CN110899112B - 一种薄片厚度分选装置 - Google Patents
一种薄片厚度分选装置 Download PDFInfo
- Publication number
- CN110899112B CN110899112B CN201911283325.4A CN201911283325A CN110899112B CN 110899112 B CN110899112 B CN 110899112B CN 201911283325 A CN201911283325 A CN 201911283325A CN 110899112 B CN110899112 B CN 110899112B
- Authority
- CN
- China
- Prior art keywords
- air knife
- knife module
- module
- driving unit
- sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07B—SEPARATING SOLIDS FROM SOLIDS BY SIEVING, SCREENING, SIFTING OR BY USING GAS CURRENTS; SEPARATING BY OTHER DRY METHODS APPLICABLE TO BULK MATERIAL, e.g. LOOSE ARTICLES FIT TO BE HANDLED LIKE BULK MATERIAL
- B07B11/00—Arrangement of accessories in apparatus for separating solids from solids using gas currents
- B07B11/06—Feeding or discharging arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07B—SEPARATING SOLIDS FROM SOLIDS BY SIEVING, SCREENING, SIFTING OR BY USING GAS CURRENTS; SEPARATING BY OTHER DRY METHODS APPLICABLE TO BULK MATERIAL, e.g. LOOSE ARTICLES FIT TO BE HANDLED LIKE BULK MATERIAL
- B07B11/00—Arrangement of accessories in apparatus for separating solids from solids using gas currents
- B07B11/02—Arrangement of air or material conditioning accessories
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07B—SEPARATING SOLIDS FROM SOLIDS BY SIEVING, SCREENING, SIFTING OR BY USING GAS CURRENTS; SEPARATING BY OTHER DRY METHODS APPLICABLE TO BULK MATERIAL, e.g. LOOSE ARTICLES FIT TO BE HANDLED LIKE BULK MATERIAL
- B07B11/00—Arrangement of accessories in apparatus for separating solids from solids using gas currents
- B07B11/04—Control arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07B—SEPARATING SOLIDS FROM SOLIDS BY SIEVING, SCREENING, SIFTING OR BY USING GAS CURRENTS; SEPARATING BY OTHER DRY METHODS APPLICABLE TO BULK MATERIAL, e.g. LOOSE ARTICLES FIT TO BE HANDLED LIKE BULK MATERIAL
- B07B4/00—Separating solids from solids by subjecting their mixture to gas currents
- B07B4/02—Separating solids from solids by subjecting their mixture to gas currents while the mixtures fall
- B07B4/025—Separating solids from solids by subjecting their mixture to gas currents while the mixtures fall the material being slingered or fled out horizontally before falling, e.g. by dispersing elements
Landscapes
- Sorting Of Articles (AREA)
Abstract
本发明提供了一种薄片厚度分选装置,以解决现有技术中气刀调试复杂,浪费时间的技术问题,包括传送带、薄片分选组件、薄片收集容器和分选控制系统,传送带水平设置,并沿其传送方向具有一上料端和出料端,传送带用于将待分选的薄片从上料端运输至出料端,并从出料端水平抛出,薄片收集容器包括两个收集腔室,两个收集腔室沿传送方向并列安装于出料端的下方,以用于收集从出料端平抛落下的不同厚度的薄片,薄片分选组件包括气刀模组和气刀模组调整机构,气刀模组安装于薄片收集容器的上方,用于朝呈抛物线轨迹运动的薄片吹气并对不同厚度的薄片进行分选,根据抛物线轨迹控制气刀模组调整机构运作,以调整气刀模组的位置和吹气角度。
Description
技术领域
本发明涉及薄片厚度分选领域,具体涉及一种薄片厚度分选装置。
背景技术
报废汽车保险杠绝大多数为ABS塑料制成,具有较高的回收价值,但保险杠表面都有一层漆膜,如果不加以去除,即使进行材料再生处理,也难以使ABS回收材料性能达到较高的水平。如果能去除材料表面的漆膜,则可以实现材料的高品质回收。厚度分选是除漆过程的关键预备工序,相同厚度的薄片,在除漆时可以达到较高的生产效率与较低的材料损失率,现在一般运用气刀作为薄片分选的动力部件,不同厚度的薄片才能在气刀的气流冲击作用下,会进入不同的收集腔室,这样就能有效的将不同厚度的薄片分选出来,因此气刀所在的位置决定了气流在分选中对待分选薄片的冲击作用是否适当,现有技术中气刀的调整需要具有丰富调试经验的技术人员根据现场情况进行反复调试,调试的时间需要数小时甚至数天的时间才能完成,很浪费时间。
发明内容
本发明提供了一种薄片厚度分选装置,以解决现有技术中气刀调试复杂,浪费时间的技术问题。
本发明解决上述技术问题的方案如下:一种薄片厚度分选装置,包括传送带、薄片分选组件、薄片收集容器和分选控制系统,所述传送带水平设置,并沿其传送方向具有一上料端和出料端,所述传送带用于将待分选的薄片从所述上料端运输至所述出料端,并从所述出料端水平抛出,所述薄片收集容器包括两个收集腔室,两个所述收集腔室沿所述传送方向并列安装于所述出料端的下方,以用于收集从所述出料端平抛落下的不同厚度的所述薄片,所述薄片分选组件包括气刀模组和气刀模组调整机构,所述气刀模组安装于所述薄片收集容器的上方,用于朝呈抛物线轨迹运动的薄片吹气对不同厚度的所述薄片进行分选,所述分选控制系统通过采集传送带的传送速度来确定所述薄片的抛物线轨迹,并根据所述抛物线轨迹控制所述气刀模组调整机构运作,以调整所述气刀模组的位置和吹气角度。
本发明提供的薄片厚度分选装置,由于当传送带的传送速度一定时,不同厚度的薄片均会按照相同的抛物线轨迹运动,因而采用分选控制系统采集传送带的传送速度,就能确定薄片的抛物线轨迹,然后跟据该抛物线轨迹来控制气刀模组调整机构运作,进而调整气刀模组的位置和吹气角度,可以有效减少反复调试的时间,大大增加作业效率。
上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,并可依照说明书的内容予以实施,以下以本发明的较佳实施例并配合附图详细说明如后。本发明的具体实施方式由以下实施例及其附图详细给出。
附图说明
此处所说明的附图用来提供对本发明的进一步理解,构成本申请的一部分,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
图1为本发明实施例一种薄片厚度分选装置的简化结构示意图;
图2为本发明实施例一种薄片厚度分选装置的结构示意图;
图3为本发明实施例一种薄片厚度分选装置中水平位移模组和竖直位移模组的结构示意图;
图4为本发明实施例一种薄片厚度分选装置中气刀模组调整机构的结构示意图;
图5为本发明实施例一种薄片厚度分选装置中气刀模组和竖直位移模组的安装结构示意图;
