CN110683858A - 一种陶瓷抛光泥与铜尾矿复合制备蒸压加气混凝土砌块的方法及其产品 - Google Patents
一种陶瓷抛光泥与铜尾矿复合制备蒸压加气混凝土砌块的方法及其产品 Download PDFInfo
- Publication number
- CN110683858A CN110683858A CN201810747738.2A CN201810747738A CN110683858A CN 110683858 A CN110683858 A CN 110683858A CN 201810747738 A CN201810747738 A CN 201810747738A CN 110683858 A CN110683858 A CN 110683858A
- Authority
- CN
- China
- Prior art keywords
- copper tailings
- aerated concrete
- autoclaved aerated
- polishing mud
- compounding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B28/00—Compositions of mortars, concrete or artificial stone, containing inorganic binders or the reaction product of an inorganic and an organic binder, e.g. polycarboxylate cements
- C04B28/02—Compositions of mortars, concrete or artificial stone, containing inorganic binders or the reaction product of an inorganic and an organic binder, e.g. polycarboxylate cements containing hydraulic cements other than calcium sulfates
- C04B28/04—Portland cements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B11/00—Apparatus or processes for treating or working the shaped or preshaped articles
- B28B11/24—Apparatus or processes for treating or working the shaped or preshaped articles for curing, setting or hardening
- B28B11/245—Curing concrete articles
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2111/00—Mortars, concrete or artificial stone or mixtures to prepare them, characterised by specific function, property or use
- C04B2111/40—Porous or lightweight materials
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2201/00—Mortars, concrete or artificial stone characterised by specific physical values
- C04B2201/20—Mortars, concrete or artificial stone characterised by specific physical values for the density
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2201/00—Mortars, concrete or artificial stone characterised by specific physical values
- C04B2201/30—Mortars, concrete or artificial stone characterised by specific physical values for heat transfer properties such as thermal insulation values, e.g. R-values
- C04B2201/32—Mortars, concrete or artificial stone characterised by specific physical values for heat transfer properties such as thermal insulation values, e.g. R-values for the thermal conductivity, e.g. K-factors
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2201/00—Mortars, concrete or artificial stone characterised by specific physical values
- C04B2201/50—Mortars, concrete or artificial stone characterised by specific physical values for the mechanical strength
Abstract
本发明属于建筑材料技术领域,具体涉及一种陶瓷抛光泥与铜尾矿复合制备蒸压加气混凝土砌块的方法及其产品,该方法包括步骤:1)干燥后的陶瓷抛光泥与铜尾矿以一定比例与普通硅酸盐水泥、生石灰充分混合后在球磨机中粉磨一定时间;2)将粉磨后的样品搅拌均匀,加入一定温度的温水和其他发泡试剂;3)将待发泡浆液导入模具中后放置在养护箱中发泡养护,得到坯体;4)将坯体放入蒸压釜中进行一定时间的蒸压养护后获得蒸压加气混凝土砌块。本发明以陶瓷抛光废料以及铜尾矿废渣为主要原料,充分将两种固体废弃物资源化利用,解决其对环境造成的污染,利于生态环境的建设。
Description
技术领域
本发明属于建筑材料技术领域,具体设计涉及为一种陶瓷抛光泥与铜尾矿复合制备蒸压加气混凝土砌块的方法及其产品。
背景技术
抛光泥是陶瓷制品的生产过程经过抛光工序后排泄的废弃料,其化学成分主要为SiO2、Al2O3等,矿物相主要是石英,具备明显的资源特性。近20年的陶瓷业的迅猛发展,使得陶瓷废料陶瓷抛光泥的堆积量逐年增加,每年生产的抛光泥含量达到1000万吨以上。铜尾矿是提取金属铜过程中产生的有色金属尾矿,其主要化学成分为SiO2、CaO、Al2O3。矿物相组成主要为石英、云母、长石等硅酸盐矿物以及黄铁矿、闪锌矿、赤铁矿等金属矿物。大量的堆积的陶瓷抛光泥与铜尾矿不仅占用土地资源,污染环境,同时也是对资源的极大的浪费。
对于陶瓷抛光泥废料的应用,国内外主要的应用包括以下几种:
(1)制备多孔轻质陶瓷。利用来源于陶瓷厂的废料、废瓷、废泥等预处理成一定粒径的粉料后采用与传统陶瓷制备类似的方法,制备出主要以闭气孔为主,体积密度相对传统陶瓷较低的轻质陶瓷。但是此处理方式需要高温煅烧,需要耗能增加大量成本,所以实际应用价值小。
(2)制备多孔陶瓷透水砖。将陶瓷废料破碎至粒径为20mm以下颗粒,然后以膨润土为粘接剂,经过球磨,成型,烧成后制备陶瓷透水砖。在实际应用中具有防洪蓄水,防噪降尘,透气透水等功能。在实际使用过程中存在透水率的衰减和铺砖问题。
(3)制备多孔吸声材料。华南理工大学利用陶瓷抛光泥、陶瓷基础料,硅酸盐水泥等为原料制备出连通率率高,发泡良好的多孔吸声材料,具有良好的隔热,降噪效果,存在潜在的经济效应和应用价值。具体产业化阶段还在研究中。
(4)水泥混合材中的应用。由于陶瓷抛光泥具有一定的潜在的水硬性,在水泥混合材方面具有一定的应用价值,在实际使用过程要控制其氯含量。同时在有研究表明陶瓷抛光砖废粉里还有一些有机树脂材料,使其水泥混合材应用方面具有一定的困难。
对于铜尾矿的应用,国内外主要的应用包括以下几种:
(1)回收铜尾矿中的矿物。铜尾矿中含有较多的SiO2形成的云母、长石等硅酸盐矿相与黄铁矿、闪锌矿等金属矿物相。通过化学反应与物理沉淀现象可以提纯出铜尾矿中的资源矿物。但是在提取过程中,需要添加其他化学试剂,容易造成二次污染。
(2)路基材料及建筑材料。由于铜尾矿的化学成分与水泥、玻璃等较为相似,因此有学者利用铜尾矿烧成水泥熟料。在混凝土中掺入一定比例的铜尾矿以取代水泥,研究其对混凝土稳定性与适用性。目前处于理论研究阶段,并未得到广泛推广。
(3)土壤改良剂以及空地填充。在铜尾矿中含有钙、磷、锌、镁、铁等微量元素,对其处理后排放到土壤中,缓解土壤退化问题,增加土壤肥力。但是受地域限制,而且利用率很低,产品附加值低。
发明内容
本发明的目的是提供一种轻质高强,高效节能环保的陶瓷抛光泥与铜尾矿复合制备蒸压加气混凝土砌块的方法及其产品,解决陶瓷抛光泥与铜尾矿在资源利用率低下,大量堆积污染环境等方面的问题。
本发明的技术方案如下:
一种陶瓷抛光泥与铜尾矿复合制备蒸压加气混凝土砌块的方法,包括以下步骤:
1)将经过干燥后的陶瓷抛光泥、铜尾矿分别置于球磨机中进行粉磨,使得粉磨后的陶瓷抛光泥比表面积不小于350m2·kg-1,铜尾矿的比表面积不小于250m2·kg-1。将粉磨后的抛光泥,铜尾矿与普通硅酸盐水泥、生石灰、石膏等原料充分混合得到复合预备样品;
2)将步骤1)中的复合预备样品利用搅拌机搅拌均匀后加入50±5℃的温水与配置好的水玻璃溶液搅拌1-4min得到均匀浆液。然后将事先配置好的发气剂铝粉膏与稳泡剂加入匀浆中快速搅拌45-60s,得到待发泡的浆液;
3)将步骤2)中的浆液倒入模具后置于养护箱中养护,养护一定时间后脱模得到坯体;
4)将坯体置于蒸压釜中进行养护一定时间后即可获得蒸压加气混凝土砌块;
进一步说明步骤1)中抛光泥与铜尾矿置于105-110℃进行干燥,干燥后的两个原料的含水率低于10%。其中各原料的质量比为铜尾矿40wt%~50wt%,抛光泥20wt%~30wt%,石灰20wt%~30wt%,水泥10wt%~15wt%,石膏1wt%~5wt%。其中CaO含量不小于90%,MgO含量不大于5%,SO3含量不大于5%,0.08mm方孔筛余不大于10%,消解时间为5min~20min,消解热为60℃~90℃。
进一步说明步骤1)中使用的水玻璃溶液模数为1.0-1.5。水玻璃掺量为3%~5%。
进一步说明步骤1)中所使用的水泥为普通硅酸盐水泥标号不低于P.O.42.5。
进一步说明步骤2)中温水与预备样品的质量比为0.6~0.7∶1。
进一步说明步骤2)中发气剂铝粉膏由铝粉与水混合得到,铝粉与水的质量比为1∶1~1∶5,发气剂铝粉膏与所述预备样品的质量百分比为0.08%~0.12%。
进一步说明步骤2)稳泡剂由油酸和三乙醇胺组成,油酸与三乙醇胺的质量比为1∶2~1∶5,稳泡剂与所述预备样的质量百分比为0.1%~0.2%。
进一步说明步骤3)中发泡养护箱温度为50℃~60℃,发泡时间为3h~4h,坯体出养护箱时强度不低于0.4MPa。
进一步说明步骤4)中蒸压养护温度为170~180℃,压力为1~1.2Mpa,养护时间8~10h。
具体的所述陶瓷抛光泥选自陶瓷厂中抛光工序产生的废料,所述的抛光泥只要成分为SiO2和Al2O3,其中SiO2含量不低于65%,Al2O3含量不高于15%。所述铜尾矿为提取金属铜过程中产生的有色金属尾矿,主要成分为SiO2、CaO、Al2O3以及MgO、Fe2O3等,其中SiO2含量不低于40%,CaO含量不低于15%。
与现有技术相比,本发明的技术有益效果在于:
1)本发明中采用工业固体废弃物陶瓷抛光泥与铜尾矿复合作为蒸压加气混凝土的只要原材料,达到同时资源化利用两种固体废弃物,解决了两种固体废弃物大量堆积,占用土地,破坏环境以及资源浪费等问题。该发明符合国家生态发展的要求,进一步促进了绿色建筑材料的发展
2)本发明产品通过对陶瓷抛光泥与铜尾矿的成分分析,根据分析结果对原材料进行配合比设计,此方法具有更广的普适性,不局限于某一处的固体废弃物。
