CN1048813A - The press section of paper machine or lap machine - Google Patents
The press section of paper machine or lap machine Download PDFInfo
- Publication number
- CN1048813A CN1048813A CN90103960.8A CN90103960A CN1048813A CN 1048813 A CN1048813 A CN 1048813A CN 90103960 A CN90103960 A CN 90103960A CN 1048813 A CN1048813 A CN 1048813A
- Authority
- CN
- China
- Prior art keywords
- nip
- roller
- roll
- press section
- breast roll
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F3/00—Press section of machines for making continuous webs of paper
- D21F3/02—Wet presses
- D21F3/04—Arrangements thereof
Abstract
The press section of paper machine or lap machine comprises several rollers, and they form several nips mutually, in order to remove the moisture by the paper web of these nips.Have at least one to be ganoid breast roll in these rollers, other roller of it and at least one is formed nip; A kind of paper pressing blanket that forms loop is walked around above-mentioned roller the moisture in the paper web is siphoned away.According to the present invention, breast roll is a variable crowned roll, it has one and is installed in rotation on high varying mechanism in metal roller shell on the stationary roller shaft and at least one cover, is used on the direction on each nip plane roller shell being loaded, to regulate the line pressure distribution of nip.
Description
The present invention relates to the press section of paper machine or lap machine, it comprises several rollers, and these rollers are formed several nips each other, in order to remove by the moisture in the paper web of each nip.In above-mentioned roller, have at least one to be the ganoid roller that is called breast roll, other roller of it and at least one is formed nip.A kind of paper pressing blanket that forms loop is walked around above-mentioned roller, and the moisture in the paper web is siphoned away.
In paper machine, its building mortion is made paper web with fibre pulp, and made paper web is supported and brought into the press section of paper machine subsequently by the woollen blanket of paper machine, at this, paper web and the woollen blanket that supports it be the nip by forming between roller together, so that the moisture in the paper web is drawn in the woollen blanket.Then, paper web is sent into the drying cylinder portion of paper machine again by press section.A kind of common press section comprises a massive breast roll and silk screen or around the belt woollen blanket of breast roll.The roller that is positioned at above-mentioned belt woollen blanket is formed nip to each other or with breast roll, when paper web passes through above-mentioned nip, then sucks in the woollen blanket owing to the squeezing effect is extruded moisture from paper web.In drying cylinder portion, the moisture of paper web is removed by evaporation, and this will expend a lot of energy, thereby very uneconomical.Therefore must be before paper web enter drying cylinder portion, get rid of moisture in the paper at press section to greatest extent by mechanical means earlier.At high temperature as easy as rolling off a log the eliminating from paper web of moisture is method well known in the prior art, because the viscosity of water and the coefficient of resilience and the surface tension of paper web reduce when improving temperature.Therefore, can improve the temperature of press section paper web.According to former experience, learn that for example, the temperature of press section improves 6-10 ℃, the dry solids conlent of paper web can improve about 1% or more.The raising of press section dry solids conlent can make cost significantly reduce.For example, at a rough estimate, the water content of paper web reduces by 1% in the paper machine press section, and then the steam consumption of drying cylinder portion will reduce about 5%.
The shortcoming that the current press section that generally adopts exists for a long time is that its breast roll has problem, because the material of breast roll generally is certain suitable rock, for example granite.As everyone knows, stone roll is very sensitive for big, unexpected variations in temperature, and the influence of this variation may be very fatal.Why Here it is will do one's utmost to develop the reason of the suitable substitute that replaces stone roll.For example, some for example scribble the metallic roll of polyurethane and rock powder compound and have been used for replacing stone roll, on metallic roll coated be for the surface nature that makes roller similar to stone roll.Compare with stone roll, the advantage of metallic roll is that it has the ability that goodish adaptive temperature changes.And for this cause, the comparable stone roll of metallic roll bears higher temperature.In addition, metallic roll also can be born the running speed more much higher than stone roll.
A kind of press section of paper machine of ordinary construction (containing a breast roll and several combined pressure rollers around it) has three nips.In this structure, first nip is between a fluted roller and vacuum pressure roller, and second nip is between a vacuum pressure roller and breast roll, and the 3rd nip is then between breast roll and one second fluted roller.Owing in the nip of press section, must make its line pressure even as much as possible,, be preferably made the subregion dancer rools so above-mentioned fluted roller is generally made variable middle height in this structure.Like this, by the middle high change of fluted roller, first nip of press section and the line pressure in the 3rd nip are evenly distributed.Also even as much as possible for the line pressure distribution that makes second nip, generally will form the vacuum pressure roller of second nip and the overcoat of breast roll and make camber.But, must not make nip obtain uniform line pressure by means of curved surface, and curved surface always " immobilize ", also be a shortcoming.If must change curved surface, just must grind roller, this is again operation very expensive and that take a lot of work.And roller is only made the distribution that camber can not be controlled line pressure fully, and for example, used metal matter breast roll problem in use is that heating is inhomogeneous, and this will cause the line pressure distribution bad.Fluted roller is owing to high varying mechanism in being provided with, so price is more expensive.Why cost is also high because its diameter is less for it, so high varying mechanism was had any problem during portion installed within it.If in this press section, add the 4th an independent pressure roller, so also to use variable in high fluted roller.
Therefore, generally speaking, the shortcoming of prior art is the problem that causes of infrastructure cost height, structure dependent temperature inequality possibly and is difficult to obtain uniform and adjustable (if necessary) line pressure distribution.
The purpose of this invention is to provide a kind of press section, adopt this device can make above-mentioned shortcoming reduce to minimum, and obtaining basic improvement aspect raising dry solids conlent and the raising running speed.Another object of the present invention provides a kind of structure that can replace used stone roll in the press section.In order to reach these purposes, the present invention program's principal character is: breast roll is a variable crowned roll, it comprises one and is installed in rotation on high varying mechanism in metal roller shell on the stationary roller shaft and at least one cover, this mechanism be mounted to can breast roll and and its form on the direction on the nip plane between the roller of nip roller shell loaded so that regulate line pressure distribution in the above-mentioned nip.
Compared with prior art, the present invention has many advantages, and this partly discussed in the above.Some differences between them below again will remark additionally.When using the present invention program, if necessary, an available variable crowned roll replaces two variable crowned rolls, this will be economical many.Because high varying mechanism during breast roll obviously will use is so this mechanism of installation is just much easier in this roller, because its inner space is bigger.When application is of the present invention, if necessary, also can control the line pressure distribution in the nip between vacuum pressure roller and the breast roll.
In addition, adopt the solution of the present invention can avoid inhomogeneous those problems that cause of the used metal matter of prior art breast roll heating.Adopt a scheme of the present invention, the roller shell of breast roll can be made more thinner than existing roller shell, thereby improve its heat conductivility.If necessary, roller also can be used to heat paper web.According to the present invention, need not to grind any curved surface of roller.Another advantage of the present invention is relevant with the structure of used fluted roller.At present, fluted roller all has a kind of suitable coating compounds (for example polyurethane).Therefore, their temperature capacity is limited.And variable crowned roll, particularly subregion dancer rools then produce a large amount of heat.Therefore, when using a kind of scheme of the present invention, fluted roller is just not necessarily made variable crowned roll, and if necessary, they also can be provided with simple cooling body.Another advantage of the present invention is to reequip used press section.Other advantages of the present invention and feature will be seen in the detailed description below.
Describe the present invention with reference to the accompanying drawings in detail.
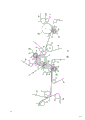
Fig. 1 is the side view that adopts the press section of the paper machine of a kind of scheme of the present invention or lap machine;
Fig. 2 is the corresponding views of another embodiment of scheme shown in Figure 1;
Fig. 3 is the corresponding views of another embodiment of scheme illustrated in figures 1 and 2;
Fig. 4 is another the alternative embodiment according to the solution of the present invention.
Shown in Fig. 1,2 and 3, paper web forms paper web W on the carrying silk screen 50 of fourdrinier wire or twin wire former.By the declivity running of the silk screen 50 between wire suction roll 51 and the copper mesh carry-over pinch rolls 52, paper web W is transferred on first press felt 10 at the pick-up point P place on the vacuum chamber 14 of paper carrying roll 13, and therefore, this press felt 10 also plays the effect of paper injection blanket.It is vacuum pressure roller 11 and fluted roller 22(or the suitable roller that has concave surface 23 that the paper web W that first press felt 10 will be positioned at its lower surface brings two pressure rollers into) between the first nip N
1In.First press felt 10 forms loop by the felt leading roll (not shown), and felt leading roll makes first press felt keep suitable tensioning state.The first nip N
1Two press felts are set, the first promptly above-mentioned press felt 10 and second press felt 20, the latter also makes it form a loop by felt leading roll 21 and keeps suitable tensioning state.The first nip N
1Nip plane label K
1Expression.
Paper web is by the first nip N
1After, hold by the vacuum chamber 12 of vacuum pressure roller 11, break away from second press felt 20 and be affixed to the surface of first press felt 10, and import the second nip N by vacuum pressure roller 11
2In.For this reason, as the first above-mentioned press felt 10, and vacuum furnace is provided with the vacuum chamber 12 of suitable length, impels paper web W to break away from second press felt 20 with a kind of so-called paper injection blanket, and is drawn onto on first press felt 10.The above-mentioned second nip N
2Between the vacuum pressure roller 11 and breast roll 1 of press section.Above-mentioned first press felt 10 is passing the second nip N
2Afterwards, just leave breast roll 1.Because the surface of breast roll 1 is smooth, so paper web W is passing through the second nip N
2The back adheres on the surface of breast roll 1 with regard to breaking away from first press felt 10.So under the breast roll guiding, paper web W is admitted to the 3rd nip N of press section
3In, the 3rd nip N
3Be positioned at breast roll 1 and relative fluted roller 32(or have the similar roller of concave surface 33) between, one makes it form the 3rd press felt 30 of loop by felt leading roll 31, walks around above-mentioned fluted roller 32.
In the embodiment shown in Fig. 1,2 and 3, press section also comprises the 4th an independent pressure roller, in this case, at second breast roll 70 of similar breast roll 1 and relative fluted roller 44(or have the similar roller of concave surface 45) between formed the 4th nip N
4Paper web W is by the 3rd nip N
3After just break away from the 3rd press felt 30 and be attached on the surface of breast roll 1, and make its off center roller 1 by vacuum dancing roll 63.Therefore, having formed a kind of open type between breast roll 1 and above-mentioned vacuum dancing roll 63 transfers.Paper web W leaves on the 4th press felt 40 on the vacuum chamber 42 that is sent to vacuum furnace 41 behind the vacuum dancing roll 63 (vacuum furnace 41 plays the effect of paper carrying roll).Between vacuum dancing roll 63 and vacuum furnace 41, also be that open type is transferred.The 4th press felt 40 also is a so-called paper injection blanket, and it forms a loop by felt leading roll 43.Above-mentioned the 4th press felt 40 is sent paper web W into the 4th nip N
4In, then, because the surface characteristic of second breast roll 70, make paper web W break away from the 4th press felt 40 again and be attached on the surface of second breast roll 70.The 4th nip N
4Nip plane label K
4Expression.By vacuum dancing roll 61 and 62 paper web W is sent on the dry silk screen 60 from second breast roll 70, dry silk screen 60 is sent into paper web W in the drying device (not shown) again.
Fig. 1 illustrates first most preferred embodiment of press section of the present invention.As shown in Figure 1, the breast roll 1 of press section is a variable crowned roll, and it contains a metal roller shell 2 that is installed in rotation on the stationary roller shaft 3.In the embodiment shown in fig. 1, high varying mechanism 4 and 5 in being equipped with in the breast roll 1, this mechanism is at the second nip N
2Nip plane K
2With the 3rd nip N
3Nip plane K
3Interior action, and pass through it at above-mentioned nip plane K
2And K
3Interior to roller shell 2 loadings, form required line pressure distribution.In the embodiment shown in fig. 1, high varying mechanism contains the loading slide block that is supported on the roll shaft 3 and the inner surface of roller shell 2 is loaded in described.Therefore, but breast roll 1 shown in Figure 1 is the roller that a subregion is regulated, and carries out middle high change along the both direction that is mutually the α angle in these zones.Therefore, in the embodiment shown in fig. 1, the adjusting of line pressure distribution is the second nip N of while at press section
2With the 3rd nip N
3In carry out.Because the direction of high change in two is arranged in the breast roll 1 shown in Figure 1, so, as in high varying mechanism 4 and 5 just must select structure for use as above-mentioned loading slide block.If in the breast roll 1 only in a direction (at the second nip N
2Nip plane K
2In or at the 3rd nip N
3Nip plane K
3In) provide in high change, so, just can adopt among any that prior art makes high varying mechanism as high varying mechanism in this direction.If necessary, high varying mechanism (Fig. 1 is not shown) in also can in fluted roller 22, being provided with, in this case, the first nip N of also controlled system press section
1Interior line pressure distribution.
As mentioned above, press section shown in Figure 1 also comprises the 4th a nip N who is made of independent pressure roller
4Therefore, in the embodiment shown in fig. 1, hypermutation action roller during second breast roll 70 also adopts, it contains a hollow metal roller shell 71 that is installed in rotation on the stationary roller shaft 72.High varying mechanism 73 in being provided with in this roller shell 71, by this mechanism at nip plane K
4Direction on to the 4th nip N
4Load, to obtain required line pressure distribution.As can be seen from Figure 1, in second breast roll 70, used similar above-mentioned loading slide block structure used in breast roll 1 as pressure roller in high varying mechanism 73.But, owing in the 4th independent pressure roller, only needing one of control to regulate direction, so can adopt high varying mechanism 73 in any mechanism conduct of making by prior art.Therefore, in the embodiment shown in fig. 1, if necessary, can control the line pressure distribution of all nips of press section.
The difference of the second embodiment of the present invention shown in Figure 2 and embodiment shown in Figure 1 is, 1 of its breast roll is at the second nip N
2Nip plane K
2Center varying mechanism 4 is set on the direction.Therefore, in embodiment illustrated in fig. 2, can adopt any mechanism of making as high varying mechanism 4 wherein by prior art.As can be seen from Figure 2, in this embodiment, the first nip N
1The line pressure distribution also be at nip plane K
1Regulate in the direction, so fluted roller 22 is also made a variable crowned roll, it has a tubulose roller shell 24 that is installed in rotation on the stationary roller shaft 25, in this roller shell 24, be equipped with required in high varying mechanism 26, be used for regulating nip N
1Interior line pressure distribution.Regulate direction owing to only relate to one, so can adopt wherein high varying mechanism of any governor motion conduct of making by prior art.
For the 3rd nip N to the press section in embodiment illustrated in fig. 2
3The line pressure distribution also regulate the 3rd above-mentioned nip N
3Fluted roller 32 also make a variable crowned roll, its structure and the first nip N recited above
1The structural similarity of fluted roller 22.Therefore, fluted roller 32 comprises a tubulose roller shell 34 that is installed in rotation on the roll shaft 35, and, high varying mechanism 36 in roller shell 34, being provided with, it is at the 3rd nip N
3Nip plane K
3Interior action is to regulate its line pressure distribution.And, owing to also only require in a direction in the case and regulate, so wherein high varying mechanism 36 also can be made by any required method, for example, can adopt high varying mechanism 36 in the loading slide block conduct shown in Figure 2, but also can in its space, adopt high varying mechanism 36 in one or several hydraulic pressure chamber conduct that for example is arranged between roll shaft 35 and the roller shell 34.In addition, in the embodiment shown in Figure 2, the 4th independent nip N of press section
4The control method of interior line pressure distribution and embodiment illustrated in fig. 1 different.Wherein, the 4th nip N
4Fluted roller 44 adopt a variable crowned roll, so pressure roller 44 contains a tubulose roller shell 46 that is installed in rotation on the roll shaft 47.In this roller shell 46, be provided with and the first nip N recited above
1Fluted roller 22 in high varying mechanism 26 and the 3rd nip N
3Fluted roller 32 in high varying mechanism 36 similar in high varying mechanism 48.Therefore, in this embodiment, the 4th nip N
4Breast roll 70 can adopt very common metallic roll or or even stone roll.
The 3rd embodiment shown in Figure 3 combines embodiment illustrated in figures 1 and 2 to a certain extent.In scheme shown in Figure 3, the first nip N of press section
1, the second nip N
2With the 3rd nip N
3The control method of line pressure distribution identical with the method for scheme shown in Figure 2, and the 4th nip N
4The control method of line pressure distribution then identical with method shown in Figure 1.Therefore, can be for embodiment shown in Figure 3 with reference to top explanation.
Embodiment shown in Figure 4 and the difference of the foregoing description are as follows.The first nip N of relevant press section
1Scheme and the foregoing description similar.But, as shown in Figure 4, the second nip N of press section
2Not between vacuum pressure roller 11 and breast roll 1, but set up a fluted roller 15 or a similar roller that has concave surface 16 on the running route of first press felt 10 after vacuum pressure roller 11, form the second nip N of press section by it and breast roll 1
2As above-mentioned embodiment, first press felt 10 forms a loop by felt leading roll 17.In the embodiment shown in fig. 4, the structure of breast roll 1 and work are the same with embodiment shown in Figure 1.The 3rd nip N of present embodiment
3Also the same with embodiment shown in Figure 1 of fluted roller 32 and relevant structure.As can be seen, it does not have the 4th independent pressure roller at all, but directly paper web W is sent to (not shown) on the dry silk screen by vacuum dancing roll 63 from embodiment illustrated in fig. 4.But obviously, this embodiment also can be provided with the 4th an independent pressure roller that is similar in the foregoing description.In like manner, also fully aware of, Fig. 1,2 and 3 illustrated embodiments also can be cancelled the 4th independent pressure roller.
Above, the embodiment shown in for example understands the present invention with reference to the accompanying drawings.But, can not think that the present invention only limits to the scope of given example, in the scope of the thinking of the present invention of claims defined that the present invention encloses, can make many changes to the present invention.
Claims (5)
1, the press section of a kind of paper machine or lap machine, it comprises several and forms the nip (N that uses the moisture that removes paper web (W) mutually
1, N
2, N
3, N
4) roller (1,11,15,22,32,44,70), paper web (W) is transmitted and passes above-mentioned nip, in above-mentioned roller, has a roller (1 at least; 70) be ganoid so-called breast roll, other pressure roller (11,15,32 of it and at least one; 44) form nip (N
2, N
3N
4), a kind of paper pressing blanket (10,30 that constitutes loop; 40) walk around these pressure rollers, the moisture in the paper web (W) is drawn into this paper pressing blanket (10,30; 40) in, press section of the present invention is characterised in that, its breast roll (1; 70) be a variable crowned roll, it contains one and is installed in fixing roll shaft (3 in mode rotationally; 72) the metal roller shell (2 on; 71), and contain high varying mechanism (4,5 at least one cover; 73), in order at breast roll (1; 70) and with it form nip (N
2, N
3N
4) other roller (11,15,32; 44) the nip plane (K between
2, K
3K
4) direction on to roller shell (2; 71) load so that regulate above-mentioned nip (N
2, N
3N
4) interior line pressure distribution.
2, according to the press section of claim 1, it is characterized in that breast roll (1; 70) high varying mechanism (4 in; 73) contain a hydraulic pressure chamber or several hydraulic pressure chamber, these hydraulic pressure chambers are that people know and are installed in roller shell (2; 71) with roll shaft (3; 72) between.
3, according to the press section of claim 1, its breast roll (1) forms nip (N with two other pressure rollers (11 or 15,32)
2, N
3), it is characterized in that, in high varying mechanism (4,5) be arranged in breast roll (1), be used at two nip (N
2, N
3) nip plane (K
2, K
3) direction on roller shell (2) is loaded so that regulate two nip (N
2, N
3) the line pressure distribution.
4, according to the press section of claim 3, it is characterized in that nip plane (K
2, K
3) being mutually a α angle, this angle is not equal to 180 °.
According to the press section of claim 3 or 4, it is characterized in that 5, wherein high varying mechanism (4,5) contains common loading slide block, it is bearing on the roll shaft, and the inner surface of roller shell (2) is loaded.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FI892625A FI86753C (en) | 1989-05-30 | 1989-05-30 | Press section for a paper or cardboard machine |
| FI892625 | 1989-05-30 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN1048813A true CN1048813A (en) | 1991-01-30 |
Family
ID=8528534
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN90103960.8A Pending CN1048813A (en) | 1989-05-30 | 1990-05-30 | The press section of paper machine or lap machine |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP0401190B1 (en) |
| CN (1) | CN1048813A (en) |
| AT (1) | ATE125894T1 (en) |
| CA (1) | CA2017010C (en) |
| DE (1) | DE69021277T2 (en) |
| FI (1) | FI86753C (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110612370A (en) * | 2017-05-10 | 2019-12-24 | 福伊特专利有限公司 | Production device and method for producing a fibrous web |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1992008003A1 (en) * | 1990-10-31 | 1992-05-14 | Beloit Corporation | Paper web heating on a press roll |
| DE4140879A1 (en) * | 1991-12-11 | 1993-06-17 | Voith Gmbh J M | PRESS RELEASE |
| FI88812C (en) * | 1992-03-05 | 1993-07-12 | Valmet Paper Machinery Inc | Device for controlling the web's tip drawing tape in a paper machine |
| DE19654325A1 (en) * | 1996-12-24 | 1998-06-25 | Voith Sulzer Papiermasch Gmbh | Press section of a paper-making machine |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1193792B (en) * | 1961-06-30 | 1965-05-26 | Textilmaschinen Eduard Kuester | Roller for the pressure treatment of webs |
| US3477907A (en) * | 1966-03-09 | 1969-11-11 | Beloit Corp | Press arrangement for papermaking machine |
| CH607635A5 (en) * | 1976-06-14 | 1978-09-29 | Escher Wyss Ag | |
| DE3117787A1 (en) * | 1981-05-06 | 1982-12-09 | J.M. Voith Gmbh, 7920 Heidenheim | Press section of a paper machine having a granite roll arranged therein |
| DE3808293C2 (en) * | 1988-03-12 | 1994-08-18 | Voith Gmbh J M | Long nip press roll |
| US4889048A (en) * | 1988-04-13 | 1989-12-26 | Miller Ray R | High heat flux roll and press utilizing same |
| DE3815278A1 (en) * | 1988-05-05 | 1989-11-16 | Voith Gmbh J M | PRESS RELEASE OF A MACHINE FOR THE PRODUCTION OF A FIBROUS MATERIAL SHEET, IN PARTICULAR PAPER SHEET |
-
1989
- 1989-05-30 FI FI892625A patent/FI86753C/en not_active IP Right Cessation
-
1990
- 1990-05-17 CA CA002017010A patent/CA2017010C/en not_active Expired - Lifetime
- 1990-05-29 DE DE69021277T patent/DE69021277T2/en not_active Expired - Fee Related
- 1990-05-29 AT AT90850218T patent/ATE125894T1/en not_active IP Right Cessation
- 1990-05-29 EP EP90850218A patent/EP0401190B1/en not_active Expired - Lifetime
- 1990-05-30 CN CN90103960.8A patent/CN1048813A/en active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110612370A (en) * | 2017-05-10 | 2019-12-24 | 福伊特专利有限公司 | Production device and method for producing a fibrous web |
| CN110612370B (en) * | 2017-05-10 | 2022-01-28 | 福伊特专利有限公司 | Production device and method for producing a fibrous web |
Also Published As
| Publication number | Publication date |
|---|---|
| FI86753C (en) | 1992-10-12 |
| ATE125894T1 (en) | 1995-08-15 |
| CA2017010C (en) | 1995-07-18 |
| DE69021277D1 (en) | 1995-09-07 |
| EP0401190A2 (en) | 1990-12-05 |
| DE69021277T2 (en) | 1996-01-11 |
| FI86753B (en) | 1992-06-30 |
| EP0401190B1 (en) | 1995-08-02 |
| EP0401190A3 (en) | 1992-01-02 |
| FI892625A0 (en) | 1989-05-30 |
| FI892625A (en) | 1990-12-01 |
| CA2017010A1 (en) | 1990-11-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0107606B1 (en) | Method of sheet transfer | |
| CA1304247C (en) | Method for the mechanical-thermal dewatering of a fiber stock web | |
| CA2365989C (en) | Method and apparatus for handling a paper or board web | |
| EP0973972B1 (en) | Calendering method and a calender that makes use of the method | |
| CA2055927A1 (en) | Method and device for dewatering of a paper web by pressing | |
| WO2000070144A1 (en) | Method for the manufacture of paper, and paper machine line | |
| EP0799932A2 (en) | Process for dewatering a paper web in a press section of a paper machine | |
| CN114318930B (en) | Machine and method for manufacturing a fibrous web | |
| CA1076863A (en) | Procedure in the wet end of a paper machine | |
| CA2039956C (en) | Method for calendering a paper or cardboard web coated at both sides | |
| US6827010B2 (en) | Multi-roll calender | |
| US20020060009A1 (en) | Method and apparatus to produce paper webs coated on both sides | |
| US5894679A (en) | Dryer sections with intermediate calendering in a paper machine | |
| US5681431A (en) | Press section for a paper machine | |
| CN1048813A (en) | The press section of paper machine or lap machine | |
| EP1576232B1 (en) | Press section in a paper or board machine | |
| CN1077636C (en) | Method for drying surface-treated paper web or equivalent in after-dryer of paper machine and after-drying carrying out the method in a paper machine | |
| EP1125020B1 (en) | Method and arrangement for handling paper or cardboard webs | |
| CN101463575B (en) | Arrangement in connection with the press section of a web-forming machine | |
| US5269885A (en) | Press section of a paper or paperboard making machine | |
| US6733630B1 (en) | Method and apparatus for supporting a paper and board web in finishing equipment | |
| CN1768180B (en) | Apparatus and method for manufacturing paper or board and thus manufactured paper or board | |
| US6065222A (en) | Dryer sections with intermediate calendering in a paper machine | |
| US5759355A (en) | Press section in a paper machine | |
| US20040244608A1 (en) | Method for making a fibre, especially a board web, and concept for making a fibre web, especially a board web |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C01 | Deemed withdrawal of patent application (patent law 1993) | ||
| WD01 | Invention patent application deemed withdrawn after publication |