CN1052176C - 带料的馈送和进给方法及实施该方法的带料馈给机 - Google Patents
带料的馈送和进给方法及实施该方法的带料馈给机 Download PDFInfo
- Publication number
- CN1052176C CN1052176C CN94106667A CN94106667A CN1052176C CN 1052176 C CN1052176 C CN 1052176C CN 94106667 A CN94106667 A CN 94106667A CN 94106667 A CN94106667 A CN 94106667A CN 1052176 C CN1052176 C CN 1052176C
- Authority
- CN
- China
- Prior art keywords
- feeding
- finger
- band material
- bar
- different
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/02—Advancing work in relation to the stroke of the die or tool
- B21D43/04—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Advancing Webs (AREA)
- Turning (AREA)
- Forging (AREA)
- Specific Conveyance Elements (AREA)
Abstract
从一存料器中取出要在一成形工具中加工的带料,将其放置在一引导装置上,在此处借助于一具有弹性爪子的有指杆,带料被引向加工工具,并逐步进给通过该工具。借助于有指杆的可编程序的驱动装置,此有指杆可在任意方向并以不同的尺寸完成行程,以便在成形工具中引导带料,并逐步移动带料通过工具。带料馈给机的结构简单,它可以为大不相同的要求编排程序;这时,只有驱动装置要相应编排程序。
Description
本发明是关于馈送和进给一带料进入或通过一再成形工具的一种方法和一种设备的。用这种方法和设备,借助于至少一个输送工具,人们将上述带料逐步馈送和进给,并且输送工具服从于一个可编程序的驱动机构而给予输送运动以不同的行程。本发明还涉及实施本方法的一种带料馈给机。这类方法和带料馈给机,举例来说,从DE-U-8 220 431或EP-A-0 409 151已分别为人所知。在这两例中,设置有一种旋转输送元件,即一条皮带或一个转筒。如果这些输送元件装备有一驱动销,在完成一条带料的逐步进给后,它们必须完全退回至原来的位置,以便能抓住一条新的带料。如果设置的是输送转筒,实际上不可能在所有情况下都精确地移动带料或类似的工件,并将它们的后端馈送至靠加工工具足够近的位置。
本发明的目的在于提供一种馈给方法及执行该方法的馈给机,其可避免现有技术存在的缺点,可以不同尺寸的进给步子以及不同尺寸的进给行程,馈送不同长度的带料。
为实现上述目的,本发明的馈给方法及机器采用一根有指杆作为输送工具,并给予此有指杆以不同的前进和后退行程。有指杆上具有在运动方向间距参差不一的许多指头,因此带料靠不同的指头输送不同的行程。
由于有指杆在纵向或运动的方向有许多指头,它们相互之间的指头输送不同的行程。
由于有指杆在纵向或运动的方向有许多指头,它们相互之间隔开不同的距离为好,这使得构成程序时有较大的自由度,并且只需有限的步子,譬如最大的为400mm,这样,步子可以完成得快。
现在进一步用图示的实施例来说明本发明。
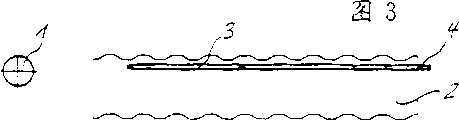
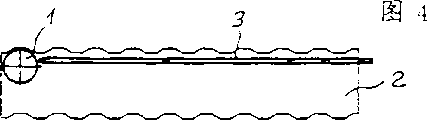
图1是按照本发明的带料馈给机和一相联系的再成形工具的侧视示意图。
图2-5示馈送和加工一条带料时的不同工作情况。
图6示带料馈给机的一个工作循环中的不同操作位置。
图1示一再成形工具1,例如用于从带料2上冲制垫圈的工具。带料具有通常的形状,它的边缘是波浪形的,为了最好地利用材料,举例来说,在纵向和横向均移位,可以冲制两行垫圈。显然,也可以完成其他种类的加工,例如材料的变形。带料馈给机包括一有指杆3,在本实施例中,它装有5个弹性指头或爪子4-8。这些指头在无载荷的情况下,由于弹簧的作用突出在有指杆3之上,并可以抓住带料2的后边缘,将带料带着走,而被带料盖着的指头被压入到有指杆3之中。在进给方向位于后面的三个指头4-6之间的间距比前端指头6、7、8之间的间距要小。最前面的指头8位于有指杆3的前端,因而,如图2所示,可以将一带料2插入到最后的位置,以冲制带料中最后的垫圈或加工最后的一个工件,而不会与成形工具相碰。所有工件冲制后剩下的格栅状带料残余,用一对清除筒9从成形工具移走,带料2以已知的方法一条一条地用一垂直码垛机11从一存料器10中取出,并放到图上没有示出的一个导轨上,在导轨上带料被有指杆3的指头抓住并带往成形工具1。有指杆3与一可偏程序的直线驱动装置12相连接,驱动装置12可以完成有任何向前和向后行程的整套程序,图1中用不同长度的箭头表示了这些行程。
如上所述,图1和图2示一带料2被插入成形工具中的情况。有指杆3前端最前面的指头8就直接在成形工具的近旁而没有和它发生干涉。在成形工具的加工行程之前,如果需要,有指杆3可以退出。在图2中,可以看到新加上的带料2的位置。在这带料下,有指杆3以一个较大的行程退出到图3所示的位置,在这位置,有指杆3的最后面的指头4正好靠在带料2后边缘后面。于是,有指杆3连同带料2以差不多同样的行程被向前移到图4所示的位置。这样,带料2被进给到成形工具中足够的距离,从而可以进行第一个加工操作。这时,有指杆3就直接靠近成形工具1,它必须然后再向后移,以便再次将带料2向前推。于是,下一个指头5或隔一个的指头6可以进入工作,以使带料再向前推动一步。图5示再进一步的状态,这时,带料已被部分加工,有指杆3被退回到足够的地位,以再次将带料2推进一步,这时,指头7对进一步推进带料发生作用。在后一个状态,有指杆3必须再退回,以便有指杆3前端的指头8进入工作,将带料向前推入图1或3所示的终端位置。
由于有指杆的结构以及其可编程序的驱动装置,任何状态都可以实现,例如不同尺寸的进给步子以及不同尺寸的进给行程,以馈送不同长度的带料。如果需要,带料的引导装置在相对于进给方向的横向可以移动,以让带料在其一列或多列中加工。
图6示有指杆3的一个可能进行的完整运动循环,其中有指杆的进给或馈送位置以实线示出,而后退的位置以虚线示出。带料2的后缘2′的相对应位置示于有指杆的下方。图6在其顶部示出按照图3有指杆退回的起始位置。在这位置,指头4在所示位置抓住带料2。在第二个位置上,仍示出所有的指头4-8,对应于图4所示的第一个加工位置,在这位置,带料系由指头4馈送。然后,有指杆再退回到一个位置,在这位置,指头6抓住带料,从这位置只示出前边缘。在后续的三个位置,指头6每次将带料进给一步。然后,有指杆再次退回至位置3′,在这位置,指头7抓住带料,并将其再向前移动7步。然后,有指杆退回至位置3′,在这位置,最前面的指头8抓住带料2并将其再移动7步,至图1和2所示的最终位置。
可以预见,一根有齿皮带可用作为进给工具,它将相应地被移位,进行往复运动。迄今,只使用了一种单一的进给工具,例如单根有指杆,这是事实。但是,如要进给较宽的带料或板料,可以安排多个进给工具,例如多根有指杆,一根挨着一根,这些工具的结构和运动都是相同的。
Claims (6)
1.一种馈送和进给一条带料进入或通过一成形工具的方法,用这种方法人们借助于至少一个进给工具,逐步进给和移动上述带料,并且借助于一个可编程序的驱动装置,给予进给工具以不同行程的进给运动,本方法的特征在于,人们使用一种有指杆作为往复的进给工具,并给予它不同的前进和后退行程,它具有多个指头,在运动方向以不同的间距排列,从而上述带料靠不同的指头以不同的行程进给。
2.按照权利要求1所记载的方法,其特征在于,为使操作能适合于不同的带料和/或再成形工具,驱动程序是可以改变的。
3.一种按照权利要求1的方法实现的带料馈给机,其特征在于,至少用一根有指杆馈送机进给带料,并且有指杆使用一可编程序的驱动装置,而有指杆具有在纵向交错排列的指头。
4.按照权利要求要求3所记载的带料馈给机,其特征在于,有指杆具有相互之间距离不等的多个指头。
5.按照权利要求3所记载的馈给机,其特征在于,按进给方向来说,有指杆后端的指头间距比前端的指头间距要小,从而有指杆的第一个行程是尽可能的短。
6.按照要求5所记载的带料进给机,其特征在于,驱动装置是可编程序的。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH01863/93 | 1993-06-21 | ||
| CH01863/93A CH688128A5 (de) | 1993-06-21 | 1993-06-21 | Verfahren zum Zufuehren und Vorschieben eines Streifens und Streifenanleger zur Durchfuehrung dieses Verfahrens. |
| CH01863/1993 | 1993-06-21 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1102392A CN1102392A (zh) | 1995-05-10 |
| CN1052176C true CN1052176C (zh) | 2000-05-10 |
Family
ID=4220372
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN94106667A Expired - Fee Related CN1052176C (zh) | 1993-06-21 | 1994-06-20 | 带料的馈送和进给方法及实施该方法的带料馈给机 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US5727916A (zh) |
| EP (1) | EP0630702B1 (zh) |
| JP (1) | JPH07148603A (zh) |
| CN (1) | CN1052176C (zh) |
| CH (1) | CH688128A5 (zh) |
| DE (1) | DE59405679D1 (zh) |
| TW (1) | TW247307B (zh) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8118197B2 (en) * | 2007-06-18 | 2012-02-21 | Precision Valve Corporation | Method of making aerosol valve mounting cups and resultant cups |
| US20090158580A1 (en) * | 2007-06-18 | 2009-06-25 | Precision Valve Corporation | Method of making aerosol valve mounting cups and resultant cups |
| EP3330023B1 (fr) * | 2016-11-30 | 2021-07-28 | LNS Management SA | Châssis surmoulé pour ravitailleur de barres |
| EP3702062A1 (de) | 2019-03-01 | 2020-09-02 | Adval Tech Holding AG | Vorschubvorrichtung für transferpresse |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4090703A (en) * | 1977-02-07 | 1978-05-23 | Gulf & Western Manufacturing Company | Feeding apparatus for sheet material |
| DE8220431U1 (de) * | 1982-07-17 | 1985-05-23 | Maschinenfabrik Müller-Weingarten AG, 7987 Weingarten | Materialbeschickungseinrichtung an Pressen, Stanzen oder ähnlichen Arbeitsmaschinen |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1203029B (de) * | 1962-08-27 | 1965-10-14 | Ibm Deutschland | Schrittvorschubeinrichtung fuer Lochkarten |
| US3311370A (en) * | 1965-04-05 | 1967-03-28 | Sperry Rand Corp | Selective record card advancing mechanism |
| US3757961A (en) * | 1972-01-10 | 1973-09-11 | East Dayton Tool & Die Co | Article transfer apparatus |
| US4075949A (en) * | 1976-02-19 | 1978-02-28 | General Mills, Inc. | Cart pushing apparatus |
| AT371045B (de) * | 1980-03-21 | 1983-05-25 | Schelling & Co | Einrichtung an auflagetischen fuer werkzeugmaschinen zum ausrichten von grossformatigen, streifen- oder plattenfoermigen werkstuecken |
| CH663591A5 (de) * | 1984-05-09 | 1987-12-31 | Sig Schweiz Industrieges | Anordnung zum abtrennen von gruppen verschiedener laenge von gegenstaenden. |
| FR2632887B1 (fr) * | 1988-06-21 | 1994-07-01 | Callet Sarl Pierre | Guillotine automatique pour decouper du papier |
| DE3923622A1 (de) * | 1989-07-17 | 1991-01-31 | Kaiser Kg Otto | Vorrichtung zum zufuehren und vorschieben von bandmaterial in eine exzenterpresse |
| US5092449A (en) * | 1989-12-08 | 1992-03-03 | Liberty Glass Co. | Article transfer apparatus |
-
1993
- 1993-06-21 CH CH01863/93A patent/CH688128A5/de not_active IP Right Cessation
-
1994
- 1994-06-15 DE DE59405679T patent/DE59405679D1/de not_active Expired - Fee Related
- 1994-06-15 EP EP94810355A patent/EP0630702B1/de not_active Expired - Lifetime
- 1994-06-17 TW TW083105513A patent/TW247307B/zh active
- 1994-06-20 JP JP6136209A patent/JPH07148603A/ja active Pending
- 1994-06-20 CN CN94106667A patent/CN1052176C/zh not_active Expired - Fee Related
-
1996
- 1996-04-23 US US08/636,823 patent/US5727916A/en not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4090703A (en) * | 1977-02-07 | 1978-05-23 | Gulf & Western Manufacturing Company | Feeding apparatus for sheet material |
| DE8220431U1 (de) * | 1982-07-17 | 1985-05-23 | Maschinenfabrik Müller-Weingarten AG, 7987 Weingarten | Materialbeschickungseinrichtung an Pressen, Stanzen oder ähnlichen Arbeitsmaschinen |
Also Published As
| Publication number | Publication date |
|---|---|
| CN1102392A (zh) | 1995-05-10 |
| US5727916A (en) | 1998-03-17 |
| CH688128A5 (de) | 1997-05-30 |
| TW247307B (zh) | 1995-05-11 |
| EP0630702B1 (de) | 1998-04-15 |
| DE59405679D1 (de) | 1998-05-20 |
| JPH07148603A (ja) | 1995-06-13 |
| EP0630702A1 (de) | 1994-12-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1412170B1 (en) | Tool apparatus and programmable method for punching apertures into a workpiece | |
| US4466603A (en) | Methods and apparatus for producing stacks of sheets | |
| DE102007038184A1 (de) | Plattenmaterial-Austragvorrichtung | |
| CN1052176C (zh) | 带料的馈送和进给方法及实施该方法的带料馈给机 | |
| CN101443140A (zh) | 面板分类方法及面板分类装置 | |
| CN112828211A (zh) | 大螺距大直径异形弹簧机 | |
| GB2047647A (en) | Conveyor device for use with a block cutter | |
| DK158055B (da) | Persiennefremstillingsmaskine | |
| AU615107B2 (en) | Method and apparatus for multidirectional sheet feeding | |
| US4003237A (en) | Multiple station forming press with blank accelerator | |
| US6053301A (en) | Apparatus for feeding connectors to a harness-making system | |
| CN209830790U (zh) | 一种自动种芯机 | |
| CN210023327U (zh) | 内孔整形机 | |
| US3100470A (en) | Can body making machine | |
| US2278103A (en) | Transfer mechanism for multiple station headers | |
| US5016506A (en) | Method for multidirectional sheet feeding | |
| EP0839594A1 (en) | A machine for punching sheet metal | |
| CN219967061U (zh) | 一种型材切割装置 | |
| US4281530A (en) | Apparatus for cutting and forming tubing | |
| CN218252665U (zh) | 一种改进的外壳铆接机 | |
| US20230201898A1 (en) | Metal material processing machine | |
| KR940000182A (ko) | 가구용 못의 제조장치 | |
| CN216095908U (zh) | 高强度钢辊压成型在线多冲次柔性冲孔设备 | |
| CN212917458U (zh) | 一种搓丝机的进料装置 | |
| US2280823A (en) | Feeding device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| ASS | Succession or assignment of patent right |
Owner name: SYNGENTA BRITISH CO., LTD. Free format text: FORMER OWNER: STYNER + BINEZ AG Effective date: 20021025 |
|
| C41 | Transfer of patent application or patent right or utility model | ||
| TR01 | Transfer of patent right |
Effective date of registration: 20021025 Patentee after: Adval Tech Holding AG Patentee before: Styner & Binez AG |
|
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20000510 |