图6为本发明实施例一种薄片厚度分选装置中分选控制系统的电连接框图。
具体实施方式
以下结合附图对本发明的原理和特征进行描述,所举实例只用于解释本发明,并非用于限定本发明的范围。在下列段落中参照附图以举例方式更具体地描述本发明。根据下面说明和权利要求书,本发明的优点和特征将更清楚。需说明的是,附图均采用非常简化的形式且均使用非精准的比例,仅用以方便、明晰地辅助说明本发明实施例的目的。
如图1和图6所示,本发明提供了一种薄片厚度分选装置,包括传送带1、薄片分选组件2(图1中薄片分选组件2为简化结构)、薄片收集容器3和分选控制系统4。
结合图2所示,其中,所述传送带1水平设置,并沿其传送方向具有一上料端11和出料端12,所述传送带1用于将待分选的薄片从所述上料端11运输至所述出料端12,并从所述出料端12水平抛出,所述薄片收集容器3包括两个收集腔室3a、3b,两个所述收集腔室3a、3b沿所述传送方向并列安装于所述出料端12的下方,以用于收集从所述出料端12平抛落下的不同厚度的所述薄片。
所述薄片分选组件2包括气刀模组21和气刀模组调整机构22,所述气刀模组21安装于所述薄片收集容器3的上方,用于朝呈抛物线轨迹运动的薄片吹气对不同厚度的所述薄片进行分选,所述分选控制系统4通过采集传送带1的传送速度v来确定所述薄片的抛物线轨迹A,并根据所述抛物线轨迹控制所述气刀模组调整机构运作,以调整所述气刀模组的位置和吹气角度。
当传送带1上的薄片从出料端12抛出后,薄片相对出料端12的水平位移s和时间t的关系为s=vt,薄片相对出料端12的竖直位移h和时间t的关系为h=gt2/2(其中g为当地的重力加速度),即:
s=vt
h=gt2/2
因而当传送带1的传送速度v一定时,s和h均只与时间t相关,与薄片的厚度与质量无关,所以薄片的抛物线轨迹A也唯一确定。
具体的,如图6所示,所述分选控制系统4包括测速机构41、轨迹计算机构42和控制器43,所述测速机构41与所述轨迹计算机构42均与所述控制器43电性连接,所述控制器43与所述气刀模组调整机构22电控制连接,其中,所述测速机构41用于测量所述传送带1的传送速度v,在某些实施例中,测量传送带1的传送速度v可以采用皮带驱动轴轴角编码器测量周的转速,通过计算得到皮带的线速度,例如在已知皮带驱动轴的周半径为r,并测得皮带驱动轴的转速为vr,则v=vr*r。在其他实施例中,也可以通过非接触式激光速度测量传感器来直接测量皮带运行的线速度。
如图1所示,所述轨迹计算机构42根据所述传送速度v确定所述薄片的抛物线轨迹A,在某些实施例中,轨迹计算机构42以出料端位置为原点,以传送带传送方向为X轴,以竖直向下为Y轴,则薄片的轨迹满足:

所述控制器43根据所述抛物线轨迹A控制所述气刀模组调整机构22调整所述气刀模组21的位置和吹气角度,在具体实施时,工作人员可以根据实际需求将抛物线轨迹A和气刀模组21的位置和吹气角度的关系预存在控制器43内,例如吹气高度、吹气冲击点与出料端的距离或者吹气方向与抛物线轨迹的角度,当控制器43根据轨迹计算机构42确定的抛物线轨迹A,能够及时控制气刀模组调整机构22调整气刀模组21的位置和吹气角度。
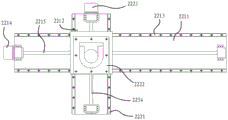
在本实施例,作为一种优选的实施方式,如图2至图4所示,所述气刀模组调整机构22包括水平位移模组221、竖直位移模组222和偏转模组223。
其中,所述水平位移模组221包括固定板2211、第一滑板2212、第一滑轨2213和水平驱动单元,所述固定板2211固定安装于所述薄片收集容器3的上方,所述第一滑轨2213水平安装于所述固定板2211,所述第一滑板2212可活动的安装于所述固定板2211,并可在所述水平驱动单元的驱动下沿所述第一滑轨2213滑动。
所述竖直位移模组222包括第二滑轨2221、第二滑板2222和竖直驱动单元,所述第二滑轨2221竖直安装于所述第一滑板2212,所述第二滑板2222可活动的安装于所述第一滑板2212,并可在所述竖直驱动单元的驱动下沿所述第二滑轨2221滑动。
所述偏转模组223包括转轴2231、连杆2232和偏转驱动单元,所述转轴2231可转动的安装于所述第二滑板2222,所述气刀模组21位于所述第一滑板2212的一侧并与所述转轴2231固定连接,所述偏转驱动单元安装于所述第二滑板2222,所述连杆2232的两端分别连接所述偏转驱动单元的驱动端和所述气刀模组21,以通过所述偏转驱动单元驱动所述气刀模组21偏转。
具体的,水平驱动单元包括第一电机2214和第一丝杆螺母副,所述第一电机2214固定安装于所述固定板2211,所述第一丝杆螺母副的丝杆2215驱动连接于所述第一电机2214的输出轴且水平设置,所述第一丝杆螺母副的螺母(图中未示出)固定连接于所述第一滑板2212远离所述第二滑轨2222的一侧。
当所述第一电机2214的输出轴转动时,第一丝杆螺母副的丝杆2215旋转,第一丝杆螺母副的螺母在丝杆2215上运动,所述第一滑板2212随之在第一滑轨2213上水平滑动,以改变气刀模组21的水平位置。
所述竖直驱动单元包括第二电机2223和第二丝杆螺母副,所述第二电机2223固定安装于所述第一滑板2212,所述第二丝杆螺母副的丝杆2224驱动连接于所述第二电机2223的输出轴且竖直设置,所述第二丝杆螺母副的螺母(图中未示出)固定连接于所述第二滑板2222远离所述气刀模组21的一侧。
当所述第二电机2223的输出轴转动时,第二丝杆螺母副的丝杆2224旋转,第二丝杆螺母副的螺母在丝杆2224上运动,所述第二滑板2222随之在第二滑轨2221上竖直滑动。以改变气刀模组21的竖直高度。
需要说明的是,采用丝杆螺母副只是本发明实施例的一种较佳实施方式,在其他实施方式,也可以采用气缸或者直线电机来达到上述水平或者竖直位移效果,在此不作赘述。
所述偏转驱动单元包括伸缩气缸2233和固定杆2234,所述固定杆2234的一端固定连接于所述第二滑板2222的上端,所述伸缩气缸2233铰接于所述固定杆2234的另一端,所述连杆2232的一端与所述伸缩气缸2233的输出端铰接,另一端与所述气刀模组21固定连接。
当伸缩气缸2233的输出端伸缩时,所述连杆2232摆动,并带动气刀模组21偏转,以改变气刀模组21的吹气角度。
在本实施例中,所述气刀模组21包括组合安装座211、气孔分配座212和气刀213,所述组合安装座211固定安装于所述转轴2231上,所述气孔分配座212安装于所述组合安装座上,所述气刀213安装于所述气孔分配座212上且呈线性阵列设置。
具体的,如图5所示,所述转轴2231通过一滚子轴承2235可转动的安装于所述第二滑板2222上。
其中,为了保证气刀模组21的运动稳定性,水平位移模组221和竖直位移模组222均具有两个,并对称的安装于所述传送带的两侧。
本发明提供的薄片厚度分选装置,由于当传送带的传送速度一定时,不同厚度的薄片均会按照相同的抛物线轨迹运动,因而采用分选控制系统采集传送带的传送速度,就能确定薄片的抛物线轨迹,然后跟据该抛物线轨迹来控制气刀模组调整机构运作,进而调整气刀模组的位置和吹气角度,可以有效减少反复调试的时间,大大增加作业效率。
以上所述,仅为本发明的较佳实施例而已,并非对本发明作任何形式上的限制;凡本行业的普通技术人员均可按说明书附图所示和以上所述而顺畅地实施本发明;但是,凡熟悉本专业的技术人员在不脱离本发明技术方案范围内,利用以上所揭示的技术内容而做出的些许更动、修饰与演变的等同变化,均为本发明的等效实施例;同时,凡依据本发明的实质技术对以上实施例所作的任何等同变化的更动、修饰与演变等,均仍属于本发明的技术方案的保护范围之内。
Claims (6)
1.一种薄片厚度分选装置,其特征在于,包括传送带、薄片分选组件、薄片收集容器和分选控制系统,所述传送带水平设置,并沿其传送方向具有一上料端和出料端,所述传送带用于将待分选的薄片从所述上料端运输至所述出料端,并从所述出料端水平抛出,所述薄片收集容器包括两个收集腔室,两个所述收集腔室沿所述传送方向并列安装于所述出料端的下方,以用于收集从所述出料端平抛落下的不同厚度的所述薄片,所述薄片分选组件包括气刀模组和气刀模组调整机构,所述气刀模组安装于所述薄片收集容器的上方,用于朝呈抛物线轨迹运动的薄片吹气对不同厚度的所述薄片进行分选,所述分选控制系统通过采集传送带的传送速度来确定所述薄片的抛物线轨迹,并根据所述抛物线轨迹控制所述气刀模组调整机构运作,以调整所述气刀模组的位置和吹气角度;
所述气刀模组调整机构包括水平位移模组、竖直位移模组和偏转模组,所述水平位移模组包括固定板、第一滑板、第一滑轨和水平驱动单元,所述竖直位移模组包括第二滑轨、第二滑板和竖直驱动单元,所述偏转模组包括转轴、连杆和偏转驱动单元,所述固定板固定安装于所述薄片收集容器的上方,所述第一滑轨水平安装于所述固定板,所述第一滑板可活动的安装于所述固定板,并可在所述水平驱动单元的驱动下沿所述第一滑轨滑动;所述第二滑轨竖直安装于所述第一滑板,所述第二滑板可活动的安装于所述第一滑板,并可在所述竖直驱动单元的驱动下沿所述第二滑轨滑动;所述转轴可转动的安装于所述第二滑板,所述气刀模组位于所述第一滑板的一侧并与所述转轴固定连接,所述偏转驱动单元安装于所述第二滑板,所述连杆的两端分别连接所述偏转驱动单元的驱动端和所述气刀模组,以通过所述偏转驱动单元驱动所述气刀模组偏转。
2.根据权利要求1所述的薄片厚度分选装置,其特征在于,所述分选控制系统包括测速机构、轨迹计算机构和控制器,所述测速机构与所述轨迹计算机构均与所述控制器电性连接,所述控制器与所述气刀模组调整机构电控制连接,所述测速机构用于测量所述传送带的传送速度,所述轨迹计算机构根据所述传送速度确定所述薄片的抛物线轨迹,所述控制器根据所述抛物线轨迹控制所述气刀模组调整机构调整所述气刀模组的位置和吹气角度。
3.根据权利要求2所述的薄片厚度分选装置,其特征在于,所述水平驱动单元包括第一电机和第一丝杆螺母副,所述第一电机固定安装于所述固定板,所述第一丝杆螺母副的丝杆驱动连接于所述第一电机的输出轴且水平设置,所述第一丝杆螺母副的螺母固定连接于所述第一滑板远离所述第二滑轨的一侧;所述竖直驱动单元包括第二电机和第二丝杆螺母副,所述第二电机固定安装于所述第一滑板,所述第二丝杆螺母副的丝杆驱动连接于所述第二电机的输出轴且竖直设置,所述第二丝杆螺母副的螺母固定连接于所述第二滑板远离所述气刀模组的一侧。
4.根据权利要求3所述的薄片厚度分选装置,其特征在于,所述偏转驱动单元包括伸缩气缸和固定杆,所述固定杆的一端固定连接于所述第二滑板的上端,所述伸缩气缸铰接于所述固定杆的另一端,所述连杆的一端与所述伸缩气缸的输出端铰接,另一端与所述气刀模组固定连接。
5.根据权利要求4所述的薄片厚度分选装置,其特征在于,所述气刀模组包括组合安装座、气孔分配座和气刀,所述组合安装座固定安装于所述转轴上,所述气孔分配座安装于所述组合安装座上,所述气刀安装于所述气孔分配座上且呈线性阵列设置。
6.根据权利要求4所述的薄片厚度分选装置,其特征在于,所述转轴通过一滚子轴承可转动的安装于所述第二滑板上。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911283325.4A CN110899112B (zh) | 2019-12-13 | 2019-12-13 | 一种薄片厚度分选装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911283325.4A CN110899112B (zh) | 2019-12-13 | 2019-12-13 | 一种薄片厚度分选装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN110899112A CN110899112A (zh) | 2020-03-24 |
| CN110899112B true CN110899112B (zh) | 2021-05-18 |
Family
ID=69825395
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201911283325.4A Active CN110899112B (zh) | 2019-12-13 | 2019-12-13 | 一种薄片厚度分选装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN110899112B (zh) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0064123A2 (en) * | 1981-04-23 | 1982-11-10 | DANECO-DANIELI ECOLOGIA Spa | Aeroballistic device for separating the components of pretreated solid urban waste |
| US20110186482A1 (en) * | 2009-12-30 | 2011-08-04 | Orig LLC | Structure and working method for the sorting of waste products |
| CN105268634A (zh) * | 2015-04-16 | 2016-01-27 | 天津美腾科技有限公司 | 一种基于智能阵列式空气喷嘴的矿物智能干选系统 |
| CN108015003A (zh) * | 2017-12-22 | 2018-05-11 | 章卓昕 | 一种自动送料风选设备 |
| CN207929561U (zh) * | 2017-08-25 | 2018-10-02 | 长沙深湘通用机器有限公司 | 多粒级分级机 |
| CN209238427U (zh) * | 2018-11-09 | 2019-08-13 | 义乌市铭耀智能科技有限公司 | 一种建筑垃圾分选系统 |
-
2019
- 2019-12-13 CN CN201911283325.4A patent/CN110899112B/zh active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0064123A2 (en) * | 1981-04-23 | 1982-11-10 | DANECO-DANIELI ECOLOGIA Spa | Aeroballistic device for separating the components of pretreated solid urban waste |
| US20110186482A1 (en) * | 2009-12-30 | 2011-08-04 | Orig LLC | Structure and working method for the sorting of waste products |
| CN105268634A (zh) * | 2015-04-16 | 2016-01-27 | 天津美腾科技有限公司 | 一种基于智能阵列式空气喷嘴的矿物智能干选系统 |
| CN207929561U (zh) * | 2017-08-25 | 2018-10-02 | 长沙深湘通用机器有限公司 | 多粒级分级机 |
| CN108015003A (zh) * | 2017-12-22 | 2018-05-11 | 章卓昕 | 一种自动送料风选设备 |
| CN209238427U (zh) * | 2018-11-09 | 2019-08-13 | 义乌市铭耀智能科技有限公司 | 一种建筑垃圾分选系统 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN110899112A (zh) | 2020-03-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN208978429U (zh) | 一种锯片印刷专用设备 | |
| CN110899112B (zh) | 一种薄片厚度分选装置 | |
| CN110900889B (zh) | 一种用于保险杠薄片材料回收的处理系统 | |
| CN217032376U (zh) | 一种用于快速测试板材厚度的设备 | |
| CN215029396U (zh) | 一种用于pet带胶膜制膜颗粒的粉碎装置 | |
| CN114273234B (zh) | 一种基于plc的单件分离装置 | |
| KR101096015B1 (ko) | 단위길이당 중량을 연속적으로 측정할 수 있는 계중기 | |
| US3661257A (en) | Part classifying device | |
| CN210589614U (zh) | 一种用于模切机上的除静电装置 | |
| CN210709795U (zh) | 一种包装印刷用的模切机 | |
| CN211030282U (zh) | 一种裁切偏移检测及纠偏系统 | |
| CN112793990A (zh) | 一种高速物料集片输送装置及其控制方法 | |
| CN113199811A (zh) | 一种用于纸板容器的生产设备及其操作方法 | |
| CN208016111U (zh) | 用于柔性线路板测试机的对位机构 | |
| CN218361893U (zh) | 一种用于汽车配件铸造的成型机进料机构 | |
| CN112744519A (zh) | 一种用于生产复合绝缘材料输料装置 | |
| CN219057479U (zh) | 一种塑胶粒子加工传输机构 | |
| CN216026335U (zh) | 一种气雾罐重量检测筛选设备 | |
| CN216283369U (zh) | 一种通用工件用的高精度厚度检测设备 | |
| CN221183773U (zh) | 一种物流用货物分拣装置 | |
| CN220288747U (zh) | 一种原料称量装置 | |
| CN220996977U (zh) | 一种用于密封圈包装机的防黏连输送线 | |
| CN210791665U (zh) | 一种废塑料自动分拣装置 | |
| CN219325301U (zh) | 一种挤塑保温板分切下料机构 | |
| CN217574245U (zh) | 一种自动称重送料液压机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |