CN107848205B - 用于增材制造板的干洗的方法 - Google Patents
用于增材制造板的干洗的方法 Download PDFInfo
- Publication number
- CN107848205B CN107848205B CN201680039719.3A CN201680039719A CN107848205B CN 107848205 B CN107848205 B CN 107848205B CN 201680039719 A CN201680039719 A CN 201680039719A CN 107848205 B CN107848205 B CN 107848205B
- Authority
- CN
- China
- Prior art keywords
- plate
- dry cleaning
- cleaning
- board
- powder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/35—Cleaning
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B7/00—Cleaning by methods not provided for in a single other subclass or a single group in this subclass
- B08B7/02—Cleaning by methods not provided for in a single other subclass or a single group in this subclass by distortion, beating, or vibration of the surface to be cleaned
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B3/00—Cleaning by methods involving the use or presence of liquid or steam
- B08B3/04—Cleaning involving contact with liquid
- B08B3/10—Cleaning involving contact with liquid with additional treatment of the liquid or of the object being cleaned, e.g. by heat, by electricity or by vibration
- B08B3/12—Cleaning involving contact with liquid with additional treatment of the liquid or of the object being cleaned, e.g. by heat, by electricity or by vibration by sonic or ultrasonic vibrations
- B08B3/123—Cleaning travelling work, e.g. webs, articles on a conveyor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B5/00—Cleaning by methods involving the use of air flow or gas flow
- B08B5/04—Cleaning by suction, with or without auxiliary action
- B08B5/043—Cleaning travelling work
- B08B5/046—Cleaning moving webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B7/00—Cleaning by methods not provided for in a single other subclass or a single group in this subclass
- B08B7/02—Cleaning by methods not provided for in a single other subclass or a single group in this subclass by distortion, beating, or vibration of the surface to be cleaned
- B08B7/026—Using sound waves
- B08B7/028—Using ultrasounds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B7/00—Cleaning by methods not provided for in a single other subclass or a single group in this subclass
- B08B7/04—Cleaning by methods not provided for in a single other subclass or a single group in this subclass by a combination of operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/141—Processes of additive manufacturing using only solid materials
- B29C64/153—Processes of additive manufacturing using only solid materials using layers of powder being selectively joined, e.g. by selective laser sintering or melting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/245—Platforms or substrates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/357—Recycling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/386—Data acquisition or data processing for additive manufacturing
- B29C64/393—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C67/00—Shaping techniques not covered by groups B29C39/00 - B29C65/00, B29C70/00 or B29C73/00
- B29C67/0033—Shaping techniques not covered by groups B29C39/00 - B29C65/00, B29C70/00 or B29C73/00 by shock-waves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y40/00—Auxiliary operations or equipment, e.g. for material handling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y40/00—Auxiliary operations or equipment, e.g. for material handling
- B33Y40/20—Post-treatment, e.g. curing, coating or polishing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
- B33Y50/02—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/25—Solid
- B29K2105/251—Particles, powder or granules
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Abstract
本发明涉及基于粉末的增材制造中所使用的板(10)的干洗方法,所述方法包括从所述板(10)上分离未凝固粉末(16)并且收集未凝固粉末(16)。所述方法包括向所述板(10)施加振动并且向所述板(10)传递冲击的步骤。
Description
技术领域
本发明属于基于粉末通过使用涉及电磁辐射的能量束(例如激光束)和/或粒子束(例如电子束)烧结或熔化所述粉末的颗粒从而进行增材制造的领域。
更具体地,本发明涉及增材制造板和在这些板上制造的组件的清洗。
背景技术
当在增材制造机器中进行增材制造过程时,在增材制造板上沉积第一粉末层,所述增材制造板被安装成能够在围绕制造板的外壳内滑动。然后,根据预定设计使用上述能量束之一使该第一粉末层凝固。然后,在外壳内降低制造板从而允许沉积和凝固第二粉末层。最后,降低板然后沉积和凝固粉末层的步骤依次继续直至待生产组件的制造中所需的最后一个粉末层已经沉积和凝固。
在该增材制造过程结束时遇到的一个缺点在于,制造的一个或多个组件本身浸没在需要除去的大量未凝固粉末中。
根据一个方法,从机器中取出制造板(带着外壳或不带着外壳),并且操作者使用工具(例如刷子和压缩空气鼓风机或抽风机)用手清洗掉粉末颗粒。
由于其基本上手动的性质,该第一种清洗方法实际上不与工业应用相容。
此外,该手动清洗对于操作者而言可能是危险的,因为增材制造中使用的粉末通常包含毒性化合物,尽管操作者佩戴保护设施,这些毒性化合物仍然可能被操作者吸入。
最后,根据另一个缺点,如果在清洗过程中未凝固粉末被保持在保护气氛下,其在再利用之前必须经历各种处理操作。
出于该原因,一些增材制造机器的制造商修改了他们的机器从而更好地保护操作者的健康并且能够立即再利用来自制造组件的清洗的粉末。
例如,欧洲专利EP1793979中描述的增材制造机器装配有允许操作者搬运和清洗机器制造外壳中的制造部件的装置。
更具体地,这些装置包括在制造外壳的壁中形成的开口,安装在制造外壳中的机械臂,和可以在该制造外壳中操作的抽吸管。此外,开口装配有保护手套从而允许操作者将手伸入制造外壳以便使用抽吸管清洗制造的组件,并且操作者可以从机器外部控制机械臂从而更容易地移动重型组件。
由于欧洲专利EP1793979中描述的装置,操作者受到保护并且未凝固粉末保持在保护气氛下。
然而,清洗仍然是需要操作者工作的手动操作,由于该手动清洗在机器制造外壳内进行,在清洗的持续过程中该机器不能用于制造其它组件。
因此,欧洲专利EP1192040提出在可移除容器中制造组件,所述可移除容器可以从增材制造机器的制造外壳中移除并且被带至与该机器独立的清洗设备。
在该清洗设备的第一个实施方案中,设置有两个彼此面对的开口的盖设置在容器的顶部,并且压缩空气源连接至第一开口而储存器连接至第二开口。因此,通过朝向容器的顶部逐渐升高制造板和制造的组件,压缩空气流朝向第二开口推动未凝固粉末因此使其进入储存器。
根据该第一个实施方案的一个缺点,存在的风险是由于朝向储存器推动粉末的压缩空气的流动使得粉末受到污染。
在第二个实施方案中,容器的顶部装配有展开颈部,所述展开颈部包括喷口使得当使用合适装置使容器倾斜时以及当制造板逐渐升高时,允许除去未凝固粉末。
在该第二个实施方案中,未凝固粉末有利地在重力的作用下移动至储存器。然后,由于储存器装配有能够捕获制造的组件的筛网,使用振动以完成从制造的组件上分离粉末颗粒。
虽然该第二个实施方案的清洗设备不使用容易污染未凝固粉末的压缩空气流,但是其也不允许完美地清洗制造的组件。
特别地,在振动的作用下,最细小的粉末颗粒容易以云的形式漂浮在空气中,一旦振动停止就再次沉积在制造的组件上。
此外,在制造的组件具有复杂形状并且具有容易包含堆积粉末的腔体的情况下,仅使用振动不足以打碎在增材制造的过程中在这些腔体中形成的粉末块。
最后,简单使用振动不允许以例如手动刷洗的程度除去粘合至制造的组件的所有粉末颗粒。
发明内容
出于该原因,本发明的目的是克服现有技术文献中描述的设备的至少一个缺点,同时允许单独清洗制造板或连同组件一起清洗制造板,所述组件在该板上制造并且在增材制造周期结束时保持粘附至该板。
为此目的,本发明的主题是使用粉末进行的增材制造中使用的板的干洗方法,所述方法包括从所述板上分离未凝固粉末并且收集未凝固粉末,并且所述方法包括在所述板上施加振动并且造成所述板经历冲击的步骤。
通过向板施加冲击,易于在制造的组件的腔体中形成的粉末块破碎,并且通过施加振动,大部分未凝固粉末的颗粒逐渐从制造的组件和制造板上脱离,在重力的作用下从板或制造的组件上落下。
优选地,在垂直于板的平面的方向上施加冲击,而在基本上平行于板的平面的方向上施加振动。
为了尽可能完全地清洗,振动步骤和冲击步骤可以多次交替。
为了减少清洗时间,振动步骤和冲击步骤可以同时进行。
为了在清洗过程中最佳地利用未凝固粉末颗粒的重力作用,所述方法可以包括使板倒转的预先步骤。
为了使沉积在制造的组件的空心部分中的未凝固粉末颗粒落下,可以在振动步骤和/或冲击步骤的过程中改变板的倾斜度。
为了保护操作者免受增材制造中使用的某些产品的毒性的影响,所述清洗方法优选在双重限定的体积中进行,清洗在清洗外壳中进行而清洗外壳本身处于限制外壳内。
考虑到回收或储存源自清洗的粉末,所述方法还包括在重力的作用下优选借助于抽吸从这些限制体积中除去粉末的后续步骤。
为了保护操作者并且避免在清洗过程中形成粉末云,上述限制体积在清洗的过程中经受额外抽吸。
附图说明
通过如下描述,本发明的其它特征和优点将变得清楚。通过非限制性实施例的方式提供的该描述涉及附图,其中:
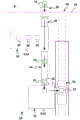
-图1是待清洗的增材制造板的示意图,所述板装配有支撑件和套筒,
-图2是根据本发明的第一个实施方案的清洗设施的俯视图,箭头显示了板清洗周期,
-图3是根据本发明的第一个实施方案的清洗设施的俯视图,箭头显示了使用根据本发明的设施为增材制造车间供应清洗的和/或新的板,
-图4是根据本发明的第二个实施方案的清洗设施的俯视图,箭头显示了板清洗周期,以及使用根据本发明的设施为增材制造车间供应清洗的和/或新的板,
-图5是根据本发明的干洗设备的俯视图,
-图6是根据本发明的干洗设备的正视图,该图还显示了干洗设备接收待清洗的增材制造板,
-图7是图6的细节图,该图还显示了待清洗的板到达干洗设备的清洗外壳,
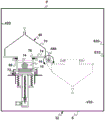
-图8是根据本发明的干洗设备的清洗外壳的侧视图,该图还显示了本发明提供的待清洗的板翻转,并且
-图9也是根据本发明的干洗设备的清洗外壳的侧视图,但是该图更具体地显示了通过根据本发明的干洗设备清洗待清洗的板。
具体实施方式
本发明涉及增材制造板10的清洗。
增材制造板10呈现平行六面体支撑件的形式,通常由金属制成,具有数厘米的高度并且在平面P10中具有数十厘米的长度和宽度。
正如已知的,在增材制造机器的制造腔体内制造的组件的制备中,所述板10用作支撑件。更具体地,所述板安装在处于该制造腔中的围绕板的制造外壳内,并且板被安装成能够在该制造外壳中以竖直平移的方式移动从而能够降低然后进一步沉积每个未凝固粉末层。
如图1所示,在本发明的上下文中,板10优选被套筒12围绕,所述套筒12充当增材制造机器内的制造外壳。
通过彼此组装,板10和套筒12形成容器15。该容器15可移除地安装在增材制造机器内从而可以从该机器的制造腔体中连同制造的组件14和围绕组件14的未凝固粉末16取出所述容器15。
有利地,该容器15使得制造的组件14和未凝固粉末16更容易从增材制造机器运输至增材制造车间中存在的另一个设备或运输至清洗设施(例如本发明提出的清洗设施)。
出于引导和自动传送的目的,板10装配有支撑件13。该支撑件13呈现框架的形式,制造板10装配在所述框架上。为了通过螺栓或其它类型的可收缩销钉保持原位,该支撑件13包括孔17。最后,该支撑件13装配有外周密封垫圈19,从而当板10及其支撑件13在套筒12内平移移动时避免任何粉末泄漏。
本发明的关键目的是回收(而不会不利地影响)容器15中的围绕组件14的大量未凝固粉末16并且使制造的组件14和增材制造板10尽可能地摆脱未凝固粉末的颗粒。
为此目的,本发明提供如图2所示的增材制造板清洗设施20。
该设施20包括入口锁22和合适的运输装置24,所述入口锁22能够接收来自增材制造机器的待清洗的板10,所述运输装置24被设置成在可能的最佳条件下将容器15、制造的组件14和未凝固粉末16从增材制造机器运输至设施的入口锁22。
为了能够从设施中取出清洗的板10,设施20还包括出口锁26。由于设施20整体优选地限制在图2至图4局部显示的保护外壳28内,出口锁26穿过该外壳28的壁30形成。
如图3的各个箭头所示,出口锁26还可以从设施的外部E为设施20供应新的和/或清洗的板10,并且入口锁22还可以用于从清洗设施20中取出清洗的板10从而通过运输装置24将板送至增材制造机器。
为了保证板10的最佳清洗,设施20包括干洗设备32、湿洗设备34和至少一个传送设备,所述干洗设备32允许在第一限制外壳E32中使用振动和冲击清洗板10,所述湿洗设备34允许在第二限制外壳E34中使用至少一种液体清洗板10,所述传送设备允许在设施的干洗外壳E32、湿洗外壳E34和出口锁26之间运输板10。
更具体地,干洗设备32旨在回收最大量的未凝固粉末而不会不利地影响粉末,因此可以尽可能迅速地再利用该粉末,而无需提前干燥处理但是仅需要筛选,筛选的目的是保持控制由此回收的粉末的粒径分布。之后,湿洗设备34旨在通过除去干洗之后仍然粘合至组件和板的所有未凝固粉末颗粒从而完美地清洗制造的组件14和制造板10。
为了获得制造的组件14和制造板10的完美清洗效果,湿洗设备34在其外壳E34内包括至少一个清洗站38和至少一个冲洗站40,所述清洗站38使用清洗液体清洗板10,所述冲洗站40用冲洗液体冲洗板10。
优选地,清洗站38呈现槽的形式,所述槽填充有清洗液体并且装配有允许向该清洗液体发射极高频超声波(优选20kHz,可能45kHz)的装置(例如换能器)。因此,当待清洗的板10和组件14浸入清洗液体中时,超声波通过空泡现象产生微气泡,所述微气泡在相同波的作用下内爆,这些内爆在清洗液体中产生湍流并且允许仍然粘合至制造的组件14及其制造板10的最后的粉末颗粒变得脱离。有利地,气泡的微小尺寸允许气泡进入制造的组件14中的最小腔体。
理想地,清洗液体是水溶液并且冲洗液体也是水溶液。
为了使清洗步骤更容易并且改进实现的清洗品质,湿洗设备34可以在其外壳E34内包括预清洗站42,所述预清洗站42显然设置在清洗站38的上游。
该预清洗站42可以呈现槽的形式,所述槽填充有预清洗液体并且预清洗液体优选是水溶液。
冲洗站40也可以充当干燥站并且包括干燥清洗的板和制造的组件14的装置;这些干燥装置例如呈现装配有热风鼓风机的槽的形式。
考虑到设施的完全自动化,湿洗设备34在其外壳E34内包括传送装置(未显示),所述传送装置允许在各个预清洗站42、清洗站38和冲洗站40之间以自动方式传送待清洗的板10和附着至这些板10的制造的组件14。
在图中未显示的实施方案的替代形式中,湿洗设备34可以包括单个工作室和各个储存室,板10可以在所述工作室中进行预清洗、清洗和可能的干燥,所述储存室用于储存这些各个步骤之前、之间和/或之后的板10。
如图3所示,湿洗设备34的传送装置还允许传送新的和/或清洗的板10使其穿过湿洗设备34的外壳E34而不穿过各个清洗站和冲洗站。
在设施的第一个实施方案中(所述实施方案在图2和3中显示),设施包括第一传送器44和第二传送器46,所述第一传送器44允许在清洗的过程中从干洗设备32的外壳E32朝向湿洗设备34的外壳E34运输板10,所述第二传送器46允许从湿洗设备34的外壳E34朝向设施20的出口锁26运输清洗的板10。
考虑到使用设施的出口锁26通过清洗设施20向增材制造车间引入新的和/或清洗的板10,第二传送器46也允许从设施20的出口锁26朝向湿洗设备34的外壳E34运输板10,并且第一传送器44也允许从湿洗设备34的外壳E34朝向干洗设备32的外壳E32运输板10。
当设施20以该方式使用从而为增材制造车间供应新的和/或清洗的板10时,可以提出使这些板10在湿洗设备34中经历湿洗。这保证了这些板10在增材制造机器中使用之前已经被完美地清洗和去污,这些板10在不受保护的储存过程中或者在人为搬运的过程中有可能在设施20的外壳28的外部E变得污染。
在设施20的该第一个实施方案中,两个传送器44、46可以是皮带传送器。
在设施20的第二个实施方案中(所述实施方案在图4中显示),设施包括传送器36、至少一个储存区域48、50和操作臂52,所述传送器36允许从干洗设备32的外壳E32朝向出口锁26并且反之从出口锁26朝向干洗设备32的外壳E32运输板10,所述储存区域48、50用于临时储存板10,所述操作臂52允许板10在干洗设备32、湿洗设备34、传送器36和每个临时储存区域48、50之间移动。
更具体地,传送器36可以是皮带传送器,每个储存区域48、50可以呈现开放储存设备(例如齿条)的形式,并且操作臂52是端部安装有用于抓住板10的设备54(例如抓爪)的铰接臂。
由于存在至少一个储存区域48、50,在使用传送器36将清洗的板10从出口锁26运输至干洗设备32的同时,操作臂52能够例如管理干洗和湿洗各个板10的步骤。
优选地,存在两个临时储存区域48和50,因此清洗的板10和清洗过程中的板10无需储存在同一个区域中。
还优选地,操作臂52能够围绕各个水平轴线和/或竖直轴线旋转移动从而使每个板10尽可能迅速地从一个点移动至另一个点。
根据该第二个实施方案的未显示的和更经济的替代形式,可以省略操作臂52并且传送器36可以被设置成单独进行板10在设施的干洗外壳E32、湿洗外壳E34和出口锁26之间的运输。
为了使用冲击和振动进行板10的干洗,本发明提出板10的干洗设备32。
如前所述,该干洗设备32包括限制外壳E32。为了接收待清洗的板10,该限制外壳E32包括至少一个入口锁56,为了排出清洗的板10,该限制外壳E32还包括出口锁58。有利地,干洗设备32的外壳E32的入口锁56也是设施20的入口锁22。
由于干洗外壳E32在地面S上通过前壁60F、后壁60R、左侧壁62G、右侧壁62D和顶板P形成,入口锁56穿过干洗外壳E32的后壁60R形成,并且出口锁58穿过干洗外壳E32的右侧壁62D形成。
如图5所示,在该限制外壳E32内,干洗设备32包括用于接收待清洗的板10的接收装置64,和用于干洗该板的干洗站66。
更具体地,接收装置64能够接收和运输由待清洗的板10、其支撑件13及其套管12形成的容器15。
这些接收装置64例如呈现链条传送器72的形式。该链条传送器72在干洗外壳E32内水平延伸,并且在平行于外壳E32的侧壁62G、62D的平面和垂直于该外壳的前壁60F和后壁60R的纵向方向DL上延伸。因此,该链条传送器72允许容器15以及待清洗的板10从外壳E32的入口锁56运输至干洗站66。
为了更容易地回收容器15中包含的未凝固粉末16,干洗设备32包括位于其第一限制外壳E32内的第二清洗外壳68。
该第二清洗外壳68呈现安装在基部74上的钟状物70的形式,并且该基部74包括开口76从而接收待清洗的板10。
更具体地,基部74基本上平坦并且为矩形,而钟状物70具有围绕垂直于基部74的平面P74的中心轴线A70延伸的金字塔S70形状。与此同时,开口76的形状和尺寸被调节或可以被调节成适合待清洗的板10的形状和尺寸。
钟状物70围绕其中心轴线A70的金字塔形状使得当该钟状物70与待清洗的板10倒转时未凝固粉末16更容易流动和回收。
在图6至9所示的实施方案的优选的替代形式中,钟状物70包括底部70B和顶部70H,所述底部70B是围绕其中心轴线A70的平行六面体形状,所述顶部70H是围绕其中心轴线A70的金字塔形状,平行六面体形状的底部70B从基部74延伸并且金字塔形状的顶部70H在钟状物70的该底部70B和顶点78之间延伸。
在另一个替代形式中,钟状物还可以呈现完全金字塔形状、部分或完全圆锥形状、部分或完全截头圆锥形状,或当钟状物70倒转时能够形成漏斗的任何其它形状。
当钟状物70倒转使得其底部74位于其顶点78的上方时(如图8和9所示),为了控制未凝固粉末16的流动,钟状物70的顶点78呈现装配有阀82或任何其它流动调节设备的管80的形式。
如上所述,本发明提出使钟状物70和板10倒转使得围绕一个或多个制造的组件14的未凝固粉末16可以回收至容器15。
然而,首先需要将包括待清洗的板10和待回收的未凝固粉末16的容器15带到清洗外壳68的基部74的开口76。
为了实现该目的,提出清洗外壳68处于对应于非倒转位置的初始位置,在所述非倒转位置下钟状物70及其顶点78位于基部74的上方。在清洗外壳68的该初始位置下,基部74的平面P74基本上水平,如图6和7所示。
之后,当该清洗外壳68处于其原始位置时,接收装置64允许容器15和板10从限制外壳E32的入口锁56运输至清洗外壳68的基部74的开口76的对面。
为了补充接收装置64,干洗设备32包括升降机84,所述升降机84允许将待清洗的板10从接收装置64运送到达开口76。
出于该目的并且如图6和7所示,升降机84允许待清洗的板10及其支撑件13在容器15的套筒12内以竖直平移T1的方式移动。更具体地,由于套筒12在高度方向上围绕中心轴线A12竖直延伸,板10及其支撑件13平行于套筒12的中心轴线A12朝向套筒12的上边缘86进行竖直平移移动T1。
在施加至板10及其支撑件13的竖直平移移动T1的同时,升降机84允许套筒12平行于其中心轴线A12并且朝向清洗外壳68的基部74以竖直平移移动T2的方式移动。因此,套筒12的上边缘86牢固地挤压基部74的开口76的下边缘88,因此当板10在套筒12中升高时随着该粉末从容器15朝着清洗外壳68的内部体积V68逐渐转移,能够避免任何未凝固粉末16泄漏。
为了实现板10及其支撑件13的竖直平移移动T1,升降机84例如包括活塞90,所述活塞90在本体92内以平移移动的方式引导并且通过马达94和蜗杆96的平移移动而驱动。
为了实现套筒12的平移移动T2,升降机84例如包括板98,所述板98围绕活塞90的杆89以平移移动的方式引导并且通过压缩弹簧100的平移移动而驱动,所述压缩弹簧100挤压固定至本体92的另一个板102。
有利地,板98、102和弹簧100相对于本体92和活塞90设定尺寸和设定位置,使得通过马达94施加至活塞90的平移移动还在弹簧100的作用下造成板98的平移移动。
一旦板10到达基部74的平面P74,板的平移移动T1停止,并且锁定元件(例如螺栓104)将支撑件13固定在基部74的开口76中,这些螺栓104出于该目的插入设置在支撑件13中的孔17。
有利地,在板10相对于基部74的该位置下,支撑件13的外周密封垫圈19还在支撑件13和基部74之间以及板10和基部74之间提供密封。
当板10固定至基部74时,一个或多个制造的组件14和未凝固粉末16存在于清洗外壳68的内部体积V68内,这意味着该清洗外壳68能够倒转使得可以在重力的作用下回收未凝固粉末16并且能够对板10和一个或多个制造的组件14进行干洗。
为了能够进行倒转,清洗外壳68被安装成能够围绕优选水平的轴线A68枢转。
如图8所示,当清洗外壳68处于其倒转位置时,基部74的平面P74基本上水平。出于该原因,清洗外壳68被安装成能够在干洗设备32的限制外壳E32内枢转至少180°。
为了允许设施完全自动化,致动器(例如电动马达106)允许外壳68围绕其轴线A68旋转驱动。
有利地,该致动器106能够控制清洗外壳68围绕其轴线A68的旋转角度,例如从而在干洗周期的过程中改变基部74和板10的倾斜度。
当清洗外壳68倒转时,未凝固粉末16在重力的作用下朝向钟状物70的顶点78落下,因此容易通过管80回收该粉末。
优选地并且如图5所示,通过抽吸回收粉末的粉末回收装置108通过阀82连接至处于钟状物70的顶点的管80,抽吸促进粉末在管80中流动,因此能够避免管堵塞。
为了抽吸当该外壳68倒转时在清洗外壳的内部体积V68中形成的未凝固粉末16云中的粉末颗粒,钟状物70在其基部74及其顶点78之间包括抽吸孔110,该孔110连接至通过抽吸回收粉末云的装置109。
优选地,该孔110设置在钟状物70的高度的中间。在图6至9所示的优选的替代形式中,该孔110设置在钟状物70的金字塔形状的顶部70H中,但是接近平行六面体形状的底部70B。
为了收集当粉末在限制外壳E32的入口锁56和清洗外壳68之间运输时从容器15中泄漏的任何粉末颗粒或者例如当外壳68倒转时从外壳68中泄漏的任何粉末颗粒,通过抽吸回收粉末云的装置109还连接至干洗设备32的限制外壳E32的内部体积V32。
相比于通过抽吸回收粉末的装置108,通过抽吸回收粉末云的装置109提供更高的抽吸流速。
为了在清洗外壳68与待清洗的板10倒转之后密闭地密封清洗外壳68,该清洗外壳68包括允许关闭基部74的开口76的门112。该门112被安装成能够相对于基部74枢转并且在板10及其支撑件13的后方关闭外壳68。为了使设施完全自动化,该门112的移动也完全自动化。
由于清洗外壳68和待清洗的板10倒转以及该外壳68的金字塔形状的顶部70H,可以在重力的作用下通过钟状物70的顶点78并且优选使用抽吸简单地回收大部分未凝固粉末16。
然而,尽管倒转并且抽吸,一些未凝固粉末16颗粒可能仍然粘合至板10和一个或多个制造的组件14,特别是当这些组件14具有腔体和/或空心形状时。
出于该原因,为了使仍然粘合至板10或包含在制造的组件14的空心或腔体中的粉末颗粒掉落,干洗设备32的干洗站66包括能够在待清洗的板10上施加振动的装置114和能够造成该板10经历冲击的装置116。如图8和9所示,这些能够施加振动的装置114和这些能够施加冲击的装置116被清洗外壳68的基部74支撑并且被设置成接近用于接收待清洗的板10的开口76。
更具体地,能够施加振动的装置114例如呈现电动马达振动器118的形式,并且能够施加冲击的装置116例如呈现气动撞击件120的形式。
为了避免振动器118和撞击件120将振动和冲击传播至基部74和清洗外壳68整体,该振动器118和该撞击件120安装在板122上,所述板122安装在面对基部74中形成的开口124的悬置橡胶上。有利地,密封装置126(例如绑带)设置在基部74和板122之间。
如图9所示,振动器118和撞击件120直接与板10接触,使得能够改进清洗效率并且使振动和冲击的使用最佳化。
由于干洗站66与接收待清洗的板10的开口76相隔一定距离,清洗外壳68包括内部装置128,所述内部装置128在干洗站66的开口76和装置114、116之间传送板10。
在图8和9所示的优选的替代形式中,这些传送板的内部装置128包括至少第一引导支撑件130、第二引导支撑件132和传送装置136,所述第一引导支撑件130能够平移移动,所述第二引导支撑件132连接至支撑干洗站66的装置114、116的板122,所述传送装置136将板10从第一支撑件130传送至第二支撑件132。
更具体地,第一支撑件130被安装成能够在清洗外壳68内面对基部74的开口76平移移动,并且其平移移动T3在垂直于基部的平面P74的方向上例如在致动汽缸134的作用下进行。
在图8所示的升高位置下,第一支撑件130能够接收待清洗的板10。一旦外壳68和板10已经倒转,第一支撑件130能够接收倒转的板10,意味着一个或多个制造的组件14位于板10的下方。出于该目的,第一支撑件130呈现多个指状物138的形式,所述指状物138彼此隔开并且具有数厘米的长度。有利地,指状物138为圆形从而避免保留粉末颗粒。
一旦板10被第一支撑件130接收,该第一支撑件以平移移动的方式从其升高位置移动至图9所示的降低位置,允许待清洗的板10传送至第二引导支撑件132。
由于第二支撑件132也呈现多个指状物140的形式,所述指状物140彼此隔开并且具有数厘米的长度并且优选为圆形,传送板10的装置136呈现叉状物142的形状,所述叉状物142被引导成在第一支撑件130和第二支撑件132之间平移移动。该叉状物142的平移移动T4在平行于基部74的平面P74的方向上例如在致动汽缸144的作用下进行。该叉状物142允许抓住待清洗的板10从而造成其从第一支撑件130的指状物138滑动至第二支撑件132的指状物140。
还有可能在第一支撑件130和第二支撑件132之间设置中间引导支撑件146,该中间支撑件146也由优选圆形的指状物148形成。
一旦板10存在于第二支撑件132上,可以进行本发明的通过冲击和振动的干洗。然而,在施加振动和冲击之前,致动汽缸152的被干洗站66的板122支撑的杆150将板10夹到第二支撑件132。
根据本发明,向板10施加振动包括造成板10以40和150Hz之间的频率振荡,板10的振荡幅度不超过5毫米。
在图8和9所示的实施方案的优选的替代形式中,振动通过振动器118产生并且通过板122和第二支撑件132传递至板10并且传递至一个或多个制造的组件14。
还根据本发明,通过移动本体将冲击有效地施加至板10因此施加至一个或多个制造的组件14,所述移动本体当与板10接触时具有20至25焦耳的动能。此外,板10经历频率在15和25Hz之间的多次冲击,即在干洗周期的过程中大概120至600次冲击。
在图8和9所示的实施方案的优选的替代形式中,通过撞击件120的杆154将冲击有效地施加至板10。
通过向板10施加冲击,制造的组件14的腔体或空心形状中容易形成的未凝固粉末16颗粒块破碎,并且通过施加振动,这些粉末颗粒从制造的组件14的空心形状或腔体中脱落并且在重力的作用下朝向钟状物70的顶点78下落。
一旦引发振动和施加冲击的周期结束,朝向干洗设备32的出口锁58传送板10,在出口锁58处例如通过抓持设备54捡起所述板10从而从外壳E32中除去所述板10,如图5所示。
为了从干洗站66返回至出口锁58,更具体地返回至接收装置64,清洗的板10沿行与其到来之时相同的路径但是方向相反。
更具体地,一旦杆154的夹持已经释放,叉状物142使板10从第二支撑件132返回至第一支撑件130,然后第一支撑件130返回至升高位置从而将板10带回基部74的开口76。之后,在小心打开门112之后,清洗外壳68返回至其非倒转初始位置,使得板10被升降机84及其活塞90回收,所述活塞90完成将清洗的板10传送至接收装置64的链条传送器72。
通过完全自动化,清洗设施20特别适合于安装在包括多个增材制造机器的增材制造车间中。
有利地,设施20(更具体是干洗设备32)可以被设计成单独清洗板10,即不需要与该板10形成容器15的套筒12。
此外,设施20和板10还可以被设计成避免使用板10的支撑件13。
有利地,干洗设备32的两个外壳(限制外壳E32和清洗外壳68)提供双重限制,最佳地保护个体免受某些增材制造粉末的毒性的影响。
更通常地,本发明还涉及增材制造板10的干洗方法,例如使用上文描述的干洗设备32可以实施所述干洗方法。
根据本发明,该方法包括从板10上分离未凝固粉末16并且通过在板上施加振动并且使板经受冲击从而收集未凝固粉末16。
如上所述,施加至板10的振动具有优选40和150Hz之间的频率,并且板10在振动作用下的振荡幅度不超过5毫米。
此外,借助于移动本体向板10有效地施加多次冲击,所述移动本体当与板10接触时具有20至25焦耳的动能。
优选地,在垂直于板10的平面P10的方向上例如使用撞击件120的杆154施加冲击。具体地,由于板10被设计成在其宽度及其长度上特别刚性,垂直于板10(因此在板的高度方向上)施加这些冲击更有效。
优选地,在干洗周期的过程中,板10以15和25Hz之间的频率经历120至600次冲击。
为了促进未凝固粉末16颗粒在重力的作用下从一个或多个制造的组件14的空心形状或腔体中落下,优选在基本上平行于板10的平面P10的方向上例如使用振动器118将振动施加至板10。
再次地,为了促进板10和制造的组件的清洗,可以在基本上平行于板10的平面P10的彼此不同的方向上将振动施加至板10。优选地,在平行于板10的平面P10但是彼此垂直的两个方向上将振动施加至板10,所述两个方向例如对应于沿着板10的长度和沿着宽度延伸的方向。这种不同方向上的振动的组合是有利的,因为其允许制造的组件及其腔体完全摆脱未凝固粉末的颗粒,而无论这些组件和这些腔体平行于板的平面P10延伸的方向如何。
考虑到最佳干洗效果,振动步骤和冲击步骤多次交替。
振动步骤和冲击步骤可能同时进行并且减少干洗周期时间。
例如,由于清洗外壳68及其被安装成能够围绕水平轴线A68旋转的事实,所述方法包括倒转板10的预先步骤,该倒转允许在重力的作用下回收大部分未凝固粉末16。
还考虑到最佳干洗效果并且促进未凝固粉末16颗粒在重力的作用下从一个或多个制造的组件14的空心形状或腔体中落下,所述干洗方法提出在引起振动的步骤和/或向板10施加冲击的步骤的过程中改变板10的倾斜度。
例如,通过清洗外壳68,在限制体积V68(优选通过干洗设备32的限制外壳E32双重限制的体积)中进行干洗方法。
在重力作用下或者使用通过抽吸回收粉末的装置108,所述干洗方法在引起振动和施加冲击之后包括从该限制体积V68中除去源自板10的干洗的未凝固粉末16颗粒的步骤,例如使得板10可以储存并且再利用。
有利地,旨在回收落入钟状物70的顶点78的未凝固粉末16的抽吸仅操作数秒。
例如通过连接至干洗外壳68的回收粉末云的装置109,所述方法使得限制体积V68在清洗过程中经受额外抽吸,该额外抽吸的目的是消除在干洗周期的过程中在干洗外壳68内形成的任何粉末云。
优选地,在板10振动的过程中并且在向板10施加冲击的过程中,至少在干洗外壳68中维持额外抽吸。
最后,例如通过连接至干洗设备32的限制外壳E32的回收粉末云的装置109,所述方法使得干洗设备32的限制体积V32也经受额外抽吸。
可以注意干洗设备32倒转并且仅清洗板10和附着至该板10的制造的组件。具体地,倒转和清洗套筒12没有益处,因为板10及其支撑件13和密封垫圈19的平移移动足以使套筒12的内壁摆脱任何未凝固粉末颗粒。此外,使套筒12和板10一起倒转可能造成额外的不必要的动力消耗。
根据一个优点,干洗设备32允许板10和制造的组件与套筒12分离从而仅将板10和制造的组件传送至湿洗设备34。这是因为套筒12的湿洗不是必要的。
Claims (10)
1.使用粉末进行的增材制造中所使用的板(10)的干洗方法,所述板(10)被套筒(12)围绕,所述套筒(12)充当增材制造机器内的制造外壳,所述方法包括从所述板(10)上分离未凝固粉末(16)并且收集未凝固粉末(16),并且所述方法包括在所述板(10)上施加振动并且造成所述板(10)经历冲击的步骤,其中,在基本上平行于所述板(10)的平面(P10)的彼此不同的方向上施加振动,所述方法包括使所述板(10)倒转而不使套筒(12)倒转的预先步骤。
2.根据权利要求1所述的干洗方法,其中,在平行于板(10)的平面(P10)但是彼此垂直的两个方向上将振动施加至板(10)。
3.根据前述权利要求中任一项所述的干洗方法,其中,在垂直于所述板(10)的平面(P10)的方向上施加冲击。
4.根据权利要求1所述的干洗方法,其中,振动步骤和冲击步骤多次交替。
5.根据权利要求1所述的干洗方法,其中,振动步骤和冲击步骤同时进行。
6.根据权利要求1所述的干洗方法,其中,在振动步骤和/或冲击步骤的过程中改变所述板(10)的倾斜度。
7.根据权利要求1所述的干洗方法,其中,所述方法在至少一个限制体积(V68、V32)中进行。
8.根据权利要求7所述的干洗方法,所述方法进一步包括在重力的作用下从该限制体积(V68、V32)中除去源自所述板(10)的干洗的未凝固粉末(16)的颗粒的后续步骤。
9.根据权利要求8所述的干洗方法,其中,在重力的作用下通过抽吸从所述限制体积(V68、V32)中除去源自所述板(10)的干洗的未凝固粉末(16)的颗粒。
10.根据权利要求7所述的干洗方法,其中,所述限制体积(V68、V32)经受额外抽吸。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1557319 | 2015-07-30 | ||
| FR1557319A FR3039437B1 (fr) | 2015-07-30 | 2015-07-30 | Procede de nettoyage a sec de plateaux de fabrication additive |
| PCT/EP2016/068240 WO2017017274A1 (fr) | 2015-07-30 | 2016-07-29 | Procede de nettoyage a sec de plateaux de fabrication additive |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN107848205A CN107848205A (zh) | 2018-03-27 |
| CN107848205B true CN107848205B (zh) | 2020-10-02 |
Family
ID=54356529
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201680039719.3A Active CN107848205B (zh) | 2015-07-30 | 2016-07-29 | 用于增材制造板的干洗的方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US10814360B2 (zh) |
| EP (1) | EP3328561B1 (zh) |
| JP (1) | JP6871911B2 (zh) |
| KR (2) | KR102619946B1 (zh) |
| CN (1) | CN107848205B (zh) |
| ES (1) | ES2921555T3 (zh) |
| FR (1) | FR3039437B1 (zh) |
| WO (1) | WO2017017274A1 (zh) |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR3039436B1 (fr) | 2015-07-30 | 2021-09-24 | Michelin & Cie | Dispositif de nettoyage a sec d’un plateau de fabrication additive |
| FR3039438B1 (fr) | 2015-07-30 | 2017-08-18 | Michelin & Cie | Installation de nettoyage de plateaux de fabrication additive |
| FR3052375B1 (fr) | 2016-06-09 | 2019-08-23 | Compagnie Generale Des Etablissements Michelin | Plateau de fabrication additive equipe d'un raidisseur |
| FR3058657A1 (fr) | 2016-11-14 | 2018-05-18 | Compagnie Generale Des Etablissements Michelin | Installation de fabrication additive a base de poudre a dispositif de nettoyage par soufflage |
| EP3366460B1 (en) * | 2017-02-23 | 2020-07-08 | Loramendi, S.COOP. | Method and system for unpacking objects |
| CN110520278B (zh) | 2017-04-24 | 2021-09-21 | 惠普发展公司,有限责任合伙企业 | 增材制造中多余构造材料的移除 |
| EP3648951A4 (en) * | 2017-07-06 | 2021-02-24 | Hewlett-Packard Development Company, L.P. | GENERATIVE MANUFACTURING WITH VIBRATION ISOLATING INTERFACE |
| WO2019022767A1 (en) * | 2017-07-28 | 2019-01-31 | Hewlett-Packard Development Company, L.P. | METHOD AND APPARATUS FOR RECYCLING 3D CONSTRUCTION MATERIAL |
| EP3480000B1 (en) * | 2017-11-03 | 2020-12-30 | CL Schutzrechtsverwaltungs GmbH | Powder module |
| US11660817B2 (en) * | 2017-11-10 | 2023-05-30 | General Electric Company | Methods for removing loose particles from an object built by additive manufacturing |
| US11491720B2 (en) * | 2018-02-07 | 2022-11-08 | Desktop Metal, Inc. | Systems, devices, and methods for additive manufacturing |
| DE102019004122A1 (de) * | 2019-06-13 | 2020-12-17 | Loramendi, S.Coop. | Verfahren und Vorrichtung zum Herstellen von 3D-Formteilen durch Schichtaufbautechnik unter Verwendung einer Kernreinigungsstation |
| US11951515B2 (en) | 2019-08-05 | 2024-04-09 | Desktop Metal, Inc. | Techniques for depowdering additively fabricated parts via gas flow and related systems and methods |
| US11833585B2 (en) | 2019-08-12 | 2023-12-05 | Desktop Metal, Inc. | Techniques for depowdering additively fabricated parts through vibratory motion and related systems and methods |
| WO2021071477A1 (en) * | 2019-10-09 | 2021-04-15 | Hewlett-Packard Development Company, L.P. | Restraining objects |
| DE102019007595A1 (de) | 2019-11-01 | 2021-05-06 | Voxeljet Ag | 3d-druckverfahren und damit hergestelltes formteil unter verwendung von ligninsulfat |
| US11865615B2 (en) | 2019-12-11 | 2024-01-09 | Desktop Metal, Inc. | Techniques for depowdering additively fabricated parts and related systems and methods |
| CN111113900B (zh) * | 2020-01-03 | 2021-05-25 | 燕山大学 | 一种基于快速转动的3d打印零件内部粉末清理装置 |
| EP3865281B1 (de) * | 2020-02-14 | 2023-01-18 | Ivoclar Vivadent AG | Stereolithographie-vorrichtung |
| US11878470B2 (en) * | 2022-03-04 | 2024-01-23 | Hamilton Sundstrand Corporation | High amplitude pneumatic impact for powder removal in additive manufacturing |
| EP4272880A1 (en) * | 2022-05-06 | 2023-11-08 | Siemens Energy Global GmbH & Co. KG | Stress relieving for continuous flow engine components |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU4504089A (en) | 1988-10-05 | 1990-05-01 | Michael Feygin | An improved apparatus and method for forming an integral object from laminations |
| US5814161A (en) | 1992-11-30 | 1998-09-29 | Massachusetts Institute Of Technology | Ceramic mold finishing techniques for removing powder |
| DE19717171C2 (de) * | 1996-08-22 | 2000-05-18 | Klaus Doehrer | Verfahren zum Entfernen von an einem Werkstück haftenden flüssigen und/oder festen Verunreinigungen, insbesondere Ölen und Emulsionen |
| DE19937260B4 (de) | 1999-08-06 | 2006-07-27 | Eos Gmbh Electro Optical Systems | Verfahren und Vorrichtung zum Herstellen eines dreidimensionalen Objekts |
| JP2001334583A (ja) * | 2000-05-25 | 2001-12-04 | Minolta Co Ltd | 三次元造形装置 |
| EP1297384B1 (de) * | 2000-06-27 | 2006-11-02 | Brooks-PRI Automation (Switzerland) GmbH | Vorrichtung und verfahren zur reinigung von in der produktion von halbleiterelementen benutzten objekten |
| JP2003208068A (ja) * | 2002-01-15 | 2003-07-25 | Canon Inc | 像担持体クリーニング装置及び該装置を備えた画像形成装置 |
| DE102004041633A1 (de) | 2004-08-27 | 2006-03-02 | Fockele, Matthias, Dr. | Vorrichtung zur Herstellung von Formkörpern |
| US20070126157A1 (en) * | 2005-12-02 | 2007-06-07 | Z Corporation | Apparatus and methods for removing printed articles from a 3-D printer |
| JP5190215B2 (ja) * | 2007-03-30 | 2013-04-24 | 東京エレクトロン株式会社 | ターボ分子ポンプの洗浄方法 |
| CN201685457U (zh) * | 2010-06-02 | 2010-12-29 | 研能科技股份有限公司 | 立体成型机构 |
| JP2013075389A (ja) * | 2011-09-29 | 2013-04-25 | Brother Industries Ltd | 立体造形装置 |
| FR2984191B1 (fr) | 2011-12-20 | 2014-01-10 | Michelin Soc Tech | Machine et procede pour la fabrication additive a base de poudre |
| US8888480B2 (en) * | 2012-09-05 | 2014-11-18 | Aprecia Pharmaceuticals Company | Three-dimensional printing system and equipment assembly |
| JP5984736B2 (ja) * | 2013-04-25 | 2016-09-06 | キヤノン株式会社 | 塵埃除去装置、その製造方法および撮像装置 |
| DE102013223407A1 (de) * | 2013-11-15 | 2015-05-21 | Eos Gmbh Electro Optical Systems | Vorrichtung und Verfahren zum schichtweisen Herstellen eines dreidimensionalen Objekts sowie zum Auspacken des fertiggestellten Objekts |
| CN104226996B (zh) * | 2014-08-31 | 2016-08-24 | 江苏大学 | 一种激光3d打印泵用叶轮的装置及方法 |
| JP2016058669A (ja) * | 2014-09-12 | 2016-04-21 | 株式会社日立ハイテクノロジーズ | 試料洗浄装置および試料洗浄方法 |
| CN104275491A (zh) * | 2014-10-24 | 2015-01-14 | 合肥斯科尔智能科技有限公司 | 一种用于三维打印的金属粉回收系统 |
| FR3027841B1 (fr) | 2014-11-04 | 2017-05-19 | Michelin & Cie | Machine et procede pour la fabrication additive a base de poudre |
| FR3039436B1 (fr) | 2015-07-30 | 2021-09-24 | Michelin & Cie | Dispositif de nettoyage a sec d’un plateau de fabrication additive |
| FR3039438B1 (fr) | 2015-07-30 | 2017-08-18 | Michelin & Cie | Installation de nettoyage de plateaux de fabrication additive |
| CN105195741B (zh) * | 2015-10-27 | 2017-09-29 | 上海航天精密机械研究所 | 增材制造装备粉末自动干燥‑筛分‑回收循环装置及方法 |
-
2015
- 2015-07-30 FR FR1557319A patent/FR3039437B1/fr not_active Expired - Fee Related
-
2016
- 2016-07-29 EP EP16745732.4A patent/EP3328561B1/fr active Active
- 2016-07-29 WO PCT/EP2016/068240 patent/WO2017017274A1/fr active Application Filing
- 2016-07-29 KR KR1020237008626A patent/KR102619946B1/ko active IP Right Grant
- 2016-07-29 JP JP2018504684A patent/JP6871911B2/ja active Active
- 2016-07-29 US US15/743,532 patent/US10814360B2/en active Active
- 2016-07-29 ES ES16745732T patent/ES2921555T3/es active Active
- 2016-07-29 CN CN201680039719.3A patent/CN107848205B/zh active Active
- 2016-07-29 KR KR1020187002431A patent/KR20180035805A/ko not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| FR3039437B1 (fr) | 2021-12-24 |
| FR3039437A1 (fr) | 2017-02-03 |
| KR20180035805A (ko) | 2018-04-06 |
| EP3328561B1 (fr) | 2022-05-11 |
| JP6871911B2 (ja) | 2021-05-19 |
| WO2017017274A1 (fr) | 2017-02-02 |
| JP2018527221A (ja) | 2018-09-20 |
| KR102619946B1 (ko) | 2024-01-03 |
| KR20230042757A (ko) | 2023-03-29 |
| US10814360B2 (en) | 2020-10-27 |
| EP3328561A1 (fr) | 2018-06-06 |
| ES2921555T3 (es) | 2022-08-29 |
| CN107848205A (zh) | 2018-03-27 |
| US20180193887A1 (en) | 2018-07-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107735241B (zh) | 用于增材制造板的干洗的设备 | |
| CN107848205B (zh) | 用于增材制造板的干洗的方法 | |
| CN107847986B (zh) | 用于增材制造板的清洗的单元 | |
| CN113021586B (zh) | 一种全自动混凝土预制件制造设备 | |
| CN108422668B (zh) | 3d打印尼龙清粉自动化装置 | |
| CN108407302B (zh) | 用于3d打印尼龙清粉自动化装置的冷却装置 | |
| CN208177614U (zh) | 一种永磁除铁装置 | |
| KR101246325B1 (ko) | 코크스 오븐 도어의 이물질 이송장치 | |
| CN220549770U (zh) | 振动下料器除尘装置 | |
| CN220559960U (zh) | 一种机械电气元器件清洁装置 | |
| CN210480034U (zh) | 一种用于食品输送带的除渣装置 | |
| JP3370156B2 (ja) | フレキシブルコンテナーの内部清掃装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |