CN103486932A - 检测曲轴几何形状的装置 - Google Patents
检测曲轴几何形状的装置 Download PDFInfo
- Publication number
- CN103486932A CN103486932A CN201310394711.7A CN201310394711A CN103486932A CN 103486932 A CN103486932 A CN 103486932A CN 201310394711 A CN201310394711 A CN 201310394711A CN 103486932 A CN103486932 A CN 103486932A
- Authority
- CN
- China
- Prior art keywords
- crankshaft
- gauge
- hole part
- conical surface
- bent axle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Abstract
本发明公开了一种检测曲轴几何形状的装置,其用来测量曲轴前端锥面量规截面至曲轴前端面纵向距离,包括标准校对件及测量组件,所述标准校对件提供检测需要的特定曲轴前端锥面量规截面至曲轴前端面纵向距离的标注值,所述测量组件包括:测量套、测头轴、测量刃及百分表,测头轴装在测量套内且上下滑动,所述测量刃为环状体且其内直径与所述标注值一致,所述百分表安装在所述测量套上端,在检测时,所述百分表根据所述标准校对件确定零位,当检测具体曲轴前端锥面量规截面至曲轴前端面纵向距离时,根据所述百分表的刻度数确定其与所述标准值的偏差。方便快速对曲轴具体几何尺寸进行检测,结果准确。
Description
技术领域
本发明涉及内燃机曲轴制造领域,特别涉及一种检测曲轴几何形状的装置。
背景技术
在内燃机曲轴制造领域中,其几何形状精度非常关键,对具体尺寸公差的要求很严格。通过检测曲轴某些具体尺寸是衡量曲轴质量的关键指标,比如,曲轴前端锥面量规截面至曲轴前端面纵向距离的检测,本申请中提到的量规截面是指在具体曲轴型号中,曲轴前端锥面特定直径处的横截面。
目前,凡是涉及曲轴前端锥面量规截面至曲轴前端面纵向距离的检测,一般采用通用三座标机测量或者专用圆锥量规测量。但是,前者测量时间较长,而且采用点状测头,由于曲轴前端面直径较大,测量结果争议;后者的测量方式采用与Z标记线目测比较,由于圆锥量规为定锥角量规,对于被测曲轴锥面锥角有偏差的场合,测量结果精度不够准确。
发明内容
本发明是为了克服上述现有技术中缺陷,提供一种检测曲轴几何形状的装置,可以方便快速对曲轴具体几何尺寸进行检测,结果准确。
为实现上述目的,本发明提供一种检测曲轴几何形状的装置,其用来测量曲轴前端锥面量规截面至曲轴前端面纵向距离,包括标准校对件及测量组件,标准校对件提供检测需要的特定曲轴前端锥面量规截面至曲轴前端面纵向距离的标注值,测量组件包括:测量套,其内部为阶梯形通孔,具体为导向孔部分及测量孔部分;测头轴,其为带有平面测头的柱状体,柱状体套入导向孔部分且上下滑动,平面测头处于测量孔部分内;测量刃,其设在测量孔部分前端,测量刃为环状体且其内直径与标注值一致,在检测时,曲轴前端锥面穿过测量刃进入测量孔部分,当曲轴前端锥面与测量刃内径匹配时,曲轴前端面与平面测头抵接;百分表,其安装在导向孔部分上端,在检测时,百分表根据标准校对件确定零位,当检测具体曲轴前端锥面量规截面至曲轴前端面纵向距离时,根据百分表的刻度数确定其与标准值的偏差。
上述技术方案中,还包括滑套,其设在测量孔内部且上下滑动,在滑套前端设有圆弧形定位刃,圆弧形定位刃与测量套同轴线。
上述技术方案中,在滑套与测量套阶梯台阶之间设有定位弹簧,在检测时,定位弹簧驱动滑套与曲轴前端锥面接触。
上述技术方案中,在导向孔部分上端还设有紧帽,其为带有凸台的筒状体,紧帽的前端套入导向孔部分且凸台抵接在导向孔部分的边缘上,百分表通过衬套安装在紧帽尾端。
上述技术方案中,在测头轴柱状体部分与紧帽的前端之间设有压紧弹簧,在检测时,压紧弹簧驱动测头轴的平面测头抵接在曲轴前端面上。
上述技术方案中,在测头轴中间部分设有限位槽,在测量套侧壁上与限位槽对应部位设有限位螺钉。
上述技术方案中,在紧帽侧壁上设有锁紧螺钉,锁紧螺钉的前端抵接在衬套外壁。
上述技术方案中,测量刃设在测量板上,测量板通过第一螺钉固定在测量孔部分前端。
上述技术方案中,还包括放置组件,其包括支撑座及盖板,支撑座具有一腔室,腔室与测量板匹配,盖板通过第二螺钉固定在支撑座底端。
与现有技术相比,本发明具有如下有益效果:
1.设计带有圆弧形定位刃的滑套并且可以滑动,在测量曲轴前端锥面量规截面到曲轴端面纵向距离时,测量组件和被测曲轴前端锥面能快速自动对中(定心);
2.测头轴带有平面型测头,测量结果重复性好;
3.通过设计标准校对组件,测量过程读数快速、准确;
4.配置专门的放置组件,测量后将测量组件置入放置组件内,能有效地保护测量板上的测量刃。
附图说明
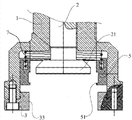
图1是本发明中测量组件结构示意图;
图2是本发明中放置组件结构示意图;
图3是本发明中标准校对组件结构示意图;
图4是本发明中测量组件局部示意图(示出圆弧形定位刃及测量刃);
图5是本发明进行标准校对状态示意图;
图6是利用本发明进行测量曲轴前端锥面量规截面至曲轴前端面的纵向距离状态示意图;
图7是本发明进行放置保存状态示意图。
具体实施方式
下面结合附图,对本发明的一个具体实施方式进行详细描述,但应当理解本发明的保护范围并不受具体实施方式的限制。
本发明的检测曲轴几何形状的装置主要是针对如何快速检测曲轴的几何尺寸是否符合要求而设计,具体通过测量曲轴前端锥面量规截面至曲轴前端面纵向距离与标准校对件的尺寸误差范围来判断具体产品是否合格。本装置包括标准校对件及测量组件,标准校对件提供检测需要的特定曲轴前端锥面量规截面至曲轴前端面纵向距离的标注值,测量组件以此标注值为参考量,通过具体测量待检测曲轴前端锥面量规截面至曲轴前端面纵向距离与该参考量对比来确定误差范围,进而判断具体曲轴的几何尺寸是否符合要求。
本实施例首先对本装置进行测量的几何尺寸进行简单的说明,所谓量规截面,就是指具体发动机的曲轴根据装配要求,在曲轴前端锥面处合理确定一个横截面,该横截面的直径为D(参见图3),比如D为φ38。量规截面至曲轴前端面纵向距离即为该横截面至曲轴前端端面的距离H(参见图3),本实施例提供的装置就是通过测量具体曲轴前端锥面量规截面至曲轴前端面纵向距离与该标准件提高的距离H的偏差来判断具体曲轴的几何尺寸是否合格。
如图1所示,测量组件20主要包括:测量套1、测头轴2、测量刃33及百分表4,测量套1为长筒状体结构,内部为阶梯形通孔,具体包括导向孔部分11及测量孔部分12;测头轴2为带有平面测头21的柱状体,柱状体套入导向孔部分11且上下滑动,其技术要求滑动无卡滞,平面测头21处于测量孔部分12内;测量刃33设在测量孔部分11前端,具体地,测量刃33设在测量板3中间(参见图4),测量板3通过第一螺钉31固定在测量孔部分12前端,为了保证测量板3不松动,利用圆柱销32进行定位,测量刃33为环状体且其内直径与标注值一致(具体参见图3中尺寸D,上文已叙述),在检测时,曲轴前端锥面穿过测量板3进入测量孔部分12,当曲轴前端锥面与测量刃33内径匹配时,曲轴前端面与平面测头21抵接;百分表4安装在导向孔部分11上端,本实施例中,具体是这样安装的,首先在导向孔部分11上端装有紧帽6,其为带有凸台61的小筒状体结构,内孔中设有衬套(图中未标记),紧帽6的前端套入导向孔部分11内,利用凸台61抵接在导向孔部分11的边缘上进行定位,百分表4安装在衬套内,百分表4的探针抵接在测头轴2的柱状体前端,为了固定百分表4,在紧帽6侧壁上设有锁紧螺钉62,锁紧螺钉62的前端抵接在衬套外壁。为了驱动测头轴2上下移动,在测头轴2柱状体部分与紧帽6的前端之间设有压紧弹簧8,在检测时,压紧弹簧8驱动测头轴2的平面测头21抵接在曲轴前端面上。在检测时,百分表4根据标准校对件10确定零位(具体操作见下文),当检测具体曲轴前端锥面量规截面至曲轴前端面纵向距离时,根据百分表4的刻度数确定其与标准值的偏差;为了对曲轴前端锥面进行精确定心,本装置还包括滑套5,其设在测量孔部分12内部且上下滑动,在滑套5前端设有圆弧形定位刃51(参见图4),圆弧形定位刃51与测量套1同轴线,为了驱动滑套5上下移动,在滑套5与测量套1阶梯台阶(图中未标记)之间设有定位弹簧7,在检测时,定位弹簧7驱动滑套5与曲轴前端锥面接触,通过设计圆弧形定位刃51可以上下滑动,可以解决由于被测曲轴锥面锥角的制造误差造成测量组件的对中(定心)性变差的问题。
另外,在测头轴2中间部分设有限位槽22,在测量套1侧壁上与限位槽22对应部位设有限位螺钉13,限位螺钉13保证测头轴2不会脱离测量套1,但是,限位范围应符合测量时测头轴2上下移动的需要。
如图2所示,为了保护测量刃33不受损坏,还包括放置组件30,其包括支撑座301及盖板302,支撑座301具有一腔室304,盖板302中间设有通孔305,底面设有凹槽306,腔室304与测量板3大小配合,盖板302通过第二螺钉303固定在支撑座301底端。
如图4所示,在具体进行测量时,将测量组件用手压入被测曲轴锥面上(压下测量组件过程不能旋转测量组件,防止损伤曲轴锥面),当测量板3上的测量刃33刚好卡紧被测曲轴锥面时,测量组件理论量规截面与被测曲轴实物的量规尺寸所在截面重合(即共面),同时,通过滑套5上的圆弧形定位刃51的左右定位,保证曲轴轴线与测量组件20的轴线重合,此过程中,曲轴前端面驱动平面测头21上移,而测头轴2的柱状体前端与百分表探针抵接(参见图1),百分表显示读数。
以下为使用本装置的具体步骤:
如图5所示,首先确定测量组件20的参考值,具体为,将标准校对件10和测量组件20置于平台上,并用干净的棉布擦拭圆弧形定位刃51和测量刃33。具体地,如图3所示,标准校对件10的本体部分101通过第二螺钉104固定在底座102上,底座102底端设计为凹型结构(图中未标记),设计底座可以方便放置标准校对件。标准校对件10的本体部分101的具体尺寸设计上文已经叙述。安装上述使用方法,压紧测量组件20,此时,百分表4的读数设置为零。
如图6所示,对具体待检测的曲轴前端锥面量规截面至曲轴前端面的纵向距离进行测量,具体地按照上述方法将测量组件20用手压入被测曲轴40锥面上(压下测量组件过程不能旋转测量组件,防止损伤曲轴锥面),此时,百分表4的读数即为具体曲轴前端锥面量规截面至曲轴前端面的纵向距离与标准值之间的误差,检测方便,精确。
如图7所示,当检测结束后,为了保护该装置,按照上文所述方法将测量组件20置入放置组件30内存放。
以上公开的仅为本发明的具体实施例,但是,本发明并非局限于此,任何本领域的技术人员能思之的变化都应落入本发明的保护范围。
Claims (9)
1.一种检测曲轴几何形状的装置,其用来测量曲轴前端锥面量规截面至曲轴前端面纵向距离,其特征在于,包括标准校对件及测量组件,所述标准校对件提供检测需要的特定曲轴前端锥面量规截面至曲轴前端面纵向距离的标注值,所述测量组件包括:
测量套,其内部为阶梯形通孔,具体为导向孔部分及测量孔部分;
测头轴,其为带有平面测头的柱状体,所述柱状体套入所述导向孔部分且上下滑动,所述平面测头处于所述测量孔部分内;
测量刃,其设在所述测量孔部分前端,所述测量刃为环状体且其内直径与所述标注值一致,在检测时,曲轴前端锥面穿过所述测量刃进入所述测量孔部分,当所述曲轴前端锥面与所述测量刃内径匹配时,所述曲轴前端面与所述平面测头抵接;
百分表,其安装在所述导向孔部分上端,在检测时,所述百分表根据所述标准校对件确定零位,当检测具体曲轴前端锥面量规截面至曲轴前端面纵向距离时,根据所述百分表的刻度数确定其与所述标准值的偏差。
2.根据权利要求1所述的检测曲轴几何形状的装置,其特征在于,还包括滑套,其设在所述测量孔内部且上下滑动,在所述滑套前端设有圆弧形定位刃,所述圆弧形定位刃与所述测量套同轴线。
3.根据权利要求2所述的检测曲轴几何形状的装置,其特征在于,在所述滑套与所述测量套阶梯台阶之间设有定位弹簧,在检测时,所述定位弹簧驱动所述滑套与所述曲轴前端锥面接触。
4.根据权利要求1所述的检测曲轴几何形状的装置,其特征在于,在所述导向孔部分上端还设有紧帽,其为带有凸台的筒状体,所述紧帽的前端套入所述导向孔部分且所述凸台抵接在所述导向孔部分的边缘上,所述百分表通过衬套安装在所述紧帽尾端。
5.根据权利要求4所述的检测曲轴几何形状的装置,其特征在于,在所述测头轴柱状体部分与所述紧帽的前端之间设有压紧弹簧,在检测时,所述压紧弹簧驱动所述测头轴的平面测头抵接在所述曲轴前端面上。
6.根据权利要求5所述的检测曲轴几何形状的装置,其特征在于,在所述测头轴中间部分设有限位槽,在所述测量套侧壁上与所述限位槽对应部位设有限位螺钉。
7.根据权利要求4所述的检测曲轴几何形状的装置,其特征在于,在所述紧帽侧壁上设有锁紧螺钉,所述锁紧螺钉的前端抵接在所述衬套外壁。
8.根据权利要求1至7任一所述的检测曲轴几何形状的装置,其特征在于,所述测量刃设在测量板上,所述测量板通过第一螺钉固定在所述测量孔部分前端。
9.根据权利要求8所述的检测曲轴几何形状的装置,其特征在于,还包括放置组件,其包括支撑座及盖板,所述支撑座具有一腔室,所述腔室与所述测量板匹配,所述盖板通过第二螺钉固定在所述支撑座底端。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310394711.7A CN103486932B (zh) | 2013-08-30 | 2013-08-30 | 检测曲轴几何形状的装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310394711.7A CN103486932B (zh) | 2013-08-30 | 2013-08-30 | 检测曲轴几何形状的装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN103486932A true CN103486932A (zh) | 2014-01-01 |
| CN103486932B CN103486932B (zh) | 2016-01-13 |
Family
ID=49827353
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201310394711.7A Active CN103486932B (zh) | 2013-08-30 | 2013-08-30 | 检测曲轴几何形状的装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN103486932B (zh) |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104061148A (zh) * | 2014-06-06 | 2014-09-24 | 徐平 | 一种螺杆泵转子的偏心距检具 |
| CN104626045A (zh) * | 2015-02-12 | 2015-05-20 | 广西玉柴机器股份有限公司 | 滑触式相位指示装置 |
| CN105203000A (zh) * | 2015-10-15 | 2015-12-30 | 广西玉柴机器股份有限公司 | 曲轴半径检具 |
| CN105241351A (zh) * | 2015-10-15 | 2016-01-13 | 广西玉柴机器股份有限公司 | 凸轮轴的凸轮基圆的检测装置 |
| CN105865298A (zh) * | 2016-06-14 | 2016-08-17 | 广西玉柴机器股份有限公司 | 曲轴止推面的圆跳动检测设备及检测方法 |
| CN106643392A (zh) * | 2016-12-26 | 2017-05-10 | 广西玉柴机器股份有限公司 | 一种凸轮轴凸轮对销孔位置度检具 |
| CN106872577A (zh) * | 2017-04-24 | 2017-06-20 | 南通友联数码技术开发有限公司 | 一种实心轮轴不落轮超声探伤装置 |
| CN107796321A (zh) * | 2017-12-04 | 2018-03-13 | 岭南师范学院 | 一种气缸内径检测设备 |
| CN108955614A (zh) * | 2018-09-30 | 2018-12-07 | 广西玉柴机器股份有限公司 | 一种气缸盖喷油器孔深度测量工具 |
| CN108955487A (zh) * | 2018-09-05 | 2018-12-07 | 广西玉柴机器股份有限公司 | 一种缸盖座圈距离测量装置 |
| CN109974564A (zh) * | 2019-05-06 | 2019-07-05 | 广西玉柴机器股份有限公司 | 一种轴颈油孔边缘检测装置 |
| CN110230970A (zh) * | 2019-07-20 | 2019-09-13 | 成都飞机工业(集团)有限责任公司 | 一种可变直径检查装置 |
| CN107796321B (zh) * | 2017-12-04 | 2024-04-19 | 岭南师范学院 | 一种气缸内径检测设备 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61120901A (ja) * | 1984-11-16 | 1986-06-09 | Yamada Seisakusho:Kk | 内周溝の溝位置測定装置 |
| CN201964853U (zh) * | 2010-12-02 | 2011-09-07 | 贵州航太精密制造有限公司 | 一种用于管接头密封内锥面的测量装置 |
| CN201983724U (zh) * | 2010-12-21 | 2011-09-21 | 山东征宙机械有限公司 | 双定位内孔测量装置 |
| CN102506663A (zh) * | 2011-10-28 | 2012-06-20 | 无锡富瑞德精密机械有限公司 | 带表深度规阀座深度测量机构 |
| CN102980480A (zh) * | 2012-12-07 | 2013-03-20 | 江南工业集团有限公司 | 锥形高度测量装置 |
| CN203414038U (zh) * | 2013-08-30 | 2014-01-29 | 广西玉柴机器股份有限公司 | 检测曲轴几何形状的装置 |
-
2013
- 2013-08-30 CN CN201310394711.7A patent/CN103486932B/zh active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61120901A (ja) * | 1984-11-16 | 1986-06-09 | Yamada Seisakusho:Kk | 内周溝の溝位置測定装置 |
| CN201964853U (zh) * | 2010-12-02 | 2011-09-07 | 贵州航太精密制造有限公司 | 一种用于管接头密封内锥面的测量装置 |
| CN201983724U (zh) * | 2010-12-21 | 2011-09-21 | 山东征宙机械有限公司 | 双定位内孔测量装置 |
| CN102506663A (zh) * | 2011-10-28 | 2012-06-20 | 无锡富瑞德精密机械有限公司 | 带表深度规阀座深度测量机构 |
| CN102980480A (zh) * | 2012-12-07 | 2013-03-20 | 江南工业集团有限公司 | 锥形高度测量装置 |
| CN203414038U (zh) * | 2013-08-30 | 2014-01-29 | 广西玉柴机器股份有限公司 | 检测曲轴几何形状的装置 |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104061148A (zh) * | 2014-06-06 | 2014-09-24 | 徐平 | 一种螺杆泵转子的偏心距检具 |
| CN104061148B (zh) * | 2014-06-06 | 2017-08-01 | 徐平 | 一种螺杆泵转子的偏心距检具 |
| CN104626045B (zh) * | 2015-02-12 | 2016-07-06 | 广西玉柴机器股份有限公司 | 滑触式相位指示装置 |
| CN104626045A (zh) * | 2015-02-12 | 2015-05-20 | 广西玉柴机器股份有限公司 | 滑触式相位指示装置 |
| CN105203000A (zh) * | 2015-10-15 | 2015-12-30 | 广西玉柴机器股份有限公司 | 曲轴半径检具 |
| CN105241351A (zh) * | 2015-10-15 | 2016-01-13 | 广西玉柴机器股份有限公司 | 凸轮轴的凸轮基圆的检测装置 |
| CN105865298B (zh) * | 2016-06-14 | 2018-06-01 | 广西玉柴机器股份有限公司 | 曲轴止推面的圆跳动检测设备及检测方法 |
| CN105865298A (zh) * | 2016-06-14 | 2016-08-17 | 广西玉柴机器股份有限公司 | 曲轴止推面的圆跳动检测设备及检测方法 |
| CN106643392A (zh) * | 2016-12-26 | 2017-05-10 | 广西玉柴机器股份有限公司 | 一种凸轮轴凸轮对销孔位置度检具 |
| CN106872577A (zh) * | 2017-04-24 | 2017-06-20 | 南通友联数码技术开发有限公司 | 一种实心轮轴不落轮超声探伤装置 |
| CN107796321A (zh) * | 2017-12-04 | 2018-03-13 | 岭南师范学院 | 一种气缸内径检测设备 |
| CN107796321B (zh) * | 2017-12-04 | 2024-04-19 | 岭南师范学院 | 一种气缸内径检测设备 |
| CN108955487A (zh) * | 2018-09-05 | 2018-12-07 | 广西玉柴机器股份有限公司 | 一种缸盖座圈距离测量装置 |
| CN108955487B (zh) * | 2018-09-05 | 2024-03-08 | 广西玉柴机器股份有限公司 | 一种缸盖座圈距离测量装置 |
| CN108955614A (zh) * | 2018-09-30 | 2018-12-07 | 广西玉柴机器股份有限公司 | 一种气缸盖喷油器孔深度测量工具 |
| CN109974564A (zh) * | 2019-05-06 | 2019-07-05 | 广西玉柴机器股份有限公司 | 一种轴颈油孔边缘检测装置 |
| CN110230970A (zh) * | 2019-07-20 | 2019-09-13 | 成都飞机工业(集团)有限责任公司 | 一种可变直径检查装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103486932B (zh) | 2016-01-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103486932B (zh) | 检测曲轴几何形状的装置 | |
| CN203414038U (zh) | 检测曲轴几何形状的装置 | |
| CN103822567B (zh) | 气门的盘锥面量规截面到盘端面的距离测量装置及方法 | |
| CN103759612B (zh) | 传动花键锥孔测量检具 | |
| CN102288083B (zh) | 泵壳位置度检测方法及检具 | |
| CN202024752U (zh) | 一种同轴度测量仪 | |
| CN103245272B (zh) | 用于短内圆锥测量的量规 | |
| CN101608888A (zh) | 一种叶轮压装面与测量圆距离的测量方法及专用工具 | |
| CN104075642A (zh) | 一种用于检测圆柱直径及圆孔内径的检测装置 | |
| CN202719950U (zh) | 一种零件锥度检具 | |
| CN105674837A (zh) | 一种检测数控机床加工的产品的孔径口部倒角的装置 | |
| CN201016717Y (zh) | 一种工件外圆精密检测器 | |
| CN203672273U (zh) | 传动花键锥孔测量检具 | |
| CN203704837U (zh) | 气门的盘锥面量规截面到盘端面的距离测量装置 | |
| CN101608889A (zh) | 一种泵体大面与锥面测量圆距离的测量方法及专用工具 | |
| CN104596383A (zh) | 多功能综合检具及其检测方法 | |
| CN105783634A (zh) | 一种利用模具检测转台轴承安装孔是否合格的方法 | |
| CN104819674A (zh) | 压缩机用曲轴检具 | |
| CN102147220B (zh) | 检测隔板静叶片总长圆锥面的测量装置 | |
| CN104197875A (zh) | 一种汽车玻璃吻合度和尺寸的检测装置 | |
| CN105823455A (zh) | 滚针、滚柱直径检测仪 | |
| CN103398647B (zh) | 一种用于测量零件上点与截面间距离的方法 | |
| CN203853861U (zh) | 一种测量倒角去除量的装置 | |
| CN202734713U (zh) | 带锥体零件的开档尺寸检具 | |
| CN106017263A (zh) | 一种能自动压紧的圆形缸筒变形度检测工装 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant |