CN110791875B - 封闭无结网绞编-收网-成型一体化装备 - Google Patents
封闭无结网绞编-收网-成型一体化装备 Download PDFInfo
- Publication number
- CN110791875B CN110791875B CN201911134211.3A CN201911134211A CN110791875B CN 110791875 B CN110791875 B CN 110791875B CN 201911134211 A CN201911134211 A CN 201911134211A CN 110791875 B CN110791875 B CN 110791875B
- Authority
- CN
- China
- Prior art keywords
- driving
- embedded block
- plate
- shaft assembly
- net
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04C—BRAIDING OR MANUFACTURE OF LACE, INCLUDING BOBBIN-NET OR CARBONISED LACE; BRAIDING MACHINES; BRAID; LACE
- D04C3/00—Braiding or lacing machines
Abstract
本发明涉及一种封闭无结网绞编‑收网‑成型一体化装备,由机头部件,机架和收网部件组成;机头部件包括机头固定组件和主传动部件;机头固定组件包括绞编底盘、锭子拆卸安装板、背板、嵌块;主传动部件包括拨盘驱动电机减速器、拨盘主动轴组件、拨盘过渡轴组件、拨盘从动轴组件、长锭子组件、嵌块驱动电机、嵌块主动轴组件、侧边嵌块主动轴组件、嵌块过渡轴组件、嵌块从动轴组件和侧边嵌块从动轴组件;机架包括承力台和绞编环安装架;收网部件包括左墙板、右墙板、罗拉驱动电机减速器和若干罗拉。本发明的一体化装备适合生产小网目多结节(可达400以上)的封闭无结绞编网,且装备安装方便、可靠性高。
Description
技术领域
本发明属于高端纺织装备技术领域,涉及一种封闭无结网绞编-收网-成型一体化的装备。
背景技术
无结网是指两根纱线的股线相互交织成结节的网片,相比于有结网具有结节强度大、美观的优点,因此广泛应用于渔业、体育用品等领域。
在现有的技术中,无结网主要由经编机和编织机生产。但存在以下不足:①经编机编织的无结网结节存在缺陷,远离结节的股线不参与“编结”,因此两根纱线的股线并没有完全交织,所以结节强度低,应用比较狭窄;②普通编织机编织的无结网虽然强度达到要求,但目前无法生产小网目规格的网片,编织的数也比较少,原因如下:普通无结网编织装备采用短锭子,而且绞编底盘为平面式,因此各个锭子出纱点与编织环距离不一,纱线在编织环之前提前交汇,网片目脚增大,另一方面,平面式绞编底盘的拨盘和锭子数量比较少,而且需要4根股线编织成1股纱线,2股纱线编织成结节,也就是说需要8个锭子才能成1个结,限制了网片结节个数和幅宽。
发明内容
本发明要解决的技术问题是:现有技术的绞编装备不能生产小网目多结节封闭无结网。
为了解决上述技术问题,本发明的技术方案是提供了一种封闭无结网绞编-收网-成型一体化装备,其特征在于,包括机头部件、机架及收网部件,机头部件设于机架上,机架包括绞编环,机头部件与绞编环同轴布置,机架下方设有收网部件,由机头部件绞编完成的封闭无编网经机架上的绞编环撑张定型后脱出至收网部件,由收网部件完成对封闭无结绞编网的收网,其中:
机头部件包括环形的绞编底盘、背板、嵌块驱动机构、拨盘驱动机构,n个拨盘设于绞编底盘内表面;绞编底盘内表面有沿轴向及周向分布的与n个拨盘对应的槽型固定锭子轨道,周向及轴向相邻的槽型固定锭子轨道之间分别通过一个嵌块形成交汇;嵌块表面加工有交叉锭子轨道和非交叉锭子轨道;当嵌块处于交叉状态时,周向或轴向相邻的槽型固定锭子轨道之间通过交叉锭子轨道形成交叉;当嵌块处于非交叉状态时,周向或轴向相邻的槽型固定锭子轨道之间在嵌块处互不相交;2n个带锥套的长锭子按照1占1空的方式一一对应地排列在n个拨盘的拨盘槽口内,每个拨盘在固定于绞编底盘外侧环面上的拨盘驱动机构的驱动下拨动长锭子沿槽型固定锭子轨道及嵌块形成的封闭蛇形锭子路径移动,长锭子的出纱口靠近绞编环;将在轴向上位于同一竖直线且互相之间没有拨盘的各个嵌块定义为一列嵌块,共有K列嵌块,K为偶数,并将在周向上位于同一水平面且互相之间没有拨盘的各个嵌块定义为一行嵌块,共有J行,每一行有K个嵌块;第2k-1列顶端的嵌块和第2k列底端的每个嵌块由固定于绞编底盘外侧环面上的各自独立的嵌块驱动机构驱动,使嵌块在非交叉与交叉状态之间切换,1≤k≤K/2;J行嵌块每行分别由K/4个周向均布的嵌块驱动机构共同控制,J行嵌块的行与行之间没有连接关系,每一行嵌块上的所有嵌块同步变化。
