Automatic assembly process of guitar humidifier
Technical Field
The invention relates to the field of mechanical production, in particular to an automatic assembly process of a guitar humidifier.
Background
The weather is dry in winter and the humidity is low. One of the most common symptoms of a guitar in the case of excessive dryness is a change in the appearance of the face and back panels. The main manifestations are that the panel and the back plate can bow or dent slightly to cause the case to crack, and the paint can deform and crack due to low humidity; when the fretboard of the guitar is continuously shrunk due to drying, the metal frets can protrude from the edge of the fretboard, and can hook clothes and even cut fingers. Therefore, the guitar humidifier is required to be used in winter to ensure the humidity of the guitar.
As shown in fig. 1 and 2, the guitar humidifier is composed of a housing 1, a sponge 2 and a bottom cover 3, and because the shape of the housing is complex, it is difficult to achieve automatic feeding in the assembly process, so that the guitar humidifier cannot be automatically assembled, and needs manual matching processing instead, the assembly of the guitar humidifier by manual work can reduce the production speed, and meanwhile, the labor cost is high, and the production cost can be increased.
Disclosure of Invention
The invention aims to provide an automatic assembly process of a guitar humidifier, which reduces volatilization of glue and realizes automatic assembly of the guitar humidifier.
The technical scheme of the invention is as follows:
an automatic assembly process of a guitar humidifier comprises the following steps:
step 1, automatic feeding of a shell: the shell feeding mechanism comprises a feeding component, a limiting component, a driving component and a transferring component, wherein the transferring component is positioned between the feeding component and a rotating mechanism, the limiting component is installed at the tail end of the feeding component, the driving component is installed below the transferring component, a feeding plate is driven to move through the work of a first conveying belt of the feeding component, the feeding plate drives a shell in a material box to move above the feeding block together with the first conveying belt, the shell falls into a feeding groove and can be hung on a hanging groove, the shell is conveyed along the hanging groove through the work of a vibrating motor, the shell is limited at the tail end of the hanging groove by a limiting block, a first air clamp can clamp the shell, then a pushing cylinder works to drive a pushing plate to move along the length direction of a sliding rail, so that the shell is taken out of the hanging groove, and then a driving motor works to drive a driving gear to rotate and drive a driven gear to rotate under, the driven gear drives the driving shaft to rotate, the driving shaft drives the driving plate to rotate, so that the transfer assembly on the driving plate is driven to rotate, the shell clamped by the transfer assembly moves to the upper side of a jig of the rotating mechanism, the first air belt drives the shell to move downwards to place the shell in a clamping groove of the jig when the transfer cylinder works, the rotating motor drives the rotating disc to rotate when the rotating motor works, and the rotating disc drives the jig to rotate, so that the shell clamped in the jig rotates;
step 2, automatic feeding of the shell: meanwhile, when a section of the sponge is positioned on the bearing platform, the sponge is cut off by the sponge cutting machine;
step 3, placing the sponge in the shell: then clamping the sponge through an assembling air clamp, pushing a moving block to move by the operation of a moving cylinder, enabling the assembling air clamp to bring the sponge above the jig, and putting the sponge in the shell through the operation of the assembling air clamp;
step 4, gluing the shell: when the shell is conveyed to the lower part of the gluing mechanism, the stirring shaft and the stirring blades are driven to rotate and stir glue in the glue stirring barrel through the operation of the stirring motor, the glue is prevented from being solidified, the pressure in the glue stirring barrel is increased through the pressurizing device, the glue enters the gluing block from the hose and is extruded out from the glue outlet hole, then the gluing head descends through the operation of the gluing cylinder, and the glue on the gluing head is coated on the shell;
and 5, automatically feeding the bottom cover and fixing the bottom cover with the shell: a bottom cover at the tail end of the second conveying belt is adsorbed by a sucking disc of the bottom cover assembling mechanism, and then the bottom cover is moved to the upper part of the shell by the conveying assembly and is arranged on the shell;
step 6: automatic blanking: and finally, the blanking cylinder of the blanking assembly works to enable the blanking plate to be inserted into the through hole and the jack, the product is jacked up from the jig, the upper end of the blanking plate is inclined to the inclined plate after the product is regularly inclined, and the product falls onto the inclined plate and slides along the inclined plate to complete blanking.
In a preferred embodiment of the present invention, the shell feeding mechanism, the sponge assembling mechanism, the glue applying mechanism, the bottom cover assembling mechanism and the blanking assembly are circumferentially distributed beside the rotating mechanism, the limiting assembly is installed at the end of the feeding assembly, the driving assembly is installed below the transferring assembly, the sponge assembling mechanism includes a sponge feeding assembly and a sponge assembling assembly, and the sponge assembling assembly is located between the sponge feeding assembly and the rotating mechanism.
In a preferred embodiment of the invention, the rotating mechanism comprises a working frame, a rotating motor and a rotating disk, the rotating motor is vertically installed on the working frame, the output end of the rotating motor is vertically arranged upwards, the rotating disk is located above the working frame and fixedly connected with the output end of the rotating motor, five jigs distributed circumferentially are arranged on the rotating disk, clamping grooves for placing the shell are arranged on the jigs, a through hole is arranged at the lower part of each jig, five insertion holes are arranged on the rotating disk, and the five insertion holes correspond to the through holes on the five jigs one by one.
In a preferred embodiment of the invention, the feeding assembly comprises a feeding box, a first conveying belt, a vibrating motor and a feeding block, the front part of the first conveying belt is obliquely arranged, the rear part of the first conveying belt is horizontally arranged, the front part of the first conveying belt is positioned in the feeding box, the rear part of the first conveying belt is positioned above the feeding block, the first conveying belt is provided with a plurality of feeding plates which are arranged at equal intervals, the middle part of the feeding block is provided with the feeding groove, the cross section of the feeding groove is in an isosceles trapezoid shape, the bottom of the feeding groove is provided with a suspension groove, and the vibrating motor is installed at the lower end of the feeding block.
In a preferred embodiment of the present invention, the limiting assembly includes a limiting block, a limiting shaft and a torsion spring, the end of the feeding block is provided with a limiting groove, the limiting block is installed in the limiting groove, the upper end of the limiting block is rotatably connected to the feeding block through the limiting shaft, the torsion spring is sleeved on the limiting shaft, and two ends of the torsion spring respectively abut against the limiting block and the feeding block.
In a preferred embodiment of the present invention, the driving assembly includes a driving motor, a driving gear, a driven gear, a base, a driving plate and a driving shaft, wherein the base is provided with a receiving cavity, the driving motor is mounted on the base, an output end of the driving motor extends into the receiving cavity, the driving gear is sleeved on the output end of the driving motor, the driving shaft is vertically disposed in the receiving cavity, an upper end of the driving shaft penetrates through the base, the driven gear is sleeved on the driving shaft, the driving gear and the driven gear are connected through a belt, the driving plate is located above the base, and the driving plate is fixedly connected with the upper end of the driving shaft.
In a preferred embodiment of the present invention, the transferring assembly includes a transferring cylinder, a transferring plate, a pushing cylinder, a first air clamp, and two sliding rails, the transferring cylinder is vertically disposed at the upper end of the driving plate, the transferring plate is fixedly connected to the output end of the transferring cylinder, the two sliding rails are both mounted on the transferring plate, the two sliding rails are both provided with a sliding block, the lower end of the pushing plate is fixedly connected to the upper ends of all the sliding blocks, the pushing cylinder is horizontally mounted on the transferring plate, the output end of the pushing cylinder is fixedly connected to one end of the pushing plate, and the first air clamp is fixedly mounted at the upper end of the pushing plate.
In a preferred embodiment of the invention, the sponge feeding assembly comprises a roller conveyer belt and a sponge cutting machine, the tail end of the roller conveyer belt is provided with a bearing platform, a gap is arranged between the roller conveyer belt and the bearing platform, the sponge cutting machine is positioned between the roller conveyer belt and the bearing platform, both sides of the roller conveyer belt and the bearing platform are provided with limit baffles, the sponge assembly component comprises a moving part, a connecting plate and an assembly air clamp, the assembly air clamp is fixedly connected with the moving part through the connecting plate, the moving part comprises a moving frame, a moving block, a moving cylinder, a lifting cylinder and two guide rods, the two guide rods are arranged on the moving frame, the two guide rods penetrate through the moving block and are in sliding fit with the moving block, the moving cylinder is arranged at one end of the moving frame, the output end of the moving cylinder is fixedly connected with one end of the moving block, and the output end of the lifting cylinder is arranged downwards and is fixedly connected with the moving block.
In a preferred embodiment of the present invention, the glue spreading mechanism includes a glue barrel, a gantry, a glue spreading cylinder, a glue spreading block and a glue spreading head, the glue spreading cylinder is mounted on the gantry, an output end of the glue spreading cylinder is vertically disposed downward, the glue spreading block is mounted on an output end of the glue spreading cylinder, the glue spreading head is mounted at a lower end of the glue spreading block, the glue spreading head is provided with a plurality of uniformly distributed glue outlet holes, the glue barrel is mounted at a side of the gantry, a hose for communicating the glue barrel and the glue spreading block is disposed between the glue barrel and the glue spreading block, a stirring motor is disposed at a lower end of the glue barrel, an output end of the stirring motor is provided with a stirring shaft, an upper end of the stirring shaft extends into the glue barrel, a side wall of the stirring shaft is provided with three stirring blades, and a side.
In a preferred embodiment of the present invention, the bottom cover assembling mechanism includes a second conveyor belt, a transporting assembly, a connecting block, and two suction cups, the second conveyor belt is horizontally disposed, the end of the second conveyor belt is provided with a material blocking block, the transporting assembly is mounted above the end of the second conveyor belt, the transporting assembly and the moving member have the same structure, the connecting block is fixedly connected to the transporting assembly, and the two suction cups are both mounted at the lower end of the connecting block.
In a preferred embodiment of the present invention, the discharging assembly includes a discharging plate, an inclined plate and a discharging cylinder, the discharging cylinder is vertically disposed on the working frame, the discharging plate is mounted on the output end of the discharging cylinder, the upper end of the discharging plate is disposed in an inclined manner, and the inclined plate is disposed in an inclined manner beside the rotating disc.
The invention provides an automatic assembly process of a guitar humidifier by improvement, compared with the prior art, the automatic assembly process has the following improvements and advantages:
(1) the automatic assembly of the guitar humidifier can be realized, manual labor is not needed to participate in the assembly process, the production speed is improved, and the production cost is reduced;
(2) the glue is stored in the glue barrel and seeps out of the gluing head in an extruding mode, so that the glue is prevented from being directly exposed in the air, and the glue is prevented from volatilizing into the air to cause damage to a human body;
(3) the feeding work of the shell can be orderly completed through the matching work of the first conveying belt and the feeding block, so that the production speed is improved;
(4) the automatic feeding and cutting process has the advantages that the process design is ingenious, the shell is automatically fed, then the sponge is automatically fed and cut, then the sponge is placed on the shell, then the shell is automatically coated with glue, the bottom cover is automatically fed, finally the bottom cover and the shell are assembled to finish automatic blanking, the automation degree of the whole process is high, the production efficiency is improved by 10-15 times compared with manual work, the glue coating is uniform, glue overflow is avoided, the yield can reach more than 99.99%, the product quality is stable and consistent, more than 85% of manual work can be saved, and the obvious economic benefit is achieved.
Drawings
The invention is further explained below with reference to the figures and examples:
FIG. 1 is a schematic perspective view of an assembled product of the present invention;
FIG. 2 is a schematic view of an assembled product of the present invention in a disassembled configuration;
FIG. 3 is a schematic perspective view of the present invention;
FIG. 4 is a schematic perspective view of a rotary mechanism according to the present invention;
FIG. 5 is a partial perspective view of the first embodiment of the present invention;
FIG. 6 is an enlarged view taken at A in FIG. 5;
FIG. 7 is a partial side view of the present invention;
FIG. 8 is a partial top view of the present invention;
FIG. 9 is a cross-sectional view taken along line B-B of FIG. 8;
FIG. 10 is a partial perspective view of the second embodiment of the present invention;
FIG. 11 is a top view of the sponge loading assembly of the present invention;
FIG. 12 is a cross-sectional view taken along line C-C of FIG. 11;
FIG. 13 is a schematic perspective view of a sponge assembly mechanism according to the present invention;
FIG. 14 is a schematic perspective view of a glue applying mechanism according to the present invention;
FIG. 15 is an enlarged view at D of FIG. 14;
FIG. 16 is a perspective view of a bottom cover assembly mechanism according to the present invention;
FIG. 17 is a side view of the blanking assembly of the present invention;
FIG. 18 is a process flow diagram of the present invention;
description of reference numerals: the device comprises a shell 1, a sponge 2, a bottom cover 3, a rotating mechanism 4, a working frame 4a, a rotating motor 4b, a rotating disk 4c, a jig 4d, a clamping groove 4e, a shell feeding mechanism 5, a feeding assembly 5a, a feeding box 5a1, a first conveying belt 5a2, a vibrating motor 5a3, a feeding block 5a4, a feeding plate 5a5, a feeding groove 5a6, a suspension groove 5a7, a limiting assembly 5b, a limiting block 5b1, a limiting shaft 5b2, a torsion spring 5b3, a driving assembly 5c, a driving motor 5c1, a driving gear 5c2, a driven gear 5c3, a base 5c4, a driving plate 5c5, a driving shaft 5c6, an accommodating cavity 5c7, a transferring assembly 5d, a transferring cylinder 5d1, a transferring plate 5d2, a sliding rail 5d3, a pushing plate 5d4, a pushing cylinder 5d5, a first air clamp 5d 6867, a sponge assembly 5a, a sponge roller assembly 8746 and a assembling roller 366, the device comprises a supporting platform 6a3, a limit baffle 6a4, a sponge assembly component 6b, a moving part 6b1, a moving frame 6b1a, a moving block 6b1b, a moving cylinder 6b1c, a lifting cylinder 6b1d, a guide rod 6b1e, a connecting plate 6b2, an assembly air clamp 6b3, a gluing mechanism 7, a glue barrel 7a, a portal frame 7b, a gluing cylinder 7c, a gluing block 7d, a gluing head 7e, a glue outlet 7f, a stirring motor 7g, a hose 7h, a pressurizing device 7k, a bottom cover assembly mechanism 8, a second conveying belt 8a, a conveying component 8b, a connecting block 8c, a sucking disc 8d, a material blocking block 8e, a blanking component 9, a blanking plate 9a, an inclined plate 9b and a blanking cylinder 9 c.
Detailed Description
The present invention will be described in detail with reference to fig. 1 to 17, and the technical solutions in the embodiments of the present invention will be clearly and completely described below, and it is obvious that the described embodiments are only a part of the embodiments of the present invention, and not all embodiments. All other embodiments, which can be derived by a person skilled in the art from the embodiments given herein without making any creative effort, shall fall within the protection scope of the present invention.
Example 1
As shown in fig. 1-18, an automatic assembly process for a guitar humidifier comprises the following steps:
step 1, automatic feeding of a shell: the shell feeding mechanism 5 comprises a feeding assembly 5a, a limiting assembly 5b, a driving assembly 5c and a transferring assembly 5d, the transferring assembly 5d is positioned between the feeding assembly 5a and the rotating mechanism 4, the limiting assembly 5b is arranged at the tail end of the feeding assembly 5a, the driving assembly 5c is arranged below the transferring assembly 5d, a first conveying belt 5a2 works to drive a feeding plate 5a5 to move, the feeding plate 5a5 drives the shells 1 in the material box to move above the feeding block 5a4 together with the first conveying belt 5a2, the shells 1 fall into the feeding groove 5a6 to be hung on a hanging groove 5a7, the shells 1 are conveyed along the hanging groove 5a7 by the working of a vibrating motor 5a3, a limiting block limits the shells 1 at the tail end of the hanging groove 5a7, the first air clamp 5d6 can clamp the shells 1, and then drives a pushing plate 5d4 to move along the length direction of a sliding rail 5d3 by the working of a pushing air cylinder 5d5, the shell 1 is taken out from the hanging groove 5a7, then the driving motor 5c1 works to drive the driving gear 5c2 to rotate the driving gear 5c2 to drive the driven gear 5c3 to rotate under the transmission of the chain, the driven gear 5c3 drives the driving shaft 5c6 to rotate, the driving shaft 5c6 drives the driving plate 5c5 to rotate, so as to drive the transfer component 5d on the driving plate 5c5 to rotate, so that the shell 1 clamped by the transfer component 5d moves to the upper part of the jig 4d, the transfer cylinder 5d1 works to drive the first air clamp 5d6 to drive the shell 1 to move downwards to place the shell 1 in the clamping groove 4e of the jig 4d, the rotating motor 4b works to drive the rotating disc 4c to rotate, and the rotating disc drives the jig 4d to rotate, so as to drive the shell 1 clamped in the jig 4d to;
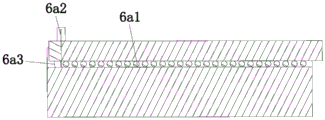
step 2, automatic sponge feeding and cutting: meanwhile, when the tail end of the strip-shaped sponge 2 is conveyed by the roller conveyor belt 6a1 and a section of the sponge 2 is positioned on the supporting platform 6a3, the sponge cutting machine 6a2 works to cut off the sponge 2;
step 3, placing the sponge in the shell: then the sponge 2 is clamped by the assembling air clamp 6b3, the moving cylinder 6b1c works to push the moving block 6b1b to move, so that the assembling air clamp 6b3 brings the sponge 2 above the jig 4d, and the sponge 2 is placed in the shell 1 by the assembling cylinder;
step 4, gluing the shell: when the shell 1 is conveyed to the lower part of the gluing mechanism 7, the stirring shaft and the stirring blades are driven to rotate to stir glue in the glue stirring barrel 7a through the operation of the stirring motor 7g, the glue is prevented from being solidified, the pressure in the glue stirring barrel 7a is increased through the pressurizing device 7k, the glue enters the gluing block 7d from the hose 7h and is extruded out of the glue outlet hole 7f, then the gluing head 7e descends through the operation of the gluing cylinder 7c, and the glue on the gluing head 7e is coated on the shell 1;
step 5, automatic feeding of the bottom cover: the bottom cover 3 at the tail end of the second conveying belt 8a is adsorbed by the sucking disc 8d, and the bottom cover 3 is moved to the upper part of the shell 1 by the conveying assembly 8b and is arranged on the shell 1;
step 6: automatic blanking: and finally, the blanking cylinder 9c works to enable the blanking plate 9a to be inserted into the through hole and the jack, the product is jacked up from the jig 4d, the upper end of the blanking plate 9a is inclined to the inclined plate 9b after the product is periodically arranged, and the product falls onto the inclined plate 9b and slides along the inclined plate 9b, so that blanking is completed.
The shell feeding mechanism 5, the sponge assembling mechanism 6, the glue coating mechanism 7, the bottom cover assembling mechanism 8 and the blanking assembly 9 are circumferentially distributed at the side of the rotating mechanism 4, the sponge assembling mechanism 6 comprises a sponge feeding assembly 6a and a sponge assembling assembly 6b, and the sponge assembling assembly 6b is positioned between the sponge feeding assembly 6a and the rotating mechanism 4; accomplish the material loading of casing 1 in the material loading subassembly 5a, on rethread drive assembly 5c transported the casing 1 on the material loading subassembly 5a with transport subassembly 5d cooperation work to rotary mechanism 4, drive casing 1 through rotary mechanism 4 and rotate and pass through sponge assembly devices 6, rubber coating mechanism 7, bottom assembly devices 8 and unloading subassembly 9 in proper order, accomplish assembly, bottom 3 assembly and the unloading process of sponge 2 respectively.
The rotating mechanism 4 comprises a working frame 4a, a rotating motor 4b and a rotating disk 4c, the rotating motor 4b is vertically installed on the working frame 4a, the output end of the rotating motor 4b is vertically arranged upwards, the rotating disk 4c is located above the working frame 4a, the rotating disk 4c is fixedly connected with the output end of the rotating motor 4b, five jigs 4d which are distributed circumferentially are arranged on the rotating disk 4c, clamping grooves 4e for placing the shell 1 are formed in the jigs 4d, a through hole is formed in the lower portion of each jig 4d, five insertion holes are formed in the rotating disk 4c, and the five insertion holes correspond to the through holes in the five jigs 4d one by one; through rotating electrical machines 4b work drive rotary disk 4c commentaries on classics, the rotor plate drives tool 4d and rotates to make the block rotate at tool 4 d's casing 1, through-hole and jack are used for and the cooperation of unloading subassembly 9, make things convenient for the unloading process of product.
The feeding assembly 5a comprises a feeding box 5a1, a first conveyor belt 5a2, a vibrating motor 5a3 and a feeding block 5a4, the front part of the first conveyor belt 5a2 is obliquely arranged, the rear part of the first conveyor belt 5a2 is horizontally arranged, the front part of the first conveyor belt 5a2 is positioned in the feeding box 5a1, the rear part of the first conveyor belt 5a2 is positioned above the feeding block 5a4, a plurality of feeding plates 5a5 which are arranged at equal intervals are arranged on the first conveyor belt 5a2, a feeding groove 5a6 is arranged in the middle of the feeding block 5a4, the cross section of the feeding groove 5a6 is isosceles trapezoid, a hanging groove 5a7 is arranged at the bottom of the feeding groove 5a6, and the vibrating motor 5a3 is mounted at the lower end of the feeding block 5a 4; the first conveying belt 5a2 works to drive the feeding plate 5a5 to move, the feeding plate 5a5 drives the shell 1 in the material box to move above the feeding block 5a4 together with the first conveying belt 5a2, the shell 1 falls into the feeding groove 5a6 and is hung on the hanging groove 5a7, the shell 1 is conveyed along the hanging groove 5a7 through the work of the vibrating motor 5a3, and automatic feeding of the irregular shell 1 can be achieved.
The limiting assembly 5b comprises a limiting block 5b1, a limiting shaft 5b2 and a torsion spring 5b3, a limiting groove is formed in the tail end of the upper material block 5a4, the limiting block 5b1 is installed in the limiting groove, the upper end of the limiting block 5b1 is rotatably connected with the upper material block 5a4 through a limiting shaft 5b2, the torsion spring 5b3 is sleeved on the limiting shaft 5b2, and two ends of the torsion spring 5b3 respectively abut against the limiting block 5b1 and the upper material block 5a 4; make limiting block 5b1 be vertical state through the effect of torsional spring 5b3, limiting block 5b1 blocks the casing 1 on the material loading piece 5a4, get the casing 1 back when transporting subassembly 5d clamp, can overcome the dynamics of torsional spring 5b3, make rotatory piece rotate around restriction axle 5b2, thereby take out casing 1 from hanging groove 5a7, limiting block 5b can enough avoid casing 1 to remove from the end that hangs groove 5a7, also be convenient for transport subassembly 5d to process casing 1 and take out, its simple structure, convenient and practical.
The driving assembly 5c comprises a driving motor 5c1, a driving gear 5c2, a driven gear 5c3, a base 5c4, a driving plate 5c5 and a driving shaft 5c6, a containing cavity 5c7 is arranged in the base 5c4, the driving motor 5c1 is mounted on the base 5c4, an output end of the driving motor 5c1 extends into the containing cavity 5c7, the driving gear 5c2 is sleeved on the output end of the driving motor 5c1, the driving shaft 5c6 is vertically arranged in the containing cavity 5c7, an upper end of the driving shaft 5c6 penetrates through the base 5c4, the driven gear 5c3 is sleeved on the driving shaft 5c6, the driving gear 5c2 is connected with the driven gear 5c3 through a belt transmission, the driving plate 5c5 is positioned above the base 5c4, and the driving plate 5c5 is fixedly connected with an upper end of the driving shaft 5c 6; drive gear 5c2 through driving motor 5c1 work and rotate drive gear 5c2 and drive driven gear 5c3 and rotate under the transmission of chain, driven gear 5c3 drives drive shaft 5c6 and rotates, and drive shaft 5c6 drives drive plate 5c5 and rotates to it changes to drive transport subassembly 5d on the drive plate 5c5, makes the casing 1 motion that transport subassembly 5d got to press from both sides.
The transferring assembly 5d comprises a transferring cylinder 5d1, a transferring plate 5d2, a pushing plate 5d4, a pushing cylinder 5d5, a first air clamp 5d6 and two sliding rails 5d3, the transferring cylinder 5d1 is vertically arranged at the upper end of a driving plate 5c5, the transferring plate 5d2 is fixedly connected with the output end of a transferring cylinder 5d1, the two sliding rails 5d3 are both arranged on the transferring plate 5d2, the two sliding rails 5d3 are both provided with sliding blocks, the lower end of the pushing plate 5d4 is fixedly connected with the upper ends of all the sliding blocks, the pushing cylinder 5d5 is horizontally arranged on the transferring plate 5d2, the output end of the pushing cylinder 5d5 is fixedly connected with one end of the pushing plate 5d4, and the first air clamp 5d6 is fixedly arranged at the upper end of the pushing plate 5d 4; can clip casing 1 through first air clamp 5d6, later through the work of push cylinder 5d5 drive push plate 5d4 along the length direction removal of slide rail 5d3 to take out casing 1 from hanging groove 5a7, later through the work of drive assembly 5c with casing 1 transportation to the top of tool 4d, transport cylinder 5d1 work makes first air clamp 5d6 drive casing 1 and move down and lay casing 1 in the block groove 4e of tool 4 d.
The sponge feeding assembly 6a comprises a roller conveyor belt 6a1 and a sponge cutting machine 6a2, the end of the roller conveyor belt 6a1 is provided with a supporting platform 6a3, a gap is arranged between the roller conveyor belt 6a1 and the supporting platform 6a3, the sponge cutting machine 6a2 is positioned between the roller conveyor belt 6a1 and the supporting platform 6a3, both sides of the roller conveyor belt 6a1 and the supporting platform 6a3 are provided with a limit baffle 6a4, the sponge assembling assembly 6b comprises a moving part 6b1, a connecting plate 6b2 and an assembling air clamp 6b3, the assembling air clamp 6b3 is fixedly connected with the moving part 6b3 through the connecting plate 6b3, the moving part 6b3 comprises a moving frame 6b 13, a moving block 6b 13, a moving cylinder 6b 13, a lifting cylinder 6b 13 and two guide rods 6b 13, the two guide rods 6b1b 3 are mounted on the moving frame 6b 13, the two guide rods 3 are respectively matched with the moving block 3 in a sliding way, the moving cylinder 6b1c is installed at one end of the moving frame 6b1a, the output end of the moving cylinder 6b1c is fixedly connected with one end of the moving block 6b1b, the lifting cylinder 6b1d is fixedly connected with the moving block 6b1b, and the output end of the lifting cylinder 6b1d is arranged downwards; the tail end of the long-strip-shaped sponge 2 conveying belt is conveyed by the roller conveying belt 6a1, when one section of the sponge 2 is located on the bearing platform 6a3, the sponge 2 is cut off by the sponge cutting machine 6a2 in work, then the sponge 2 is clamped by the assembling air clamp 6b3, the moving block 6b1b is pushed by the moving cylinder 6b1c in work to move, the sponge 2 is taken to the upper side of the jig 4d by the assembling air clamp 6b3, the sponge 2 is placed in the shell 1 by the assembling air cylinder in work, the sponge cutting machine 6a2 is the prior art, and details are not given again.
The gluing mechanism 7 comprises a gluing barrel 7a, a portal frame 7b, a gluing cylinder 7c, a gluing block 7d and a gluing head 7e, the gluing cylinder 7c is arranged on the portal frame 7b, the output end of the gluing cylinder 7c is vertically arranged downwards, the gluing block 7d is arranged on the output end of the gluing cylinder 7c, the gluing head 7e is arranged at the lower end of the gluing block 7d, the gluing head 7e is provided with a plurality of glue outlet holes 7f which are uniformly distributed, the glue barrel 7a is arranged at the side of the portal frame 7b, a hose 7h for communicating the glue barrel 7a and the gluing block 7d is arranged between the glue barrel 7a and the gluing block 7d, the lower end of the rubber barrel 7a is provided with a stirring motor 7g, the output end of the stirring motor 7g is provided with a stirring shaft, the upper end of the stirring shaft extends into the rubber barrel 7a, the side wall of the stirring shaft is provided with three stirring blades, a pressurizing device 7k for increasing the pressure in the rubber barrel 7a is arranged beside the rubber barrel 7 a; the stirring shaft and the stirring blades are driven to rotate to stir the glue in the glue stirring barrel 7a through the work of the stirring motor 7g, the glue is prevented from being solidified, the pressure in the glue stirring barrel 7a is increased through the pressurizing device 7k, the glue enters the gluing block 7d from the hose 7h and is extruded out from the glue outlet hole 7f, then the gluing head 7e descends due to the work of the gluing cylinder 7c, and the glue on the gluing head 7e is coated on the shell 1.
The bottom cover assembling mechanism 8 comprises a second conveying belt 8a, a conveying assembly 8b, a connecting block 8c and two suckers 8d, the second conveying belt 8a is horizontally arranged, a material blocking block 8e is arranged at the tail end of the second conveying belt 8a, the conveying assembly 8b is arranged above the tail end of the second conveying belt 8a, the conveying assembly 8b and the moving part 6b1 are identical in structure, the connecting block 8c is fixedly connected with the conveying assembly 8b, and the two suckers 8d are both arranged at the lower end of the connecting block 8 c; the bottom cover 3 at the end of the second conveyor belt 8a is sucked by the suction cup 8d, and the bottom cover 3 is moved to the upper side of the housing 1 by the conveyance member 8b and mounted on the housing 1.
The blanking assembly 9 comprises a blanking plate 9a, an inclined plate 9b and a blanking cylinder 9c, the blanking cylinder 9c is vertically arranged on the working frame 4a, the blanking plate 9a is arranged at the output end of the blanking cylinder 9c, the upper end of the blanking plate 9a is obliquely arranged, and the inclined plate 9b is obliquely arranged at the side of the rotating disc 4 c; unloading cylinder 9c work makes flitch 9a insert in through-hole and the jack down, with jack-up in the product follow tool 4d, the slope setting of unloading board 9a upper end makes the product slope to swash plate 9b after regularly, and the product falls to swash plate 9b and goes up along swash plate 9b and slide, accomplishes the unloading.
The previous description of the disclosed embodiments is provided to enable any person skilled in the art to make or use the present invention. Various modifications to these embodiments will be readily apparent to those skilled in the art, and the generic principles defined herein may be applied to other embodiments without departing from the spirit or scope of the invention. Thus, the present invention is not intended to be limited to the embodiments shown herein but is to be accorded the widest scope consistent with the principles and novel features disclosed herein.