CN103514857B - 具有镶嵌品板的弦乐器及其制作方法 - Google Patents
具有镶嵌品板的弦乐器及其制作方法 Download PDFInfo
- Publication number
- CN103514857B CN103514857B CN201310254776.1A CN201310254776A CN103514857B CN 103514857 B CN103514857 B CN 103514857B CN 201310254776 A CN201310254776 A CN 201310254776A CN 103514857 B CN103514857 B CN 103514857B
- Authority
- CN
- China
- Prior art keywords
- fretboard
- cavity
- neck
- musical instrument
- island
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- G—PHYSICS
- G10—MUSICAL INSTRUMENTS; ACOUSTICS
- G10D—STRINGED MUSICAL INSTRUMENTS; WIND MUSICAL INSTRUMENTS; ACCORDIONS OR CONCERTINAS; PERCUSSION MUSICAL INSTRUMENTS; AEOLIAN HARPS; SINGING-FLAME MUSICAL INSTRUMENTS; MUSICAL INSTRUMENTS NOT OTHERWISE PROVIDED FOR
- G10D1/00—General design of stringed musical instruments
- G10D1/04—Plucked or strummed string instruments, e.g. harps or lyres
- G10D1/05—Plucked or strummed string instruments, e.g. harps or lyres with fret boards or fingerboards
- G10D1/08—Guitars
-
- G—PHYSICS
- G10—MUSICAL INSTRUMENTS; ACOUSTICS
- G10D—STRINGED MUSICAL INSTRUMENTS; WIND MUSICAL INSTRUMENTS; ACCORDIONS OR CONCERTINAS; PERCUSSION MUSICAL INSTRUMENTS; AEOLIAN HARPS; SINGING-FLAME MUSICAL INSTRUMENTS; MUSICAL INSTRUMENTS NOT OTHERWISE PROVIDED FOR
- G10D3/00—Details of, or accessories for, stringed musical instruments, e.g. slide-bars
-
- G—PHYSICS
- G10—MUSICAL INSTRUMENTS; ACOUSTICS
- G10D—STRINGED MUSICAL INSTRUMENTS; WIND MUSICAL INSTRUMENTS; ACCORDIONS OR CONCERTINAS; PERCUSSION MUSICAL INSTRUMENTS; AEOLIAN HARPS; SINGING-FLAME MUSICAL INSTRUMENTS; MUSICAL INSTRUMENTS NOT OTHERWISE PROVIDED FOR
- G10D3/00—Details of, or accessories for, stringed musical instruments, e.g. slide-bars
- G10D3/06—Necks; Fingerboards, e.g. fret boards
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/4957—Sound device making
- Y10T29/49574—Musical instrument or tuning fork making
Abstract
本发明的弦乐器包括琴颈以及在琴颈中形成的空腔。空腔包括弯曲底面以及空腔侧壁中的倒角。岛状物在空腔中形成。形成包括层板并且适合配合空腔的品板。品板包括适合包围空腔中的岛状物的开口。空腔或品板使用计算机控制或数字控制研磨机、刨槽机、水切割或激光器来形成。品板安装在空腔中,以及空腔中的岛状物设置在品板的开口中。将品板安装在空腔中包括弯曲空腔侧壁。品板边沿没有可见间隙地接触空腔侧壁。
Description
技术领域
一般来说,本发明涉及乐器,以及更具体来说,涉及包括镶嵌品板(inlaidfretboard)的弦乐器及其制作方法。
背景技术
吉他是业余爱好者和专业音乐家所使用的弦乐器。吉他包括原声吉他(acousticguitar),其中一般包括连接到琴颈(neck)的空心琴身(hollow body)。琴身包括共鸣板和背板(soundboard and backboard),其中共鸣板通常包括中心定位音孔(centrally-located sound hole)。琴身还包括位于吉他末端与琴颈相对的、用于锚定琴弦一端的琴桥(bridge)和拉弦板(tailpiece)。
吉他还包括电吉他(electric guitar),其通常包括连接到琴颈的实心琴身(solid body)。电吉他的琴身包括拾音器(pickup),拾音器响应琴弦的振动而产生或调制电信号,并且包括选择或修改电信号的控件。琴身还包括锚定琴弦一端的琴桥和拉弦板。
原声吉他或电吉他的琴身使用榫头(headblock)连接到吉他的琴颈。琴颈包括在琴颈末端与琴身相对的琴头(headstock)。琴头包括用于调整和保持琴弦张力的弦钮(tuning key)或旋钮(machine head)。琴颈还包括上弦枕(nut),即,在琴头周边支承琴弦的中硬度材料的小板条。在一些乐器中,琴颈包括沿琴颈长轴所设置并且用于产生张力以抵消琴弦对琴颈所施加的张力的调柄(truss rod)。通常,调柄的张力能够调整。
琴颈还包括设置在琴身与上弦枕之间的品板或指板(fretboard andfingerboard)。品板跨越琴颈的整个宽度,并且安装在琴颈的平坦表面之上朝向琴弦定向。品板提供一个表面,演奏乐器的人将琴弦往下压到该表面上以调整琴弦的有效长度。许多其它类型的弦乐器包括安装到琴颈的品板,包括中提琴、小提琴、大提琴、竖贝司、四弦琴、菲德勒小提琴、琵琶、班卓琴、曼陀林、洋琴和三味线琴。在许多乐器中,品板包括音品(fret),音品准许乐器演奏如由音品的间距以及琴弦的构成和张力所确定的音符(note)的离散音阶(discrete scale)。备选地,一些乐器具有不带音品的品板。一些乐器具有包括装饰标记或者指示应当按压琴弦以产生特定音符的位置的标记。品板上的标记能够是品板中的镶嵌。
品板沿品板的整个长度必须保持为接近但不接触未按压琴弦。品板必须不产生任何嗡嗡声、格格声、失真或者其它不合需要的振动。另外,许多演奏者期望在触摸品板时的特别触感。最后,品板对乐器外观具有重要影响,并且常常设计成增强乐器的美感。相应地,一些材料作为品板组成部分是极合乎需要的,包括珍奇的难以得到的木材以及昂贵的天然和合成材料。
合乎品板需要的一些材料响应诸如温度、湿度、压力或者材料的水分含量之类的环境因素的变化而改变尺寸。一些材料响应诸如涂油或上漆之类的表面处理而改变尺寸,例如,如在涂敷聚氨酯罩面漆之后木材纹理升高。尺寸的变化对于经受相同环境变化或表面处理的不同材料会有所不同。因此,一起使用不同材料会是困难的,特别是当期望精密配合时或者当装配起来的构件比较大或者比较薄时。
发明内容
需要乐器中的镶嵌品板。相应地,在一个实施例中,本发明是一种制作弦乐器的方法,其中包括提供琴颈、形成琴颈中的空腔、形成适合配合空腔的品板以及在空腔中安装品板。
在另一个实施例中,本发明是一种弦乐器,其中包括琴颈、在琴颈中形成的空腔以及设置在空腔中并且由空腔的侧壁所包围的品板。
在另一个实施例中,本发明是一种弦乐器,其中包括在弦乐器中形成的空腔以及设置在空腔中的品板。
附图说明
图1a-1d示出原声吉他;
图2示出电吉他;
图3a-3r示出制作具有弦乐器中的品板的镶嵌的琴颈的过程;
图4示出具有按照图3a-3r的具有品板的镶嵌的琴颈的吉他;
图5a-5h示出制作按照图3a-3f的具有品板的镶嵌的琴颈的过程;
图6示出具有按照图3a-3f和图5a-5h所制作的具有品板的镶嵌的琴颈的吉他;以及
图7a-7d示出制作按照图3a-3f的具有品板的镶嵌的琴颈的过程。
具体实施方式
在以下描述中参照附图、通过一个或多个实施例来描述本发明,附图中,相似标号表示相同或相似元件。虽然按照用于实现本发明的目标的最佳模式来描述本发明,但是本领域的技术人员会理解,预计涵盖可包含在所附权利要求所定义的本发明及以下公开和附图所支持的其等效体的精神和范围之内的备选、修改和等效方案。
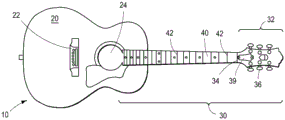
图1a和图1b示出上弦之前的原声吉他10的平面图和侧视图。原声吉他10是弦乐器,其中包括琴身20、琴颈30以及从琴身一端穿到琴颈对端的一根或多根琴弦、通常为六根。原声吉他10的琴身20包括锚定并且支承琴弦一端的拉弦板和琴桥22。琴身20是空心的,并且琴身中的空气随琴弦振动而共鸣,以便提供声音放大。经放大的振动经由音孔24离开琴身20。
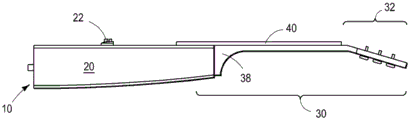
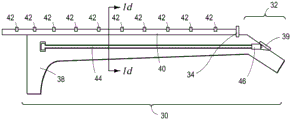
原声吉他10的琴颈30通过琴肩(heel)38接合到琴身20,并且还包括琴头32、上弦枕34和品板40。琴头32包括锚定琴弦一端并且调整各弦的张力的弦钮或旋钮36。上弦枕34是安装到琴颈30的中硬度材料的小板条,当琴弦进入琴头32时支承琴弦。
琴头32包括调柄盖39。调柄盖39覆盖调柄44、即通常由金属所制成并且通过琴颈30从琴头32延伸到琴肩38的柄,如图1c所示。调柄44产生抵消由琴弦对琴颈30所施加的张力的张力。通过使用位于调柄盖39下面的张力调整机构46或者备选地通过使用位于调柄对端的张力调整机构,来调整由调柄44所产生的张力。
品板40设置在琴头32与音孔24之间的琴颈30表面上朝向琴弦定向。品板40安装到琴颈30的平坦表面,并且跨越琴颈的整个宽度,如图1d所示。品板40允许通过使琴弦与品板或者与品板中结合的音品42相接触,来改变琴弦的有效长度、即当琴弦被拨动、用弓拉或者以其它方式使其振动时进行振动的琴弦的长度。改变琴弦的有效长度改变琴弦将振动的频率。音品42是品板40的凸起元件,使得当琴弦在品板40之上被往下压时,琴弦首先接触到音品42。琴弦接触音品42的点确定琴弦的有效长度。结合品板的其它弦乐器包括中提琴、小提琴、大提琴、竖贝司、四弦琴、菲德勒小提琴、琵琶、班卓琴、曼陀林、洋琴和三味线琴。备选地,一些弦乐器具有不带音品的品板,其中琴弦在被按压时接触品板表面。
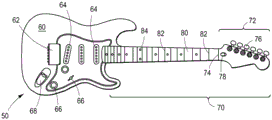
图2示出上弦之前的电吉他50。电吉他50包括琴身60、琴颈70以及从琴身上弦到琴颈对端的琴弦。一些电吉他还包括设置成近似平行于第一琴颈的第二琴颈。电吉他通常采用4至7根弦,但是能够采用多达12根弦或以上。电吉他50的琴身60通常是实心的,并且包括锚定和支承琴弦一端的拉弦板和琴桥62。电信号因琴弦的振动而在拾音器64中产生。电信号按照控件66来选择或修改,并且通过输出连接器68发送给外部放大器。
电吉他50的琴颈70包括琴头72、上弦枕74和品板80。琴头72包括锚定各弦的一端并且调整其张力的旋钮76。上弦枕74是安装到琴颈70的中硬度材料的小板条,当琴弦进入琴头72时支承琴弦。琴头72还包括调柄盖78。调柄盖78覆盖调柄、即通常由金属所制成并且通过琴颈70从琴头72延伸到琴颈与琴身60的接合处的柄,与图1c所示原声吉他10的调柄44相似。调柄产生抵消由琴弦对琴颈70所施加的张力的张力。通过使用调柄盖78下面的调整机构或者通过使用在调柄对端的调整机构,来调整调柄张力。
品板80设置在琴身60与上弦枕74之间。品板80安装在琴颈70的平坦表面上朝向琴弦定向,并且跨越琴颈的整个宽度。品板80允许通过使琴弦与品板或者与品板中结合的音品82相接触,来改变琴弦的有效长度。改变琴弦的有效长度改变琴弦将振动的频率。音品82是品板80的凸起元件。当琴弦在品板80之上被往下压时,琴弦首先接触到音品82,因而确定琴弦的有效长度。品板80还包括将演奏者指引到按压以产生特定音符的正确位置的音品标记(fret marker)84。
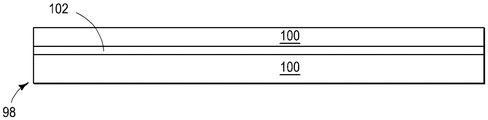
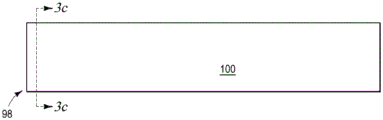
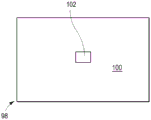
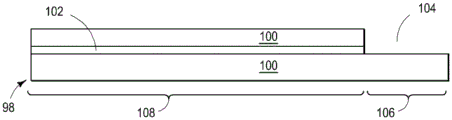
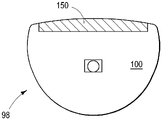
图3a-3r示出制作包括镶嵌品板的琴颈的弦乐器的方法。图3a中,琴颈98包括琴颈背100和调柄通道102。图3b和图3c分别示出琴颈98的平面图和截面图。在一个实施例中,琴颈背100是单件材料。在另一个实施例中,琴颈背100通过将子组件接合在一起、例如通过将相似或相异材料块或层接合在一起来形成。用于形成琴颈背100的材料能够包括木材,例如枫木、桃花心木、胡桃木、黑樱桃木、巴西花梨木、乌木、korina(杷榄仁木)、相思木、紫心木、红木、鸡翅木和西班牙香椿。用于形成琴颈背100的材料还能够包括金属、陶瓷、玻璃、聚合物以及玻璃纤维或碳纤维合成物。
调柄通道102适合接纳调柄,并且在琴颈背100中通过诸如钻孔、刨槽(routing)、研磨、激光切割、模制以及它们的组合之类的材料成形过程来形成。在一个备选实施例中,调柄通道102在琴颈背100的一个或多个子组件中、在将子组件接合在一起以形成琴颈背100之前通过诸如钻孔、刨槽、研磨、切片、锯切、激光切割、模制、冲压以及它们的组合之类的材料成形过程来形成。
在包括木材的琴颈背100的一个实施例中,选择木材的种类、原产地、源木中的位置、颜色、纹理取向、纹理的平直度和密度、外形、剥落、或者影响木材的外观或材料特性的诸如鸟眼、树节或节疤的夹杂物的是否存在。在包括木材的琴颈背100的一个实施例中,木材被选择或处理以得到预期水分含量或者例如通过窑炉中烘干木材或者将木材在受控环境中存放持续时间期间来晶化木材中的树脂。在包括木材的琴颈背100的一个实施例中,木材经过漂白、染色或者蒸煮,或者注入防腐剂或硬化剂。
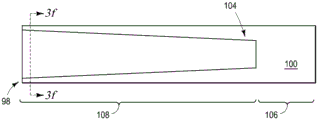
图3d中,通过使用诸如钻孔、刨槽、研磨、开槽口、砍凿、刮削、锯切、激光切割以及它们的组合之类的材料去除过程从区域104中去除材料,部分成形琴颈背100。作为形成琴头的组成部分,从区域106中去除材料。在接纳品板的准备中从区域108中去除材料,如下面更详细论述。在一个实施例中,琴颈背100的一部分暂时保持为未成形或者成形为容纳用于在后续操作期间固定琴颈的夹具。在一个备选实施例中,从琴颈背100中去除材料,以便产生更接近琴颈的最终形状的形状。图3e和图3f分别示出在图3d所示成形之后的琴颈98的平面图和截面图。
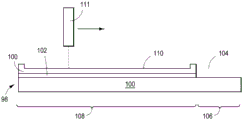
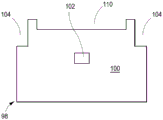
图3g中,适合接纳品板的空腔110在琴颈背100中使用诸如钻孔、刨槽、研磨、开槽口、砍凿、刮削、锯切、激光切割以及它们的组合之类的材料去除过程来形成。图3h和图3i示出包括空腔110的琴颈98的截面图。在一个实施例中,空腔110使用高精密过程、例如使用计算机控制(CNC)或数字控制(NC)研磨机、CNC或NC刨槽机、CNC或NC激光切割机111或者它们的组合来形成。CNC和NC机能够对材料准确和精确地成形,并且能够编程为形成物体,因此物体精确地与相同或另一个CNC或NC机所形成的物体紧密配合。在一个实施例中,形成空腔110,其中包括平坦底部,如图3h和图3i所示。在一个实施例中,空腔110的侧壁与空腔底部垂直。
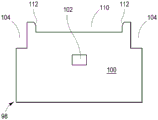
图3j示出还包括沿空腔110的侧壁所形成的倒角112的琴颈背100的一个实施例。倒角112适合促进将品板镶嵌到空腔110中,如下面详细论述。在一个实施例中,倒角112在形成空腔110之前通过在琴颈98中使用诸如雕刻、砍凿、刨槽、研磨、激光切割以及它们的组合之类的过程以形成v形沟槽来形成。在一个备选实施例中,倒角112在形成空腔110的同时形成。在另一个备选实施例中,倒角112在形成空腔110之后使用诸如磨砂、锉磨、刨槽、研磨、切割、激光切割以及它们的组合之类的过程以从空腔侧壁去除材料来形成。
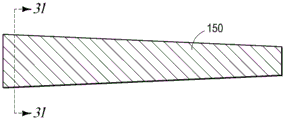
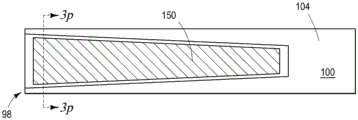
图3k和图3l分别以平面图和截面图示出品板150。品板150由诸如木材、金属、玻璃、陶瓷、聚合物和玻璃纤维或碳纤维合成物之类的材料来形成。在包括木材的品板150的一个实施例中,通常使用的木材包括红木、乌木、枫木和巴西铁树。品板150使用诸如刨平、钻孔、刨槽、研磨、开槽口、砍凿、刮削、锯切、磨砂、模制、冲压以及它们的组合之类的过程来形成。在一个实施例中,品板150使用包括使用CNC或NC研磨机、CNC或NC刨槽机、CNC或NC水切割(water jet)或者CNC或NC激光器的过程来形成。CNC或NC机能够对材料准确和精确地成形,并且能够编程为形成物体,因此物体精确地与相同或另一个CNC或NC机所形成的物体紧密配合。在一个实施例中,形成包括适合接纳音品的插槽的品板150。
在包括木材的品板150的一个实施例中,选择木材的种类、原产地、源木中的位置、颜色、纹理取向、纹理的平直度和密度、外形、剥落或者影响木材的外观或材料特性的诸如鸟眼、树节或节疤的夹杂物的是否存在。在包括木材的品板150的一个实施例中,木材被选择或处理以得到预期水分含量或者例如通过窑炉中烘干木材或者将木材在受控环境中存放持续时间期间来晶化木材中的树脂。在包括木材的品板150的一个实施例中,木材经过漂白或蒸煮。在包括木材的品板150的一个实施例中,木材被注入防腐剂或硬化剂,或者在接合到琴颈背100之前以染料、着色剂、密封胶、清漆或者其它表面处理来修整。
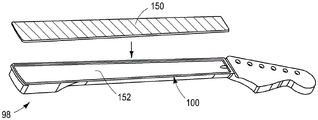
在图3m和3n中,品板150定位在来自图3a-3j的琴颈背100之上。在空腔110中涂敷适合于将品板150接合到琴颈背100的粘合剂152。备选地,将粘合剂152涂敷到品板150的表面或者涂敷到品板和琴颈背100。在一个实施例中,品板150和琴颈背100包括木材,以及粘合剂152包括皮胶、脲甲醛树脂、间苯二酚-甲醛树脂、多乙酸乙烯酯、脂肪族树脂乳液、聚氨酯或环氧树脂。
品板150和琴颈背100被朝向彼此移动,并且倒角112帮助对齐空腔110中的品板。在一个实施例中,围绕空腔110的琴颈背100的部分变形或弯曲,以使得促进品板150进入空腔。品板150在空腔110中设置成与空腔的底部和侧面相接触,如图3o-3q所示,其中分别以平面图、截面图和透视图示出具有空腔中镶嵌的品板150的琴颈98。在一个实施例中,品板150和琴颈背100在粘合剂152设置或固化的同时通过带子、夹子或其它装置结合在一起,以及在粘合剂得到充分接合强度之后移开带子、夹子或其它装置。在一个实施例中,在接合品板和琴颈背时,品板150具有与琴颈背100不同的水分含量,使得品板随后将增大或者琴颈背随后缩小,使得品板更精确地填充空腔110。在另一个实施例中,在接合品板和琴颈背时,品板150具有与琴颈背100不同的温度,使得品板随后将膨胀或者琴颈背随后缩小,使得品板更精确地填充空腔110。
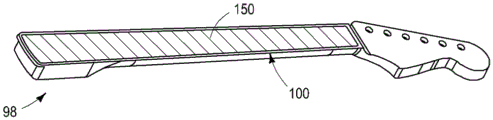
图3r示出琴颈的进一步成形之后的琴颈98的截面。琴颈背100通过诸如刨平、钻孔、刨槽、研磨、开槽口、砍凿、刮削、锯切、磨砂以及它们的组合之类的材料去除过程来成形为成品轮廓。当品板150和琴颈背100的相邻部分通过诸如研磨、砍凿、刮削、锯切、磨砂以及它们的组合之类的材料去除过程来形成为适当圆弧表面的同时,消除倒角112。在一个实施例中,适合接纳音品的沟槽在将品板接合到琴颈背100之后在品板150中使用CNC或NC端铣刀、刨槽机或激光切割系统来形成。在一个实施例中,琴颈98或者其部分被给予适合所使用材料的表面涂层或抛光。
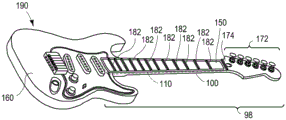
图4示出结合了使用图3a-3r所示的过程所制作的琴颈98的吉他190。琴颈98接合到琴身160,并且包括琴头172、上弦枕174和品板150。品板150安装于琴颈背100中形成的空腔110中,其中品板的外露表面定向成远离琴颈背。空腔110的侧壁包围品板150,也就是说,与品板的外露表面垂直的品板的表面被空腔侧壁遮住。在空腔110周边的琴颈背100的表面与品板150的外露表面齐平。音品182安装在品板150上。在一个备选实施例中,品板150没有音品。在一个实施例中,音品182跨越琴颈98的整个宽度。在一个备选实施例中,音品182跨越不超过品板150的宽度。通过仔细选择、制备和形成琴颈背100和品板150中使用的材料,以及通过品板150和空腔110的精密成形,使用图3a-3r的方法所制作的琴颈98在琴颈背与品板之间没有可见间隙。此外,使用图3a-3r的方法所制作的琴颈98具有在从侧面查看琴颈时没有可见边沿的品板150。另外,图3a-3r的方法允许将不适合在非镶嵌品板中使用的材料用于品板150,例如缺乏在吉他使用期间保持外露边沿或角所需的硬度或横向拉伸强度的材料或者仅具有一个美感上可接受表面的材料。
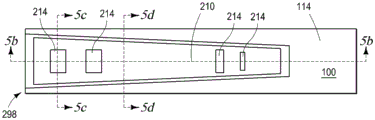
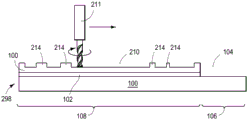
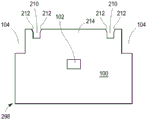
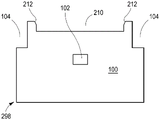
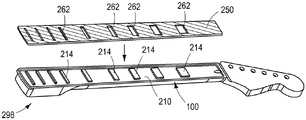
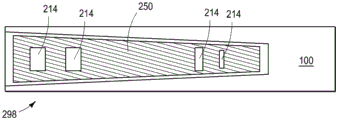
图5a-5h结合图3a-3f示出制作包括其中还包含插进品板中的琴颈背的部分的镶嵌品板的弦乐器琴颈的方法的一个备选实施例。从图3f继续,图5a中,适合接纳品板的空腔210在琴颈背100中使用诸如钻孔、刨槽、研磨、开槽口、砍凿、刮削、锯切、激光切割以及它们的组合之类的材料去除过程来形成。空腔210包括没有去除的材料的岛状物214。图5b-5d示出包括空腔210和岛状物214的琴颈背100的截面。在一个实施例中,空腔210使用高精密过程、例如使用CNC或NC研磨机211、CNC或NC刨槽机、CNC或NC激光切割机或者它们的组合来形成。在一个实施例中,形成空腔210,其中包括平坦底部,如图5b和图5d所示。
图5c和图5d示出还包括空腔210的侧壁中形成的倒角212的琴颈背100的一个实施例。倒角212适合促进将品板镶嵌到空腔210中,如下面详细论述。在一个实施例中,倒角212在形成空腔210之前通过在琴颈背100中使用诸如雕刻、砍凿、刨槽、研磨、激光切割以及它们的组合之类的过程以形成v形沟槽来形成。在一个备选实施例中,倒角212在形成空腔210的同时形成。在另一个备选实施例中,倒角212在形成空腔210之后通过使用磨砂、锉磨、刨槽、研磨、切割、激光切割或者它们的组合以从空腔侧壁去除材料来形成。
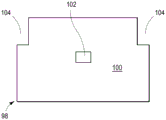
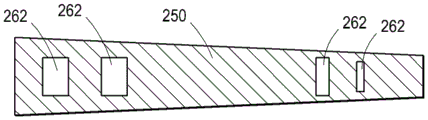
图5e中,品板250包括适合容纳琴颈背100的岛状物214的开口262。品板250包括诸如木材、金属、玻璃、陶瓷、聚合物和玻璃纤维或碳纤维合成物之类的材料。在包括木材的品板150的一个实施例中,通常使用的木材包括红木、乌木、枫木和巴西铁树。品板250通过诸如刨平、钻孔、刨槽、研磨、开槽口、砍凿、刮削、锯切、磨砂、模制、冲压以及它们的组合之类的过程来形成。在一个实施例中,品板250使用高精密过程、例如使用CNC或NC研磨机、CNC或NC刨槽机、CNC或NC水切割、CNC或NC激光切割机或者它们的组合来形成。在一个实施例中,形成包括适合接纳音品的插槽的品板250。
图5f中,品板250定位在来自图5a-5d的琴颈背100之上。在空腔210中涂敷适合于将品板250接合到琴颈背100的粘合剂。备选地,将粘合剂涂敷到品板250的表面或者涂敷到品板和琴颈背100。在一个实施例中,品板250和琴颈背100包括木材,以及粘合剂包括皮胶、脲甲醛树脂、间苯二酚-甲醛树脂、多乙酸乙烯酯、脂肪族树脂乳液、聚氨酯或环氧树脂。
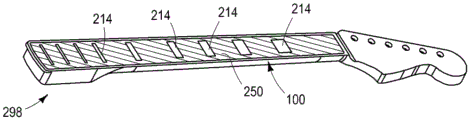
品板250和琴颈背100被朝向彼此移动,并且倒角212帮助对齐空腔210中的品板。在一个实施例中,围绕空腔210的琴颈背100的部分足够薄以变形或弯曲,使得促进品板250进入空腔。品板250在空腔110中设置成与空腔的底部和侧面相接触并且围绕岛状物214,如图5g和图5h所示,其中分别以平面图和透视图示出具有镶嵌在空腔中并且围绕岛状物的品板的琴颈298。在一个实施例中,品板250和琴颈背100在粘合剂设置或固化的同时通过带子、夹子或其它装置结合在一起,以及在粘合剂得到充分接合强度之后移开带子、夹子或其它装置。在一个实施例中,在接合品板和琴颈背时,品板250具有与琴颈背100不同的水分含量,使得品板随后将增大或者琴颈背随后缩小,使得品板更精确地填充空腔210。在另一个实施例中,在接合品板和琴颈背时,品板250具有与琴颈背100不同的温度,使得品板随后将膨胀和/或琴颈背随后缩小,使得品板更精确地填充空腔210。琴颈298随后按照与图3r所示相似的方式来处理为其成品形式。
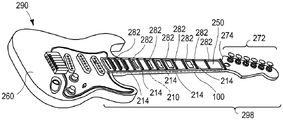
图6示出结合了使用图3a-3f和图5a-5h所示的过程所制作的琴颈298的吉他290。琴颈298接合到琴身260,并且包括琴头272、上弦枕274和品板250。品板250安装于琴颈背100中形成的空腔210中,其中品板的外露表面定向成远离琴颈背。空腔210中形成的岛状物214设置在品板250的开口中。在一个实施例中,岛状物214和琴颈背100包括相同的材料。在一个实施例中,岛状物214具有与品板250的外露表面齐平的外露表面。空腔110的侧壁包围品板250。在空腔210周边的琴颈背100的表面与品板250的外露表面齐平。音品282安装在品板250上。在一个备选实施例中,品板250没有音品。在一个实施例中,音品282跨越琴颈298的整个宽度。在一个备选实施例中,音品282跨越不超过品板250的宽度。通过仔细选择、制备和形成琴颈背100和品板250中使用的材料,以及通过品板250和空腔210的精密成形,使用图3a-3f和图5a-5h的方法所制作的琴颈298在琴颈背、品板和岛状物214之间没有可见间隙。此外,使用图3a-3f和图5a-5h的方法所制作的琴颈298具有在从侧面查看琴颈时没有可见边沿的品板150。另外,图3a-3f和图5a-5h的方法允许将不适合在非镶嵌品板中使用的材料用于品板250,例如缺乏在吉他使用期间保持外露边沿或角所需的硬度或横向拉伸强度的材料或者仅具有一个美感上可接受表面的材料。此外,使用图3a-3f和图5a-5h的方法所制作的琴颈298具有来自琴颈背100、在通过品板250所形成的开口中可见的材料的岛状物214。在一个实施例中,岛状物214为品板250提供附加附连点,并且增强品板的结构和声学性质。
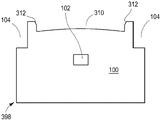
图7a-7d结合图3a-3f示出制作包括其中还包含使用层板(veneer)形成品板的镶嵌品板的弦乐器琴颈的方法的一个备选实施例。从图3f继续,图7a示出包括适合接纳品板的空腔310的琴颈398。空腔310在琴颈背100中使用诸如钻孔、刨槽、研磨、开槽口、砍凿、刮削、锯切、激光切割以及它们的组合之类的材料去除过程来形成。在一个实施例中,空腔310使用高精密过程、例如使用CNC或NC研磨机、CNC或NC刨槽机、CNC或NC激光切割机或者它们的组合来形成。形成包括横向弯曲底部的空腔310。在一个实施例中,空腔310底部的曲率半径与下面所述的品板的成品外表面期望的相似的曲率半径。在一个实施例中,琴颈背100包括在空腔310的侧壁中形成并且适合促进将品板镶嵌到空腔310中的倒角312,如下面详细论述。在一个实施例中,倒角312在形成空腔310之前通过在琴颈背100中使用诸如雕刻、砍凿、刨槽、研磨、激光切割以及它们的组合之类的过程以形成v形沟槽来形成。在一个备选实施例中,倒角312在形成空腔310的同时形成。在另一个备选实施例中,倒角312在形成空腔310之后通过使用磨砂、锉磨、刨槽、研磨、切割、激光切割或者它们的组合以从空腔侧壁去除材料来形成。在一个实施例中,空腔310包括诸如图5a-5c所示之类的岛状物。
图7b以截面图示出品板350。品板350由诸如木材、金属、玻璃、陶瓷、聚合物和玻璃纤维或碳纤维合成物之类的材料的薄层板来形成。在包括木材的品板350的一个实施例中,通常使用的木材包括红木、乌木、枫木和巴西铁树。在一个实施例中,品板350由小于1/125000英寸厚的层板来形成。在一个实施例中,品板350由1/20000英寸厚的层板来形成。在另一个实施例中,品板350还包括接合到层板的骨架层。品板350通过诸如刨平、刨削、钻孔、刨槽、研磨、开槽口、砍凿、刮削、锯切、磨砂、冲压、模制、蚀刻以及它们的组合之类的过程来形成。在一个实施例中,品板350使用CNC或NC研磨机、CNC或NC锯、CNC或NC刨槽机、CNC或NC水切割或者CNC或NC激光器来形成。在一个实施例中,形成包括适合接纳音品的插槽的品板350。在另一个实施例中,品板350包括适合配合在空腔310中形成的岛状物周围的开口。在一个实施例中,品板350在接合到琴颈背100之前横向弯曲。在一个备选实施例中,品板350在接合到琴颈背100之前是平坦的。
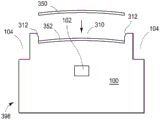
品板350定位在琴颈背100之上。在空腔310中涂敷适合于将品板350接合到琴颈背100的粘合剂352。备选地,将粘合剂352涂敷到品板350的表面或者涂敷到品板和琴颈背100。在一个实施例中,品板350和琴颈背100包括木材,以及粘合剂352包括皮胶、脲甲醛树脂、间苯二酚-甲醛树脂、多乙酸乙烯酯、脂肪族树脂乳液、聚氨酯或环氧树脂。
品板350和琴颈背100被朝向彼此移动,并且倒角312帮助对齐空腔310中的品板。在一个实施例中,围绕空腔310的琴颈背100的部分足够薄以变形,使得促进品板350进入空腔。品板350在空腔310中设置成与空腔的底部和侧面相接触,如图7c所示。在一个实施例中,品板350与空腔310的底面相符。在一个实施例中,品板350和琴颈背100在粘合剂352设置或固化的同时通过带子、夹子或其它装置结合在一起,以及在粘合剂得到充分接合强度之后移开带子、夹子或其它装置。在一个实施例中,在接合品板和琴颈背时,品板350具有与琴颈背100不同的水分含量,使得品板随后将增大或者琴颈背随后缩小,使得品板更精确地填充空腔310。在另一个实施例中,在接合品板和琴颈背时,品板350具有与琴颈背100不同的温度,使得品板随后将膨胀或者琴颈背随后缩小,使得品板更精确地填充空腔310。
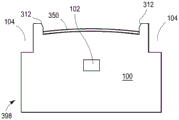
图7d示出琴颈的进一步成形之后的琴颈398的截面。琴颈背100通过诸如刨平、钻孔、刨槽、研磨、开槽口、砍凿、刮削、锯切、磨砂以及它们的组合之类的材料去除过程来成形为成品轮廓。当品板350和琴颈背100的相邻部分通过诸如研磨、砍凿、刮削、锯切、磨砂以及它们的组合之类的材料去除过程来形成为适当圆弧表面的同时,消除倒角312。在一个实施例中,用于音品的沟槽在将品板接合到琴颈背100之后在品板350中使用CNC或NC端铣刀、刨槽机或激光切割系统来形成。在一个实施例中,琴颈398或者其部分被给予适合所使用材料的表面涂层或抛光。
结合了通过图3a-3f和图7a-7d所示的过程所制作的琴颈398的吉他能够看来与通过图3a-3r的过程所制作的例如图4所示的吉他相同。备选地,结合了通过图3a-3f和图7a-7d所示的过程所制作的琴颈398并且还包括琴颈背100和品板350的对应开口中的岛状物的吉他能够看来与通过图3a-3f和图5a-5g所示的过程所制作的例如图6所示的吉他相同。
通过仔细选择、制备和形成琴颈背100和品板350中使用的材料,以及通过品板350和空腔310的精密成形,使用图3a-3f和图7a-7d的方法所制作的琴颈398在琴颈背、品板和岛状物(若存在的话))之间没有可见间隙。此外,使用图3a-3f和图7a-7d的方法所制作的琴颈398具有在从侧面查看琴颈时没有可见边沿的品板350。另外,图3a-3f和图7a-7d的方法允许将不适合在非镶嵌品板中使用的材料用于品板350,例如缺乏在吉他使用期间保持外露边沿或角所需的硬度或横向拉伸强度的材料或者仅具有一个美感上可接受表面的材料。具体来说,图3a-3f和图7a-7d所示的方法允许使用更薄的材料,其中包括仅以较薄构件易于得到的天然材料以及除非材料较薄否则极昂贵的人造材料。此外,使用图3a-3f和图7a-7d的方法所制作的琴颈398能够包括来自琴颈背100、作为在通过品板350所形成的开口中的插入物可见的材料的岛状物。在一个实施例中,岛状物为品板350提供附加附连点,并且增强品板的结构和声学性质。
虽然详细说明了本发明的一个或多个实施例,但是技术人员会理解,可进行对那些实施例的修改和适配,而没有背离随附权利要求中提出的本发明的范围。
Claims (12)
1.一种制作弦乐器的方法,包括:
提供琴颈;
形成所述琴颈中的空腔,其中所述琴颈的一部分保留作为所述空腔中的岛状物,并且所述空腔的侧壁包含倒角;
形成适合配合所述空腔的品板,其中所述品板包含完全通过所述品板而形成的开口;以及
通过将所述品板定位在所述空腔之上并且将所述品板朝向所述琴颈移动同时所述倒角帮助将所述品板对齐在所述空腔内来将所述品板安装在所述空腔内,其中所述品板完全围绕所述岛状物来延伸,并且所述岛状物的上表面在将所述品板安装之后暴露于所述品板的所述开口中;以及
在将所述品板安装在所述空腔内之后将所述琴颈成形以便去除所述倒角。
2.如权利要求1所述的方法,其中所述岛状物的所述上表面与所述品板的外露表面齐平。
3.如权利要求1所述的方法,还包含将所述品板安装在所述空腔内,使得所述品板的边沿在没有可见间隙的情况下接触所述空腔的侧壁。
4.如权利要求1所述的方法,还包含形成所述空腔中的弯曲底部表面。
5.如权利要求1所述的方法,还包含形成包括层板的所述品板。
6.一种弦乐器,包括:
包括木质材料的琴颈;
在所述琴颈中形成的空腔,其中所述空腔的侧壁与所述空腔的底部表面垂直,并且其中所述琴颈包含所述空腔中的岛状物,所述岛状物包括所述木质材料;以及
品板,所述品板设置在所述空腔内,其中所述空腔的所述侧壁完全围绕所述品板来延伸,其中所述品板包含完全通过所述品板而形成的开口,并且其中所述岛状物设置在所述品板的所述开口内,使得所述品板完全围绕所述空腔中的所述岛状物来延伸。
7.如权利要求6所述的弦乐器,其中所述琴颈的表面与所述品板的外露表面齐平。
8.如权利要求6所述的弦乐器,其中所述岛状物与所述品板的外露表面齐平。
9.如权利要求6所述的弦乐器,其中所述品板的边沿接触所述空腔的所述侧壁。
10.一种弦乐器,包括:
在所述弦乐器中形成的空腔,其中所述空腔包含底部表面以及与所述底部表面垂直的侧表面;
品板,所述品板包含设置在所述空腔内的所述品板的侧壁,其中所述空腔的所述侧表面包围所述品板;
开口,所述开口完全通过所述品板而形成;以及
岛状物,所述岛状物在所述空腔内形成,并且设置在所述品板中的所述开口内,其中所述品板完全围绕所述岛状物来延伸。
11.如权利要求10所述的弦乐器,其中所述弦乐器的表面与所述品板的表面齐平。
12.如权利要求10所述的弦乐器,其中所述品板的边沿接触所述空腔的侧壁。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/532,564 US9373309B2 (en) | 2012-06-25 | 2012-06-25 | Stringed musical instrument having inlaid fretboard and method of making the same |
| US13/532,564 | 2012-06-25 | ||
| US13/532564 | 2012-06-25 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN103514857A CN103514857A (zh) | 2014-01-15 |
| CN103514857B true CN103514857B (zh) | 2020-05-19 |
Family
ID=49773288
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201310254776.1A Active CN103514857B (zh) | 2012-06-25 | 2013-06-25 | 具有镶嵌品板的弦乐器及其制作方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US9373309B2 (zh) |
| JP (1) | JP6034250B2 (zh) |
| KR (1) | KR101698233B1 (zh) |
| CN (1) | CN103514857B (zh) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9343046B2 (en) * | 2013-03-15 | 2016-05-17 | Scott James Fletcher | Stringed musical instrument with surface mounted neck insert |
| CN104658513A (zh) * | 2015-03-16 | 2015-05-27 | 罗福仲 | 一种无品丝的贝斯吉他或提琴的指板 |
| CN104952431A (zh) * | 2015-07-11 | 2015-09-30 | 罗洋洋 | 一种带品丝的插接式电贝斯指板 |
| ES2708148B2 (es) * | 2017-10-06 | 2020-07-01 | Ylla Ramón Planet | Instrumento musical de cuerda formado como estructura unitaria integral |
| CN108943291A (zh) * | 2018-08-23 | 2018-12-07 | 德阳好哲创意文化科技有限公司 | 一种折叠吉他外形支撑器的制作方法 |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4237944A (en) | 1978-01-17 | 1980-12-09 | Peavey Electronics Corporation | Method for forming the neck of a guitar |
| US4137813A (en) | 1978-04-07 | 1979-02-06 | Intonation Systems | Fingerboard attachment for stringed instruments |
| US4777858A (en) * | 1986-04-14 | 1988-10-18 | Petschulat David J | Adjustable string contact system for a musical instrument |
| JP2559779Y2 (ja) * | 1988-10-31 | 1998-01-19 | カシオ計算機株式会社 | 弦楽器のネック |
| US5436602A (en) * | 1994-04-28 | 1995-07-25 | Mcveety; Thomas | Ceramic filter with a transmission zero |
| US5631432A (en) * | 1995-09-12 | 1997-05-20 | Muncy; Gary O. | Stringed instrument |
| US5864073A (en) | 1997-05-30 | 1999-01-26 | Fender Musical Instruments Corp. | Laminated neck for guitars, and combination thereof with adjustment system |
| US6011205A (en) * | 1998-04-01 | 2000-01-04 | Tucker; John Nichols | Material and method for construction of solid body stringed instruments |
| US6376756B1 (en) | 1998-06-18 | 2002-04-23 | Fred Beckmeier | Stringed musical instrument with substituable fingerboards |
| US6037532A (en) * | 1998-06-18 | 2000-03-14 | Beckmeir; Fred | Stringed musical instrument with removable fingerboard |
| US5945614A (en) * | 1998-08-06 | 1999-08-31 | White; Timothy P. | Modular guitar system |
| US6100458A (en) * | 1999-03-24 | 2000-08-08 | Horizon Sports Technologies, Inc. | Neck for stringed instrument |
| JP2001312273A (ja) * | 2000-04-27 | 2001-11-09 | Naoaki Ikehata | ギター |
| ATE298917T1 (de) * | 2000-11-01 | 2005-07-15 | Hans-Peter Wilfer | Hals für ein saiteninstrument |
| US6774292B2 (en) | 2001-03-28 | 2004-08-10 | Lynn Ray Mace | Graphite/carbon fiber and wood neck for a stringed musical instrument using force vector controlled geometry |
| US6965065B2 (en) * | 2001-12-12 | 2005-11-15 | Mcpherson Mathew | Neck for stringed musical instrument |
| SE0600783L (sv) * | 2006-04-06 | 2007-10-07 | Anders Thidell | Anordning vid stränginstrument |
| US7652205B2 (en) * | 2006-12-15 | 2010-01-26 | Voyage-Air Guitar Inc. | Travel string instrument and method of making same |
| US7714218B2 (en) * | 2008-05-05 | 2010-05-11 | Erich Papenfus | String instrument frets and associated fret optical apparatus |
| US7767890B2 (en) | 2008-07-09 | 2010-08-03 | Stein Richard A | Stringed instrument having components made from glass and methods of manufacturing and assembling the same |
| USD626991S1 (en) | 2009-04-07 | 2010-11-09 | Bruce Jacob | Triangles fingerboard inlay |
| US7786361B1 (en) | 2009-06-05 | 2010-08-31 | David Foltz | Wood on graphite layup instruments |
| CN102422345B (zh) * | 2009-06-25 | 2013-07-24 | 约瑟夫·巴里拉罗 | 用于音乐弦乐器的共鸣板支柱结构系统 |
| CN201549212U (zh) * | 2009-09-18 | 2010-08-11 | 曾平蔚 | 电子吉他 |
| US8138404B1 (en) | 2010-12-20 | 2012-03-20 | Bruce Petros | Strip inlay products, and methods of making |
-
2012
- 2012-06-25 US US13/532,564 patent/US9373309B2/en active Active
-
2013
- 2013-06-19 KR KR1020130070080A patent/KR101698233B1/ko active IP Right Grant
- 2013-06-21 JP JP2013130302A patent/JP6034250B2/ja active Active
- 2013-06-25 CN CN201310254776.1A patent/CN103514857B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| KR101698233B1 (ko) | 2017-02-01 |
| CN103514857A (zh) | 2014-01-15 |
| US20130340591A1 (en) | 2013-12-26 |
| KR20140000633A (ko) | 2014-01-03 |
| JP2014006528A (ja) | 2014-01-16 |
| JP6034250B2 (ja) | 2016-11-30 |
| US9373309B2 (en) | 2016-06-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103514857B (zh) | 具有镶嵌品板的弦乐器及其制作方法 | |
| JP7175225B2 (ja) | 弦楽器のための軽量ボディ構築 | |
| US10643584B1 (en) | Detachable fretboard with customized frets | |
| EP2866220B1 (en) | Board for stringed instrument, method of manufacturing board for stringed instrument, and stringed instrument | |
| US9343046B2 (en) | Stringed musical instrument with surface mounted neck insert | |
| US8772616B1 (en) | Education guitar and method of manufacture | |
| US9396708B2 (en) | Crown top bar fret, stringed instrument including same, and method of manufacture | |
| CN106169291A (zh) | 一种弦乐器及其制作方法 | |
| US10909954B2 (en) | Systems and methods for improved composite sound board | |
| US8637753B2 (en) | Guitar neck | |
| US20120291608A1 (en) | Banjo bridge base plate | |
| EP2705514B1 (en) | Accessories for bowed string musical instruments | |
| EP2866221B1 (en) | Board for stringed instrument, method of manufacturing board for stringed instrument, and stringed instrument | |
| US11257470B1 (en) | String instrument with superior tonal qualities | |
| US10984762B2 (en) | Detachable fretboard with customized frets | |
| GB2247766A (en) | Method for tuning stringed instruments | |
| Siminoff | Siminoff's Luthiers Glossary | |
| Kinkead | Build your own acoustic guitar: complete instructions and full-size plans | |
| Waring et al. | Make Your Own Electric Guitar and Bass | |
| US10115378B1 (en) | Laser etched stringed instrument and method of manufacture | |
| CN115731904A (zh) | 用于弦乐器的指板 | |
| French et al. | Unique Characteristics |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |