CN110461575B - 用于形成模制板的方法和流体喷射装置 - Google Patents
用于形成模制板的方法和流体喷射装置 Download PDFInfo
- Publication number
- CN110461575B CN110461575B CN201780088946.XA CN201780088946A CN110461575B CN 110461575 B CN110461575 B CN 110461575B CN 201780088946 A CN201780088946 A CN 201780088946A CN 110461575 B CN110461575 B CN 110461575B
- Authority
- CN
- China
- Prior art keywords
- fluid
- mold
- fluid ejection
- sheet
- ejection
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000012530 fluid Substances 0.000 title claims abstract description 309
- 238000000034 method Methods 0.000 title claims abstract description 38
- 239000011241 protective layer Substances 0.000 claims description 50
- 238000000465 moulding Methods 0.000 claims description 18
- 239000012778 molding material Substances 0.000 claims description 16
- 230000015572 biosynthetic process Effects 0.000 claims description 9
- 230000006835 compression Effects 0.000 claims 1
- 238000007906 compression Methods 0.000 claims 1
- 230000001681 protective effect Effects 0.000 claims 1
- 239000000463 material Substances 0.000 description 16
- 238000007639 printing Methods 0.000 description 9
- 238000010586 diagram Methods 0.000 description 4
- 238000002032 lab-on-a-chip Methods 0.000 description 4
- 239000004593 Epoxy Substances 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 239000000976 ink Substances 0.000 description 3
- 239000000843 powder Substances 0.000 description 3
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 2
- 238000005459 micromachining Methods 0.000 description 2
- 229910052710 silicon Inorganic materials 0.000 description 2
- 239000010703 silicon Substances 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 238000007514 turning Methods 0.000 description 2
- 238000010146 3D printing Methods 0.000 description 1
- 229920002392 Novomer Polymers 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 229910052581 Si3N4 Inorganic materials 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 239000003575 carbonaceous material Substances 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 239000003814 drug Substances 0.000 description 1
- 229940079593 drug Drugs 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000003623 enhancer Substances 0.000 description 1
- 125000003700 epoxy group Chemical group 0.000 description 1
- 239000010410 layer Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 239000004810 polytetrafluoroethylene Substances 0.000 description 1
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 1
- 229920002620 polyvinyl fluoride Polymers 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 230000011218 segmentation Effects 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 235000012239 silicon dioxide Nutrition 0.000 description 1
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 1
- 239000002210 silicon-based material Substances 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 238000004448 titration Methods 0.000 description 1
- 238000001721 transfer moulding Methods 0.000 description 1
- 239000002966 varnish Substances 0.000 description 1
- 238000009736 wetting Methods 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1601—Production of bubble jet print heads
- B41J2/1603—Production of bubble jet print heads of the front shooter type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D99/00—Subject matter not provided for in other groups of this subclass
- B29D99/001—Producing wall or panel-like structures, e.g. for hulls, fuselages, or buildings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2/1433—Structure of nozzle plates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/162—Manufacturing of the nozzle plates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1635—Manufacturing processes dividing the wafer into individual chips
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1637—Manufacturing processes molding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/112—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using individual droplets, e.g. from jetting heads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/205—Means for applying layers
- B29C64/209—Heads; Nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2202/00—Embodiments of or processes related to ink-jet or thermal heads
- B41J2202/01—Embodiments of or processes related to ink-jet heads
- B41J2202/20—Modules
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Architecture (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Particle Formation And Scattering Control In Inkjet Printers (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
示例包含有包括形成模制板的方法,所述模制板包括在模制板中模制的流体喷射片。模制板利用模制套和释放衬垫形成。模制套具有流体槽特征,所述流体槽特征与流体喷射片的流体供给孔对准。模制套和释放衬垫从模制板释放,使得模制板具有穿过其形成的流体槽,所述流体槽对应于模制套的流体槽特征,并且流体槽流体连接到流体喷射片的流体供给孔。
Description
技术领域
本公开大体上涉及模制板,具体涉及用于形成模制板的方法和流体喷射装置。
背景技术
微加工和微机加工方法指的是其中可以形成微米级或更小的装置和结构的方法。例如,微电机系统对应于可以在传感器或其他装置中实现的各种微结构。作为另一个示例,诸如喷墨打印头的微射流装置可对应于传送、分配和/或处理少量(例如,微升)的流体物质的微米级或更小的装置。
发明内容
根据第一方面,本公开涉及一种用于形成模制板的方法,所述方法包括:将流体喷射片布置在载体上;将保护层分布在所述流体喷射片上,所述保护层覆盖所述流体喷射片的所述流体供给孔;利用包括与所述流体喷射片的流体供给孔对准的流体槽特征的模制套来形成包括所述流体喷射片的模制板,所述流体喷射片至少部分地嵌入所述模制板中,所述模制套还包括在所述模制套的内表面上的释放衬垫,其中,所述保护层与所述释放衬垫的表面接合;从所述模制板释放所述模制套和释放衬垫,使得所述模制板包括穿过其形成的流体槽,所述流体槽对应于所述模制套的流体槽特征,所述流体槽流体连接到所述流体喷射片的流体供给孔;以及去除所述保护层,从而使所述流体槽与所述流体喷射片的流体供给孔流体连接。
根据第二方面,本公开涉及一种用于形成模制板的方法,所述方法包括:在载体上布置多个流体喷射片,每个相应的流体喷射片具有设置在其后表面上的、位于其流体供给孔之上的保护层;利用模制套和耦接到所述模制套的释放衬垫来形成包括所述多个流体喷射片的模制板,所述释放衬垫覆盖所述模制套的内表面,所述模制套针对所述多个流体喷射片的每个相应的流体喷射片具有相应的流体槽形成特征,所述流体槽形成特征与相应的流体喷射片的流体供给孔对准,其中,使每个相应的流体喷射片的所述保护层与相应的流体槽形成特征的表面接合;从所述模制板释放所述模制套和释放衬垫,使得所述模制板具有穿过其形成的相应的流体槽,所述相应的流体槽对应于所述模制套的每个相应的流体槽特征并且与相应的流体喷射片的流体供给孔对准;以及去除设置在每个相应的流体喷射片上的所述保护层,从而将每个相应的流体喷射片的流体供给孔流体连接到穿过所述模制板形成的相应的流体槽。
