CN103084493A - 一种铆接零部件制造装置 - Google Patents
一种铆接零部件制造装置 Download PDFInfo
- Publication number
- CN103084493A CN103084493A CN2013100061725A CN201310006172A CN103084493A CN 103084493 A CN103084493 A CN 103084493A CN 2013100061725 A CN2013100061725 A CN 2013100061725A CN 201310006172 A CN201310006172 A CN 201310006172A CN 103084493 A CN103084493 A CN 103084493A
- Authority
- CN
- China
- Prior art keywords
- pressing down
- down section
- section
- pressing
- support platform
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Abstract
一种铆接零部件制造装置,包括机架、下压驱动装置和工件承载平台,其特征在于:还包括下压机构、夹爪机构和夹爪推动机构;机架包括支撑平台,下压驱动装置安装于支撑平台上;下压机构包括第一下压部、第二下压部、阻挡部、第一限位部和第二限位部,第一下压部固定在下压驱动装置的驱动端上;第二下压部位于第一下压部的下方且两者上下滑动连接,在滑动至第二下压部脱离第一下压部位置处第二下压部经阻挡部悬挂于第一下压部上;第二下压部向上延伸形成第一限位部;第一下压部与第二下压部之间设有第二限位部;夹爪机构包括两个抓臂,这两个抓臂均铰接在第二下压部上。本方案可减少或消除铆接零部件及工件承载平台所承受的巨大压力,提高产品良率。
Description
技术领域
本发明涉及一种铆接零部件的制造装置,用于挤压铆接零部件上的卡脚,铆接零部件经挤压变形后的卡脚而与其他零部件进行铆接固定。
背景技术
铆接零部件经卡脚与其他零部件进行铆接固定,例如汽车马达等中小型马达产品中的马达壳体(马达壳体及马达端盖是用于承载定子、转子及其他附件的重要结构件)或其他同类产品,在马达壳体上具有倾斜的卡脚,组装时马达端盖挤压马达壳体的倾斜卡脚,卡脚变形后回弹并卡住端盖,使马达壳体与端盖铆接固定。铆接固定工艺是一项重要的工作。
图1为现有技术中的马达壳体铆接装置,马达壳体21具有圆管状结构,在其还不具有与马达端盖铆接的功能时,圆管一端的管壁上具有沿圆周均匀分布的卡脚19,卡脚19沿圆管轴向伸出,且平行于圆管轴向,这种卡脚19就需经制造装置挤压、使其变形后倾斜于圆管轴向,才能够与马达端盖相铆接固定。制造装置包括机架、下压驱动装置1(油缸)、工件承载平台2和一外宽内窄形状的治具(常用为弧形治具20),制造时将马达壳体21放置于工件承载平台2上,油缸的驱动端连接弧形治具20,油缸驱动弧形治具20下压马达壳体21的两个卡脚19,使卡脚19变形成倾斜于马达壳体21圆管轴向,从而具有能够与端盖铆接的功能。这种制造工艺使受力工件(即马达壳体21)和工件承载平台2都承受了很大的下压力,对工件承载平台2的要求很高,而承受了很大下压力的的马达壳体21还有可能变形损坏,影响产品的合格率。其他同类铆接零部件产品在制造时也均有此问题。
因此,如何减少或是消除制造时铆接零部件产品所承受的巨大的下压力就是本领域技术人员亟需解决的问题。
发明内容
本发明提供一种铆接零部件制造装置,可减少或消除制造时铆接零部件产品以及工件承载平台所承受的巨大压力,提高产品良率,延长设备使用寿命。
为达到上述目的,本发明采用的技术方案是:一种铆接零部件制造装置,包括机架、下压驱动装置和工件承载平台,还包括下压机构、夹爪机构和夹爪推动机构;
所述机架包括竖架和竖架上的支撑平台,所述下压驱动装置安装于支撑平台上,下压驱动装置的驱动端朝下伸出;
所述下压机构包括第一下压部、第二下压部、阻挡部、第一限位部和第二限位部,其中第一下压部固定在所述下压驱动装置的驱动端上;所述第二下压部位于第一下压部的下方且两者上下滑动连接,在滑动至第二下压部脱离第一下压部位置处第二下压部经阻挡部悬挂于第一下压部上;
所述第二下压部向上延伸形成所述第一限位部,第一限位部位于支撑平台上方,当第一限位部下行至接触支撑平台时第二下压部相对于支撑平台的向下运动受到限制;
在第一下压部与第二下压部之间设有所述第二限位部,在第一下压部与第二下压部经第二限位部接触时,第一下压部相对于第二下压部的向下运动受到限制;
所述夹爪机构包括两个抓臂,这两个抓臂均铰接在第二下压部上,两抓臂能够绕第二下压部上的铰接轴在一抓取位置和一释放位置之间摆动;所述夹爪推动机构位于第一下压部上,用以推动两抓臂由释放位置朝向抓取位置摆动;在两抓臂和第二下压部之间作用有一弹性件,以使两抓臂由抓取位置回复至释放位置;
所述工件承载平台位于夹爪机构下方。
上述技术方案中的有关内容解释如下:
1、上述方案中,所述下压驱动装置为油缸。
2、上述方案中,所述第二下压部经一弹簧连接一工件固定治具,该工件固定治具的外形与待制造的铆接零部件配合,用以在工作时挠性限制铆接零部件的上下晃动。
3、上述方案中,还包括设于支撑平台上的品种切换气缸和若干高度不同的定位螺栓,该品种切换气缸安装于支撑平台上,定位螺栓滑动连接于支撑平台上,每一定位螺栓均可由品种切换气缸驱动运行至与第一限位部配合的位置,以使在第二下压部相对于支撑平台处于不同高度位置处第二下压部相对于支撑平台的向下运动受到限制。
4、上述方案中,所述两抓臂均是中部铰接在第二下压部上,且均上端铰接一凸轮;
所述夹爪推动机构为一顶针,该顶针上端固定于第一下压部上,下端呈圆锥形;
当第一下压部相对于第二下压部下行,顶针朝向两抓臂运动使顶针的下端插入两抓臂上端之间,两抓臂上端的凸轮经顶针的圆锥形下端推动,带动两抓臂由释放位置朝向抓取位置摆动。
5、上述方案中,所述第一下压部与第二下压部之间作用有一压簧,该压簧沿竖直方向作用,且该压簧处于压缩状态。
本发明工作原理是:下压时,下压驱动装置驱动第一下压部下行,并带动悬挂于第一下压部上的第二下压部下行,当第二下压部上的第一限位部接触支撑平台时,阻止第二下压部相对于支撑平台继续向下运动(此时相当于第二下压部悬挂于支撑平台上);下压驱动装置驱动第一下压部继续下行,使第一下压部相对于第二下压部向下滑动(此时第二下压部已脱离了第一下压部的承载),在第一下压部下行时第一下压部上的夹爪推动机构推动第二下压部上的夹爪机构的两抓臂,使两抓臂由释放位置朝向抓取位置摆动,直至第一下压部与第二下压部之间的第二限位部作用,使第一下压部的向下运动停止,且两抓臂已夹紧马达壳体的两卡脚使其完成变形,完成夹紧工作;
夹紧工作结束后,下压驱动装置驱动第一下压部上行,第一下压部相对于第二下压部向上滑动,第一下压部上的夹爪推动机构离开第二下压部上的两抓臂,两抓臂在弹性件的作用下由抓取位置回复至释放位置,当第一下压部滑动至经阻挡部承载第二下压部的重力时,继续带动第二下压部上行,并带动第二限位部上行并离开支撑平台,直至回复初始工位。如此循环往复。
由于上述技术方案运用,本发明与现有技术相比具有下列优点:
1、由于本发明使铆接零部件的卡脚被夹紧变形时,其只承受横向的夹紧力,而向下的压力都已转移至由机架承受,因此,可提高生产的安全性,且能够减少或避免铆接零部件的变形,增加了良品率。
2、由于本发明第二下压部上经一弹簧连接一工件固定治具,可在工作时挠性限制铆接零部件的上下晃动。
3、由于本发明设有品种切换气缸和定位螺栓,可在第二下压部相对于支撑平台处于不同距离时使第二下压部相对于支撑平台的向下运动受到限制,即可根据工件承载平台上待制造铆接零部件的高度,经切换不同的定位螺栓至与第一限位部配合作用的位置,而快速调整第二下压部相对于支撑平台的下行高度,可实现不同高度规格产品的快速切换生产,使用更灵活,省时省力。
4、由于本发明两个抓臂均上端铰接一凸轮,夹爪推动机构的顶针下端插入两抓臂上端之间推动凸轮并带动抓臂转动时,与凸轮之间的摩擦为滚动摩擦而不是滑动摩擦,因此可减少损耗,延长机器使用寿命。
5、由于本发明第一下压部与第二下压部之间作用有一压簧,该压簧处于压缩状态,对第二下压部施加一向下的推力,可减少第二下压部的晃动。
附图说明
图1为背景技术中的现有马达壳体铆接装置的一种使用状态示意图;
图2为图1的另一种使用状态示意图;
图3为本发明的铆接零部件制造装置实施例的第一立体示意图;
