CN1076661C - 切膜弹性纤维非织造层压品 - Google Patents
切膜弹性纤维非织造层压品 Download PDFInfo
- Publication number
- CN1076661C CN1076661C CN95196403A CN95196403A CN1076661C CN 1076661 C CN1076661 C CN 1076661C CN 95196403 A CN95196403 A CN 95196403A CN 95196403 A CN95196403 A CN 95196403A CN 1076661 C CN1076661 C CN 1076661C
- Authority
- CN
- China
- Prior art keywords
- nonwoven
- otch
- laminate
- layer
- elastomeric
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000002250 absorbent Substances 0.000 claims abstract description 4
- 239000011449 brick Substances 0.000 claims description 6
- 238000000034 method Methods 0.000 abstract description 22
- 230000008569 process Effects 0.000 abstract description 8
- 206010021639 Incontinence Diseases 0.000 abstract description 4
- 238000012549 training Methods 0.000 abstract description 4
- 230000002745 absorbent Effects 0.000 abstract description 2
- 206010010774 Constipation Diseases 0.000 abstract 1
- 239000010410 layer Substances 0.000 description 128
- 239000000835 fiber Substances 0.000 description 100
- 239000000463 material Substances 0.000 description 82
- 239000002344 surface layer Substances 0.000 description 77
- 239000004744 fabric Substances 0.000 description 38
- 229920001971 elastomer Polymers 0.000 description 33
- 238000005516 engineering process Methods 0.000 description 32
- 239000000806 elastomer Substances 0.000 description 30
- 229920000642 polymer Polymers 0.000 description 30
- 239000004745 nonwoven fabric Substances 0.000 description 22
- -1 unsaturated aliphatic monocarboxylic acid Chemical class 0.000 description 22
- 239000010408 film Substances 0.000 description 21
- 239000000047 product Substances 0.000 description 17
- 229920001400 block copolymer Polymers 0.000 description 13
- 239000000203 mixture Substances 0.000 description 13
- 239000004743 Polypropylene Substances 0.000 description 12
- 229920001155 polypropylene Polymers 0.000 description 12
- 230000001070 adhesive effect Effects 0.000 description 11
- 239000011347 resin Substances 0.000 description 11
- 229920005989 resin Polymers 0.000 description 11
- 239000007921 spray Substances 0.000 description 11
- 239000004834 spray adhesive Substances 0.000 description 11
- 239000000853 adhesive Substances 0.000 description 10
- 230000015572 biosynthetic process Effects 0.000 description 10
- 239000002131 composite material Substances 0.000 description 10
- 239000004698 Polyethylene Substances 0.000 description 9
- 238000003475 lamination Methods 0.000 description 9
- 229920000573 polyethylene Polymers 0.000 description 9
- 238000009987 spinning Methods 0.000 description 9
- 238000004519 manufacturing process Methods 0.000 description 7
- 238000002844 melting Methods 0.000 description 7
- 229920000098 polyolefin Polymers 0.000 description 7
- 239000002759 woven fabric Substances 0.000 description 7
- 230000037303 wrinkles Effects 0.000 description 7
- 239000013536 elastomeric material Substances 0.000 description 6
- 230000004927 fusion Effects 0.000 description 6
- 238000010438 heat treatment Methods 0.000 description 6
- 239000000155 melt Substances 0.000 description 6
- 238000010791 quenching Methods 0.000 description 6
- 229920002633 Kraton (polymer) Polymers 0.000 description 5
- 238000009960 carding Methods 0.000 description 5
- 230000006835 compression Effects 0.000 description 5
- 238000007906 compression Methods 0.000 description 5
- 229920001577 copolymer Polymers 0.000 description 5
- 239000000126 substance Substances 0.000 description 5
- 239000004753 textile Substances 0.000 description 5
- 229920001169 thermoplastic Polymers 0.000 description 5
- 229920001131 Pulp (paper) Polymers 0.000 description 4
- 230000008018 melting Effects 0.000 description 4
- 238000012545 processing Methods 0.000 description 4
- 239000004416 thermosoftening plastic Substances 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- 229920000742 Cotton Polymers 0.000 description 3
- 239000006057 Non-nutritive feed additive Substances 0.000 description 3
- 229920000297 Rayon Polymers 0.000 description 3
- 229920002678 cellulose Polymers 0.000 description 3
- 239000001913 cellulose Substances 0.000 description 3
- 230000008859 change Effects 0.000 description 3
- 238000009998 heat setting Methods 0.000 description 3
- 239000004750 melt-blown nonwoven Substances 0.000 description 3
- 239000002245 particle Substances 0.000 description 3
- 229920000728 polyester Polymers 0.000 description 3
- 230000000171 quenching effect Effects 0.000 description 3
- 239000005060 rubber Substances 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- 239000013032 Hydrocarbon resin Substances 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- 239000004793 Polystyrene Substances 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- 230000004913 activation Effects 0.000 description 2
- 238000001467 acupuncture Methods 0.000 description 2
- 238000004026 adhesive bonding Methods 0.000 description 2
- 230000033228 biological regulation Effects 0.000 description 2
- 230000000903 blocking effect Effects 0.000 description 2
- 239000013066 combination product Substances 0.000 description 2
- 229940127555 combination product Drugs 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- 230000008021 deposition Effects 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 239000006185 dispersion Substances 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 229930195733 hydrocarbon Natural products 0.000 description 2
- 229920006270 hydrocarbon resin Polymers 0.000 description 2
- 239000011159 matrix material Substances 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 239000003921 oil Substances 0.000 description 2
- 230000000704 physical effect Effects 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 229920002223 polystyrene Polymers 0.000 description 2
- 230000002265 prevention Effects 0.000 description 2
- 239000012858 resilient material Substances 0.000 description 2
- 238000009941 weaving Methods 0.000 description 2
- 238000006677 Appel reaction Methods 0.000 description 1
- 239000004215 Carbon black (E152) Substances 0.000 description 1
- 239000004821 Contact adhesive Substances 0.000 description 1
- 241000196324 Embryophyta Species 0.000 description 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- 229920002614 Polyether block amide Polymers 0.000 description 1
- 239000004959 Rilsan Substances 0.000 description 1
- 229920002472 Starch Polymers 0.000 description 1
- 244000105017 Vicia sativa Species 0.000 description 1
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 1
- 150000001336 alkenes Chemical class 0.000 description 1
- 230000003373 anti-fouling effect Effects 0.000 description 1
- 239000010425 asbestos Substances 0.000 description 1
- 238000010044 bi-component spinning Methods 0.000 description 1
- 239000003610 charcoal Substances 0.000 description 1
- 239000004927 clay Substances 0.000 description 1
- 239000004567 concrete Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000032798 delamination Effects 0.000 description 1
- 150000001993 dienes Chemical class 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 229920006351 engineering plastic Polymers 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- RTZKZFJDLAIYFH-UHFFFAOYSA-N ether Substances CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 1
- 229920001038 ethylene copolymer Polymers 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 230000002344 fibroplastic effect Effects 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 125000000524 functional group Chemical group 0.000 description 1
- 238000007499 fusion processing Methods 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 230000036541 health Effects 0.000 description 1
- 239000008240 homogeneous mixture Substances 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 238000005984 hydrogenation reaction Methods 0.000 description 1
- 239000002648 laminated material Substances 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 229910044991 metal oxide Inorganic materials 0.000 description 1
- 150000004706 metal oxides Chemical class 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- 239000005445 natural material Substances 0.000 description 1
- 230000035699 permeability Effects 0.000 description 1
- 229920001083 polybutene Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 229920003225 polyurethane elastomer Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 239000010734 process oil Substances 0.000 description 1
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 239000002964 rayon Substances 0.000 description 1
- 229910052895 riebeckite Inorganic materials 0.000 description 1
- 238000005204 segregation Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000008107 starch Substances 0.000 description 1
- 235000019698 starch Nutrition 0.000 description 1
- 229920001059 synthetic polymer Polymers 0.000 description 1
- 235000007586 terpenes Nutrition 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
Images




Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent articles specially adapted to be worn around the waist, e.g. diapers
- A61F13/49007—Form-fitting, self-adjusting disposable diapers
- A61F13/49009—Form-fitting, self-adjusting disposable diapers with elastic means
- A61F13/4902—Form-fitting, self-adjusting disposable diapers with elastic means characterised by the elastic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/10—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/04—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer characterised by a layer being specifically extensible by reason of its structure or arrangement, e.g. by reason of the chemical nature of the fibres or filaments
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/559—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving the fibres being within layered webs
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/58—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives
- D04H1/593—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives to layered webs
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H13/00—Other non-woven fabrics
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15585—Apparatus or processes for manufacturing of babies' napkins, e.g. diapers
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Vascular Medicine (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Epidemiology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Laminated Bodies (AREA)
- Nonwoven Fabrics (AREA)
- Absorbent Articles And Supports Therefor (AREA)
Abstract
本发明涉及弹性纤维状非织造织物层压品,该层压品由于使用至少一个含有多处切口的纤维状非织造织物面层而在至少一个方向,且如果希望,在两个或多个方向上显示弹性性能。所形成的层压品可用于种类繁多的用途,其中至少包括服装,外科手术盖单及其它补给品,以及个人护理吸收剂物品,包括尿布、训练(无需尿布之婴幼儿便溺用)短裤、卫生巾、失禁患者服装、绷带等。也公开了此类层压品的成形工艺。
Description
发明领域
本发明涉及弹性纤维非织造层压品,更具体地说,本发明涉及由于使用至少一个含有多处切口的纤维状非织造层而在至少一个方向上且希望时在两个方向上有弹性的弹性纤维非织造层压品。
发明背景
纤维状非织造织物的用途日益增多。此类用途的实例包括但不限于工作服及其它类型的布料,特别是在此类产品被有限使用和/或一次性使用的场合。其它用途包括与保健有关的物品,如医用或手术盖布、大褂、口罩、脚罩和头罩,个人护理用品,如尿布、训练(无需尿布之婴幼儿便溺用)短裤、失禁患者服装、卫生巾、绷带和擦拭用布。在许多此类用途及其它用途中,往往需要一种有弹性的纤维状非织造织物。所谓弹性,系指一种有一个松弛或第一长度而且能被拉伸或扩大到一个第二长度的材料,然后,当解除拉伸力时,该材料能回缩到一个等于或大于第一长度但小于第二长度的第三长度。
可拉伸和/或有弹性的纤维状非织造织物和层压品的实例很多。可拉伸材料与弹性材料的区别在于,可拉伸材料在长度上可以扩大,但不一定能从其扩大的长度上回缩。使此类材料具有弹性的方法是各异的。可以制成弹性薄膜和弹性纤维状非织造织物。这些弹性薄膜和非织造织物往往在多个方向上有弹性,但往往也缺乏其它使之可用作终端用途产品或终端用途产品成分的性能。结果,一种解决办法是把此类弹性材料掺合到层压品中。案卷受让人,即Kimberly-Clark公司,制作了许多称为牵粘(stretch-bonded)层压品的材料,其中一个或多个可起褶层在间隔点上附着到一个弹性层,同时使该弹性层处于一种扩大状态。一旦该可起褶层牢固地附着到该弹性层上,便使该弹性层松弛,从而引起许多褶或皱纹在一个或多个外层中形成,因此,产生一种在至少一个方向上可拉伸并有弹性的层压品。然而,与此相反,产生一种较平整、没有皱纹同时仍有弹性的弹性非织造层压品会是理想的。
也可以产生在两个方向上有弹性的层压品,然而,用于形成此类材料的工艺显然是更加复杂的。一种方法称为颈粘(neck bonding),其中,把外层拉伸,直至它们在机器横向上“缩幅”(neckin),然后使之附着到弹性内层上。结果,这种层压品在机器横向上变得可拉伸。
尽管有上述这些用于形成弹性层压品的工艺,还是需要另外一些能迅速而简单地产生弹性层压品的工艺。
发明目的
本发明的目的在于提供一种由于使用至少一个含有多处切口的纤维状非织造层而在至少一个方向上,而且在需要时在两个方向上有弹性的弹性纤维状非织造层压品。
发明概要
普通弹性体非织造层压品典型地有一个弹性层和一个非弹性层,该非弹性层在该弹性层处于拉伸状态时在许多间隔位置上粘结到该弹性层。结果,当拉伸力解除时,层压品回缩,非弹性层起皱或起褶,从而产生一种波浪形表面。本发明使用一个含有多处切口的非织造面层,并使之在弹性基质层处于松弛状态时粘结到该弹性基质层上。一旦这两层彼此层压在一起,层压品或复合品就可以在一个通常与该非织造面层上切口方向垂直的方向上拉伸。同时,由于没有褶或皱纹,该层压品有平整的表面,因此,在拉伸状态和未拉伸状下都有在美学上令人愉快的外观。
弹性纤维状层压品包括一个弹性基质层和一个附着于该弹性基质层而形成层压品的第一非织造面层。第一非织造面层包括多处切口。第一非织造面层上的切口可以是连续切口,从而形成许窄条状非织造面层材料,这些切口也可以是不连续的,呈各式各样的图案,包括但不限于重叠砖块图案。也可以在该非织造面层中许多方向上形成不连续切口。还有另一种备选方案是产生连续切口和不连续切口两者组合而成的切口。
最基本的构型是,第一非织造面层在弹性基质处于非拉伸状态时附着到该弹性基质层上,产生一种双层层压品。一旦形成了该层压品,就有可能在一个通常与切口方向垂直的方向上的使该层压品扩大。如果希望,还可以在该弹性基质层附着到第一非织造面层之前拉伸该弹性基质层,赋予该层压品以更多的弹性性能。一般来说,这种拉伸将在一个与第一非织造面层中切口的方向平行的方向上。结果,一旦这两层彼此附着,第一非织造面层将有许多褶或皱纹,这使得该层压品在弹性基质层附着于第一非织造面层之前弹性基质层被拉伸的同一方向上能发生扩大。这种层压品在其它方向上也将有弹性性能,这是由于当拉伸力在总体上垂直于切口方向的方向上作用于该层压品时切口扩大的缘故。除产生双层层压品外,也可以通过使一个第二切膜纤维状非织造面层附着于该弹性基质层上与第一非织造面层相对的那个表面,产生一个三层层压品。
此类弹性纤维状非织造层压品的制作工艺包括在一个第一非织造面层上形成第一批切口,然后使一个弹性基质层附着于该第一非织造面层上。如果希望,还可以在一个第二非织造面层上形成第二批切口。然后,把这个第二非织造面层附着于该弹性基质层上与第一非织造面层相对的那个表面,从而产生一种三层层压品。还有一种进一步的工艺变异,是可以使该弹性基质层拉伸,然后,在该弹性基质层处于拉伸状态时使这些非织造面层附着于该弹性基质上。结果,可以在两个方向上赋予弹性性能,一个方向上的弹性性能取决于这些非织造面层中切口的形成,而另一个方向上的弹性性能取决于该弹性基质层在其附着于非织造面层之前的拉伸。
弹性纤维状非织造层压品的另一种制作工艺包括提供一种第一非织造面层,其中有多处所定义的切口。在一个总体上垂直于切口方向的方向上对第一非织造面层施加一种张力,以使第一非织造面层缩幅。第一非织造面层上的多处切口,既可以在该层“牵颈”(neck-stretched)之前也可以在此之后提供。然后,使受到张力、含有多处切口的第一非织造面层附着于一个弹性基质层,形成层压品。如果希望,也可以使一个也在其中确定多处切口的第二非织造面层牵颈,并附着到该弹性基质层上与有张力的第一非织造面层相对的那个表面。
诸如以上所述并在以下进一步详细说明的层压品,适用于以上提到的、种类繁多的用途,其中并非最起码的用途包括个人护理用品中的成分,其中包括尿布、训练(无需尿布之婴幼儿便溺用)短裤、失禁患者服装、卫生巾、绷带等。
附图简单说明
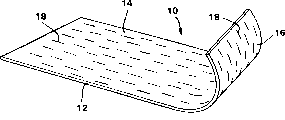
图1是一幅透视图,说明按照本发明的一种切膜弹性纤维状非织造层压品。
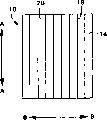
图2是一幅顶视平面图,说明按照本发明的一种沿B-B线拉伸的切膜弹性纤维状非织造层压品。
图3是一幅顶视平面图,显示按照本发明的另一种切膜弹性纤维状非织造层压品。
图4显示沿B-B线拉伸的、图3的切膜弹性纤维状非织造层压品。
图5是一幅顶视平面图,显示按照本发明的另一种切膜弹性纤维状非织造层压品。
图6显示沿A-A线和B-B线拉伸的、图5的切膜弹性纤维状非织造层压品。
图7是一幅透视图,显示按照本发明的又另一种切膜弹性纤维状非织造层压品。
图8是一幅示意侧视图,显示按照本发明的一种切膜弹性纤维状非织造层压品的一种制作工艺。
图9是一幅示意侧视图,显示按照本发明的一种切膜弹性纤维状非织造层压品的另一种制作工艺。
图10是一幅示意侧视图,显示按照本发明的一种切膜弹性纤维状非织造层压品的一种制作工艺。
图11是一幅顶视平面图,显示按照本发明的一种切膜弹性纤维状非织造层压品。
图12是一幅顶视平面图,显示按照本发明的另一种切膜弹性纤维状非织造层压品。
发明详细说明
参照图1,图上显示的是按照本发明的一种弹性纤维状非织造层压品10,其中包括一个弹性基质层12和至少一个第一纤维状非织造织物面层14。如果希望,还可以使更多的层附着到层压品10上,例如,作为弹性基质层12与第一面层14相对的那个表面上的第二纤维状非织造面层16。见图7。为了澄清之目的,“层”这一术语一般系指单独一片材料,但该术语也应理解为系指多片或多层材料,它们合在一起形成本文中所述的一个或多个“层”。
弹性基质层12可以从任何一种或多种在至少一个方向上有弹性的材料、更理想的是从在两个或多个方向上有弹性的材料制成。为了本发明之目的,一种材料或一层,只有当它能从第一且总体上松弛的(无外加张力)长度拉伸或伸长到相当于第一长度的至少2倍的第二或扩大的长度,然后,当拉伸力释放时回缩到不大于第一长度的110%的第三长度,或换一种说法,不大于第一长度的1.1倍的第三长度时,才能认为是有“弹性”或有“弹性性能”。例如,如果一种材料或一层有100cm的初始长度,能被拉伸到至少200cm的长度,然后当拉伸力释放时回缩到不大于110cm的长度,则它就是有弹性的。为了本发明之目的,层压品10,只有当该层压品能从第一长度拉伸到相当于第一长度的至少1.4倍的第二和扩大的长度,然后当拉伸力释放时回缩到不大于第一长度的1.1倍的第三长度时,才能说有“弹性”或有“弹性性能”。例如,如果一种层压品有100cm的初始长度,能被拉伸到至少140cm的长度,然后当拉伸力释放时回缩到不大于110cm的长度,则它就是有“弹性性能”的。
基质层12的适用弹性材料包括但不限于弹力线或纱、弹性薄膜、弹性非织造织物、弹性织造织物以及这些的组合。一般地说,弹性或弹性体织物可以是任何一种弹性体非织造纤维网、弹性体针织织物、弹性体织造织物,或其它能显示弹性性能的弹性材料。弹性体针织织物的实例是利用弹性体线或纱制成的、能在至少一个方向上提供拉伸和回复性能的针织织物。弹性体织造织物的实例是有弹性体经和/或纬线或纱如聚氨酯线、能在至少一个方向上提供拉伸和回复性能的织物。理想的是,该弹性基质层可以从一种弹性体非织造织物例如弹性体纺粘丝非织造织物或弹性体熔喷纤维非织造织物制成。
一般地说,任何一种适用的、能形成弹性体纤维的树脂或含有该树脂的掺合物,均可用来形成本发明的弹性体纤维非织造织物。例如,可用的能形成弹性体纤维的树脂可以包括通式为A-B-A′或A-B的嵌段共聚物,式中A和A′各是一种含有苯乙烯片断的热塑性聚合物末端嵌段,如聚(乙烯基芳烃),而式中B是一种弹性体聚合物中间嵌段,如一种共轭双烯或一种低级链烯聚合物。A-B-′型嵌段共聚物可以有不同或相同A和A′嵌段的热塑性嵌段聚合物,而且这些嵌段共聚物旨在包括线型、枝化和径向嵌段共聚物。在这一方面,径向嵌段共聚物可以指定为(A-B)m-X,式中X是一个多官能原子或分子,且其中从X出发的每一个(A-B)m辐射链都是以A为末端嵌段。在这种径向嵌段共聚物中,X可以是一个有机或无机的多官能原子或分子,m是一个整数,其数值与X中原来存在的官能团数目相同。它通常是至少3,且往往是4或5,但不限于此。因此,在本发明中,“嵌段共聚物”、尤其“A-B-A”和“A-B”嵌段共聚物这样一种表达,旨在包括具有以上讨论的这样一些橡胶性嵌段和热塑性嵌段、可以挤压(例如用熔喷法)、嵌段数目不限的所有嵌段共聚物。弹性体非织造织物可以从诸如弹性体(聚苯乙烯/聚(乙烯-丁烯)/聚苯乙烯)嵌段共聚物形成,该共聚物可购自得克萨斯州休斯敦的壳牌化学公司,商品名KRATOG。一种这样的嵌段共聚物可以是诸如KRATONG-1657共聚物。
可以用来形成弹性体非织造织物的其它弹性体材料实例包括聚氨酯弹性体材料,例如,可购自B.F.Goodrich & Co.、商标ESTANE的材料;聚酰胺弹性体材料,例如,可购自Rilsan公司、商标PEBAX的材料;和聚酯弹性体材料,例如,可购自杜邦公司、商品名HYTREL的材料。从聚酯弹性体材料形成一种弹性体非织造织物,已公开于诸如Morman等人的美国专利No.4,741,949,其全文列为本文参考文献。弹性体非织造织物也可以从乙烯与至少一种乙烯基单体如乙酸乙烯酯、不饱和脂族一元羧酸、此类一元羧酸的酯的弹性体共聚物形成。此类弹性体共聚物以及从此类弹性体共聚物形成弹性体非织造织物,已公于诸如美国专利No.4,803,117,其全文也列为本文参考文献。
该弹性体聚合物中可以添加加工助剂。例如,可以将一种聚烯烃与该弹性体聚合物(如A-B-A弹性体嵌段共聚物)掺合,以改善组合物的可加工性。该聚烯烃必须是一种当如此掺合并遭遇高压和高温条件的适当组合时能以与该弹性体聚合物掺合的形式挤压的聚烯烃。可用的掺合聚烯烃材料包括诸如聚乙烯、聚丙烯和聚丁烯,其中包括乙烯共聚物、丙烯共聚物和丁烯共聚物。一种特别有用的聚乙烯可购自U.S.I.化学公司,其商品名为PetrotheneNA 601。可以利用此类聚烯烃中的两种或多种。弹性体聚合物与聚烯烃的可挤压掺合物公开于诸如Wisneski等人的美国专利No.4,663,220,其全文列为本文的参考文献。
该弹性体非织造织物也可以是一种压敏弹性体粘合剂纤维网。例如,该弹性体材料本身可以是有粘性的,或者替而代之的是,可以将一种可兼容增粘树脂添加到上述可挤压弹性体组合物中,以提供一种能起压敏粘合剂作用的弹性体纤维网,从而诸如使该弹性体纤维网粘结到纤维状非织造面层之一上。关于此类增粘树脂和增粘的可挤压弹性体组合物,请参阅Kieffer的美国专利No.4,787,699中公开的树脂和组合物,该专利全文列为本文的参考文献。
能与该弹性体聚合物兼容而且能耐受加工(如挤压)时的高温的任何一种增粘树脂,都可以使用。如果该弹性体聚合物(如A-B-A弹性体嵌段共聚物)掺合了加工助剂如聚烯烃或可起增加掺合物体积和有助于加工过程的增充油(extending oils),则该增粘树脂也应当能与那些加工助剂兼容。一般地说,加氢的烃类树脂是较好的增粘树脂,因为它们有较好的温度稳定性。REGALREZ和ARKONP系列增粘剂是加氢烃类树脂的实例。ZONATAK501lite聚合物是萜烃的一个实例,可购自新泽西州韦恩市亚利桑那化学公司。REGALREZ烃类树脂可购自特拉华州威尔明顿市Hercules公司。ARKONP系列树脂可购自Arakawa化学(美国)公司。当然,本发明不限于使用这些特定增粘树脂,可与组合物中其余成分兼容而且能耐受加工时的高温的其它增粘树脂也可以使用。
弹性体织物也可以是一种多层材料,其中它可以包括两种或多种单独粘附的纤维网和/或薄膜。此外,弹性体织物还可以是一种多层材料,其各层中有一层或多层含有弹性体与非弹性体纤维或颗粒物的混合物。作为后一类型弹性体纤维网的实例,可参阅Sisson的美国专利No.4,209,563,其全文列为本文参考文献,其中弹性体与非弹性体纤维相互掺合,形成无规分散纤维的单一粘附纤维网。这样一种弹性体复合纤维网的另一个实例是用Morman等人的美国专利No.4,741,949、Anderson等人的美国专利No.4,100,324和Daponte的美国专利No.4,803,117中公开的这样一种技术制作的纤维网,这些专利的内容全部列为本文的参考文献。这些专利公开了包括熔喷热塑性纤维与其它材料的混合物的非织造材料。这样的混合物可以这样形成:把纤维和/或颗粒物添加到载带弹性体熔喷纤维的气流中,从而发生该弹性体熔喷纤维与其它材料的充分缠结掺合,然后把该熔喷纤维收集在一台收集装置上,形成无规分散的熔喷纤维与其它材料的一种粘附纤维网。可用于此类非织造弹性体复合纤维网的有用材料包括诸如木浆纤维、天然来源与合成来源的短纤长度纤维(如棉、毛、石棉、嫘萦、聚酯、聚酰胺、玻璃、聚烯烃、纤维素衍生物等)、非弹性熔喷纤维、多成分纤维、吸收剂纤维、导电性纤维,和颗粒物,例如活性木炭/炭、粘土、淀粉、金属氧化物、超级吸收剂材料以及此类材料的混合物。还可以使用其它类型的非织造弹性体复合纤维网。例如,可以使用诸如Radwanski等人的美国专利No.4,879,170和No.4,939,016中公开的水力缠结非织造弹性体复合纤维网,这些专利的内容全部列为本文的参考文献。
如果该弹性体非织造纤维网是熔喷纤维的一种弹性体非织造纤维网,则该熔喷纤维的直径范围可以是诸如约0.1~约100微米。然而,如果在成品层压品中遮断性能很重要(例如,如果重要的是最终层压材料有增大的不透明性和/或绝热和/或防污和/或液体排斥性),则可以使用更细的纤维,其范围可以是诸如约0.5~约20μm。
该弹性体织物的定重(单位重量)范围可以是约5~约250g/m2。然而,可以改变这种定重,以提供预期的性能,包括回复力和遮断性能,理想的是,该弹性体织物的定重范围可以是约30~约100g/m2。甚至更好的是,该弹性织物的定重范围可以是约35~约70g/m2。可用于本发明某些实施方案的低定重弹性体非织造纤维网的极端薄度显然会提高该材料的悬垂性和舒适性性能。
除弹性薄膜和非织造织物外,本发明也可以使用弹性织造织物。织造材料与非织造材料的区别在于纤维、纱或长丝按精心设计和均匀的图案相互缠结。反之,非织造材料是从至少最初以无规图案沉积的纤维形成的,然后,通常用水缝法增加缠结和/或使纤维粘结在一起来进一步增强。
除具有弹性外,对基质层12的唯一其它要求是它能附着到面层14和16上。在希望让总体层压品10有透气性的情况下,通常理想的是从一种非织造织物或织造织物制成该弹性基质层,尽管也可以诸如通过使薄膜多孔化而使该薄膜变得可透气。
附着到该弹性基质层12上的是至少一个第一纤维状非织造织物面层14。一般来说,面层14不是弹性的,即它在做切口之前不满足上述弹性材料定义的要求。然而,面层14同面层16一样,可以是可拉伸、可扩大或可扩张的,即可以通过给该材料施加一种张力而使之在一个或多个方向上的尺寸增大。以下所述的“牵颈”(neck-stretched)材料就是此类材料的一个实例。面层14的定重将取决于特定终端用途。用来形成该纤维状非织造织物面层的工艺决定于制造商以及总体层压品10和/或特定终端产品的设计参数。一般来说,已经发现,粘结的梳理纤维网和纺粘纤维网特别适合于作为面层。这些纤维网的性能可以通过从全部或部分多组分和/或多成分纤维如双组分和双组分纤维形成纤维网而进一步提高。双组分纤维是从两种不同聚合物的均匀混合物挤压而成的。这样的纤维把这两种聚合物的特征组合到一种单一纤维上。双组分纤维或复合纤维是由处于该纤维不同区域的两种或多种聚合物类型组成的,例如,呈并列构型或鞘芯构型。
用来形成纤维状非织造织物面层的工艺包括那些能产生一种有以下进一步描述的必要物理性能范围的材料的工艺。适用的工艺包括但不限于气流成网、纺粘和粘结梳理纤维网成形工艺。纺粘非织造纤维网是从使一种熔融热塑性材料通过纺丝板上的许多微细毛细管挤压成长丝、然后用诸如非离析性或离析性流体牵引法或其它众所周知的纺粘机理使所挤出长丝的直径迅速缩小形成的纤维制成的。纺粘非织造织物的生产可参阅如下专利:Appel等人,美国专利4,340,563;Dorschner等人,美国专利3,692,618;Kinney,美国专利No.3,338,992和No.3,341,394;Levy,美国专利No.3,276,944;Peterson,美国专利3,502,538;Hartman,美国专利3,502,763;和Dobo等人,美国专利No.3,542,615,这些专利全部以其全文列为本文参考文献。
纺粘工艺也可以用来诸如从并列聚乙烯/聚丙烯纺粘双组分纤维形成双组分纺粘非织造纤维网。此类纤维和所形成纤维网的成形工艺包括用一对挤压机,同时向一个双组分纺丝板单独供给聚乙烯和聚丙烯。用于生产双组分纤维的纺丝板是技术上众所周知的,因此,在此不详细描述。一般地说,该纺丝板包括一个壳体,内含一套纺丝组件,其中包括多块有开孔图案的板,这些开孔排列得能产生一些流动通道,用于把高熔点聚合物和低熔点聚合物引导到纺丝板上各自的纤维形成孔。该纺丝板的孔排布成一列或多孔,当聚合物通过纺丝板挤压时这些孔形成向下延伸的纤维帘。当该纤维帘离开纺丝板时,它们便接触到一种骤冷气体,该气体至少部分地使这些纤维骤冷,并在延伸纤维中形成一种潜在螺旋卷曲。这种骤冷空气往往是在约7℃~约32℃的温度以约30~约120米/分钟的速度引导到基本上垂直于纤维长度的方向。
纤维牵引单元或吸丝器放置在骤冷气体下方,以接收骤冷的纤维。聚合物熔纺中使用的纤维牵引单元或吸丝器是技术上众所周知的。适合用于本工艺的纤维牵引单元实例包括Matsuki等人美国专利No.3,802,817中所示类型的线性纤维吸丝器,和Dorshner等人美国专利3,692,618与Davies等人美国专利3,423,266中所示类型的离析枪,这些专利全部以其全文列为本文参考文献。纤维牵引单元一般有一个供吸丝气体牵引纤维从中穿过的细长通道。吸丝气体可以是任何一种不与纤维聚合物发生有害相互作用的气体,如空气。当吸丝气体牵引被骤冷的纤维时,吸丝气体会被加热,并使该纤维加热到一个激活其中潜在卷曲所需要的温度。激活纤维内部潜在卷曲所需要的温度范围是约43℃到一个比低熔点组分聚合物(在这种情况下是聚乙烯)的熔点低的最大值。一般地说,空气温度越高,所产生的该纤维每单位长度的卷曲数就越高。
牵引和卷曲的纤维以无规方式沉积到一个连续的成形表面上,一般借助于一个置于该成形表面下方的真空装置。这种真空的目的是要消除所不希望的纤维飞散,把纤维引导到该成形表面上,以形成双组分纤维的均匀未粘结纤维网。如果希望,所形成的纤维网可以用一个压辊轻压,然后再对该纤维网实施粘结工艺。
使这种双组分纺粘纤维网粘结的一种办法是使用一台透气粘结机(through-air bonder)。这样的透气粘结机是本技术中众所周知的,因而无需在此详细描述。在这种透气粘结机中,应用一股热空气流通过该纤维网,使该纤维网加热到一个高于该双组分纤维中低熔点组分的熔点但低于高熔点组分的熔点的温度。当加热时,该纤维网纤维的低熔点聚合物部分熔融并粘附到毗邻纤维与其跨接的点上,而该纤维的高熔点聚合物部分则倾向于保持该纤维网的物理与尺寸完整性。
面层也可以从粘结梳理纤维网制作。粘结梳理纤维网是从通常以成包购买的短纤维制成的。把这些纤维包放在一台松棉机中使纤维分离。然后,把这些纤维送入一台梳棉或梳理设备中,使这些短纤维进一步拆开并顺着机器方向走,从而形成一种总体上沿机器方向取向的纤维非织造织物。一旦这种纤维网形成,就用若干种粘结方法中的一种或多种使之粘结。一种粘结方法是粉末粘结,其中,使一种粉末状粘合剂通过该纤维网分布,然后,通常通过用热风加热该纤维网和粘合剂而使之活化。另一种粘结方法是花样粘结,其中,利用加热的轧光辊或超声粘结设备,通常以局部粘结图案使纤维粘结在一起,尽管只要愿意也可以使该纤维网在其整个表面上粘结。尽管如此,当使用双组分短纤维时,最好的方法之一还是使用诸如以上对双组分纺粘纤维网成形工艺所描述的透气粘结机。
为了得到按照本发明所形成纤维状非织造织物的规定物理性能范围,用来使该纤维状非织造织物的纤维粘结在一起的粘结工艺应当是一种在成形工艺期间能控制其结构的压缩或塌陷水平的工艺,如透气粘结。在透气粘结中,加热的空气被迫通过该纤维网,使这些纤维熔融并在其跨接点上粘结在一起。典型的是,把该未粘结纤维网支撑在一个成形金属丝网或转鼓上。此外,如果愿意,还可以通过该纤维网抽真空,以便在粘结工艺期间进一步限制该纤维网。
可以使用诸如利用光滑和/或图案粘结辊进行的点粘结和花样粘结等粘结工艺,只要这样的工艺能产生本发明规定的物理性能范围即可。无论选用哪一种工艺,粘结程度都将取决于所选用的纤维/聚合物,但在任何情况下,理想的是在加热阶段期间控制纤维网压缩量。
气流成网是另一种可以用来制作按照本发明的纤维状非织造织物的众所周知工艺。在气流成网工艺中,长度范围通常为约6~约19毫米的小纤维束用一股空气流分离和载带,然后,往往借助于抽真空而沉积到一个成形金属丝网上。然后,利用诸如热风或喷洒粘合剂,使无规沉积的纤维彼此粘结。
以上描述了层压品10的各组成部分,现在来看图8中按照本发明的层压品10的成形工艺。一层弹性基质层12从供料辊30展开,送进一对驱动和压实辊36中。作为一种替代办法,弹性基质层12也可以在线直接形成。其次,使第一纤维状非织造织物面层14的供料从供料辊32展开,或者它也可以是在线形成的。在面层14通过驱动辊36之前,必须对它做切口。切口18可以是不连续的,如图1、5和7中所示那样;也可以是连续的,如图3中所示那样。这些切口18可以事先形成,也可以诸如用一个切口辊或其它工具38在线直接形成。也可以在该层压品成形后再产生这些切口。一种特别有益的切口图案是一种以通常称之为“叠砖图案”的形式形成这些切口的图案。在这种图案中,一列切口重叠在邻列切口之间的间隙上。这种图案提供该面层和总体层压品的良好扩张。当制作如图3中所示那样的连续切口18时,特别有利的是在临粘结到基质层12之前进行在线切口。否则,窄条20(见图3)的操作可能是困难的。
一旦这两层12和14合到一起,就必须使它们彼此附着。附着可以用任何一种适用方法例如热粘结、超声粘结、粘合剂粘结、针刺、合缝或其它适用方法进行。附着程度应足以保持该层压品随后使用期间的附着,但没有达到妨碍切口18以图2、4和6中所示方式张开的程度。
如图8中所示,此工艺中的附着装置包括用于提供热风的加热装置40,和一对压实辊42。压实辊的表面可以是光滑的和/或有图案的。此外,它们也可以被加热,在这种情况下,加热装置40可以取消。如果用喷洒粘合剂,则供料系统44必须配置得使粘合剂能喷洒到基质层12和第一表面层14的内表面。用于使这两层附着在一起的其它方法包括但不限于超声粘结、红外粘结、射频粘结、粉末状粘合剂粘结、水力缠结、针刺等机械缠结和一层直接成形到另一层上。一旦这两层12和14彼此附着,所形成的层压品10就可以缠绕在卷绕辊46上,或者该层压品10也可以保留在线进一步加工。
按照本发明的层压品的另一种成形工艺见附图的图9。在这种工艺中,弹性基质层12是一种从薄膜模具60射出的挤压薄膜。让熔融聚合物与冷辊62接触,以有助于使该熔融聚合物固化。同时,让切膜非织造面层材料14的供料64在冷辊62与一个可以冷却也可以不冷却的第二辊66例如85 Shore A橡胶辊之间与仍有粘性的弹性薄膜材料12接触。所谓“冷却”,系指辊62或66的温度低于该薄膜聚合物的熔点。由于薄膜层12中弹性性能的结果,形成的层压品10至少在沿图2中B-B线的横向(CD)上有弹性性能。
适合于形成弹性薄膜的聚合物包括能产生有如上所定义弹性性能的薄膜的天然材料(橡胶等)和合成聚合物。因此,有很多聚合物,例如以上对于形成弹性体纤维所提到的Kraton聚合物;可用来形成弹性体薄膜。
如同在本文开始时所说的,弹性基质层12可以只在一个方向上也可以在多个方向上有弹性性能。如果弹性基质层12只在一个方向上有弹性,则面层14上的切口18至少有一部分应大体上垂直于弹性基质层12的弹性方向。所谓“大体上垂直”,系指所选择的一个或多个切口的纵轴与弹性方向之间的夹角在60°~120°之间。此外,当说“该多处切口的至少一部分必须大体上垂直于弹性或拉伸方向”时,系指必须有足够数目的所述切口是大体上垂直的,因而总体层压品有“弹性性能”。因此,在图2中,如果弹性基质层12只在一个方向上有弹性,则该方向必须是大体上沿着B-B线而不是A-A线。通过沿B-B线设置弹性方向,切口18便大体上垂直于弹性方向。结果,当沿B-B线施加拉伸力时,切口18将会张开,并使层压品10能在同一方向上扩大。沿A-A线设置基质12的弹性方向是不可能出现这种情况的。
同样的原理也适用于图3和4中所示的层压品。在此,再一次,如果弹性基质层12只在一个方向上有弹性,则该方向必须大体上顺着B-B线而不是A-A线。
在图5中,纤维状非织造面层14在两个方向上有切口。一组切口18大体上垂直于A-A线,而另一组切口18大体上垂直于B-B线。这种类型的切口图案是特别有利的,此时弹性基质层12在至少两个方向上,例如沿A-A线和B-B线方向,有弹性。从图6可以看出,在这种构型中,所形成的层压品10能在两个方向上显示“弹性性能”。
在一些终端用途情况下,可能理想的是有一种弹性层压品,其机器方向A-A上的拉伸大于面层14中垂直于A-A方向的多处切口18可以达到的拉伸。在这种情况下,机器正交方向B-B上的扩展是由这样一些大体上对准垂直于B-B方向的切口提供的。然而,A-A方向上的预期拉伸是通过使弹性基质层12在其附着于纤维状非织造层14期间置于张力之下实现的。这可以通过以不同的速度驱动供料辊30和驱动辊36或压实辊42,或通过制动供料辊30,来完成。在这样做时,弹性基质层12在机器方向上拉伸。在弹性基质层12处于扩张状态的同时,使面层14附着于该基质层12,理想的是在多处相互间隔的位置上附着。一旦这两层已经彼此附着,便撤除张力,并使所形成的层压品10能回缩,从而在面层14上形成多处褶或皱纹(图上未画出)。当所形成的层压品10在机器方向上拉伸时,弹性基质层12可以扩大,直至这些褶或皱纹所提供的松弛耗尽为止。当撤除机器方向上的张力时,弹性基质层12回缩,面层14上的褶或皱纹再次出现。这种工艺的更详细描述可参阅Taylor等人的美国专利No.4,720,415,其全文列为本文参考文献。
通过对弹性基质层12施加张力,可以赋予图1~4中的层压品10沿着也与图8中所示工艺的机器方向平行的A-A线方向以弹性性能。为了赋予该层压品10在机器正交方向(沿B-B线)上以弹性性能,必须将面层14的料卷32进料到图8的工艺中,使得切口18大体上平行于该材料的机器方向(A-A线)且大体上垂直于其正交方向(B-B线)。结果,层压品10由于成形工艺期间基质层12的拉伸而在机器方向上有弹性性能,而且由于基质层12的可扩张性和面层14中的切口18而在正交方向上有弹性性能。
从以上所述可以看出,有可能创造一种在一个或多个方向上显示弹性性能的双层层压品10。也有可能创造各种多层层压品。例如,可以改变图8的工艺,把一个第二纤维状非织造面层16加到弹性基质层12与第一面层14相对的那个表面上,产生一种如图7中所示那样的层压品10。可以使用相同的加条件和技术,按照对于第一面层14所描述的那样,把第二面层16贴到基质层12上。此外,已经发现,为了最大限度提高所形成层压品10的弹性性能,理想的是,第二面层16中的切口18处于与第一面层14中的切口18相同的总体方向上而且有相同的总体布局。
本发明的又进一步实施方案表示在附图的图10和11中。在这种实施方案中,弹性基质层12在附着于第一非织造面层14之前,在包括沿A-A线和B-B线在内的任何方向上,都没有被拉伸。取而代之的是,第一非织造面层在其附着于基质层12之前被“牵颈”。所谓“牵颈”,系指该材料因施加一种张力而在至少一个方向上变窄。
参照图10,一层第一非织造面层材料14从供料辊70展开,通过一对辊72和74,并从这里送到一对粘结辊76和78。辊72和74以这样一种方式驱动或制动,即它们以互不相同的速度运行,而且辊74是这两者中较快的辊。结果,当第一纤维状非织造面层14通过这对辊72和74时,材料14在机器方向(该材料的运行方向)上被拉伸,并在机器正交方向(垂直于该材料运行方向的方向)上变窄。材料14的这种变窄或“缩幅”(necking-in)可以通过完成对弹性层12的粘结过程来保持。另一种替代办法是,该面层材料的缩幅构型可以通过对该材料加热使之热定形来锁定。这可以通过使材料14与一个热源88如热风或红外热源接触以加热该材料并使之定形来实现。
一旦面层材料14已被牵颈和热定形,就可以减少材料14上的张力,并可以对该材料做切口。为了给材料14做切口,下一步是让它通过一对切口辊90和92,从而在层14上产生切口18的预期图案。由于牵颈,材料14在B-B方向上是可扩大的。与B-B方向平行走向的切口,使材料14在A-A方向即该材料的机器方向上是可扩大的。
如同图10的工艺所示,牵颈和切口都是在线进行的。这些功能中任意一种或两种也可以脱线形成,然后简单地把预切口和牵颈的材料14进料到粘结辊76和78中。一般来说,理想的是,切口18尽可能保持闭合状态。这是要最大限度提高材料14和层压品10在机器方向(A-A线)上扩大和收缩的能力。如果材料14在附着于弹性基质层12时受到太大的张力,则切口18会过分张开,因而一旦形成了层压品10就不能充分扩展。尽管如此,解决这个问题的一种办法是当这两层进入粘结辊76和78时使基质层12受到与面层14相同程度的张力。然后,一旦这两层12和14已经粘结在一起,张力就会松弛,切口也将闭合回去,从而使层压品10在机器方向(A-A线)上有弹性。
在面层14被牵颈和做切口的同时,弹性基质12从供料辊80上展开并送进粘结辊76和78中,同时使之受到微小张力或不受张力作用。然后,用粘结辊76和78或其它适用附着手段使这两层合在一起形成层压品10。所形成的层压品10在大体上平行于面层14的颈缩或缩幅方向(机器正交方向)的方向上有弹性,而且可以在这个方向(沿图11的B-B线)上拉伸到该缩幅材料的断裂点。由于基质层12的弹性性能,因而一旦层压品10在机器正交方向(沿图11的B-B线)上被拉伸,层压品10就会回缩回去。由于切口18的结果,层压品10在机器方向或沿图11的A-A线上也会有弹性性能。牵颈材料的制作,在Morman的美国专利No.5,226,992、Levy等人的美国专利No.5,320,891和Morman的美国专利No.5,114,781中有进一步的详细解释,所有这些专利在其与本文一致的程度上全文列为本文参考文献。
像其它层压品10一样,也可以把一个第二纤维状非织造面层16附着到弹性基质层12上与第一纤维状非织造面层14相对的那一面。再次参照图10,第二面层16从第二供料辊82上展开,以与第一面层14相同的方式进料到一对辊84和86中。它也是通过以彼此不同的速度制动或驱动辊84和86进行牵颈。结果,第二面层16被缩幅,然后以与第一面层14相同的方式粘结到基质层12上。又是为了赋予机器方向上的弹性性能,给第二层16提供了许多切口,使之大体上平行于第一面层14上的那些切口。
本发明的进一步实施方案表示在附图的图12中。在这个实施方案中,层压品10是单独一层如图11所示并通过图10所示工艺制作的牵颈材料14。牵颈材料14有许多切口18,它们大体上垂直于A-A线所指定的该材料的机器方向,并平行于牵颈所赋予的机器正交方向拉伸的方向(B-B线)。如同其它实施方案一样,材料14由于有切口18而可以在A-A方向上拉伸,但由于没有弹性层12,因而层14不会回缩。因此,把层14附着于一个含有许多弹性线19的弹性基质层上,这些弹性线大体上垂直于切口18的方向。结果,层14由于有切口18而可以在A-A方向上拉伸或扩大,而且由于有拉伸弹性线19所赋予的弹性而会回缩。以同样的方式,牵颈使层14能在B-B方向上拉伸或扩展,而且由附着于层14上的第二批弹性线21提供回缩能力。
弹性线19和21可以用许多方式附着于面层14,其中包括但不限于缝、纫和胶粘。也可能是理想的是,设计切口图案和计划线19与21的附着位置,使得它们不横跨切口18。见图12。
根据以下实例和测试,发现如图1和7中所示那样面层14和16利用了不连续切口的实施方案,倾向于比如图3和4中所示那样的本发明连续切口方案更好地发挥作用。一般地说,非织造面层的定重范围是约12g/m2~约210g/m2,以特定终端用途为准的更明确范围包括约34~约100g/m2和约50~约70g/m2。双组分纤维,尤其透气粘结的纺粘双组分纤维,看来由于它们彼此粘结的能力而能很好地发挥作用。一般地说,纤维尺寸将小于约6旦,而在特定用途中纤维尺寸可以小于3.5旦或甚至2.5旦及其以下。如图1和2中所示那样的叠砖式切口图案看来能特别好地发挥作用。在这样的构型中,切口长度的典型范围是约3~约50mm,而在A-A方向上排成一行的切口如18a和18b之间的距离将小于50mm,且它们往往小于20mm,在一些情况下小于10mm。在B-B方向上,任何两个毗邻切口例如18b和18c之间的距离将小于50mm,且一般小于10mm或甚至小于5mm。弹性基质层的定重因具体终端用途而异,可以有很大差异,尽管如此,一般来说定重将小于250g/m2,且一般小于100g/m2,往往甚至小于50g/m2。
从加工的立足点来看,当使用弹性薄膜时,图9中的工艺效果非常好。面层与弹性基质层的层压在辊夹特点发生,此时该弹性薄膜基质处于半熔融状态,因而其粘性足以提供面层与弹性基质之间的预期粘合强度。这样产生的弹性层压品的定重一般小于约700g/m2,且一般小于300g/m2,往往甚至小于150g/m2。
弹性基质层本身可以是多层层压品,非织造面层也可以如此。可以用一些外面层来覆盖弹性基质和赋予美学或保护性特征(耐磨性)。这些外表面也可以赋予阻止伸展(stretch-to-stop)特征。阻止伸展可能是重要的,能保护该复合品不因过度伸展而发生拉伸断裂。
以上描述了本发明的材料和工艺,以下列举几个样品层压品来进一步说明本发明。然而,应当理解的是,这些实例只是说明性的,并不意味着要限制本发明的广度和范围。
实例1
在实例1中,使用类似于附图图9中所示的那种工艺,制作一种弹性的双层纤维状非织造层压品。弹性基质层是一种69g/m2弹性薄膜,是从得克萨斯州休斯敦壳牌化学公司制造的KRATONG2755弹性体挤压而成的。该基质层在图2中说明的A-A方向和B-B方向上都有弹性性能。在这个弹性薄膜基质层上,层压了一个100g/m2透气粘结并列聚丙烯/聚乙烯2旦双组分纺粘面层。该面层含有多处切口,排布成诸如图1和2中所示的叠砖图案。这些切口长9.5mm,任何两个排成一行的切口之间的距离在图2A-A方向上是6.35mm,在B-B方向上是3.2mm。面层和弹性薄膜基质层在一个冷辊和一个85Shore A硬度橡胶辊构成的夹持点上相互层压。弹性薄膜层是刚成形的,其粘性仍足以提供对该面层的必要附着程度。所形成的层压品在正交方向上或沿B-B线有弹性性能。该层压品的第一长度为8.5cm,全伸展第二长度为16cm,第三长度为9cm。
实例2
在实例2中,使用了与实例1中所使用的同一种纤维状非织造面层。实例2中的弹性基质层是一种定重为196g/m2的弹性体纤维状熔喷非织造织物。这种熔喷织物是从得克萨斯州休斯敦壳牌石油公司制造的KRATONG 2740制成的。该弹性熔喷织物在诸如图2中所示的A-A方向和B-B方向上都有弹性性能。为了使总体层压品在机器方向(A-A)上和正交方向(B-B)上都能伸展,该弹性熔喷织物在其附着于纤维状非织造面层之前在机器方向上拉伸。这两层的附着是通过使用7g/m2喷洒到两层中一层或另一层内表面上的喷雾粘合剂实现的。一旦这两层已经彼此结合,该层压品在机器方向和正交方向上便都有弹性性能。在正交方向(B-B)上,该层压品的第一长度为7.5cm,全伸展第二长度为15.5cm,回复的第三长度为7.9cm。在机器方向上(A-A)上,该层压品的第一长度为11cm,全伸展第二长度为15.8cm,第三长度为11.4cm。
实例3
在实例3中,纤维状非织造面层除定重外与实例1和2中使用的面层相同。在实例3中,该双组分纺粘织物的定重是97.6g/m2,相比之下,以前的定重是100g/m2。切口图案及其尺寸与以前实例中使用的相同。弹性基质层除定重外也与实例2中使用的相同。在实例3中,弹性体熔喷非织造织物的定重是74.7g/m2。在这个实例中,虽然该弹性非织造织物在A-A方向和B-B方向上都有弹性性能,但它在附着于纤维状非织造面层之前没有被预拉伸。同实例2一样,在这两层中的一层上以7g/m2的数量喷洒一种喷雾粘合剂,并将这两层彼此粘合层压在一起。弹性的非织造层压品在B-B方向上的第一长度为8.3cm,第二全伸展长度为20.4cm,回复第三长度为8.8cm。
实例4
在实例4中,形成了另一种正交方向可拉伸材料。非织造面层又是从与以前实例中相同的纺粘材料制成的。其定重为20.3g/m2,其切口图案与尺寸也与以前所述的相同。弹性基质层是与实例中所述相同的196g/m2弹性非织造熔喷织物。用加热和加压法使这两层彼此附着在一起。该面层与该弹性基质层的附着是在一台威斯康星州梅诺莫尼市Fred S.Carver公司制造的Caryer Model 2518实验室压机上以30磅/平方英寸(2.07×105牛顿/米2)的压力和49℃的温度进行的。这种弹性层压品在机器正交方向(B-B)上的第一松弛长度为9.6cm。全伸展第二长度为20.5cm,第三回复长度为10cm。
实例5
在实例5中,2个100g/m2透气粘结并列聚丙烯/聚乙烯2.0旦双组分面层层压到一个弹性熔喷基质层的任意一侧上。两个外层是与实例1中所述相同的材料,弹性熔喷基质层是与实例2中所述相同的材料和定重。在两个非织造面层附着期间,没有在机器方向上对该弹性基质层进行拉伸。替而代之的是,用7g/m2喷雾粘合剂以全面喷涂形式喷洒到该基质层的两侧,把这两个面层附着于该弹性基质层的任意一侧。第一面层和第二面层上的切口在彼此相同的方向上排列成行。该层压品在正交方向(B-B)上的第一松弛长度为14cm,第二全伸展长度为22.5cm,第三回复长度为14.5cm。
实例6
在实例6中,用一种84g/m2水缠结纸浆纤维/纺粘纤维复合材料,制作一种弹性纤维状非织造层压品。该复合材料包括14g/m2 3.0旦聚丙烯纤维和70g/m2木浆纤维的一种混合物。这样一种水缠结复合材料可以按照Everhart等人的美国专利No.5,284,703公开的方法制作,此专利全文列为本文参考文献。该面层含有图3中所示那样的连续切口。已发现,该复合材料中的木浆含量使得更容易做切口,而水缠结工艺也改善了布一样的外观。有切口的面层以粘合剂法附着于一种在A-A方向和B-B方向上都有弹性性能的118g/m2 KRATONG2740熔喷基质层上。表面层的细条在A-A方向上是连续的,在B-B方向上的宽度是3~5mm。所形成的层压品在B-B方向上伸展(见图4),其第一松弛长度为14.9cm,第二全伸展长度为27.0cm,第三回复长度为15.7cm。
实例7
在实例7中,用一种50g/m2透气粘结并列聚丙烯/聚乙烯2旦双组分纺粘面层,制作一种弹性纤维状非织造层压品。该面层含有多处切口,这些切口的长度大体上是10mm,但范围为8~15mm,呈类似于图5和6中所示那样的图案。A-A方向和B-B方向上任何两个毗邻切口的间隔范围是8~30mm。在这个有切口的面层上,用80g/m2喷雾粘合剂附着一种60g/m2 KRATONG 2755弹性薄膜,以改善其附着。该弹性薄膜在A-A方向和B-B方向都有弹性性能。结果,层压品在这两个方向上也都有弹性性能。在A-A方向上,样品的第一松弛长度为8.0cm,第二全伸展长度为14.0cm,第三回复长度为8.4cm。在B-B方向上,同一样品的第一、二和三长度分别为8.5cm、12.5cm和8.8cm。
实例8
在实例8中,用2个205g/m2(6盎司/平方码)透气粘结并列聚乙烯/聚丙烯2旦双组分纺粘面层,制作了一种有两个面层的弹性纤维状非织造层压品。这两个面层含有许多呈叠砖图案的10~15mm长切口。A-A方向和B-B方向上两个毗邻切口的间隔是5mm。在这两个有切口的面层之间,附着一种34g/m2熔喷弹性体非织造织物,是从DSM工程塑料公司的ArnitelEM 400共聚醚酯聚合物制成的。这样一种弹性体熔喷织物可以按照Boggs美国专利No.4,707,398和Morman等人美国专利No.4,741,941公开的方法制作,这两个专利均以其全文列为本文参考文献。这种熔喷弹性非织造基质层在A-A方向和B-B方向上都有弹性。每一个有切口的面层和弹性基质层都使用10g/m2喷雾粘合剂彼此粘结。层压品当拉伸时伸展到其原始长度的1.5倍,而当使拉伸力松弛时回复到其原始长度。
实例9
在实例9中,非织造面层与实例8中使用的面层相同。这种有切口的非织造面层附着于一个弹性层压基质层,其中包括与实例8相同的34g/m2熔喷弹性基质层,后者已事先层压于一种137g/m2(4.0盎司/平方码)缩幅聚丙烯纺粘非织造织物。这种层压基质层用10g/m2喷雾粘合剂粘合附着于这两个有切口的非织造面层中的每一层。这种实施方案的独特特征是该层压基质层的阻止伸展(streteh-to-stop)特征。更具体地说,该基质层只能伸展预定距离,这个距离决定于该层压基质层中纺粘部分的充分扩展。一旦这一层已充分伸展,该层压品就会停止伸展。结果,总体层压品可以特定地加以设计,使得能防止有切口的非织造面层过度伸展,而这种过度伸展还可能造成总体层压品的起球(tares)和/或脱层。这种总体层压品显示出弹性性能。
实例10
在实例10中,使用与实例9相同的双组分纺粘面层材料,将其夹持并用粘合剂粘结于两层基质层材料之间,制作一种有类似于实例9中那种阻止伸展功能的纤维状非织造层压品。这两层基质层材料都是从一种像以前对于实例8和9所描述那样的34g/m2熔喷弹性非织造织物制作的。这种弹性熔喷织物被层压到纽约州纽约市Mantex织造公司的850型径编针织织物上。这两个弹性熔喷/织造层压品基质层,利用喷涂在该双组分纺粘面层两个侧面上的10g/m2喷雾粘合剂,粘合附着于该有切口的双组分纺粘面层两侧,并使这两个层压品的弹性熔喷层面向有切口的双组分层。如同实例9一样,阻止伸展特征是通过赋予这两个基质层中的织造组分而赋予总体复合材料的。该层压品伸展时显示出弹性性能。
如同在上述所有实例中可以看到的,形成了一种弹性纤维状非织造层压品,使之在所有情况下在机器正交方向上都有弹性,而且如实例2和7中所示,也可以产生一种层压品,使之在机器方向和正交方向上都有弹性性能。结果,本发明可以用来产生可用于种类繁多的用途的弹性层压品,其中至少包括个人护理吸收剂产品,例如尿布、训练(无需尿布之婴幼儿便溺用)短裤、失禁患者服装、卫生巾、绷带等。
实例11
在实例11中,用一种51g/m2纺粘-熔喷-纺粘(SMS)面层,制作了一种按照本发明的弹性双层纤维状非织造层压品。SMS层压品的三层有相等的定重。熔喷非织造层是从聚丙烯制作的,而纺粘层中每一层都是从一种含有97%聚丙烯和3%聚乙烯的共聚物制作的。SMS材料是通过使该材料在行进方向上受到张力而进行牵颈的。随后,使该材料在120℃的温度热定形约20秒的时间。所形成的牵颈材料的定重为63g/m2。这种牵颈材料在宽度上缩小了40%,它在图11中所示的B-B方向上能扩张。该缩幅面层的一种样品在图11的B-B方向上的第一长度为25.4cm、全扩张第二长度为35.6cm、最终松弛长度为26.7cm。它在A-A方向上没有弹性性能。为了赋予该层压品在A-A机器方向上以弹性性能,在大体上垂直于机器方向的B-B方向上给该面层提供了许多切口。这些切口长9.5mm,任何两个排成一行的切口之间的距离,在图11的B-B方向是6.4mm,在A-A方向上是3.2mm。这个有切口的面层对于一种弹性基质的附着是通过使用10.7g/m2喷雾粘合剂喷洒于这两种材料中一种或另一种的内表面上进行的,产生有弹性的纤维状非织造层压品。实例11中的弹性基质层是一种非织造熔喷纤维网,其中含有一体化的弹性体纤维和聚丙烯纤维,组合定重为85g/m2。该熔喷纤维网的大约89%是从得克萨斯州休斯敦市壳牌化学公司制造的KRATONG2755弹性体挤压的,其余11%则是从特拉华州威尔明顿市美国Himont公司制造的Himont PF-015聚丙烯聚合物挤压的。该弹性基质在图11的A-A方向和B-B方向上都有弹性性能。一旦这两层已经彼此结合,所形成的纤维状非织造层压品在机器方向和正交方向上也都有弹性性能。在正交方向(B-B)上,该层压品的第一长度为25.4cm,全伸展第二长度为35.6cm,最终回复长度为25.4cm。在机器方向(A-A)上,该层压品的第一长度为16.5cm,全伸展第二长度为25.4cm,最终回复长度为17.1cm。
实例12
在实例12中,使用与实例11中所述面层相同切口构型的同种牵颈SMS面层。在这种牵颈面层的一面上,以各线间隔为大约1/2英寸(1.27cm)的重叠图案附着许多弹性线。第一批线顺A-A线的总体方向排列,第二批线沿B-B线布设。这些弹性线用一种喷雾粘合剂附着于该牵颈面层,而且是在处于无拉伸构型时附着于该面层的。
虽然已经如此详细地描述了本发明,但应当显而易见的是,本发明中还可以做出各种改变和变化,而不背离以下权利要求的精神和范围。
Claims (10)
1.一种弹性纤维状非织造层压品,其中包括一个弹性基质层和一个附着于所述弹性基质层以形成一种层压品的第一非织造面层,所述第一非织造面层界定了一批切口于其中,所述层压品在一个大体上垂直于至少一部分所述那批切口的方向的方向上有弹性性能。
2.权利要求1的弹性纤维状非织造层压品,其中所述层压品在一个大体上不垂直于至少一部分所述那批切口的所述方向的方向上也有弹性性能。
3.权利要求1的弹性纤维状非织造层压品,该层压品进一步包括一个附着于所述弹性基质层上与所述第一非织造面层相对的那个表面的第二非织造面层。
4.权利要求1的弹性纤维状非织造层压品,其中所述切口呈叠砖图案。
5.权利要求1的弹性纤维状非织造层压品,其中所述层压品构成个人护理吸收剂产品的至少一部分。
6.权利要求1的弹性纤维状非织造层压品,其中所述层压品呈医用大盖单形式。
7.权利要求1的弹性纤维状非织造层压品,其中所述层压品构成衣物的至少一部分。
8.权利要求1的弹性纤维状非织造层压品,其中界定了一批切口的第一非织造面层已被牵颈,因而在大体上平行于所述切口的方向上是可扩展的;以及其中的一个弹性基质层附着于所述第一非织造面层上,以形成所述的层压品。
9.权利要求8的弹性纤维状非织造层压品,该层压品进一步包括一个附着于所述弹性基质层上与所述第一非织造面层相对的那个表面的第二非织造面层,所述第二非织造面层已被牵颈,因而在大体上平行于所述切口的方向上是可扩展的。
10.权利要求8的弹性纤维状非织造层压品,其中所述弹性基质层包含大体上垂直于所述切口的第一批弹性线,和大体上平行于所述切口的第二批弹性线。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US31565794A | 1994-09-30 | 1994-09-30 | |
| US08/315,657 | 1994-09-30 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1166807A CN1166807A (zh) | 1997-12-03 |
| CN1076661C true CN1076661C (zh) | 2001-12-26 |
Family
ID=23225469
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN95196403A Expired - Fee Related CN1076661C (zh) | 1994-09-30 | 1995-08-11 | 切膜弹性纤维非织造层压品 |
Country Status (11)
| Country | Link |
|---|---|
| EP (1) | EP0783405B1 (zh) |
| KR (1) | KR100389079B1 (zh) |
| CN (1) | CN1076661C (zh) |
| AU (1) | AU3320395A (zh) |
| BR (1) | BR9509215A (zh) |
| CA (1) | CA2201172C (zh) |
| DE (1) | DE69523328T2 (zh) |
| ES (1) | ES2161906T3 (zh) |
| MX (1) | MX9702137A (zh) |
| TW (1) | TW294735B (zh) |
| WO (1) | WO1996010481A1 (zh) |
Families Citing this family (56)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5885908A (en) * | 1996-10-04 | 1999-03-23 | Minnesota Mining And Manufacturing Co. | Anisotropic elastic films |
| US6051094A (en) * | 1997-10-06 | 2000-04-18 | 3M Innovative Properties Company | Closure system for disposable absorbent article |
| AU1702899A (en) * | 1998-11-24 | 2000-06-13 | Nordson Corporation | Disposable diaper having elastic side panels |
| WO2000046023A2 (en) * | 1999-02-02 | 2000-08-10 | The Procter & Gamble Company | Elastic laminate and disposable article including spunbonded nonwoven of polypropylene/polyethylene copolymer |
| WO2000045763A1 (en) * | 1999-02-02 | 2000-08-10 | The Procter & Gamble Company | Elastic laminate including spunbonded nonwoven of polypropylene/polyethylene copolymer and disposable article using the same |
| DE60043355D1 (de) * | 1999-10-22 | 2009-12-31 | Procter & Gamble | Verbundvliesstoff der einen vliesstoff aus fasern aus ethylen-propylen-copolymer mit zufälliger verteilung benutzt |
| WO2001030563A1 (en) * | 1999-10-22 | 2001-05-03 | The Procter & Gamble Company | Elastic laminate employing nonwoven formed by bi-component fibers of ethylene-propylene random copolymer |
| JP4558924B2 (ja) * | 2000-11-17 | 2010-10-06 | Jx日鉱日石エネルギー株式会社 | 伸縮性複合シートおよびその製造方法 |
| US6780272B2 (en) | 2001-09-17 | 2004-08-24 | 3M Innovative Properties Company | Method for producing web for use in making shaped elastic ears disposable absorbent article diapers |
| US20030087059A1 (en) * | 2001-11-05 | 2003-05-08 | 3M Innovative Properties Company | Composite webs with discrete elastic polymeric regions |
| US6942894B2 (en) | 2001-11-05 | 2005-09-13 | 3M Innovative Properties Company | Methods for producing composite webs with reinforcing discrete polymeric regions |
| US7037457B2 (en) | 2001-11-05 | 2006-05-02 | 3M Innovative Properties Company | Systems and methods for composite webs with structured discrete polymeric regions |
| US7001475B2 (en) † | 2001-12-11 | 2006-02-21 | 3M Innovative Properties Company | Film structures and methods of making film structures |
| US6869494B2 (en) | 2001-12-19 | 2005-03-22 | Kimberly-Clark Worldwide, Inc. | Method for making a disposable garment having softer waist and leg cuffs |
| US6827806B2 (en) | 2001-12-19 | 2004-12-07 | Kimberly-Clark Worldwide, Inc. | Method for making an absorbent article with printed elastomers |
| US6884310B2 (en) | 2001-12-19 | 2005-04-26 | Kimberly-Clark Worldwide, Inc. | Method for making an absorbent article with elastic cuff areas and expandable substrates |
| US20030114825A1 (en) * | 2001-12-19 | 2003-06-19 | Morman Michael Tod | Method for making an absorbent article with elastic cuff areas and necked substrates |
| US6880211B2 (en) | 2002-06-13 | 2005-04-19 | 3M Innovative Properties Company | Macro closure device for disposable articles |
| US6715188B1 (en) | 2002-09-24 | 2004-04-06 | 3M Innovative Properties Company | Hinged tab for slot and tab closure systems |
| US7320948B2 (en) * | 2002-12-20 | 2008-01-22 | Kimberly-Clark Worldwide, Inc. | Extensible laminate having improved stretch properties and method for making same |
| US20040121690A1 (en) * | 2002-12-23 | 2004-06-24 | Mleziva Mark Michael | Elastomeric laminates having random copolymer facings |
| US7238314B2 (en) | 2003-03-13 | 2007-07-03 | 3M Innovative Properties Company | Polymer transfer apparatus, methods, and composite webs |
| JP4607864B2 (ja) | 2003-03-13 | 2011-01-05 | スリーエム イノベイティブ プロパティズ カンパニー | 複合体ウェブおよび封止システム |
| US20050245162A1 (en) | 2004-04-30 | 2005-11-03 | Kimberly-Clark Worldwide, Inc. | Multi-capable elastic laminate process |
| US7799162B2 (en) | 2004-05-10 | 2010-09-21 | 3M Innovative Properties Company | Composite webs with elastic composite structures |
| US20060003656A1 (en) * | 2004-06-30 | 2006-01-05 | Kimberly-Clark Worldwide, Inc. | Efficient necked bonded laminates and methods of making same |
| EP1669001A1 (en) | 2004-12-10 | 2006-06-14 | 3M Innovative Properties Company | Strip of male fastening means, patch cut therefrom, and fastening tape tab comprising such patch |
| DE102005048443A1 (de) * | 2005-10-07 | 2007-04-12 | Linotec Development Gmbh | Spinnvlies-Filmlaminat |
| FR2893036B1 (fr) * | 2005-11-08 | 2008-03-14 | Aplix Sa | Stratifie non tisse-elastomere-non tisse |
| BRPI0715909A2 (pt) | 2006-08-31 | 2013-08-06 | Avery Dennison Corp | laminado estirÁvel |
| US8080198B2 (en) | 2006-10-20 | 2011-12-20 | Avery Dennison Corporation | Elastic diaper component |
| US9138957B2 (en) | 2010-06-21 | 2015-09-22 | 3M Innovative Properties Company | Slit hook strips and laminates and articles containing the same |
| CN102115954B (zh) * | 2010-12-27 | 2013-05-15 | 杨丽娜 | 一种高阻隔无纺布复合材料及其制造方法和专用设备 |
| US9138031B2 (en) | 2011-02-16 | 2015-09-22 | 3M Innovative Properties Company | Method of making a mechanical fastening strip and reticulated mechanical fastening strip therefrom |
| TWI616195B (zh) | 2011-02-16 | 2018-03-01 | 3M新設資產公司 | 製造一機械式緊固件之方法、網狀機械式緊固件、及網狀機械式緊固層壓物 |
| WO2013172957A1 (en) | 2012-05-16 | 2013-11-21 | 3M Innovative Properties Company | Method of making a mechanical fastener using diverging disks |
| EP3284365B1 (en) | 2012-05-16 | 2020-01-01 | 3M Innovative Properties Co. | Method of making a mechanical fastener using a crowned surface |
| US9475205B2 (en) | 2012-05-18 | 2016-10-25 | 3M Innovative Properties Company | Method of making a mechanical fastener and apparatus including a roller with protrusions |
| US9861533B2 (en) | 2013-05-08 | 2018-01-09 | The Procter & Gamble Company | Apertured nonwoven materials and methods for forming the same |
| US9314962B2 (en) | 2013-05-10 | 2016-04-19 | 3M Innovative Properties Company | Method of separating strands on a stretching surface |
| BR112016009877B1 (pt) | 2013-10-30 | 2021-12-21 | 3M Innovative Properties Company | Laminado de fixação, artigo absorvente compreendendo o dito laminado e método para fabricação de um laminado de fixação |
| CN105828684B (zh) | 2013-12-18 | 2019-04-19 | 3M创新有限公司 | 清洁制品 |
| US20160129661A1 (en) | 2014-11-06 | 2016-05-12 | The Procter & Gamble Company | Patterned apertured webs and methods for making the same |
| US10271999B2 (en) | 2014-11-06 | 2019-04-30 | The Procter & Gamble Company | Crimped fiber spunbond nonwoven webs/laminate |
| WO2016073694A1 (en) | 2014-11-06 | 2016-05-12 | The Procter & Gamble Company | Absorbent article with color effects |
| RU2690151C1 (ru) * | 2015-11-18 | 2019-05-30 | Юничарм Корпорейшн | Изделие, пригодное для ношения |
| CN110088375B (zh) * | 2016-08-31 | 2020-06-16 | 尤妮佳股份有限公司 | 用于制造用于吸收性物品的片状构件的方法和装置 |
| WO2018152272A1 (en) | 2017-02-16 | 2018-08-23 | The Procter & Gamble Company | Absorbent articles with substrates having repeating patterns of apertures comprising a plurality of repeat units |
| CN107518983A (zh) * | 2017-09-27 | 2017-12-29 | 广东体达康医疗科技有限公司 | 一种医用敷料 |
| WO2019207529A1 (en) | 2018-04-25 | 2019-10-31 | 3M Innovative Properties Company | Method of making a laminate |
| EP3958809A1 (en) | 2019-04-24 | 2022-03-02 | The Procter & Gamble Company | Highly extensible nonwoven webs and absorbent articles having such webs |
| WO2022189913A1 (en) * | 2021-03-12 | 2022-09-15 | 3M Innovative Properties Company | Non-adhesive elastomeric articles |
| KR102315550B1 (ko) | 2021-07-29 | 2021-10-22 | 주식회사 호가 | 친환경적인 기능성 의류섬유용 폴리아미드 부직포 및 이의 제조 방법 |
| KR102315549B1 (ko) | 2021-07-29 | 2021-10-22 | 주식회사 호가 | 강도 및 내구성이 향상된 기능성 의류섬유용 폴리에스테르 부직포 및 이의 제조 방법 |
| EP4373450A1 (en) * | 2021-11-10 | 2024-05-29 | Fibertex Personal Care A/S | Elastic nonwoven sheet |
| WO2024148625A1 (en) * | 2023-01-13 | 2024-07-18 | Laird Technologies (Shanghai) Co., Ltd. | Stretchable electrically conductive fabrics and methods for improving stretchability of electrically conductive fabrics |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US436233A (en) * | 1890-09-09 | Means for actuating air brakes | ||
| US4731066A (en) * | 1984-03-30 | 1988-03-15 | Personal Products Company | Elastic disposable diaper |
| EP0312071A2 (en) * | 1987-10-13 | 1989-04-19 | Kimberly-Clark Corporation | Diaper article with elasticized waist panel |
| US5226992A (en) * | 1988-09-23 | 1993-07-13 | Kimberly-Clark Corporation | Process for forming a composite elastic necked-bonded material |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4036233A (en) * | 1976-07-02 | 1977-07-19 | Union Carbide Corporation | Flexible waist diaper |
| KR100393364B1 (ko) * | 1994-04-29 | 2004-02-18 | 킴벌리-클라크 월드와이드, 인크. | 슬릿탄성섬유부직라미네이트 |
-
1995
- 1995-08-11 KR KR1019970702085A patent/KR100389079B1/ko not_active IP Right Cessation
- 1995-08-11 CN CN95196403A patent/CN1076661C/zh not_active Expired - Fee Related
- 1995-08-11 DE DE69523328T patent/DE69523328T2/de not_active Expired - Lifetime
- 1995-08-11 WO PCT/US1995/010174 patent/WO1996010481A1/en active IP Right Grant
- 1995-08-11 BR BR9509215A patent/BR9509215A/pt not_active IP Right Cessation
- 1995-08-11 EP EP95929458A patent/EP0783405B1/en not_active Expired - Lifetime
- 1995-08-11 ES ES95929458T patent/ES2161906T3/es not_active Expired - Lifetime
- 1995-08-11 CA CA002201172A patent/CA2201172C/en not_active Expired - Fee Related
- 1995-08-11 AU AU33203/95A patent/AU3320395A/en not_active Abandoned
- 1995-08-11 MX MX9702137A patent/MX9702137A/es not_active IP Right Cessation
- 1995-09-13 TW TW084109564A patent/TW294735B/zh active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US436233A (en) * | 1890-09-09 | Means for actuating air brakes | ||
| US4731066A (en) * | 1984-03-30 | 1988-03-15 | Personal Products Company | Elastic disposable diaper |
| EP0312071A2 (en) * | 1987-10-13 | 1989-04-19 | Kimberly-Clark Corporation | Diaper article with elasticized waist panel |
| US5226992A (en) * | 1988-09-23 | 1993-07-13 | Kimberly-Clark Corporation | Process for forming a composite elastic necked-bonded material |
Also Published As
| Publication number | Publication date |
|---|---|
| MX9702137A (es) | 1998-04-30 |
| CN1166807A (zh) | 1997-12-03 |
| BR9509215A (pt) | 1998-07-21 |
| CA2201172C (en) | 2006-01-31 |
| AU3320395A (en) | 1996-04-26 |
| TW294735B (zh) | 1997-01-01 |
| CA2201172A1 (en) | 1996-03-31 |
| EP0783405B1 (en) | 2001-10-17 |
| WO1996010481A1 (en) | 1996-04-11 |
| DE69523328D1 (de) | 2001-11-22 |
| KR100389079B1 (ko) | 2004-04-21 |
| KR970706122A (ko) | 1997-11-03 |
| DE69523328T2 (de) | 2002-07-25 |
| EP0783405A1 (en) | 1997-07-16 |
| ES2161906T3 (es) | 2001-12-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1076661C (zh) | 切膜弹性纤维非织造层压品 | |
| US5804021A (en) | Slit elastic fibrous nonwoven laminates and process for forming | |
| KR100393863B1 (ko) | 니트형부직포복합재료 | |
| CA2157757C (en) | Composite elastic nonwoven fabric | |
| KR100236628B1 (ko) | 폴리올레핀 및 엘라스토머성 열가소성 물질의 블렌드를 함유하는 다성분 중합체 스트랜드로부터 제조된 부직포 | |
| KR100309231B1 (ko) | 부텐 중합체를 포함하는 다성분 중합체 스트랜드및그로제조한부직포및제품 | |
| US20070141303A1 (en) | Sheet materials with zoned machine direction extensibility and methods of making | |
| JPH0673651A (ja) | ポリオレフィンとアクリル酸エチレンアルキル共重合体との混合体を含む多成分重合体ストランド製の不織布 | |
| US8562774B2 (en) | Method of forming a nonwoven fabric and fastening system that include an auto-adhesive material | |
| JP3808094B2 (ja) | 複合弾性不織布およびその製造方法 | |
| WO1995003443A1 (en) | Composite elastic nonwoven fabric | |
| JP2002001855A (ja) | 高伸縮性不織布複合体およびその製造方法 | |
| MXPA96005065A (en) | Non-woven fibrous elastic laminates with abertu |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20011226 Termination date: 20140811 |
|
| EXPY | Termination of patent right or utility model |