优选地,所述拨盘驱动机构包括设于所述绞背板外侧环面上的两行拨盘驱动电机减速器、所述绞编底盘外侧环面上的拨盘主动轴组件、拨盘过渡轴组件及拨盘从动轴组件;每行拨盘驱动电机减速器的所有拨盘驱动电机减速器沿周向均布,每个拨盘驱动电机减速器与一个拨盘主动轴组件相联结;拨盘主动轴组件包括套设有拨盘轴承一的拨盘主动轴、拨盘轴向串联齿轮一和拨盘侧边周向齿轮一,拨盘主动轴通过主轴联轴器与拨盘驱动电机减速器连接,拨盘主动轴带动位置相对应的拨盘转动的同时带动拨盘轴向串联齿轮一和拨盘侧边周向齿轮一同步转动;所述绞编底盘上、下分别设有两行拨盘过渡轴组件;拨盘过渡轴组件包括套设有拨盘轴承二的拨盘过渡轴、拨盘轴向串联齿轮二和拨盘侧边周向齿轮二,周向上相邻的拨盘过渡轴组件的拨盘侧边周向齿轮二与拨盘主动轴组件的拨盘侧边周向齿轮一相啮合,使得拨盘过渡轴与相邻的拨盘主动轴同步转动,从而带动与拨盘过渡轴位置相应的拨盘及拨盘轴向串联齿轮二转动;周向上相邻的两个拨盘过渡轴组件的拨盘侧边周向齿轮二相啮合,使得相邻的两个拨盘过渡轴同步转动,从而带动与两个拨盘过渡轴位置相应的拨盘及拨盘轴向串联齿轮二转动;拨盘主动轴组件及拨盘过渡轴组件带动与其轴向上相邻的拨盘从动轴组件转动;拨盘从动轴组件包括套设有拨盘轴承三的拨盘从动轴和拨盘轴向串联齿轮三,拨盘从动轴组件的拨盘轴向串联齿轮三与轴向上相邻的拨盘主动轴组件的拨盘轴向串联齿轮一或拨盘过渡轴组件的拨盘轴向串联齿轮二相啮合,使得拨盘从动轴与相邻的拨盘主动轴或相邻的拨盘过渡轴同步转动,从而带动与拨盘从动轴位置相应的拨盘及拨盘轴向串联齿轮三转动;轴向上相邻的两个拨盘从动轴组件的拨盘轴向串联齿轮三相啮合,使得两个相邻的拨盘从动轴同步转动,从而带动与两个拨盘从动轴位置相应的拨盘及拨盘轴向串联齿轮二转动。
优选地,所述嵌块驱动机构包括设于所述背板外侧环面上的嵌块驱动电机、所述绞编底盘外侧环面上的嵌块主动轴组件、嵌块过渡轴组件、嵌块从动轴组件、侧边嵌块主动轴组件和侧边嵌块从动轴组件;每个嵌块驱动电机与一个嵌块主动轴组件或侧边嵌块主动轴组件相联结,将在周向上位于同一轴向位置的一圈各个嵌块定义为一行嵌块,每行嵌块所在背板外侧周向均布M个嵌块驱动电机,每两个周向相邻嵌块的中心位置安装一个嵌块过渡轴组件,将四个嵌块从动轴组件、三个嵌块过渡轴组件、一个嵌块主动轴组件和驱动此嵌块主动轴组件的嵌块驱动电机定义为一个嵌块驱动单元,则每行嵌块由M个嵌块驱动单元驱动,这些嵌块驱动单元互相在周向方向上首尾相接,将一个侧边嵌块从动轴组件、一个侧边嵌块主动轴组件和驱动此侧边嵌块主动轴组件的嵌块驱动电机定义为一个侧边嵌块驱动单元,分布于轴向上最上一行的相邻拨盘之间和最下一行的相邻拨盘之间;所述嵌块主动轴组件包括套设有嵌块轴承一的嵌块主动轴和嵌块周向齿轮一,嵌块主动轴组件通过嵌块联轴器与嵌块驱动电机连接,嵌块主动轴带动嵌块周向齿轮同步转动;所述嵌块从动轴组件包括套设有嵌块轴承二的嵌块从动轴和嵌块周向齿轮二,嵌块从动轴组件安装在嵌块主动轴组件周向相邻位置,嵌块从动轴组件的嵌块周向齿轮二与嵌块主动轴组件的嵌块周向齿轮一啮合,使得嵌块从动轴与相邻的嵌块主动轴同步转动,从而带动与嵌块从动轴位置相应的嵌块转动;所述嵌块过渡轴组件包括套设有嵌块轴承三的嵌块过渡轴和嵌块周向齿轮三,嵌块过渡轴组件安装在嵌块从动轴组件周向相邻位置,嵌块过渡轴组件的嵌块周向齿轮三与嵌块从动轴组件的嵌块周向齿轮二啮合,使得嵌块过渡轴与相邻的嵌块从动轴同步转动;所述侧边嵌块主动轴组件包括套设有嵌块轴承四的侧边嵌块主动轴和嵌块轴向齿轮一,侧边嵌块主动轴组件通过嵌块联轴器与嵌块驱动电机连接,侧边嵌块主动轴带动嵌块轴向齿轮同步转动;所述侧边嵌块从动轴组件包括套设有嵌块轴承五的侧边嵌块从动轴和嵌块轴向齿轮二,侧边嵌块从动轴组件安装在侧边嵌块主动轴组件轴向相邻位置,侧边嵌块从动轴组件的嵌块轴向齿轮二与侧边嵌块主动轴组件的嵌块轴向齿轮一啮合,使得侧边嵌块从动轴与相邻的侧边嵌块主动轴同步转动,从而带动与侧边嵌块从动轴位置相应的嵌块转动。
优选地,所述机架包括承力台和绞编环安装架,承力台安装在地基上,绞编环安装架固结在承力台上,所述绞编环安装在绞编环安装架上。
优选地,所述收网部件包括平行布置的L型左墙板及L型右墙板,左墙板及右墙板安装在地基上;左墙板及右墙板水平段的一端之间设有由罗拉驱动电机减速器一驱动转动的主卷网罗拉、与主卷网压紧罗拉相配合的主卷网压紧罗拉及卷网换向罗拉,左墙板及右墙板水平段的另一端之间设有送网换向罗拉;左墙板及右墙板的竖直段之间设有由罗拉驱动电机减速器二驱动转动的主送网罗拉及与主送网罗拉相配合的主送网压紧罗拉;从所述绞编环脱出的封闭无结绞编网经由主卷网罗拉及主卷网罗拉被送至送网换向罗拉,再由送网换向罗拉被送至主送网罗拉,由主送网罗拉实现出料。
本发明提供了一种由长锥形锭子组成的可生产小网目多结节(可达400以上)的封闭无结网绞编-收网-成型一体化装备,其具有如下有益效果:
(1)本发明的封闭无结网绞编-收网-成型一体化装备,长锭子组件交错运动过程中,大部分纱线交错点由锭子锥套保护,使纱线接触时间、摩擦磨损小,且2根股线绞编成1根纱线,4根股线绞编成结节,网片强度高,质量好;
(2)本发明的封闭无结网绞编-收网-成型一体化装备,绞编底盘为圆筒状,充分利用轴向尺寸扩大拨盘数量,占地面积小,可绞编的无结网结节多、目脚小、幅宽大。
附图说明
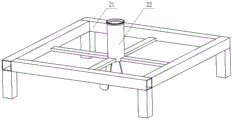
图1为装备总轴测图;
图2为机头部件轴测图;
图3为机头固定组件轴测图;
图4为主传动部件局部视图;
图5为嵌块驱动单元及侧边嵌块驱动单元局部视图;图6为机架轴测图;
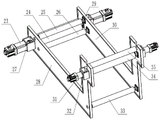
图7为收网部件轴测图;
图8为封闭无结网绞编过程示意图;
其中,1-机头部件,2-机架,3-收网部件,4-机头固定组件,5-主传动部件,6-绞编底盘,7-锭子拆卸安装板,8-背板,9-嵌块,10-拨盘驱动电机减速器,11-嵌块驱动电机,12-拨盘主动轴组件,13-拨盘过渡轴组件,14-嵌块主动轴组件,15-嵌块从动轴组件,16-侧边嵌块从动轴组件,17-侧边嵌块主动轴组件,18-嵌块过渡轴组件,19-长锭子组件,20-拨盘从动轴组件,21-承力台,22-绞编环安装架,23-主卷网罗拉驱动电机减速器,24-主卷网罗拉,25-主卷网压紧罗拉,26-卷网换向罗拉,27-主卷网联轴器,28-左墙板,29-罗拉轴承座组件,30-右墙板,31-主送网罗拉驱动电机减速器,32-主送网联轴器,33-送网换向罗拉,34-主送网罗拉,35-主送网压紧罗拉。
具体实施方式
下面结合具体实施例,进一步阐述本发明。应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。此外应理解,在阅读了本发明讲授的内容之后,本领域技术人员可以对本发明作各种改动或修改,这些等价形式同样落于本申请所附权利要求书所限定的范围。
本发明的封闭无结网绞编-收网-成型一体化装备,如附图所示,由机头部件1、机架2、收网部件3组成。机架2和收网部件3安装在地基上,两者之间没有机械连接,机头部件1放置在机架2上方。
机头部件1包括机头固定组件4和主传动部件5。
机头固定组件4包括绞编底盘6、锭子拆卸安装板7、背板8、嵌块9。绞编底盘6内环面设有若干拨盘和与之对应的槽型固定锭子轨道绞。锭子拆卸安装板7固定在槽型固定锭子轨道的边缘上。绞编底盘6外侧环向为凹形腔,背板8固定在外环面上,可将凹形腔封闭。绞编底盘6上的槽型固定锭子轨道交汇处加工与嵌块9直径相等的孔。嵌块9表面加工非交叉锭子轨道,根据工艺要求排布好后,固结在绞编底盘6的孔内形成固定的轨道。
主传动部件5包括拨盘驱动电机减速器10、拨盘主动轴组件12、拨盘过渡轴组件13、拨盘从动轴组件20、长锭子组件19、嵌块驱动电机11、嵌块主动轴组件14、侧边嵌块主动轴组件17、嵌块过渡轴组件18、嵌块从动轴组件15和侧边嵌块从动轴组件16。带锥套的长锭子组件19按照1占1空的方式一一对应地排列在每个拨盘的拨盘槽口内。每个拨盘在固定于绞编底盘6外侧环面上的拨盘驱动机构的驱动下拨动长锭子沿槽型固定锭子轨道及嵌块9形成的封闭蛇形锭子路径移动,长锭子组件19的出纱口靠近绞编环。
拨盘驱动机构包括安装在背板8的外环面上的两行拨盘驱动电机减速器10,上下两行周向均布,共计16组。每行拨盘驱动电机减速器10的所有拨盘驱动电机减速器10沿周向均布,每个拨盘驱动电机减速器10与一个拨盘主动轴组件12相联结。拨盘主动轴组件12包括套设有拨盘轴承一的拨盘主动轴、拨盘轴向串联齿轮一和拨盘侧边周向齿轮一。拨盘主动轴通过主轴联轴器与拨盘驱动电机减速器10连接,拨盘主动轴带动位置相对应的拨盘转动的同时带动拨盘轴向串联齿轮一和拨盘侧边周向齿轮一同步转动。拨盘过渡轴组件12安装在最上一行和最下一行,与拨盘主动轴组件12相互啮合成2行闭合齿轮传动链。拨盘过渡轴组件包括套设有拨盘轴承二的拨盘过渡轴、拨盘轴向串联齿轮二和拨盘侧边周向齿轮二,共计184个。周向上相邻的拨盘过渡轴组件13的拨盘侧边周向齿轮二与拨盘主动轴组件12的拨盘侧边周向齿轮一相啮合,使得拨盘过渡轴与相邻的拨盘主动轴同步转动,从而带动与拨盘过渡轴位置相应的拨盘及拨盘轴向串联齿轮二转动。周向上相邻的两个拨盘过渡轴组件13的拨盘侧边周向齿轮二相啮合,使得相邻的两个拨盘过渡轴同步转动,从而带动与两个拨盘过渡轴位置相应的拨盘及拨盘轴向串联齿轮二转动。拨盘主动轴组件12及拨盘过渡轴组件13带动与其轴向上相邻的拨盘从动轴组件20转动。拨盘从动轴组件20安装在最上一行和最下一行之间。拨盘从动轴组件20包括套设有拨盘轴承三的拨盘从动轴和拨盘轴向串联齿轮三,共计600个。拨盘从动轴组件20的拨盘轴向串联齿轮三与轴向上相邻的拨盘主动轴组件12的拨盘轴向串联齿轮一或拨盘过渡轴组件的拨盘轴向串联齿轮二相啮合,使得拨盘从动轴与相邻的拨盘主动轴或相邻的拨盘过渡轴同步转动,从而带动与拨盘从动轴位置相应的拨盘及拨盘轴向串联齿轮三转动.轴向上相邻的两个拨盘从动轴组件20的拨盘轴向串联齿轮三相啮合,使得两个相邻的拨盘从动轴同步转动,从而带动与两个拨盘从动轴位置相应的拨盘及拨盘轴向串联齿轮二转动。拨盘主动轴组件12、拨盘过渡轴组件13和拨盘从动轴组件20安装在绞编底盘6加工的径向孔内,可绕该径向孔转动。每列拨盘轴向串联齿轮均相互啮合,组成100列开式齿轮传动链。
将在轴向上位于同一竖直线且互相之间没有拨盘的各个嵌块定义为一列嵌块,共有K列嵌块,K为偶数,并将在周向上位于同一水平面且互相之间没有拨盘的各个嵌块定义为一行嵌块,共有J行,每一行有K个嵌块;第2k-1列顶端的嵌块和第2k列底端的每个嵌块由固定于绞编底盘外侧环面上的各自独立的嵌块驱动机构驱动,使嵌块在非交叉与交叉状态之间切换,1≤k≤K/2;J行嵌块每行分别由K/4个周向均布的嵌块驱动机构共同控制,行与行之间没有连接关系,每一行上的所有嵌块同步变化。即在本发明中,并不是所有嵌块的状态是会发生变化的,某些嵌块是固定在绞编底盘上不动的,其上只加工非交叉锭子轨道,相当于把一部分轨道的形状定好。而会发生状态变化的嵌块都是与下文所论及的嵌块从动轴、侧边嵌块从动轴一体的,其上有交叉锭子轨道和非交叉锭子轨道。
嵌块驱动机构包括安装在背板8外侧环面上的嵌块驱动电机11、安装在绞编底盘6外侧环面上的嵌块主动轴组件14、嵌块过渡轴组件18、嵌块从动轴组件15、侧边嵌块主动轴组件17和侧边嵌块从动轴组件16;每个嵌块驱动电机11与一个嵌块主动轴组件14或侧边嵌块主动轴组件17相联结,将在周向上位于同一轴向位置的一圈各个嵌块定义为一行嵌块,共7行,每行嵌块所在背板8外侧周向均布25个嵌块驱动电机11,每两个相邻嵌块的中心位置安装一个嵌块过渡轴组件18,将四个嵌块从动轴组件15、三个嵌块过渡轴组件18、一个嵌块主动轴组件14和驱动此组件的嵌块驱动电机11定义为一个嵌块驱动单元,则每行嵌块由25个嵌块驱动单元组成,这些单元互相在周向方向上首尾相接,将一个侧边嵌块从动轴组件16、一个侧边嵌块主动轴组件17和驱动此组件的嵌块驱动电机11定义为一个侧边嵌块驱动单元,分布于上下两行相邻拨盘之间,共100个;嵌块主动轴组件14包括套设有嵌块轴承一的嵌块主动轴和嵌块周向齿轮一,嵌块主动轴组件14通过嵌块联轴器与嵌块驱动电机11连接,嵌块主动轴带动嵌块周向齿轮同步转动;嵌块从动轴组件15包括套设有嵌块轴承二的嵌块从动轴和嵌块周向齿轮二,嵌块从动轴组件15安装在嵌块主动轴组件14周向相邻位置,嵌块从动轴组件15的嵌块周向齿轮二与嵌块主动轴组件14的嵌块周向齿轮一啮合,使得嵌块从动轴与相邻的嵌块主动轴同步转动,从而带动与嵌块从动轴位置相应的嵌块转动;嵌块过渡轴组件18包括套设有嵌块轴承三的嵌块过渡轴和嵌块周向齿轮三,嵌块过渡轴组件18安装在嵌块从动轴组件15周向相邻位置,嵌块过渡轴组件18的嵌块周向齿轮三与嵌块从动轴组件15的嵌块周向齿轮二啮合,使得嵌块过渡轴与相邻的嵌块从动轴同步转动;侧边嵌块主动轴组件17包括套设有嵌块轴承四的侧边嵌块主动轴和嵌块轴向齿轮一,侧边嵌块主动轴组件17通过嵌块联轴器与嵌块驱动电机11连接,侧边嵌块主动轴带动嵌块轴向齿轮同步转动;侧边嵌块从动轴组件16包括套设有嵌块轴承五的侧边嵌块从动轴和嵌块轴向齿轮二,侧边嵌块从动轴组件16安装在侧边嵌块主动轴组件17轴向相邻位置,侧边嵌块从动轴组件16的嵌块轴向齿轮二与侧边嵌块主动轴组件17的嵌块轴向齿轮一啮合,使得侧边嵌块从动轴与相邻的侧边嵌块主动轴同步转动,从而带动与侧边嵌块从动轴位置相应的嵌块转动。嵌块主动轴组件14、嵌块过渡轴组件18、嵌块从动轴组件16、侧边嵌块主动轴组件17和侧边嵌块从动轴组件16安装在绞编底盘6加工的径向孔内,可绕该径向孔转动。
主传动的动力传递分为拨盘动力和嵌块动力,拨盘动力顺序有4种,分别为:①拨盘驱动电机减速器10-主轴联轴器-拨盘主动轴组件12-长锭子组件19;②拨盘驱动电机减速器10-主轴联轴器-拨盘主动轴组件12-拨盘过渡轴组件13-长锭子组件19;③拨盘驱动电机减速器10-主轴联轴器-拨盘主动轴组件12-拨盘从动轴组件20-长锭子组件19;④拨盘驱动电机减速器10-主轴联轴器-拨盘主动轴组件12-拨盘过渡轴组件13-拨盘从动轴组件20-长锭子组件19。嵌块动力顺序有3种,分别为:①嵌块驱动电机11-嵌块联轴器-嵌块主动轴组件14-嵌块从动轴组件15;②嵌块驱动电机11-嵌块联轴器-嵌块主动轴组件14-嵌块从动轴组件15-嵌块过渡轴组件18-嵌块从动轴组件15;③嵌块驱动电机11-嵌块联轴器-侧边嵌块主动轴组件17-侧边嵌块从动轴组件16。
机架2包括承力台21和绞编环安装架22,承力台21安装在地基上,绞编环安装架22固结在承力台21上,机架2上方放置机头部件1,机头轴线与绞编环轴线共线。
收网部件包括左墙板28、右墙板30、罗拉驱动电机减速器(23和31)和若干罗拉(24、25、26、33、34和35);左墙板28和右墙板30安装在地基上,平行布置;主卷网罗拉驱动电机减速器23和主送网罗拉驱动电机减速器31安装在左右墙板外侧,各2个,共计4个;主卷网罗拉24、主卷网压紧罗拉25、卷网换向罗拉26、送网换向罗拉33、主送网罗拉34和主送网压紧罗拉35通过罗拉轴承座组件29安装在墙板之间,主卷网罗拉24两端通过主卷网联轴器27与主卷网罗拉驱动电机减速器23连接,主送网罗拉34两端通过主送网联轴器32与主送网罗拉驱动电机减速器31连接;所有罗拉表面包上橡胶皮,增大与无结网的摩擦力,便于收网。
下面结合具体案例介绍如何采用本发明的封闭无结网绞编-收网-成型一体化装备绞编小网目多结节的封闭无结网。
采用本发明绞编结节400,目脚10mm的封闭无结网,绞编底盘6上布置周向100列、轴向8行,共计800个拨盘,700个嵌块9,175个嵌块主动轴组件14,100个侧边嵌块主动轴组件17,525个嵌块过渡轴组件18,700个嵌块从动轴组件15,100个侧边嵌块从动轴组件16,1600个长锭子组件19,锭子按照“1占1空”排列在拨盘槽口内。为了说明锭子的运动规律,将这些拨盘命名为Ai,i代表拨盘编号顺序,Ai呈蛇形布置;将参与运动的嵌块命名为Bj,j代表嵌块编号顺序,Bj呈蛇形布置;定义Bj=1为“编结状态”,表示相邻两拨盘的锭子开始交换,处于绞编结节状态,Bj=0为“编线状态”,表示相邻两拨盘的锭子不交换,处于绞编目脚状态。
封闭无结网具体绞编步骤如下:
(1)所有嵌块驱动电机11停机,Bj=0,处于“编线状态”,编线长度10mm,主卷网电机23以n1转速收网;
(2)拨盘驱动电机减速器10和收网部件3同时停机,嵌块驱动电机11旋转90度,使得
(3)所有嵌块驱动电机11停机,拨盘驱动电机减速器10和收网部件3同时开机,Bj处于“编结状态”,A1和A2的锭子交换,A3和A4的锭子交换,……,A799和A800交换;
(4)拨盘驱动电机减速器10和收网部件3同时停机,旋转嵌块驱动电机11,90度,使得Bj=0;
(5)所有嵌块驱动电,11停机,Bj=0,处于“编线状态”,主卷网电机23以n1转速收网;
(6)拨盘驱动电机减速器10和收网部件3同时停机,嵌块驱动电机11旋转90度,使得
(7)所有嵌块驱动电机11停机,拨盘驱动电机减速器10和收网部件3同时开机,Bj处于“编结状态”,A2和A3的锭子交换,A4和A5的锭子交换,……,A800和A1的锭子交换;
(8)拨盘驱动电机减速器10和收网部件3同时停机,旋转嵌块驱动电机11,90度,使得Bj=0;
(9)一直重复步骤(1)至步骤(8),使得纱线在“编线”—“编结”—“编线”间切换状态。
Claims (5)
1.一种封闭无结网绞编-收网-成型一体化装备,其特征在于,包括机头部件、机架及收网部件,机头部件设于机架上,机架包括绞编环,机头部件与绞编环同轴布置,机架下方设有收网部件,由机头部件绞编完成的封闭无结网经机架上的绞编环撑张定型后脱出至收网部件,由收网部件完成对封闭无结网的收网,其中:
机头部件包括环形的绞编底盘、背板、嵌块驱动机构、拨盘驱动机构,n个拨盘设于绞编底盘内表面;绞编底盘内表面有沿轴向及周向分布的与n个拨盘对应的槽型固定锭子轨道,周向及轴向相邻的槽型固定锭子轨道之间分别通过一个嵌块形成交汇;嵌块表面加工有交叉锭子轨道和非交叉锭子轨道;当嵌块处于交叉状态时,周向或轴向相邻的槽型固定锭子轨道之间通过交叉锭子轨道形成交叉;当嵌块处于非交叉状态时,周向或轴向相邻的槽型固定锭子轨道之间在嵌块处互不相交;2n个带锥套的长锭子按照1占1空的方式一一对应地排列在n个拨盘的拨盘槽口内,每个拨盘在固定于绞编底盘外侧环面上的拨盘驱动机构的驱动下拨动长锭子沿槽型固定锭子轨道及嵌块形成的封闭蛇形锭子路径移动,长锭子的出纱口靠近绞编环;将在轴向上位于同一竖直线且互相之间没有拨盘的各个嵌块定义为一列嵌块,共有K列嵌块,K为偶数,并将在周向上位于同一水平面且互相之间没有拨盘的各个嵌块定义为一行嵌块,共有J行,每一行有K个嵌块;第2k-1列顶端的嵌块和第2k列底端的每个嵌块由固定于绞编底盘外侧环面上的各自独立的嵌块驱动机构驱动,使嵌块在非交叉与交叉状态之间切换,1≤k≤K/2;J行嵌块每行分别由K/4个周向均布的嵌块驱动机构共同控制,J行嵌块的行与行之间没有连接关系,每一行嵌块上的所有嵌块同步变化。
2.如权利要求1所述的一种封闭无结网绞编-收网-成型一体化装备,其特征在于,所述拨盘驱动机构包括设于所述背板外侧环面上的两行拨盘驱动电机减速器、所述绞编底盘外侧环面上的拨盘主动轴组件、拨盘过渡轴组件及拨盘从动轴组件;每行拨盘驱动电机减速器的所有拨盘驱动电机减速器沿周向均布,每个拨盘驱动电机减速器与一个拨盘主动轴组件相联结;拨盘主动轴组件包括套设有拨盘轴承一的拨盘主动轴、拨盘轴向串联齿轮一和拨盘侧边周向齿轮一,拨盘主动轴通过主轴联轴器与拨盘驱动电机减速器连接,拨盘主动轴带动位置相对应的拨盘转动的同时带动拨盘轴向串联齿轮一和拨盘侧边周向齿轮一同步转动;所述绞编底盘上、下分别设有两行拨盘过渡轴组件;拨盘过渡轴组件包括套设有拨盘轴承二的拨盘过渡轴、拨盘轴向串联齿轮二和拨盘侧边周向齿轮二,周向上相邻的拨盘过渡轴组件的拨盘侧边周向齿轮二与拨盘主动轴组件的拨盘侧边周向齿轮一相啮合,使得拨盘过渡轴与相邻的拨盘主动轴同步转动,从而带动与拨盘过渡轴位置相应的拨盘及拨盘轴向串联齿轮二转动;周向上相邻的两个拨盘过渡轴组件的拨盘侧边周向齿轮二相啮合,使得相邻的两个拨盘过渡轴同步转动,从而带动与两个拨盘过渡轴位置相应的拨盘及拨盘轴向串联齿轮二转动;拨盘主动轴组件及拨盘过渡轴组件带动与其轴向上相邻的拨盘从动轴组件转动;拨盘从动轴组件包括套设有拨盘轴承三的拨盘从动轴和拨盘轴向串联齿轮三,拨盘从动轴组件的拨盘轴向串联齿轮三与轴向上相邻的拨盘主动轴组件的拨盘轴向串联齿轮一或拨盘过渡轴组件的拨盘轴向串联齿轮二相啮合,使得拨盘从动轴与相邻的拨盘主动轴或相邻的拨盘过渡轴同步转动,从而带动与拨盘从动轴位置相应的拨盘及拨盘轴向串联齿轮三转动;轴向上相邻的两个拨盘从动轴组件的拨盘轴向串联齿轮三相啮合,使得两个相邻的拨盘从动轴同步转动,从而带动与两个拨盘从动轴位置相应的拨盘及拨盘轴向串联齿轮三转动。
3.如权利要求1所述的一种封闭无结网绞编-收网-成型一体化装备,其特征在于,所述嵌块驱动机构包括设于所述背板外侧环面上的嵌块驱动电机、所述绞编底盘外侧环面上的嵌块主动轴组件、嵌块过渡轴组件、嵌块从动轴组件、侧边嵌块主动轴组件和侧边嵌块从动轴组件;每个嵌块驱动电机与一个嵌块主动轴组件或侧边嵌块主动轴组件相联结,将在周向上位于同一轴向位置的一圈各个嵌块定义为一行嵌块,每行嵌块所在背板外侧周向均布M个嵌块驱动电机,每两个相邻嵌块的中心位置安装一个嵌块过渡轴组件,将四个嵌块从动轴组件、三个嵌块过渡轴组件、一个嵌块主动轴组件和驱动此嵌块主动轴组件的嵌块驱动电机定义为一个嵌块驱动单元,则每行嵌块由M个嵌块驱动单元驱动,这些嵌块驱动单元互相在周向方向上首尾相接,将一个侧边嵌块从动轴组件、一个侧边嵌块主动轴组件和驱动此侧边嵌块主动轴组件的嵌块驱动电机定义为一个侧边嵌块驱动单元,分布于轴向上最上一行的相邻拨盘之间和最下一行的相邻拨盘之间;所述嵌块主动轴组件包括套设有嵌块轴承一的嵌块主动轴和嵌块周向齿轮一,嵌块主动轴组件通过嵌块联轴器与嵌块驱动电机连接,嵌块主动轴带动嵌块周向齿轮一同步转动;所述嵌块从动轴组件包括套设有嵌块轴承二的嵌块从动轴和嵌块周向齿轮二,嵌块从动轴组件安装在嵌块主动轴组件周向相邻位置,嵌块从动轴组件的嵌块周向齿轮二与嵌块主动轴组件的嵌块周向齿轮一啮合,使得嵌块从动轴与相邻的嵌块主动轴同步转动,从而带动与嵌块从动轴位置相应的嵌块转动;所述嵌块过渡轴组件包括套设有嵌块轴承三的嵌块过渡轴和嵌块周向齿轮三,嵌块过渡轴组件安装在嵌块从动轴组件周向相邻位置,嵌块过渡轴组件的嵌块周向齿轮三与嵌块从动轴组件的嵌块周向齿轮二啮合,使得嵌块过渡轴与相邻的嵌块从动轴同步转动;所述侧边嵌块主动轴组件包括套设有嵌块轴承四的侧边嵌块主动轴和嵌块轴向齿轮一,侧边嵌块主动轴组件通过嵌块联轴器与嵌块驱动电机连接,侧边嵌块主动轴带动嵌块轴向齿轮一同步转动;所述侧边嵌块从动轴组件包括套设有嵌块轴承五的侧边嵌块从动轴和嵌块轴向齿轮二,侧边嵌块从动轴组件安装在侧边嵌块主动轴组件轴向相邻位置,侧边嵌块从动轴组件的嵌块轴向齿轮二与侧边嵌块主动轴组件的嵌块轴向齿轮一啮合,使得侧边嵌块从动轴与相邻的侧边嵌块主动轴同步转动,从而带动与侧边嵌块从动轴位置相应的嵌块转动。
4.如权利要求1所述的一种封闭无结网绞编-收网-成型一体化装备,其特征在于,所述机架包括承力台和绞编环安装架,承力台安装在地基上,绞编环安装架固结在承力台上,所述绞编环安装在绞编环安装架上。
5.如权利要求4所述的一种封闭无结网绞编-收网-成型一体化装备,其特征在于,所述收网部件包括平行布置的L型左墙板及L型右墙板,左墙板及右墙板安装在地基上;左墙板及右墙板水平段的一端之间设有由罗拉驱动电机减速器一驱动转动的主卷网罗拉、与主卷网罗拉相配合的主卷网压紧罗拉及卷网换向罗拉,左墙板及右墙板水平段的另一端之间设有送网换向罗拉;左墙板及右墙板的竖直段之间设有由罗拉驱动电机减速器二驱动转动的主送网罗拉及与主送网罗拉相配合的主送网压紧罗拉;从所述绞编环脱出的封闭无结网经由主卷网罗拉及主卷网压紧罗拉被送至送网换向罗拉,再由送网换向罗拉被送至主送网罗拉,由主送网罗拉实现出料。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911134211.3A CN110791875B (zh) | 2019-11-19 | 2019-11-19 | 封闭无结网绞编-收网-成型一体化装备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911134211.3A CN110791875B (zh) | 2019-11-19 | 2019-11-19 | 封闭无结网绞编-收网-成型一体化装备 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN110791875A CN110791875A (zh) | 2020-02-14 |
| CN110791875B true CN110791875B (zh) | 2020-12-08 |
Family
ID=69445445
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201911134211.3A Active CN110791875B (zh) | 2019-11-19 | 2019-11-19 | 封闭无结网绞编-收网-成型一体化装备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN110791875B (zh) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114855357B (zh) * | 2022-05-07 | 2023-06-20 | 南京航空航天大学 | 一种旋转三维编织机的底盘传动设备 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013058889A2 (en) * | 2011-10-17 | 2013-04-25 | Sequent Medical Inc. | Braiding mechanism and methods of use |
| CN106567186B (zh) * | 2016-10-08 | 2018-10-23 | 东华大学 | 内环卧式立体编织机及其机器人芯模牵引系统 |
| CN206477109U (zh) * | 2017-01-24 | 2017-09-08 | 青岛中亿伟业机械制造有限公司 | 一种回转式软管编织机 |
| CN106592096A (zh) * | 2017-01-24 | 2017-04-26 | 青岛中亿伟业机械制造有限公司 | 一种回转式软管编织机 |
-
2019
- 2019-11-19 CN CN201911134211.3A patent/CN110791875B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN110791875A (zh) | 2020-02-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110184737B (zh) | 封闭无结网编织生产线 | |
| CN110791875B (zh) | 封闭无结网绞编-收网-成型一体化装备 | |
| CN106586680A (zh) | 一种多组纱线同步卷绕装置 | |
| CN211338283U (zh) | 一种纺织用捻线机 | |
| CN101116981A (zh) | 滚动式无梭轮双小六梭塑料圆织机 | |
| CN110894641B (zh) | 封边无结网绞编-收网-成型一体化装备 | |
| CN102978788B (zh) | 一种耐高压大口径软管织物的三梭圆织机 | |
| CN110983614B (zh) | 封闭无结网编织-收网-成型一体化装备 | |
| CN111020865B (zh) | 封边无结网编织-收网-成型一体化装备 | |
| CN104091653B (zh) | 辊压束线框绞机 | |
| CN112442766B (zh) | 一种双进纱加捻式存储送纱器及其应用 | |
| CN103485068B (zh) | 一种用于编织筒状织物的经纬编织机 | |
| CN111270408A (zh) | 一种民族服装修饰带编织机的挽交式拨叉系 | |
| CN206828745U (zh) | 一种三维筒状织机 | |
| CN100360256C (zh) | 金属丝网编织机 | |
| CN204058756U (zh) | 可调节纱线张力的导纱架 | |
| CN108356183B (zh) | 一种金属网编织机的丝盒调整装置 | |
| CN203498608U (zh) | 一种用于编织筒状织物的经纬编织机 | |
| CN106988009A (zh) | 一种带有打紧和变径机构的三维筒状织机 | |
| CN112760805A (zh) | 一种内球面三维编织机传动结构 | |
| CN110318157B (zh) | 无结网编织生产线 | |
| CN108356185B (zh) | 平面六角网自动编织机 | |
| CN202139349U (zh) | 一种双头驱动的纺机 | |
| CN207210645U (zh) | 一种用于剑杆织机的送经装置 | |
| CN212404429U (zh) | 一种民族服装修饰带编织机的挽交式拨叉系 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |