CN105982345B - 用于将烟草加工业的杆状的产品围绕垂直于该产品的纵轴线定向的横轴线转向的装置 - Google Patents
用于将烟草加工业的杆状的产品围绕垂直于该产品的纵轴线定向的横轴线转向的装置 Download PDFInfo
- Publication number
- CN105982345B CN105982345B CN201610148656.7A CN201610148656A CN105982345B CN 105982345 B CN105982345 B CN 105982345B CN 201610148656 A CN201610148656 A CN 201610148656A CN 105982345 B CN105982345 B CN 105982345B
- Authority
- CN
- China
- Prior art keywords
- compressed air
- drum
- steering
- rotation
- control
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/35—Adaptations of conveying apparatus for transporting cigarettes from making machine to packaging machine
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/32—Separating, ordering, counting or examining cigarettes; Regulating the feeding of tobacco according to rod or cigarette condition
- A24C5/33—Catching or ordering devices
- A24C5/336—Turning means
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/32—Separating, ordering, counting or examining cigarettes; Regulating the feeding of tobacco according to rod or cigarette condition
- A24C5/322—Transporting cigarettes during manufacturing
- A24C5/327—Construction details of the cigarette transport drum
Landscapes
- Specific Conveyance Elements (AREA)
- Winding Of Webs (AREA)
- Manufacturing Of Cigar And Cigarette Tobacco (AREA)
- Feeding Of Articles To Conveyors (AREA)
Abstract
本发明涉及用于将烟草加工业的杆状的产品围绕垂直于其纵轴线定向的横轴线转向的装置,该装置具有围绕第一转动轴线能够转动地驱动的转向卷筒以及至少一个关于第一转动轴线径向外部布置在转向卷筒处的转向件,该转向件具有至少一个通过至少一个第一压缩空气线路能够使用真空和/或压缩空气加载的槽并且围绕垂直于第一转向轴线定向的第二转动轴线相对于转向卷筒能够转动地驱动,其中,设置中央的压缩空气或真空供应装置,并且在转向卷筒处设置至少一个第二压缩空气线路,其中,相对于转向卷筒固定的第一控制件,并且在转向卷筒处设置相对于转向件固定的第二控制件。
Description
技术领域
本发明涉及一种用于将烟草加工业的杆状的产品围绕垂直于该产品的纵轴线定向的横轴线转向的装置。
背景技术
在带有高的生产能力的烟草加工业的现代的制造机器中,将产品输送到能够利用低压加载的槽中,该槽布置在以能转动的方式驱动的卷筒的围面上。对此,在所述卷筒中设置了带有中央的输入线路和各种控制件的繁琐的真空空气系统,通过所述输入线路和控制件,所述槽依据卷筒的转角部位要么能够利用真空加载以用于保持产品,要么能够利用小的过压加载以用于传递产品或者说导出产品或者用于清洁。为了继续提高生产能力,使用双倍长度的使用长度制造所述产品且然后借助切割机构将产品切为两个单一长度的产品。只要产品具有过滤器,则制造带有双倍长度的布置在两个烟杆之间中部的过滤器的所述双倍使用长度的产品,并且紧接着在中部切穿所述双倍长度的过滤器,从而形成了带有彼此靠置的过滤器的单一长度的两个单个的产品。
由于这样的事实,即所述产品接下来必须用统一定向的过滤器继续处理,则一侧的产品必须以180度围绕垂直于纵轴线走向的横轴线转动或者说转向。此外,所述产品必须在包装前横轴向地在条带中输送,所述条带的宽度对应产品的长度,对此必须延伸未转动的产品的行列,从而在产品之间相应地设置自由的槽,然后另外的行列的各一个转向的产品容纳到该槽中。
为了转向所述产品,使用所谓的锥转向器,对该锥转向器而言,对置的产品的轨道或者说行列先是在伸展卷筒上张开,以便然后紧接着将所述产品传递至锥形的锥转向卷筒上,然后在该锥转向卷筒上,所述产品说明了锥形的轨道,以便然后能够相对于嘴件或者说过滤器相同指向地再次传递到卷筒处。
对这样的锥转向器而言不利的是,槽在锥转向器中为了保险的生产过程必须相对于产品的杆长而缩短地设计,由此对在接管点或者说传递点中的产品的过程可靠的接管和传递而言能够使用锥转向卷筒的某种转角。所述接管由此有意识地以某种尺度“不清洁地”设计,从而能够对产品作用不利的横向力。这些横向力能够然后导致基于头部掉落的烟草纤维的提高的损失,该损失按照客户的规定应被减少到最小可能的尺度上,这是因为所掉落的烟草纤维在总体中在大的生产能力时导致不能够接受的烟草损失并且污染机器。此外,只要所述产品不是已经干净地排列在条带中,则额外地必须设置推移卷筒,借助该推移卷筒,所述产品在转向之后向着所述条带共同推移。总体上,用于转向所述产品的带有锥转向器和必要时设置的推移卷筒的结构组件还需求比较大的结构空间。
从EP 1 050 222 B1中已知转向卷筒的另一种类型,该转向卷筒在该转向卷筒的径向外侧处具有至少一个转向区段,该转向区段就其本身而言在转向卷筒的环形运动期间实施围绕垂直于转向卷筒的旋转轴线走向的径向轴线的转动运动。在转向区段上设置了带有相应彼此平行定向的槽的两个平行的槽行列,其中两个槽行列的槽如此布置,使得一个槽行列的槽以半个分段偏置于相应另一个槽行列的槽布置。然后,带有一定向的过滤器的产品在第一步骤中在卷筒的接管点中由在转向卷筒的转向区段的槽行列的槽在第一平面中接管,而带有相应另外定向的过滤器的产品由另外的接管卷筒的槽在第二平面中接管。所述平面相应地通过与转向卷筒的接管卷筒的转动轴线垂直的通过产品中部的剖面撑开。在此,产品的接管通过另外的接管卷筒通过选择转速和分段如此地设计,即仅在接管卷筒的每个第二槽中容纳了产品。紧接着,转向卷筒的转向区段在接管产品之后与保持在所述槽中的产品在继续的环形运动期间围绕径向轴线以180度转动,直至保持在槽中的产品在第二平面中与保持在另外的接管卷筒中的产品相同指向的过滤器靠置。接下来,保持在槽中的产品在传递点中被置入在保持在另外的接管卷筒处的产品之间的空闲的槽中,至带有相同指向的过滤器的横轴向地传送的产品的轨道处,其中产品立即排列至带有对应于产品的长度的宽度的条带。
这样的转向卷筒具有的优点是,产品首先在转向区段上围绕横轴线转动或者说转向并且在纯的横轴向的运动中在转向卷筒的传递点或者说接管点中接管和传递,从而产品的接管和传递能够显著地更加准确地和“更加干净地”实现。尤其,产品的接管和传递能够以显著更小的作用到产品上的横向力实现,从而在此产生的烟草纤维的损失和由此引起的机器的脏污能够显著地减少。这一点归因于:在转向区段上的槽能够以这样的长度实施,该长度对应几乎产品的杆长,从而在接管和传递期间好得多地固定所述产品。此外,转向卷筒要求比至今所需的锥转向器包括必要情况下设置的滑动天窗在内显著更小的结构空间。
因为产品正如上文描述的那样在生产过程期间容纳在能够使用低压加载的转向区段的槽中、紧接着在环形运动期间保持在转向卷筒处并且最后在传递点中再次传递,则在槽中设置了第一压缩空气线路,通过该压缩空气线路,要么以真空加载要么以压缩空气加载在转向卷筒的或者说转向区段的转角的特定的区段中的槽。
发明内容
本发明的任务在于,提供一种装置,该装置用于将烟草加工业的杆状的产品围绕垂直于产品的纵轴线定向的横轴线进行转向,所述装置带有转向卷筒和至少一个在转向卷筒处能够转动的转向件,所述装置带有尽可能简单构造的和过程可靠的压缩空气或者说真空系统,该压缩空气或者说真空系统用于利用压缩空气且利用真空加载导引在所述槽中的第一压缩空气线路。
为了解决所述任务根据本发明建议了一种用于将烟草加工业的杆状的产品围绕垂直于该产品的纵轴线定向的横轴线转向的装置,该装置具有围绕第一转动轴线能够转动地驱动的转向卷筒,以及至少一个关于第一转动轴线在径向外部布置在转向卷筒处的转向件,该转向件具有至少一个通过至少一个第一压缩空气线路能够使用真空和/或压缩空气加载的槽,并且围绕垂直于第一转向轴线定向的第二转动轴线以能够相对于转向卷筒转动的方式能够驱动所述转向件,其中设置中央的压缩空气和/或真空供应装置,并且 在转向卷筒处设置至少一个第二压缩空气线路,其中相对于转向卷筒固定的第一控制件,并且在转向卷筒处设置相对于转向件固定的第二控制件,并且第二压缩空气线路在转向卷筒中被第一控制件依据转向卷筒的转角控制地与中央的压缩空气和/或真空供应装置在流体技术方面连接,并且第一压缩空气线路在转向件的槽中被第二控制件依据转向件相对于转向卷筒的转角控制地在流体技术方面与在转向卷筒中的若干第二压缩空气线路相连。从附图和从属的说明中可见其它的优选的改进设计。
按照本发明的基本想法,为了解决该任务建议的是,第一控制件通过关于第一转动轴线同心布置的控制环和/或第二控制件通过关于第二转动轴线同心布置的控制环形成。这种解决方案的优点在于,转向卷筒的或者说转向件的转动运动由此能够尤其简单地用于控制第一和第二压缩空气线路的压缩空气和/或真空供应装置。尤其,在此,控制件的控制轮廓能够通过一个或多个关于转向卷筒的相应的转动轴线或转向件的转动轴线同心地定向的控制曲线构造。
此外建议的是,在转向卷筒中设置了多个第二压缩空气线路,所述第二压缩空气线路分为第二压缩空气线路的第一分组和第二压缩空气线路的第二分组,其中所述产品通过经过第二压缩空气线路的第一分组使用真空加载第一压缩空气线路而能够由外部的传递卷筒接管,并且通过经过第二压缩空气线路的第二分组使用压缩空气加载第一压缩空气线路而能够传递至外部的接管卷筒。通过设置多个第二压缩空气线路以及将第二压缩空气线路在转向卷筒中总合为两个不同的分组,则压缩空气供应装置就此而言能够被简化,这是因为第一压缩空气线路的压缩空气和真空供应装置在所述槽中由此能够为了接管产品并且为了传递产品而彼此分离。这一点因此尤其有利,因为转向件为了实现转向过程必须至少以180度相对于转向卷筒转动,这在尽可能大的生产能力的意义中针对性地通过转向件的连续的相同指向的转动运动实现。为了使得在所述槽中的第一压缩空气线路中的压缩空气或者说真空在这种运动过程期间能够受到控制,则在转向卷筒中设置了由第二压缩空气线路形成的复杂的结构,该结构通过将第二压缩空气线路总和为用于实现接管运动和传递运动的两个不同的分组而能够被显著地简化。
在此,第二压缩空气线路的结构和第一压缩空气线路的压缩空气供应装置的控制能够尤其通过以下方式简化,即办法是:所述槽的第一压缩空气线路被第二控制件依据转向件相对于转向卷筒的转角控制地,要么与第一分组的第二压缩空气线路要么与第二分组的第二压缩空气线路能够在流体技术方面相连。据此,第二控制件具有控制轮廓,通过该控制轮廓,在槽中的第一压缩空气线路和第二压缩空气线路的两个不同的分组之间的流动连接有意识地建立或分离。
在此,能够优选地设置两个第一控制件,通过所述第一控制件,第一分组的和第二分组的第二压缩空气线路依据转向件相对于转向卷筒的转角受控制地能够在流体技术方面与中央的压缩空气和/或真空供应装置连接。通过所建议的两个第一控制件,第二压缩空气线路的两个分组能够彼此分离地使用压缩空气和/或真空加载。
另外建议的是,两个第一控制件在该情况中具有各一个相同的控制轮廓并且如此地布置,使得所述控制轮廓关于第一转动轴线以180度彼此转动地布置。通过所建议的解决方案,第一控制件中的第一个能够在转向卷筒的第一180度的转动运动期间控制所述压缩空气和/或真空供应装置,而第一控制件中的第二个能够在接下来的180度的转角期间控制压缩空气供应装置或者说真空供应装置。在此,第一控制件能够除了相同的以180度转动的控制轮廓之外当然还具有额外的开口,该开口用于在转向卷筒的专门的转角区段中个性化地匹配第一压缩空气线路的压缩空气供应装置或者说真空供应装置。
在此,能够通过以下方式实现尤其更简单地建构的结构,办法是:两个第一控制件之一布置在转向卷筒的关于第一转动轴线在前部的侧面处并且两个第一控制件的第二个布置在转向卷筒的关于第一转动轴线在后部的侧面处。由此,能够使用压缩空气或真空从转向卷筒的不同的侧面加载第二压缩空气线路的两个分组,从而在转向卷筒中的第二压缩空气线路的结构和制造能够进一步被简化。在此,转向卷筒的前部的和后部的侧面能够截平并且优选地具有相对于第一转动轴线垂直的面,从而以各一个扁平的板片或扁平的环为形式的两个控制件能够布置该处。因为所述侧面的面均垂直于第一转动轴线定向,则在此,控制件相对于转向卷筒静止地构造,其中在此,控制件优选地能够以相对于转向卷筒的很小的和恒定的缝隙宽度布置。基于这种小的缝隙宽度,又能够阻碍在流体技术方面的短路并且减小压缩空气和真空系统的损耗功率。压缩空气或者说真空在此能够从轴向的端侧以及从径向的外侧提供给控制件。通过将控制件布置在前侧和后侧处,则首先能够简化地分离用于容纳的和用于输出的压缩空气导引部。此外,通过压缩空气加载和真空加载而作用至转向卷筒上的受力情况通过以下方式受益,即办法是:所述受力关系在理想情况下平衡,其中施加在两个控制件处的压缩空气或者说真空对此优选地相同。
此外建议的是,转向卷筒在该情况中具有至少两个以区段的方式彼此分离的压缩空气线路,所述压缩空气线路将两个第一控制件与中央的压缩空气和/或真空供应装置在流体技术方面相连。这种解决方案的优点在于,在转向卷筒处必须设置仅一个用于连接至中央的压缩空气或真空供应装置的接头,并且为了在第一压缩空气线路中分离地控制真空以用于在转向卷筒中才进行产品的传递和接管,则通过两个控制件和第二压缩空气线路的两个分组对压缩空气系统进行划分。尤其,能够将设置在两个不同的侧面处的控制件由此从转向卷筒的共同的侧面使用压缩空气加载,其中控制件在转向卷筒的背离于供应侧面的侧面处在这种情况中借助延伸通过转向卷筒的压缩空气线路而连接至中央的压缩空气和真空供应系统。尤其,压缩空气供应装置能够由此如此地设计,使得转向卷筒的支承部和驱动装置能够与压缩空气和真空供应装置分离地设计,从而真空和压缩空气不作用至支承部和驱动装置。这一点因此尤其有利,这是因为设置在支承部中的润滑剂由此不被抽出。
另外建议的是,在转向件处设置了带有相应彼此平行定向的槽的两个平行的槽行列,并且第二控制件具有至少两个控制轮廓,所处控制轮廓如此地成形和布置,使得它们与垂直于第一转动轴线走向的平面镜像对称地构造。两个平行的槽行列的用处在于,产品在连续的输送过程中由在第一定向中的槽行列的槽接管并且然后在从在第二定向中的槽行列的相同的槽中转动之后能够被传递,而恰好产品容纳到同时布置在第一定向中的第二平行的槽行列的槽中。因为两个槽行列在传递部位中或者说接管部位中平行于通过转向卷筒的第一转动轴线走向的平面布置,则第二控制件的控制轮廓优选镜像对称于该平面地构造,其中为了考虑用于传递和用于接管产品的专门的条件而当然能够设置控制轮廓的微小的匹配或者额外开口。只要控制轮廓甚至相同地和镜像对称地构造,则第二控制件也能够紧固在两个不同的转角部位中。
此外,一槽行列的槽优选地偏置于相应另一槽行列的槽布置,从而产品不仅转动或者说转向,而且还能够转向到偏置的周向部位中,从而产品在转向的定向中偏置地能够被置于在另一接管卷筒的两个配备的槽之间的空闲的槽中。在此,所述偏置优选地计为半个分段,从而产品在转向件以180度转动时总体上以整个分段相对于接管部位偏置。
另外建议的是,在转向件中设置了第一压缩空气线路的至少两个分组,其中第一分组的第一压缩空气线路配设给一槽行列的槽,并且另一分组的第一压缩空气线路配设给另外的槽行列的槽。保持在相应的槽行列的槽中的产品具有过滤器的统一的定向,办法是:在转向件的接管部位中使用带有统一定向的过滤器的产品填充槽行列的槽。为此,在接管部位中的转向件对转向卷筒的特定的转角而言相对于该转向卷筒静止,而槽行列的槽以其纵向轴线平行于转向卷筒的第一转动轴线定向。汇入恰好使用产品填充的槽中的第一压缩空气线路在此形成了一分组,而汇入恰好输出产品的槽中的第一压缩空气线路形成另一分组。
在此另外建议的是,将压缩空气或者说真空如此地控制到第一压缩空气线路中,使得布置在接管部位中的槽行列的槽的第一压缩空气线路连续地能够用压缩空气或者说真空加载,并且在布置在传递部位中的槽行列的槽的第一压缩空气线路中的压缩空气或者说真空为了接管产品能够连续地关闭。
位于接管部位中的槽行列的槽连续地也即在转向卷筒的转动运动期间彼此接续地在接管点中使用压缩空气或者说真空加载,从而尚未保持产品的槽尚未使用压缩空气或者说真空加载。接下来,第一压缩空气线路在转向件的继续的转动运动期间持续地使用压缩空气或者说真空加载。只要转向件已经结束了相对于转向卷筒的转动运动并且产品已经以180度转向,则槽行列的槽位于传递部位中。在继续的转动运动期间,压缩空气或者说真空然后在第一压缩空气线路中在传递点中连续地关闭,从而里面不再保持产品的槽不再使用压缩空气或者说真空加载。只要接管点和传递点在周向上相同,则压缩空气或者说真空实际上同时在第一压缩空气线路中为了接管产品而被接通并且在第一压缩空气线路中为了传递产品而被关闭。因为转向件在真空的接通和关闭期间对特定的转角而言并不转动,则所述接通和关闭在该情况中通过由在转向卷筒处的第一控制件加载第二压缩空气线路而受到控制,而第二控制件将第二压缩空气线路与相应的第一压缩空气线路相连。
此外,第二控制件优选具有至少两个控制轮廓,其中,用于第一压缩空气线路的压缩空气和真空供应装置的所述控制轮廓之一设置用于接纳产品并且另一控制轮廓设置用于输出产品。所建议的解决方案的优点在于,第二控制件通过两个控制轮廓不仅控制产品到槽中的接纳而且控制产品从槽中输出。
在此另外建议的是,在转向件上布置至少两个通过两个分离的第一压缩空气线路能够使用压缩空气和/或真空加载的槽和/或在转向卷筒中布置至少两个第二压缩空气线路,并且第一压缩空气线路和/或第二压缩空气线路具有各一个通入开口,所述通入开口在径向上关于转向件的第二转动轴线以相同的间距布置和/或关于转向卷筒的第一转动轴线以相同的间距布置。第一和/或第二压缩空气线路的通入开口由此在假想的环上关于转向件的第二转动轴线和/或转向卷筒的第一转动轴线同心布置,并且能够由此很简单地通过同样同心的控制环使用压缩空气和/或真空加载,其中同心的控制环为此能够具有优选地关于转动轴线同心地定向的控制轮廓。
附图说明
在下文中依据优选的实施方式参考附图详细阐释本发明。其中示出:
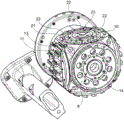
图1:带有中央的压缩空气或真空供应装置的在从前部的斜视图中的根据本发明的装置;并且
图2:不带有中央的压缩空气或真空供应装置的在从前部的斜视图中的根据本发明的装置;并且
图3:不带有中央的压缩空气或真空供应装置的在从后部的斜视图中的根据本发明的装置;并且
图4:在对带有两个显现的槽行列的底侧的视图中的转向件;并且
图5:在对在传递和接管部位中的转向件的视图中的根据本发明的装置。
具体实施方式
在图1中可见根据本发明的装置1,其用于将产品30转向,在该情况中该产品是带有过滤器的香烟。装置1包括以立方体形的本体为形式的作为基本组件的转向卷筒2,该装置带有中央的压缩空气或真空供应装置5、紧固或者说控制凸缘4以及四个布置在转向卷筒2的径向外侧的转向件3。在转向件3处相应设置了由彼此平行定向的槽6和7形成的两个槽行列,能够利用压缩空气和/或真空借助第一压缩空气线路17和18加载所述槽。转向卷筒2通过未示出的驱动机构以能转动的方式围绕第一转动轴线33相对于静止的紧固或者说控制凸缘4驱动。转向件3通过第二驱动机构、通过单个驱动装置也或者耦合地通过转向卷筒2的驱动机构同样相应地以能转动的方式围绕第二转动轴线34驱动,该第二转动轴线相对于第一转动轴线33径向地和正交地定向。
产品30的转向或转动按照下述的运动过程进行:首先,将带有向后定向的过滤器的产品30在示意图中从未展示的传递卷筒置入前部的槽行列的槽6中。在此,产品30在未示出的传递卷筒上在双倍的长度中带有彼此相对定向的过滤器地输送,其中,带有向后定向的过滤器的产品的行列传递到转向卷筒2的转向件3的槽6中,而带有向前定向的过滤器的传递卷筒的产品的另外的行列被置入未展示的第三接管卷筒的槽中,并且具体而言如此地,即在周向上将各一个产品仅置入接管卷筒的每隔一个槽中。将转向卷筒2驱动至在图2的示意中的沿着顺时针方向定向的转动运动中,从而置入槽6中的产品30沿着顺时针方向输送离开并且新的空闲的槽6移动到接管位置中。在转向件3的继续的环行运行期间,该转向件以180度围绕第二转动轴线34转动,从而保持在槽6中的产品30同样围绕该产品的正交于纵轴线32定向的横轴线31转动并且继续输送带有向前定向的过滤器的香烟,正如借助保持在后部的槽行列的槽7中的产品30可见那样。接管部位的槽6然后在传递部位中在转向件3转动之后形成后部的槽行列的槽7,并且反之亦然。在此,产品30不仅在该产品的定向中转动,而且此外转动到这样的平面中,先前对置布置的产品行列受导引地定向在该平面中,所述行列已经被传递到未示出的接管卷筒的槽中。因为在第三接管卷筒上正如上文描述的那样仅用一产品占用每隔一个槽,则此时带有向前定向的过滤器的保持在槽7中的产品被置入在已经保持在第三接管卷筒上的产品之间的第三接管卷筒的空闲的槽中,从而最后在第三接管卷筒上输送带有相同指向的过滤器的无空隙的产品行列。这种转向卷筒2的优点在于,产品30在接管点和传递点仅通过横轴向的运动传递和接管,从而接管和传递显著更准确并且能够以烟草纤维或烟草颗粒的更少的损失实现所述接管和传递。产品30的转向或转动仅在转向件3上在转向卷筒2的环形运动期间进行,其中,产品30还同时地转动到产品的平行的行列的平面中,该行列已经由第三接管卷筒接管,从而省去了在转动或者说转向之后将产品至今尚且部分必要的轴向地移动到未转动的产品的平面中这一情况。由此,通过所实现的运动过程,在单个的运动过程中实现了用于改变过滤器的定向的产品的转动以及产品在横轴向地传送的单个产品的产品流中的排列,所述产品流带有对应于产品的长度的宽度。
在图2中从前部可见不带有中央的压缩空气和/或真空供应装置5的连接线路的并且带有拆卸了的上部的转向件3的转向卷筒2,而在图3中从后部可见不带有在图2中还设置的紧固凸缘或者说控制凸缘4的相同的转动卷筒2。以关于第一转动轴线33同心定向的控制环为形式的各一个第一控制件8和9 设置在转向卷筒2的前部的端侧和后部的端侧处。在转向卷筒2的前侧处的第一控制件9通过两个单环形成,所述单环彼此布置在间隔中。此外,第一控制件9在前侧处具有多个穿通口和以控制豆11为形式的控制轮廓,该控制轮廓在流体技术方面通过在单环之间的缝隙与穿通口相连。穿通口与在单环之间的缝隙共同形成了压缩空气线路13,该压缩空气线路汇入第一控制件9的控制豆11中并且与中央的压缩空气和真空供应装置5在流体技术方面相连。由此与转向卷筒2的转角部位无关地使用压缩空气或者说真空加载控制豆11。
中央的压缩空气和真空供应装置5此外在流体技术方面与中央的压缩空气线路14相连,该压缩空气线路中央地穿透转向卷筒2并且在转向卷筒2的后侧处的开口15中终止。在中央的开口15处设置了四个以90度彼此偏置地布置的径向指向的通道16,该通道延伸直至转向卷筒的径向外部的边缘。第一控制件8在转向卷筒2的后部的端侧处具有以径向向内敞开的控制豆20为形式的控制轮廓,该控制轮廓在大约180度的周向角上延伸。因为径向指向的通道16具有90度的角间距,则与转向卷筒2的转角部位无关地,始终通道16的至少一个汇入控制豆20中,从而控制豆20在转向卷筒2的每个部位中在流体技术方面通过压力线路14与中央的压缩空气和真空供应装置5相连。两个压缩空气线路13和14由此形成了两个第一控制件8和9与中央的压缩空气和真空供应装置5的在流体技术方面彼此分离的连接。在此,两个压缩空气线路13和14汇入中央的压缩空气和真空供应装置中,从而相同地使用压缩空气或者说真空加载所述压缩空气线路。从共同的压缩空气和真空供应装置5出发,两个压缩空气线路13和14形成了与第一控制件8和9的各一个分离的在流体技术方面的以分叉为形式的连接。
后部的第一控制件8的控制豆11和前部的控制件9的控制豆20在周向上具有相同的长度并且关于第一转动轴线33以180度彼此转动地布置。
此外,在转向件3的每一个的下方将各一个第二控制件10紧固在转向卷筒2处,所述控制件构造为关于相应的转向件3的第二转动轴线34同心的控制环的形式。第二控制件10具有各一个由两个对置的编组形成的控制轮廓,所述编组是六个单口22和两个对置的豆23,所述单口和豆如此地成形和布置,使得所有的它们位于关于布置在上方的转向件3的相应的第一转动轴线34的相同的半径上。如此地布置第二控制件10,使得单口22的两个编组关于垂直于转向卷筒2的第一转动轴线33走向的平面对称地布置,也即,单口22的编组朝向转向卷筒2的前侧并且单口22的另外的编组朝向转向卷筒2的后侧,其中第二转动轴线34准确地在在单口22的编组之间的和在槽行列之间的中部平面中走向。豆23同样相同地且对称于第二转动轴线34或者说对称于由第一和第二转动轴线33和34撑开的平面构造,其中豆23中的一个借助紧固在转向卷筒2处的安装件填满。在此,所述安装件用于闭合未使用压缩空气或者说真空加载的豆23并且还用于在周向上固定控制件10。未填满的豆23形成了控制轮廓的一部分并且通过压缩空气线路21与中央的压缩空气和真空供应装置5相连。压缩空气线路21能够例如径向地从中央的压缩空气线路14分支。
在转向卷筒2中,除了汇入第二控制件10的空闲的豆23中的压缩空气线路之外,也设置了第二压缩空气线路35的第一分组36和第二压缩空气线路35的第二分组37。第二压缩空气线路35的第一分组36汇入在转向卷筒2的端侧处的开口中,所述开口相对于第一转动轴线33布置在与前部的第一控制件9的控制豆11相同的半径上。第二压缩空气线路35的第二分组37汇入这样的开口中,所述开口在转向卷筒2的后侧处布置在相对于第一转动轴线33的与控制豆12相同的半径上。此外,第二压缩空气线路35的两个分组36和37相应地在转向卷筒2的径向外侧处具有布置在第二控制件10下方的开口,该开口相应地与第二控制件10的单口22之一的开口齐平。通过所建议的解决方案,仅当第二压缩空气线路35的端侧的开口在转向卷筒2的转动运动期间通过前部的第一控制件9的控制豆11时,第一分组36的第二压缩空气线路35才使用压缩空气或真空加载。以相同的方式,仅当第二压缩空气线路35的端侧的开口通过后部的第一控制件8的控制豆12时,第二分组37的第二压缩空气线路35才用压缩空气加载。
在图5中可见在对转向件3的视图中的转向卷筒2,该转向件恰好布置在转向卷筒2的转角部位中,在该转角部位中接管和传递该产品30。为清楚起见,在该示意图中省去了产品30。在图4中还放大地可见转向件3。转向件3具有由彼此平行布置的槽6和7形成的两个槽行列,其中槽行列的每个包括六个槽6.1至6.6以及7.1至7.6。在此,槽6和7相应地布置在关于第一转动轴线33同轴的圆形轨道上,该圆形轨道带有相应于在槽6或7之一和转向卷筒2的第一转动轴线33之间的间距的半径。因为转向件3本身在盘形中被设计作为带有恒定的厚度的以及带有基本上扁平的基础几何特征的圆形的板件,则槽6和7如此地相对于转向件3的基面进行布置,从而槽6和7与转向件3的基面的间距从中部的槽6和7出发向着外部的槽6和7的方向减小。此外,第一压缩空气线路17和18汇入槽6和7的每个中,通过所述压缩空气线路,依据转向卷筒2的转角部位和转向件3的转角部位能够使用真空并且需要时使用小的过压加载槽6和7。
第一压缩空气线路17和18继续利用连接区段19.1至19.6或者说24.1至24.6穿透转向件3直至布置在转向件的底侧的开口,所述开口围绕第二转动轴线34以这样的半径布置在圆形轨道上,该半径对应这样的圆的半径,第二控制件10的单口22和豆23布置在所述圆上,从而第一压缩空气线路17和18的开口在转向件3的转动运动期间驶过第二控制件10的豆23和单口22。
将产品30接管到槽6中、将产品30保持到该槽6中并且将产品30进行传递是通过槽6和7的真空和压缩空气加载进行的,所述真空和压缩空气加载通过转向卷筒2的和转向件3的转动运动借助第一和第二控制件8、9和10控制。在此,将压缩空气的或者说真空提供到第二压缩空气线路35中在第一步骤中是通过第一控制件8和9控制的。在第二步骤中,继续进行压缩空气的或者说真空从第二压缩空气线路35中通过第二控制件10进入槽6和7的第一压缩空气线路17和18中的继续传导。这一点反过来表示,仅当第二压缩空气线路35通过第一控制件8或9在流体技术方面与中央的压缩空气和真空供应装置5相连并且在流体技术方面相连的第二压缩空气线路35同时通过第二控制件10之一与第一压缩空气线路17和18在流体技术方面相连时,才利用压缩空气和/或真空加载所述槽6和7的第一压缩空气线路17和18。
产品30由在图4的示意中的在前部的槽行列的槽6接管并且通过带有槽7的后部的槽行列传递。在此,槽6和7在接管和传递期间并且基于特定的转角在之前和之后关于第一转动轴线33平行地定向,从而槽6和7和保持在该槽里面的产品30在该定向期间在唯独横轴向的运动中运动。在转向件3的这种部位中,第一压缩空气线路17和18的连接区段19.1至19.6和24.1至24.6的布置在转向件3的底侧处的开口与第二控制件10的对置的单口22齐平,从而前部的槽行列的槽6的第一压缩空气线路17与第二压缩空气线路35的前部的第一分组36在流体技术方面相连并且后部的槽行列的第一压缩空气线路18与第二压缩空气线路35的后部的第二分组37在流体技术方面相连。为了在产品30的接管期间将真空控制到前部的槽行列的槽6中,则转向卷筒2与第二压缩空气线路35的开口相对于固定的第一控制件9转动。只要第一分组36的第二压缩空气线路35之一的开口到达利用控制豆11进行的遮盖,则使用真空加载与该控制豆在流体技术方面相连的第一压缩空气线路17。正如在图4中可见的那样,在此,它指的是连接区段19.3的开口,从而使用真空加载槽6.3并且由此抽吸产品30。连接区段19.4、19.5和19.6的开口还由第一控制件9遮盖,从而还不使用真空加载所述槽6.4、6.5和6.6,从而能够减小真空系统的损耗功率。如果转向卷筒2在在图5中示出的部位中假想地继续沿着顺时针方向围绕第一转动轴线33转动,则接下来后续的第二压缩空气线路35到达利用控制豆11进行的遮盖,该控制豆与连接区段19.4在流体技术方面相连,从而利用真空加载所述槽6.4并且在接管部位中将产品30容纳到槽6.4中。以类似的方式,实现将产品30从后部的槽行列的槽7中的传递,办法是:第二压缩空气线路35的后部的第二分组37的开口正如在图3中可见的那样在特定的转角部位之前重叠控制豆12并且由此被使用真空加载。这是在图4中的槽7.1、7.2、7.3和7.4,从而抽吸保持在所述槽中的产品30。第二压缩空气线路35的开口(所述开口在流体技术方面处于与槽7.5和7.6的第一压缩空气线路18的连接区段24.5和24.6的连接中)已经如此程度地相对于后部的第一控制件8转动,使得所述开口由该控制件闭合并且为此不再用真空加载。这一点就此而言是有意义的,因为已经从这些槽7中输出产品30。如果转向卷筒2假想地从该部位中沿着顺时针方向继续转动,则接下来将流动连接推接至槽7.4,办法是:第二压缩空气线路35的所属的开口由后部的第一控制件8闭合。
因而,产品在转向卷筒2的转动运动期间由前部的槽行列的槽6接管并且从后部的槽行列的槽7中传递。因为转向件3在转向卷筒2的环形运动期间分别以180度转动,则前部的槽行列的槽6在转向卷筒2回转之后形成后部的槽行列的槽7,并且反之亦然,其中产品30带有向后定向的过滤器地保持在前部的槽行列的槽6中,并且在转动之后带有向前定向的过滤器地保持在后部的槽行列的槽7中。
在在前部的槽行列的槽6中接管产品30之后,转向件3在转向卷筒2的继续的转动运动期间借助驱动机构围绕第二转动轴线34同样沿着顺时针方向相对于转向卷筒2转动,其中在接管产品之后大约在转向卷筒2的四分之一回转之后才开始转动过程。在转向卷筒2的这种转动过程期间,第二压缩空气线路35的第一分组36的开口汇入控制豆11中直至在接管点之后的大约180度的转角,从而使用真空加载第二压缩空气线路35的第一分组36以及由此在第二控制件10处的单口22的前部的编组。由此,槽6的第一压缩空气线路17在转向件3的转动运动开始之前不变地使用真空加载并且保持布置在里面的产品30。在转向件3的接下来的转动运动期间,连接区段19.1至19.6的开口驶过单口22,其中重要的是,第一压缩空气线路17即使在该运动期间也持续地使用真空加载。这一点能够例如通过以下方式实现,即办法是:单口33的间距在周向上设为小于连接区段19.1至19.6的开口的宽度。作为替代方案,连接区段19.1至19.6的开口也能够长形地且相对于转向件3的径向方向倾斜指向,其中在该情况中,单口22也能够在周向上具有径向向外增大的宽度。在豆23的接管部位中最接近的连接区段19.6的开口由于转向件3的转动而实现利用豆23的遮盖,并且接下来通过所述豆以真空加载,其中接下来,最接近的连接区段19.5至19.1的开口连续地实现利用豆23的遮盖并且以相同的方式由豆23以真空加载。在转向件3的继续的转动运动期间,开口19.1至19.6连续地从豆23中移动出来并且紧接着实现利用第二控制件10的后部的单口22遮盖,所述单口再者在流体技术方面与后部的第二分组37的第二压缩空气线路35处于连接中。当后部的第二分组37的第二压缩空气线路35的开口遮盖在转向卷筒2的后侧处的第二第一控制件8的控制豆12时(正如在图3中可见的那样),则第二控制件10的后部的单口22依据转向卷筒2的转角利用真空加载。在此,由于控制豆12的形状,则仅单口22和与该单口在流体技术方面相连的槽6的第一压缩空气线路17(它们在传递部位中描述为槽7和第一压缩空气线路18)直至传递部位是用真空加载的。这一点在图4的示意中是槽7.1、7.2、7.3和7.4。
在转向卷筒2的继续的转动运动中,后部的槽行列的槽7不再用真空加载,直到该槽再次达到接管部位,该接管部位通过图4中的槽6.3的部位可见。
在此,原则上能够足够的是,槽6和7的真空加载在转向卷筒的转动运动期间在很小的角度区段中对几个微秒而言中断,只要在该时段中真空未消减并且就此而言足够用以将产品30保持在槽6中。此外,产品30的传递能够通过以下方式受益,即办法是:槽7在传递部位中对很小的时段而言使用过压加载,从而首先主动地补偿真空并且然后主动地支持产品30的输出。
根据本发明的压缩空气和真空供应装置的优点在于,槽6和7由此过程可靠地在转向过程期间从接管部位直至传递部位使用真空加载并且只要必要便使用过压加载,从而又过程可靠地输送产品30。在此,尤其有利的是,压缩空气或者说真空供应系统分为两个分支,所述分支通过共同的中央的压缩空气和真空供应装置5加载。压缩空气和真空供应装置5的两个分支通过以下方式形成,即办法是:真空和压缩空气在一侧在两个彼此分离的线路中被提供给前部的第一控制件9并且通过中央的压缩空气线路14穿过转向卷筒2地提供给后部的第一控制件8。基于两个第一控制件8和9,压缩空气或者说真空于是继续通过两个第一控制件8和9的个性化设计的控制豆11和12继续传递到第二压缩空气线路35的分组36或37之一中,从而第二控制件10的前部的或后部的单口22从转向卷筒2的特定的转角起或者直至所述转角使用真空或压缩空气加载。在槽6和7中导引的第一压缩空气线路17和18的加载然后通过转向件3的转动运动进行,从而第一压缩空气线路17和18在与转向卷筒2的转角和转向件3相对于转向卷筒2的转角的双倍的相关性中使用真空或压缩空气加载。
中央的压缩空气和真空供应装置5的接头在此优选地设置在转向卷筒2的空闲的前侧处,从而转向卷筒2的支承部和驱动装置能够设置在转向卷筒2的后侧处或者说紧固凸缘或者说控制凸缘4的侧面处,从而能够简化转向卷筒2的建构方面的结构。尤其由此得到的优点是,转向卷筒2的支承部和驱动装置气动地能够与压缩空气和真空供应装置5分离,从而所述支承部和驱动装置不被有待产生的压差加载。这一点因此尤其有利,这是因为优选无脂的支承部由此不被加载。只要在支承部中确实设置了稳定润滑剂例如粘稠的油脂,则由此能够阻碍的是,稳定润滑剂基于真空不被从支承部位中抽出。
此外,在控制件8、9和10和连接的转向件3的面和转向卷筒2之间原则上不设置单独的密封部,该密封部仅通过很小的缝隙宽度实现。基于该原因,重要的是,由于压缩空气和真空供应装置5因而尽可能没有非对称的力施加到转向卷筒2的构件上,由此尽可能遵循预先设定的缝隙宽度。
在所述实施例中,第一和第二控制件8、9和10分别通过固定的控制轮廓形成,所述控制件通过该控制件的形状来控制第一压缩空气线路17、18的和第二压缩空气线路35的压力加载和真空加载。对此,控制轮廓为了实现真空的其它类型的控制也能够具有与所展示的控制豆不同的形状。此外,控制件8、9和10也能够构造为机械地或机电地能够控制的阀。
转向卷筒2在该实施方式中作为带有六个基本上相同大小的面的八角形的立方体形成,在所述立方体的前部的和后部的侧面上分别布置了相对于该立方体固定的第一控制件8和9。在四个径向外部的面处,分别在转向件3和转向卷筒2之间设置了相对于转动的转向件3固定的第二控制件10。在槽中的第一压缩空气线路17和18在环形运动期间以穿过接管点起始地使用真空加载。在该部位中,相应的转向件3处于静止。汇入槽6中的第一压缩空气线路17从中央的压缩空气和真空供应装置5起经过压缩空气线路13通过前部的第一控制件9的控制豆11通过第二压缩空气线路35经过在图2的示意中的前部的单口22在穿过接管点时连续地使用真空加载。紧接着,在以大约20度的转角的继续的转动运动期间,第一压缩空气线路继续通过单口22加载,对此,这些单口具有倾斜指向的形状,由此,第一压缩空气线路17在该转角期间始终至少与单口22之一在流体技术方面相连。在接下来的转角期间,第一压缩空气线路17继续通过第二控制件10的敞开的控制豆23使用真空加载,在此期间,第二压缩空气线路35继续通过豆11在流体技术方面与中央的压缩空气和真空供应装置相连。在转向卷筒2的大约180度的转角之后,第二压缩空气线路35在转向卷筒2中不再通过前部的控制件9的豆11使用真空加载,而是反之通过在图3中可见的后部的控制件8的豆12加载,该豆就本身而言通过中央的压缩空气线路14和通道16在流体技术方面与中央的压缩空气和真空供应装置5相连。然后以与在接管时的相同的方式仅在相反的顺序中为了传递产品而在压缩空气线路18中关断压缩空气。第一压缩空气线路17和18指的是相同的压缩空气线路,不同的附图标记表征的仅是布置在接管部位中的第一压缩空气线路17和布置在传递部位中的第一压缩空气线路18。
Claims (13)
1.一种用于将烟草加工业的杆状的产品(30)围绕垂直于该产品的纵轴线(32)定向的横轴线(31)转向的装置(1),该装置具有
- 围绕第一转动轴线(33)能够转动地驱动的转向卷筒(2),以及
- 至少一个关于第一转动轴线(33)在径向外部布置在转向卷筒(2)处的转向件(3),该转向件具有至少一个通过至少一个第一压缩空气线路(17、18)能够使用真空和/或压缩空气加载的槽(6、7),并且围绕垂直于第一转向轴线(33)定向的第二转动轴线(34)以能够相对于转向卷筒(2)转动的方式能够驱动所述转向件,其中
- 设置中央的压缩空气和/或真空供应装置(5),并且
- 在转向卷筒(2)处设置至少一个第二压缩空气线路(35),其中
- 相对于转向卷筒(2)固定的第一控制件(8、9),并且
- 在转向卷筒(2)处设置相对于转向件(3)固定的第二控制件(10),并且
- 第二压缩空气线路(35)在转向卷筒(2)中被第一控制件(8、9)依据转向卷筒(2)的转角控制地与中央的压缩空气和/或真空供应装置(5)在流体技术方面连接,并且
- 第一压缩空气线路(17、18)在转向件(3)的槽(6、7)中被第二控制件(10)依据转向件(3)相对于转向卷筒(2)的转角控制地在流体技术方面与在转向卷筒(2)中的若干第二压缩空气线路(35)相连,
其特征在于,
- 第一控制件(8、9)通过关于第一转动轴线(33)同心地布置的控制环形成,和/或第二控制件(10)通过关于第二转动轴线(34)同心地布置的控制环形成。
2.根据权利要求1所述的装置(1),其特征在于,
- 在转向卷筒(2)中设置多个第二压缩空气线路(35),所述第二压缩空气线路分为第二压缩空气线路(35)的第一分组(36)和第二压缩空气线路(35)的第二分组(37),其中
- 所述产品通过经过第二压缩空气线路(35)的第一分组(36)使用真空加载第一压缩空气线路(17、18)而能够由外部的传递卷筒接管,并且通过经过第二压缩空气线路(35)的第二分组(37)使用压缩空气加载第一压缩空气线路(17、18)而能够传递至外部的接管卷筒。
3.根据权利要求2所述的装置(1),其特征在于,
- 槽(6、7)的第一压缩空气线路(17、18)被第二控制件(10)依据转向件(3)相对于转向卷筒(2)的转角控制地,在流体技术方面与第一分组(36)的或第二分组(37)的若干第二压缩空气线路(35)相连。
4.按照权利要求2所述的装置(1),其特征在于,
- 设置两个第一控制件(8、9),第一分组(36)的和第二分组(37)的若干第二压缩空气线路(35)被所述第一控制件依据转向件(3)相对于转向卷筒(2)的转角控制地,在流体技术方面与中央的压缩空气和/或真空供应装置(5)连接。
5.根据权利要求4所述的装置(1),其特征在于,
- 两个第一控制件(8、9)具有各一个相同的控制轮廓并且如此地布置,使得所述多个控制轮廓关于第一转动轴线(33)以180度彼此转动地布置。
6.按照权利要求4或5中任一项所述的装置(1),其特征在于,
- 两个第一控制件(8、9)之一布置在转向卷筒(2)的在关于第一转动轴线(33)的前部的侧面处并且两个第一控制件(8、9)的第二个布置在转向卷筒(2)的在关于第一转动轴线(33)的后部的侧面处。
7.按照权利要求2到5中任一项所述的装置(1),其特征在于,
- 转向卷筒(2)具有至少两个至少以区段的方式彼此分离的压缩空气线路(13、14),通过所述压缩空气线路,第二压缩空气线路(35)的两个分组(36、37)彼此分离地能够与中央的压缩空气和/或真空供应装置(5)在流体技术方面相连。
8.按照权利要求1-5中任一项所述的装置(1),其特征在于,
- 在转向件(3)处设置两个带有相应地彼此平行地定向的多个槽(6、7)的平行的槽行列。
9.根据权利要求8所述的装置(1),其特征在于,
- 一槽行列的多个槽(6、7)偏置于相应另外的槽行列的多个槽(6、7)布置。
10.按照权利要求1-5中任一项所述的装置(1),其特征在于,
- 在转向件(3)中设置了第一压缩空气线路(17、18)的至少两个分组,其中,一分组的多个第一压缩空气线路(17、18)配设给一槽行列的多个槽(6、7),并且另外分组的多个第一压缩空气线路(17、18)配设给另外的槽行列的多个槽(6、7)。
11.根据权利要求10所述的装置(1),其特征在于,
- 如此地控制在多个第一压缩空气线路(17、18)中的压缩空气或真空,使得
- 连续地使用压缩空气或真空加载布置在接管部位中的槽行列的多个槽(6、7)的多个第一压缩空气线路(17、18),并且
- 为了接管产品(30),连续地关闭布置在传递部位中的槽行列的多个槽(6、7)的多个第一压缩空气线路(17、18)中的压缩空气或真空。
12.按照权利要求1-5中任一项所述的装置(1),其特征在于,
-第二控制件(10)具有至少两个控制轮廓,其中,用于第一压缩空气线路(17)的压缩空气和真空供应装置的所述控制轮廓之一设置用于接纳产品(30)并且另一控制轮廓设置用于输出产品(30)。
13.按照权利要求1-5中任一项所述的装置,其特征在于,
- 在转向件(3)上设置至少两个通过两个分离的第一压缩空气线路(17、18)能够使用压缩空气和/或真空加载的槽(6、7)和/或在转向卷筒(2)中设置至少两个第二压缩空气线路(35),并且
- 第一压缩空气线路(17、18)具有各一个通入开口,所述通入开口在径向上关于转向件(3)的第二转动轴线(34)以相同的间距布置,和/或
- 第二压缩空气线路(35)具有各一个通入开口,所述通入开口关于转向卷筒(2)的第一转动轴线(33)以相同的间距布置。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102015003384.0A DE102015003384A1 (de) | 2015-03-17 | 2015-03-17 | Vorrichtung zum Wenden von stabförmigen Produkten der Tabak verarbeitenden Industrie um eine senkrecht zu einer Längsachse der Produkte ausgerichtete Querachse |
| DE102015003384.0 | 2015-03-17 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN105982345A CN105982345A (zh) | 2016-10-05 |
| CN105982345B true CN105982345B (zh) | 2020-09-22 |
Family
ID=55404617
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201610148656.7A Active CN105982345B (zh) | 2015-03-17 | 2016-03-16 | 用于将烟草加工业的杆状的产品围绕垂直于该产品的纵轴线定向的横轴线转向的装置 |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP3069619B1 (zh) |
| CN (1) | CN105982345B (zh) |
| DE (1) | DE102015003384A1 (zh) |
| PL (1) | PL3069619T3 (zh) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102017005787A1 (de) | 2017-06-21 | 2018-12-27 | Hauni Maschinenbau Gmbh | Verfahren zum Herstellen von Rauchartikelprodukten |
| CN111772229B (zh) * | 2019-04-03 | 2022-06-17 | 中烟机械技术中心有限责任公司 | 棒状物转向装置 |
| DE102021125644A1 (de) | 2021-10-04 | 2023-04-06 | Körber Technologies Gmbh | Herstellungsverfahren für einen stabförmigen Rauchartikel |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1105931A (en) * | 1964-04-27 | 1968-03-13 | American Mach & Foundry | Device for setting cigarettes in the same direction |
| US3417855A (en) * | 1965-01-07 | 1968-12-24 | Molins Machine Co Ltd | Device for turning oblong articles, particularly filter tip cigarettes |
| IT1171559B (it) * | 1981-09-29 | 1987-06-10 | Gd Spa | Dispositivo ribaltatore per articoli a forma di barretta in particolare sigarette |
| IT1195430B (it) | 1983-12-20 | 1988-10-19 | Gd Spa | Metodo per distanziare e ribaltare due spezzoni di sigaretta coassiali in una macchina mettifiltro |
| IT1179269B (it) * | 1984-02-23 | 1987-09-16 | Gd Spa | Dispositivo trasportatore per traslare articoli a forma di barretta trasversalmente al loro asse e ruotarli attorno allo stesso |
| DE19920760A1 (de) * | 1999-05-05 | 2000-11-09 | Hauni Maschinenbau Ag | Vorrichtung zum Wenden von stabförmigen Gegenständen |
| ATE347280T1 (de) * | 2002-09-13 | 2006-12-15 | Hauni Maschinenbau Ag | Fördern und entnahme von artikeln der tabakverarbeitenden industrie |
| DE102009022024B4 (de) * | 2009-05-15 | 2011-06-16 | Hauni Maschinenbau Ag | Fördervorrichtung mit Unterdruckansaugung |
| DE102013204381A1 (de) * | 2013-03-13 | 2014-09-18 | Hauni Maschinenbau Ag | Transportvorrichtung zur Herstellung von stabförmigen Produkten der Tabak verarbeitenden Industrie |
-
2015
- 2015-03-17 DE DE102015003384.0A patent/DE102015003384A1/de active Pending
-
2016
- 2016-02-19 PL PL16156428.1T patent/PL3069619T3/pl unknown
- 2016-02-19 EP EP16156428.1A patent/EP3069619B1/de active Active
- 2016-03-16 CN CN201610148656.7A patent/CN105982345B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| DE102015003384A1 (de) | 2016-09-22 |
| EP3069619B1 (de) | 2020-08-26 |
| EP3069619A1 (de) | 2016-09-21 |
| CN105982345A (zh) | 2016-10-05 |
| PL3069619T3 (pl) | 2021-02-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN105982345B (zh) | 用于将烟草加工业的杆状的产品围绕垂直于该产品的纵轴线定向的横轴线转向的装置 | |
| US8172739B2 (en) | Device for combining groups of filter segments for producing multi-segment filters of the tobacco industry, and trough drum | |
| US4391372A (en) | Vacuum starwheel | |
| US6015040A (en) | Transfer device | |
| CN106535671B (zh) | 供给单元 | |
| US7234696B2 (en) | Method of, and apparatus for, handling blanks, in particular coupons | |
| KR102554915B1 (ko) | 달걀의 스트림을 수령 및 운반하기 위한 장치 | |
| US10842183B2 (en) | Forming and transporting apparatus for conveying and forming a group of rod-like articles, and feeding apparatus for feeding a group of rod-like articles | |
| US5695070A (en) | Unit for sampling and quality controlling tobacco items, particularly cigarettes | |
| US5329945A (en) | Apparatus for discharging defective filter cigarettes during the manufacture of filter cigarettes | |
| EP2999361A1 (en) | Device for feeding rod-like smokers' articles in an automatic machine for the tobacco industry | |
| JP2020011298A (ja) | タブレットプレスのタブレット排出部のゲート | |
| US6808059B2 (en) | Apparatus for removing rod-like articles | |
| CA1109026A (en) | Vacuum starwheel classification system | |
| CN102015236A (zh) | 用于获得诸如为密封件的物体的设备和方法,以及用于容器的密封件 | |
| CN111410029B (zh) | 烟草加工业的棒状物品的推送 | |
| CN107432492B (zh) | 插入装置以及烟草加工业的成条机 | |
| US11458509B2 (en) | Sorter | |
| CA2329651C (en) | Method and apparatus for joining supplementary products to printed products | |
| US3412842A (en) | Apparatus for tip turning cigarettes | |
| GB2082441A (en) | Method and apparatus for transporting rod-shaped articles | |
| WO2015166209A1 (en) | A tobacco industry rod assembly apparatus | |
| CN215100504U (zh) | 分料装置 | |
| US20050087199A1 (en) | Device for separating tobacco and transport air and arrangement and method for forming at least two tobacco rods in an endless rod maker | |
| CN108135253B (zh) | 用于移动管状体的设备和方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CP01 | Change in the name or title of a patent holder | ||
| CP01 | Change in the name or title of a patent holder |
Address after: Hamburg, Germany Patentee after: Kolber Technology Co.,Ltd. Address before: Hamburg, Germany Patentee before: HAUNI MASCHINENBAU GmbH |