CN1077080C - Method of adjusting tension applied to sheet, and device for the same - Google Patents
Method of adjusting tension applied to sheet, and device for the same Download PDFInfo
- Publication number
- CN1077080C CN1077080C CN97119204A CN97119204A CN1077080C CN 1077080 C CN1077080 C CN 1077080C CN 97119204 A CN97119204 A CN 97119204A CN 97119204 A CN97119204 A CN 97119204A CN 1077080 C CN1077080 C CN 1077080C
- Authority
- CN
- China
- Prior art keywords
- paper
- reel
- sensor
- tension
- feed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H75/00—Storing webs, tapes, or filamentary material, e.g. on reels
- B65H75/02—Cores, formers, supports, or holders for coiled, wound, or folded material, e.g. reels, spindles, bobbins, cop tubes, cans, mandrels or chucks
- B65H75/04—Kinds or types
- B65H75/08—Kinds or types of circular or polygonal cross-section
- B65H75/10—Kinds or types of circular or polygonal cross-section without flanges, e.g. cop tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B41/00—Supplying or feeding container-forming sheets or wrapping material
- B65B41/12—Feeding webs from rolls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B57/00—Automatic control, checking, warning, or safety devices
- B65B57/02—Automatic control, checking, warning, or safety devices responsive to absence, presence, abnormal feed, or misplacement of binding or wrapping material, containers, or packages
- B65B57/04—Automatic control, checking, warning, or safety devices responsive to absence, presence, abnormal feed, or misplacement of binding or wrapping material, containers, or packages and operating to control, or to stop, the feed of such material, containers, or packages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H16/00—Unwinding, paying-out webs
- B65H16/005—Dispensers, i.e. machines for unwinding only parts of web roll
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H16/00—Unwinding, paying-out webs
- B65H16/10—Arrangements for effecting positive rotation of web roll
- B65H16/103—Arrangements for effecting positive rotation of web roll in which power is applied to web-roll spindle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H23/00—Registering, tensioning, smoothing or guiding webs
- B65H23/04—Registering, tensioning, smoothing or guiding webs longitudinally
- B65H23/06—Registering, tensioning, smoothing or guiding webs longitudinally by retarding devices, e.g. acting on web-roll spindle
- B65H23/063—Registering, tensioning, smoothing or guiding webs longitudinally by retarding devices, e.g. acting on web-roll spindle and controlling web tension
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H26/00—Warning or safety devices, e.g. automatic fault detectors, stop-motions, for web-advancing mechanisms
- B65H26/06—Warning or safety devices, e.g. automatic fault detectors, stop-motions, for web-advancing mechanisms responsive to predetermined lengths of webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H26/00—Warning or safety devices, e.g. automatic fault detectors, stop-motions, for web-advancing mechanisms
- B65H26/08—Warning or safety devices, e.g. automatic fault detectors, stop-motions, for web-advancing mechanisms responsive to a predetermined diameter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H75/00—Storing webs, tapes, or filamentary material, e.g. on reels
- B65H75/02—Cores, formers, supports, or holders for coiled, wound, or folded material, e.g. reels, spindles, bobbins, cop tubes, cans, mandrels or chucks
- B65H75/18—Constructional details
- B65H75/182—Identification means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/10—Size; Dimensions
- B65H2511/11—Length
- B65H2511/114—Remaining length of web roll
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/10—Size; Dimensions
- B65H2511/14—Diameter, e.g. of roll or package
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2513/00—Dynamic entities; Timing aspects
- B65H2513/10—Speed
- B65H2513/11—Speed angular
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2553/00—Sensing or detecting means
- B65H2553/20—Sensing or detecting means using electric elements
- B65H2553/22—Magnetic detectors, e.g. Hall detectors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2553/00—Sensing or detecting means
- B65H2553/40—Sensing or detecting means using optical, e.g. photographic, elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2553/00—Sensing or detecting means
- B65H2553/51—Encoders, e.g. linear
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2801/00—Application field
- B65H2801/81—Packaging machines
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Controlling Rewinding, Feeding, Winding, Or Abnormalities Of Webs (AREA)
- Registering, Tensioning, Guiding Webs, And Rollers Therefor (AREA)
- Unwinding Webs (AREA)
- Storage Of Web-Like Or Filamentary Materials (AREA)
- Package Closures (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
Abstract
The invention provides a method adusting tension acted on sheet and the device as same. Wherein a sheet length measuring sensor or rotary encoder is provided in the paper feed path through which the packaging sheet is fed toward the packaging unit. An angle sensor is provided which includes Hall element sensors provided on a support shaft and magnets provided on a core pipe of the paper roll. Any change in the signals from one of these sensors relative to the signal from the other sensor is used to calculate the paper roll winding length, and the sheet tension is adjusted to an optimum, constant level by controlling the sheet braking force stepwise according to the roll diameter measured by the sensors.
Description
The packing means for medicaments that the present invention relates to a kind of paper tension correct equipment and use this device.
But a kind of packing means for medicaments traditionally comprise the paper feed-in unit of wrapper reel of a hot melt of a rotatably support and one be arranged on by its wrapper can unwinding and the feed-in approach of feed-in on sealing arrangement.In the upstream of sealing arrangement, paper is to also folding, and medicine is added into, and paper is sealed with the sealing medicine by the sealing device on Width and along the edge then.
When wrapper used up, a new paper bobbin was installed on the paper feed-in unit, and new paper is by unwinding and feed-in.Tensioning not be offset so that sealing station can not fold owing to the mal of paper equably when the paper feed-in.But in fact, the tension force that imposes on the paper little by little changes owing to the paper bobbin vary in diameter when the paper unwinding.
Japanese Utility Model 4-135546 number specification sheets discloses a kind of paper tension correct equipment.It can apply tension force equably in paper, even the diameter of reel is also unaffected in variation.The paper tension correct equipment of revealing in this specification sheets has a reel carrying cylinder, and a paper bobbin removably is installed on this tube.A plurality of drum diameter detecting sensors are arranged on the side edge of paper bobbin.Be used to control a electromagnetic force that magnet stopper produced from the signal of these detecting sensors, thereby braking force reduces progressively also when drum diameter reduces by being arranged on the reel carrying cylinder.
Use this traditional paper tension correct equipment, the yardage that changes when the paper unwinding is detected step by step by the drum diameter detecting sensor that is arranged on the drum diameter direction.Therefore, when drum diameter was decreased to some that detecting sensor grade (Rank) changes, the braking force grade of magnet stopper will be owing to the departing from of axle axle center, the weight of paper, or coiling strain and fluctuating up and down in each rotates.
If after this took place, when paper became half-lap, the paper edge just can not accurately align.Complete packing thereby also just impossible.Because the steep variation of braking force grade, paper may be torn on Width.
The problem of reflecting type detecting sensor is that their easier runnings are malfunctioning.The wrapper that is used for packing means for medicaments includes the paper of translucent or transparent hot melt paper and many other kinds.After if a kind of like this end position of paper changes, reflection of light is just different, makes it can't be with the reflected light that detects as signal.This has destroyed the accuracy rate that detects.In addition, it is crooked easily under the influence that humidity changes.The correctness that detects may be destroyed owing to the unfairness of end face.
A thermal printer is arranged on the upstream that paper is become the position of half-lap usually, in order to printed wrapper.If paper has played vibration, its print point just may be cracked, and perhaps the durability of remainder indicator lamp may be influenced.
The purpose of this invention is to provide tensioner on a kind of correction paper, it can avoid proofreading and correct usually some problems of paper tension method, and a kind of packing means for medicaments that uses this device is provided.
According to a kind of paper tension correct equipment of the present invention, it comprises: an anchor shaft; A quill shaft that is rotatably installed on the described anchor shaft; One is rotatably installed on the described quill shaft in order to support the core barrel of a paper in reel; One engages described quill shaft is applied the brake equipment of a variable braking force with described quill shaft, apply a variable braking force and be used for paper is fed into a paper process station that is provided with along a paper feed-in passage, and on paper, keep a predetermined tension force simultaneously; First angle transducer that is used to detect the anglec of rotation of described core barrel axle; A yardage sensor that is used to measure the paper feed-in length at the paper process station on paper feed-in passage; Second angle transducer that is used to detect the anglec of rotation of described quill shaft, and control unit, this unit is used for the anglec of rotation that the yardage that goes out according to described yardage sensor measurement or described first angle transducer are measured, and calculates the diameter of the long or reel of existing paper on the reel; Be used for by described brake equipment being applied a vdc,, proofread and correct the tension force on the paper that is fed into the paper process station to control the braking force of described brake equipment unchangeably by stages and in each stage according to the diameter of reel; And be used for according to any the relatively rotating that detects from the signal difference of described first and second angle transducers between described quill shaft and the described core barrel axle.
According to a kind of packing means for medicaments of the present invention, it comprises: a paper feed-in unit, and it comprises an anchor shaft; A quill shaft that is rotatably installed on the described anchor shaft; A core barrel that is rotatably installed on described first S. A. and has a paper in reel; Described quill shaft is applied the brake equipment of a braking force; And feed-in roller that described paper is presented from reel; Also have a packaging unit, it comprises that a set square is used for the paper doubling so that form a depression on paper; A hopper is used for medicine is cast the depression that so forms on the paper; And warm-up mill is used for paper is carried out heat seal by predetermined space and along its top on Width, to form many pockets medicine is sealed in it; Have a magnet at the one end one of in described quill shaft and the core barrel, one of this attraction is located at the magnetized element in described hollow and the core barrel another, thereby described quill shaft and core barrel can be revolted the magnetic force of described magnet and relative rotation; Described paper feed-in unit also comprises a yardage sensor, be used to measure paper is directed at described packaging unit on paper feed-in passage feed-in length, one first angular transducer, be used to detect the anglec of rotation of described core barrel, and control unit, be used for the anglec of rotation measured according to the measured yardage of described yardage sensor and described angle transducer, the existing paper length on the calculating reel and the diameter of reel, and control puts on the vdc on the described brake equipment.
According to the present invention, the method of proofreading and correct paper tension comprises a brake equipment and a reel carrying cylinder interlock mutually that is rotatably mounted around a bolster that can not support rotationally, measure the yardage of presenting out from a paper in reel that is installed on the reel carrying cylinder with a yardage survey sensor, by from the maximum paper length that prestores of reel, deducting the coiling length that the yardage that is recorded by the yardage survey sensor calculates the paper in reel after paper is by feed-in, according to the existing diameter that the coiling length and the paper thickness of reel calculates reel, proofread and correct the tension force of paper then by the braking force of substep ground control brake device according to the existing diameter of reel.
The yardage survey sensor can be arranged on the paper feed-in length detection sensor on the paper feed-in passage, or one is arranged on the reel carrying cylinder in order to determine the angle transducer of paper feed-in length according to the pivot angle of reel carrying cylinder.
Also provide a kind of method of tension force on the paper of proofreading and correct to comprise in addition with a brake equipment and a reel carrying cylinder interlock mutually that is rotatably mounted around a bolster that can not support rotationally, detect the yardage of presenting from a paper in reel that is installed on the reel carrying cylinder with a yardage survey sensor, detect the rotational angle of reel carrying cylinder with an angle transducer, the existing paper that calculates reel according to the yardage that is recorded by arbitrary sensor or rotational angle is long, proofreaies and correct the tension force of paper by the braking force of substep ground control brake device according to being equivalent to the long drum diameter of the existing paper of reel then.
In first method, yardage is to be measured by an independent yardage survey sensor.Therefore, in this method, importantly the whole yardage of paper bobbin need be known.Therefore, this length is stored in the memory, and existing reel length is then calculated by deducting paper feed-in length the whole reel length in being stored in memory.
The total length of this reel might not be actual measurement numerical value but can generally calculate according to the diameter and the paper thickness of reel.This numerical value that roughly calculates enough is used for proofreading and correct the tension force of paper, because braking force is rough correction the in diameter substep ground that changes according to paper bobbin.Therefore, even the total length of reel is not the total length of the final product wanted, for example, even reel is spent half of it, if the total length of reel and diameter are the known existing reel length that just can calculate.
According to existing reel length and the paper sheet thickness determined like this, existing drum diameter just can calculate.The existing drum diameter that is obtained so just is used for proofreading and correct the tension force of paper in the mode of substep by selecting an optimum braking force.
In second method, signal is detected by yardage survey sensor and angle transducer.According to the variation of a signal with respect to another signal, the variation of reel length has just directly been measured.
Link by in advance the variation range of a predetermined reel length being set up with the variation of drum diameter, just might only select the control level to braking force of a substep by the variation of detection reel length.Like this, just might be by in each stage paper tension being proofreaied and correct to best level according to drum diameter control brake power.
The tension force that second method according to the present invention is included in a paper is to carry out a distinctive pattern before paper is by the normal pattern of being proofreaied and correct in the feed-in, this peculiar pattern comprises that basis is adjusted to a middle level so that in advance proofread and correct the tension force of paper with the predetermined length drum diameter that the progressive action of feed-in calculates the rolling of paper length of reel and basis is calculated from the rolling of paper length gauge before normal mode begins off and on braking force by paper in the mode identical with normal mode from the signal of yardage sensor and angle transducer.The advantage of An Paiing is given in to the description of embodiment again and being illustrated like this.
The reel carrying cylinder and be removably mounted on any offset between the paper bobbin on the reel carrying cylinder be in normal mode and/or in the peculiar pattern according to from an angle transducer between the back plate that is arranged on reel carrying cylinder and bolster in order to the signal of the rotational angle that detects the reel carrying cylinder and from be arranged between paper bobbin and the bolster in order to inconsistent the detecting between the signal of the rotational angle of test paper reel.
Further feature of the present invention and purpose will come into plain view from the description of being done with reference to the accompanying drawings.In the accompanying drawing:
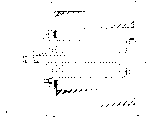
Fig. 1 is a paper feed-in unit of a packing device and the part scheme drawing of a packaging unit;
Fig. 2 is the upright section drawing of paper in reel paper feed-in unit mounted thereto;
Fig. 3 is the block schematic diagram of the control path of a tension force correct equipment that is used to pack paper;
Fig. 4 is the operation of the tension force correct equipment of one first embodiment of a flowchart text;
Fig. 5 is the lateral plan from the paper feed-in unit of second embodiment of the arrow V-V direction observation of Fig. 2;
Fig. 6 is the lateral plan from the paper feed-in unit of second embodiment of the arrow V1-V1 direction observation of Fig. 2;
Fig. 7 is the scheme drawing of an angular transducer of one second embodiment tension force correct equipment;
Fig. 8 A-8D is the scheme drawing of the angular transducer of different types;
Fig. 9 A, 9B are the views that shows the tension force correct equipment basic function of second embodiment;
Figure 10 is the diagram of circuit that shows the peculiar operation mode of tension force correct equipment of second embodiment;
Figure 11 is the diagram of circuit that shows its normal manipulation mode;
Figure 12 is presented at the vdc that applied in the peculiar pattern and the chart of the relation between the coiling length; With
Figure 13 illustrates how a slippage detecting sensor detects slippage.
Below embodiments of the invention are described with reference to accompanying drawing.Fig. 1 is the scheme drawing of a width of cloth medicine packaging machine, mainly shows a paper feed-in unit and a packaging unit.Paper feed-in unit has a bolster 1, and a core barrel P is housed on it rotationally, is wound with the drug packages paper S of a reel R on the core barrel P.Paper S gets off from the last unwinding of reel R and is fed in the packaging unit by feed-in roller 2,3.
In packaging unit, paper is by a set square 4 end wise folded in half.Medicine drops in the space that is limited by folded sheet.So paper is sealed on Width and along two sides edges with predetermined interval by the warm-up mill 6 that has borer.Though packaging unit also comprises many other parts, only demonstrate major part for the sake of simplicity.
Fig. 2 is the upright section drawing of part of paper feed-in unit, wherein, is mounted with paper in reel R and core barrel P.As shown in FIG., bolster 1 comprises a center shaft 1a, the one end is fixed on the back plate 11 by a nut, outer shaft 1b integrally be contained in center shaft 1a around and a quill shaft 1c be installed in rotation on the outer shaft 1b by the bearing 12 that is provided with near outer shaft 1b two ends.
Go up wrapper S that unwinding comes out by a suitably tensioning of motor brake 20 that is engaged on the quill shaft 1c from paper in reel R.The motor brake 20 that is installed on the back plate 11 is connected on the gear case 21 by the drive belt that does not show among the figure.Gear case 21 has an output shaft, and a miniature gears 22 is housed on it, miniature gears be arranged on the outer periphery surface of flange 15 one than big gear wheel 23 engagements.Therefore, by starting motor brake 20, braking force just is applied on the quill shaft 1c.
That describes in a second embodiment has magnet 24, and 25, one of hall element sensors are near switch 26 and a plurality of excrescence 27.
Fig. 3 shows that schematically is used for a brake line of controlling from the various different parts of the device of paper feed-in unit feed-in wrapper and packaged pharmaceuticals.The signal that its control unit 30 is accepted from an end sensor 31, from the signal of the rotary encoder 32 that is provided with near feed-in roller 3 with from the signal of the rotary speed counting machine 33 on the output shaft that is contained in an electrical motor 6a (on the axle that this electrical motor 6a one of is coupling in the warm-up mill 6), produce the output signal that is used to start motor brake 20 or electrical motor 6a according to a signal in above-mentioned then.Input block of label 34 expressions in order to incoming external data.
When proofreading and correct with the paper tension correct equipment of first embodiment, just medicine has also been packed the tension force of wrapper.
In first embodiment, preparation is contained in the maximum diameter d of the paper in reel R of paper feed-in unit
MaxWith minimum diameter d
0Be in advance known.The braking force that is produced by motor brake 20 has difference according to the signal from rotary encoder 32 in four-stage, so that impose on paper with suitable tension force by regulating braking force according to paper bobbin R diameter variation.
Shown in paper in reel R have a maximum diameter d
Max=160mm, minimum diameter d
0=64mm and paper sheet thickness r=30 μ m.In this situation, the braking force of advising the machine drg to produce by electricity all is different when the diameter of each paper in reel R reduces (160-64)/4=24mm.
The yardage that forms the reel R of a given diameter is drawn by following formula: L=[(d
0+ 2 * γ)+(d
0+ 2 * γ)+... + (d
0+ 2 * (n-1) γ
+(d
0+2×nγ)]π=[nd
0+2(1+2+…+n-1+n)γ]π
=[d
0+(n+1)γ]nπ ……(1)
(wherein n is the number of turn)
The diameter of reel R provides as follows:
d
max=d
0+2×nr ……(2)
From formula (1), when being maximum, drum diameter forms the yardage L of reel R
MaxBe:
L
max=[64×n+n(n+1)×30n×10
-3]π
From formula (2), d
Max=64+2 * 30n * 10
-3=160 (mm)
Like this, n=96/6 * 10
-2=1600
Thereby, L
Max=(64+1601 * 30 * 10
-3) * 1600 π
=562688(mm)
Now, make the diameter range of paper in reel be divided into four-stage, N=1 (maximum), 2 (second largest), 3 (the third-largest) and 4 (minimums).The maximum paper length of reel is drawn by the following formula formula in each stage:
As N=1, L
Max=562688 (m), (n=1600, d
Max=160)
As N=2, L
Mxa=376800 (m), (n=1200, d
Max=136)
As N=3, L
Mxa=221056 (m), (n=800, d
Max=112)
As N=4, L
Mxa=95456 (m), (n=400, d
Max=88)
It is which that belongs among the stage 1-4 with the length of measuring the wrapper S that is sent to feed-in roller 3 and the diameter of determining reel R that control unit 30 is accepted from the signal of rotary encoder 32 in stage.So, thereby control unit is determined to be applied to the vdc of motor brake 20 and is made in all stage 1-4 and impose on paper with same tension force.For example, vdc is definite as follows:
As N=1, V=25V
As N=2, V=16V
As N=3, V=12V
As N=4, V=8V
Referring now to the diagram of circuit of Fig. 4,, this method is more specifically described.
At first, as shown in fig. 1, thereby wrapper S by slightly from roll R unwinding at least warm-up mill 6 downstreams a bit and be sandwiched in paper can be sealed by warm-up mill 6.
Under this state, control unit is just started working.In step S1, by the data of the relevant paper bobbin R size of input block 34 inputs.This data, just, the data of the relevant paper bobbin R that reels fully can be stored in the input block 34 and be fed into control unit in advance about the signal input of final products the time.Another kind of way is when these class data of needs, by the required data of keyboard input.This a kind of method in back is more favourable when the paper bobbin R that has used half loads onto again.When these quantitative data inputs, control unit 30 begins control and calculates and feed-in wrapper S.In step S2, the vdc that applies a maximum makes wrapper S feed-in and makes its tension force keep maximum.
In step S3, read a signal about the yardage data.In this embodiment, this signal is to be transfused to for each cycle of treatment from the signal of rotary encoder 32 and in each following step.
In step S4, control unit calculates paper bobbin from till the number of turn that maximum gauge reduced is when the above-mentioned signal input according to this incoming signal, and uses formula (1) and (2) to calculate remaining sheet length and its diameter at this moment of paper bobbin according to this number of turn.In step S5, just can determine the tension force level according to the remaining sheet length of the paper bobbin that calculates like this.
That is to say that in step S5, control unit 30 can determine that the diameter of paper bobbin R is in which among the stage 1-4 in stage according to the remaining sheet length of reel.If the diameter of reel is to be in stage N=1, one predetermined is used for tensioning paper S and is applied in motor brake 20 at step S6 to the vdc of maximum level.
If N ≠ 1, control unit determines whether N=2 in step S7.
If N=2, just the vdc of a 16V is applied on the motor brake 20 in step S8.If N ≠ 2, control unit just determine whether N=3 in step S9.If such, the vdc of a 12V just is applied in step S10.If not so, control unit just determines whether N=4 in step S11.If such, the vdc of a 8V is applied in step S12.
Aforesaid operations is carrying out in each circulation of handling loop.If N in step S11 ≠ 4 this means wrapper S unwinding fully, control unit has confirmed to stop behind the signal from end sensor 31 feed-in of paper S in step 13.This has finished whole control.
In this embodiment, be used to measure the length of paper and according to this yardage control motor drg 20 from the signal of rotary encoder 32.If but without this signal, then yardage also can be measured by using from the signal of the sensor on the bolster 1 that is arranged on paper feed-in unit, this sensor is used for the angle of rotation of test paper reel R.This sensor is with in a second embodiment.
In first embodiment, paper thickness is assumed to 30 μ m.But in fact, when paper during by feed-in owing to the tension force that is applied on the paper has been stretched.Therefore, paper thickness usually when feed-in than smaller slightly when static.Therefore, just the paper sheet thickness when feed-in should deduct certain rate from the paper sheet thickness of quiescence, and this rate can estimate according to the average elongation of paper when the feed-in.
Fig. 5 and accompanying drawing subsequently show second embodiment, comprise that the element that some add in addition thereby the tension force of paper can be controlled with higher particularity but this embodiment is identical with first example structure basically.
The paper feed-in unit and the packaging unit of present embodiment are presented among Fig. 1-3.Present embodiment is with the different of first embodiment, as shown in Figure 3, the signal that control unit 30 is accepted from a rotation angle sensor assembly and a paper offset sensor, the former comprises four magnet 24 and four hall element sensors 25 on core barrel P, and the latter comprises one near switch 26 and a plurality of excrescence 27 (seeing Fig. 2 and 5).
Specifically, control unit accurately calculates the length of the paper S that comes out from paper bobbin R unwinding according to the yardage sensor signal of first embodiment with from the signal of rotation angle sensor, and proofreaies and correct that braking force makes its vary in diameter that is equivalent to reel R so that proofread and correct the tension force that is applied on the paper.
As shown in Figure 7, angle intervals with 67.5 ° is arranged on the inner periphery surface of core barrel P four magnet 24 of second embodiment round the axle center of core barrel P, and four hall element sensors 25 then are disposed on an end of bolster 1 with 90 ° equal angular round the axle center of core barrel P.
Yet the number of magnet 24 and sensor 25 and position are not limited in shown in Fig. 7 those.Fig. 8 has shown their several variations in number and arrangement.In any variation, hall element sensor or a plurality of sensor 25 just produce an impulse singla when core barrel P revolution moves 22.5 °.
In addition, replace the combination of magnet 24 and Hall element 25, can also use optical sensor to detect the rotation of core barrel P.This optical sensor comprises that light-emitting diode and light hurdle cut device and be fixed on the end of bolster 1 (outer shaft 1b), as the situation of Hall element 25.
More specifically say, this optical sensor is installed in an extendible portion on the flange termination that is arranged on outer shaft 1b or installs on the mounting, excrescence then is arranged on the core barrel P with 22.5 ° angle intervals, so that pass between the light-emitting diode of optical sensor and light blocker.The number of optical sensor and excrescence is identical with the number of hall element sensor 25 and magnet 24.
Fig. 6 is the lateral plan of observing on the arrow V1-V1 of Fig. 2 direction, the main position that shows the displacement detecting sensor that is used for wrapper.In this example, independent being arranged on the back plate 11 near switch 26.16 excrescences 27 are arranged on the flange 15 of hollow rotatable axle 1c of bolster 1.
If have difference on the spacing between the detected signal (pitch) by hall element sensor 25 detected rotation angle sensor signals with by displacement detecting sensor, control unit just defines displacement and exists.
The operational circumstances of second embodiment will be described below.As Fig. 9 A, shown in the 9B, this operation consists essentially of according to the total length of the unwinding paper that goes out from the yardage calculated signals that is produced by rotary encoder 32 and the angle θ that calculates from the impulse singla as the hall element sensor 25 of angle transducer and determines the yardage that forms paper bobbin.
At Fig. 9 A, among the 9B, in order to describe the facility of operation, different among the number of magnet 24 and hall element sensor 25 and arrangement and Fig. 7 Fig. 8.But its basic operation is the same, and promptly revolution just produces an impulse singla for moving 22.5 °.
Shown in Fig. 9 A, when the radius of paper bobbin was big, angle transducer produced less pulse and wrapper goes out length 1 with regard to unwinding.When the paper bobbin radius reduces gradually shown in Fig. 9 B, just the number of pulse increases.If pulse number is respectively 3 and 10 when the paper bobbin radius is in it when minimum and maximum, then is divided into four-stage and gives motor brake 20 to proofread and correct braking force so that can apply corresponding to the DC current of the suitable tension in each stage from the pulse count scope of 3-10.
Relation between mentioned strain level N=1-4 and the pulse count is as follows.The minimum and maximum diameter of supposing paper bobbin R is respectively 160mm and 64mm, and the yardage that comes out from the reel unwinding will be π * 160mm when drum diameter is maximum.Because angle transducer 25 revolutions produce impulse singlas (16 pulses of each complete circle) for moving 22.5 °, the paper unwinding π * 160/16=314m/m.For the unwinding length of 3140m/m, pulse count will be 10.
When drum diameter for hour, the length and the relation between the pulse count of unwinding paper are as follows.Promptly owing to π * 64/16=129.5m/m, to the unwinding length of 3140m/m, pulse count will be 3140/1295 * 10=24.2.
Pulse count and vdc to each tension force level N are determined as follows:
Tension force level N pulse count vdc
N=1 10-13 25V
N=2 14-17 16V
N=3 18-21 12V
N=4 22-24.2 8V
In the superincumbent description, tension force level N is proofreaied and correct according to pulse count under the situation of given paper unwinding length.But the tension force level also can be determined according to the paper unwinding length when producing predetermined pulse count.To be described in detail this method below:
Figure 10 and 11 shows the diagram of circuit of tension force correct equipment operation.Specifically, Figure 10 is a kind of diagram of circuit of peculiar pattern of carrying out before the normal mode of tension force correct equipment.Figure 11 is the diagram of circuit of normal mode.
In the peculiar pattern shown in Figure 10, control unit is tested by the various different situations of normal packaging operation in the packaging unit thereby normal mode can carry out smoothly.Before normal packaging operation, wrapper must correctly be placed in the packaging unit.Wrapper is normally settled progressively with hand.Master mode is generally always by this peculiar pattern.
In step S0, control unit determines whether present pattern is peculiar pattern.If any one is met following each condition, this peculiar pattern just begins to carry out: just, and the startup of end sensor formula joint soldering and sealing and the incremental model of coiling linear transducer or the detection of reversing.Joint soldering and sealing is to use up at a paper bobbin just to start when a back new reel is loaded onto and be spliced on the previous paper.
Incremental model began to carry out by opening control unit before all operations begins, and wrapper is to install with staff in above-mentioned mode.
Distinctive pattern is essential because can not always settle a new complete paper bobbin, but might settle one to have for example paper in reel of using of new reel one semidiameter.If the reel of being settled only has half diameter of new paper bobbin, level was little than the tension force that is equivalent to new drum diameter in the middle of one with regard to being corrected when its tension force began.
If present pattern is judged as peculiar pattern in step S0, then in step SS1, tension force is set at maximum level, and various sensor (reference sensor, revolution meter, coiling linear transducer, core barrel slippage sensor) is started (step SS2).In this case, wrapper by the staff inching and from the signal of yardage sensor or rotary encoder 32 and angle transducer or hall element sensor 25 bit by bit by feed-in.
In step SS5, control unit has maximum diameter according to the yardage that these signals use above-mentioned formula to calculate paper bobbin to determine whether reel, perhaps for example, and the maximum gauge of half.If this calculating can not (be denied) that step SS3 just repeats once again.If possible, control unit just need determine whether that in step SS7 the condition that reenters peculiar pattern all eliminates.If like this, tension force just is corrected to a suitable level in step SS8.Step SS9 and SS10 are the steps that is used to detect the core barrel slippage, will give description hereinafter.
When the tension force at step SS8 is proofreaied and correct period, if paper bobbin has maximum diameter (new), the vdc that then is equivalent to maximum tension is set at 25V, if the diameter of paper bobbin is the only about half of of maximum gauge then is set at about 20V to avoid any unexpected tension change.
When tension force was corrected to a suitable level, program was just got back to step S0 again to determine whether carrying out peculiar pattern operation again.This time, program forwards normal mode [A] to.
In the normal mode shown in Figure 11, a fine setting mode switch is changed with hand, and in step S1, the previous data of setting are read out then, and various sensor keeps being opened (S2).At this moment wait, the normal running of packaging unit just begins.When normal running began, tension force was controlled to the direct current (DC) numerical value that suitably is provided with when peculiar pattern.
Then in step S3, S4 and S5, thus yardage signal and angle transducer signal with as in peculiar pattern same mode input calculate the yardage of reel.This calculating is carried out basically in the above described manner.If, as result calculated, reel R proves a unworn complete reel, and then as the judgement of same quadrat method basis in step S6, S8, S10 and S12 in first embodiment, vdc is set at 25V, 16V, 12V or 8V in step S7, S9, S11 or S13.Figure 12 demonstrates the relation between above-mentioned coiling length and the vdc control.
After Tension Control was carried out via above-mentioned any approach, control unit was according to from the signal definite core barrel in step S14 near switch 26 whether slippage being arranged.As shown in Figure 6, switch 26 is arranged on the opposite of 16 ferromagnetic protrusions, and produces an impulse singla when the core barrel revolution moves 22.5 °, and its mode and Hall element angle transducer 25 are just the same.
In these embodiments, angle transducer 25 and 26 belongs to different types, but they also can be same patterns.Demonstrate in the time schedule of Figure 13 by the impulse singla of angle transducer generation and the relation between the pivot angle.As shown in FIG., the impulse singla that produces by the slippage detecting sensor can with the impulse singla synchronization gain of coiling length detection sensor, unless the coiling situation is owing to tension force changes.
If but the rotational resistance of the motor brake that is produced by each above-mentioned vdc is inappropriate, for example, if tension force is too big when tension force level N=2, then paper bobbin R will rotate tempestuously with core barrel P.This may cause displacement to make ferromagnetic unit 17 be attracted to magnet 16 places.If this kind situation takes place, though hall element sensor 25 continues regularly to produce impulse singla in the angle intervals every 22.5 °, can not produce a signal near switch 26 may produce two impulse singlas simultaneously when core barrel rotates another 22.5 °.
How Figure 13 changes when such displacement takes place if demonstrating impulse singla.As shown in FIG., after core barrel had rotated a whole circle, the slippage detecting sensor failed to produce impulse singla at position C and D place.Generation be that impulse singla is created in and has displacement slightly between D and the A.
In this case, control unit is by with reference to determining that from the signal of coiling length detection sensor the slippage detecting sensor fails at impulse singla of position C place generation.If for example, the direct current (DC) of 16V is too big when level N=2, thereby tension force is too big, and then voltage can be decreased to 14V so that proofread and correct tension force to one a suitable level.Because such voltage is harmonized, an impulse singla can produce any position of wanting behind the D of position.
Adjusting because after the displacement of any core barrel P of the variation of paper tension, control unit in step S16 according to from the signal check paper of end sensor 31 whether still on pipe P.If sensor 31 does not also detect the terminal of paper, just carry out step S3, just,, paper tension is controlled according to the coiling length of paper bobbin by repeating aforementioned calculation.
When end sensor 31 detected the terminal of wrapper S, the Tension Control pattern just was through with.If desired or want to continue after this packing, then this program is got back to peculiar pattern again reel R is changed with new and the termination of paper connected.
Step SS9 and SS10 show peculiar pattern with dotted line in diagram of circuit, this means that these steps are unessential.Even so, if be provided with these steps, their function is the step S14 in the slippage detecting operation just and in the normal mode also, S15's.
Above description be to be that the hypothesis of the reel of a whole tube is made with paper bobbin R.If the reel of an only about half of maximum gauge is positioned in the paper feed-in unit, tension force in peculiar pattern, proofreaied and correct be slightly larger than to a level during normal mode when whole tube reel by unwinding extremely after the tension force during only about half of maximum gauge, normal mode has just begun.So just might successfully begin normal mode and the unexpected promotion of tension force can not be arranged.
In the description to first and second embodiment, we are comprising that this sensor module near switch 26 and excrescence 27 is described as being used for the sensor of detector tube P with respect to quill shaft K " slippage ".But this sensor module can be used to replace the sensor module that comprises magnet 24 and hall element sensor 25 as angle detecting sensor.
Comprise near the short of unusual braking force of the former sensor module of switch 26 and excrescence 27 from electrical motor 20 apply (for example because the fault of brake motor 20) just can as shown in Figure 13 by the angular detection of hall element sensor 25 in output pulse signal right.Like this, just might use this impulse singla as an angle detection signal.
If should be used as an angle detecting sensor, can piece together with regard to not needed as the hall element sensor 25 of angle detecting sensor then that abandon need not near switch.In this case, include near the angle transducer of switch 26 simultaneously as an angle transducer and a slippage detecting sensor.In order to make this sensor, then need a reference signal as a slippage detecting sensor.This reference signal can be provided by rotary encoder 32.
If unusual braking force is applied from brake motor 20, just, if electrical motor 20 has stopped, then quill shaft K and flange 15 thereof also will stop.Thereby between pipe P and flange 15 slippage will take place.If paper feed-in under this state, even if trace ground, rotary encoder 33 also will produce a signal.Like this, just can promptly detect this pipe with not coinciding near switch 26 and slippage be arranged with respect to flange 15 from such fact from impulse singla near switch 26 from the impulse singla of coder 33.
As mentioned above, according to the present invention, the paper bobbin diameter that is equivalent to the existing coiling length of reel is to come out according to the data computation of the whole coiling length aspect of the data of the paper feed-in length aspect that is gone out by independent yardage sensor measurement and reel, so that paper tension is proofreaied and correct to a best level by in mode step by step braking force being controlled according to measured paper bobbin diameter.Therefore, can proofread and correct paper tension to a best level by select the braking force that is equivalent to the cooresponding drum diameter of reel length that reduces gradually of reel in mode step by step, unless the coiling length of reel begins to increase.Therefore just might successfully proofread and correct paper tension and not have the possibility that causes tension force to fluctuate suddenly owing to the fluctuation suddenly of braking force when drum diameter changes slightly.
According to another content of the present invention, the existing coiling length of reel is according to determining that with respect to the variation from the signal of other sensor the tension force of paper then is to proofread and correct by selecting a braking force that is equivalent to the cooresponding diameter of existing coiling length from the signal one of in yardage sensor and the angle transducer.In this device, though the data of whole coiling length aspect also do not know, still might be by the tension force of selecting one be equivalent to proofread and correct paper with the braking force of the cooresponding drum diameter of determining according to take off data of existing coiling length.Therefore might successfully proofread and correct paper tension and not have the possibility of tension force flip-flop, identical with the mode of first invention.
Claims (12)
1. paper tension correct equipment, it comprises:
An anchor shaft (1b);
A quill shaft (1c) that is rotatably installed on the described anchor shaft (1b);
One is rotatably installed in the upward core barrel (P) in order to support a paper in reel of described quill shaft (1c);
One engages described quill shaft is applied the brake equipment (20) of a variable braking force with described quill shaft, apply a variable braking force and be used for paper is fed into a paper process station that is provided with along a paper feed-in passage, and on paper, keep a predetermined tension force simultaneously;
First angle transducer (24,25) that is used to detect the anglec of rotation of described core barrel axle;
A yardage sensor that is used to measure the paper feed-in length at the paper process station on paper feed-in passage;
Second angle transducer (26,27) that is used to detect the anglec of rotation of described quill shaft, and
A control unit, this unit are used for the anglec of rotation that the yardage that goes out according to described yardage sensor measurement or described first angle transducer are measured, and calculate the diameter of the long or reel of existing paper on the reel; Be used for by described brake equipment being applied a vdc,, proofread and correct the tension force on the paper that is fed into the paper process station to control the braking force of described brake equipment unchangeably by stages and in each stage according to the diameter of reel; And be used for according to any the relatively rotating that detects from the signal difference of described first and second angle transducers between described quill shaft and the described core barrel axle.
2. paper tension correct equipment as claimed in claim 1, it is characterized in that, described control unit comprises a peculiar pattern, this peculiar pattern is before paper is by the normal mode of being proofreaied and correct in the feed-in at the tension force of a paper, according to signal from the yardage sensor and first angle transducer, with the mode identical with normal mode by paper with predetermined length off and on the progressive action of feed-in calculate the rolling of paper length of reel, with begin at normal mode before according to the drum diameter of calculating from the rolling of paper length gauge, braking force is adjusted to one in the middle of level so that proofread and correct the tension force of paper in advance.
3. paper tension correct equipment as claimed in claim 2 is characterized in that, described control unit is in peculiar pattern or detect simultaneously any relatively rotating between described quill shaft and the described core barrel in normal mode and peculiar pattern.
4. as any one described paper tension correct equipment in the claim 1 to 3, it is characterized in that described yardage sensor is a rotary encoder or a revolution meter.
5. as any one described paper tension correct equipment in the claim 1 to 3, it is characterized in that described first or second angle transducer comprises hall element sensor and magnet.
6. as any one described paper tension correct equipment in the claim 1 to 3, it is characterized in that described first or second angle transducer comprises optical sensor and excrescence.
7. paper tension correct equipment as claimed in claim 5, it is characterized in that, described first or second angle transducer comprises an independent hall element sensor or optical sensor and a plurality of magnet or excrescence, or a plurality of hall element sensors or optical sensor and independent magnet or excrescence, all produce an impulse singla thereby rotate each the impartial angular interval in the whole circle.
8. as any one described paper tension correct equipment in the claim 1 to 3, it is characterized in that described first or second angle transducer comprises one near switch and a ferromagnetic unit.
9. paper tension correct equipment as claimed in claim 5 is characterized in that, wherein said paper bobbin is to be wound on a piece of paper on the core barrel to open, and described magnet or described excrescence are arranged on this core barrel.
10. packing means for medicaments, it comprises:
A paper feed-in unit, it comprises an anchor shaft (1b); A quill shaft (1c) that is rotatably installed on the described anchor shaft (1b); A core barrel (P) that is rotatably installed on described first S. A. and has a paper in reel; Described quill shaft is applied the brake equipment of a braking force; And feed-in roller that described paper is presented from reel; Also have
A packaging unit, it comprises that a set square is used for the paper doubling so that form a depression on paper; A hopper is used for medicine is cast the depression that so forms on the paper; And warm-up mill is used for paper is carried out heat seal by predetermined space and along its top on Width, to form many pockets medicine is sealed in it;
Have a magnet at the one end one of in described quill shaft and the core barrel, one of this attraction is located at the magnetized element in described hollow and the core barrel another, thereby described quill shaft and core barrel can be revolted the magnetic force of described magnet and relative rotation;
Described paper feed-in unit also comprises a yardage sensor, be used to measure paper is directed at described packaging unit on paper feed-in passage feed-in length, one first angular transducer (24,25), be used to detect the anglec of rotation of described core barrel, and control unit, be used for the anglec of rotation measured according to the measured yardage of described yardage sensor and described angle transducer, the existing paper length on the calculating reel and the diameter of reel, and control puts on the vdc on the described brake equipment.
11. packing means for medicaments as claimed in claim 10, it is characterized in that, described control unit comprises a peculiar pattern, this peculiar pattern is before paper is by the normal mode of being proofreaied and correct in the feed-in at the tension force of a paper, according to signal from the yardage sensor and first angle transducer, with the mode identical with normal mode by paper with predetermined length off and on the progressive action of feed-in calculate the rolling of paper length of reel and according to the drum diameter of calculating from the rolling of paper length gauge with the braking force adjustment.
12. as claim 10 or 11 described packing means for medicaments, it is characterized in that, it comprise one second angle transducer be used to detect described first S. A. the anglec of rotation, if detect from the detection signal of described first angle transducer and detect to come out detection signal from described second angle transducer, described control unit is just judged described core barrel and is skidded with respect to described quill shaft.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP250492/96 | 1996-09-20 | ||
| JP250492/1996 | 1996-09-20 | ||
| JP25049296 | 1996-09-20 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB001065300A Division CN1165472C (en) | 1996-09-20 | 1997-09-22 | Method for correcting tension applied on paper and apparatus used therefor |
| CNB011197374A Division CN1162317C (en) | 1996-09-20 | 1997-09-22 | Core tube for paper web |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1178765A CN1178765A (en) | 1998-04-15 |
| CN1077080C true CN1077080C (en) | 2002-01-02 |
Family
ID=17208681
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB001065300A Expired - Fee Related CN1165472C (en) | 1996-09-20 | 1997-09-22 | Method for correcting tension applied on paper and apparatus used therefor |
| CNB011197374A Expired - Fee Related CN1162317C (en) | 1996-09-20 | 1997-09-22 | Core tube for paper web |
| CN97119204A Expired - Fee Related CN1077080C (en) | 1996-09-20 | 1997-09-22 | Method of adjusting tension applied to sheet, and device for the same |
Family Applications Before (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB001065300A Expired - Fee Related CN1165472C (en) | 1996-09-20 | 1997-09-22 | Method for correcting tension applied on paper and apparatus used therefor |
| CNB011197374A Expired - Fee Related CN1162317C (en) | 1996-09-20 | 1997-09-22 | Core tube for paper web |
Country Status (9)
| Country | Link |
|---|---|
| EP (3) | EP1029818B1 (en) |
| KR (1) | KR100310966B1 (en) |
| CN (3) | CN1165472C (en) |
| CA (3) | CA2316140C (en) |
| DE (3) | DE69721084T2 (en) |
| DK (3) | DK1052211T3 (en) |
| ES (3) | ES2179986T3 (en) |
| PT (3) | PT1052211E (en) |
| TW (1) | TW348165B (en) |
Families Citing this family (45)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19838545A1 (en) * | 1998-08-25 | 2000-03-02 | Focke & Co | Method and device for recognizing print marks |
| US6247293B1 (en) * | 1998-11-03 | 2001-06-19 | Klockner Bartelt, Inc. | Modular packaging machine with web tension control |
| US6272815B1 (en) * | 1998-11-03 | 2001-08-14 | Klockner-Bartelt, Inc. | Servo-controlled pouch making apparatus |
| US6195967B1 (en) * | 1998-11-03 | 2001-03-06 | Klockner Bartelt, Inc. | Packaging machine having continuous and intermittent modes |
| DE19936006A1 (en) * | 1999-08-04 | 2001-03-01 | Honeywell Ag | Device and method for determining the position of material sections in wound material webs |
| JP3964730B2 (en) * | 2002-05-02 | 2007-08-22 | 株式会社湯山製作所 | Drug packaging device |
| DE10324356A1 (en) * | 2003-05-27 | 2005-01-05 | Kunststoff-Spritzgußwerk Ing. Klaus Burk GmbH | mandrel |
| CN1299959C (en) * | 2004-07-22 | 2007-02-14 | 安庆市恒昌机械制造有限责任公司 | Constant tension jointing device for strip-shaped non-woven fabric substrate |
| JP2006272883A (en) * | 2005-03-30 | 2006-10-12 | Nissha Printing Co Ltd | Apparatus and method of transfer molding |
| JP4396573B2 (en) * | 2005-05-10 | 2010-01-13 | セイコーエプソン株式会社 | Roll paper transport device and printing device |
| JP5510781B2 (en) * | 2009-09-15 | 2014-06-04 | 株式会社リコー | Paper feeding device and image forming apparatus |
| CN102806572B (en) * | 2011-06-02 | 2014-09-10 | 北新集团建材股份有限公司 | Paper cutting device capable of automatically adjusting tension and automatically guiding paper |
| CN109592135B (en) * | 2012-10-03 | 2021-06-01 | 株式会社汤山制作所 | Drug inspection system, winding device, feeding device, and holder |
| KR101404028B1 (en) * | 2013-02-04 | 2014-06-27 | 한국철도기술연구원 | Release detection apparatus for bolt and nut using hall sensor |
| CN103086180B (en) * | 2013-02-19 | 2016-06-01 | 苏州东昇机电科技有限公司 | A kind of unreeling machine and control flexible materials put the method for volume |
| KR101456993B1 (en) * | 2013-03-18 | 2014-11-04 | 주식회사 인포피아 | Real-time tension control system for medicine packing paper |
| CN103420199B (en) * | 2013-07-24 | 2016-06-08 | 宁波欣达印刷机器有限公司 | Combined gravure printing machine auxiliary material collecting device |
| CN103587998B (en) * | 2013-11-05 | 2016-06-15 | 成都瑞克西自动化技术有限公司 | Tenslator |
| CN104562514B (en) * | 2015-01-13 | 2016-08-17 | 海宁华讯纺织有限公司 | The charging apparatus of cloth in dyeing machine |
| GB201513541D0 (en) * | 2015-07-31 | 2015-09-16 | Videojet Technologies Inc | Tape drive and associated spool |
| KR102452199B1 (en) * | 2015-12-21 | 2022-10-06 | 엘지디스플레이 주식회사 | Rollable display apparatus and apparatus for inspection the same |
| CN105645150B (en) * | 2016-03-23 | 2018-03-06 | 长园长通新材料股份有限公司 | A kind of full-automatic clot packaging facilities of pyrocondensation sheet material |
| CN105947267B (en) * | 2016-04-29 | 2018-07-31 | 青岛三维海容机电有限公司 | A kind of powder casing device |
| CN105855323A (en) * | 2016-06-02 | 2016-08-17 | 新昌县羽林街道上大轴承厂 | Metal plate uncoiling machine special for machining |
| DK3392173T3 (en) * | 2017-04-20 | 2021-03-01 | Tetra Laval Holdings & Finance | PACKAGING OF FOOD PRODUCTS |
| US11020993B2 (en) * | 2017-07-28 | 2021-06-01 | Hewlett-Packard Development Company, L.P. | Determinations of lengths of web medias |
| CN108059024A (en) * | 2017-12-22 | 2018-05-22 | 温州市华龙印刷机械有限公司 | A kind of unwinding tension automatic control structure |
| DE102017131417A1 (en) * | 2017-12-29 | 2019-07-04 | Weber Maschinenbau Gmbh Breidenbach | Device for packaging objects |
| CN108975094A (en) * | 2018-06-22 | 2018-12-11 | 郑州默尔电子信息技术有限公司 | A kind of adjustable cable winder |
| CN109911671A (en) * | 2019-02-28 | 2019-06-21 | 深圳市汇美新科技有限公司 | A kind of equidistant winding control method and rolling-up mechanism |
| CN109733950B (en) * | 2019-03-06 | 2020-12-01 | 桐乡市隆源纺织有限公司 | Indicator lamp parallel connection indicating type winding mechanism and winding method for fixing thread end by hook head |
| JP7298867B2 (en) * | 2019-03-08 | 2023-06-27 | 株式会社タカゾノ | Combination of wound body and packaging device |
| CN110127461B (en) * | 2019-05-28 | 2022-04-05 | 肇庆学院 | Agricultural wire winding and unwinding device |
| CN110296726B (en) * | 2019-06-27 | 2024-10-25 | 武汉市海维鑫科技有限公司 | Encoder device |
| CN110342296A (en) * | 2019-08-16 | 2019-10-18 | 苏州金纬片板膜智能装备有限公司 | Retractable volume all-in-one machine for composite sheet |
| CN111196057B (en) * | 2020-03-15 | 2021-05-07 | 江西伊发电力科技股份有限公司 | Hard board paper tube forming machine for transformer |
| CN111671348B (en) * | 2020-05-13 | 2022-07-05 | 北京小趣智品科技有限公司 | Paper data processing method and system |
| CN114312055B (en) * | 2020-09-30 | 2023-12-29 | 上海商米科技集团股份有限公司 | Automatic paper width type detection method and system |
| CN113002143B (en) * | 2021-02-26 | 2022-08-26 | 重庆市金利药包材料有限公司 | Double-sided printing device for packaging bag production |
| CN113184599B (en) * | 2021-04-30 | 2023-07-28 | 杭州丙甲科技有限公司 | Device for unwinding sheet material into packaging material and tension adjusting method thereof |
| CN114030666B (en) * | 2021-11-08 | 2022-12-27 | 重庆市轩瑞食品有限公司 | Processing method of sauced chicken feet and full-automatic sealing and packaging machine thereof |
| CN114803723A (en) * | 2022-04-15 | 2022-07-29 | 哈工大机器人(合肥)国际创新研究院 | Cable winding and unwinding devices |
| CN114935321B (en) * | 2022-05-11 | 2023-06-16 | 江汉大学 | High-precision gate opening and closing measuring method |
| CN115285398B (en) * | 2022-09-28 | 2022-12-13 | 常州隆利医疗科技有限公司 | Intelligent automatic packaging machine for disposable sterile syringe |
| CN117509278B (en) * | 2023-12-29 | 2024-09-20 | 维达纸业(浙江)有限公司 | Quantitative control system for winding roll paper |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3396919A (en) * | 1966-03-01 | 1968-08-13 | Gen Cable Corp | Magnetic bobbin holding device |
| US4357086A (en) * | 1980-08-18 | 1982-11-02 | Nippon Kogaku K.K. | Focus detecting optical device of a single lens reflex camera |
| JPS61211263A (en) * | 1985-03-13 | 1986-09-19 | Toshiba Corp | Driving device of winding device |
| US5503349A (en) * | 1993-07-09 | 1996-04-02 | Certek Corporation | Roll-stand brake |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3898436A (en) * | 1974-03-22 | 1975-08-05 | Armco Steel Corp | Coil diameter control system |
| US4199118A (en) * | 1979-01-10 | 1980-04-22 | The Black Clawson Company | Method and apparatus for controlling the braking system for an unwinder |
| US4286757A (en) * | 1980-04-03 | 1981-09-01 | The Black Clawson Company | Method and apparatus for controlling the braking system for an unwinder |
| US4477398A (en) * | 1982-07-06 | 1984-10-16 | Eastman Kodak Company | Yarn monitoring process |
| JPH035178A (en) * | 1989-06-02 | 1991-01-10 | Sony Corp | Spool of roll paper for printing |
| JP3275921B2 (en) * | 1992-06-11 | 2002-04-22 | 株式会社安川電機 | Detection method of initial diameter of unwinding coil |
| DE4300403A1 (en) * | 1993-01-09 | 1994-07-14 | Esselte Meto Int Gmbh | Motorised drive for web with contactless electric sensor of movement |
| JP3357410B2 (en) * | 1993-01-22 | 2002-12-16 | 日本たばこ産業株式会社 | Strip feeder for tobacco manufacturing machine |
| JPH06239428A (en) * | 1993-02-10 | 1994-08-30 | Rohm Co Ltd | Chute for electronic part |
| US5481855A (en) * | 1994-09-27 | 1996-01-09 | Yuyama; Shoji | Tablet packing device and method for controlling the same |
| EP0875482A1 (en) * | 1997-04-29 | 1998-11-04 | Hewlett-Packard Company | Encoding and reading information on a roll of media |
-
1997
- 1997-08-29 CA CA002316140A patent/CA2316140C/en not_active Expired - Fee Related
- 1997-08-29 CA CA002316091A patent/CA2316091A1/en not_active Abandoned
- 1997-08-29 CA CA002214597A patent/CA2214597C/en not_active Expired - Lifetime
- 1997-09-08 EP EP00109244A patent/EP1029818B1/en not_active Expired - Lifetime
- 1997-09-08 PT PT00116709T patent/PT1052211E/en unknown
- 1997-09-08 PT PT97115567T patent/PT831048E/en unknown
- 1997-09-08 ES ES97115567T patent/ES2179986T3/en not_active Expired - Lifetime
- 1997-09-08 EP EP00116709A patent/EP1052211B1/en not_active Expired - Lifetime
- 1997-09-08 DE DE69721084T patent/DE69721084T2/en not_active Expired - Lifetime
- 1997-09-08 PT PT00109244T patent/PT1029818E/en unknown
- 1997-09-08 ES ES00109244T patent/ES2195816T3/en not_active Expired - Lifetime
- 1997-09-08 DE DE69714535T patent/DE69714535T2/en not_active Expired - Lifetime
- 1997-09-08 ES ES00116709T patent/ES2193914T3/en not_active Expired - Lifetime
- 1997-09-08 DK DK00116709T patent/DK1052211T3/en active
- 1997-09-08 DK DK97115567T patent/DK0831048T3/en active
- 1997-09-08 DK DK00109244T patent/DK1029818T3/en active
- 1997-09-08 EP EP97115567A patent/EP0831048B1/en not_active Expired - Lifetime
- 1997-09-08 DE DE69721591T patent/DE69721591T2/en not_active Expired - Lifetime
- 1997-09-12 TW TW086113372A patent/TW348165B/en not_active IP Right Cessation
- 1997-09-20 KR KR1019970047867A patent/KR100310966B1/en not_active IP Right Cessation
- 1997-09-22 CN CNB001065300A patent/CN1165472C/en not_active Expired - Fee Related
- 1997-09-22 CN CNB011197374A patent/CN1162317C/en not_active Expired - Fee Related
- 1997-09-22 CN CN97119204A patent/CN1077080C/en not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3396919A (en) * | 1966-03-01 | 1968-08-13 | Gen Cable Corp | Magnetic bobbin holding device |
| US4357086A (en) * | 1980-08-18 | 1982-11-02 | Nippon Kogaku K.K. | Focus detecting optical device of a single lens reflex camera |
| JPS61211263A (en) * | 1985-03-13 | 1986-09-19 | Toshiba Corp | Driving device of winding device |
| US5503349A (en) * | 1993-07-09 | 1996-04-02 | Certek Corporation | Roll-stand brake |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1077080C (en) | Method of adjusting tension applied to sheet, and device for the same | |
| CN1200864C (en) | Device for adjusting tension applied to sheet | |
| USRE45846E1 (en) | Method adjusting tension applied to sheet, and device for the same | |
| CN102119105B (en) | The mode of operation of a kind of machine and machine | |
| US20120104015A1 (en) | Paper sheet receiving/dispensing apparatus | |
| JP6498024B2 (en) | Media take-up device | |
| US5249756A (en) | Apparatus for changing the frequency of motion of a pusher | |
| CN1106951C (en) | Stencil printer | |
| JP3073496B2 (en) | Drug packaging device | |
| US6334564B1 (en) | Infeed system of rotary press | |
| CN1197711C (en) | Printing equipment | |
| CN1789100A (en) | A hollow core pipe and combination of hollow core pipe with roll sheet | |
| US6533207B2 (en) | Method and arrangement for producing a roll from printed products | |
| KR20040086114A (en) | Method and apparatus for feeding sheets | |
| JP2005247568A (en) | Roll paper residual quantity detecting device and roll paper residual quantity detecting method | |
| CN1062238C (en) | Method and apparatus for determining at least one sheet stretch value of roll of material | |
| JP2003094390A (en) | Rotary die cutter | |
| KR20160024579A (en) | Driving apparatus for roll |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20020102 Termination date: 20160922 |