根据第三方面,本公开涉及一种流体喷射装置,所述流体喷射装置包括:流体喷射片,所述流体喷射片包括多个喷嘴,所述多个喷嘴中的每个相应的喷嘴具有在所述流体喷射片的顶表面中形成的喷嘴孔,并且所述流体喷射片还具有在所述流体喷射片的底表面中形成并且流体连接到所述多个喷嘴的流体供给孔;模制板,所述流体喷射片至少部分地嵌入所述模制板中,使得所述流体喷射片的顶表面与所述模制板的顶表面大致共面,所述模制板具有穿过其形成的流体槽,使得所述流体槽流体连接到所述流体喷射片的流体供给孔,所述模制板利用模制套和释放衬垫形成,所述释放衬垫耦接到并且至少部分地覆盖所述模制套的内表面,所述模制套具有对应于所述流体槽的流体槽特征,其中,通过去除设置在所述流体喷射片的后表面上并且与所述释放衬垫的表面接合的保护层,使相应的流体供给孔和所述流体槽流体连接。
附图说明
图1是示出了示例性方法的一些操作的流程图。
图2是示例性方法的流程图。
图3是示出了示例性方法的一些操作的流程图。
图4A-图4B是示例性方法的流程图。
图5是示出了通过示例性方法形成的示例性装置的一些示例性组件的框图。
在全部附图中,相同的附图标记表示相似但不一定相同的元件。图不一定按比例绘制,并且一些部件的尺寸会夸大以便更清楚地说明所示的示例。
具体实施方式
装置的示例可以包括流体喷射装置、射流传感器、芯片实验室(LOC)装置、集成的射流处理装置、微电机系统和/或其他此类微加工的装置。在这样的示例中,射流片(诸如流体喷射片)可以模制到板中,其中模制板可以具有穿过所述板形成的流体槽。所述模制板可以利用模制套(mold chase)形成,其中模制材料可输入模制套中。可用于本文所描述的示例中的示例性模制材料可包括环氧模制化合物(epoxy mold compound),例如来自HitachiChemical,Inc.(日立)的CEL400ZHF40WG,和/或其他此类材料。所述模制套可以具有可与射流片的流体供给孔对准的流体槽特征,从而使得可在所述模制板中形成对应于模制套的流体槽特征的流体槽。此外,释放衬垫(release liner)可以定位在所述模制套的内表面上,使得在利用模制套形成模制板期间输入到模制套的模制材料可以接触释放衬垫。示例性释放衬垫可以由各种材料形成,例如聚氟乙烯膜(PTFE)和其他类似材料。
在一些示例中,在形成模制板之前,可去除的保护层可以分布在射流片的流体供给孔之上。在这样的示例中,保护层可以覆盖并密封流体供给孔,使得模制材料在形成模制板期间不会进入流体供给孔。示例性保护层可由各种材料形成,例如基于塑料的材料(例如,热塑性塑料)、基于金属的材料、合金、基于丙烯酸的材料、来自Brewer Science,Inc.(布鲁尔科技)的HT10.10、来自Novomer,Inc.(诺维莫)的可热分解聚合物,和/或其他此类材料。在一些示例中,分布在流体喷射片上的保护层的高度可以在大约1微米到大约20微米的范围内。在一些示例中,分布在流体喷射片上的保护层的高度可以在大约5微米到大约10微米的范围内。当关于数值使用时,术语“大约”可以对应于±10%的范围。在一些示例中,可去除的保护层可以是可变形的,使得所述保护层通过模制套的流体槽特征(以及定位在其上的释放衬垫)的一部分的接合会引起保护层的变形。因此,保护层与流体槽特征的一部分的接合可以进一步在流体槽特征(和其上的释放衬垫)与射流片上的保护层之间形成密封,使得模制材料在形成模制板期间不会在二者之间聚集。
在一些示例中,射流片可以是流体喷射片,并且流体喷射片可以模制到模制板中,使得流体喷射片和模制板可以统称为流体喷射装置。在这些示例中,模制板可具有如上所描述形成的流体槽,其中流体槽流体连接到流体喷射片的流体供给孔。在这些示例中,流体可以通过此类流体槽输送到流体喷射片的流体供给孔。在一些示例中,流体喷射片可以是打印头,并且流体喷射装置可以包括至少一个打印头,所述至少一个打印头至少部分地嵌入模制板中,该模制板具有以本文所描述的方式穿过其形成的流体槽。
在对应于打印头的一些示例中,流体喷射片通常可以沿着模制板的宽度首尾相连地布置,使得实施所述流体喷射装置的打印装置可以执行页宽(page-wide)的打印方法。在其他示例性流体喷射装置中,单个流体喷射片可以模制到模制板中。在一些示例中,流体喷射片可以称为条片(sliver)。另外,流体喷射片可以由硅或基于硅的材料形成。诸如喷嘴的各种特征可以由在基于硅装置的加工中使用的各种材料形成,例如二氧化硅、氮化硅、金属、环氧物、聚酰亚胺、其他基于碳的材料等。如本文中所描述,条片可以对应于具有大约为650μm或更小的厚度、大约为30mm或更小的外部尺寸和/或大约为3比1或更大的长宽比的流体喷射片。
此外,如本文中所描述的一些流体喷射装置可以在诸如二维打印机和/或三维打(3D)印机的打印装置中实施。在一些示例中,流体喷射装置可以被实施到打印装置中并且可以用于将内容打印到介质上,例如纸、一层基于粉末的构建材料、反应性装置(例如芯片实验室装置)等。示例性流体喷射装置包括基于油墨的喷射装置、数字滴定装置、3D打印装置、药物分配装置、芯片实验室装置、射流诊断回路和/或其中可以分配/喷射大量流体的其它此类装置。在一些示例中,其中可实施流体喷射装置的打印装置可以在分层增材制造方法中通过沉积消耗性流体来打印内容。通常,消耗性流体和/或消耗性材料可以包括所使用的所有材料和/或化合物,包括例如油墨、调色剂、流体或粉末,或用于打印的其他原材料。通常,如本文所描述的打印材料可以包括消耗性流体以及其他消耗性材料。打印材料可以包括油墨、调色剂、流体、粉末、着色剂、清漆、面漆、光泽增强剂、粘合剂和/或可在打印方法中使用的其它此类材料。
现在转到附图,并且特别转到图1,该图示出了示例性方法10的一些操作。在该示例中,至少一个流体喷射片可以布置在载体上(框12)。模制板可以利用具有流体槽特征的模制套和定位在模制套的内表面上的释放衬垫形成(框14)。在这样的示例中,模制套的流体槽特征可以与流体喷射片的流体供给孔对准。模制板可以包括嵌入其中的至少一个流体喷射片,使得流体喷射片的顶表面可以与模制板的顶表面大致共面。模制板可以从模制套和释放衬垫释放。在从模制套和释放衬垫释放时,模制板可具有穿过其形成的流体槽,所述流体槽对应于模制套的流体槽特征。在此类示例中,模制板的流体槽可以流体连接到流体喷射片的流体供给孔。
图2提供了示出示例性方法50的一些操作的流程图。在该示例中,流体喷射片52可以布置在载体54上(框56)。在一些示例中,载体54可以具有暂时粘合表面,使得流体喷射片52的顶表面58可以接触并暂时粘附到载体54。如所示出的,流体喷射片52包括具有在流体喷射片52的顶表面中形成的喷嘴孔62的喷嘴60,可以通过该流体喷射片52喷射流体滴。在底表面64上,流体喷射片52包括穿过其形成的流体供给孔66,并且流体供给孔66流体连接到喷嘴60,使得流体可以从流体供给孔传送到喷嘴,以便作为流体滴喷射。另外,流体喷射片52可以包括至少一个电接触点68,通过该电接触点68可以促进与流体喷射片52的电连接。
在框80处,模制板82可以利用模制套84形成,模制套84具有设置在模制套84的内表面上的释放衬垫86,使得释放衬垫86接触模制板82的模制材料。此外,如在框80处所示,模制套84包括流体槽特征88,该流体槽特征88与模制到模制板82中的流体喷射片52的流体供给孔66对准。如在该示例中所示,模制套84的流体槽特征和设置在其上的释放衬垫86的部分可以在模制板82的形成期间接触流体喷射片的底表面64并且覆盖流体供给孔66。
在框100处,包括流体喷射片52模制(并且至少部分地嵌入)在其中的模制板82可以从模制套84和释放衬垫86释放,使得可以通过模制板82形成流体槽102。如所示出的,流体槽102可以流体连接到流体喷射片52的流体供给孔66。在框110中,载体54可以从模制板82和流体喷射片释放。如可以理解的,流体喷射装置可以通过图2中提供的示例性方法50形成。
现在转到图3,该图提供了流程图150,其示出了可以由示例性方法执行的示例性操作顺序。在该示例中,流体喷射片可以布置在载体上(框152)。在这样的示例中,载体可以与其中可形成喷嘴孔的流体喷射片的顶表面暂时耦接。在其中可形成流体供给孔的流体喷射片的底表面上,保护层可以分布在其上(框154),其中保护层可以覆盖并密封流体供给孔。
包括流体喷射片的载体可以定位在模制套附近,使得模制板可以利用模制套和模制材料形成。在这样的示例中,模制套可以具有流体槽特征,该流体槽特征可以有利于形成至少一个流体槽,用于将每个流体喷射片模制到模制板中。此外,如前所描述,释放衬垫可以耦接到模制套的内表面,使得形成为模制板的模制材料可以接触释放衬垫。分布在每个流体喷射片的底表面上的保护层可以通过释放衬垫的覆盖对应于流体喷射片的模制套的流体槽特征的一部分来接合(框156)。通过使每个流体喷射片的保护层与对应于流体喷射片的流体槽特征接合,保护层可变形并且因此在流体供给孔上形成密封。
模制板可以利用模制套和释放衬垫形成(框158)。在一些示例中,模制板可以通过由模制套和释放衬垫传递模制来形成。如所讨论的,模制板可以包括嵌入其中的流体喷射片,使得流体喷射片的顶表面(其中可以形成喷嘴孔)可以与模制板的顶表面大致共面。模制板可以从模制套和释放衬垫释放。在释放模制板时,流体槽可存在于模制板中,流体槽对应于模制套的流体槽特征。因此,设置在每个流体喷射片的底表面上的保护层可以在每个流体槽中露出。可以从每个流体喷射片的底表面去除保护层(框162),使得每个流体喷射片的流体供给孔流体连接到穿过模制板形成的对应的流体供给槽。在这些示例中,与设置在流体槽特征上的释放衬垫接合的保护层可以形成密封,使得可以防止在模制板形成过程中使用的模制材料进入流体喷射片的流体供给孔。
包括在其中模制的流体喷射片的模制板可以从载体释放(框164),并且模制板可以被分割(singulate)(框166)。在其中可以将多个流体喷射片模制到模制板中的此类示例中,模制板和其流体喷射片可以被分割成:各自具有一个流体喷射片的流体喷射装置或者具有多个流体喷射片的流体喷射装置。分割所述装置可以包括划切模制板、切割模制板和/或其他此类已知的分割方法。
图4A-图4B提供了示出示例性方法200的一些操作的流程图。在图4A中,在框202处,流体喷射片204可布置在载体206上。如所示出的,流体喷射片204可具有第一表面208(即,顶表面),在第一表面208中可形成喷嘴孔210。第一表面208可以放置并且可去除地与载体206耦接。每个喷嘴孔可以对应于流体室212并且流体连接到流体室212(其也可以称为喷射室)。虽未示出,但是每个流体室212可以包括至少一个流体致动器,该至少一个流体致动器可以被致动,以使流体在流体室212中移位,这又可以使流体滴经由喷嘴孔210喷射出。在流体喷射片的第二表面214(即,底表面)上,可以形成流体供给孔216。此外,流体喷射片可包括电接触件218。
在框230处,保护层232分布在流体喷射片204的第二表面214的一部分上,使得保护层覆盖流体喷射片204的流体供给孔216。在框250处,流体喷射片和载体定位成使得可以利用模制套252执行模制板的模制,模制套252具有设置在其内表面上的释放衬垫254。如先前示例中所描述,模制套252可具有流体槽特征256,所述流体槽特征256可对应于形成在模制板中并随其形成的流体槽。流体槽特征256可以与流体喷射片204的流体供给孔216对准。在该示例中,设置在流体喷射片204的第二表面214上的保护层232可以通过覆盖流体槽特征256的释放衬垫254部分而接合,使得保护层可以变形并在释放衬垫254部分和流体喷射片204的第二表面214之间形成密封,使得在利用模制材料形成所述模制板期间可以防止模制材料进入流体供给孔216。
在框270处,模制材料利用模制套252和释放衬垫254形成为模制板272。如所示出的,保护层232定位于覆盖流体槽特征的释放衬垫254部分与所述流体供给孔216在其中形成的流体喷射片204的第二表面214的部分之间。在图4B中,在框300处,模制板272(其包括模制在其中的流体喷射片204)从模制套252和释放衬垫254释放。流体槽302穿过模制板272的一部分形成,其中,流体槽302对应于模制套252的流体槽特征256。如所示出的,流体槽302使覆盖流体供给孔216的保护层232露出。在框310中,保护层232已被去除,使得流体槽302流体连接到流体供给孔。在一些示例中,去除保护层可包括在保护层材料去除剂中浸湿(wet dipping)。例如,如果保护层材料是HT10.10,则可以将模制板浸湿在出自BrewerScience,Inc.(布鲁尔科技)的WaferBond去除剂中。在框320处,从模制板272和在模制板272中模制的流体喷射片204分离载体206。
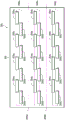
图5是示例性流体喷射装置300的顶视图。在该示例中,流体喷射装置300包括模制板302和在模制板302中模制的多个流体喷射片304a-c。如所示出的,流体喷射片304a-c通常沿着模制板302的宽度首尾相连地布置。在该示例中,对于每排流体喷射片304a-c,相应的流体槽306a-c以虚线示出。在这样的示例中,包括流体喷射片304a-c的模制板302可以以本文描述的方式形成。此外,在一些示例中,模制板302可以被分割成流体喷射装置,这些流体喷射装置包括沿着分割线308a-b的相应成排的流体喷射片304a-c。在其他示例中,所有流体喷射片可以在单个流体喷射装置300中实施,其中每排流体喷射片308a-c用于喷射不同的流体。在一些示例中,流体喷射装置300可以在页宽的固定打印头、打印装置中实施。
虽然流体喷射装置100的示例示出有三组流体喷射片104a-c,但是其他示例可包括基于流体喷射系统的流体喷射片的各种布置以及其中示例可实施的各种方法。
因此,本文提供的示例可提供包括模制板的装置,所述模制板具有模制在其中的流体喷射片。另外,模制板利用模制套和设置在模制套的内表面上的释放衬垫形成。此外,模制套可以具有流体槽特征,该流体槽特征在由此形成的模制板中形成流体槽。
呈现前面的描述用以说明和描述所描述的原理的示例。该描述并非旨在穷举或将这些原理限制成所公开的任何精确形式。鉴于描述,许多修改和变化都是可行的。因此,图中提供的和本文描述的前述示例不应被解释为对权利要求中限定的本公开范围进行限制。
Claims (13)
1.一种用于形成模制板的方法,所述方法包括:
将流体喷射片布置在载体上;
将保护层分布在所述流体喷射片上;
利用包括与所述流体喷射片的流体供给孔对准的流体槽特征的模制套来形成包括所述流体喷射片的模制板,所述流体喷射片至少部分地嵌入所述模制板中,所述模制套还包括在所述模制套的内表面上的释放衬垫,其中,所述释放衬垫能够在形成模制板期间接触模制材料,并且所述释放衬垫覆盖所述保护层,所述保护层覆盖所述流体供给孔;
从所述模制板释放所述模制套和释放衬垫,使得所述模制板包括穿过其形成的流体槽,所述流体槽对应于所述模制套的流体槽特征,所述流体槽流体连接到所述流体喷射片的流体供给孔;以及
去除所述保护层,从而使所述流体槽与所述流体喷射片的流体供给孔流体连接。
2.根据权利要求1所述的方法,其中,利用包括与所述流体喷射片的流体供给孔对准的流体槽特征的模制套来形成包括所述流体喷射片的所述模制板,包括:
使分布在所述流体喷射片上的所述保护层与所述模制套的对应于所述流体槽特征的表面接合。
3.根据权利要求1所述的方法,其中,分布在所述流体喷射片上的所述保护层的高度在1微米至20微米的范围内。
4.根据权利要求1所述的方法,还包括:
在释放所述模制套和释放衬垫之后,从所述载体释放包括所述流体喷射片的模制板,所述流体喷射片至少部分地嵌入所述模制板中。
5.一种用于形成模制板的方法,所述方法包括:
在载体上布置多个流体喷射片,每个相应的流体喷射片具有设置在其后表面上的、位于其流体供给孔之上的保护层;
利用模制套和耦接到所述模制套的释放衬垫来形成包括所述多个流体喷射片的模制板,所述释放衬垫覆盖所述模制套的内表面,使得所述释放衬垫能够在形成模制板期间接触模制材料,并且所述释放衬垫覆盖所述保护层,所述模制套针对所述多个流体喷射片的每个相应的流体喷射片具有相应的流体槽形成特征,所述流体槽形成特征与相应的流体喷射片的流体供给孔对准,其中,使每个相应的流体喷射片的所述保护层与相应的流体槽形成特征的表面接合;
从所述模制板释放所述模制套和释放衬垫,使得所述模制板具有穿过其形成的相应的流体槽,所述相应的流体槽对应于所述模制套的每个相应的流体槽特征并且与相应的流体喷射片的流体供给孔对准;以及
去除设置在每个相应的流体喷射片上的所述保护层,从而将每个相应的流体喷射片的流体供给孔流体连接到穿过所述模制板形成的相应的流体槽。
6.根据权利要求5所述的方法,其中,
所述使每个相应的流体喷射片的所述保护层与相应的流体槽形成特征的表面接合包括使所述保护层变形并在每个相应的流体喷射片的流体供给孔之上形成保护密封。
7.根据权利要求5所述的方法,其中,形成所述模制板包括:
在所述模制套中对模制材料进行压缩模制或传递模制。
8.根据权利要求5所述的方法,还包括:
从所述载体释放包括所述多个流体喷射片的所述模制板。
9.根据权利要求8所述的方法,还包括:
分割所述模制板,从而形成流体喷射装置,每个流体喷射装置包括至少一个流体喷射片。
10.根据权利要求9所述的方法,其中,每个相应的流体喷射装置包括沿着相应的流体喷射装置的宽度基本上以交错的形式首尾相连地布置的一组流体喷射装置。
11.一种流体喷射装置,所述流体喷射装置包括:
流体喷射片,所述流体喷射片包括多个喷嘴,所述多个喷嘴中的每个相应的喷嘴具有在所述流体喷射片的顶表面中形成的喷嘴孔,并且所述流体喷射片还具有在所述流体喷射片的底表面中形成并且流体连接到所述多个喷嘴的流体供给孔;
模制板,所述流体喷射片至少部分地嵌入所述模制板中,使得所述流体喷射片的顶表面与所述模制板的顶表面大致共面,所述模制板具有穿过其形成的流体槽,使得所述流体槽流体连接到所述流体喷射片的流体供给孔,所述模制板利用模制套和释放衬垫形成,所述释放衬垫耦接到并且至少部分地覆盖所述模制套的内表面,使得所述释放衬垫能够在形成模制板期间接触模制材料,并且所述释放衬垫覆盖保护层,所述模制套具有对应于所述流体槽的流体槽特征,
其中,通过去除设置在所述流体喷射片的后表面上并且与所述释放衬垫的表面接合的保护层,使相应的流体供给孔和所述流体槽流体连接。
12. 根据权利要求11所述的流体喷射装置,其中,所述流体喷射片是第一流体喷射片,并且所述装置还包括:
第二流体喷射片,所述第二流体喷射片包括多个喷嘴,所述第二流体喷射片的所述多个喷嘴中的每个相应的喷嘴具有在所述第二流体喷射片的顶表面中形成的喷嘴孔,并且所述第二流体喷射片还具有在所述第二流体喷射片的底表面中形成并且流体连接到所述多个喷嘴的流体供给孔,并且
其中,所述第二流体喷射片的顶表面与所述模制板的顶表面大致共面,并且所述流体槽流体连接到所述第二流体喷射片的流体供给孔。
13. 根据权利要求11所述的流体喷射装置,其中,所述流体喷射片是第一流体喷射片,所述流体槽是第一流体槽,所述模制套的流体槽特征是第一流体槽特征,并且所述装置还包括:
第二流体喷射片,所述第二流体喷射片包括多个喷嘴,所述第二流体喷射片的所述多个喷嘴中的每个相应的喷嘴具有在所述第二流体喷射片的顶表面中形成的喷嘴孔,并且所述第二流体喷射片还具有在所述第二流体喷射片的底表面中形成并且流体连接到所述多个喷嘴的流体供给孔,并且
其中,所述第二流体喷射片的顶表面与所述模制板的顶表面大致共面,并且所述模制板具有穿过其形成的第二流体槽,所述第二流体槽流体连接到所述第二流体喷射片的流体供给孔,所述模制套具有对应于所述第二流体槽的第二流体槽特征。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/US2017/030374 WO2018203872A1 (en) | 2017-05-01 | 2017-05-01 | Molded panels |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN110461575A CN110461575A (zh) | 2019-11-15 |
| CN110461575B true CN110461575B (zh) | 2021-10-01 |
Family
ID=64016227
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201780088946.XA Active CN110461575B (zh) | 2017-05-01 | 2017-05-01 | 用于形成模制板的方法和流体喷射装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (3) | US11577456B2 (zh) |
| EP (1) | EP3573812B1 (zh) |
| JP (1) | JP6892517B2 (zh) |
| CN (1) | CN110461575B (zh) |
| WO (1) | WO2018203872A1 (zh) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018203872A1 (en) * | 2017-05-01 | 2018-11-08 | Hewlett-Packard Development Company, L.P. | Molded panels |
| WO2023140856A1 (en) * | 2022-01-21 | 2023-07-27 | Hewlett-Packard Development Company, L.P. | Polymer based conductive paths for fluidic dies |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1608853A (zh) * | 2003-10-24 | 2005-04-27 | 兄弟工业株式会社 | 喷墨打印机 |
| JP2014014928A (ja) * | 2012-07-05 | 2014-01-30 | Mitsui Chemicals Tohcello Inc | リフレクタ成形用金型離型フィルム、それを用いたリフレクタを有する発光装置用基板の製造方法およびリフレクタを有する発光装置用基板 |
| CN105121166A (zh) * | 2013-02-28 | 2015-12-02 | 惠普发展公司,有限责任合伙企业 | 传递模塑的流体流动结构 |
| CN110461612A (zh) * | 2017-05-08 | 2019-11-15 | 惠普发展公司,有限责任合伙企业 | 流体喷射片流体再循环 |
Family Cites Families (41)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5874974A (en) * | 1992-04-02 | 1999-02-23 | Hewlett-Packard Company | Reliable high performance drop generator for an inkjet printhead |
| US6375880B1 (en) | 1997-09-30 | 2002-04-23 | The Board Of Trustees Of The Leland Stanford Junior University | Mold shape deposition manufacturing |
| US6273557B1 (en) * | 1998-03-02 | 2001-08-14 | Hewlett-Packard Company | Micromachined ink feed channels for an inkjet printhead |
| US6331055B1 (en) * | 1999-08-30 | 2001-12-18 | Hewlett-Packard Company | Inkjet printhead with top plate bubble management |
| US6443179B1 (en) | 2001-02-21 | 2002-09-03 | Sandia Corporation | Packaging of electro-microfluidic devices |
| US20020180825A1 (en) | 2001-06-01 | 2002-12-05 | Shen Buswell | Method of forming a fluid delivery slot |
| US20040007063A1 (en) | 2002-05-29 | 2004-01-15 | California Institute Of Technology | Micro machined polymer beam structure method and resulting device for spring applications |
| KR100529307B1 (ko) * | 2002-09-04 | 2005-11-17 | 삼성전자주식회사 | 모노리틱 잉크제트 프린트 헤드 및 이의 제조 방법 |
| US20050036004A1 (en) | 2003-08-13 | 2005-02-17 | Barbara Horn | Methods and systems for conditioning slotted substrates |
| US20050236358A1 (en) | 2004-04-26 | 2005-10-27 | Shen Buswell | Micromachining methods and systems |
| JP2007260947A (ja) * | 2006-03-27 | 2007-10-11 | Seiko Epson Corp | 液体供給装置及び液体噴射装置 |
| US7568906B2 (en) | 2007-04-30 | 2009-08-04 | Husky Injection Molding Systems Ltd. | Mold assembly using inserts |
| EP2255965A1 (en) | 2008-03-26 | 2010-12-01 | NGK Insulators, Ltd. | Droplet ejecting device and method for manufacturing droplet ejecting device |
| US20100110144A1 (en) * | 2008-10-31 | 2010-05-06 | Andreas Bibl | Applying a Layer to a Nozzle Outlet |
| US20100167471A1 (en) * | 2008-12-30 | 2010-07-01 | Stmicroelectronics Asia Pacific Pte. Ltd. | Reducing warpage for fan-out wafer level packaging |
| US8389084B2 (en) * | 2009-02-27 | 2013-03-05 | Fujifilm Corporation | Device with protective layer |
| JP5659235B2 (ja) | 2009-10-12 | 2015-01-28 | ヒューレット−パッカード デベロップメント カンパニー エル.ピー.Hewlett‐Packard Development Company, L.P. | メソスケール流体システムのための積層マニホルド |
| JP5746342B2 (ja) | 2010-07-28 | 2015-07-08 | ヒューレット−パッカード デベロップメント カンパニー エル.ピー.Hewlett‐Packard Development Company, L.P. | 循環ポンプを有した液体吐出アセンブリ |
| US8421204B2 (en) * | 2011-05-18 | 2013-04-16 | Fairchild Semiconductor Corporation | Embedded semiconductor power modules and packages |
| US8658464B2 (en) * | 2011-11-16 | 2014-02-25 | Taiwan Semiconductor Manufacturing Company, Ltd. | Mold chase design for package-on-package applications |
| JP5774541B2 (ja) * | 2012-04-25 | 2015-09-09 | Towa株式会社 | 圧縮成形用型、圧縮成形装置及び圧縮成形方法 |
| US9279058B2 (en) * | 2013-01-11 | 2016-03-08 | Floor Iptech Ab | Digital embossing |
| US9539814B2 (en) * | 2013-02-28 | 2017-01-10 | Hewlett-Packard Development Company, L.P. | Molded printhead |
| US9731509B2 (en) * | 2013-02-28 | 2017-08-15 | Hewlett-Packard Development Company, L.P. | Fluid structure with compression molded fluid channel |
| EP2961614B1 (en) * | 2013-02-28 | 2020-01-15 | Hewlett-Packard Development Company, L.P. | Molded print bar |
| TWM478601U (zh) * | 2013-08-14 | 2014-05-21 | Suregiant Technology Co Ltd | 應用於晶圓封裝之離形元件 |
| EP3046768B1 (en) | 2013-09-20 | 2020-09-02 | Hewlett-Packard Development Company, L.P. | Printbar and method of forming same |
| WO2015054547A1 (en) * | 2013-10-09 | 2015-04-16 | Lifenet Health | Compressed bone composition and methods of use thereof |
| CN105793044B (zh) | 2013-11-27 | 2017-10-10 | 惠普发展公司,有限责任合伙企业 | 具有由坝状物围绕的接合焊盘的打印头 |
| TWI656972B (zh) | 2014-03-07 | 2019-04-21 | 日商Agc股份有限公司 | 脫模膜及密封體之製造方法 |
| CA3001986C (en) | 2014-10-22 | 2023-02-21 | The Regents Of The University Of California | High definition microdroplet printer |
| EP3233500B1 (en) | 2015-02-27 | 2021-12-01 | Hewlett-Packard Development Company, L.P. | Fluid ejection device with fluid feed holes |
| JP2016175408A (ja) * | 2015-03-20 | 2016-10-06 | 株式会社リコー | 熱可逆記録媒体、それを用いた画像処理装置、及びコンベアラインシステム |
| US9827764B2 (en) | 2015-03-26 | 2017-11-28 | Seiko Epson Corporation | Liquid ejecting head and liquid ejecting apparatus with improved mechanical strength |
| WO2017050808A1 (en) | 2015-09-21 | 2017-03-30 | Danmarks Tekniske Universitet | Micro-fabrication of three dimensional pyrolysed carbon microelectrodes |
| US10456968B2 (en) * | 2015-12-08 | 2019-10-29 | Xerox Corporation | Three-dimensional object printer with multi-nozzle extruders and dispensers for multi-nozzle extruders and printheads |
| CN205270609U (zh) | 2016-01-10 | 2016-06-01 | 刘海洋 | 堵孔塞 |
| CN205553089U (zh) | 2016-01-28 | 2016-09-07 | 晋江中天模具有限公司 | 一种一次成型透气拖鞋的稳定性模具 |
| CN109641462B (zh) * | 2016-11-01 | 2021-06-15 | 惠普发展公司,有限责任合伙企业 | 流体喷射装置 |
| US10875321B2 (en) * | 2017-01-23 | 2020-12-29 | Hewlett-Packard Development Company, L.P. | Fluid ejection devices to dispense fluid of different sizes |
| WO2018203872A1 (en) * | 2017-05-01 | 2018-11-08 | Hewlett-Packard Development Company, L.P. | Molded panels |
-
2017
- 2017-05-01 WO PCT/US2017/030374 patent/WO2018203872A1/en unknown
- 2017-05-01 JP JP2019550202A patent/JP6892517B2/ja active Active
- 2017-05-01 CN CN201780088946.XA patent/CN110461575B/zh active Active
- 2017-05-01 US US16/495,472 patent/US11577456B2/en active Active
- 2017-05-01 EP EP17908567.5A patent/EP3573812B1/en active Active
-
2023
- 2023-01-17 US US18/098,094 patent/US20230150199A1/en active Pending
- 2023-01-17 US US18/098,089 patent/US20230150198A1/en active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1608853A (zh) * | 2003-10-24 | 2005-04-27 | 兄弟工业株式会社 | 喷墨打印机 |
| JP2014014928A (ja) * | 2012-07-05 | 2014-01-30 | Mitsui Chemicals Tohcello Inc | リフレクタ成形用金型離型フィルム、それを用いたリフレクタを有する発光装置用基板の製造方法およびリフレクタを有する発光装置用基板 |
| CN105121166A (zh) * | 2013-02-28 | 2015-12-02 | 惠普发展公司,有限责任合伙企业 | 传递模塑的流体流动结构 |
| CN105142915A (zh) * | 2013-02-28 | 2015-12-09 | 惠普发展公司,有限责任合伙企业 | 具有压缩模塑的流体通道的流体结构 |
| CN110461612A (zh) * | 2017-05-08 | 2019-11-15 | 惠普发展公司,有限责任合伙企业 | 流体喷射片流体再循环 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN110461575A (zh) | 2019-11-15 |
| US20200094475A1 (en) | 2020-03-26 |
| EP3573812A1 (en) | 2019-12-04 |
| JP6892517B2 (ja) | 2021-06-23 |
| EP3573812A4 (en) | 2020-09-23 |
| US11577456B2 (en) | 2023-02-14 |
| US20230150198A1 (en) | 2023-05-18 |
| WO2018203872A1 (en) | 2018-11-08 |
| JP2020511337A (ja) | 2020-04-16 |
| EP3573812B1 (en) | 2023-01-04 |
| US20230150199A1 (en) | 2023-05-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20230150199A1 (en) | Molded panels | |
| US11292257B2 (en) | Molded die slivers with exposed front and back surfaces | |
| US11807523B2 (en) | Three-dimensional features formed in molded panel | |
| EP2961612B1 (en) | Molding a fluid flow structure | |
| TWI564164B (zh) | 流體流動結構、製作列印頭流體流動結構中之流體通道的方法及製作列印頭結構之方法 | |
| EP2976221B1 (en) | Molded die slivers with exposed front and back surfaces | |
| TW201446541A (zh) | 模製流體流動結構之技術 | |
| TW201532846A (zh) | 可撓曲載體 | |
| CN109641462B (zh) | 流体喷射装置 | |
| EP3212410B1 (en) | Printing apparatus and methods of producing such a device | |
| EP2563595B1 (en) | Inkjet printing device with composite substrate | |
| US8684499B2 (en) | Method for forming an aperture and actuator layer for an inkjet printhead |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |