CN1040712C - 导线连接方法和导线连接端部结构 - Google Patents
导线连接方法和导线连接端部结构 Download PDFInfo
- Publication number
- CN1040712C CN1040712C CN94119936A CN94119936A CN1040712C CN 1040712 C CN1040712 C CN 1040712C CN 94119936 A CN94119936 A CN 94119936A CN 94119936 A CN94119936 A CN 94119936A CN 1040712 C CN1040712 C CN 1040712C
- Authority
- CN
- China
- Prior art keywords
- lead
- mentioned
- pressed
- electrode
- heat
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images




Landscapes
- Manufacturing Of Electrical Connectors (AREA)
- Connections Effected By Soldering, Adhesion, Or Permanent Deformation (AREA)
Abstract
本发明提供一种导线连接方法,把具有绝缘包覆的导线2的线束插入到金属套筒1的至少一个端部中,把该金属套筒1的端部放置在一对进行压缩动作的电极4、6之间,这对电极具有小于上述金属套筒1的直径且可加热的压入顶端3,将压入顶端3一边进行加热一边进行压缩,以使金属套筒1壁体的一部分凹陷到导线2的线束内部,由电极的压入顶端3的热量、两电极4、6间的压缩力和流通在两电极4,6之间的电流的电阻热使金属套筒1同导线2电气导通。
Description
本发明涉及通过具有可插入导线的筒状导线插入部的连接接头,把导线线束彼此电气连接起来的导线连接方法,导线的连接端部构造以及连接接头,特别是涉及把具有绝缘包覆的导线线束原样插入连接接头的筒状部分,由一对电极进行加热、加压和加电流,把连接接头同导线进行导通。固定的导线连接方法,导线连接端部构造以及连接接头。
在现有技术中,提出了一种导线的连接方法(日本专利公开公报3006881/1993),不用除掉绝缘包覆,把金属套筒套在导线连接端部上,把该金属套筒夹在三极式电阻焊接机的电极间,使电极一边加热一边压缩,通过电极的热、压力和由电极间的电流所产生的电阻热来破坏绝缘包覆,使导线和金属套筒电导通。
图11表示上述现有的导线连接方法的一个工序。把具有绝缘包覆的原样的导线32插入圆筒形金属套筒31的内部,把该金属套筒31放置在能够进行压缩动作的正电极棒33和具有凹部的负电极棒34之间。在上述正电极棒33上连接加热用的电极35,通过在正电极棒33和加热用的电极35之间流过电流,使正电极棒33发热。
在现有导线连接方法中,一边在正电极棒33和负电极棒34之间施加电压一边压缩金属套筒31。在这样的压缩的初期阶段,电流从正电极棒33流向加热用的电极35而使正电极棒33发热,由于导线32的绝缘包覆使电流不会流到导线32中。但是,经过一段时间后,由于正电极棒33的热和压缩力而使导线32的绝缘包覆软化,最终电流通过导线32从正电极棒33流向负电极棒34。此时,在正电极棒33的热和压缩力下增加了导线的电阻热,由此使绝缘包覆被排除,金属套筒31和导线32成为完全导电状态而被连接起来。
但是,在上述现有的导线连接方法中,在金属套筒连接由多条导线所组成的导线线束的情况下,热的传导不均匀,就有需要大压缩力的问题。
即,在导线线束作为整体具有大直径的情况下,在所加热的电极附近的导线被加热到高于所需温度,另一方面,在导线线束底部处温度却没有升高,其结果,就存在不能得到全部所有导线都实现良好电导通的问题。
对此,如果把电极加热到有足够高的温度达到导线束的周边部,该热量就会使金属套管外侧的非焊接部的导线绝缘包覆熔融,从而在连接部以外产生漏电,这样不好。
而且,在上述现有的导线连接方法中,由于用相同直径或更大直径的电极棒压缩金属套管,就需要大的压缩力,从而会发生因压缩力不足而引起的导线抽出和因过大的压缩力引起的金属套管的破裂。
为了解决上述现有的导线连接方法所存在的问题,本发明的目的是提供一种导线连接方法,能够可靠地破坏具有绝缘包覆的以原样插入金属套筒等的多条导线的绝缘包覆,从而实现导线的电导通和紧固。
本发明的另一个目的是提供一种导线连接端部结构,把多条导线的线束可靠地固定在连接接头的筒状部分的内部。
本发明还有一个目的,是提供一种无刷电动机,定子导线的连接端部具有上述导线连接端部结构,能够容易地同其他的导线连接。
本发明的另一个目的是提供一种适合于上述导线连接方法和导线连接端部结构的连接接头。
为了实现上述目的,根据本发明的导线连接方法,其中,通过具有形成为筒状的导线插入部的连接接头而把导线相互电气导通,其特征在于:把具有绝缘包覆的导线线束插入到上述连接接头的导线插入部中,把该导线插入部放置在具有小于导线插入部外径的小直径可加热压入顶端的一对进行压缩动作的电极之间,用上述电极的压入顶端一边进行加热一边进行压缩从而使上述导线插入部的筒状壁体的一部分凹陷到上述导线线束的内部,通过上述电极的压入顶端的热、两电极间的压缩力和流通在两电极间的电流的电阻热而使筒状接头和导线电气导通。
根据本发明的导线连接端部结构,其特征在于,把筒状接头嵌插在由多根导线组成的导线线束的连接端部上,在上述筒状接头的壁体的一部分上设有凹陷到导线线束内部中的比上述筒状接头小的直径的第一凹陷部,在该第一凹陷部相对侧的筒状接头壁体上设有筒状接头周向细长的第二凹陷部,由上述第一凹陷部和第二凹陷部在排除了绝缘包覆的状态下夹持导线,插入了导线的筒状接头的相对一侧端部是敞开的以接受其他的导线。
根据本发明的无刷电动机,其特征在于,在定子导线的连接端部上具有上述导线连接端部结构。
根据本发明的导线连接方法,电极的压入顶端压入导线线束的中心部,产生的热量加热附近的导线。由此,热量从导线的中心部向周围扩散,由于缩短了到达导线线束周边部的热传导距离,通过适当的加热就能使连接端部的导线的绝缘包覆熔融,并且能够防止对金属套筒外侧的非焊接部的导线绝缘包覆产生不良影响。
根据本发明的导线连接方法,相对于大直径的导线线束来说所压入的压入顶端,用小的压缩力就足够了,并且,通过控制上述压入顶端的压入行程,就能可靠地固定住导线,从而能够防止其被拉出。
在本发明的导线连接端部结构中,凹陷在导线线束内部的小直径的第一凹陷部和在筒状接头周向的细长的第二凹陷部,其在筒状接头中形成宽度窄小的咽喉部,就能有效地扣锁住导线。由于筒状接头的另一端是开口的能够接受其它的导线,所以在把其它的导线插入该筒状接头的端部时,就能用本发明的导线连接方法等进行连接,从而能够得到用较少工序进行导线连接的导线连接端部。
根据本发明的无刷电动机,由于在定子导线的连接端部上具有上述的导线连接端部结构,就能大幅度减少现有技术中在无刷电动机安装后用焊料等熔融定子导线连接端部来同外部导线相连接的工序,从而就能得到安装容易的无刷电动机。
根据本发明的导线连接方法,把插入了导线的金属套筒放置在具有可用小直径加热的压入顶端的一对进行压缩动作的电极之间,用压入顶端一边进行加热一边进行压缩从而把金属套筒壁体的一部分凹陷到导线线束的内部中,由电极压入顶端的热量、两电极间的压缩力和流通在两电极间的电阻热来破坏导线的绝缘包覆,从而使金属套筒和导线电气导通,因而,不用拆除导线的绝缘包覆就能简便也进行导线的连接。特别是,对于连接多根导线线束的情况下,由于压入顶端深入到导线中心部而发热,容易把热传导到周边部的导线,而能进行可靠的连接。而且,由于压缩部分是小直径的压入顶端,所以压缩力较小。
通过使上述压入顶端的加热成为周期性的升降温,就能一边冷却连接部之外的导线一边把热量均匀地分散到导线连接部所有部分,因而不会有热量损伤连接部之外的导线,而且能够得到可靠地连接多根导线线束的导线连接方法。
根据由这种导线连接方法所形成的导线连接端部结构,导线同金属套筒的连接是可靠的,并且,在金属套筒的另一个端部中插入其他的导线,就能用相同的方法简单地进行导线的连接。特别是,具有该导线连接端部结构的无刷电动机,把本体安装到装置中后,使导线的末端为裸线,就能省略同其他导线相连接的一系列作业,从而能提高作业效率。
图1是表示把插入了导线的金属套筒放置在电极之间的本发明的导线连接方法的一个工序的图;
图2是表示从图1的箭头X-X方向看压缩前的电极同金属套筒的位置关系的截面图;
图3是表示放大了负电极的支承部的透视图;
图4是表示压入过程中的电极、导线和金属套筒的位置关系的截面图;
图5是表示施加到压入尖端上的压缩力和焊接电流的时间序列关系的曲线图;
图6是表示本发明的导线连接端部结构的透视图;
图7是表示本发明的连接接头的一个例子的透视图;
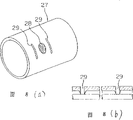
图8是表示本发明的连接接头的另一个例子的逶视图;
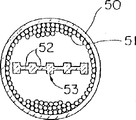
图9是表示本发明的连接接头的导线插入部的一个例子的截面图;
图10是表示本发明的连接接头的一个例子的透视图;
图11是表示现有的导线连接方法的一个工序的截面图。
下面用附图对本发明的实施例进行说明。
在本发明的导线连接方法中,首先把具有绝缘包覆的导线线束的应该连接的端部插入到连接接头的筒状导线插入部中,然后把该导线插入部放置到一对进行压缩动作的电极间,该电极中的一方具有能够以小于筒状部分的直径来进行加热的压入顶端。
上述连接接头最好具有筒状的导线插入部,例如最好是弯曲加工成筒装的金属接头,在下面的说明中使用简单形状的金属套筒来进行说明。
图1表示出把导线线束的连接端插入金属套筒的一个端部,并放置到上述电极间。在图1中,多根导线2被插入到金属套筒1的一个端部中,该金属套筒1放置在具有能够以小直径加热的压入顶端3的正电极4和具有支承金属套筒1的支承部5的负电极6之间。
负电极6被构成为能够通过油压缸7上下移动,由加压装置8对金属套筒1施加压缩力P。
电源9连接在正电极4和负电极6之间,把连接在电源9负电位侧的加热电极10连接到正电极4的压入顶端3上。压入顶端3由电阻大的、在高温下具有强度的材料所构成,在施加电压时成为高温状态。
图2表示出图1箭头X-X方向所示的截面。如图2所示,在金属套筒1的内部插入多根导线2,把该金属套筒1放置在负电极6的支承部5上。如图所示,正电极4的压入顶端3相对于导线2的线束具有较小的外径。
图3放大表示出负电极6的支承部5。在良承部5上设有同金属套筒1的外周面相配合的凹面5a和在所放置的金属套筒1的周向上形成凹陷部的突起5b。突起5b的宽度窄于压入顶端3的宽度,并且,通过使突起5b成为半圆形,能够在从压入顶端3有效地传热的同时适当地加压。
下面对使金属套筒1和导线2电气导通并且由金属套筒1夹住导线2的工序进行说明。
在把金属套筒1的插入了导线的部分放置到正电极4的压入顶端3和负电极6的支承部5之间后,闭合图1的开关11来接通电流。与此同时加压装置8动作,如图4所示,压入顶端3陷入到金属套筒1的周壁的一部分中。
压入顶端3的压入,不会穿过金属套筒1的周壁,顶端继续前进以到达导线2的中心部。在该压入过程期间或压入结束后的预定时间期间,在压入顶端3上断续地接通电源9的电流。
图5表示出施加在压入顶端3上的压力和电流的时间序列关系。如图5所示,以固定值持续地施加压入顶端的压缩力(在图5中称为加压压力)。另一方面,在压入顶端3上所接通的电流(与一般的焊接不同,但为了方便称为焊接电流)以这样的周期接通:首先进行较短时间的第一焊接工序W1,然后在预定的冷却时间C期满后进行预定时间的第二焊接工序W2。在图中,符号SQ、UP1、UP2、DN分别表示把压入顶端压入的时间、第一焊接工序W1中的电流的升压时间、第二焊接工序W2中的电流的升压时间、电流的降压时间。
在上述第一焊接工序W1和开始的预定次数的第二焊接工序W2中,由于金属套筒1中的导线2具有绝缘包覆,电流不会流到导线2中,而主要是从正电极4流向加热电极10。由该电流使压入顶端3发热从而对压入部周围的导线2进行加热。在导线2到达预定温度时,导线2的绝缘包覆被熔融,电流通过导线2的线束从正电极4流向负电极6。在该状态下,增加了导线2的电阻热从而使导线2同金属套筒1成为完全导电状态。
由于重复进行第二焊接工序W2的次数因所插入的导线2的数量而有所不同,通过在金属套筒1的外侧上的同压入顶端接触的套筒周围处,预先涂敷上会在导线的绝缘包覆发生熔融的温度下变色的显示涂料,就能用目视来确认到达导线2的绝缘包覆发生熔融的温度,而不用进行超出需要以外的上述电极压入顶端的升降温,从而能够进行适当的处理。
作为检测焊接结束的方法,一边计量导线2和负电极6之间的电流电阻值一边进行上述压缩.焊接作业,就能够在电阻值因导线2的导通而降低之前连续进行上述电极压入端子的压缩和加热或升降温。
如上述那样,通过一边监视显示涂料和电流电阻值一边连续进行金属套筒1的导线连接部的加压和加热,就能把导线适当地连接起来,而且,如果连接尚未结束时在高温的金属套筒1的导线连接部上安装热缩性的绝缘管,通过热使绝缘管收缩,而紧贴在金属套筒1的外周上以从外部进行绝缘,就能简单地得到安全的导线连接部。
下面说明本实施例的导线连接方法的作用和效果。
在本实施例中,如以上所述那样,把正电极4的压入顶端3压入到导线2的线束的中心部,从压入过程中或压入结束后的预定时间周期性地使压入顶端3升降温。由此,压入顶端3在导线2的线束的中心部发热,由于热量能够容易地传导到导线2的线束的周边部,就能很好地使由多根导线2组成的导线线束的绝缘包覆熔融。
而且,在下述条件下平衡加压和加热来实施上述导线的连接方法,就能得到良好的连接。
金属套筒的材料;在磷青铜的基体上镀锡;
导线的材料:铜线;
绝缘包覆:聚酰胺亚胺;
导线的外径:0.8mm;
导线的根数:20根至60根;
加热温度:350℃以上。
在本实施例的导线连接方法中,由于压入顶端3周期性地反复升降温,在其冷却时间C中由压入顶端3所施加的热量传导给全部的导线2的线束,从而均匀加热导线2的连接部,而同时能够冷却金属套筒1外侧的非连接部的导线。即,通过调整压入顶端3的升温(上述焊接工序W1,W2)时间和冷却时间C,就能在金属套筒1的内部得到完全的电气导通,并且不会在金属套筒1的外侧烤焦导线2的绝缘包覆,从而能够得到适当的连接导线的方法。
在本实施例中,由于压入了相对导线2的线束来说较小直径的压入顶端3,就能以较小的压缩力来连接导线,并且能够把导线夹在由压入顶端3所形成的金属套筒1的凹陷部和由负电极6的支承部的突起5b所形成的凹陷部之间,就能得到导线2有较小拉出的导线连接方法。
图6表示由上述导线连接方法在金属套筒的一个端部形成导线连接端部。
由上述导线连接方法把预定电气产品例如无刷电动机的导线端部同金属套筒的一个端部连接,在该金属套筒的另一端敞开的情况下,通过在该端上插入外部电源导线就能进行导线连接,就能得到用较少工序连接导线的无刷电动机。
在图6中,金属套筒20在中央部具有导线插入时的导线扣锁凹陷部21,在该导线凹陷部21的另一侧的端部中插入多根导线22,在该导线插入部的金属套筒21的壁体的一部分上,形成陷入导线22的束内部的小直径的第一凹陷部23。在压入顶端3对套筒加压时,由于第一凹陷部的形状成为底边为四边形而入口部为圆形的形状,而成为压入顶端3容易从套筒上脱离的结构。在该第一凹陷部23的相对侧的金属套筒20壁体上形成在周向上细长的第二凹陷部24。
金属套筒20的另一端具有插入电源侧导线的开口部20a。
金属套筒20和导线22的连接部由例如本发明的导线连接方法来除掉绝缘包覆。
根据该导线连接端部结构,当把电气产品连接到电源等的导线上时,就不用进行去除导线端部的绝缘包覆、接线、保护连接部等处理,在金属套筒20的开口部20a中插入其他的导线,就能用例如本发明的导线连接方法容易地完成导线的连接。
根据该导线连接端部结构,第一凹陷部23和第二凹陷部24在金属套筒20内形成咽喉部,通过该咽喉部间的窄小间隙就能适当地分散夹持导线2,与夹持在圆形线束的导线的情况相比较,能够防止中心部的导线的拉出,就能得到导线脱落较少的导线连接端部结构。
在本发明中所使用的连接接头,并不仅限于上述金属套筒,也可以是弯成筒状却不完全相接的金属接头。此时,把电极的压入顶端作为小曲率的凹面,在压入时使该压入顶端横跨在上述筒状金属接头的接缝来压入,就能防止未接合的筒状接头的裂开和压扁变形。
为了减小导热效果和压缩力,如图7那样,可以在连接接头25的内表面上设置多条平行于筒状部分轴线的槽26。在此,图7(a)表示连接接头25的整体,图7(b)是放大的连接接头25的壁体一部分和所插入的导线(用假想线表示)的截面图。
在此应该注意到:如图7(b)所示那样,槽26的宽度最好小于所插入的导线的外径。槽26的棱角部最好如图7(b)所示那样同导线相对并形成锋利的刃形状。
该槽26,在减轻压缩力的同时,还在压缩连接接头25时起到其棱角部的刃切入导线的包覆的作用,就能够加速破坏导线的包覆从而使导线电气导通。
在上述加热、压接工序的过程中,虽然由电极的热等使导线的包覆材料熔融,而上述的槽26起到了把熔融的导线包覆材料导出到连接接头25的外部的作用。由此,防止了包覆材料残留在连接接头25的内部,而能减少因连接后残留的包覆材料所引起的连接不良的发生。
如图8(a)所示,在连接接头27的电极的压入顶端的压入部分28的两侧设有切口29以在筒状部分的周向上减轻压入顶端的压缩力。
在上述连接接头27上,如图8(b)所示,切口29的内侧棱角部最好形成为刃形状。此时,在电极的压入顶端压入时,切口29棱角部的刃切入由假想线所表示的导线(图8(b))上的包覆中,就能加速导线的电气导通,由导线的电阻热完成连接。
在本发明的导线连接方法中,如图9所示那样,通过在插入连接接头导线插入部50的导线51的内部设置其表面上具有多条槽52的金属板53,就能提高导热效果。该金属板53的材料最好与连接接头相同,为磷青铜。
上述金属板53的槽52可以与图7的槽26和图8的切口29的棱角部一样,形成刀刃状棱角部。此时,槽52,象上述那样,刀刃状棱角部破坏导线51的包覆,并且把熔融的包覆材料导出到外部。
通过插入金属板53,由上述导热、破坏包覆等的效果,改善了连接多根导线时容易发生导线线束中心部连接不良的情况从而提高了连接可靠性。在到达加热、压接工序之前,金属板53的插入,埋在导线51和导线插入部50的空隙,就有防止导线51抽出的效果。
本发明的连接接头没有必要一定是筒状的,可以是具有一部分形成为筒状的导线插入部。而且,该导线插入部并不仅限于二个,例如可以是图10所示的具有多个导线插入部55的连接接头。
在上述实施例中,虽然是用由图1的正电极4、负电极6、加热电极10所组成的三极电极来进行的说明,但也可以用去掉图1中加热电极10的两极电极来实施。此时,一但正电极4同套筒接触,由两电极自身的电阻在两电极上产生电阻热,与此同时,产生了由流通在两电极间的电流所引起的电阻热,以加热套筒和导线。而且,通过加压就使套筒和导线成为电气导通状态。在把加热电极配置到图1的负电极6上的四极电极的情况下,不言而喻,在由流通在两电极间的电流所产生的电阻热之外,还提供了来自两电极的热量。
Claims (14)
1.导线连接方法,其中,通过具有形成为筒状的导线插入部的连接接头使导线相互电气导通,其特征在于,
把具有绝缘包覆的导线线束插入到上述连接接头的导线插入部中,把该导线插入部放置在一对进行压缩的电极之间,这对电极具有能够以小于导线插入部外径的小直径来加热的压入顶端,用上述电极的压入顶端一边进行加热一边进行压缩,从而使上述导线插入部的筒状壁体的一部分凹陷到上述导线线束的内部中,由上述电极的压入顶端的热量、两电极间的压缩力和流通在两电极间的电流的电阻热使筒状接头和导线电气导通。
2.根据权利要求1所述的导线连接方法,其特征在于,在上述导线插入部的内表面上设置多条大致平行于筒状部分轴线的槽。
3.根据权利要求1或2所述的导线连接方法,其特征在于,把其表面上具有多条槽的金属板插入到在上述导线插入部中所插入的导线线束的内部。
4.根据权利要求1或2所述的导线连接方法,其特征在于,在压入上述导线插入部的上述电极的压入顶端部分的周边部设有减小上述压入顶端的压缩力的切口。
5.根据权利要求1或2所述的导线连接方法,其特征在于,上述连接接头由筒状接头构成,在上述筒状接头的至少一端中插入具有绝缘包覆的导线线束,把该筒状接头的端部放置在一对进行压缩动作的电极之间,这对电极具有能用小于上述筒状接头的小直径来加热的压入顶端,用上述电极的压入顶端一边进行加热一边进行压缩,从而使上述筒状接头的壁体的一部分凹陷到上述导线线束的内部,由上述电极的压入顶端的热量、两电极间的压缩力和流通在两电极间的电流电阻热来使筒状接头同导线电气导通。
6.根据权利要求1或2所述的导线连接方法,其特征在于,上述电极的压入顶端,在压入过程中或压入结束后的规定时间内,反复进行由升温和冷却时间所组成的周期性的升降温,所述升温至少使电极的压入顶端附近的导线绝缘包覆熔融,而所述冷却时间是指在使由压入顶端所产生的热遍布导线焊接部的同时使非焊接部的导线冷却。
7.根据权利要求1或2所述的导线连接方法,其特征在于,在上述连接接头的导线插入部或筒状接头的外周部上涂敷用于检测导线绝缘包覆熔融温度的显示涂料,在该显示涂料变色之前,持续进行上述电极压入尖端的压缩和加热或升降温。
8.根据权利要求1或2所述的导线连接方法,其特征在于,一边计量上述导线同负电极之间的电阻值,一边进行焊接,在上述电阻值下降之前,持续进行上述电极压入端子的压缩和加热或升降温。
9.根据权利要求1或2所述的导线连接方法,其特征在于,在与上述压入顶端的电极相对的另一个电极上,设置了在上述连接接头的筒状部分圆周方向上所形成的突起。
10.导线连接端部结构,其特征在于,把筒状接头嵌插在由多根导线组成的导线线束的连接端部上,在上述筒状接头的壁体的一部分上设有与凹陷到导线线束内部的上述筒状接头相比较具有较小直径的第一凹陷部,在该第一凹陷部相对一侧的筒状接头壁体上设有筒状接头圆周方向的第二凹陷部,由上述第一凹陷部和第二凹陷部在排除了绝缘包覆的状态下夹持住导线。
11.根据权利要求10所述的导线连接端部结构,其特征在于,与插入了导线相对一侧的筒状接头的端部是敞开的以便接受其他的导线。
12.无刷电动机,其特征在于,在定子导线的连接端部上具有权利要求10所述的导线连接端部结构。
13.导线连接接头,其特征在于,具有多个能够插入导线线束的筒状导线插入部,在上述导线插入部的内表面上设有多条大致平行于筒状部分轴线的槽。
14.导线连接接头,其特征在于,具有多个能够插入导线线束的筒状导线插入部,在上述导线插入部的预定部分上设有一对平行的切口。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP14497494 | 1994-06-27 | ||
| JP144974/94 | 1994-06-27 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1122061A CN1122061A (zh) | 1996-05-08 |
| CN1040712C true CN1040712C (zh) | 1998-11-11 |
Family
ID=15374536
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN94119936A Expired - Lifetime CN1040712C (zh) | 1994-06-27 | 1994-11-04 | 导线连接方法和导线连接端部结构 |
Country Status (2)
| Country | Link |
|---|---|
| CN (1) | CN1040712C (zh) |
| TW (1) | TW273055B (zh) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SG135181A1 (en) * | 2004-03-09 | 2007-09-28 | Kulicke & Soffa Ind Inc | Wire bonding apparatus having actuated flame-off wand |
| CN101841117B (zh) * | 2010-06-24 | 2015-02-25 | 宁夏送变电工程公司 | 导线连接装置 |
| JP5741502B2 (ja) * | 2011-07-26 | 2015-07-01 | 株式会社オートネットワーク技術研究所 | 端子付き電線およびその製造方法 |
| FR2990568B1 (fr) * | 2012-05-11 | 2014-05-02 | Legrand France | Assemblage mecanique par rivetage autogene |
| CN103855584A (zh) * | 2012-12-05 | 2014-06-11 | 苏州工业园区高登威科技有限公司 | 线缆焊接装置 |
| DE102015223778A1 (de) * | 2015-11-30 | 2017-06-01 | Continental Teves Ag & Co. Ohg | Verfahren zum Ausbilden einer elektrischen Verbindung und elektrisches Verbindungselement |
| WO2019205115A1 (en) * | 2018-04-28 | 2019-10-31 | Abb Schweiz Ag | Terminal block |
| JP6768029B2 (ja) * | 2018-05-21 | 2020-10-14 | 矢崎総業株式会社 | 端子付き電線の製造方法 |
| CN113574617B (zh) * | 2019-03-27 | 2023-09-12 | 三菱电机株式会社 | 静止感应器 |
| CN110148848A (zh) * | 2019-04-23 | 2019-08-20 | 上海音乐学院 | 一种音频线接头及其制备方法 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS53688A (en) * | 1976-06-22 | 1978-01-06 | Abm Mavello Ab | Measuring device for hypodermic injector |
-
1994
- 1994-10-28 TW TW83109980A patent/TW273055B/zh not_active IP Right Cessation
- 1994-11-04 CN CN94119936A patent/CN1040712C/zh not_active Expired - Lifetime
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS53688A (en) * | 1976-06-22 | 1978-01-06 | Abm Mavello Ab | Measuring device for hypodermic injector |
Also Published As
| Publication number | Publication date |
|---|---|
| TW273055B (zh) | 1996-03-21 |
| CN1122061A (zh) | 1996-05-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4921425B2 (ja) | 導線接続法ならびに接続端子、固定子および回転電機 | |
| CN1040712C (zh) | 导线连接方法和导线连接端部结构 | |
| US6125533A (en) | Insulated wire termination, method, and machine | |
| JP5531119B2 (ja) | 一体式結合取付部材 | |
| US10516220B2 (en) | Method for cohesive joining to a cable end, and also configured cable | |
| US7128621B2 (en) | Connecting structure and its connecting method, and rotating machinery and alternating current | |
| CN110832713A (zh) | 用于制造电线路装置的方法 | |
| US20120118633A1 (en) | System and method for insulating wire terminations | |
| CA2133101A1 (en) | Method and apparatus for forming an electrical connection | |
| CN1790881A (zh) | 发电机电枢绕组线棒的铜焊端隔离层和施加隔离层的方法 | |
| CN1748343A (zh) | 用于在铝导线和接触元件之间建立电连接的方法 | |
| EP0420480B1 (en) | Method of terminating an electrical conductor wire | |
| US20060073743A1 (en) | Welded electrical connector and machine to make same | |
| CN1505860A (zh) | 中压电缆的终接端头 | |
| US6236029B1 (en) | Apparatus for soldering flat rectangular connectors and method using same | |
| US11038312B2 (en) | Method for connecting an aluminum electrical wire with an aluminum tube | |
| JP2005251744A (ja) | 塗料絶縁された複数の電気導線の間で電気接続を成立させる方法 | |
| CN219498203U (zh) | 一种电连接组件 | |
| SU1208683A1 (ru) | Способ контактной стыковой сварки сопротивлением многопроволочных проводов с наконечниками | |
| RU2744004C1 (ru) | Устройство для контактной сварки брикетов гибких соединений | |
| JPH08132245A (ja) | 電導線と接続端子の接続方法 | |
| RU2096883C1 (ru) | Наконечник для оконцевания жил кабеля | |
| CN210376796U (zh) | 一种光缆组件压接结构 | |
| CN113161839A (zh) | 一种电力电缆中间接头导体的摩擦焊接工艺 | |
| JP2017152094A (ja) | 端子部材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C06 | Publication | ||
| PB01 | Publication | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CX01 | Expiry of patent term |
Expiration termination date: 20141104 Granted publication date: 19981111 |