图4为图3的A向视图部分图;
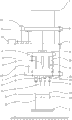
图5为图3或图4的原理图。
以上附图中:1. 下压驱动装置;2. 工件承载平台;3. 夹爪推动机构;4. 竖架;5. 支撑平台;6. 第一下压部;7. 第二下压部;8. 阻挡部;9. 第一限位部;10. 第二限位部;11. 抓臂;12. 弹性件;13. 工件固定治具;14. 品种切换气缸;15. 定位螺栓;16. 凸轮;17. 顶针;18. 压簧;19. 卡脚;20. 弧形治具;21. 马达壳体。
具体实施方式
下面结合附图及实施例对本发明作进一步描述:
实施例:参见附图3~5所示,一种铆接零部件制造装置,包括机架、下压驱动装置1和工件承载平台2,还包括下压机构、夹爪机构和夹爪推动机构3;
所述机架包括竖架4和竖架4上的支撑平台5,所述下压驱动装置1安装于支撑平台5上,下压驱动装置1的驱动端朝下伸出;
所述下压机构包括第一下压部6、第二下压部7、阻挡部8、第一限位部9和第二限位部10,下压驱动装置1为油缸,油缸导杆下端螺纹连接固定连接头,第一下压部6通过固定其上的连接头压块与油缸相连,以使第一下压部6固定在油缸的驱动端上;所述第二下压部7位于第一下压部6的下方且两者上下滑动连接,在滑动至第二下压部7脱离第一下压部6位置处第二下压部7经阻挡部8悬挂于第一下压部6上,具体为:第二下压部7上侧固定一竖直的导向轴,该导向轴向上伸出穿过第一下压部6后连接一环形挡板,该环形挡板即阻挡部8,导向轴的设置使第二下压部7与第一下压部6上下滑动连接。
所述第二下压部7向上延伸形成所述第一限位部9,第一限位部9位于支撑平台5上方,在支撑平台5上设有若干定位螺栓15,当第一限位部9下行至接触支撑平台5上的定位螺栓15时第二下压部7相对于支撑平台5的向下运动受到限制。具体为,第二下压部7经导柱刚性连接该第一限位部9,该第一限位部9为一板体,板体位于支撑平台5的上方。同时,第一限位部9的板体可以通过直线轴承与机架在竖直方向进行运动导向,保证第一限位部9及其连接的第二下压部7均精确的进行竖直方向的运动。
在第一下压部6与第二下压部7之间设有所述第二限位部10,在第一下压部6与第二下压部7经第二限位部10接触时,第一下压部6相对于第二下压部7的向下运动受到限制。具体可以为,在第二下压部7与第一下压部6设设有竖直方向对应的螺栓,当两螺栓接触时,第一下压部被第二下压部阻挡而停止相对运动。
所述夹爪机构包括两个抓臂11,这两个抓臂11均铰接在第二下压部7上,两抓臂11能够绕第二下压部7上的铰接轴在一抓取位置和一释放位置之间摆动;所述夹爪推动机构3位于第一下压部6上,用以推动两抓臂11由释放位置朝向抓取位置摆动;在两抓臂11和第二下压部7之间作用有一弹性件12,以使两抓臂11由抓取位置回复至释放位置;
所述工件承载平台2位于夹爪机构下方。
第二下压部7经一弹簧连接一工件固定治具13,该工件固定治具13的外形与待制造的铆接零部件配合,用以在工作时挠性限制铆接零部件的上下晃动。可以在工件固定治具13上固定一导向轴,导向轴向上伸出并经直线轴承和挡环承载于第二下压部7上,使固件固定治具13可以相对于第二下压部7上下运动,并防止固件固定治具13的导向轴由于重力滑落出第二下压部7。弹簧套设于导向轴外,在工件固定治具13受挤压时弹簧收缩对待铆接零部件挠性下压,避免其上下晃动,防止位置偏移。
制造装置还包括设于支撑平台5上的品种切换气缸14和若干高度不同的定位螺栓15,该品种切换气缸14安装于支撑平台5上,定位螺栓15可经滑块滑轨而滑动连接于支撑平台5上,每一定位螺栓15均可由品种切换气缸14驱动运行至与第一限位部9配合的位置,以使在第二下压部7相对于支撑平台5处于不同高度位置处第二下压部7相对于支撑平台5的向下运动受到限制。
两抓臂11均是中部铰接在第二下压部7上,且均上端铰接一凸轮16;
所述夹爪推动机构3为一顶针17,该顶针17上端固定于第一下压部6上,下端呈圆锥形;
当第一下压部6相对于第二下压部7下行,顶针17朝向两抓臂11运动使顶针17的下端插入两抓臂11上端之间,两抓臂11上端的凸轮16经顶针17的圆锥形下端推动,带动两抓臂11由释放位置朝向抓取位置摆动。具体可以为,释放位置,两抓臂11呈八字形,在抓取位置,两抓臂11呈倒八字形。
第一下压部6与第二下压部7之间作用有一压簧18,该压簧18沿竖直方向作用,且该压簧18处于压缩状态,该压簧18即套设在第二下压部7和第一下压部6之间的导向轴上。
上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围之内。
Claims (6)
1.一种铆接零部件制造装置,包括机架、下压驱动装置(1)和工件承载平台(2),其特征在于:还包括下压机构、夹爪机构和夹爪推动机构(3);
所述机架包括竖架(4)和竖架(4)上的支撑平台(5),所述下压驱动装置(1)安装于支撑平台(5)上,下压驱动装置(1)的驱动端朝下伸出;
所述下压机构包括第一下压部(6)、第二下压部(7)、阻挡部(8)、第一限位部(9)和第二限位部(10),其中第一下压部(6)固定在所述下压驱动装置(1)的驱动端上;所述第二下压部(7)位于第一下压部(6)的下方且两者上下滑动连接,在滑动至第二下压部(7)脱离第一下压部(6)位置处第二下压部(7)经阻挡部(8)悬挂于第一下压部(6)上;
所述第二下压部(7)向上延伸形成所述第一限位部(9),第一限位部(9)位于支撑平台(5)上方,当第一限位部(9)下行至接触支撑平台(5)时第二下压部(7)相对于支撑平台(5)的向下运动受到限制;
在第一下压部(6)与第二下压部(7)之间设有所述第二限位部(10),在第一下压部(6)与第二下压部(7)经第二限位部(10)接触时,第一下压部(6)相对于第二下压部(7)的向下运动受到限制;
所述夹爪机构包括两个抓臂(11),这两个抓臂(11)均铰接在第二下压部(7)上,两抓臂(11)能够绕第二下压部(7)上的铰接轴在一抓取位置和一释放位置之间摆动;所述夹爪推动机构(3)位于第一下压部(6)上,用以推动两抓臂(11)由释放位置朝向抓取位置摆动;在两抓臂(11)和第二下压部(7)之间作用有一弹性件(12),以使两抓臂(11)由抓取位置回复至释放位置;
所述工件承载平台(2)位于夹爪机构下方。
2.根据权利要求1所述的制造装置,其特征在于:所述下压驱动装置(1)为油缸。
3.根据权利要求1所述的制造装置,其特征在于:所述第二下压部(7)经一弹簧连接一工件固定治具(13),该工件固定治具(13)的外形与待制造的铆接零部件配合,用以在工作时挠性限制铆接零部件的上下晃动。
4.根据权利要求1所述的制造装置,其特征在于:还包括设于支撑平台(5)上的品种切换气缸(14)和若干高度不同的定位螺栓(15),该品种切换气缸(14)安装于支撑平台(5)上,定位螺栓(15)滑动连接于支撑平台(5)上,每一定位螺栓(15)均可由品种切换气缸(14)驱动运行至与第一限位部(9)配合的位置,以使在第二下压部(7)相对于支撑平台(5)处于不同高度位置处第二下压部(7)相对于支撑平台(5)的向下运动受到限制。
5.根据权利要求1所述的制造装置,其特征在于:所述两抓臂(11)均是中部铰接在第二下压部(7)上,且均上端铰接一凸轮(16);
所述夹爪推动机构(3)为一顶针(17),该顶针(17)上端固定于第一下压部(6)上,下端呈圆锥形;
当第一下压部(6)相对于第二下压部(7)下行,顶针(17)朝向两抓臂(11)运动使顶针(17)的下端插入两抓臂(11)上端之间,两抓臂(11)上端的凸轮(16)经顶针(17)的圆锥形下端推动,带动两抓臂(11)由释放位置朝向抓取位置摆动。
6.根据权利要求1所述的制造装置,其特征在于:所述第一下压部(6)与第二下压部(7)之间作用有一压簧(18),该压簧(18)沿竖直方向作用,且该压簧(18)处于压缩状态。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310006172.5A CN103084493B (zh) | 2013-01-08 | 2013-01-08 | 一种铆接零部件制造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310006172.5A CN103084493B (zh) | 2013-01-08 | 2013-01-08 | 一种铆接零部件制造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN103084493A true CN103084493A (zh) | 2013-05-08 |
| CN103084493B CN103084493B (zh) | 2014-12-31 |
Family
ID=48197907
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201310006172.5A Active CN103084493B (zh) | 2013-01-08 | 2013-01-08 | 一种铆接零部件制造装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN103084493B (zh) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103736868A (zh) * | 2013-12-19 | 2014-04-23 | 宁波天龙电子股份有限公司 | 一种能分解转台压力的装置 |
| CN106914551A (zh) * | 2017-03-09 | 2017-07-04 | 百色百大之窗工程装饰有限责任公司 | 360度金刚纱网折压机 |
| CN107971726A (zh) * | 2017-11-21 | 2018-05-01 | 中山市科力高自动化设备有限公司 | 一种应用在转向机衬套压入机上的压入装置 |
| CN109550856A (zh) * | 2018-12-30 | 2019-04-02 | 江苏唯侓机器人科技有限公司 | 用于对料件进行压铆的压铆装置及方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6546609B1 (en) * | 2001-12-12 | 2003-04-15 | Hon Hai Precision Ind. Co., Ltd. | Automatic riveting apparatus |
| US20030196534A1 (en) * | 2002-03-19 | 2003-10-23 | Heiko Schmidt | Punching head, machining tool with one such punching head and machining device with one such punching head or machining tool |
| CN102397952A (zh) * | 2011-11-17 | 2012-04-04 | 苏州睿昕汽车配件有限公司 | 带压力表的液压铆边机 |
| CN203076468U (zh) * | 2013-01-08 | 2013-07-24 | 苏州凯蒂亚半导体制造设备有限公司 | 一种铆接零部件制造装置 |
-
2013
- 2013-01-08 CN CN201310006172.5A patent/CN103084493B/zh active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6546609B1 (en) * | 2001-12-12 | 2003-04-15 | Hon Hai Precision Ind. Co., Ltd. | Automatic riveting apparatus |
| US20030196534A1 (en) * | 2002-03-19 | 2003-10-23 | Heiko Schmidt | Punching head, machining tool with one such punching head and machining device with one such punching head or machining tool |
| CN102397952A (zh) * | 2011-11-17 | 2012-04-04 | 苏州睿昕汽车配件有限公司 | 带压力表的液压铆边机 |
| CN203076468U (zh) * | 2013-01-08 | 2013-07-24 | 苏州凯蒂亚半导体制造设备有限公司 | 一种铆接零部件制造装置 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103736868A (zh) * | 2013-12-19 | 2014-04-23 | 宁波天龙电子股份有限公司 | 一种能分解转台压力的装置 |
| CN103736868B (zh) * | 2013-12-19 | 2015-11-11 | 宁波天龙电子股份有限公司 | 一种能分解转台压力的装置 |
| CN106914551A (zh) * | 2017-03-09 | 2017-07-04 | 百色百大之窗工程装饰有限责任公司 | 360度金刚纱网折压机 |
| CN106914551B (zh) * | 2017-03-09 | 2018-10-26 | 百色百大之窗工程装饰有限责任公司 | 360度金刚纱网折压机 |
| CN107971726A (zh) * | 2017-11-21 | 2018-05-01 | 中山市科力高自动化设备有限公司 | 一种应用在转向机衬套压入机上的压入装置 |
| CN107971726B (zh) * | 2017-11-21 | 2019-08-02 | 中山市科力高自动化设备有限公司 | 一种应用在转向机衬套压入机上的压入装置 |
| CN109550856A (zh) * | 2018-12-30 | 2019-04-02 | 江苏唯侓机器人科技有限公司 | 用于对料件进行压铆的压铆装置及方法 |
| CN109550856B (zh) * | 2018-12-30 | 2023-10-17 | 江苏唯侓机器人科技有限公司 | 用于对料件进行压铆的压铆装置及方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103084493B (zh) | 2014-12-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104722629B (zh) | 一种全自动高速冲孔机 | |
| CN106827618B (zh) | 一种三维方向保压设备 | |
| CN103084493B (zh) | 一种铆接零部件制造装置 | |
| CN106346283A (zh) | 一种管件夹紧装置 | |
| CN204602997U (zh) | 全自动高速冲孔机 | |
| CN205254472U (zh) | 一种气囊零件装配夹具 | |
| CN201423577Y (zh) | 涨套夹具 | |
| CN104209687A (zh) | 一种带过死点的压紧机构单元 | |
| CN206595348U (zh) | 电芯封边和极耳整平夹具 | |
| CN101844493B (zh) | 轮胎拆装机 | |
| CN204603114U (zh) | 夹爪式牵引装置 | |
| CN203076468U (zh) | 一种铆接零部件制造装置 | |
| CN104858271A (zh) | 一种管件折弯装置 | |
| CN109926976A (zh) | 一种兼容压装和拉除的机身结构 | |
| CN106862319B (zh) | 电芯封边和极耳整平机械手 | |
| CN206898108U (zh) | 电芯封边和极耳整平机械手 | |
| CN207807524U (zh) | 一种推动勾销装置 | |
| CN206595349U (zh) | 电芯封边和极耳整平装置 | |
| CN204486523U (zh) | 一种管件折弯装置 | |
| CN107414537A (zh) | 加工圆钢柱的夹具 | |
| CN109909777B (zh) | 一种用于自动化生产线的工件定位及压紧装置 | |
| CN109807655B (zh) | 扶平对中装置 | |
| CN209867859U (zh) | 一种压装装置 | |
| CN210173923U (zh) | 一种金刚石绳锯接头压钳 | |
| CN209998684U (zh) | 减震器固定环卧式压装设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant |