CN110114432B - 用于弹性附件的热熔性粘合剂组合物 - Google Patents
用于弹性附件的热熔性粘合剂组合物 Download PDFInfo
- Publication number
- CN110114432B CN110114432B CN201780079129.8A CN201780079129A CN110114432B CN 110114432 B CN110114432 B CN 110114432B CN 201780079129 A CN201780079129 A CN 201780079129A CN 110114432 B CN110114432 B CN 110114432B
- Authority
- CN
- China
- Prior art keywords
- adhesive composition
- hot melt
- melt adhesive
- styrene block
- block copolymer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L15/00—Chemical aspects of, or use of materials for, bandages, dressings or absorbent pads
- A61L15/16—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons
- A61L15/42—Use of materials characterised by their function or physical properties
- A61L15/58—Adhesives
- A61L15/585—Mixtures of macromolecular compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L53/00—Compositions of block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers
- C08L53/02—Compositions of block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers of vinyl-aromatic monomers and conjugated dienes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J153/00—Adhesives based on block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Adhesives based on derivatives of such polymers
- C09J153/02—Vinyl aromatic monomers and conjugated dienes
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/02—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group
- C08L2205/025—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group containing two or more polymers of the same hierarchy C08L, and differing only in parameters such as density, comonomer content, molecular weight, structure
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/03—Polymer mixtures characterised by other features containing three or more polymers in a blend
- C08L2205/035—Polymer mixtures characterised by other features containing three or more polymers in a blend containing four or more polymers in a blend
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2203/00—Applications of adhesives in processes or use of adhesives in the form of films or foils
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Organic Chemistry (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Materials Engineering (AREA)
- Engineering & Computer Science (AREA)
- Hematology (AREA)
- Epidemiology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
本发明涉及一种热熔性粘合剂组合物,其包含至少一种SBC的特定混合物、至少一种增粘树脂、至少一种蜡和至少一种增塑剂。本发明还涉及包含根据本发明的热熔性粘合剂组合物的层压制件,其可用于生产一次性卫生制品。
Description
发明领域
本发明涉及一种热熔性粘合剂组合物,其包含至少一种苯乙烯嵌段共聚物(SBC)的特定混合物、至少一种增粘树脂、至少一种蜡和至少一种增塑剂,及其用于弹性附件应用的用途。
本发明还涉及包含根据本发明的热熔性粘合剂组合物的层压制件,其可用于生产一次性卫生制品。
发明背景
一次性卫生制品由用粘合剂材料粘合的多种多样的基底(非织造的弹性体材料、膜,例如聚烯烃膜并特别是聚乙烯或聚丙烯膜)制成。在一次性卫生制品的实例中,可提及尿布、餐巾纸或成人失禁一次性制品。
一次性卫生制品以高速生产线速率生产。在此类生产中,通常使用热熔性粘合剂,因为它们可容易地施加到基底上(在熔融状态下)并在冷却后快速形成强粘合,而没有任何另外的生产步骤,例如溶剂去除。
在尿布生产行业中使用热熔性粘合剂来在更广的粘合剂施加工艺窗口中粘合更多种类的基底。
一般地,在一次性卫生制品中可发现数种热熔性粘合剂,这取决于它们的位置(emplacement)和最终功能,例如:
-芯粘合剂:用于在尿布的生产期间并且在尿布的使用期间(主要在所述尿布变湿之后)使尿布芯(绒毛和超吸收性聚合物(SuperAbsorbentPolymer,“SAP”)保持原位)。
-结构粘合剂:其将聚乙烯背片与非织造基底粘合或其粘合两个非织造基底。
-弹性粘合剂:用于将弹性材料(如基于聚氨酯的线)与片状基底(如聚乙烯“PE”或聚丙烯“PP”和非织造基底)粘合。
取决于目标应用,热熔性粘合剂应符合与其最终用途和施加(涂布)工艺相关的一些最低要求。
特别地,热熔性粘合剂应展示良好的加工性能。
通常,熔融粘合剂被喷雾、纤维化或涂布于圆柱体或平面表面上。一旦冷却下来,粘合剂需要实现多种要求,如在机械应力作用下或作用后,和在各种热条件作用下或作用后,通过剥离力或粘合保留测定的粘合强度。
特别地,在弹性附件应用中,粘合剂应使弹性材料保持原位,特别当在一次性卫生制品的生产和使用期间要求时。实际上,在生产过程中,通常在粘合之前首先拉伸弹性材料(例如一组弹性线),然后通过非接触(喷雾)或接触施加将粘合剂施加到弹性材料上,接着将涂布有粘合剂的弹性材料在两个片状基底(例如非织造基底和聚烯烃膜)之间迅速层压。在这之后,让弹性材料放松,产生具有显著弹性的聚集的(或rushed)层压制件。因此,粘合剂需要呈现高的内聚力和弹性以足够抵抗蠕变强度。此外,为了避免任何粘合失效,还建议在弹性材料上具有良好附着。
目前市场趋势走向以更高速度生产线生产率和降低的成本生产更好质量的尿布。为了满足该需求,在卫生行业已开发较高速度的尿布机器并已寻求降低成本的不同方法。
降低生产成本的一种可能方法是使用较薄的基底。然而,塑料基底如聚乙烯膜的变薄引起热破坏问题,因为热熔性粘合剂通常在高温(至少150℃)下施加到基底上。特别地,在这种温度下将热熔性粘合剂施加到聚乙烯膜上可引起“烧穿(burn through)”问题,如基底的熔融或在基底上起皱纹。
降低生产成本的另一可能方法是在较低温度(低于150℃,如130℃-140℃)下施加热熔性粘合剂。然而,降低施加温度提高了热熔性粘合剂粘度并通常导致粘合剂在低温下的加工性能差。
特别地,当生产线达到400米/分(m/mn)或更高速度时,在涂布系统的泵和管中经常观察到超过压力报警限度的高压水平,引起生产线停止运行和/或涂布的粘合剂添加量(add-on)的易变性。
此外,观察到现有热熔性粘合剂在这种生产线速度的连续或间歇施加工艺下导致不规则的粘合图案。具体地,当使用不同类型的连续或间歇、接触或非接触施加工艺时,观察到粘合剂在喷嘴出口分散、堆积、弹性线的缠绕差和螺旋图案差。
所有这些问题大大地降低了生产线效率,因为它们需要生产线停止、生产线清洁和维护以及启动&停止时的废物管理,还提高例如由于差的图案或差的粘合性能导致的不一致(non-conforming)终产品率。因此,在此背景下,非常重要的是生产线没有因为热熔性粘合剂相关的或引起的问题而停止。
各种专利文献教导使用低软化点增粘剂或较低聚合物含量和更多增塑剂来获得可低温施加的热熔性粘合剂,例如在较薄基底或热敏性基底如聚烯烃基底的情况下避免“烧穿”现象。然而,这经常导致粘合剂的负内聚力和抗蠕变性变差。同样,这些粘合剂的加工性能不适合于至少400m/mn的高生产线速度和间歇施加模式。
WO 2014/175410(Henkel Ag&Co KGAA)研究热熔性粘合剂组合物,其包含乙烯基芳族烃和共轭二烯烃化合物的热塑性嵌段共聚物的共混物,包含:(A1)星形类苯乙烯嵌段共聚物,其苯乙烯含量为35重量%至45重量%和二嵌段含量为50重量%至90重量%,其作为25重量%甲苯溶液在25℃下的粘度不超过250mPa.s,和(A2)苯乙烯嵌段共聚物,其苯乙烯含量低于30重量%,作为25重量%甲苯溶液在25℃下的粘度大于250mPa.s,和增粘树脂。教导该组合物能在低温(不高于140℃)施加并对聚烯烃基底展示优异的粘合性、用于生产一次性产品。
然而,该文献没有描述根据本发明的热熔性粘合剂组合物。它也没有提及在至少400m/mn的高速生产线下的层压工艺的使用。如上所述,与常规较低速度施加工艺的使用相比,这种高速生产线工艺的使用可产生新问题。
因此,对提供稳定且良好性能、在高速下具有提高的加工性能并还应与新一代较薄基底和接触与非接触施加技术相容的弹性附件粘合剂存在真正需求。
现在已经发现可能开发SBC基粘合剂,其可在低温下施加(避免“烧穿”现象)、在高速生产线(至少400m/mn)具有优异加工性能,其对不同基底的弹性附件展示良好的涂布和粘合性质并且其还可在各种施加工艺下提供良好的粘合图案控制。
如上所述,根据本发明的热熔性粘合剂组合物的优点之一是它可在高速生产线(至少400m/mn)、较低温度(低至130℃)和低压下使用,并因此能够避免维护问题和生产线停工。
实际上,根据本发明的热熔性粘合剂组合物在意欲用于生产一次性卫生制品的高速涂布系统(至少400m/mn并高达600m/mn的速率)上展示优异的加工性能而不引起生产线停止运行(其通常在泵或管压力水平达到或超过最大极限压力时出现)和/或不引起涂布的粘合剂添加量的易变性。
本文中所用的词语“加工性能”对应于容易熔融、泵送和输送熔融的粘合剂材料到需要粘合的最终位置而不超过标准涂布系统(如通常用于生产一次性卫生制品并如实施例中进一步示例的那些)的泵送系统中的压力极限(其通常为60bar或以上)的能力。
如上所述,根据本发明的热熔性粘合剂组合物的另一优点涉及其粘合性能。
根据本发明的热熔性粘合剂组合物在各种施加工艺(如通常用于生产一次性卫生制品的连续或间隙的接触或非接触涂布系统的那些)下在保留力(内聚力)和对不同基底(非织造(NW)基底、聚烯烃如PE或PP、弹性材料如弹性线)的附着(粘性)之间展示良好折中。
特别地,发现根据本发明的热熔性粘合剂组合物使得能够在接触或非接触施加工艺下生产层压制件,具有优异的抗蠕变性或粘合保留(至少75%)。特别地,本发明的热熔性粘合剂组合物提供大于75%、优选在80%至95%范围内的初始抗蠕变性。
如实施例中所示,观察到这些性质经时保留(在室温(23℃)或更高温度下)。特别地,根据本发明的热熔性粘合剂的长期性能大致保持不变,甚至在老化长时间(在室温或更高温度(高达55℃)下长达2-4周)之后。
如上所述,根据本发明的热熔性粘合剂组合物的另一优点与在各种施加工艺下其良好的涂布性能和其良好的粘合图案控制相关。这些性质对于得到一致的涂布结果是重要的。
发现根据本发明的热熔性粘合剂组合物在连续或间歇施加模式下提供规则图案和/或整齐的切断。
特别地,发现根据本发明的热熔性粘合剂组合物可使用标准涂布系统以连续或高间隙频率模式在高速(≥400m/min)和低温(130-140℃)下以期望量并在需要粘合的期望位置施加。
特别地,本发明的热熔性粘合剂组合物在高生产线速度下提供弹性线的稳定且良好的缠绕。
还已发现根据本发明的热熔性粘合剂组合物可在一次性卫生产品的高速以及较低速生产线上使用,而不在加工性能、图案控制、涂布性能或粘合性能方面引起任何问题。
在另一方面,根据本发明的热熔性粘合剂还在室温(23℃)下展现高的耐冷流性,并因此更容易处理和储存。
在另一方面,发现根据本发明的热熔性粘合剂对施加系统的构造(特别是关于粘合剂出料器轴和待涂布基底表面之间的接触角)的变化较不敏感。
本发明的其它特征和优势将从作为非限制性实例给出的以下本发明实施方式的描述中显现。
发明内容
本发明的第一目的是聚合物混合物,其包含:
-至少一种热塑性苯乙烯嵌段共聚物(A)(标示为“SBC(A)”),其包含:
-至少一种星形类苯乙烯嵌段共聚物(A1)(下文标记为“星形类SBC(A1)”)和
-至少一种苯乙烯二嵌段共聚物(A2)(下文标记为“二嵌段(A2)”),
具有:
-至少30重量%的苯乙烯含量,基于SBC(A)的总重量,和
-少于50重量%的非零二嵌段(A2)含量,基于SBC(A)的总重量,
-至少一种热塑性苯乙烯嵌段共聚物(B)(标示为“SBC(B)”),其包含:
-至少一种线型苯乙烯嵌段共聚物(B1)(下文标记为“线型SBC(B1)”)和
-至少一种苯乙烯二嵌段共聚物(B2)(下文标记为“二嵌段(B2)”)
具有:
-至少35重量%的苯乙烯含量,基于SBC(B)的总重量,和
-至少50重量%的二嵌段(B2)含量,基于SBC(B)的总重量。
优选地,SBC(A)具有:
-在30重量%至50重量%范围内的苯乙烯含量,基于SBC(A)的总重量,
-在20重量%至49重量%范围内的二嵌段(A2)含量,基于SBC(A)的总重量,和
-大于250mPa.s并高达500mPa.s的在25℃下的粘度,作为25重量%甲苯溶液。
更优选地,SBC(A)具有:
-在35重量%至45重量%范围内的苯乙烯含量,基于SBC(A)的总重量,
-在22重量%至45重量%范围内的二嵌段(A2)含量,基于SBC(A)的总重量,和
-在300mPa.s至500mPa.s范围内,甚至更优选在300m Pa.s至450mPa.s范围内的在25℃下的粘度,作为25重量%甲苯溶液。
优选地,SBC(B)具有:
-至少40重量%的苯乙烯含量,基于SBC(B)的总重量,
-在55重量%至80重量%范围内的二嵌段(B2)含量,基于SBC(B)的总重量,和
-200mPa.s或更低,优选在100mPa.s至200mPa.s范围内的在25℃下的粘度,作为25重量%甲苯溶液。
更优选地,SBC(B)具有:
-在40重量%至55重量%范围内的苯乙烯含量,基于SBC(B)的总重量,
-在60重量%至70重量%范围内的二嵌段(B2)含量,基于SBC(B)的总重量,和
-在100mPa.s至200mPa.s范围内的在25℃下的粘度,作为25重量%甲苯溶液。
优选地,SBC(A)相对SBC(B)的重量比在0.5至2.5范围内,优选在1至2范围内。
优选地,根据本发明的聚合物混合物为热塑性苯乙烯嵌段共聚物混合物。
优选地,上述聚合物混合物的苯乙烯总含量占所述聚合物混合物总重量的至少40重量%,并且上述聚合物混合物的苯乙烯二嵌段共聚物总含量占所述聚合物混合物总重量的30重量%至60重量%。
更优选地,上述聚合物混合物的苯乙烯总含量占所述聚合物混合物总重量的40重量%至45重量%,并且上述聚合物混合物的苯乙烯二嵌段共聚物总含量占所述聚合物混合物总重量的34重量%至55重量%。
更优选地,SBC(A)和(B)都是苯乙烯-丁二烯基嵌段共聚物,意味着SBC(A)和(B)中包含的各苯乙烯嵌段共聚物,特别是(A1)、(A2)、(B1)和(B2),包含至少一种非弹性体嵌段(其为聚苯乙烯)和至少一种弹性体嵌段(其为聚丁二烯)。
本发明的第二目的是热熔性粘合剂组合物,除了根据本发明的上述聚合物混合物的成分以外,其包含:
-至少一种增粘树脂(C),
-至少一种蜡(D),和
-至少一种增塑剂(E)。
在一个实施方案中,SBC(A)和(B)的总量优选在15重量%至35重量%范围内,更优选在18重量%至35重量%范围内,甚至更优选在20重量%至30重量%范围内,基于根据本发明的热熔性粘合剂组合物的总重量。
特别地,在热熔性粘合剂组合物内SBC(A)和(B)可以在上述量范围内的任何重量比混合。优选地,SBC(A)相对SBC(B)的重量比在0.5至2.5范围内,优选在1至2范围内。
在另一实施方案中,增粘树脂(C)的量在35重量%至65重量%范围内,蜡(D)的量在0.5重量%至5重量%范围内,增塑剂(E)的量在5重量%至25重量%范围内,基于根据本发明的热熔性粘合剂组合物的总重量。
更优选地,所述热熔性粘合剂组合物包含:
-15重量%至35重量%,优选18重量%至35重量%,更优选20重量%至30重量%的包含SBC(A)和(B)的上述聚合物混合物,
-35重量%至65重量%的至少一种增粘树脂(C),
-0.5重量%至5重量%的至少一种蜡(D),
-5重量%至25重量%的至少一种增塑剂(E),
基于所述热熔性粘合剂组合物的总重量。
本发明的热熔性粘合剂组合物优选具有在3℃至10℃范围内,更优选在4℃至9.5℃范围内的玻璃化转变温度(Tg)。
本发明的第三目的是用于生产热熔性粘合剂组合物的方法。
本发明的第四目的是根据本发明的热熔性粘合剂组合物用于弹性附件且特别用于在两个分开的基底之间粘合弹性材料的用途。
本发明的第五目的是层压制件,其包含至少一种弹性材料和至少两个基底,所述弹性材料插在所述两个基底之间并涂布有根据本发明的热熔性粘合剂组合物。
本发明的第六目的是用于生产根据本发明的层压制件的方法。
本发明的另一目的是一次性卫生制品,其包含至少一种根据本发明的层压制件。
如上所述,根据本发明的热熔性粘合剂组合物的优点之一是它可在高速生产线(至少400m/mn)上在较低温度(低至130℃)和低压下使用,这使得能够避免维护问题和生产线停工。
根据本发明的热熔性粘合剂提供与商品橡胶基粘合剂相当的性能并可在低于150℃的温度(130-140℃)下以高速(至少400m/mn)使用。
特别地,本发明的热熔性粘合剂组合物还适合在较低温度(120℃)下在较低速度生产线(200m/mn)上施加,如在一些现有的一次性卫生产品的生产线上,如实施例中所示的。
特别地,可在宽的工艺窗口内在较低温度(130-140℃)和短至长的开放时间(0.2-10秒)施加本发明的热熔性粘合剂组合物。
除非另外表明,在本申请中:
-可如本领域技术人员已知的,使用Brookfield粘度计在合适速度并使用合适转子测定粘度,
-可通过本领域中众所周知的ASTM环球法确定软化点(sp),
-可通过本领域中众所周知的标准热分析方法确定结晶温度,
-可通过如本领域中众所周知的动态力学分析(DMA)测定玻璃化转变温度(Tg)。
本发明的其它特征和优点将从作为非限定实例给出的以下本发明实施方案的描述显现。
附图简述
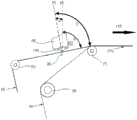
作为示例目的给出图1以帮助理解本发明。该图没有按照比例绘制。它是层压制件生产工艺的部分代表,显示包含装备有导线器(strand guide(8))的以接触喷嘴(10)终止的出料机(9)的接触施加装置,其用于通过具有若干孔的接触喷嘴(10) 将一组弹性线(3)粘在基底(4)上。接触喷嘴的孔数对应于将被粘合剂组合物涂布的弹性线的数目。弹性线被弹性线辊(5)和导线器(8)分开并引导从而各弹性线可被从接触喷嘴的孔喷出的粘合剂组合物分开涂布。通过辊(7)将被辊(6)引导的运行基底(4)和运行的涂布的弹性材料放置成接触在一起以形成{基底+弹性线}材料(11)。如方向(12)所示,{基底+弹性线}材料向前运行并将随后与另一运行的基底层压以形成在两个基底层之间包含弹性线的层压制件。
将一组弹性线(3)粘在基底(4)上。接触喷嘴的孔数对应于将被粘合剂组合物涂布的弹性线的数目。弹性线被弹性线辊(5)和导线器(8)分开并引导从而各弹性线可被从接触喷嘴的孔喷出的粘合剂组合物分开涂布。通过辊(7)将被辊(6)引导的运行基底(4)和运行的涂布的弹性材料放置成接触在一起以形成{基底+弹性线}材料(11)。如方向(12)所示,{基底+弹性线}材料向前运行并将随后与另一运行的基底层压以形成在两个基底层之间包含弹性线的层压制件。
发明详述
成分(A):
词语“热塑性苯乙烯嵌段共聚物”(A)(下文标记为“SBC(A)”、“共混物(A)”或“SBC共混物(A)”)用于本申请中指代热塑性苯乙烯嵌段共聚物的共混物,其包含至少一种星形类苯乙烯嵌段共聚物(A1)和至少一种苯乙烯二嵌段共聚物(A2)。
SBC(A)中包含的苯乙烯嵌段共聚物,特别是(A1)和(A2),包含至少一种非弹性体嵌段A’(其为苯乙烯基聚合物(优选聚苯乙烯))和至少一种弹性体嵌段B’(其为共轭二烯烃基嵌段聚合物,所述共轭二烯烃基嵌段聚合物优选为非氢化的)。
所述苯乙烯基聚合物优选为聚苯乙烯。然而,所述苯乙烯基聚合物还可衍生自烷基取代的苯乙烯单体、烷氧基取代的苯乙烯单体和/或其与非取代的苯乙烯单体的混合物。本文中为了简单起见,提及苯乙烯的术语如“苯乙烯基”、“苯乙烯(二)嵌段”、“苯乙烯-共轭二烯烃基嵌段”、“苯乙烯含量”等优选意欲包括这些取代的苯乙烯单体。
特别地,星形类SBC(A1)指分支苯乙烯-共轭二烯烃基嵌段共聚物,其具有这样的结构:其中多个线型苯乙烯-共轭二烯烃基嵌段共聚物从衍生自偶联剂的多官能中心径向伸出。
星形类SBC(A1)可由下式(0)表示:
(A’-B’)n-Y-(B”)n’(0)
其中:
-A’为苯乙烯基聚合物、优选聚苯乙烯的非弹性体嵌段,
-B’和B”,相同或不同,代表共轭二烯烃嵌段聚合物的每一个弹性体嵌段,所述共轭二烯烃优选选自丁二烯、异戊二烯及其混合物,更优选丁二烯,
-Y为用于生产星形类SBC(A1)的多官能偶联剂的残基,
-n为至少3的整数,优选在3至10范围内,更优选在3至5范围内,
-n’为在0至10范围内,优选在0至4范围内的整数。
优选地,星形类SBC(A1)可由下式(1)表示:
(A’-B’)n-Y(1)
其中:
-A’为苯乙烯基聚合物,优选聚苯乙烯的非弹性体嵌段,
-B’为共轭二烯烃嵌段聚合物的弹性体嵌段,所述共轭二烯烃优选选自丁二烯、异戊二烯及其混合物,更优选丁二烯,
-Y为用于生产星形类SBC(A1)的多官能偶联剂的残基,
-n为至少3的整数,优选在3至5范围内。
形成星形类SBC(A1)的线性臂(A’-B’)的各弹性体和非弹性体嵌段可相同或不同。特别地,形成线型苯乙烯-共轭二烯烃基嵌段共聚物(A’-B’)的各弹性体和非弹性体嵌段的数均分子量可彼此不同并可受本领域中众所周知的序列聚合过程控制。
优选地,星形类SBC(A1)是三分支型苯乙烯嵌段共聚物或四分支型苯乙烯嵌段共聚物,更优选对应于式(1),其中B’为聚丁二烯的弹性体嵌段且n=3或4。
所述偶联剂为多官能化合物,其能径向结合若干线型苯乙烯-共轭二烯烃基嵌段共聚物(对应于星形类SBC(A1)的臂)。对于可使用的偶联剂的类型没有特别限定。
偶联剂的实例包括硅烷化合物如卤代硅烷或烷氧基硅烷、锡化合物如卤化锡、环氧化合物如聚羧酸酯或环氧化大豆油、丙烯酸酯如季戊四醇四丙烯酸酯、二乙烯基化合物如环氧硅烷或二乙烯基苯等。其具体实例包括三氯硅烷、三溴硅烷、四氯硅烷、四溴硅烷、甲基三甲氧基硅烷、乙基三甲氧基硅烷、乙烯基三甲氧基硅烷、乙烯基三乙氧基硅烷、四甲氧基硅烷、四乙氧基硅烷、四氯化锡、己二酸二乙酯等。
苯乙烯二嵌段共聚物(A2)(下文标记为“二嵌段(A2)”)为苯乙烯-共轭二烯烃基二嵌段共聚物,即两嵌段共聚物,其包含一种非弹性体嵌段A’(其为苯乙烯基聚合物(优选聚苯乙烯))和一种弹性体嵌段B’(其为共轭二烯烃基聚合物嵌段,所述共轭二烯烃基嵌段聚合物优选为非氢化的)。
苯乙烯二嵌段共聚物(A2)可由下式(2)表示:
A’-B’(2)
其中:
-A’为苯乙烯基聚合物、优选聚苯乙烯的非弹性体嵌段,
-B’为共轭二烯烃嵌段聚合物的弹性体嵌段,所述共轭二烯烃优选选自丁二烯、异戊二烯及其混合物,更优选丁二烯。
SBC(A)中的二嵌段(A2)含量指SBC共混物(A)中包含的苯乙烯二嵌段共聚物(A2)的重量比例。优选地,二嵌段(A2)含量在20重量%至49重量%范围内,更优选在22重量%至45重量%范围内,基于SBC(A)的总重量。
SBC(A)中的苯乙烯含量指SBC共混物(A)的苯乙烯嵌段共聚物中包含的苯乙烯基聚合物嵌段的重量比例。苯乙烯含量可还包含SBC共混物(A)的苯乙烯嵌段聚合物中包含的取代的苯乙烯基聚合物嵌段(当存在时)的重量比例。优选地,苯乙烯含量在30重量%至50重量%范围内,更优选在35重量%至45重量%范围内,基于SBC(A)的总重量。
形成星形类SBC(A1)和二嵌段(A2)的弹性体嵌段的共轭二烯烃基嵌段聚合物(对应于式(0)、(1)和(2)中的B’)优选相同。更优选地,SBC(A)为苯乙烯-丁二烯基的SBC(A),意味着形成星形类SBC(A1)和二嵌段(A2)的弹性体嵌段的共轭二烯烃基嵌段聚合物是聚丁二烯,并因此在式(0)、(1)和(2)中,B’为聚丁二烯的弹性体嵌段。
作为25重量%甲苯溶液在25℃下的粘度指作为使用甲苯作为溶剂的浓度为25重量%的溶液在25℃下的粘度并可使用各种粘度计例如Brookfield型粘度计(以合适速度并使用合适的转子)测定。
优选地,SBC(A),更优选苯乙烯-丁二烯基的SBC(A),具有:
-大于250mPa.s且高达500mPa.s、更优选在300至500mPa.s范围内、甚至更优选在300至450mPa.s范围内的在25℃下的粘度,作为25重量%甲苯溶液。
可用的SBC(A)可有利地结合上述特征(苯乙烯含量、二嵌段含量和/或粘度)中的一个或若干个并优选结合所有上述特征。
可用的热塑性苯乙烯嵌段共聚物(A)可由至少一种取代的或非取代的苯乙烯单体和至少一种共轭二烯烃单体制备,使用偶联剂通过本领域中众所周知的任何嵌段聚合方法以形成如根据本发明使用的星形类苯乙烯嵌段共聚物和苯乙烯二嵌段共聚物的混合物。
可用的SBC(A)也是商业上可获得的。作为商业上可获得的可用的SBC共混物(A)的实例,可特别提及:
-由Eni Versalis Company销售的Europrene T 6414,其对应于SBC共混物(A),包含至少一种四分支型苯乙烯-丁二烯嵌段共聚物和至少一种苯乙烯-丁二烯二嵌段共聚物,其中苯乙烯含量为约40重量%和二嵌段含量为约22重量%,作为25重量%甲苯溶液在25℃下的粘度为400mPa.s,和
T 6414,其对应于SBC共混物(A),包含至少一种四分支型苯乙烯-丁二烯嵌段共聚物和至少一种苯乙烯-丁二烯二嵌段共聚物,其中苯乙烯含量为约40重量%和二嵌段含量为约22重量%,作为25重量%甲苯溶液在25℃下的粘度为400mPa.s,和
-由Eni Versalis Company销售的Europrene T 6434,其对应于SBC共混物(A),其包含至少一种三分支型苯乙烯-丁二烯嵌段共聚物和至少一种苯乙烯-丁二烯二嵌段共聚物,其中苯乙烯含量为约40重量%,二嵌段含量为约45重量%,作为25重量%甲苯溶液在25℃下的粘度为350mPa.s。
T 6434,其对应于SBC共混物(A),其包含至少一种三分支型苯乙烯-丁二烯嵌段共聚物和至少一种苯乙烯-丁二烯二嵌段共聚物,其中苯乙烯含量为约40重量%,二嵌段含量为约45重量%,作为25重量%甲苯溶液在25℃下的粘度为350mPa.s。
成分(B):
词语“热塑性苯乙烯嵌段共聚物”(B)(下文标记为“SBC(B)”、“共混物(B)”或“SBC共混物(B)”))用于本申请中指代热塑性苯乙烯嵌段共聚物的共混物,其包含至少一种线型苯乙烯嵌段共聚物(B1)和至少一种苯乙烯二嵌段共聚物(B2)。
SBC(B)中包含的苯乙烯嵌段共聚物,特别是(B1)和(B2),包含至少一种非弹性体嵌段A’(其为苯乙烯基聚合物(优选聚苯乙烯))和至少一种弹性体嵌段X(其为共轭二烯烃基嵌段聚合物,所述共轭二烯烃基嵌段聚合物优选为非氢化的)。
所述苯乙烯基聚合物优选为聚苯乙烯。然而,所述苯乙烯基聚合物还可衍生自烷基取代的苯乙烯单体、烷氧基取代的苯乙烯单体和/或其与非取代的苯乙烯单体的混合物。本文中为了简单起见,提及苯乙烯的的术语如“苯乙烯基”、“苯乙烯(二)嵌段”、“苯乙烯-共轭二烯烃基嵌段”、“苯乙烯含量”等优选意欲包括这些取代的苯乙烯单体。
线型苯乙烯嵌段共聚物(B1)(下文标记为“SBC(B1)”)指至少三种嵌段的线型苯乙烯-共轭二烯烃基嵌段共聚物。
特别地,线型SBC(B1)可为式(3)的三嵌段SBC或下式(4)的多嵌段SBC:
A’-X-A’ A’-(X-A’)m-X
(3) (4)
其中:
-A’为苯乙烯基聚合物、优选聚苯乙烯的非弹性体嵌段,
-X为共轭二烯烃嵌段聚合物的弹性体嵌段,所述共轭二烯烃优选选自丁二烯、异戊二烯及其混合物,更优选丁二烯,X与式(0)、(1)和(2)中所定义的B’相同或不同,
X与式(0)中所定义的B”相同或不同,
-m为至少1的整数。
苯乙烯二嵌段共聚物(B2)(下文标记为“二嵌段(B2)”)为苯乙烯-共轭二烯烃基二嵌段共聚物,即两嵌段共聚物,其包含一种非弹性体嵌段A’(其为苯乙烯基聚合物(优选聚苯乙烯))和一种弹性体嵌段X(其为共轭二烯烃基嵌段聚合物,所述共轭二烯烃基嵌段聚合物优选为非氢化的)。
苯乙烯二嵌段共聚物(B2)可由下式(5)表示:
A’-X(5)
其中:
-A’为苯乙烯基聚合物、优选聚苯乙烯的非弹性体嵌段,
-X为共轭二烯烃嵌段聚合物的弹性体嵌段,所述共轭二烯烃优选选自丁二烯、异戊二烯及其混合物,更优选丁二烯。
SBC(B)中的二嵌段(B2)含量指SBC共混物(B)中包含的苯乙烯二嵌段共聚物(B2)的重量比例。优选地,二嵌段(B2)含量在55重量%至80重量%范围内,更优选在60重量%至70重量%范围内,基于SBC(B)的总重量。
SBC(B)中的苯乙烯含量指SBC共混物(B)的苯乙烯嵌段共聚物中包含的苯乙烯基聚合物嵌段的重量比例。苯乙烯含量可还包含SBC共混物(B)的苯乙烯嵌段聚合物中包含的取代的苯乙烯基聚合物嵌段(当存在时)的重量比例。优选地,苯乙烯含量占SBC(B)的总重量的至少40重量%,更优选在40重量%至55重量%范围内。
形成线型SBC(B1)和二嵌段(B2)的弹性体嵌段的共轭二烯烃基嵌段聚合物(对应于式(3)、(4)和(5)中的X)优选相同。更优选地,SBC(B)为苯乙烯-丁二烯基的SBC(A),意味着形成线型SBC(B1)和二嵌段(B2)的弹性体嵌段的共轭二烯烃基嵌段聚合物是聚丁二烯,并因此在式(3)、(4)和(5)中,B’为聚丁二烯的弹性体嵌段。
作为25重量%甲苯溶液在25℃下的粘度指作为使用甲苯作为溶剂的浓度为25重量%的溶液在25℃下的粘度,并可使用各种粘度计例如Brookfield型粘度计(使用合适的转子)测定。
优选地,SBC(B),更优选苯乙烯-丁二烯基的SBC(B),具有:
-200mPa.s或更低、更优选在100mPa.s至200mPa.s范围内的在25℃下的粘度,作为25重量%甲苯溶液。
可用的SBC(B)可有利地结合上述特征(苯乙烯含量、二嵌段含量和/或粘度)中的一个或若干个并优选结合所有上述特征。
可用的热塑性苯乙烯嵌段共聚物(B)可由至少一种取代的或非取代的苯乙烯单体和至少一种共轭二烯烃单体制备,通过本领域中众所周知的任何嵌段聚合方法以形成如根据本发明使用的线型苯乙烯嵌段共聚物和苯乙烯二嵌段共聚物的混合物。
可用的SBC(B)也是商业上可获得的。作为商业上可获得的可用的SBC共混物(B)的实例,可特别提及:
-由LCY Chemical Corp Company销售的 3545,其对应于SBC共混物(B),包含至少一种线型苯乙烯-丁二烯三嵌段共聚物和至少一种苯乙烯-丁二烯二嵌段共聚物,其中苯乙烯含量在43-47重量%范围内,和二嵌段含量为60-66重量%,且作为25重量%甲苯溶液在25℃下的粘度为150mPa.s,和
3545,其对应于SBC共混物(B),包含至少一种线型苯乙烯-丁二烯三嵌段共聚物和至少一种苯乙烯-丁二烯二嵌段共聚物,其中苯乙烯含量在43-47重量%范围内,和二嵌段含量为60-66重量%,且作为25重量%甲苯溶液在25℃下的粘度为150mPa.s,和
-由Asashi Kasei Company销售的 T439,其对应于SBC共混物(B),包含至少一种线型苯乙烯-丁二烯三嵌段共聚物和至少一种苯乙烯-丁二烯二嵌段共聚物,其中苯乙烯含量为约45重量%和二嵌段含量为60重量%,作为25重量%甲苯溶液在25℃下的粘度为170mPa.s。
T439,其对应于SBC共混物(B),包含至少一种线型苯乙烯-丁二烯三嵌段共聚物和至少一种苯乙烯-丁二烯二嵌段共聚物,其中苯乙烯含量为约45重量%和二嵌段含量为60重量%,作为25重量%甲苯溶液在25℃下的粘度为170mPa.s。
优选地,形成星形类SBC(A1)、线型SBC(B1)和二嵌段(A2)和(B2)的弹性体嵌段的共轭二烯烃基嵌段聚合物(对应于式(0)至(5)中的B’和X)优选相同。更优选地,SBC(A)和(B)为苯乙烯-丁二烯基嵌段共聚物,意味着形成星形类SBC(A1)、线型SBC(B1)和二嵌段(A2)和(B2)的弹性体嵌段的共轭二烯烃基嵌段聚合物为聚丁二烯,并因此,在式(0)至(5)中,B’为聚丁二烯的弹性体嵌段。
SBC(A)和(B)可以任何重量比混合。优选地,SBC(A)相对SBC(B)的重量比在1至2范围内。
SBC(A)和(B)中的上述非弹性体嵌段通常具有高于80℃的Tg,SBC(A)和(B)中的上述弹性体嵌段通常具有低于-10℃的Tg。
SBC(A)和(B)的总量优选在15重量%至35重量%范围内、更优选在18重量%至35重量%范围内、甚至更优选在20重量%至30重量%范围内,基于根据本发明的热熔性粘合剂组合物的总重量。
成分(C):
根据本发明使用的增粘树脂(C)优选具有高达120℃、更优选在40℃至120℃范围内的软化点。
优选地,增粘树脂(C)选自:
(i)萜烯树脂的均聚物,其具有约10℃至120℃的软化点,后者聚萜烯树脂一般通过萜烯烃类例如单萜烯(或蒎烯)在弗瑞德-克来福特(Friedel-Crafts)催化剂的存在下聚合获得,
(ii)通过α-甲基苯乙烯的聚合或通过α-甲基苯乙烯与其它烃单体如苯乙烯和/或乙烯基甲苯的共聚获得的树脂,所述树脂可通过酚的作用改性或可没有通过酚的作用改性,
(iii)酚改性的萜烯树脂,诸如,例如,由萜烯和酚在酸性介质中缩合产生的树脂产物,
(iv)天然或改性来源的松香,例如从松脂提取的松香、从树根提取的木松香及其衍生物,经氢化、二聚、聚合或通过一元醇或多元醇例如甘油和季戊四醇酯化;
(v)脂族和环脂族石油衍生的烃树脂,后者树脂由单体聚合产生,所述单体主要由脂族或环脂族烯烃和二烯烃组成;还包括氢化脂族和环脂族石油烃树脂;
(vi)芳族石油衍生的烃树脂及其氢化衍生物;
(vii)脂族/芳族石油衍生的烃类树脂及其氢化衍生物;
(viii)及其混合物。
根据一个优选实施方案,根据本发明的热熔性粘合剂组合物中使用的增粘树脂(C)选自以上定义的类型(v)、(vi)和(vii)的增粘树脂及其混合物。特别地,增粘树脂(C)选自通过具有约5、9或10个碳原子、源自石油馏分(通常称为来自石油原料的C5、C9或C10流)的不饱和脂族烃的混合物的氢化、聚合或共聚(与芳族烃)获得的增粘树脂。
特别地,类型(v)的增粘树脂优选是具有约60℃至120℃的软化点的脂族(包括环脂族)石油烃树脂(C5或C10),所述树脂通常产自C5或C10-烃单体(或石油原料的C5或C10流)的聚合;和产自其随后的全部或部分氢化的相应氢化的衍生物。
特别地,类型(vi)的增粘树脂优选是具有约60℃至120℃的软化点的芳族石油烃树脂(C9),所述树脂通常产自C9-烃单体(或石油原料的C9流)的聚合;和产自其随后的全部或部分氢化的相应氢化衍生物。
特别地,类型(vii)的增粘树脂优选是具有约60℃至120℃的软化点的脂族(包括环脂族)/芳族石油树脂(C5或C10/C9),所述树脂通常产自C5或C10/C9-烃单体(或石油原料的C5或C10和C9流)的聚合;和产自其随后的全部或部分氢化的相应氢化衍生物。
作为可用于制备属于类型(v)或(vii)的增粘树脂的C5-烃单体的实例,可提及反式-1,3-戊二烯、顺式-1,3-戊二烯、2-甲基-2-丁烯、环戊二烯、环戊烯及其任何混合物。
作为可用于制备属于类型(v)或(vii)的增粘树脂的C10-烃单体的实例,可提及C5-烃单体的二聚体,如二环戊二烯。
作为可用于制备属于类型(vi)或(vii)的增粘树脂的C9-烃单体的实例,可提及乙烯基甲苯、二环戊二烯、茚、甲基苯乙烯、苯乙烯、甲基茚及其任何混合物。
增粘树脂(C)是商业上可获得的。
特别地,从以上定义的类型(i)、(ii)、(iii)和(iv)的那些,可提及以下产品:
类型(i)的树脂:来自Arizona Chemical公司以商品名 TR和
TR和 TR系列(7115、7125、A25L、B115、M1115)销售的聚萜烯增粘剂,
TR系列(7115、7125、A25L、B115、M1115)销售的聚萜烯增粘剂,
类型(ii)的树脂: W100,其可自Cray Valley公司获得,其在没有酚类的作用下通过α-甲基苯乙烯的聚合获得;
W100,其可自Cray Valley公司获得,其在没有酚类的作用下通过α-甲基苯乙烯的聚合获得;
类型(iii)的树脂:可从DRT公司获得的 1510;可从同一公司获得的
1510;可从同一公司获得的 H150;可从Arizona Chemical公司获得的
H150;可从Arizona Chemical公司获得的 TP 95,它们是酚改性的萜烯树脂;
TP 95,它们是酚改性的萜烯树脂;
类型(iv)的树脂: RE 100,其为可自Arizona Chemical公司获得的松香和季戊四醇的酯,
RE 100,其为可自Arizona Chemical公司获得的松香和季戊四醇的酯,
类型(v)的树脂: 5400,其为可从Exxon Chemicals获得的具有约100℃的软化点的氢化二环戊二烯树脂,
5400,其为可从Exxon Chemicals获得的具有约100℃的软化点的氢化二环戊二烯树脂,
类型(vi)的树脂:来自Eastman的 R5100和来自Cray-Valley的
R5100和来自Cray-Valley的 Extra。
Extra。
特别地,从以上定义的类型(v)、(vi)和(vii)的那些,可提及以下产品:
类型(v)的树脂:由Kolon Company销售的 SU210,部分氢化的脂族和环脂族石油衍生的的烃树脂,具有约110℃的软化点,
SU210,部分氢化的脂族和环脂族石油衍生的的烃树脂,具有约110℃的软化点,
类型(vi)的树脂:由Kolon Company销售的 P 90,非氢化芳族石油衍生的烃树脂,具有约90℃的软化点;由ArakawaCompany销售的
P 90,非氢化芳族石油衍生的烃树脂,具有约90℃的软化点;由ArakawaCompany销售的 M90,具有约90℃的软化点的部分氢化芳族烃树脂;和由Arakawa Company销售的
M90,具有约90℃的软化点的部分氢化芳族烃树脂;和由Arakawa Company销售的 M100,部分氢化的芳族石油衍生的烃树脂,具有约100℃的软化点,
M100,部分氢化的芳族石油衍生的烃树脂,具有约100℃的软化点,
类型(vii)的树脂:由Zeon Company销售的 DX390N,非氢化的脂族和芳族石油衍生的烃树脂,具有约90℃的软化点,和由Kolon Company销售的
DX390N,非氢化的脂族和芳族石油衍生的烃树脂,具有约90℃的软化点,和由Kolon Company销售的 SU400,氢化的脂族和芳族石油衍生的烃树脂,具有约110℃的软化点。
SU400,氢化的脂族和芳族石油衍生的烃树脂,具有约110℃的软化点。
根据本发明的热熔性粘合剂组合物包含优选35重量%至65重量%、更优选40重量%至65重量%的至少一种增粘树脂(C),基于热熔性粘合剂组合物的总重量。
成分(D):
应理解“蜡”是在室温(23℃)下为固体且重均分子量不到10000g/mol的半结晶聚合物。
根据本发明使用的蜡(D)优选具有在40℃至70℃范围内,更优选在40℃至60℃范围内的结晶温度。
根据本发明使用的蜡(D)优选具有120℃或更低,更优选在50℃至120℃范围内的熔点。
优选地,蜡(D)的硬度在3-6dmm范围内,优选在4-5dmm范围内。以dmm表示的硬度可根据ASTM D-5测定。
蜡(D)可选自:
(D1)石油蜡,如优选具有约54℃至77℃的熔点(mp)的石蜡、优选具有约57℃至94℃的熔点的微晶蜡或聚烯烃基蜡;
(D2)通过使一氧化碳和氢气聚合获得的合成蜡,如费-托(Fischer-Tropsch)蜡;
(D3)天然蜡,其对应于经常衍生自动物、鱼和植物的氢化脂肪和油,如氢化脂、猪油、豆油、氢化棉子油、氢化蓖麻油、氢化鲱鱼油、氢化鱼肝油,它们都由于它们是氢化的而在室温(23℃)下为固体,和(D4)其混合物。
蜡(D)的熔点可通过ASTM方法D127-60确定。
优选地,可用的蜡(D)是(D1)类型的聚烯烃基蜡,更优选聚乙烯基蜡。
优选地,(D1)类型的聚烯烃蜡的熔点在85℃至120℃范围内。
蜡(D)是商业上可获得的。更特别地,可提及以下聚乙烯基蜡:可从Honeywell获得的 617,可从SCG Performance ChemicalsCompany获得的
617,可从SCG Performance ChemicalsCompany获得的 和
和 蜡和可从Westlake Chemical Company获得的
蜡和可从Westlake Chemical Company获得的
优选地,根据本发明的热熔性粘合剂组合物包含0.5重量%至5重量%的至少一种蜡(D),基于热熔性粘合剂组合物的总重量。
成分(E):
根据本发明使用的增塑剂(E)可选自通常用于SBC基热熔性粘合剂组合物以降低其粘度的普通的增塑油,以及以下的增塑剂或其混合物:矿物油、石油衍生的油如石蜡油和环烷油,以及烯烃低聚物和低分子量聚合物、苯甲酸二醇酯以及非氢化植物和动物油以及这类油的衍生物。
根据本发明使用的增塑剂(E)是无定形材料,其通常在室温(23℃)下或至少在所述增塑剂的使用温度下为液体。
可采用的石油衍生的油为仅含有较小比例的芳族烃的相对高沸点温度的材料。在这点上,芳族烃应当优选为油的不到30重量%、且更特别地不到15重量%。或者,所述油可为完全非芳族的。
所述烯烃低聚物可为聚丙烯、聚丁烯、氢化聚异戊二烯、氢化聚丁二烯或具有介于约100和约10000g/mol之间的重均分子量的类似物。
合适的非氢化的植物油和动物油包括常见脂肪酸的甘油酯及其聚合产物。可使用其它增塑剂,条件是它们与根据本发明的聚合物混合物具有合适的相容性。
根据本发明的热熔性粘合剂组合物中优选使用的增塑剂(E)选自石油衍生的油,且更优选选自环烷油和石蜡油。
环烷油和石蜡油是石油基油,其由环烷烃(脂族、饱和的或不饱和的、C4至C7-元烃环,且优选脂族、饱和的或不饱和的、C4至C6-元环环烷烃如环戊烷、环己烷、环庚烷)、石蜡烃(饱和的、直链或支链烷烃)和芳族烃(芳族烃环,其可为单环或多环的,优选芳族C6-元烃环)的混合物组成。
环烷油和石蜡油的分类基于油中各类烃的量进行。典型地,石蜡油具有至少50重量%的石蜡烃含量;环烷油具有在30重量%和40重量%之间的环烷烃含量,相对于增塑剂的总重量。
优选地,根据本发明使用的增塑剂(E)是环烷油。
根据本发明使用的可用的增塑剂(E)是商业上可获得的。作为实例,可提及来自Nynas以商品名 223和
223和 222B销售的环烷油,其为优选使用的。
222B销售的环烷油,其为优选使用的。
优选地,根据本发明的热熔性粘合剂组合物包含5重量%至25重量%的至少一种增塑剂(E),基于热熔性粘合剂组合物的总重量。
稳定剂:
优选至少一种稳定剂可用于根据本发明的聚合物混合物或热熔性粘合剂组合物。
所述稳定剂特别包括抗氧化剂和紫外线吸收剂。可用的稳定剂可为SBC基热熔性粘合剂组合物中通常使用的那些中的任何。
优选地,所述抗氧化剂选自高分子量受阻酚和多官能酚,例如含硫和磷的酚类。受阻酚对于本领域技术人员是众所周知的并具有在紧邻其酚羟基处还含有位阻基团的酚类化合物的特征。特别地,叔丁基通常在相对于酚羟基的至少一个邻位上取代到苯环上。这些位阻取代基在羟基附近的存在用于阻碍其伸缩频率并因此影响其反应性;这种位阻现象因此提供酚类化合物其稳定性质。代表性的受阻酚可包括:
·1,3,5-三甲基-2,4,6-三(3-5-二叔丁基-4-羟基苄基)苯;
·四-3(3,5-二叔丁基-4-羟苯基)丙酸季戊四醇酯;
·3(3,5-二叔丁基-4-羟苯基)丙酸正十八烷醇酯;
·4,4'-亚甲基双(4-甲基-6-叔丁基苯酚);
·4,4'-硫代双(6-叔丁基-邻甲酚);
·2,6-二叔丁基苯酚;
·6-(4-羟基苯氧基)-2,4-双(正辛基硫)-1,3,5-三嗪;
·2,4,6-三(4-羟基-3,5-二叔丁基-苯氧基)-1,3,5-三嗪;
·3,5-二叔丁基-4-羟基苄基膦酸二正十八烷醇酯;
·3,5-二叔丁基-4-羟基苯甲酸2-(正辛基硫)乙酯;和六-(3,3,5-二叔丁基-4-羟苯基)丙酸山梨糖醇酯。
这些稳定剂的性能可通过利用与之结合的增效剂化合物,诸如,例如硫代二丙酸酯和亚磷酸酯来进一步增强。
特别优选的抗氧化剂是 1010,可从BASF获得的四(亚甲基(3,5-二叔丁基-4-羟基氢化肉桂酸酯))甲烷。
1010,可从BASF获得的四(亚甲基(3,5-二叔丁基-4-羟基氢化肉桂酸酯))甲烷。
优选地,抗氧化剂占根据本发明的聚合物混合物或根据本发明的热熔性粘合剂组合物的0.1重量%至2重量%,优选0.3重量%至1重量%。
其它任选成分:
不同于上述那些成分的一种或若干种成分(也标示为添加剂)可使用并包含于根据本发明的聚合物混合物或根据本发明的热熔性粘合剂组合物中。
可结合任选成分以改进根据本发明的聚合物混合物或热熔性粘合剂组合物的特定物理性质。
在可使用的任选成分中,可提及填料、表面活性剂、着色剂、荧光剂、荧光抑制剂、流变改性剂及其混合物。
可存在于根据本发明的聚合物混合物或根据本发明的热熔性粘合剂组合物中的任选成分的总量可在0重量%至10重量%范围内、优选在0.1重量%至5重量%范围内且更优选在0.1重量%至2重量%范围内,相对于根据本发明的聚合物混合物或根据本发明的热熔性粘合剂组合物的总重量。
通过以给定比例混合SBC(A)和(B),任选混合稳定剂和/或添加剂,并在搅拌下使混合物熔融来制备根据本发明的聚合物混合物。具体地,通过在装备有双螺杆挤出机的熔体混合容器中投入SBC(A)和(B)来生产根据本发明的聚合物混合物。
本发明的热熔性粘合剂组合物通过混合以下物质来生产:
-至少根据本发明的聚合物混合物的成分,
-至少一种增粘树脂(C),
-至少一种蜡(D),和
-至少一种增塑剂(E)。还可混合添加以上所定义的其它任选成分。
因此,本发明还涉及用于生产根据本发明的热熔性粘合剂组合物的方法。
特别地,本发明的粘合剂组合物可使用本领域中已知的任何技术来生产。所述程序的代表性的实例可包括将除了增粘树脂以外的所有成分置于配备有转子的带夹套的混合釜中,并且此后使该混合物的温度升至150℃至177℃的范围。应当理解欲用于该步骤的精确温度将取决于特定成分的熔点。随后可将增粘树脂在搅拌下引入釜中并可允许继续混合直至形成一致且均匀的混合物。在另一实施方案中,首先在加热下将增粘树脂的一部分与所有成分混合,接着随后在搅拌下将增粘树脂的其它部分引入釜中并允许继续搅拌直到形成一致均匀的混合物。
在整个混合过程期间可用惰性气体(例如二氧化碳和氮气)保护釜的内容物。
然后可使用各种涂布技术将所得热熔性粘合剂组合物施加到基底上。
特别地,根据本发明的热熔性粘合剂组合物可用于在两个分离的基底之间粘合弹性材料并因此生产层压制件。
因此,本发明还涉及层压制件,其包含至少一种弹性材料和至少两个基底,所述弹性材料插在两个基底之间并用根据本发明的热熔性粘合剂组合物与它们粘合。
应理解“层压制件”是多层材料,即由至少两层构成的材料。
当材料在施加偏置力之后被表征为具有高百分比弹性回复(即低百分比永久变形)时,其通常被认为是弹性的。理想地,弹性材料的特征在于三种不依赖温度的性质(即低百分比永久变形、低百分比应力或载荷松弛)的组合。换言之,应当,(1)当拉伸材料时无或低应力松弛或卸荷,和(2)在拉伸、偏置或应变停止后完全或高恢复至原始尺寸。因此,弹性材料通常是这样的聚合物:其不含稀释剂,具有超过100%的断裂伸长率,而不依赖于任何卷曲(当采取纤维形式时)并且其在被拉伸至其长度的两倍,保持一分钟,并随后被释放时,在被释放的一分钟内缩回至小于其原始长度的1.5倍。此类聚合物包括,但不限于,天然橡胶或合成橡胶、多嵌段聚氨酯(包括聚氨酯脲)例如聚醚氨酯和聚酯型聚氨酯、聚醚酯、弹性体聚乙烯和聚丙烯以及聚醚酰胺。
根据一个实施方式,所述弹性材料选自弹性体纤维、带(tape)、膜、条、涂层、带(ribbon)和/或片,并且基本上为线型乙烯聚合物。
作为弹性材料的实例,可提及弹力纤维(spandex)(例如 弹力纤维和
弹力纤维和 XA,其上几乎没有或没有润滑剂的弹力纤维。在一个实施方式中,所述弹性材料包含弹力纤维或熔纺弹性体。在另一实施方式中,所述弹性材料包含纤维形式或小于约10mm宽的带(strip)形式的天然或合成橡胶。
XA,其上几乎没有或没有润滑剂的弹力纤维。在一个实施方式中,所述弹性材料包含弹力纤维或熔纺弹性体。在另一实施方式中,所述弹性材料包含纤维形式或小于约10mm宽的带(strip)形式的天然或合成橡胶。
美国国际贸易委员会(U.S.International Trade Commission)将弹力纤维定义为人造纤维,其中形成纤维的物质是包含至少85重量%的多嵌段聚氨酯的长链合成聚合物。 弹力纤维已知展示几乎理想的、不依赖温度的弹性性质。
弹力纤维已知展示几乎理想的、不依赖温度的弹性性质。
根据一个实施方式,所述弹性材料插在第一基底和第二基底之间,所述第一基底选自聚烯烃膜,例如聚乙烯或聚丙烯膜,所述第二基底选自非织造材料,例如非织造聚丙烯或非织造聚乙烯。
根据一个实施方式,本发明的层压制件包含插在两个基底之间的至少两种、优选至少三种弹性材料。
根据本发明的一个实施方式,所述弹性材料是优选具有235dtx至1520dtx(分特)范围内的线密度的弹性线的形式。
根据本发明的层压制件可根据技术人员众所周知的方法来生产。文献US 6,967,178描述了用于生产层压制件的方法的实例。
用于生产根据本发明的层压制件的方法包括以下步骤:
-提供第一基底(4),
-提供至少一种弹性材料(3),
-将根据本发明的粘合剂组合物施加到至少一种弹性材料(3)上,
-使涂布有根据本发明的热熔性粘合剂组合物的弹性材料与第一基底(4)接触,
-使第二基底与所述弹性材料接触,
-在两个辊之间压缩。
在施加根据本发明的热熔性粘合剂组合物之前拉伸弹性材料,特别使得弹性物的长度在其静止(即没有拉伸)时长度的2至4倍的范围内,理想地进行拉伸使得弹性物的长度变成弹性物静止时长度的三倍。
优选地,在低于150℃、优选在130℃至140℃范围内的温度、更优选约130℃的温度下施加热熔性粘合剂组合物。
优选地,层压制件在夹辊处的压缩水平为约1bar。
开放时间定义为所述粘合剂组合物保持其粘性性质的时间。特别地,其对应于在弹性材料上施加所述粘合剂组合物和在其上施加第二基底之间的时间。
根据一个实施方式,根据本发明的热熔性粘合剂组合物具有0.2秒至10秒范围内的开放时间,这允许所述组合物被用于任何常规高速或低速生产线。
优选热熔性粘合剂组合物具有在0.2至2秒范围内的开放时间,这允许所述组合物用于新一代高速生产线(至少400m/mn)。
根据本发明的热熔性粘合剂组合物可通过接触施加或非接触施加来施加到弹性材料上。
作为实例,可用于施加根据本发明的热熔性粘合剂组合物的涂布方法包括辊涂、印刷型方法、狭缝涂布、挤出或枪喷涂方法。可在有或没有会形成粘合剂喷雾并随后形成粘合剂图案的压缩空气的帮助下进行喷枪技术。通常让热熔性粘合剂组合物在罐中熔融,然后通过软管泵送至基底上的最终涂布点。
根据本发明的热熔性粘合剂组合物可连续或间歇地施加到弹性材料上。在连续施加下,粘合剂组合物(在熔融状态下)从施加工具(下文中命名为出料器)的喷嘴不间断地喷出并被引导至在运行工艺下将被涂布的弹性材料上。在间隙施加下,熔融的粘合剂组合物的喷出(其受出料器的开口控制)是不连续的。在这种施加模式下,出料器在短时间段内交替转换开和关。
喷嘴可具有各种设计并可包含粘合剂组合物将从其中喷出的若干出口之一。
接触施加是指其中在将粘合剂组合物施加到弹性材料过程中粘合剂喷嘴出口与弹性材料接触的涂布方法。接触施加使用所谓的接触喷嘴,所述粘合剂组合物从该喷嘴以直接方式被施加到弹性材料上。在其中弹性材料采取线形式的情况下,所述粘合剂组合物以直接方式沿着线被施加到弹性材料上。若在层压制件中存在数股弹性线,所述粘合剂组合物分开施加到各线上。由此获得的粘合图案是按照弹性线的线路的(一组)连续线。出料器可与具有若干出口的一个喷嘴或与若干喷嘴相连以便同时将所述粘合剂组合物施加到数股弹性线上。采用接触施加来施加所述粘合剂组合物的方法的实例描述于文献US 2012/0258246中。可用于粘合剂接触施加的喷嘴的实例是来自Nordson的 喷嘴和来自ITW的
喷嘴和来自ITW的 施加过程可由空气协助以帮助粘合剂涂布到弹性材料上。
施加过程可由空气协助以帮助粘合剂涂布到弹性材料上。
优选,通过接触施加方法施加的热熔性粘合剂组合物的量在一股拉伸的弹性线的每延米10-100mg(mg/lm)范围内,优选在一股拉伸的弹性线的20-50mg/lm范围内。优选在施加热熔性粘合剂组合物之前弹性线的伸长比使得拉伸弹性线的长度在其静态(即没有拉伸)时长度的2-4倍,理想地,进行拉伸使得弹性线的长度变为静态时弹性线长度的3倍。
根据本发明的热熔性粘合剂组合物另一优点是它对施加装置的构造变化没有市场上的一些SBC基热熔性粘合剂组合物那么敏感。特别地,可使用具有较大接触角γ范围的接触施加装置将根据本发明的热熔性粘合剂组合物施加到弹性材料上。实际上,在接触施加工艺下,发现使用根据本发明的热熔性粘合剂组合物比使用市场上的SBC基热熔性粘合剂组合物更容易获得良好的粘合剂涂布和良好的粘合图案,因为后者要求将施加装置的头部与待涂布的弹性材料放在特定位置以形成特定接触角g。
接触角g指在意欲被施加粘合剂组合物的弹性材料的上表面和出料器主体与面对弹性材料并从其中释放粘合剂组合物的喷嘴出口(或孔)对齐的轴的交点处形成的角。所述角的代表在图1中给出,出于示例目的,γ对应于角α和β之和,其中β是在意欲被施加粘合剂组合物的弹性材料的上表面与垂直于地面的垂直轴(2)的交点处形成的角,且α是在出料器主体与喷嘴出口(1)对齐的轴与垂直轴(2)交点处形成的角。
非接触施加指其中在将粘合剂组合物施加到弹性材料上期间不使粘合剂喷嘴出口与弹性材料接触的涂布方法。非接触施加使用所谓的非接触喷嘴,粘合剂组合物从所述喷嘴以一定距离施加到弹性材料上。施加过程可受到空气帮助以帮助粘合剂涂布弹性材料和/或形成特定图案。在若干非接触施加工艺中,粘合剂组合物被喷雾到弹性材料上。非接触施加工艺使得能够获得各种类型的粘合图案设计,其不同于通过接触施加方法获得的那些。
非接触涂布方法和可通过这种方法获得的粘合图案的实例包括:
(NC1)-如下面详述的能够形成呈螺旋形式的粘合图案的螺旋涂布方法,
(NC2)-能够在弹性材料的上表面上形成呈Ω形式的粘合图案的Ω涂布方法,
(NC3)-能够在弹性材料的上表面上形成呈波浪和/或短纤维形式的粘合图案的纤维化涂布方法,
(NC4)-能够在弹性材料的上表面上形成呈虚线样形式的粘合图案的连续点粘合涂布方法。在此后一种方法中,涂布器通常装备有来自Nordson的
螺旋施加(NC1)包括施加从喷嘴中喷出并在向所述弹性材料施加之前通过空气流而发生转向的粘合剂组合物,从而所述粘合剂组合物通过在弹性材料的上表面上形成螺旋来施加。若在层压制件中存在数股弹性线,则在一个步骤中将所述粘合剂组合物施加到数股弹性线上。例如,若层压制件包含三股弹性线,则一个喷嘴可通过喷雾同时将粘合剂组合物施加到该三股线上。还可能具有多于三股线,例如六股或九股线,并且在那些情况下,数个喷嘴可通过螺旋施加将粘合剂组合物施加到数股线上。
与螺旋施加方法(NC1)相比,优选(NC4)类型的涂布方法以在高速下以低的粘合剂组合物添加水平涂布弹性线。在此优选涂布方法中,从喷嘴的一组孔喷出粘合剂组合物。通过导线器保持各弹性线与各孔的近距离,从而喷嘴各孔朝向弹性线。然后通过施加空气流使从各喷嘴孔喷出的粘合剂组合物转向,之后将粘合剂组合物施加到朝向所述孔的弹性线,从而所述粘合剂组合物通过围绕各单独的弹性线旋转来部分包裹各弹性线。由此获得的粘合图案是符合弹性线的线路的一组虚线(当从弹性线的顶视图观察(sawn)时)。用于点粘合施加的喷嘴的实例是来自Nordson的 喷嘴。
喷嘴。
对于螺旋涂布方法(NC1),通过这种方法施加的热熔性粘合剂组合物的量优选在5至100g/m2、优选10至50g/m2、甚至更优选10至20g/m2范围内。热熔性粘合剂组合物的量优选以g每平方米(gsm)基底表达,在所述基底上接触所述弹性材料并意欲将施加所述粘合剂。
对于(NC4)类型的涂布方法,通过这类方法施加的热熔性粘合剂组合物的量优选在一股拉伸弹性线的每延米10-100mg(mg/lm)范围内,优选在一股拉伸弹性线20-50mg/lm范围内。优选在施加热熔性粘合剂组合物之前弹性线的伸长比使得拉伸弹性线的长度在其静态(即没有拉伸)时长度的2-4倍,理想地,进行拉伸使得弹性线的长度变为弹性线静态时长度的3倍。
对于其它上述非涂布方法,施加的热熔性粘合剂组合物的量可为本领域所用的任何常规量。
在接触或非接触施加方法中,可根据待生产的卫生一次性产品的类型且特别是将被施加粘合剂组合物的基底的长度决定将在间歇模式下设置的开/关参数。“关”意味着粘合剂组合物没有施加到基底上,“开”意味着粘合剂组合物被施加到基底上。特别地,对于婴儿尿布,间歇模式通常设置在29cm关/33cm开,意味着:每62cm基底长度,粘合剂组合物被施加到33cm长度区域上,并且各粘合剂涂布的区域被29cm长的非涂布区域间隔开。对于成人尿布,粘合剂组合物会被施加到基底的更长部分上。
根据本发明的一个实施方案,根据本发明的热熔性粘合剂组合物在121℃下测定的粘度为20000mPa.s或更低,优选在15000至20000mPa.s范围内。
优选地,热熔性粘合剂组合物在135℃下测定的粘度为10000mPa.s或更低,优选9000或更低,并且玻璃化转变温度Tg在1℃至15℃范围内,优选在4℃至10℃范围内,这有利于根据本发明的热熔性粘合剂组合物特别容易加工和使用的优点。
本发明的另一目的是包含根据本发明的层压制件的一次性制品。
所述一次性制品优选是一次性卫生制品,优选选自尿布、训练裤、吸收性内裤、成人失禁产品、女性卫生产品等等。
实施例
对下面公开的根据本发明的实施例1-5的粘合剂组合物和对比实施例CE1-CE3的粘合剂组合物关于它们的物理性质和它们的性能进行比较。
按照以上在详述中描述的方法通过混合表1中所示的成分来制备对比实施例CE1、CE2的粘合剂组合物和根据本发明的实施例1-5的粘合剂组合物。表1中所用的各成分的量表示为基于各粘合剂组合物的总重量的重量百分比。特别地,
-对比实施例CE1的粘合剂组合物包含SBC(B),但不包含SBC(A),SBC的总量占该粘合剂组合物总重量的23重量%,
-对比实施例CE2的粘合剂组合物包含SBC(A),但不包含SBC(B),SBC的总量占该粘合剂组合物总重量的约23重量%。
-对比实施例CE3的粘合剂组合物对应于由Bostik SA销售的SBC基粘合剂组合物,基于粘合剂组合物总重量,其包含约23重量%的不同于SBC(A)和(B)的SBC。
表1中使用以下成分:
作为包含至少一种星形类SBC的SBC共混物:
-由Eni Versalis Company销售的Europrene T 6414和Europrene
T 6414和Europrene T6434,各自对应于SBC(A),
T6434,各自对应于SBC(A),
作为包含至少一种线型SBC的SBC共混物:
-由LCY Chemical Corp Company销售的 3545和由Asashi KaseiCompany销售的
3545和由Asashi KaseiCompany销售的 T439,各自对应于SBC(B),
T439,各自对应于SBC(B),
-由TSRC Corporation Company销售的 4202,不同于SBS(B)并对应于线型苯乙烯-丁二烯嵌段共聚物,其中苯乙烯含量为40重量%,但不包含二嵌段,作为25重量%甲苯溶液在25℃下的粘度为620mPa.s;
4202,不同于SBS(B)并对应于线型苯乙烯-丁二烯嵌段共聚物,其中苯乙烯含量为40重量%,但不包含二嵌段,作为25重量%甲苯溶液在25℃下的粘度为620mPa.s;
作为增粘树脂:
-由Kolon Company销售的 SU210,对应于类型(v)的增粘树脂(C),
SU210,对应于类型(v)的增粘树脂(C),
-由Zeon Company销售的 DX390N,对应于类型(vii)的增粘树脂(C),
DX390N,对应于类型(vii)的增粘树脂(C),
-由Kolon Company销售的 SU 400,对应于类型(vii)的增粘树脂(C),
SU 400,对应于类型(vii)的增粘树脂(C),
-由Kolon Company销售的 P 90,对应于类型(vi)的增粘树脂(C),
P 90,对应于类型(vi)的增粘树脂(C),
-由Arakawa Company销售的 M90,对应于类型(vi)的增粘树脂(C);
M90,对应于类型(vi)的增粘树脂(C);
作为蜡:
可从SCG Performance Chemicals Company获得的 蜡,一种聚乙烯共聚物蜡(D);
蜡,一种聚乙烯共聚物蜡(D);
作为增塑剂:
由Nynas销售的 223,环烷油(E);
223,环烷油(E);
作为稳定剂:
由BASF销售的 1010,受阻酚抗氧化剂。
1010,受阻酚抗氧化剂。
表1:

热熔性粘合剂组合物的物理性质:
如本领域中已知的,已在不同温度下使用Brookfield粘度计在合适速度下并使用合适转子测定各粘合剂组合物的粘度。
已通过动态力学分析(DMA)以应变控制模式(1%)和6℃/mn的温度斜坡以1Hz的扫频测定玻璃化转变温度(Tg)或对应于最大阻尼因子(Tangδ)的温度。
这些测试结果在下表2中给出。
表2:

抗蠕变性:
以 接触或
接触或 非接触施加工艺制备层压制件:
非接触施加工艺制备层压制件:
通过按照如下使用Nordson CLT4400涂布器施加粘合剂组合物在一层基重为14g/m2的纺粘聚丙烯(PP)非织造布和一层20μm厚的可呼吸聚乙烯(PE)膜之间层压3股拉伸到300%的弹性线(T837Lycra 纤维)来制备用于抗蠕变性测试的层压样品。
纤维)来制备用于抗蠕变性测试的层压样品。
使用的Nordson CLT4400涂布器装备有能进行3股线涂布的接触喷嘴 或装备有能进行3股线涂布的非接触喷嘴
或装备有能进行3股线涂布的非接触喷嘴 并且在以下条件下工作:
并且在以下条件下工作:
-生产线速度=500m/mn,
-施加温度=130℃或140℃,
-间歇模式=29cm关/33cm开,
-在弹性材料上施加粘合剂组合物和在其上施加第二基底之间的时间=0.2s,
-夹辊挤压=1bar,
-粘合剂添加水平=30mg/lm/线。
按照如下制备层压制件:在层压制件生产线上通过辊引导基底和弹性线并使之以500m/mn的层压机速率行进。在借助于接触或非接触喷嘴涂布热熔性粘合剂组合物之前以1:4的拉伸比拉伸弹性材料线。在130℃或140℃下在各股线上施加热熔性粘合剂组合物。然后在行进过程中使涂布的弹性线与第一基底(非织造PP)接触。接着将第二基底(PE)施加到行进的叠合的基底和涂布的拉伸弹性线(下文标记为{基底+弹性线})上使得涂布的弹性线夹在第一和第二基底之间。最后,在1bar挤压下通过夹辊来挤压整个多层材料。
自螺旋非接触施加工艺下制备层压制件:
层压制件的制备与如上所述相同,所不同的是使用的NordsonCLT4400涂布器装备有 喷雾喷嘴(控制纤维化喷雾喷嘴),可从Nordson获得并且在以下条件下工作:
喷雾喷嘴(控制纤维化喷雾喷嘴),可从Nordson获得并且在以下条件下工作:
-生产线速度=200m/mn,
-施加温度=120℃、130℃或140℃,
-间歇模式=29cm关/33cm开,
-在弹性材料上施加粘合剂组合物和在其上施加第二基底之间的时间=0.9s,
-夹辊挤压=1bar,
-粘合剂添加水平=15或25gsm。
按照如下制备层压制件:在层压制件生产线上通过辊引导基底和弹性线并使之以200m/mn的层压机速率行进。在借助于非接触螺旋喷嘴涂布热熔性粘合剂组合物之前以1:4的拉伸比拉伸弹性材料线。在120℃、130℃或140℃下在弹性线上和弹性线将与第一行进基底接触的点处的第一基底(非织造PP)上喷射热熔性粘合剂组合物。接着将第二基底(PE)施加到行进的叠合的基底和涂布的拉伸弹性线(下文标记为{基底+弹性线})上,使得涂布的弹性线夹在第一和第二基底之间。最后,在1bar挤压下通过夹辊来挤压整个多层材料。
泵压
用压力计测定Nordson CLT4400涂布器的泵压,同时使用接触或非接触喷嘴将粘合剂组合物涂布在弹性线上。低于60bar的测定压力是希望的。结果在下表3中给出,以bar表示。
表3:泵压(Bar)

观察到根据本发明的所有粘合剂组合物(ex 1、3和5)适合于所有测试的施加工艺。
相反,观察到对比实施例CE3的粘合剂组合物不符合在130℃下以高速生产线运行的接触和非接触施加工艺的要求和在140℃下以高速生产线运行的非接触工艺的要求,因为所述组合物在涂布器中的泵压等于或超过容许的最大压力(60bar)。
粘合图案的质量
使用紫外光使以上所制备的6个层压制件样品上的粘合剂涂布图案可见来评价获得的粘合图案的质量。
如以下详细描述的,从1至4对获得的粘合图案的质量进行评级,1等级用于最低的粘合图案质量和4等级用于最好的粘合图案质量:
1=粘合图案太差:意味着在通过使用以下的施加工艺获得的样品上:
- 没有点形成虚线图案,
没有点形成虚线图案,
- 至少一条预期的连续线在若干点处断裂(或中断),
至少一条预期的连续线在若干点处断裂(或中断),
- Spray,没有获得螺旋图案,
Spray,没有获得螺旋图案,
2=粘合图案不好:意味着在通过使用以下的施加工艺获得的样品上:
- 从三条预期的线观察到一些虚线,
从三条预期的线观察到一些虚线,
- 至少一条连续线具有不规则宽度(或线厚度),
至少一条连续线具有不规则宽度(或线厚度),
- Spray,螺旋连续线呈现具有不规则形状的螺旋或具有不适当的宽度,
Spray,螺旋连续线呈现具有不规则形状的螺旋或具有不适当的宽度,
3=粘合图案好,但仍有缺陷:意味着在通过使用以下的施加工艺获得的样品上:
- 观察到三条虚线,但特别由于粘合剂堆积和/或分散问题,在线的至少一个起点/终点具有一些瑕疵,
观察到三条虚线,但特别由于粘合剂堆积和/或分散问题,在线的至少一个起点/终点具有一些瑕疵,
- 特别由于堆积和/或压力问题,至少一条均匀连续线在线的至少一个起点/终点具有一些瑕疵
特别由于堆积和/或压力问题,至少一条均匀连续线在线的至少一个起点/终点具有一些瑕疵
- Spray,螺旋连续线呈现具有规则形状和规则线厚度的螺旋,但是特别由于粘合剂分散、堆积和/或压力问题在螺旋线的至少一个起点/终点具有一些瑕疵,
Spray,螺旋连续线呈现具有规则形状和规则线厚度的螺旋,但是特别由于粘合剂分散、堆积和/或压力问题在螺旋线的至少一个起点/终点具有一些瑕疵,
4=粘合图案完美,意味着在通过使用以下的施加工艺获得的样品上:
- 观察到3条虚线,在线的端点具有整齐的起点和切断,
观察到3条虚线,在线的端点具有整齐的起点和切断,
- 观察到具有规则和相同线厚度的3条连续线,在线的端点具有整齐的起点和切断,
观察到具有规则和相同线厚度的3条连续线,在线的端点具有整齐的起点和切断,
- Spray,观察到具有良好尺寸和规则且相同线厚度的相同螺旋的连续线,在螺旋图案的端点具有整齐的起点和切断。
Spray,观察到具有良好尺寸和规则且相同线厚度的相同螺旋的连续线,在螺旋图案的端点具有整齐的起点和切断。
从6个评价的层压制件给出平均分数。将平均分数记录在下表4中。3以上的平均分数是希望的。
表4:粘合图案质量的评级

观察到:对于所有测试的施加工艺,根据本发明的所有粘合剂组合物(ex 1、3和5)导致好的粘合图案。特别地,观察到在常规低速涂布工艺上施加的根据本发明的实施例5的粘合剂组合物获得了相同图案质量。
相反,观察到对比实施例CE3的粘合剂组合物在高生产线速度下没有正确施加并且在130℃和140℃的施加温度下通过使用接触或非接触施加工艺没有提供良好图案。
抗蠕变性的测试
使用根据本发明的实施例1、3和5和对比实施例CE1、CE2和CE3的粘合剂组合物按照如下测试层压样品的抗蠕变性。
切割总长度为91cm(29cm非粘合的+33cm粘合的+29cm非粘合的)如上所述制备的样品。然后标记对应于制备的层压制件(下文中标注为NW+弹性体+粘合剂+PE膜)中的夹在中间的弹性线的起点和终点的褶皱以识别粘合的弹性材料(elastics)的起点和终点。接着通过顶端使样品在其一端(下文中标注为NW+PE)附着在矩形刚性树脂玻璃(Plexiglas)片上,使得不附着弹性线。然后完全拉伸层压制件(Nw+弹性体+粘合剂+PE膜)并使样品的另一端(Nw+PE)通过顶端牢牢地固定在相同树脂玻璃板上,使得不附着弹性线。然后用直尺测定标记之间的初始长度。此距离记录为d0。然后将整个树脂玻璃板和层压制件放在38℃下的空气循环烘箱中。在这些条件下,应力下的弹性线可回缩一定距离。在4小时后,从烘箱中取出树脂玻璃板并使样品与树脂玻璃分开并使之松弛。由于允许弹性线回缩,粘合部分(Nw+弹性体+粘合剂+PE膜)将回缩并再次导致褶皱的形成。接着标记新褶皱的起点和终点。然后,再次完全拉伸层压制件并用直尺在拉伸样品上测定新标记之间的距离。该距离记录为d。通过下式计算抗蠕变性或粘合保留:
%抗蠕变性=100–[(d0–d)x100/d0]
对6个测试样品的结果进行平均并记录在下表5中。至少75%的平均抗蠕变性是理想的。
在制备层压样品之后在不同时间和温度储存条件下进行上述测试:
-初始:在制备层压样品后24小时,
-2周@23℃:在25℃下储存层压样品2周之后,
-2周@55℃:在55℃下储存层压样品2周之后,
-4周@23℃:在25℃下储存层压样品4周之后,
-4周@55℃:在55℃下储存层压样品4周之后。
表5:平均抗蠕变性


*:由于在130℃下的粘合剂涂布能力差(弹性材料卷曲差和切断差),不可能制备弹性附件样品。
**:由于早期测试的粘合保留值低,没有测定老化弹性体抗蠕变性。
***:未测定
关于使用
 的接触施加高速工艺:
的接触施加高速工艺:
观察到与由对比实施例CE1至CE3的粘合剂组合物制备的那些层压制件相比,在130℃和140℃下以高速率接触施加工艺由根据本发明的实施例1、3和5的粘合剂组合物制备的所有层压制件在初始时或在上述不同储存条件之后呈现更好的抗蠕变性。
还观察到在层压制件在室温(23℃)下储存后或在层压制件老化后,根据本发明的热熔性粘合剂组合物的粘合性能经时保持在令人满意的水平(抗蠕变性在70%以上)。
相反,观察到在23℃或55℃下储存2周后,在130℃或140℃下施加的对比实施例CE1至CE2的粘合剂组合物的抗蠕变性显著下降,产生不令人满意的抗蠕变性。
还观察到在130℃下施加的对比实施例CE3的粘合剂组合物的抗蠕变性在55℃下储存4周后下降,导致不令人满意的抗蠕变性。
因此,对比组合物的粘合性能经时降低,从而抗蠕变性对于提供良好的弹性附件不再令人满意。
关于使用
 的非接触施加高速工艺:
的非接触施加高速工艺:
观察到与由对比实施例CE1至CE3的粘合剂组合物制备的那些层压制件相比,以130℃和140℃下高速率非接触施加工艺由根据本发明的实施例1、3和5的粘合剂组合物制备的所有层压制件在初始时或在上述不同储存条件之后呈现类似或更好的抗蠕变性。特别地,观察到对比实施例CE3的粘合剂组合物不能在130℃下以使用 的高速率非接触施加工艺施加。
的高速率非接触施加工艺施加。
还观察到在层压制件在室温下储存后或在层压制件老化后,根据本发明的热熔性粘合剂的粘合性能经时保持在令人满意的水平(抗蠕变性高于70%)。
相反,观察到在55℃下储存2周后,在130℃下施加的对比实施例CE1的粘合剂组合物抗蠕变性显著下降,产生不令人满意的抗蠕变性。
关于使用
 喷雾喷嘴施加的常规非接触螺旋施加工艺:
喷雾喷嘴施加的常规非接触螺旋施加工艺:
观察到由以常规低速非接触施加工艺施加的根据本发明的实施例5的粘合剂组合物制备的层压制件呈现优异的经时抗蠕变性。
结论:
因此,仅根据本发明的粘合剂组合物在整个测试工艺和条件下同时展示良好的初始和老化(即储存之后)蠕变性能。
鉴于进行的所有各种测试,因此显示仅根据本发明的粘合剂组合物呈现良好加工性能、良好的图案控制和良好的粘合性能的良好平衡,不管使用的施加工艺如何(低施加温度下的快速生产线或常规生产线)。
Claims (22)
1.一种聚合物混合物,其包含:
-至少一种热塑性苯乙烯嵌段共聚物(A),其包含至少一种星形类型苯乙烯嵌段共聚物(A1)和至少一种苯乙烯二嵌段共聚物(A2),所述热塑性苯乙烯嵌段共聚物(A)具有:
-至少30重量%的苯乙烯含量,和
-少于50重量%的非零二嵌段含量,
基于所述热塑性苯乙烯嵌段共聚物(A)的总重量,
-至少一种热塑性苯乙烯嵌段共聚物(B),其包含至少一种线型类型苯乙烯嵌段共聚物(B1)和至少一种苯乙烯二嵌段共聚物(B2),所述热塑性苯乙烯嵌段共聚物(B)具有:
-至少35重量%的苯乙烯含量,和
-至少50重量%的二嵌段含量,
基于所述热塑性苯乙烯嵌段共聚物(B)的总重量。
2.根据权利要求1所述的聚合物混合物,其中所述热塑性苯乙烯嵌段共聚物(A)的苯乙烯含量在30重量%至50重量%范围内。
3.根据权利要求1或2所述的聚合物混合物,其中所述热塑性苯乙烯嵌段共聚物(A)的苯乙烯含量在35重量%至45重量%范围内。
4.根据权利要求1或2所述的聚合物混合物,其中所述热塑性苯乙烯嵌段共聚物(A)的二嵌段含量在20重量%至49重量%范围内。
5.根据权利要求1或2所述的聚合物混合物,其中所述热塑性苯乙烯嵌段共聚物(A)的二嵌段含量在22重量%至45重量%范围内。
6.根据权利要求1或2所述的聚合物混合物,其中所述热塑性苯乙烯嵌段共聚物(B)的苯乙烯含量为40重量%至55重量%。
7.根据权利要求1或2所述的聚合物混合物,其中所述热塑性苯乙烯嵌段共聚物(B)的二嵌段含量在55重量%至80重量%范围内。
8.根据权利要求1或2所述的聚合物混合物,其中所述热塑性苯乙烯嵌段共聚物(B)的二嵌段含量在60重量%至70重量%范围内。
9.根据权利要求1或2所述的聚合物混合物,其中所述热塑性苯乙烯嵌段共聚物(A)相对所述热塑性苯乙烯嵌段共聚物(B)的重量比在1至2范围内。
10.根据权利要求1或2所述的聚合物混合物,其中所述热塑性苯乙烯嵌段共聚物(A)和(B)为基于苯乙烯-丁二烯的嵌段共聚物。
11.根据权利要求1或2所述的聚合物混合物,其中所述热塑性苯乙烯嵌段共聚物(A)作为25重量%甲苯溶液在25℃下的粘度大于250mPa.s且至多500mPa.s。
12.根据权利要求1或2所述的聚合物混合物,其中所述热塑性苯乙烯嵌段共聚物(A)作为25重量%甲苯溶液在25℃下的粘度在300至450mPa.s范围内。
13.根据权利要求1或2所述的聚合物混合物,其中所述热塑性苯乙烯嵌段共聚物(B)作为25重量%甲苯溶液在25℃下的粘度为200mPa.s或更低。
14.根据权利要求1或2所述的聚合物混合物,其中所述热塑性苯乙烯嵌段共聚物(B)作为25重量%甲苯溶液在25℃下的粘度在100至200mPa.s范围内。
15.一种热熔性粘合剂组合物,其通过混合以下物质获得:
-至少如权利要求1-14中任一项所定义的聚合物混合物的成分,
-至少一种增粘树脂(C),
-至少一种蜡(D),和
-至少一种增塑剂(E)。
16.根据权利要求15所述的热熔性粘合剂组合物,其包含:
-40重量%至65重量%的至少一种增粘树脂(C),
-0.5重量%至5重量%的至少一种蜡(D),
-5重量%至25重量%的至少一种增塑剂(E),
基于所述热熔性粘合剂组合物的总重量。
17.根据权利要求15或16所述的热熔性粘合剂组合物,其中所述热塑性苯乙烯嵌段共聚物(A)和(B)的总量在15重量%至35重量%范围内,基于所述热熔性粘合剂组合物的总重量。
18.根据权利要求15或16所述的热熔性粘合剂组合物,其中所述热塑性苯乙烯嵌段共聚物(A)和(B)的总量在18重量%至35重量%范围内,基于所述热熔性粘合剂组合物的总重量。
19.根据权利要求15或16所述的热熔性粘合剂组合物,其中所述热塑性苯乙烯嵌段共聚物(A)和(B)的总量在20重量%至30重量%范围内,基于所述热熔性粘合剂组合物的总重量。
20.层压制件,其包含至少一种弹性材料和至少两个基底,所述弹性材料插在所述两个基底之间并涂覆有根据权利要求15至19中任一项所述的热熔性粘合剂组合物。
21.一次性卫生制品,其包含至少一种根据权利要求20所述的层压制件。
22.如权利要求15-19中任一项所定义的热熔性粘合剂组合物用于在两个分开的基底之间粘合弹性材料的用途。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP16306761.4A EP3339390A1 (en) | 2016-12-21 | 2016-12-21 | Hot-melt adhesive composition for elastic attachments |
| EP16306761.4 | 2016-12-21 | ||
| PCT/EP2017/083541 WO2018114949A1 (en) | 2016-12-21 | 2017-12-19 | Hot-melt adhesive composition for elastic attachments |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN110114432A CN110114432A (zh) | 2019-08-09 |
| CN110114432B true CN110114432B (zh) | 2021-04-06 |
Family
ID=57799510
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201780079129.8A Active CN110114432B (zh) | 2016-12-21 | 2017-12-19 | 用于弹性附件的热熔性粘合剂组合物 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US11008454B2 (zh) |
| EP (3) | EP3339390A1 (zh) |
| JP (1) | JP7071373B2 (zh) |
| CN (1) | CN110114432B (zh) |
| ES (1) | ES2817432T3 (zh) |
| MX (1) | MX2019006418A (zh) |
| PL (1) | PL3559141T3 (zh) |
| WO (1) | WO2018114949A1 (zh) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3916053A1 (en) * | 2020-05-27 | 2021-12-01 | Bostik SA | Hot melt adhesive composition having improved wet bonding strength |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1347028A3 (de) * | 2002-03-19 | 2003-10-22 | tesa AG | Haftklebemasse und Verfahren zur Herstellung hierzu |
| CN105143386A (zh) * | 2013-03-26 | 2015-12-09 | 汉高股份有限及两合公司 | 热熔性粘合剂 |
| CN105229105A (zh) * | 2013-05-22 | 2016-01-06 | 汉高股份有限及两合公司 | 热熔粘合剂 |
| CN106085309A (zh) * | 2016-07-29 | 2016-11-09 | 无锡市万力粘合材料股份有限公司 | 汽车地板革用热熔压敏胶组合物及其制备方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB0123027D0 (en) * | 2001-09-25 | 2001-11-14 | Exxonmobil Chem Patents Inc | Adhesives based on radial block copolymers with improved die-cutting performance |
| US7015155B2 (en) | 2002-07-02 | 2006-03-21 | Kimberly-Clark Worldwide, Inc. | Elastomeric adhesive |
| EP2178974B1 (en) * | 2007-08-17 | 2013-11-27 | Henkel AG & Co. KGaA | Hot melt adhesives containing styrene butadiene block copolymer |
| MX352005B (es) | 2011-04-11 | 2017-11-07 | Nordson Corp | Sistema, boquilla y metodo para recubrir hebras elasticas. |
| JP6001493B2 (ja) | 2013-04-23 | 2016-10-05 | ヘンケルジャパン株式会社 | ホットメルト接着剤 |
| US11643578B2 (en) * | 2014-01-17 | 2023-05-09 | Bostik, Inc. | Hot melt positioning adhesive |
| JP6383609B2 (ja) | 2014-08-26 | 2018-08-29 | ヘンケルジャパン株式会社 | ホットメルト接着剤 |
-
2016
- 2016-12-21 EP EP16306761.4A patent/EP3339390A1/en not_active Withdrawn
-
2017
- 2017-12-19 MX MX2019006418A patent/MX2019006418A/es unknown
- 2017-12-19 EP EP17816866.2A patent/EP3559141B1/en active Active
- 2017-12-19 JP JP2019534812A patent/JP7071373B2/ja active Active
- 2017-12-19 US US16/468,019 patent/US11008454B2/en active Active
- 2017-12-19 EP EP20183191.4A patent/EP3741822A1/en not_active Withdrawn
- 2017-12-19 WO PCT/EP2017/083541 patent/WO2018114949A1/en unknown
- 2017-12-19 ES ES17816866T patent/ES2817432T3/es active Active
- 2017-12-19 PL PL17816866T patent/PL3559141T3/pl unknown
- 2017-12-19 CN CN201780079129.8A patent/CN110114432B/zh active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1347028A3 (de) * | 2002-03-19 | 2003-10-22 | tesa AG | Haftklebemasse und Verfahren zur Herstellung hierzu |
| CN105143386A (zh) * | 2013-03-26 | 2015-12-09 | 汉高股份有限及两合公司 | 热熔性粘合剂 |
| CN105229105A (zh) * | 2013-05-22 | 2016-01-06 | 汉高股份有限及两合公司 | 热熔粘合剂 |
| CN106085309A (zh) * | 2016-07-29 | 2016-11-09 | 无锡市万力粘合材料股份有限公司 | 汽车地板革用热熔压敏胶组合物及其制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3559141A1 (en) | 2019-10-30 |
| EP3741822A1 (en) | 2020-11-25 |
| MX2019006418A (es) | 2019-08-14 |
| JP2020503411A (ja) | 2020-01-30 |
| CN110114432A (zh) | 2019-08-09 |
| JP7071373B2 (ja) | 2022-05-18 |
| ES2817432T3 (es) | 2021-04-07 |
| EP3559141B1 (en) | 2020-08-05 |
| PL3559141T3 (pl) | 2021-01-11 |
| WO2018114949A1 (en) | 2018-06-28 |
| US11008454B2 (en) | 2021-05-18 |
| EP3339390A1 (en) | 2018-06-27 |
| US20190382577A1 (en) | 2019-12-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101688101B (zh) | 基于苯乙烯-乙烯-乙烯-丙烯-苯乙烯共聚物的热熔性粘合剂 | |
| JP5339911B2 (ja) | 低温塗被ホットメルト接着剤 | |
| EP2694609B1 (en) | Polyolefin based hot melt adhesive containing a solid plasticizer | |
| JP6449273B2 (ja) | 低いブロッキング力を示す、水素化スチレン系ブロック共重合体およびエチレン酢酸ビニル共重合体を含有するホットメルト接着剤 | |
| JP4881164B2 (ja) | 低適用温度弾性接着剤 | |
| US10752817B2 (en) | Hot-melt adhesive composition for elastic attachments | |
| CN110114432B (zh) | 用于弹性附件的热熔性粘合剂组合物 | |
| WO2015115449A1 (ja) | ホットメルト接着剤 | |
| CN109311048B (zh) | 用于提高弹性应用中蠕变性能的方法和系统 | |
| AU2006304041B2 (en) | Low application temperature hot melt adhesive | |
| JP6346451B2 (ja) | ホットメルト接着剤 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |