CN103808237A - 一种用于测量柱塞顶隙槽深度的工装结构 - Google Patents
一种用于测量柱塞顶隙槽深度的工装结构 Download PDFInfo
- Publication number
- CN103808237A CN103808237A CN201410087940.9A CN201410087940A CN103808237A CN 103808237 A CN103808237 A CN 103808237A CN 201410087940 A CN201410087940 A CN 201410087940A CN 103808237 A CN103808237 A CN 103808237A
- Authority
- CN
- China
- Prior art keywords
- lining
- flat position
- dead head
- cloudy
- spring
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000005259 measurement Methods 0.000 claims abstract description 6
- 210000004907 gland Anatomy 0.000 claims description 7
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 claims description 5
- FGRBYDKOBBBPOI-UHFFFAOYSA-N 10,10-dioxo-2-[4-(N-phenylanilino)phenyl]thioxanthen-9-one Chemical compound O=C1c2ccccc2S(=O)(=O)c2ccc(cc12)-c1ccc(cc1)N(c1ccccc1)c1ccccc1 FGRBYDKOBBBPOI-UHFFFAOYSA-N 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images

Landscapes
- A Measuring Device Byusing Mechanical Method (AREA)
Abstract
本发明涉及一种用于测量柱塞顶隙槽深度的工装结构,包括底座,包括互为垂直布置的第一装配单元及测量单元,在底座上,相对于第一装配单元还间隔布置第二装配单元;本发明结构简单、安装方便,利用第一装配单元及第二装配单元有效实现了柱塞的水平定位,通过布置扁位柱实现对柱塞的基准定位,保证了柱塞顶隙槽测量的准确性,调节灵活方便,有效实现了对大批量、不同尺寸柱塞顶隙槽的深度测量。
Description
技术领域
本发明涉及工装结构,尤其涉及一种用于测量柱塞顶隙槽深度的工装结构。
背景技术
柱塞偶件由柱塞和柱塞套精密配合而成,其上方装有出油阀偶件(由出油阀和出油阀座组成),柱塞按其适用的喷油泵不同可分为A型、B型、K型、AD型、P型等,以满足不同柴油机的需求。目前,根据产品图纸的需求需要对柱塞端部的顶隙槽的深度进行测量,由于柱塞的大批量生产,传统利用测量工具进行测量的方式具备费时费力,测量不精准的问题,不仅提高企业人力资源成本,还大大影响了加工进度及生产效率。
发明内容
本申请人针对上述现有问题,进行了研究改进,提供一种用于测量柱塞顶隙槽深度的工装结构,有效实现了对大批量柱塞顶隙槽的深度测量。
本发明所采用的技术方案如下:
一种用于测量柱塞顶隙槽深度的工装结构,包括底座,包括互为垂直布置的第一装配单元及测量单元,在底座上,相对于第一装配单元还间隔布置第二装配单元;
所述第一装配单元的具体结构如下:
包括阳顶尖座,螺套与所述阳顶尖座螺接,阳顶尖衬套的一端伸入所述阳顶尖座并与所述螺套抵接,在所述螺套内装置第二弹簧,阳顶尖贯穿所述阳顶尖衬套并与所述第二弹簧连接;
所述测量单元的具体结构如下:
包括表座,衬套贯穿装置于所述表座,百分表的一端伸入所述衬套并与一端伸入衬套的测量顶尖互为抵接,位于所述百分表伸入衬套(2)的一端还套装第一弹簧;
所述第二装配单元的具体结构如下:
包括阴顶尖座,所述阴顶尖座与压紧螺套螺接,阴顶尖装置于所述阴顶尖座并与贯穿压紧螺套的滚花拉柄的一端相抵接,位于阴顶尖座内,于阴顶尖的外周还装置阴顶尖衬套。
其进一步技术方案在于:
位于底座上还装置扁位柱座,位于扁位柱座内套装扁位柱衬套,扁位柱的一端伸入所述扁位柱衬套并与装置于扁位柱内的第三弹簧的一端连接,第三弹簧的另一端连接底座。
本发明的有益效果如下:
本发明结构简单、安装方便,利用第一装配单元及第二装配单元有效实现了柱塞的水平定位,通过布置扁位柱实现对柱塞的基准定位,保证了柱塞顶隙槽测量的准确性,调节灵活方便,有效实现了对大批量、不同尺寸柱塞顶隙槽的深度测量。
附图说明
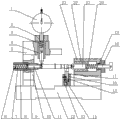
图1为本发明的主视图。
图2为图1的侧视图。
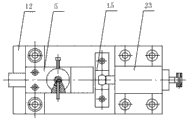
图3为图1的俯视图。
其中:1、百分表;2、衬套;3、第一弹簧;4、测量顶尖;5、表座;6、压紧螺栓;7、第二弹簧;8、螺套;9、阳顶尖衬套;10、阳顶尖座;11、阳顶尖;12、底座;13、扁位柱座;14、第三弹簧;15、定位螺钉;16、扁位柱衬套;17、扁位柱;18、滚花拉柄;19、压紧螺套;20、第四弹簧;21、阴顶尖;22、阴顶尖衬套;23、阴顶尖座。
具体实施方式
下面结合附图,说明本发明的具体实施方式。
如图1、图2及图3所示,一种用于测量柱塞顶隙槽深度的工装结构,包括底座12,包括互为垂直布置的第一装配单元及测量单元,在底座12上,相对于第一装配单元还间隔布置第二装配单元;
第一装配单元的具体结构如下:
包括阳顶尖座10,螺套8与阳顶尖座10螺接,阳顶尖衬套9的一端伸入阳顶尖座10并与所述螺套8抵接,在螺套8内装置第二弹簧7,阳顶尖11贯穿阳顶尖衬套9并与所述第二弹簧7的一端连接,第二弹簧7的另一端与压紧螺栓6抵接,压紧螺栓6与螺套8螺接;
测量单元的具体结构如下:
包括表座5,衬套2贯穿装置于所述表座5,百分表1的一端伸入所述衬套2并与一端伸入衬套2的测量顶尖4互为抵接,位于百分表1伸入衬套2的一端还套装第一弹簧3。
所述第二装配单元的具体结构如下:
包括阴顶尖座23,阴顶尖座23与压紧螺套19螺接,阴顶尖21装置于所述阴顶尖座23并与贯穿压紧螺套19的滚花拉柄18的一端相抵接,位于所述阴顶尖座23内,于阴顶尖21的外周还装置阴顶尖衬套22,在滚花拉柄18的外周还套装第四弹簧20。
位于底座12上还装置扁位柱座13,位于扁位柱座13内套装扁位柱衬套16,扁位柱17的一端伸入所述扁位柱衬套16并与装置于扁位柱17内的第三弹簧14的一端连接,第三弹簧14的另一端连接底座12,上述扁位柱17通过定位螺钉15锁紧固定。
本发明的具体工作过程如下:
如图1所示,首先将柱塞一端的中心孔与阳顶尖11的锥端相抵接,第二弹簧7受力使阳顶尖11向内收缩,同时调整柱塞的扁位面与扁位柱17相抵接,以次保证测量基准,由于扁位柱座13内装置第三弹簧14,使扁位柱17具有伸缩性,调节灵活,然后通过推动滚花拉柄18,使与其端部抵接的阴顶尖21从阴顶尖衬套22内伸出并与柱塞的另一端抵接,此时柱塞的顶隙槽与测量顶尖4相接触,通过与测量顶尖4抵接的百分表1观察读数,查看该顶隙槽的深度是否在产品尺寸要求之内。
以上描述是对本发明的解释,不是对发明的限定,本发明所限定的范围参见权利要求,在本发明的保护范围之内,可以作任何形式的修改。
Claims (2)
1.一种用于测量柱塞顶隙槽深度的工装结构,包括底座(12),其特征在于:包括互为垂直布置的第一装配单元及测量单元,在所述底座(12)上,相对于第一装配单元还间隔布置第二装配单元;
所述第一装配单元的具体结构如下:
包括阳顶尖座(10),螺套(8)与所述阳顶尖座(10)螺接,阳顶尖衬套(9)的一端伸入所述阳顶尖座(10)并与所述螺套(8)抵接,在所述螺套(8)内装置第二弹簧(7),阳顶尖(11)贯穿所述阳顶尖衬套(9)并与所述第二弹簧(7)连接;
所述测量单元的具体结构如下:
包括表座(5),衬套(2)贯穿装置于所述表座(5),百分表(1)的一端伸入所述衬套(2)并与一端伸入衬套(2)的测量顶尖(4)互为抵接,位于所述百分表(1)伸入衬套(2)的一端还套装第一弹簧(3);
所述第二装配单元的具体结构如下:
包括阴顶尖座(23),所述阴顶尖座(23)与压紧螺套(19)螺接,阴顶尖(21)装置于所述阴顶尖座(23)并与贯穿压紧螺套(19)的滚花拉柄(18)的一端相抵接,位于所述阴顶尖座(23)内,于所述阴顶尖(21)的外周还装置阴顶尖衬套(22)。
2.如权利要求1所述的一种用于测量柱塞顶隙槽深度的工装结构,其特征在于:位于所述底座(12)上还装置扁位柱座(13),位于所述扁位柱座(13)内套装扁位柱衬套(16),扁位柱(17)的一端伸入所述扁位柱衬套(16)并与装置于扁位柱(17)内的第三弹簧(14)的一端连接,所述第三弹簧(14)的另一端连接底座(12)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201410087940.9A CN103808237A (zh) | 2014-03-12 | 2014-03-12 | 一种用于测量柱塞顶隙槽深度的工装结构 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201410087940.9A CN103808237A (zh) | 2014-03-12 | 2014-03-12 | 一种用于测量柱塞顶隙槽深度的工装结构 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN103808237A true CN103808237A (zh) | 2014-05-21 |
Family
ID=50705361
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201410087940.9A Pending CN103808237A (zh) | 2014-03-12 | 2014-03-12 | 一种用于测量柱塞顶隙槽深度的工装结构 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN103808237A (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104864830A (zh) * | 2015-05-13 | 2015-08-26 | 无锡市苏立成汽车空调压缩机有限公司 | 一种压缩机的斜盘安装槽宽度检测工装 |
| CN108061505A (zh) * | 2017-12-11 | 2018-05-22 | 重庆市银钢通科技有限公司 | 一种键槽深度测量装置 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4642900A (en) * | 1985-07-08 | 1987-02-17 | Kent-Moore Corporation | Shim selector |
| US4651430A (en) * | 1985-12-19 | 1987-03-24 | Vasku George O | Snap gage |
| US7581330B1 (en) * | 2008-01-29 | 2009-09-01 | Redmond David W | Gauge device for measuring the inner diameter of engine related bores |
| CN201926413U (zh) * | 2010-11-01 | 2011-08-10 | 仪征威业油泵油嘴有限公司 | 斜槽至端面距离检具 |
| CN202278492U (zh) * | 2011-10-09 | 2012-06-20 | 山东鑫亚工业股份有限公司 | 一种在喷油泵柱塞上加工配油槽的专用夹具 |
| CN203719601U (zh) * | 2014-03-12 | 2014-07-16 | 无锡威孚马山油泵油嘴有限公司 | 一种用于测量柱塞顶隙槽深度的工装结构 |
-
2014
- 2014-03-12 CN CN201410087940.9A patent/CN103808237A/zh active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4642900A (en) * | 1985-07-08 | 1987-02-17 | Kent-Moore Corporation | Shim selector |
| US4651430A (en) * | 1985-12-19 | 1987-03-24 | Vasku George O | Snap gage |
| US7581330B1 (en) * | 2008-01-29 | 2009-09-01 | Redmond David W | Gauge device for measuring the inner diameter of engine related bores |
| CN201926413U (zh) * | 2010-11-01 | 2011-08-10 | 仪征威业油泵油嘴有限公司 | 斜槽至端面距离检具 |
| CN202278492U (zh) * | 2011-10-09 | 2012-06-20 | 山东鑫亚工业股份有限公司 | 一种在喷油泵柱塞上加工配油槽的专用夹具 |
| CN203719601U (zh) * | 2014-03-12 | 2014-07-16 | 无锡威孚马山油泵油嘴有限公司 | 一种用于测量柱塞顶隙槽深度的工装结构 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104864830A (zh) * | 2015-05-13 | 2015-08-26 | 无锡市苏立成汽车空调压缩机有限公司 | 一种压缩机的斜盘安装槽宽度检测工装 |
| CN108061505A (zh) * | 2017-12-11 | 2018-05-22 | 重庆市银钢通科技有限公司 | 一种键槽深度测量装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN204413569U (zh) | 一种阀芯压装机 | |
| CN103808237A (zh) | 一种用于测量柱塞顶隙槽深度的工装结构 | |
| CN201327369Y (zh) | 柴油机喷油器装配高度的测量装置 | |
| CN203719601U (zh) | 一种用于测量柱塞顶隙槽深度的工装结构 | |
| CN204854737U (zh) | 一种3d重力摆式激光投线仪 | |
| CN203881286U (zh) | 一种组合活塞同轴度检测量具 | |
| CN205860943U (zh) | 一种伸出高度检具 | |
| CN203096766U (zh) | 高度可调式窨井装置 | |
| CN204359259U (zh) | 一种混流式水轮机转轮测圆架 | |
| CN203148355U (zh) | 一种推土机移动套键槽轴孔专用测量仪 | |
| HK1203751A2 (zh) | 太阳能二维跟踪支架及其轴承座组件 | |
| CN204825774U (zh) | 一种通用型升降式波高仪支架 | |
| CN203570262U (zh) | 一种油气井带压换阀的固定机架装置 | |
| CN203037880U (zh) | 一种可调水平式雨量筒 | |
| CN206161226U (zh) | 内波水平力的测量装置 | |
| CN103900513A (zh) | 一种用于柱塞钢珠自动测量铆压机的下测量机构 | |
| CN203798335U (zh) | 一种用于柱塞钢珠自动测量铆压机的下测量机构 | |
| CN205745047U (zh) | 一种稳固弹簧 | |
| CN211006658U (zh) | 一种可调组合式预埋锚杆结构 | |
| CN203901256U (zh) | 一种可调式钢结构加工胎架 | |
| CN202393330U (zh) | 倒角深度测量工具 | |
| CN202734753U (zh) | 一种用于测试采动煤层底板变形程度的传感器 | |
| CN205129445U (zh) | 发动机端盖加工用工装 | |
| CN203383517U (zh) | 钢柱轴线精准定位调节器 | |
| CN205860996U (zh) | 一种简易的轴承内圈检测装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C53 | Correction of patent of invention or patent application | ||
| CB03 | Change of inventor or designer information |
Inventor after: Pu Mingjin Inventor after: Jiu Yingying Inventor before: Jiu Yingying |
|
| COR | Change of bibliographic data |
Free format text: CORRECT: INVENTOR; FROM: MIAO YINGYING TO: PU MINGJIN MIAO YINGYING |
|
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| WD01 | Invention patent application deemed withdrawn after publication | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20140521 |