附图说明
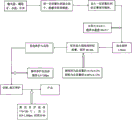
图1是本发明所提供的陶瓷抛光泥与铜尾矿复合制备加气混凝土的方法流程图。
具体实施方式
以下对本发明的原理和特征进行描述,所举实例只适用于解释本发明,并非用于限定本发明的范围。
实施例1
1)陶瓷抛光泥取自河南内黄县陶瓷工业园,铜尾矿取自湖北大冶某尾矿储存厂,将原料放入干燥箱中进行干燥,干燥箱的温度设置为105℃-110℃。干燥后的后原料的含水率低于10%。将干燥后的陶瓷抛光泥,铜尾矿与生石灰分别置于球磨机中粉磨,使得粉磨后的原料陶瓷抛光泥比表面积为357m2·kg-1,铜尾矿的比表面积为于272m2·kg-1,生石灰的0.08方孔筛筛余不大于10%。然后将粉磨后的预制料以一定比例复合,各原料的质量分数为铜尾矿40%,陶瓷抛光泥30%,水泥12%,石灰20%。
2)将1)中的混合样品置于水泥净浆搅拌机中慢速搅拌均匀,然后将50℃的温水与水玻璃溶液加入混合样中搅拌2min-3min,得到均匀料浆。将配置好的稳泡剂与铝粉膏依次加入均匀料浆中,并快速搅拌45s-60s,搅拌停止后快速将料浆倒入模具中。水料比为0.6,铝粉膏为砌块质量的0.08%,稳泡剂为砌块质量的0.2%。
3)将装有待发泡浆液的模具置于50℃的养护箱中养护,养护时间为4小时。待坯体具有一定强度后,对坯体进行切割脱模,按照规定的尺寸进行切割后即可得到规定的坯体。
4)将符合要求的坯体置于蒸压釜中养护。养护制度为:快速升高釜内温度至170℃,控制温度为170℃,压力为1MPa,养护时间为9h。将养护完成后的坯体置于干燥箱中干燥至含水率为8%-12%,得到蒸压加气混凝土砌块。根据《蒸压加气混凝土性能测试方法》(GB/T 11969-2008)对基于实施例1中三块陶瓷抛光泥与铜尾矿复合制备蒸压加气混凝土切块的性能测试如表表1所示:
表1
| 砌块编号 | 干密度kg/m<sup>3</sup> | 抗压强度MPa | 吸水率 | 导热系数W/m.k |
| 1.1 | 598.7 | 4.2 | 17% | 0.17 |
| 1.2 | 590.2 | 4.0 | 19% | 0.20 |
| 1.3 | 594.3 | 3.9 | 17% | 0.19 |
实施例2
1)陶瓷抛光泥取自河南内黄县陶瓷工业园,铜尾矿取自湖北大冶某尾矿储存厂,将原料放入干燥箱中进行干燥,干燥箱的温度设置为105℃-110℃。干燥后的后原料的含水率低于10%。将干燥后的陶瓷抛光泥,铜尾矿与生石灰分别置于球磨机中粉磨,使得粉磨后的原料陶瓷抛光泥比表面积为362m2·kg-1,铜尾矿的比表面积为275m2·kg-1,生石灰的0.08方孔筛筛余不大于10%。然后将粉磨后的预制料以一定比例复合,各原料的质量分数为铜尾矿45%,陶瓷抛光泥25%,水泥17%,石灰20%。
2)将1)中的混合样品置于水泥净浆搅拌机中慢速搅拌均匀,然后将55℃的温水与水玻璃溶液加入混合样中搅拌2min-3min,得到均匀料浆。将配置好的稳泡剂与铝粉膏依次加入均匀料浆中,并快速搅拌45s-60s,搅拌停止后快速将料浆倒入模具中。水料比为0.65,铝粉膏为砌块质量的0.08%,稳泡剂为砌块质量的0.2%。
3)将装有待发泡浆液的模具置于55℃的养护箱中养护,养护时间为4小时。待坯体具有一定强度后,对坯体进行切割脱模,按照规定的尺寸进行切割后即可得到规定的坯体。
4)将符合要求的坯体置于蒸压釜中养护。养护制度为:快速升高釜内温度至175℃,控制温度为175℃,压力为1.2MPa,养护时间为8h。将养护完成后的坯体置于干燥箱中干燥至含水率为8%-12%,得到蒸压加气混凝土砌块。根据《蒸压加气混凝土性能测试方法》(GB/T11969-2008)对基于实施例2中三块陶瓷抛光泥与铜尾矿复合制备蒸压加气混凝土切块的性能测试如表2所示:
表2
| 砌块编号 | 干密度kg/m<sup>3</sup> | 抗压强度MPa | 吸水率 | 导热系数W/m.k |
| 2.1 | 587.6 | 4.2 | 18% | 0.18 |
| 2.2 | 593.2 | 3.9 | 20% | 0.19 |
| 2.3 | 599.3 | 4.2 | 17% | 0.21 |
实施例3
1)陶瓷抛光泥取自河南内黄县陶瓷工业园,铜尾矿取自湖北大冶某尾矿储存厂,将原料放入干燥箱中进行干燥,干燥箱的温度设置为105℃-110℃。干燥后的后原料的含水率低于10%。将干燥后的陶瓷抛光泥,铜尾矿与生石灰分别置于球磨机中粉磨,使得粉磨后的原料陶瓷抛光泥比表面积为370.3m2·kg-1,铜尾矿的比表面积为268.5m2·kg-1,生石灰的0.08方孔筛筛余不大于10%。然后将粉磨后的预制料以一定比例复合,各原料的质量分数为铜尾矿50%,陶瓷抛光泥20%,水泥17%,石灰15%。
2)将1)中的混合样品置于水泥净浆搅拌机中慢速搅拌均匀,然后将60℃的温水与水玻璃溶液加入混合样中搅拌2min-3min,得到均匀料浆。将配置好的稳泡剂与铝粉膏依次加入均匀料浆中,并快速搅拌45s-60s,搅拌停止后快速将料浆倒入模具中。水料比为0.7,铝粉膏为砌块质量的0.08%,稳泡剂为砌块质量的0.2%。
5)将装有待发泡浆液的模具置于60℃的养护箱中养护,养护时间为4小时。待坯体具有一定强度后,对坯体进行切割脱模,按照规定的尺寸进行切割后即可得到规定的坯体。
6)将符合要求的坯体置于蒸压釜中养护。养护制度为:快速升高釜内温度至180℃,控制温度为180℃,压力为1.1MPa,养护时间为10h。将养护完成后的坯体置于干燥箱中干燥至含水率为8%-12%,得到蒸压加气混凝土砌块。根据《蒸压加气混凝土性能测试方法》(GB/T 11969-2008)对基于实施例3中三块陶瓷抛光泥与铜尾矿复合制备蒸压加气混凝土切块的性能测试如表3所示:
表3
| 砌块编号 | 干密度kg/m<sup>3</sup> | 抗压强度MPa | 吸水率 | 导热系数W/m.k |
| 3.1 | 595.6 | 4.2 | 16% | 0.19 |
| 3.2 | 586.1 | 3.8 | 16% | 0.17 |
| 3.3 | 601.3 | 4.5 | 18% | 0.19 |
以上实施例1至3中,陶瓷抛光泥均来自河南省内黄县陶瓷工业园,铜尾矿来自湖北省大冶某尾矿储存厂。两种固体废弃物的来源保证了原材料成分的稳定,以本发明所提供的陶瓷抛光泥与铜尾矿复合生产蒸压加气混凝土的制备方法进行生产,各类加气混凝土砌块产品均具有稳定的产品性能,可以消除不同品质原料对产品质量的差异。
以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
Claims (9)
1.一种陶瓷抛光泥与铜尾矿复合制备蒸压加气混凝土的方法,其特征在于,包括以下步骤:
1)将经过干燥后的陶瓷抛光泥、铜尾矿分别置于球磨机中进行粉磨,使得粉磨后的陶瓷抛光泥比表面积不小于350m2·kg-1,铜尾矿的比表面积不小于250m2·kg-1。将粉磨后的抛光泥,铜尾矿与普通硅酸盐水泥、生石灰、石膏等原料充分混合得到复合预备样品;
2)将步骤1)中的复合预备样品利用搅拌机搅拌均匀后加入50±5℃的温水与配置好的水玻璃溶液搅拌1min-4min得到均匀浆液。然后将事先配置好的发气剂铝粉膏与稳泡剂加入匀浆中快速搅拌45s-60s,得到待发泡的浆液;
3)将步骤2)中的浆液倒入模具后置于养护箱中养护,养护一定时间后脱模得到坯体;
4)将坯体置于蒸压釜中进行养护一定时间后即可获得蒸压加气混凝土砌块。
2.根据权利1中所述的抛光泥与铜尾矿复合制备蒸压加气混凝土的方法,其特征在于:步骤1)中将抛光泥与铜尾矿置于105-110℃进行干燥,干燥后的两个原料的含水率低于10%。其中各原料的质量比为铜尾矿40wt%~50wt%,抛光泥20wt%~30wt%,石灰20wt%~30wt%,水泥10wt%~15wt%,石膏1wt%~5wt%。其中CaO含量不小于90%,MgO含量不大于5%,SO3含量不大于5%,0.08mm方孔筛余不大于10%,消解时间为5min~20min,消解热为60℃~90℃。
3.根据权利1中所述的抛光泥与铜尾矿复合制备蒸压加气混凝土的方法,其特征在于:步骤1)中所使用的水玻璃溶液模数为1.0-1.5。水玻璃掺量为3%~5%。
4.根据权利1中所述的抛光泥与铜尾矿复合制备蒸压加气混凝土的方法,其特征在于:步骤1)中所使用的水泥为普通硅酸盐水泥标号不低于P.O.42.5。
5.根据权利1中所述的抛光泥与铜尾矿复合制备蒸压加气混凝土的方法,其特征在于:步骤2)温水与预备样品的质量比为0.6~0.7∶1。
6.根据权利1中所述的抛光泥与铜尾矿复合制备蒸压加气混凝土的方法,其特征在于:步骤2)中的发气剂铝粉膏由铝粉与水混合得到,铝粉与水的质量比为1∶1~1∶5,发气剂铝粉膏与所述预备样品的质量百分比为0.08%~0.12%。
7.根据权利1中所述的抛光泥与铜尾矿复合制备蒸压加气混凝土的方法,其特征在于:步骤2)中的稳泡剂由油酸和三乙醇胺组成,油酸与三乙醇胺的质量比为1∶2~1∶5,稳泡剂与所述预备样的质量百分比为0.1%~0.2%。
8.根据权利1中所述的抛光泥与铜尾矿复合制备蒸压加气混凝土的方法,其特征在于:步骤3)中发泡养护箱温度为50℃~60℃,发泡时间为3h~4h,坯体出养护箱时强度不低于0.4MPa。
9.根据权利1中所述的抛光泥与铜尾矿复合制备蒸压加气混凝土的方法,其特征在于:步骤4)中的蒸压养护温度为170~180℃,压力为1~1.2Mpa,养护时间8~10h。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201810747738.2A CN110683858A (zh) | 2018-07-06 | 2018-07-06 | 一种陶瓷抛光泥与铜尾矿复合制备蒸压加气混凝土砌块的方法及其产品 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201810747738.2A CN110683858A (zh) | 2018-07-06 | 2018-07-06 | 一种陶瓷抛光泥与铜尾矿复合制备蒸压加气混凝土砌块的方法及其产品 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN110683858A true CN110683858A (zh) | 2020-01-14 |
Family
ID=69107440
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201810747738.2A Pending CN110683858A (zh) | 2018-07-06 | 2018-07-06 | 一种陶瓷抛光泥与铜尾矿复合制备蒸压加气混凝土砌块的方法及其产品 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN110683858A (zh) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112264183A (zh) * | 2020-09-22 | 2021-01-26 | 铜陵有色金属集团股份有限公司 | 一种高硫铜尾矿的资源化处理方法及其产品和应用 |
| CN114455931A (zh) * | 2022-01-18 | 2022-05-10 | 山东省交通规划设计院集团有限公司 | 一种陶瓷铁尾矿复合材料及其制备方法和应用 |
| CN115745435A (zh) * | 2022-11-24 | 2023-03-07 | 萍乡亨厚新材科技有限公司 | 一种固废生产水泥的方法 |
| CN115745435B (zh) * | 2022-11-24 | 2024-05-03 | 萍乡亨厚新材科技有限公司 | 一种固废生产水泥的方法 |
-
2018
- 2018-07-06 CN CN201810747738.2A patent/CN110683858A/zh active Pending
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112264183A (zh) * | 2020-09-22 | 2021-01-26 | 铜陵有色金属集团股份有限公司 | 一种高硫铜尾矿的资源化处理方法及其产品和应用 |
| CN112264183B (zh) * | 2020-09-22 | 2022-04-29 | 铜陵有色金属集团股份有限公司 | 一种高硫铜尾矿的资源化处理方法及其产品和应用 |
| CN114455931A (zh) * | 2022-01-18 | 2022-05-10 | 山东省交通规划设计院集团有限公司 | 一种陶瓷铁尾矿复合材料及其制备方法和应用 |
| CN114455931B (zh) * | 2022-01-18 | 2023-03-14 | 山东省交通规划设计院集团有限公司 | 一种陶瓷铁尾矿复合材料及其制备方法和应用 |
| CN115745435A (zh) * | 2022-11-24 | 2023-03-07 | 萍乡亨厚新材科技有限公司 | 一种固废生产水泥的方法 |
| CN115745435B (zh) * | 2022-11-24 | 2024-05-03 | 萍乡亨厚新材科技有限公司 | 一种固废生产水泥的方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108083767B (zh) | 一种透水砖的制备方法 | |
| CN102875187B (zh) | 一种高强度加气混凝土砌块 | |
| CN102875072B (zh) | 一种原料含有萤石矿渣的加气混凝土砌块 | |
| CN103204698A (zh) | 一种利用铁尾矿制备环保型透水砖的方法 | |
| CN103382124B (zh) | 一种钼尾砂加气混凝土砌块及其制备方法 | |
| CN103342510B (zh) | 一种铅锌尾矿制备加气混凝土的方法 | |
| CN102674723B (zh) | 用土黄色泥灰岩制作的修复砖石质文物的胶凝材料 | |
| CN108101576B (zh) | 一种赤泥型透水砖的制备方法 | |
| CN112125543B (zh) | 一种以大宗固废为原料的复合凝胶材料及其制备方法 | |
| CN103232210A (zh) | 选矿废渣蒸压加气混凝土砌块及其制备方法 | |
| CN103396158B (zh) | 一种抗菌钼尾砂加气混凝土砌块及其制备方法 | |
| CN103058618B (zh) | 一种铅锌尾矿制备硅酸盐砖的方法 | |
| CN111439942A (zh) | 一种利用工程弃土制备水泥掺合料的方法、水泥掺合料和水泥组合物 | |
| CN105271848A (zh) | 一种锰尾矿渣基地聚物胶凝材料及其制备方法 | |
| KR101151605B1 (ko) | 토목용 폐석고 블록 조성물,이를 이용한 폐석고 블록 및 그 제조 방법 | |
| CN110683836A (zh) | 一种页岩气水基钻井废弃物制备烧结砖的方法 | |
| CN113307595A (zh) | 一种基于多元固废协同的路面基层用地聚物胶凝材料及其制备方法 | |
| CN104478329A (zh) | 一种锑矿尾砂生产蒸压加气混凝土砌块的制备方法 | |
| CN110683858A (zh) | 一种陶瓷抛光泥与铜尾矿复合制备蒸压加气混凝土砌块的方法及其产品 | |
| CN108911622B (zh) | 一种白泥基透水砖及其制备方法 | |
| CN104761219A (zh) | 一种仿花岗石地板砖及其制备方法 | |
| CN114538874B (zh) | 一种利用铜尾矿湿磨加热活化技术来制备蒸压加气混凝土砌块的方法 | |
| CN107793132B (zh) | 基于陶瓷抛光渣的陶瓷砖及其制备方法 | |
| CN104212023A (zh) | 一种废旧塑料加气空心砖及其制备方法 | |
| CN103274643A (zh) | 大掺量铁矿尾矿高性能混凝土及其生产工艺 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| WD01 | Invention patent application deemed withdrawn after publication | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20200114 |