CN107934026B - 磁瓦装箱排列装置 - Google Patents
磁瓦装箱排列装置 Download PDFInfo
- Publication number
- CN107934026B CN107934026B CN201710943875.9A CN201710943875A CN107934026B CN 107934026 B CN107934026 B CN 107934026B CN 201710943875 A CN201710943875 A CN 201710943875A CN 107934026 B CN107934026 B CN 107934026B
- Authority
- CN
- China
- Prior art keywords
- magnetic
- plate
- tile
- vertical
- overlapped
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B35/00—Supplying, feeding, arranging or orientating articles to be packaged
- B65B35/30—Arranging and feeding articles in groups
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B23/00—Packaging fragile or shock-sensitive articles other than bottles; Unpacking eggs
- B65B23/20—Packaging plate glass, tiles, or shingles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B35/00—Supplying, feeding, arranging or orientating articles to be packaged
- B65B35/30—Arranging and feeding articles in groups
- B65B35/40—Arranging and feeding articles in groups by reciprocating or oscillatory pushers
Abstract
本发明涉及一种磁瓦装箱排列装置,解决了现有技术中磁瓦采用手动的方式进行排列装箱,装箱效率低,工人劳动强度大的缺陷,包括磁瓦自动排列装置,磁瓦自动排列装置包括排列上料机构,磁瓦排列采用逐一向前推并竖向重叠的方式进行排列形成磁瓦列,同一磁瓦列相邻磁瓦的凸面与凹面相贴合。整个过程实现自动化,减轻工人劳动强度并提高装箱效率;磁瓦自动排列过程中保持磁瓦平放,平放的状态是磁瓦的两直边支撑,凸面朝上,这样磁瓦比较稳定,重心分配合理,排列过程中不会发生掉落等现象。
Description
技术领域
本发明属于磁瓦包装领域,尤其是一种磁瓦装箱排列装置。
背景技术
磁性材料具有磁有序的强磁性物质,广义还包括可应用其磁性和磁效应的弱磁性及反铁磁性物质。目前,磁性材料广泛应用于各行各业。
磁性材料的整个生产过程,要经过压制,制坯、烧结等工艺,最后需要经装箱后才能运输,但是目前的磁瓦装箱都是通过人工操作的方式进行,由工人手动将磁瓦一片片装入到纸箱内,装箱效率比较低,工人劳动强度比较大。
磁瓦装箱是将磁瓦一片片重叠排列呈磁瓦列并装入到纸箱内,磁瓦的重叠排列由工人手动操作,操作效率较低,工人劳动强度比较大。
发明内容
本发明解决了现有技术中磁瓦采用手动的方式进行排列装箱,装箱效率低,工人劳动强度大的缺陷,提供一种磁瓦装箱排列装置,磁瓦上料后能自动重叠排列,并能将重叠排列好的磁瓦列转移到装箱工位进行自动装箱。
本发明解决其技术问题所采用的技术方案是:一种磁瓦装箱排列装置,包括磁瓦自动排列装置,磁瓦自动排列装置包括用于将始终保持平放状态的磁瓦进行重叠排列的排列上料机构,磁瓦排列采用逐一向前推、并竖向重叠的方式进行排列形成磁瓦列,同一磁瓦列相邻磁瓦的凸面与凹面相贴合。磁瓦自动排列装置主要将平放的磁瓦进行重叠,重叠后形成磁瓦列,每排完一列就装箱一次,直到纸箱装满为止,可以是单排磁瓦流直接进行重叠排列,每次自动排成一列,也可以是单排磁瓦流上料后转化成多排,根据纸箱尺寸每次自动排成多列,多列磁瓦列一次装入到纸箱内;磁瓦自动排列过程中保持磁瓦平放,平放的状态是磁瓦的两直边支撑,凸面朝上,这样磁瓦比较稳定,重心分配合理,排列过程中不会发生掉落等现象;整个过程实现自动化,减轻工人劳动强度并提高装箱效率。
作为优选,排列上料机构具有可调挡板机构,使向前输送的磁瓦流按需要排列整齐;在排列上料机构的末端位置还具有将向前输送的磁瓦流截断,并每次只推进一块或一排磁瓦进行重叠排列的重叠排列执行机构。排列上料机构将磁瓦逐一重叠排列,重叠排列的意思是磁瓦保持平放,下一块磁瓦放置到上一块磁瓦的上方重叠;磁瓦上料过程属于依次相连的磁瓦流状态,而重叠属于单块或单排操作,为避免后面的磁瓦对正在重叠排列的磁瓦造成阻碍,向前输送的磁瓦流要截断,只推进最前面的一块或一排磁瓦进行重叠排列。
作为优选,重叠排列执行机构采用自由下落的截断方式,重叠排列执行机构具有阶梯式的支撑结构,支撑结构处设置有推出机构。自由下落后通过支撑结构支撑,支撑结构为阶梯式,与被阻挡的磁瓦流相分离,通过推出机构推出进行重叠。
作为优选,磁瓦自动排列装置还包括将重叠排列好的磁瓦列转移到装箱工位的排列转移机构,排列转移机构具有随动支撑机构,随动支撑机构具有能根据所支撑的重叠磁瓦列的重叠高度,随动调整其支撑高度的调整机构,以便磁瓦顺利进行重叠排列,并到达推移位置。由于磁瓦重叠排列后高度增加,磁瓦上料的高度不变,因此需要对高度进行调整以相互匹配,这就要求改变上料的高度或者降低重叠磁瓦列,通过随动支撑机构可以自动调节磁瓦列的高低位置,保持每一次磁瓦重叠的位置不变。
作为优选,排列转移机构还包括将重叠排列的磁瓦列从随动支撑机构上转移的横向推移机构。
作为优选,排列转移机构的侧边还设置有承接转移过来的磁瓦列并将该磁瓦列推入到纸箱内的磁瓦抓手机构。
作为优选,磁瓦抓手机构采用两侧开口的框形结构,磁瓦抓手机构内部设置有推出机构,一侧开口用于承接转移来的重叠的磁瓦列,另一侧开口用于将重叠的磁瓦列推出并推入到纸箱内。
作为优选,磁瓦抓手机构与排列转移机构之间设置有门架式升降拦挡机构,门架式升降拦挡机构上具有磁瓦列转接导向机构。
作为优选,磁瓦自动排列装置还配有纸条自动放置机构用于将纸条自动放入到相邻重叠的磁瓦列之间的间隙处以分隔两相邻的重叠磁瓦列。
作为优选,排列上料机构的末端设置有重叠排列的磁瓦列随动支撑机构,随动支撑机构上设置有磁瓦列导向夹板机构,并设置有将磁瓦列直接推入到纸箱内的装箱执行机构。导向夹板机构将重叠排列的磁瓦列进行横向夹紧,夹紧后能缩小磁瓦列占据的空间,再通过磁瓦列推出机构直接将重叠好的磁瓦列推入到纸箱内完成装箱。
本发明的有益效果是:磁瓦自动排列装置主要将单一平放的磁瓦进行重叠,重叠后形成磁瓦列,每排完一列就装箱一次,直到纸箱装满为止,可以是单排磁瓦流直接进行重叠排列,每次自动排成一列,也可以是单排磁瓦流上料后转化成多排,根据纸箱尺寸每次自动排成多列,多列磁瓦列一次装入到纸箱内;磁瓦自动排列过程中保持磁瓦平放,平放的状态是磁瓦的两直边支撑,凸面朝上,这样磁瓦比较稳定,重心分配合理,排列过程中不会发生掉落等现象;整个过程实现自动化,减轻工人劳动强度并提高装箱效率。
附图说明
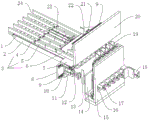
图1是本发明一种左侧结构示意图;
图2是本发明一种右侧结构示意图;
图3是本发明一种排列架结构示意图;
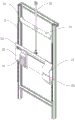
图4是本发明一种门架式升降拦挡机构的结构示意图;
图5是本发明一种门架结构示意图;
图6是本发明一种磁瓦抓手机构的结构示意图;
图7是本发明第二种结构示意图;
图中:1、排列上料输送带,2、排列上料支架,3、可调挡板,4、第一节,5、第二节,6、第三节,7、过渡平台,8、导轨板,9、导轨,10、第一伸缩缸,11、第二伸缩缸,12、推出板,13、转移推板,14、竖向挡板,15、转移架体,16、后窗口,17、第三伸缩缸,18、第四伸缩缸,19、立板,20、上架板,21、滑块,22、纸条料斗,23、第五伸缩缸,24、排列通道,25、磁瓦支撑横板,26、转移推板移动槽,27、竖板,28、搁板,29、纸条定位板,30、纸条,31、翻边,32、前挡板,33、吸纸机构,34、吸盘,35、第六伸缩缸,36、档条,37、辅助推板,38、底座,39、竖向限位板,40、调节间隙,41、落纸槽,42、挡部,43、辅助平衡板,44、第七伸缩缸,45、抓手座,46、上压板,47、引导板,48、栅格板,49、横移导向板,50、安装板,51、升降伸缩缸,52、磁瓦装箱推板,53、型材,54、导向槽,55、槽口,56、第八伸缩缸,57、门架,58、支座板,59、夹紧伸缩缸,60、导向夹板,61、转辊,62、第九伸缩缸,63、限位板。
具体实施方式
下面通过具体实施例,并结合附图,对本发明的技术方案作进一步具体的说明。
实施例1:一种磁瓦装箱排列装置(图1图2),包括排列上料机构和排列转移机构。
排列上料机构(参见图1图2)包括排列上料支架2、环形套置于排列上料支架上的排列上料输送带1、设置于排列上料输送带上方的可调挡板3、设置于排列上料支架末端的过渡板7、设置于过渡板后侧边上方的排列等待机构。可调挡板之间形成磁瓦前进的排列通道24,可调挡板分为铰接的三段,分别为第一节4、第二节5和第三节6,第一节与第二节相铰接,第二节与第三节相铰接,铰接采用阻尼铰接,即调节好相互之间的间隔距离后即可稳定,不会随意转动。第三节的一部分固定于过渡板上,其余部分和第二节及第一节均悬空于排列上料输送带上方。排列上料支架上方固定有第五伸缩缸23,第五伸缩缸伸缩杆的端部固定有辅助推板37,辅助推板竖向悬垂,辅助推板的下侧边对应第三节的位置设置有避让槽口,第三节正好卡入到避让槽口内,辅助推板的下侧边距离排列上料输送带上表面的距离小于磁瓦的弧形高度,当一个工期结束,最后几块磁瓦从排列上料输送带转移到过渡板上后没有动力继续向前,此时第五伸缩缸动作,通过辅助推板推动最后磁瓦的侧边位置,将磁瓦推入到排列位置。过渡板朝向排列上料输送带的侧边为凹弧形,过渡板的另一侧边为竖直边。过渡板下方对应竖直边的位置设置有搁板28,搁板伸出到过渡板竖直边以外,搁板上表面与过渡板上表面之间的高度差大于等于磁瓦的弧形高度,搁板上表面与过渡板下表面之间留有间隙。过渡板的下方还设置有第一伸缩缸10,第一伸缩缸的伸缩方向与排列上料输送带前进方向一致,第一伸缩缸伸缩杆端部连接有推出板12,推出板处于过渡板与搁板之间的间隙位置。过渡板的上方位置还固定有第六伸缩缸35,第六伸缩缸的伸缩方向为竖直方向,第六伸缩缸伸缩杆的端部固定有档条36,档条呈L形,档条的竖边朝下,竖边与过渡边的的竖直边之间的距离小于磁瓦的宽度,即磁瓦被档条的竖边阻挡后不会从过渡板上掉落到搁板上,以此来控制每一次只有一排磁瓦从过渡板上掉落到搁板上,以便推出板将该一排磁瓦从搁板上推出进行层叠排列。
排列转移机构(参见图1图2图3)处于排列上料机构的的输出端一侧,排列转移机构包括用于放置层叠排列的磁瓦的转移架体15及横向转移层叠排列的磁瓦的第二伸缩缸11。第二伸缩缸通过滑块及导轨9固定于导轨板8上,导轨板处于过渡板的下方,导轨为两根相互平行,两导轨横向固定于导轨板的上下侧边位置。第二伸缩缸侧边连接有驱动第二伸缩缸整体横向移动的驱动杆(图中未视出),在驱动杆的驱动下,第二伸缩缸沿着导轨横向移动。第二伸缩缸伸缩杆的端部固定有工字形的转移推板13,转移推板的作用部为平板状,转移推板竖向布置。转移架体包括底座38,竖直固定于底座上的竖向挡板14和竖板27,竖向挡板与竖板相互平行,竖向挡板朝向排列上料机构的一侧,竖板处于另一侧,竖向挡板上设置有转移推板移动槽26,转移推板移动槽呈横倒的T形,端部为竖向状,竖向状供转移推板插入到竖向挡板与竖板之间,横线部位一直贯通到竖向挡板的侧边部位,横向部位与转移推板工字的中间细部配合,便于转移推板横线移动。竖板朝向竖向挡板的表面两侧竖向固定有导轨,导轨上通过滑块连接有磁瓦支撑横板25,磁瓦重叠后坐落于磁瓦支撑横板上,磁瓦支撑横板的滑块连接在驱动机构上(图中未视出),随着磁瓦重叠的层数增加,则同时磁瓦支撑横板会相应依次下降,使得从搁板上被推出板推出的磁瓦能直接重叠,磁瓦被转移后,磁瓦支撑横板又能上升到原始位置,方便推出板推出磁瓦并坐落到磁瓦支撑横板上作为重叠第一层。竖板朝向竖向挡板的一侧还固定有水平的两个导轨,导轨上设置有多块滑块,上下对应的两滑块之间连接有竖向限位板39,竖向限位板之间相互分离形成调节间隙40,竖板的侧边固定有一块固定板,固定板与相邻的竖向限位板分离并形成调节间隙,每一个调节间隙均对应一个磁瓦重叠排列的位置,竖向限位板的上部固定有纸条导向槽,纸条导向槽由三块立板19拼合而成,纸条导向槽的上部入口端为扩口状。竖向限位板的下部设置有竖槽,竖槽的位置与纸条导向槽的位置相对应。竖向限位板的背面固定有第三伸缩缸17,竖向板上设置有后窗口16,第三伸缩缸从后窗口处伸出,本实施例中,竖向限位板共5块,加上固定板共形成5个磁瓦重叠排列位置,第三伸缩缸共5个,5个第三伸缩缸呈水平排列。第三伸缩缸伸缩杆的端部固定有纸条定位板29,纸条定位板的位置与竖槽的位置相对应,纸条定位板的上端与纸条导向槽的下端相对齐,纸条定位板具有纸条定位槽,纸条定位槽与对应的纸条导向槽处于同一竖向平面,纸条定位板随第三伸缩缸伸缩而从竖槽内伸出或缩回,纸条定位板伸出的位置正好处于两列重叠排列的磁瓦之间,磁瓦重叠到磁瓦支撑横板上并抵靠于两相邻的竖向限位板表面或者固定板与相邻的竖向限位板表面,纸条定位板从竖槽内缩回,则重叠的磁瓦可在转移推板的推动下横向转移。通过滑块在导轨上的移动,可以改变调节间隙的大小,从而改变磁瓦重叠排列的位置的宽度,这样可以适应不同弧长的磁瓦。竖板对应固定板的侧边固定有第四伸缩缸18,第四伸缩缸的伸缩杆朝向竖向挡板,伸缩杆的端部固定有竖向平板状的辅助平衡板43。转移架体的上方设置有上架板20,上架板上下两侧边上固定有水平的导轨,导轨通过滑块21连接有纸条料斗22,纸条料斗呈槽形,槽形内部放置有并排的纸条30,槽形的开口处于侧面,槽形的两侧边设置有相对翻折的翻边31。纸条料斗呈倾斜状,纸条入口在上,纸条出口在下,纸条料斗在纸条出口的位置翻折有前挡板32,前挡板的下侧边一直延伸到纸条料斗以下部位,纸条料斗的下边设置有一块短板,短板与前挡板之间形成落纸槽41。前挡板的前侧表面上固定有吸纸机构33,前挡板上设置有穿孔,吸纸机构包括吸盘34,吸盘穿过穿孔伸入到纸条料斗内。纸条料斗在靠近纸条出口的位置设置有挡部42,挡部阻挡纸条。只有吸盘吸住最前面的纸条,在吸纸机构的作用拉出并越过挡部,此时纸条对应落纸槽,松开吸纸机构,纸条从落纸槽内落下。落纸槽与纸条导向槽相对应,本实施例中有4个纸条导向槽,1个纸条料斗,因此纸条料斗连接有移动机构(图中未视出),在移动机构的驱动下,纸条料斗在导轨上移动,每一次移动,落纸槽都与对应的纸条导向槽相对。
排列转移机构的侧边部位设置有门架式升降拦挡机构,门架式升降拦挡机构上具有磁瓦列转接导向机构。门架式升降拦挡机构包括一个门架57(参见图4图5),门架是由型材53首尾相接而成框形结构,两竖向的型材之间固定有安装板50,安装板的中间位置固定有升降伸缩缸51,竖向型材的侧面上固定有竖向的导轨,导轨通过滑块连接有横移导向板49,横移导向板竖向放置,横移导向板的背面通过连接柱与升降伸缩缸的伸缩缸端部相铰接,由升降伸缩缸驱动横移导向板升降。横移导向板靠近排列转移机构的一端上固定有引导板47,引导板呈弯折状,弯折后与横移导向板之间形成一个供重叠磁瓦通过的方形的通道,引导板分为两块,上下布置,两块引导板相对的部位分开形成槽口55,槽口的位置正好与转移推板移动槽处于同一水平线上。引导板的侧边与磁瓦支撑横板的侧边相对接,当需要转移重叠排列的磁瓦时,通道的底面与磁瓦支撑横板的上表面相平齐。横移导向板中间偏上部位设置有横向的导向槽54,横移导向板的背面固定有两条水平的相互平行的导轨,导轨上设置有滑块,上下滑块之间由联板相连成一体可以同步滑动,横移导向板的正面位置设置有栅格板48,栅格板具有倾斜的栅槽,栅格板侧边的上下两段上具有折边,其中处于上方的折边穿过导向槽与背面的联板上端相固定,下方的折边从横移导向板的下侧边穿过与背面的联板下端相固定。联板的侧边与竖向型材的侧边之间连接有横移伸缩缸。
门架的下部位置设置有用于承接从排列转移机构处横移过来的磁瓦列的磁瓦抓手机构,磁瓦抓手机构包括抓手座78,抓手座(参见图4图6)包括后板、左侧板和底板,后板、底板和左侧板围成的空间与磁瓦装箱用的纸箱的尺寸相适配,本实施例中,纸箱能放置5排重叠的磁瓦。抓手座内部设置有可在抓手座内移动的磁瓦装箱推板52,磁瓦装箱推板背面固定有第七伸缩缸44,第七伸缩缸从后板的中间穿出,重叠排列的磁瓦列进入到抓手座内,磁瓦装箱推板向前将磁瓦列退出抓手座并推入到纸箱内。抓手座内还设置有竖向布置并可竖向伸缩的第八伸缩缸56,第八伸缩缸的伸缩杆的端部固定有上压板46,上压板可随伸缩杆伸缩而上下移动,上压板的外侧边设置有槽缝形成相互间隙分隔开的压片结构,两压片为一组,一列重叠的磁瓦对应一组压片,压片组与组之间的槽缝宽度小,同一组的两压片之间的槽缝宽度大,同一组的两压片相对的侧面为凹的弧面,该弧面与磁瓦的凸面相贴合。重叠排列的磁瓦进入到抓手座内,上压板下行,压片轻轻压住最上层的磁瓦,同一组两压片之间的槽缝正好对应磁瓦凸起的最高位置。抓手座的左侧板的前侧边缘呈倾斜的栅格状,栅格的间隙和倾斜角度与栅格板的间隙和倾斜角度相同,使得栅格板可以从左侧板的栅格内通过。抓手座的右侧边与引导板的左侧处于同一竖向平面,由于抓手座没有右侧板,重叠排列的磁瓦从引导板的通道内移出后可以直接转移到抓手座内,衔接顺畅。
实施例2:一种磁瓦装箱排列装置(参见图7),与实施例1不同之处在于:省去了磁瓦列横向转移的步骤,磁瓦重叠排列后直接向前推进行装箱。磁瓦排列上料机构的末端设置有门架57,门架57呈框形结构,排列上料机构的末端穿过门架,门架下部设置有磁瓦支撑横板57,磁瓦支撑横板两侧设置有导向夹板机构。导向夹板机构包括连接于磁瓦支撑横板两侧的支座板58,每一支座板上通过夹紧伸缩缸59固定有导向夹板60,两导向夹板的端面相对,端面上设置有竖向布置的转辊61,两导向夹板在夹紧伸缩缸的作用下可相互靠近或远离,两导向夹板相互靠近后,磁瓦列之间的间隙减小,相邻磁瓦列夹紧纸条缩小了整体的体积。门架上对应磁瓦排列上料机构的搁板的位置处设置有限位板63,在磁瓦被推出板推出时,限位板对磁瓦进行限位,保证磁瓦重叠位置。磁瓦支撑横板向着磁瓦排列上料机构的底部延伸,延伸的部位上固定有第九伸缩缸62,第九伸缩缸的伸缩杆的端部固定有磁瓦装箱推板52。第九伸缩缸向前伸出推动磁瓦装箱推板前进,磁瓦装箱推板将磁瓦支撑横板上的磁瓦列向前推并直接推入到纸箱内。门架的上部朝向装箱的一侧固定有纸条自动放置机构,纸条自动放置机构与实施例1的结构一致。其余结构参照实施例1。
以上所述的实施例只是本发明的两种较佳方案,并非对本发明作任何形式上的限制,在不超出权利要求所记载的技术方案的前提下还有其它的变体及改型。其它的变体及改型是本领域技术人员在本发明技术方案的基础上和启发下无需创造性劳动就可以轻易实现的,因此这些未详细描述的实施方式也应视为本发明的具体实施例而在本发明的保护范围之内。
Claims (8)
1.一种磁瓦装箱排列装置,其特征在于包括磁瓦自动排列装置,磁瓦自动排列装置包括用于将始终保持平放状态的磁瓦进行重叠排列的排列上料机构,磁瓦排列采用逐一向前推、并竖向重叠的方式进行排列形成磁瓦列,同一磁瓦列相邻磁瓦的凸面与凹面相贴合;
磁瓦自动排列装置还包括将重叠排列好的磁瓦列转移到装箱工位的排列转移机构,排列转移机构具有随动支撑机构,随动支撑机构具有能根据所支撑的重叠磁瓦列的重叠高度,随动调整其支撑高度的调整机构,以便磁瓦顺利进行重叠排列,并到达推移位置;
排列转移机构处于排列上料机构的输出端一侧,排列转移机构包括用于放置层叠排列的磁瓦的转移架体;转移架体包括底座,竖直固定于底座上的竖向挡板和竖板,竖向挡板与竖板相互平行;竖板朝向竖向挡板的一侧还固定有水平的两个导轨,导轨上设置有多块滑块,上下对应的两滑块之间连接有竖向限位板,竖向限位板之间相互分离形成调节间隙,竖板的侧边固定有一块固定板,固定板与相邻的竖向限位板分离也形成调节间隙,竖向限位板的上部固定有纸条导向槽,纸条导向槽由三块立板拼合而成,纸条导向槽的上部入口端为扩口状;竖向限位板的下部设置有竖槽,竖槽的位置与纸条导向槽的位置相对应;竖向限位板的背面固定有伸缩缸,竖向挡板上设置有后窗口,伸缩缸从后窗口处伸出;伸缩缸伸缩杆的端部固定有纸条定位板,纸条定位板的位置与竖槽的位置相对应,纸条定位板的上端与纸条导向槽的下端相对齐,纸条定位板具有纸条定位槽,纸条定位槽与对应的纸条导向槽处于同一竖向平面,纸条定位板随伸缩缸伸缩而从竖槽内伸出或缩回,纸条定位板伸出的位置正好处于两列重叠排列的磁瓦之间,磁瓦重叠到磁瓦支撑横板上并抵靠于两相邻的竖向限位板表面或者固定板与相邻的竖向限位板表面,纸条定位板从竖槽内缩回,则重叠的磁瓦可在转移推板的推动下横向转移;通过滑块在导轨上的移动,以改变调节间隙的大小,从而改变磁瓦重叠排列的位置的宽度,以适应不同弧长的磁瓦。
2.根据权利要求1所述的磁瓦装箱排列装置,其特征在于排列上料机构具有可调挡板机构,使向前输送的磁瓦流按需要排列整齐;在排列上料机构的末端位置还具有将向前输送的磁瓦流截断,并每次只推进一排磁瓦进行重叠排列的重叠排列执行机构。
3.根据权利要求2所述的磁瓦装箱排列装置,其特征在于重叠排列执行机构采用自由下落的截断方式,重叠排列执行机构具有阶梯式的支撑结构,支撑结构处设置有推出机构。
4.根据权利要求1所述的磁瓦装箱排列装置,其特征在于排列转移机构还包括将重叠排列的磁瓦列从随动支撑机构上转移的横向推移机构。
5.根据权利要求1所述的磁瓦装箱排列装置,其特征在于排列转移机构的侧边还设置有承接转移过来的磁瓦列并将该磁瓦列推入到纸箱内的磁瓦抓手机构。
6.根据权利要求5所述的磁瓦装箱排列装置,其特征在于磁瓦抓手机构采用两侧开口的框形结构,磁瓦抓手机构内部设置有推出机构,一侧开口用于承接转移来的重叠的磁瓦列,另一侧开口用于将重叠的磁瓦列推出并推入到纸箱内。
7.根据权利要求5所述的磁瓦装箱排列装置,其特征在于磁瓦抓手机构与排列转移机构之间设置有门架式升降拦挡机构,门架式升降拦挡机构上具有磁瓦列转接导向机构。
8.根据权利要求1或2或3所述的磁瓦装箱排列装置,其特征在于磁瓦自动排列装置还配有纸条自动放置机构用于将纸条自动放入到相邻重叠的磁瓦列之间的间隙处以分隔两相邻的重叠磁瓦列。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201710943875.9A CN107934026B (zh) | 2017-10-11 | 2017-10-11 | 磁瓦装箱排列装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201710943875.9A CN107934026B (zh) | 2017-10-11 | 2017-10-11 | 磁瓦装箱排列装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN107934026A CN107934026A (zh) | 2018-04-20 |
| CN107934026B true CN107934026B (zh) | 2020-03-17 |
Family
ID=61935148
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201710943875.9A Active CN107934026B (zh) | 2017-10-11 | 2017-10-11 | 磁瓦装箱排列装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN107934026B (zh) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108946104B (zh) * | 2018-06-11 | 2023-06-23 | 南京理工三才智能装备有限公司 | 磁瓦称重分类系统及其工作方法 |
| CN113716112B (zh) * | 2021-11-02 | 2021-12-31 | 常州市通达医疗器材有限公司 | 一种医用品包装输送装置 |
| CN113716122B (zh) * | 2021-11-03 | 2022-02-15 | 常州市通达医疗器材有限公司 | 一种医用品外壳输送机构 |
| CN115196091A (zh) * | 2022-07-13 | 2022-10-18 | 苏州华源中鲈包装有限公司 | 一种产品的多排推料排料方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE397811B (sv) * | 1976-01-16 | 1977-11-21 | Beckman C Montage | Forfarande vid sammanforande av takpannor eller liknande objekt till transportabla letthanterliga packar jemte anleggning for att genomfora forfrandet |
| DE2758648C3 (de) * | 1977-12-29 | 1984-10-18 | Hans Lingl Anlagenbau Und Verfahrenstechnik Gmbh & Co Kg, 7910 Neu-Ulm | Vorrichtung zum Bilden von Setzlagen aus Ziegelformlingen |
| CN205589945U (zh) * | 2016-03-10 | 2016-09-21 | 安徽金寨将军磁业有限公司 | 磁瓦多层排列机 |
| CN205906277U (zh) * | 2016-06-28 | 2017-01-25 | 横店集团东磁股份有限公司 | 一种适用于磁瓦包装的自动化生产线 |
| CN106672293A (zh) * | 2017-02-07 | 2017-05-17 | 晋江市超骏机械有限公司 | 一种瓷砖入箱装置及应用流程 |
-
2017
- 2017-10-11 CN CN201710943875.9A patent/CN107934026B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN107934026A (zh) | 2018-04-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107934026B (zh) | 磁瓦装箱排列装置 | |
| CN107856904B (zh) | 一种磁瓦装箱生产线 | |
| US7686153B2 (en) | Package temporary storage control mechanism for a cuboidal package conveying apparatus and operating method thereof | |
| US10501215B2 (en) | Packaging machine | |
| US10099869B2 (en) | Palletizing installation and a method for palletizing | |
| CN104626043B (zh) | 阀芯自动插板装置 | |
| CN204846479U (zh) | 一种多板泡罩加料机构 | |
| CN107902126B (zh) | 磁瓦装箱装置 | |
| GB2540648A (en) | A bag stacker | |
| CN207644688U (zh) | 一种磁瓦自动装箱生产线 | |
| CN107161415A (zh) | 阀芯自动插板装置 | |
| US4671723A (en) | Apparatus for pushing stacks or packs from a support | |
| CN207417221U (zh) | 磁瓦装箱排列装置 | |
| JPH0373752A (ja) | 枚葉紙をパイルとして単位量毎排出するようにした排紙装置 | |
| CN114408551B (zh) | 一种纸托上料装置 | |
| CN104084972A (zh) | 塑料棒分离整理设备 | |
| CN207089758U (zh) | 吸头自动装盒机 | |
| CN106736809B (zh) | 一种灯条片的灯条自动切割送料装置 | |
| CN211663526U (zh) | 一种立式装盒机理料机构 | |
| CN204624608U (zh) | 条形独立布袋弹簧床垫粘胶机的复合送料装置 | |
| CN209506205U (zh) | 包装机 | |
| TWM462235U (zh) | 全自動數片堆疊束帶機 | |
| CN112623843B (zh) | 一种口罩生产用收料装置 | |
| GB2268724A (en) | Box stacker. | |
| CN209956358U (zh) | 一种饼干计数包装系统 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |