系数
本发明的有益效果
本发明的有益效果是本发明可以实现张力的自动控制,并且张力的控制效果精度更加提高,同时控制系统的结构和功能更加完善。
附图
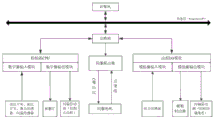
图1为网络拓扑结构;
图2为模块对应的IP地址和槽号表格;
图3为基于力矩的张力控制结构图;
图4为基于速度控制的结构图;
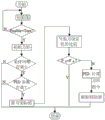
图5为纠偏控制算法的流程图;
图6为开关按钮外部接线图;
图7为控制柜内部接线图;
图8为PLC数字量输入点表格;
图9为PLC数字量输出点表格;
图10为PLC模拟量输入点表格;
图11为PLC模拟量输出点表格;
图12为PLC数字量模块外部接线图;
图13为PLC模拟量模块外部接线图;
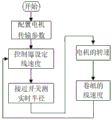
图14为速度控制程序流程图;
图15为张力控制程序流程图;
图16为纠偏控制流程图;
图17为轴径复位程序流程图;
为了进一步说明本发明,下面结合附图及实施例对本发明进行详细地描述,但不能将它们理解为对本发明保护范围的限定。
实施例:
本发明提供一种多轴伺服张力控制装置,包括PLC控制器、伺服驱动器(执行机构)、伺服电机、磁粉制动器/离合器、纠偏机构、减速机、张力传感器、随动辊、张力辊、接近开关和限位开关在一个以太网(EtherNet/IP)下实现精确控制;PLC控制器内部包括控制器CPU、数字量输入模块、数字量输出模块、远程I/O模块、模拟量输入模块、模拟量输出模块;
接近开关、限位开关、激光传感器、纠偏传感器的数字量信号输入到数字量输入模块,张力传感器的模拟量输入信号输送到模拟量输入模块,模拟量输入模块将输入来的信号通过远程I/O模块输送到交换机,控制器CPU通过交换机来读取模拟量输入信号,同时数字量输入模块将现场的数字输入量信号送到控制器CPU;
根据输入的数字量输入信号、模拟量输入信号,控制器CPU运行内部控制程序产生数字量输出信号、模拟量输出信号、伺服驱动输出信号;输出信号是用来控制现场设备的运行,
其中数字量输出信号经过数字量输出模块送到现场的各个硬件设备,硬件设备包括报警灯、纠偏驱动器;模拟量输出信号经过交换机和远程I/O模块送到模拟量输出模块,然后送到现场的各个硬件设备,硬件设备包括磁粉制动器、纠偏驱动器;
伺服驱动器输出信号通过交换机送到伺服电机,控制电机的运行。
设置相应的IP地址和各模块的槽号。通过交换机用网线连接控制器、驱动器和远程I/O模块,实现上位机与下位机信息的高速传输,图1为基于以太网的网络拓扑结构图。
PLC模块、数字量模块、模拟量模块、远程I/O模块和驱动器模块对应的IP地址和槽号如图2所示。
一、控制算法设计
张力控制采用的是闭环控制,通过张力传感器检测卷纸所受的张力,实时的调节放卷部分的电磁力矩,来实现对卷纸恒定张力的控制。在控制力矩的同时,需要保证收卷部分的线速度与放卷部分的线速度一致,否则影响电磁力矩对张力的控制。
(1)电磁力矩张力控制算法
以复卷机的张力传感器辊为研究对象,调节张力的原理为:张力的设定值与张力的实际反馈值进行比较,偏差值经PID控制器调节后作为力矩补偿值,通过调整磁粉制动器的电磁力矩来实现调节张力的作用。控制结构框如图3所示:
PID控制器采用PID算法:
式(1-2)中为张力的设定值,为张力传感器的反馈值,为张力偏差值,为电磁力矩的调节量,,和分别为PID控制器的比例系数,积分系数和微分系数。
(2)多轴复卷机速度控制算法
在复卷机收卷与放卷的过程中,如果收卷部分与放卷部分的线速度不一致,就会产生速度差,影响电磁力矩对张力的控制。本节采用PI控制算法,通过线速度的设定值与编码器反馈的速度实际值进行比较,将速度差值经PI控制器调节后作为电压补偿值,通过调节电机的转速来实现恒定线速度运行的目的,其控制结构框图如图4所示:
PI控制器采用PI控制算法:
式(3-4)中为电压的补偿值,为速度设定值,为编码器反馈的速度值,为速度偏差值,为PI控制器的比例系数,为PI控制器的积分系数。
(3)多轴复卷机的纠偏控制算法
多轴复卷机的纠偏控制采用的是逻辑控制,其控制原理是:控制器通过输出稳定的电压,令纠偏机构以恒定的速度运行,光电纠偏传感器通过检测卷纸边缘是否挡住光电眼来反馈给控制器一个数字量信号,控制器通过反馈的信号来调节电机的正反转,从而实现卷纸的纠偏控制。纠偏控制的流程图如图5所示。
3.硬件设计
(1)张力控制系统电气柜的布局设计
电气柜中安装主要电气元器件,电源部分安装在背板的上测,驱动器及PLC控制器安装在背板中间,接线端子分布在背板下测。
控制柜指示灯包括电源指示灯、运行指示灯。开关按钮包括启动按钮、停止按钮、急停按钮和检测/自动按钮。其外部电路接线图如图6所示。
控制柜内部的电路接线图如图7所示:
(2)PLC电路
可编程逻辑控制器以其可靠性高、功能强大、使用方便等特点在现代工业控制领域得到了广泛的应用。本文设计的多轴复卷机控制系统对控制器的要求主要有:强大的 I/O 处理能力,高速脉冲输出端口,与人机界面信息交互的能力等。
根据以上对控制器要求的分析,本发明选取PLC作为多轴张力控制系统的主控制器。
PLC的数字量输入有11个,分别有2个接近开关、1个自动/检测开关、4个限位开关、1个激光传感器和2个光电纠偏传感器,如图8所示。
数字量输出有一个断纸报警灯,它的作用是当卷纸断裂时,报警灯会闪烁,同时,复卷机的急停按钮会被按下,以防对设备造成影响,具体如图9所示。
模拟量I/O点的端口分布如图10、图11所示,分别有1个张力传感器的输入、2个磁粉制动(离合)器输出和2个纠偏驱动器输出。
PLC数字量外部接线图如图12所示,采用24V直流电源供电,利用其本身集成的EtherNet/IP网络接口经交换机与PC机通信。PLC数字量模块与CPU直接连接,通过右侧扩展插槽接口直接与数字量输入模块1769-IQ16和数字量输出模块1769-OB16连接。
PLC模拟量模块是通过远程I/O模块(Flex I/O)1794-AENT通过右侧的扩展插槽口与模拟量输入1794-IE8、模拟量输出1794-OE4相连接,远程I/O模块与PLC通过网线连接到交换机,从而实现信息的高速传输,模拟量模块的外部接线图如图13所示。
4. 程序
(1)速度控制程序
速度控制部分包括电机参数的配置、卷径的精确计算、角速度的精确控制。速度控制程序流程图如图14所示:
(2)张力控制程序
张力控制程序流程图如图15所示:
(3)纠偏控制部分
通过纠偏控制的内部运行机理分析,通过设定控制器的输出电压,确定纠偏的电机的运行速度,使纠偏电机以一个恒定速度左右纠偏,纠偏灵敏度可以通过旋转纠偏传感器上的灵敏度开关来设置,在各器件标定的基础上编写纠偏控制流程图,如图16所示:
(4)复位控制程序
多轴系统在进入连续运动前,均需要进行复位操作。系统上电复位的目标是辊径的大小恢复到起始位置,这一动作的实现需要借助计米器功能来完成。复位控制程序的流程图如图17所示:
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
Claims (6)
1.一种多轴伺服张力控制装置,其特征在于:包括PLC控制器、伺服驱动器、伺服电机、磁粉制动器/离合器、纠偏机构、减速机、张力传感器、随动辊、张力辊、接近开关和限位开关在一个以太网下实现精确控制;PLC控制器内部包括控制器CPU、数字量输入模块、数字量输出模块、远程I/O模块、模拟量输入模块、模拟量输出模块;
接近开关、限位开关、激光传感器、纠偏传感器的数字量信号输入到数字量输入模块,张力传感器的模拟量输入信号输送到模拟量输入模块,模拟量输入模块将输入来的信号通过远程I/O模块输送到交换机,控制器CPU通过交换机来读取模拟量输入信号,同时数字量输入模块将现场的数字输入量信号送到控制器CPU;
根据输入的数字量输入信号、模拟量输入信号,控制器CPU运行内部控制程序产生数字量输出信号、模拟量输出信号、伺服驱动输出信号;输出信号是用来控制现场设备的运行,
其中数字量输出信号经过数字量输出模块送到现场的各个硬件设备,硬件设备包括报警灯、纠偏驱动器;模拟量输出信号经过交换机和远程I/O模块送到模拟量输出模块,然后送到现场的各个硬件设备,硬件设备包括磁粉制动器、纠偏驱动器;
伺服驱动器输出信号通过交换机送到伺服电机,控制电机的运行。
2.根据权利要求1所述的一种多轴伺服张力控制装置,其特征在于:张力控制采用的是闭环控制,通过张力传感器检测卷纸所受的张力,实时的调节放卷部分的电磁力矩,来实现对卷纸恒定张力的控制,收卷部分的线速度与放卷部分的线速度一致。
3.根据权利要求1所述的一种多轴伺服张力控制装置,其特征在于:PLC的数字量输入有11个,分别有2个接近开关、1个自动/检测开关、4个限位开关、1个激光传感器和2个光电纠偏传感器;
数字量输出有一个断纸报警灯,它的作用是当卷纸断裂时,报警灯会闪烁,同时,复卷机的急停按钮会被按下,以防对设备造成影响;
模拟量I/O点的端口分别有1个张力传感器的输入、2个磁粉制动器输出和2个纠偏驱动器输出。
4.根据权利要求1所述的一种多轴伺服张力控制装置,其特征在于:PLC数字量采用24V直流电源供电,利用其本身集成的EtherNet/IP网络接口经交换机与PC机通信,PLC数字量模块与控制器CPU直接连接,通过右侧扩展插槽接口直接与数字量输入模块1769-IQ16和数字量输出模块1769-OB16连接;
PLC模拟量模块是通过远程I/O模块(Flex I/O)1794-AENT通过右侧的扩展插槽口与模拟量输入1794-IE8、模拟量输出1794-OE4相连接,远程I/O模块与PLC通过网线连接到交换机,从而实现信息的高速传输。
5.根据权利要求1所述的一种多轴伺服张力控制装置,其特征在于:多轴复卷机的纠偏控制采用的是逻辑控制,控制器通过输出稳定的电压,令纠偏机构以恒定的速度运行,光电纠偏传感器通过检测卷纸边缘是否挡住光电眼来反馈给控制器一个数字量信号,控制器通过反馈的信号来调节电机的正反转,从而实现卷纸的纠偏控制。
6.根据权利要求1所述的一种多轴伺服张力控制装置的控制方法,其特征在于:
(1)电磁力矩张力控制算法
以复卷机的张力传感器辊为对象,调节张力的原理为:张力的设定值与张力的实际反馈值进行比较,偏差值经PID控制器调节后作为力矩补偿值,通过调整磁粉制动器的电磁力矩来实现调节张力的作用;
PID控制器采用PID算法:
式(1-2)中为张力的设定值,为张力传感器的反馈值,为张力偏差值,为电磁力矩的调节量,,和分别为PID控制器的比例系数,积分系数和微分系数;
(2)多轴复卷机速度控制算法
采用PI控制算法,通过线速度的设定值与编码器反馈的速度实际值进行比较,将速度差值经PI控制器调节后作为电压补偿值,通过调节电机的转速来实现恒定线速度运行的目的,PI控制器采用PI控制算法:
式(3-4)中为电压的补偿值,为速度设定值,为编码器反馈的速度值,为速度偏差值,为PI控制器的比例系数,为PI控制器的积分系数。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911371801.8A CN110963344A (zh) | 2019-12-27 | 2019-12-27 | 一种多轴伺服张力控制装置及其控制方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911371801.8A CN110963344A (zh) | 2019-12-27 | 2019-12-27 | 一种多轴伺服张力控制装置及其控制方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN110963344A true CN110963344A (zh) | 2020-04-07 |
Family
ID=70036826
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201911371801.8A Pending CN110963344A (zh) | 2019-12-27 | 2019-12-27 | 一种多轴伺服张力控制装置及其控制方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN110963344A (zh) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112193900A (zh) * | 2020-09-23 | 2021-01-08 | 西安航天华阳机电装备有限公司 | 一种伺服驱动张力辊的微张力控制系统及方法 |
| CN112275530A (zh) * | 2020-09-22 | 2021-01-29 | 常熟市三恒建材有限责任公司 | 一种宽幅高分子增效自粘防水卷材及其边部在线涂胶系统 |
| CN113003303A (zh) * | 2021-03-03 | 2021-06-22 | 江苏科技大学 | 一种全海深绞车收放系统缆绳张力的控制方法 |
| CN117622968A (zh) * | 2023-12-12 | 2024-03-01 | 东莞市搏信智能控制技术有限公司 | 一种张力控制器及控制方法 |
-
2019
- 2019-12-27 CN CN201911371801.8A patent/CN110963344A/zh active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112275530A (zh) * | 2020-09-22 | 2021-01-29 | 常熟市三恒建材有限责任公司 | 一种宽幅高分子增效自粘防水卷材及其边部在线涂胶系统 |
| CN112193900A (zh) * | 2020-09-23 | 2021-01-08 | 西安航天华阳机电装备有限公司 | 一种伺服驱动张力辊的微张力控制系统及方法 |
| CN112193900B (zh) * | 2020-09-23 | 2024-03-26 | 西安航天华阳机电装备有限公司 | 一种伺服驱动张力辊的微张力控制系统及方法 |
| CN113003303A (zh) * | 2021-03-03 | 2021-06-22 | 江苏科技大学 | 一种全海深绞车收放系统缆绳张力的控制方法 |
| CN117622968A (zh) * | 2023-12-12 | 2024-03-01 | 东莞市搏信智能控制技术有限公司 | 一种张力控制器及控制方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110963344A (zh) | 一种多轴伺服张力控制装置及其控制方法 | |
| CN101368327B (zh) | 玻纤壁布切边电子纠偏装置 | |
| CN101195454A (zh) | 薄膜生产中薄膜张力控制方法 | |
| CN201280654Y (zh) | 一种玻纤壁布切边电子纠偏装置 | |
| CN106623439B (zh) | 一种锂电池极片生产线的控制系统 | |
| CN204297759U (zh) | 一种卷径自适应收放卷伺服驱动装置 | |
| CN106671174A (zh) | 一种铝箔分切机的自动控制系统 | |
| CN204780243U (zh) | 一种基于plc与工程型变频器的浆纱机张力控制系统 | |
| CN103086178A (zh) | 一种收卷机及控制柔性材料收卷的方法 | |
| EP2717107B1 (en) | Industrial control system with position offsets embedded in remote devices | |
| CN202518883U (zh) | 一种驱动金拉线的控制装置 | |
| CN211521102U (zh) | 一种多轴伺服张力控制装置 | |
| CN109573700B (zh) | 张力控制方法及张力控制系统 | |
| CN206644121U (zh) | 石膏板定长剪切装置 | |
| CN204549586U (zh) | 一种双放卷双张力控制设备 | |
| CN113894164A (zh) | 一种锂电池极片轧机张力控制方法及检测系统 | |
| CN202726012U (zh) | 离心浇铸机管重自动控制装置 | |
| CN101891077A (zh) | 一种卷绕装置的恒张力控制方法 | |
| CN101609339B (zh) | 挤压机速度控制的系统和方法 | |
| CN103086177A (zh) | 一种放卷机及控制柔性材料放卷的方法 | |
| CN100471653C (zh) | 吹塑机 | |
| Wei et al. | Design of Automatic Control System for Constant Tension and Linear Speed of Rewinder Machine. | |
| CN112193900B (zh) | 一种伺服驱动张力辊的微张力控制系统及方法 | |
| JPH07108551A (ja) | カレンダ装置の自動厚み制御装置 | |
| Kang et al. | The design of material winding system based on tension control |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |