CN106456826B - 包括带有结合的弹性体材料的多孔弹性体材料的制品及其制备方法 - Google Patents
包括带有结合的弹性体材料的多孔弹性体材料的制品及其制备方法 Download PDFInfo
- Publication number
- CN106456826B CN106456826B CN201580022685.2A CN201580022685A CN106456826B CN 106456826 B CN106456826 B CN 106456826B CN 201580022685 A CN201580022685 A CN 201580022685A CN 106456826 B CN106456826 B CN 106456826B
- Authority
- CN
- China
- Prior art keywords
- elastomeric material
- major surface
- porous
- article
- pores
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000013536 elastomeric material Substances 0.000 title claims abstract description 348
- 238000004519 manufacturing process Methods 0.000 title abstract description 5
- 239000011148 porous material Substances 0.000 claims abstract description 76
- 238000004891 communication Methods 0.000 claims abstract description 35
- 230000001413 cellular effect Effects 0.000 claims abstract description 31
- 239000012530 fluid Substances 0.000 claims abstract description 9
- 239000006260 foam Substances 0.000 claims description 53
- 229920002635 polyurethane Polymers 0.000 claims description 20
- 239000004814 polyurethane Substances 0.000 claims description 20
- 229920002451 polyvinyl alcohol Polymers 0.000 claims description 11
- 239000011248 coating agent Substances 0.000 claims description 10
- 238000000576 coating method Methods 0.000 claims description 10
- 239000004372 Polyvinyl alcohol Substances 0.000 claims description 4
- 230000007423 decrease Effects 0.000 claims description 4
- 238000000034 method Methods 0.000 description 46
- 239000000463 material Substances 0.000 description 26
- 229920000642 polymer Polymers 0.000 description 16
- 210000004027 cell Anatomy 0.000 description 13
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 12
- 239000012528 membrane Substances 0.000 description 9
- 206010052428 Wound Diseases 0.000 description 8
- 208000027418 Wounds and injury Diseases 0.000 description 8
- 230000000903 blocking effect Effects 0.000 description 8
- 239000000839 emulsion Substances 0.000 description 8
- 238000009581 negative-pressure wound therapy Methods 0.000 description 8
- 239000004816 latex Substances 0.000 description 6
- 229920000126 latex Polymers 0.000 description 6
- 229910052757 nitrogen Inorganic materials 0.000 description 6
- 239000002904 solvent Substances 0.000 description 6
- 230000008901 benefit Effects 0.000 description 5
- 238000005266 casting Methods 0.000 description 5
- 210000000416 exudates and transudate Anatomy 0.000 description 5
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 4
- 238000001878 scanning electron micrograph Methods 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- 230000008467 tissue growth Effects 0.000 description 4
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 3
- 229920005830 Polyurethane Foam Polymers 0.000 description 3
- 239000011324 bead Substances 0.000 description 3
- 229920001971 elastomer Polymers 0.000 description 3
- 239000001257 hydrogen Substances 0.000 description 3
- 229910052739 hydrogen Inorganic materials 0.000 description 3
- 230000000737 periodic effect Effects 0.000 description 3
- 239000011496 polyurethane foam Substances 0.000 description 3
- 238000005507 spraying Methods 0.000 description 3
- 230000003746 surface roughness Effects 0.000 description 3
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 2
- 206010061218 Inflammation Diseases 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- 229910052786 argon Inorganic materials 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 239000000806 elastomer Substances 0.000 description 2
- 238000001704 evaporation Methods 0.000 description 2
- 210000000497 foam cell Anatomy 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- 230000035876 healing Effects 0.000 description 2
- 230000004054 inflammatory process Effects 0.000 description 2
- 239000012948 isocyanate Substances 0.000 description 2
- 150000002513 isocyanates Chemical class 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 239000003960 organic solvent Substances 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 239000000047 product Substances 0.000 description 2
- 230000004044 response Effects 0.000 description 2
- 239000000523 sample Substances 0.000 description 2
- 238000004088 simulation Methods 0.000 description 2
- 229920001059 synthetic polymer Polymers 0.000 description 2
- 229920013683 Celanese Polymers 0.000 description 1
- 239000004908 Emulsion polymer Substances 0.000 description 1
- 229920002274 Nalgene Polymers 0.000 description 1
- 239000004721 Polyphenylene oxide Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 229920002396 Polyurea Polymers 0.000 description 1
- 206010039897 Sedation Diseases 0.000 description 1
- XSQUKJJJFZCRTK-UHFFFAOYSA-N Urea Chemical compound NC(N)=O XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 description 1
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 1
- 239000003570 air Substances 0.000 description 1
- 238000007605 air drying Methods 0.000 description 1
- 150000001336 alkenes Chemical class 0.000 description 1
- 230000000740 bleeding effect Effects 0.000 description 1
- 239000004202 carbamide Substances 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000012512 characterization method Methods 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- HGAZMNJKRQFZKS-UHFFFAOYSA-N chloroethene;ethenyl acetate Chemical compound ClC=C.CC(=O)OC=C HGAZMNJKRQFZKS-UHFFFAOYSA-N 0.000 description 1
- 239000013068 control sample Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 239000002978 dental impression material Substances 0.000 description 1
- 230000003292 diminished effect Effects 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 238000005538 encapsulation Methods 0.000 description 1
- 229920001038 ethylene copolymer Polymers 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 230000009477 glass transition Effects 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 230000007062 hydrolysis Effects 0.000 description 1
- 238000006460 hydrolysis reaction Methods 0.000 description 1
- 238000003384 imaging method Methods 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- IQPQWNKOIGAROB-UHFFFAOYSA-N isocyanate group Chemical group [N-]=C=O IQPQWNKOIGAROB-UHFFFAOYSA-N 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 230000005012 migration Effects 0.000 description 1
- 238000013508 migration Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 150000002989 phenols Chemical class 0.000 description 1
- 229920001084 poly(chloroprene) Polymers 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 229920000193 polymethacrylate Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- -1 polypropylene Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920002689 polyvinyl acetate Polymers 0.000 description 1
- 239000011118 polyvinyl acetate Substances 0.000 description 1
- 150000003138 primary alcohols Chemical class 0.000 description 1
- 150000003141 primary amines Chemical class 0.000 description 1
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 1
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 1
- 239000000376 reactant Substances 0.000 description 1
- 150000003333 secondary alcohols Chemical class 0.000 description 1
- 150000003335 secondary amines Chemical class 0.000 description 1
- 230000036280 sedation Effects 0.000 description 1
- 238000011146 sterile filtration Methods 0.000 description 1
- 230000001225 therapeutic effect Effects 0.000 description 1
- 230000000472 traumatic effect Effects 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 230000029663 wound healing Effects 0.000 description 1
Images











Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L15/00—Chemical aspects of, or use of materials for, bandages, dressings or absorbent pads
- A61L15/16—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons
- A61L15/22—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons containing macromolecular materials
- A61L15/26—Macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds; Derivatives thereof
-
- A61F13/05—
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L15/00—Chemical aspects of, or use of materials for, bandages, dressings or absorbent pads
- A61L15/16—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons
- A61L15/42—Use of materials characterised by their function or physical properties
- A61L15/425—Porous materials, e.g. foams or sponges
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M1/00—Suction or pumping devices for medical purposes; Devices for carrying-off, for treatment of, or for carrying-over, body-liquids; Drainage systems
- A61M1/90—Negative pressure wound therapy devices, i.e. devices for applying suction to a wound to promote healing, e.g. including a vacuum dressing
- A61M1/91—Suction aspects of the dressing
- A61M1/915—Constructional details of the pressure distribution manifold
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/36—After-treatment
- C08J9/365—Coating
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2205/00—Foams characterised by their properties
- C08J2205/04—Foams characterised by their properties characterised by the foam pores
- C08J2205/05—Open cells, i.e. more than 50% of the pores are open
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2300/00—Characterised by the use of unspecified polymers
- C08J2300/22—Thermoplastic resins
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2300/00—Characterised by the use of unspecified polymers
- C08J2300/26—Elastomers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2375/00—Characterised by the use of polyureas or polyurethanes; Derivatives of such polymers
- C08J2375/04—Polyurethanes
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2400/00—Characterised by the use of unspecified polymers
- C08J2400/22—Thermoplastic resins
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2400/00—Characterised by the use of unspecified polymers
- C08J2400/26—Elastomers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2429/00—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by an alcohol, ether, aldehydo, ketonic, acetal, or ketal radical; Hydrolysed polymers of esters of unsaturated alcohols with saturated carboxylic acids; Derivatives of such polymer
- C08J2429/02—Homopolymers or copolymers of unsaturated alcohols
- C08J2429/04—Polyvinyl alcohol; Partially hydrolysed homopolymers or copolymers of esters of unsaturated alcohols with saturated carboxylic acids
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2475/00—Characterised by the use of polyureas or polyurethanes; Derivatives of such polymers
- C08J2475/04—Polyurethanes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/249921—Web or sheet containing structurally defined element or component
- Y10T428/249953—Composite having voids in a component [e.g., porous, cellular, etc.]
- Y10T428/249955—Void-containing component partially impregnated with adjacent component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/249921—Web or sheet containing structurally defined element or component
- Y10T428/249953—Composite having voids in a component [e.g., porous, cellular, etc.]
- Y10T428/249955—Void-containing component partially impregnated with adjacent component
- Y10T428/249958—Void-containing component is synthetic resin or natural rubbers
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/249921—Web or sheet containing structurally defined element or component
- Y10T428/249953—Composite having voids in a component [e.g., porous, cellular, etc.]
- Y10T428/249987—With nonvoid component of specified composition
- Y10T428/249991—Synthetic resin or natural rubbers
Abstract
本发明提供了包括具有第一主表面的多孔弹性体材料和结合到所述多孔弹性体材料的第一主表面中的弹性体材料的制品。所述弹性体材料涂覆所述第一主表面,弹性体材料的第一部分设置在由多孔弹性体材料的第一主表面限定的多个孔内并且延伸到所述多个孔中至至少300微米(μm)的深度,其中所述弹性体材料的第一部分提供经由形成在弹性体材料中通过弹性体材料的孔的空隙延伸到多孔弹性体材料的厚度中的孔穴穿过多孔弹性体材料的流体连通。本发明也提供了制备制品的方法。
Description
技术领域
本发明提供了包括具有与多孔弹性体材料结合的弹性体材料的多孔弹性体材料的制品,并且提供了制备该制品的方法。
背景技术
已经在临床上证实负压创伤治疗(NPWT)增强了创伤愈合。治疗包括在创伤部位施加敷料层,用越过敷料延伸到创伤周围皮肤的薄型弹性体消毒盖布覆盖敷料并且在消毒盖布中形成联接真空源的孔穴或通孔。真空被施加至系统,其用来共形地抵靠组织压缩敷料并且移除创伤渗出物。已经利用了多种敷料材料,然而已经证实网状的开孔泡沫提供了有利的愈合反应。
将开口泡沫用于该治疗具有多个优点。第一,被压缩时泡沫均一地适形于组织并且敷料与创伤床之间的空隙被最小化。第二,开孔结构提供了用于遍及整个创伤床的渗出物移除的连续路径。第三,真空均匀地分布在孔中,最小化了作为距真空口距离的函数的压降。最后,在治疗真空度(~150mm Hg)下通常用于NPWT的泡沫压缩约50%。这种体积上的改变降低了创伤的总体尺寸。
开孔泡沫的一个显著的缺点为新组织进入到开孔泡沫的孔中“向内生长”。随着处理继续进行,新形成的组织延伸到孔中,最终围绕并且包封新组织内部的泡沫的一部分。一旦嵌入,泡沫的移除就变得成问题。它对患者是创伤性的,常常需要镇静以缓解疼痛。如果泡沫比组织强劲,那么在移除期间它拉开新组织导致损伤和出血。如果新组织比泡沫强劲,那么泡沫的截面断开并且保留嵌入组织中,导致炎症和发炎。为减轻向内生长,已经利用了放置在泡沫与组织之间的接触层,其包括纱布、非织造织物、打孔的膜和微结构化的膜,然而使用这些方法很多情况下观察到减弱的愈合反应。
因此,仍然需要保留泡沫的有益效果同时也最小化或阻止组织向内生长的制品。
发明内容
本发明提供了包括带有结合的弹性体材料的多孔弹性体材料的制品。在第一方面,提供了一种制品。更具体地,提供了包括具有第一主表面的多孔弹性体材料和结合到多孔弹性体材料的第一主表面中的弹性体材料的制品。弹性体材料涂覆第一主表面,弹性体材料的第一部分设置在由多孔弹性体材料的第一主表面限定的多个孔内并且延伸到多个孔中至至少300微米(μm)的深度,其中弹性体材料的第一部分提供穿过弹性体材料和形成在其中并且通过孔的空隙延伸到多孔弹性体材料的厚度中的孔穴穿过多孔弹性体材料的流体连通。
在第二方面,提供了制备制品的方法。该方法包括提供具有第一主表面的多孔弹性体材料、提供弹性体材料、使弹性体材料与多孔弹性体材料的第一主表面接触,以及向弹性体材料施加力从而涂覆第一主表面并且将弹性体材料的第一部分抽吸到由多孔弹性体材料的第一主表面限定的多个孔中并且延伸到多个孔中至至少300μm的深度。弹性体材料的第一部分提供穿过通过孔的空隙延伸到多孔弹性体材料的厚度中的弹性体材料到多孔弹性体材料中的连通。
例如在负压创伤治疗中使用制品最小化了组织向内生长,这是因为随着组织生长,延伸到多个孔中的弹性体材料在物理上阻断多孔弹性体材料被新组织生长包封。此外,创伤敷料材料也经由穿过弹性体材料的宏观孔支持渗出物移除。
附图说明
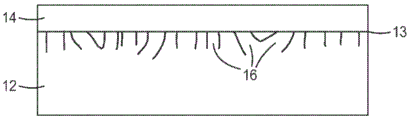
图1为包括结合到多孔弹性体材料的第一主表面中的弹性体材料的制品的示例性横截面示意图。
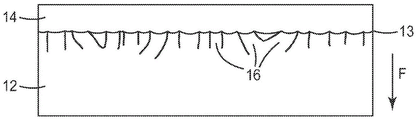
图2为包括结合到多孔弹性体材料的第一主表面中的弹性体材料的制品的另一示例性横截面示意图。
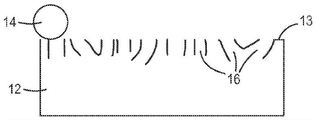
图3为包括结合到多孔弹性体材料的第一主表面中的弹性体材料的示例性制品的顶视图示意图。
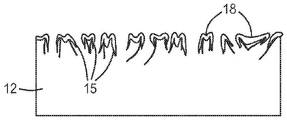
图4为包括结合到多孔弹性体材料的第一主表面中的弹性体材料的示例性制品的扫描电镜(SEM)图像。
图5A为通过使弹性体材料与多孔弹性体材料的第一主表面接触制备示例性制品的横截面示意图。
图5B为通过向图5A所示的弹性体材料施加力制备示例性制品的横截面示意图。
图5C为通过继续向图5B所示的弹性体材料施加力制备示例性制品的横截面示意图。
图5D为通过继续向图5C所示的弹性体材料施加力制备的示例性制品的横截面示意图。
图6A为通过使弹性体材料与多孔弹性体材料的第一主表面接触制备示例性制品的横截面示意图。
图6B为通过向图6A所示的弹性体材料施加力制备示例性制品的横截面示意图。
图6C为通过继续向图6B所示的弹性体材料施加力制备示例性制品的横截面示意图。
图6D为通过继续向图6C所示的弹性体材料施加力制备示例性制品的横截面示意图。
图6E为通过继续向图6D所示的弹性体材料施加力制备的示例性制品的横截面示意图。
图7A为示例性制品的横截面的SEM图像。
图7B为图7A的示例性制品的顶部的SEM图像。
图8为印模材料的横截面和模拟向内生长示例的示例性制品的SEM图像。
图9为示例性制品的顶部的SEM图像。
虽然可不按比例绘制的以上附图列出了本公开的各种实施方案,但还可想到其它的实施方案,如在具体实施方式中所指出的。
具体实施方式
提供了包括具有与多孔弹性体材料结合的弹性体材料的多孔弹性体材料的制品以及制备制品的方法。更具体地,制品具有包括第一主表面的多孔弹性体材料和结合到多孔弹性体材料的第一主表面中的弹性体材料。
通过端点表述的任何数值范围旨在包括范围的端点、范围内的所有数字以及所陈述的范围内的任何较窄的范围(例如1至5包括1、1.5、2、2.75、3、3.8、4和5)。除非另外说明,否则说明书和实施方案中所使用的所有表达数量或成分、特性量度等的数字在所有情况下均应理解为由术语“约”修饰。因此,除非有相反的说明,否则上述说明书和所附实施方案列表中列出的数值参数可根据本领域技术人员利用本公开的教导寻求获得的期望的特性而变化。在最低程度上并且不试图将等同原则的应用限制到受权利要求书保护的实施方案的范围的条件下,至少应根据所记录数值的有效数位和通过应用常规的四舍五入法来解释每个数值参数。
对于以下给出定义的术语的术语表,除非在权利要求书或说明书中的别处提供不同的定义,否则这些定义应应用于整个申请。
术语表
在整个说明书和权利要求书中所使用的某些术语虽然大部分为人们所熟知,但可仍然需要一些解释。应当理解,如本文所用:
术语“一个(种)”和“该”与“至少一个(种)”可互换使用,以意指一个(种)或多个(种)所描述的要素。
术语“和/或”意指任一者或两者。例如,表达“A和/或B”意指A、B,或A与B的组合。
术语“聚合物材料”是指由至少一种聚合物构成的物质。
术语“弹性体”是指当移除变形力时能够恢复其初始形状的任何材料。
术语“胶乳”是指合成聚合物的水乳液。
术语“多孔的”是指包含空隙的任何材料。
术语“泡沫”是指开孔聚合物材料。
术语“连通”是指多于一个位置之间的通路。例如,材料可从第一区域横贯到第二区域即与第一区域连通。
在第一方面,提供了一种制品。更具体地,提供了一种制品,其包括:包括第一主表面的多孔弹性体材料;以及结合到多孔弹性体材料的第一主表面中的弹性体材料,弹性体材料涂覆第一主表面,弹性体材料的第一部分设置在由多孔弹性体材料的第一主表面限定的多个孔内并且延伸到多个孔中至至少300微米(μm)的深度,其中弹性体材料的第一部分提供穿过通过孔的空隙延伸到多孔弹性体材料厚度中的弹性体材料到多孔弹性体材料中的连通。
参考图1,提供了一个此类制品的示例性横截面示意图。制品10包括具有第一主表面13的多孔弹性体材料12和结合到多孔弹性体材料12的第一主表面13中的弹性体材料14。弹性体材料14涂覆第一主表面13,其中弹性体材料的第一部分15设置在由多孔弹性体材料12的第一主表面13限定的多个孔16内并且延伸到多个孔16中至至少300μm的深度。弹性体材料的第一部分15提供穿过通过孔16的空隙延伸到多孔弹性体材料12的厚度中的弹性体材料14到多孔弹性体材料12中的连通。通常,弹性体材料的第一部分15包括随着到多孔弹性体材料中的深度增加而减小的壁厚17。一般由于弹性体材料14被拉伸到孔16中以形成弹性体材料的第一部分15而发生减小的壁厚17。术语“弹性体材料的第一部分”共同地指设置在由多孔弹性体材料的第一主表面限定的孔内并且延伸到多个孔中从而提供通过孔的空隙到多孔弹性体材料中的连通的弹性体材料的多个单独部分。
在某些实施方案中,制品的厚度为至少5毫米(mm)、至少10mm、至少15mm、至少20mm、至少25mm或甚至至少30mm,并且厚度为至多50mm、或至多45mm、或至多40mm、或至多35mm。在一个实施方案中,制品的厚度为5mm至50mm。
根据制品的用途,选择设置在多个孔内的弹性体材料延伸到的合适的深度。在某些实施方案中,弹性体材料的第一部分延伸到多孔弹性体材料的多个孔中至至少300μm、至少400μm、至少500μm或甚至至少600μm的深度。在某些实施方案中,弹性体材料的第一部分延伸到多孔弹性体材料的多个孔中至至多500μm、至多600μm、至多800μm、1000μm、至多1100μm或甚至至多1200μm的深度。优选地,设置在多个孔内的弹性体材料的第一部分延伸至介于300μm和1000μm之间的深度。
设置在多个孔16内的弹性体材料的第一部分15阻断在平行于第一主表面13的方向P上穿过多孔弹性体材料12的连通。有利地,孔在平行于第一主表面的方向上的阻断阻止在NPWT期间组织生长包封多孔弹性体材料,从而最小化了不期望的组织向内生长。在某些实施方案中,在到多孔弹性体材料中介于50μm和1000μm深度之间,在平行于第一主表面的方向上穿过多孔弹性体材料的连通被阻断。为了在NPWT期间有效的使用,孔通道彼此隔开,由此使得不存在两个相邻孔接合和/或在相邻通道之间不存在管路。因此,通过阻断穿过多孔弹性体材料的连通诸如阻断在大致平行于第一主表面的方向上穿过多孔弹性体材料的连通,阻止组织生长包封多孔弹性体材料。
多孔弹性体材料的表面粗糙度将决定在平行于第一主表面的方向上连通被阻断的初始深度,因为不平的被涂覆的表面不能够有效地阻断在第一主表面位置处的连通。例如,如果多孔弹性体材料在第一主表面处的表面粗糙度为100μm,那么连通可在到多孔弹性体材料的厚度中约100微米处开始被弹性体材料的第一部分被阻断。如果制品在使用期间被压缩由此使得表面粗糙度被缩小;然而,那么连通可在多孔弹性体材料的第一表面处开始被阻断。可根据制品的预期用途选择连通被阻断的最大深度。在一方面,相对于制品在NPWT中的使用期间预期的组织生长的量来选择深度。举例来说,如果示例性制品将用于NPWT达五天的时间并且创伤组织能够生长约100μm每天,那么连通被阻断的合适的深度将大于500μm以阻止组织包封任何多孔弹性体材料。
参考图2,在许多实施方案中制品10还包括设置在由多孔弹性体材料12的第一主表面13限定的多个孔16内并且延伸到多个孔中至小于300μm的平均深度的弹性体材料的第二部分18。术语“弹性体材料的第二部分”共同地指设置在由多孔弹性体材料的第一主表面限定的多个孔内、延伸到多个孔中的弹性体材料的多个单独部分,其阻断在正交于第一主表面的方向上到多孔弹性体材料中的连通。弹性体材料的第二部分18阻断在正交于第一主表面13的方向N上到多孔弹性体材料12中的连通。通常当在多孔弹性体材料中孔的位置处向弹性体材料施加不足以在弹性体材料中形成孔穴的力时形成弹性体材料的第二部分18。由弹性体材料的第二部分涂覆的经涂覆的第一主表面的量(即,表面积)通常为第一主表面的介于10%和80%之间,诸如介于15%和55%之间。当用于NPWT时,制品优选具有对于负压的均匀地施加和对于有效的渗出物移除敞开的足够的由第一主表面限定的孔,诸如在第一主表面处至少20%、至少30%、至少40%、至少50%、或至少60%的孔为敞开的。
参考图3,提供了制品10的顶视图示意图,其示出多孔弹性体材料12的第一主表面13,多孔弹性体12的第一主表面13包括延伸到多个孔16中的弹性体材料的第一部分15和阻断在正交于第一主表面13的方向N上到多孔弹性体材料12的连通的弹性体材料的第二部分18。图3还示出了弹性体材料的第一部分的和弹性体材料的第二部分的截面在多孔弹性体材料的第一主表面上彼此之间交替。优选地,多孔弹性体材料的整个第一主表面由弹性体材料的第一部分与第二部分的组合涂覆。然而,在某些方面,小于100%的第一主表面由弹性体材料涂覆,诸如至少50%、至少60%、至少70%、至少80%、至少90%或甚至至少95%的多孔弹性体材料的第一主表面由弹性体材料的第一部分与第二部分的组合涂覆。
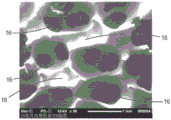
类似于图3,图4为包括结合到多孔弹性体材料的第一主表面中的弹性体材料的示例性制品的扫描电镜(SEM)图像。图4示出了包括延伸到多个孔16中的弹性体的第一部分15和阻断到多孔弹性体材料中的孔的弹性体材料的第二部分18两者的多孔弹性体材料的第一主表面。
通常,多孔弹性体材料的平均孔尺寸为400μm至700μm,诸如平均孔尺寸为400μm至600μm。结合到多孔弹性体材料的第一主表面中的弹性体材料的存在降低了制品的有效孔尺寸。在许多实施方案中,弹性体材料的第一部分的平均孔尺寸为300μm至700μm或350μm至600μm。
在某些实施方案中,多孔弹性体材料包含泡沫诸如海绵(天然的或合成的)、衬垫或绝缘物。合适的泡沫包括例如但不限于包含聚烯烃、聚氨酯、聚(甲基)丙烯酸酯或氯丁橡胶的聚合物泡沫。合成泡沫特别适合用于多孔弹性体材料,因为泡沫为可吸收液体的柔性的柔顺材料。相比于天然泡沫,诸如纤维素海绵,合成泡沫通常为较低亲水性的并且具有低的将液体保持在结构内的能力。因此,虽然流体易于被吸收在材料中,但流体也易于从较低亲水性泡沫中被冲出,这在通过多孔弹性体材料抽吸出渗出物中将是有用的。在许多实施方案中,多孔弹性体材料包含开孔泡沫。一种合适的泡沫为可以商品名称佳洁士泡沫工业有限公司(新泽西州穆纳奇)(Crest Foam Industries,Inc.(Moonachie,NJ))商购获得的聚氨酯开孔泡沫。
在某些实施例中,弹性体材料包含胶乳。采用合成聚合物的水乳液的优点为可使用诸如喷涂、浇注、浸渍等方法将其便利地施加至多孔弹性体材料的第一主表面,如熟练的从业者已知的。在另选的实施方案中,弹性体材料包括被加热超过其玻璃化转变温度然后使用真空抽吸到泡沫中的膜。弹性体材料通常包含聚氨酯、聚(乙烯醇)或聚氨酯共聚物。
如本文所用,术语“聚氨酯”应用于由在本文中被称为“异氰酸酯”的包含至少两个异氰酸酯基团(-N=C=O)的化合物与包含至少两个含活性氢的基团的化合物的反应产物制成的聚合物。含活性氢的基团的示例包括伯醇、仲醇、酚和水。其它含活性氢的基团包括伯胺和仲胺,其与异氰酸酯反应生成脲键,从而制备聚脲。多种异氰酸酯封端材料和适当的共反应物是众所周知的,并且其中许多可商购获得(参见例如Gunter Oertel,“Polyurethane Handbook”,Hanser Publishers,Munich(1985)(Gunter Oertel,“聚氨酯手册”,翰思出版社,慕尼黑,1985年))。一种合适的聚氨酯可以商品名称ESTANE 58309从俄亥俄州克利夫兰的路博润先进材料有限公司(Lubrizol Advanced Materials,Inc.(Cleveland,OH))商购获得。聚氨酯共聚物包含与不同聚合物共聚合的聚氨酯。也可使用弹性体烯烃,例如以商品名Vistamaxx(埃克森美孚公司(Exon Mobile))出售的丙烯类弹性体(PBE)。
如本文所使用,术语“聚(乙烯醇)”是指聚(乙烯醇)、其衍生物、以及聚(乙烯醇)和其衍生物的混合物。PVA或其衍生物的水解度为50%至100%、或70%至100%、或85%至100%。例如,PVA可包含至多50%的聚醋酸乙烯酯。一种合适的聚(乙烯醇)可以商品名V.A.C WhiteFoam从德克萨斯州圣安东尼奥的KCI国际公司(KCI International(SanAntonio,TX))商购获得。
在第二方面提供了方法。更具体地,该方法包括提供包括第一主表面的多孔弹性体材料;提供弹性体材料;使弹性体材料与多孔弹性体材料的第一主表面接触;以及向弹性体材料施加力从而涂覆第一主表面并且将弹性体材料的第一主表面抽吸到由多孔弹性体材料的第一主表面限定的多个孔中并且延伸到多个孔中至至少300μm的深度。弹性体材料的第一部分提供穿过通过孔的空隙延伸到多孔弹性体材料的厚度中的弹性体材料到多孔弹性体材料中的连通。
该方法包括提供具有第一主表面的多孔弹性体材料以及提供弹性体材料。参考图5A,在实施方案中该方法还包括使弹性体材料14与多孔弹性体材料12的第一主表面13接触。转向图5B至图5D,该方法也包括向弹性体材料14施加力F从而涂覆第一主表面13并且将弹性体材料的第一部分15抽吸到由多孔弹性材料的第一主表面13限定的多个孔16中并且延伸到多个孔中至至少300μm的深度。参考图5D,弹性体材料的第一部分15提供穿过通过多孔弹性体材料的孔16的空隙延伸到多孔弹性体材料12的厚度中的弹性体材料的穿过多孔弹性体材料12的流体连通。图5D还示出了阻断在多孔弹性体材料12的厚度方向上(例如,正交于多孔弹性体材料的第一主表面)到多孔弹性体材料12中的连通的弹性体材料的第二部分18。
参考图6A,在实施方案中该方法包括使弹性体材料14与多孔弹性体材料12的第一主表面13接触,诸如弹性体材料14的厚的被拉长的小珠。转向图6B至图6D,该方法也包括在基本上平行于多孔弹性体材料的第一主表面13的方向上以及在基本上正交于多孔弹性材料的第一主表面13的方向上向弹性体材料14施加力F,从而涂覆第一主表面13并且将弹性体材料的第一部分15抽吸到由多孔弹性材料的第一主表面13限定的多个孔16中并且延伸到多个孔中至至少300μm的深度。在此类实施方案中,随着力F被施加,举例来说使用气刀,弹性体材料14的涂覆跨第一主表面13的区域前进。参考图6B,力F使得弹性体材料14覆盖第一主表面的整个区域的一部分,并且开始向下冲击到孔16中。参考图6C至图6D,力F继续使得弹性体材料14跨第一主表面前进。此外,弹性体材料的第一部分15提供穿过通过多孔弹性体材料的孔16的空隙延伸到多孔弹性体材料的厚度中的弹性体材料的穿过多孔弹性体材料12的流体连通。图6E还示出了阻断在多孔弹性体材料12的厚度方向上(例如,正交于多孔弹性体材料的第一主表面)到多孔弹性体材料12中的连通的弹性体材料的第二部分18。
施加至弹性体材料的力没有特别的限制。在某些实施方案中力为正压力并且弹性体材料位于多孔弹性体材料与正压力源之间。可通过气体流,例如但不限于空气流、氮气流、氩气流或它们的组合提供力。在某些实施方案中,力为真空并且多孔弹性体材料位于弹性体材料与真空源之间。另选地,力为重力或离心力。优选地,力被均匀地施加在整个弹性体材料上以最大化实现第一部分的形成以及弹性体材料的第一部分延伸到多孔弹性体材料中的一致深度。
如以上所述,弹性体材料任选地被提供为膜或胶乳。在一方面,提供弹性体材料的步骤包括提供厚度为至少5μm、至少7μm、至少9μm、至少11μm、至少13μm或甚至至少15μm并且厚度为至多20μm、至多18μm、至多16μm、至多14μm、至多12μm或甚至至多10μm的膜。因此,膜厚度通常在介于5μm和20μm之间。在某些实施方案中,提供弹性体材料的步骤包括提供熔化的膜,并且接触弹性体材料包括将熔化的膜浇注在多孔弹性体材料的第一主表面上。提供熔化的膜的优点为与未被加热的膜相比将需要较小的力来将弹性体材料抽吸到多孔弹性体材料的孔中。
另选地,提供弹性体材料的步骤可包括提供包含溶剂和分散在溶剂中的弹性体材料的水溶性乳液或者提供包含溶解在有机溶剂中的弹性体材料的溶液。使弹性体材料与水溶性乳液或溶液接触没有特别的限制,并且通常包括将水溶性乳液或溶液浇注、涂覆或喷涂在多孔弹性体材料的第一主表面上。当采用乳液或溶液时,该方法一般还包括在使弹性体材料与多孔弹性体材料的第一主表面接触之后蒸发溶剂的至少一部分。
制品是通过如以上关于第一方面详细所述的方法来制备的。
描述了为制品或制备制品的方法的各种项目。
实施方案1为包括具有第一主表面的多孔弹性体材料和结合到多孔弹性体材料的第一主表面中的弹性体材料的制品。弹性体材料涂覆第一主表面,并且弹性体材料的第一部分设置在由多孔弹性体材料的第一主表面限定的多个孔内并且延伸到多个孔中至至少300微米(μm)的深度。弹性体材料的第一部分提供经由形成在弹性体材料中通过多孔弹性体材料的孔的空隙延伸到多孔弹性体材料的厚度中的孔穴穿过多孔弹性体材料的流体连通。
实施方案2为根据实施方案1所述的制品,其中设置在多个孔内的弹性体材料的第一部分延伸至介于300μm和1000μm之间的深度。
实施方案3为根据实施方案1或实施方案2所述的制品,其中弹性体材料的第一部分包括随着到多孔弹性体材料中的深度增加而减小的壁厚。
实施方案4为根据实施方案1至3中任一项所述的制品,其中设置在多个孔内的弹性体材料的第一部分阻断在平行于第一主表面的方向上穿过多孔弹性体材料的连通。
实施方案5为根据实施方案4所述的制品,其中在到多孔弹性体材料中介于50μm和1000μm的深度之间,在平行于第一主表面的方向上穿过多孔弹性体材料的连通被阻断。
实施方案6为根据实施方案1至5中任一项所述的制品,所述制品还包括设置在由多孔弹性体材料的第一主表面限定的多个孔内并且延伸到多个孔中至小于300μm的平均深度的弹性体材料的第二部分,其中弹性体材料的第二部分阻断在正交于第一主表面的方向上到多孔弹性体材料中的连通。
实施方案7为根据实施方案6所述的制品,其中介于10%和70%之间的第一主表面由弹性体材料的第二部分涂覆。
实施方案8为根据实施方案6或实施方案7所述的制品,其中介于15%和55%之间的第一主表面由弹性体材料的第二部分涂覆。
实施方案9为根据实施方案1至8中任一项所述的制品,其中多孔弹性体材料的平均孔尺寸为400μm至700μm。
实施方案10为根据实施方案1至9中任一项所述的制品,其中多孔弹性体材料的平均孔尺寸为400μm至600μm。
实施方案11为根据实施方案1至10中任一项所述的制品,其中弹性体材料的第一部分的平均孔尺寸为300μm至700μm。
实施方案12为根据实施方案1至11中任一项所述的制品,其中弹性体材料的第一部分的平均孔尺寸为350μm至600μm。
实施方案13为根据实施方案1至12中任一项所述的制品,其中多孔弹性体材料包含开孔泡沫。
实施方案14为根据实施方案1至13中任一项所述的制品,其中多孔弹性体材料包含聚氨酯。
实施方案15为根据实施方案1至14中任一项所述的制品,其中弹性体材料包含胶乳。
实施方案16为根据实施方案1至15中任一项所述的制品,其中弹性体材料包含聚氨酯、聚(乙烯醇)或聚氨酯共聚物。
实施方案17为根据实施方案1至16中任一项所述的制品,其中制品的厚度为5毫米(mm)至50mm。
实施方案18为制备制品的方法,所述方法包括提供包括第一主表面的多孔弹性体材料、提供弹性体材料、使弹性体材料与多孔弹性体材料的第一主表面接触以及向弹性体材料施加力从而涂覆第一主表面并且将弹性体材料的第一主表面抽吸到由多孔弹性体材料的第一主表面限定的多个孔中并且延伸到多个孔中至至少300μm的深度。弹性体材料的第一部分提供经由形成在弹性体材料中通过弹性体材料的孔的空隙延伸到多孔弹性体材料的厚度中的孔穴穿过多孔弹性体材料的流体连通。
实施方案19为根据实施方案18所述的方法,其中力为正压力并且弹性体材料位于多孔弹性体材料与正压力源之间。
实施方案20为根据实施方案18或实施方案19所述的方法,其中通过气体流提供力。
实施方案21为根据实施方案18至20中任一项所述的方法,其中通过空气流、氮气流、氩气流或它们的组合提供力。
实施方案22为根据实施方案18所述的方法,其中力为负压力并且多孔弹性体材料位于弹性体材料与负压力源之间。
实施方案23为根据实施方案18所述的方法,其中力为重力。
实施方案24为根据实施方案18至23中任一项所述的方法,其中提供弹性体材料包括提供厚度在介于5μm和20μm之间的膜。
实施方案25为根据实施方案18至24中任一项所述的方法,其中提供弹性体材料包括提供熔化的膜,并且接触弹性体材料包括将熔化的膜浇注在多孔弹性体材料的第一主表面上。
实施方案26为根据实施方案18至23中任一项所述的方法,其中提供弹性体材料包括提供包含溶剂和分散在溶剂中的弹性体材料的水溶性乳液或者提供包含溶解在有机溶剂中的弹性体材料的溶液。
实施方案27为根据实施方案26所述的方法,其中接触弹性体材料包括将水溶性乳液或溶液浇注、涂覆或喷涂在多孔弹性体材料的第一主表面上。
实施方案28为根据实施方案26或实施方案27所述的方法,所述方法还包括在使弹性体材料与多孔弹性体材料的第一主表面接触之后蒸发溶剂的至少一部分。
实施方案29为根据实施方案18至28中任一项所述的方法,其中弹性体材料的第一部分设置在多个孔内至介于300μm和1000μm之间的深度。
实施方案30为根据实施方案18至29中任一项所述的方法,其中弹性体材料的第一部分包括随着到多孔弹性体材料中的深度增加而减小的壁厚。
实施方案31为根据实施方案18至30中任一项所述的方法,其中设置在多个孔内的弹性体材料的第一部分阻断在平行于第一主表面的方向上穿过多孔弹性体材料的连通。
实施方案32为根据实施方案31所述的方法,其中在到多孔弹性体材料中介于50μm和1000μm的深度之间,在平行于第一主表面的方向上穿过多孔弹性体材料的连通被阻断。
实施方案33为根据实施方案18至32中任一项所述的方法,其中向弹性体材料施加力还包括将弹性体材料的第二部分抽吸到由多孔弹性体材料的第一主表面限定的多个孔中并且延伸到多个孔中至至多300μm的深度,其中弹性体材料的第二部分阻断在正交于第一主表面的方向上到多孔弹性体材料中的连通。
实施方案34为根据实施方案33所述的方法,其中介于10%和70%之间的第一主表面由弹性体材料的第二部分涂覆。
实施方案35为根据实施方案33或实施方案34所述的方法,其中介于15%和55%之间的第一主表面由弹性体材料的第二部分涂覆。
实施方案36为根据实施方案18至35中任一项所述的方法,其中多孔弹性体材料的平均孔尺寸为400μm至700μm。
实施方案37为根据实施方案18至36中任一项所述的方法,其中多孔弹性体材料的平均孔尺寸为400μm至600μm。
实施方案38为根据实施方案18至37中任一项所述的方法,其中弹性体材料的第一部分的平均孔尺寸为300μm至700μm。
实施方案39为根据实施方案18至38中任一项所述的方法,其中弹性体材料的第一部分的平均孔尺寸为350μm至600μm。
实施方案40为根据实施方案18至39中任一项所述的方法,其中多孔弹性体材料包含开孔泡沫。
实施方案41为根据实施方案18至40中任一项所述的方法,其中多孔弹性体材料包含聚氨酯。
实施方案42为根据实施方案18至41中任一项所述的方法,其中弹性体材料包含胶乳。
实施方案43为根据实施方案18至42中任一项所述的方法,其中弹性体材料包含聚氨酯、聚(乙烯醇)或聚氨酯共聚物。
实施方案44为根据实施方案18至43中任一项所述的方法,其中弹性体材料包含聚氨酯。
实施方案45为根据实施方案18至44中任一项所述的方法,其中制品的厚度为5毫米(mm)至50mm。
实施方案46为根据实施方案18至21或实施方案26至45中任一项所述的方法,其中平行于多孔弹性体材料的第一主表面施加力。
实施方案47为根据实施方案18至45中任一项所述的方法,其中正交于多孔弹性体材料的第一主表面施加力。
实施例
还通过下面的实施例示出了本发明的目的和优点,但在这些实施例中列举的具体材料及其量以及其它条件和细节不应被理解为是对本发明的不当限制。这些实施例仅为了进行示意性的说明,并非旨在限制所附权利要求的范围。
材料
除非另有说明,否则实施例以及本说明书其余部分中的所有份数、百分数、比例等均按重量计。除非另有说明,否则所有化学品均得自或可购自诸如密苏里州圣路易斯的西格玛奥德里奇化学公司(Sigma-Aldrich Chemical Company,St.Louis.MO)的化学品供应商。
多孔聚合物层的形成
将过滤杯从50毫升的无菌过滤装置(耐洁(Nalgene))中取出。使用冲头从2.5厘米(1英寸)厚的开孔聚氨酯泡沫(新泽西州穆纳奇的佳洁士泡沫工业有限公司(Crest FoamIndustries,Inc.,Moonachie,NJ),产品代码BC45MXA00)片材中切下直径为2.54cm(1英寸)的圆形节段,开孔聚氨酯泡沫的每英寸直线孔的平均数量(PPI)为45,这相当于每直线厘米114个孔,并且密度为20.8Kg/立方米至25.6Kg/立方米(1.3lbs/立方英尺至1.6lbs/立方英尺)。用剃刀刀片将圆柱形泡沫块切片以生产约1.3cm(0.5英寸)高的两个块。节段被插入在过滤装置的顶部中并且连接至小的隔膜真空泵(GAST P104)。在7.6cm×10.2cm×7.6cm的铝箔盘的底部上切出2.54cm(1英寸)的孔穴。将盘倒转并且放置在表面温度为325℃的实验室热板上。将厚度为0.53毫米(15密耳)的7.6cm×7.6cm的氨基甲酸酯聚合物片材(ESTANE58309)放置在倒转的铝盘上达约15秒,在该时间下横跨孔穴的氨基甲酸酯开始熔化并且下垂。此时打开真空泵(-600mm Hg)并且使泡沫开始与聚合物接触,从而快速地将熔化的聚合物抽吸到泡沫的孔中。
表征
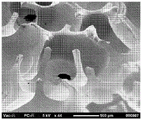
在真空形成之后使用扫描电镜(SEM)表征泡沫层。在成像之前将金溅射到样品上(丹顿真空公司(Denton Vacuum),90秒)。通过使用剃刀刀片在Z轴上将样品切片,从泡沫侧朝向弹性体膜侧切割来获得横截面。图7A示出了包括多孔弹性体材料12和结合到多孔弹性体材料的第一主表面中的弹性体材料14的SEM。观察到聚合物层厚约1.5mm,其中在聚合物层中薄的被拉长的壁从带有周期性开口的最外侧撑条向下延伸。在SEM上指示了弹性体材料的第一部分15和弹性体材料的第二部分18各自的一个区域。当从正上方观察时(图7B),观察到在真空源近侧的聚合物中约50%的泡沫孔16具有对应的开口,其中其它孔由完整的聚合物层(例如,弹性体材料的第二部分18)桥联。
在真空下皮肤替代品的变形和向内生长的模拟
使用下面的过程同时评估皮肤替代品材料的变形和向内生长的模拟。使用弓锯去除100ml塑料烧杯的底部2.54cm。在插入螺纹内鲁尔(Leur)锁适配器的一侧中形成孔穴,使用两个橡胶O形环以确保与塑料的真空紧密的密封。将DERMASOL DS-300皮肤替代品(加利福尼亚医疗创新公司(California Medical Innovations))的35mm直径乘10mm高的节段放置在容器中。将25mm直径乘10mm高的泡沫(KCI公司(LCI)的Black Granufoam)样品放置在DERMASOL的顶部表面上。然后将200微升的移液管尖端(艾本德公司(Eppendorf))插入在泡沫与DERMASOL之间,距泡沫的边缘约1cm。从3M TEGADERM Transparent Film Roll 16004(明尼苏达州圣保罗的3M公司(3M Company,St.Paul,MN))中取出TEGADERM膜的10.2cm×10.2cm的节段,盖在堆叠之上,仔细缠绕移液管尖端以确保真空密封。在使尖端完全充满牙科印模材料并且使用电工胶带固定之后,将来自ImprintTM3VPS印模材料(黄色,培养基组,购自明尼苏达州圣保罗的3M ESPE(3M ESPE,St.Paul,MN))的尖端放置在移液管尖端的内部。将连接至真空泵的软管插入鲁尔锁中。泵被设定至-125mm Hg并且排空系统,从而将泡沫抵靠DERMASOL压缩。在系统处于真空下时,在泡沫/DERMASOL界面处缓慢地引入印模材料。在添加之后,允许将印模材料设定达5分钟,此时关闭真空并且移除TEGADERM。将泡沫/固化的印模材料从DERMASOL中移除。如上所述对于从未经处理的泡沫和包含弹性多孔膜层的泡沫产生的样品,将材料切片并且成像。SEM横截面示出了材料溢过DERMASOL界面并且穿过弹性体层中的孔迁移到泡沫中。横截面图像指示,印模材料平行于第一主表面迁移被阻断。仅为对照样品的泡沫示出了泡沫嵌入印模材料中。特别地,图8为示出了包括结合到多孔弹性体材料12的第一表面中的弹性体材料14的制品的横截面的SEM,并且弹性体材料的第二部分18阻断印模材料22接触多孔弹性体材料12。
胶乳实施例
将每英寸直线孔的平均数量(PPI)为45(相当于每直线厘米114个孔)并且密度为20.8Kg/立方米至25.6Kg/立方米(1.3lbs/立方英尺至1.6lbs/立方英尺)的网状聚醚聚氨酯泡沫(新泽西州穆纳奇的佳洁士泡沫工业有限公司(Crest Foam Industries,Inc.,Moonachie,NJ),产品代码BC45MXA00)切成5cm×5cm×1cm的尺寸。由两个6cm×6cm的225微米厚的聚丙烯片材,使用1cm宽150微米厚的双涂层胶带(9425HT,3M公司(3M Company))沿着两个边缘粘附在一起来制造气刀。在气刀的一个端部上的间隙经由圆到平适配器附连到0.635cm(1/4英寸)的TYGON管材并且使用电工胶带密封。管材附连到增压氮气源。使用移液管将约0.5毫升的TufCORTM1214聚乙烯醇稳定的乙烯基乙酸酯/乙烯共聚物(德克萨斯州达拉斯的塞拉尼斯乳化聚合物公司(Celanese Emulsion Polymers,Dallas,TX))以一条直线分配到距边缘约1cm的泡沫的顶部表面上,从而产生约3cm长和0.5cm宽的溶液小珠。将氮气源调节为约每分钟30升的体积流量。然后使气刀与平行于溶液小珠的泡沫表面接触。然后以约每秒0.5cm的速度使刀穿过聚合物溶液在泡沫的表面上侧向移动以使聚合物溶液侧向地在表面上铺展。在涂覆期间,来自气刀的氮气流使得聚合物溶液渗透在泡沫顶部表面的下方并且在涂覆中也产生周期性开口(孔)。在涂覆步骤之后,允许经由在室温下空气干燥24小时进行膜形成。使用如上所述的SEM表征所得的经涂覆的层,其顶视图示于图9。聚合物层渗透到泡沫中约0.8mm,其中在带有由氮气流产生的周期性开口的泡沫中薄的被拉长的壁从最外侧撑条向下延伸。观察到在弹性体聚合物层中约20%的原始泡沫孔具有对应的开口。
虽然本说明书详细描述了某些示例性实施方案,但应当理解,本领域的技术人员在理解上述内容后,可容易地想到这些实施方案的改变、变型和等同物。此外,本文引用的所有出版物和专利均以引用的方式全文并入本文中,如同被特别地和单独地指出的各个单独的出版物或专利都以引用方式并入一般。已描述了各种示例性实施方案。这些实施方案以及其它实施方案在以下权利要求书的范围内。
Claims (10)
1.一种制品,所述制品包含:
包括第一主表面的多孔弹性体材料;以及
结合到所述多孔弹性体材料的所述第一主表面中的弹性体材料,所述弹性体材料涂覆所述第一主表面,所述弹性体材料的第一部分设置在由所述多孔弹性体材料的所述第一主表面限定的多个孔内并且延伸到所述多个孔中至至少300微米(μm)的深度,其中所述弹性体材料的所述第一部分提供经由形成在所述弹性体材料中并且通过所述多孔弹性体材料的所述孔的空隙延伸到所述多孔弹性体材料的厚度中的孔穴穿过所述多孔弹性体材料的流体连通,并且
所述制品还包括设置在由所述多孔弹性体材料的所述第一主表面限定的多个孔内并且延伸到所述多个孔中至小于300μm的平均深度的所述弹性体材料的第二部分,其中所述弹性体材料的所述第二部分阻断在正交于所述第一主表面的方向上到所述多孔弹性体材料中的连通,以及
其中设置在所述多个孔内的所述弹性体材料的所述第一部分阻断在平行于所述第一主表面的方向上穿过所述多孔弹性体材料的连通。
2.根据权利要求1所述的制品,其中设置在所述多个孔内的所述弹性体材料的所述第一部分延伸至介于300μm和1000μm之间的深度。
3.根据权利要求1所述的制品,其中所述弹性体材料的所述第一部分包括随着到所述多孔弹性体材料中的所述深度增加而减小的壁厚。
4.根据权利要求1所述的制品,其中在到所述多孔弹性体材料中介于50μm和1000μm的深度之间,在平行于所述第一主表面的方向上穿过所述多孔弹性体材料的连通被阻断。
5.根据权利要求1所述的制品,其中所述第一主表面上介于10%和70%之间的涂层由所述弹性体材料的所述第二部分涂覆。
6.根据权利要求1所述的制品,其中所述多孔弹性体材料的平均孔尺寸为400μm至700μm。
7.根据权利要求1所述的制品,其中所述弹性体材料的所述第一部分的平均孔尺寸为300μm至700μm。
8.根据权利要求1所述的制品,其中所述多孔弹性体材料包含开孔泡沫。
9.根据权利要求1所述的制品,其中所述多孔弹性体材料包含聚氨酯。
10.根据权利要求1所述的制品,其中所述弹性体材料包含聚氨酯、聚乙烯醇或聚氨酯共聚物。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201461994465P | 2014-05-16 | 2014-05-16 | |
| US61/994,465 | 2014-05-16 | ||
| PCT/US2015/029345 WO2015175270A1 (en) | 2014-05-16 | 2015-05-06 | Articles including a porous elastomeric material with an integrated elastomeric material and methods of making same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN106456826A CN106456826A (zh) | 2017-02-22 |
| CN106456826B true CN106456826B (zh) | 2020-11-27 |
Family
ID=53200310
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201580022685.2A Active CN106456826B (zh) | 2014-05-16 | 2015-05-06 | 包括带有结合的弹性体材料的多孔弹性体材料的制品及其制备方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10975220B2 (zh) |
| EP (1) | EP3142616B1 (zh) |
| JP (1) | JP6670827B2 (zh) |
| CN (1) | CN106456826B (zh) |
| WO (1) | WO2015175270A1 (zh) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103889476B (zh) | 2011-06-07 | 2017-04-26 | 史密夫及内修公开有限公司 | 伤口接触部件和方法 |
| US11752039B2 (en) * | 2018-08-28 | 2023-09-12 | Systagenix Wound Management, Limited | Dressings for reduced tissue ingrowth |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7402339B2 (en) * | 2003-08-06 | 2008-07-22 | The Procter & Gamble Company | Coated water-swellable material comprising hydrogel-forming polymeric core and polymeric coating agent |
| CN103189026A (zh) * | 2010-08-19 | 2013-07-03 | 保罗·哈特曼公司 | 聚氨酯泡沫作为负压疗法中伤口敷料的用途 |
| CN103386143A (zh) * | 2013-07-02 | 2013-11-13 | 浙江三创生物科技有限公司 | 壳碘复合生物医用膜及其制备方法 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2955056A (en) * | 1959-02-27 | 1960-10-04 | Du Pont | Polyurethane foams coated with a polyurethane elastomer |
| GB1519795A (en) * | 1975-11-06 | 1978-08-02 | Dunlop Ltd | Foams |
| DE2856080C2 (de) | 1978-12-23 | 1984-01-12 | Metzeler Schaum Gmbh, 8940 Memmingen | Verfahren zum Überziehen von porösen Schaumstoffkörpern mit einer Schicht aus Polyurethan |
| DE3622906A1 (de) | 1986-07-08 | 1988-01-28 | Helmut W Diedrichs | Schaumstoffkoerper und verfahren und vorrichtung zu seiner herstellung |
| HU217883B (hu) | 1994-12-23 | 2000-04-28 | Depron B.V. | Eljárás és berendezés nyitottcellás műanyag habfóliák sík zárt felületének perforálására |
| US20010018306A1 (en) | 1999-03-22 | 2001-08-30 | Jones Damon Lee | Vacuum formed coated fibrous mat and laminate structures made therefrom |
| US20070014837A1 (en) | 1999-04-02 | 2007-01-18 | Kci Licensing, Inc. | System and method for use of agent in combination with subatmospheric pressure tissue treatment |
| US6695823B1 (en) | 1999-04-09 | 2004-02-24 | Kci Licensing, Inc. | Wound therapy device |
| US7700819B2 (en) | 2001-02-16 | 2010-04-20 | Kci Licensing, Inc. | Biocompatible wound dressing |
| US7105069B2 (en) | 2001-11-26 | 2006-09-12 | Collins & Aikman Products Co. | Sound absorbing/sound blocking automotive trim products |
| US6821366B2 (en) | 2001-11-26 | 2004-11-23 | Collins & Aikman Products Co. | Porous carpeting for vehicles and methods of producing same |
| US7097723B2 (en) | 2001-11-26 | 2006-08-29 | Collins & Aikman Products Co. | Lightweight acoustic automotive carpet |
| US7294593B2 (en) * | 2002-11-21 | 2007-11-13 | Kimberly-Clark Worldwide, Inc. | Absorbent article material with elastomeric borders |
| US20070265408A1 (en) * | 2006-05-11 | 2007-11-15 | Yulex Corporation | Non-synthetic low-protein rubber latex product and method of testing |
| CN105235355A (zh) | 2007-04-03 | 2016-01-13 | 陶氏环球技术有限责任公司 | 用于地毯背衬应用的(真空辅助的)热膜层合 |
| US8460258B2 (en) | 2008-01-08 | 2013-06-11 | Southeastern Medical Technologies, Llc | Methods and apparatuses for the treatment of wounds with pressures altered from atmospheric |
| JP2010023504A (ja) * | 2008-06-19 | 2010-02-04 | Yamakatsu Labo:Kk | クッション性シート及びその製法 |
| ES2390080T3 (es) * | 2008-12-15 | 2012-11-06 | Trelleborg Industrial Products Uk Ltd | Cuerpo elastomérico con recubrimiento elástico retardante del fuego |
| FR2942655B1 (fr) * | 2009-02-27 | 2013-04-12 | Danfoss Commercial Compressors | Compresseur frigorifique a pistons |
| WO2010114633A1 (en) * | 2009-04-03 | 2010-10-07 | Biomerix Corporation | At least partially resorbable reticulated elastomeric matrix elements and methods of making same |
| US8469936B2 (en) | 2009-07-15 | 2013-06-25 | Kci Licensing, Inc. | Reduced-pressure dressings, systems, and methods employing desolidifying barrier layers |
| US8632512B2 (en) | 2010-04-09 | 2014-01-21 | Kci Licensing, Inc. | Apparatuses, methods, and compositions for the treatment and prophylaxis of chronic wounds |
| US8613733B2 (en) | 2010-12-15 | 2013-12-24 | Kci Licensing, Inc. | Foam dressing with integral porous film |
| EP2701558A4 (en) * | 2011-04-27 | 2015-04-15 | Edizone Llc | PADDING ELEMENTS WITH ELASTOMER MATERIAL AND METHOD OF MANUFACTURING THEREOF |
-
2015
- 2015-05-06 US US15/309,596 patent/US10975220B2/en active Active
- 2015-05-06 EP EP15724138.1A patent/EP3142616B1/en active Active
- 2015-05-06 JP JP2017512638A patent/JP6670827B2/ja active Active
- 2015-05-06 CN CN201580022685.2A patent/CN106456826B/zh active Active
- 2015-05-06 WO PCT/US2015/029345 patent/WO2015175270A1/en active Application Filing
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7402339B2 (en) * | 2003-08-06 | 2008-07-22 | The Procter & Gamble Company | Coated water-swellable material comprising hydrogel-forming polymeric core and polymeric coating agent |
| CN103189026A (zh) * | 2010-08-19 | 2013-07-03 | 保罗·哈特曼公司 | 聚氨酯泡沫作为负压疗法中伤口敷料的用途 |
| CN103386143A (zh) * | 2013-07-02 | 2013-11-13 | 浙江三创生物科技有限公司 | 壳碘复合生物医用膜及其制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017515642A (ja) | 2017-06-15 |
| EP3142616B1 (en) | 2020-01-01 |
| US20170182202A1 (en) | 2017-06-29 |
| EP3142616A1 (en) | 2017-03-22 |
| CN106456826A (zh) | 2017-02-22 |
| US10975220B2 (en) | 2021-04-13 |
| JP6670827B2 (ja) | 2020-03-25 |
| WO2015175270A1 (en) | 2015-11-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7023075B2 (ja) | 切り替え可能ドレープを用いるシーリングシステムおよび方法 | |
| EP3661448B1 (en) | Systems for wound debridement | |
| EP3936163B1 (en) | A controlled release iodine structure for use with wound care | |
| CA2940730C (en) | Hybrid drape having a gel-coated perforated mesh | |
| EP2231088B1 (en) | Reinforced adhesive backing sheet | |
| CN106456848B (zh) | 与负压和流体滴注一起使用的清创敷件 | |
| CN104053420B (zh) | 用于定向肉芽形成的泡沫结构伤口插入物 | |
| CN110944688A (zh) | 组织接触接口 | |
| KR20200016934A (ko) | 음압 치료를 이용한 육아 개선 및 침연 감소용 복합 드레싱재 | |
| US20110125110A1 (en) | Material for use as a wound packing element, particularly in negative pressure wound therapy | |
| CN102791232A (zh) | 上皮形成方法、敷料以及系统 | |
| CN106456826B (zh) | 包括带有结合的弹性体材料的多孔弹性体材料的制品及其制备方法 | |
| EP4027961B1 (en) | Superabsorbent dressing with felted foam layers | |
| JP7348901B2 (ja) | 濃い浸出液及び滴下のための剥がして貼るドレッシング | |
| WO2021070049A1 (en) | Low-profile superabsorbent dressing | |
| TW201136625A (en) | Epithelialization methods, dressings, and systems |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| TR01 | Transfer of patent right |
Effective date of registration: 20240417 Address after: American Minnesota Patentee after: Shuwanuo Intellectual Property Co. Country or region after: U.S.A. Address before: American Minnesota Patentee before: 3M INNOVATIVE PROPERTIES Co. Country or region before: U.S.A. |