CN102744679A - 针布冲齿下刀模的磨削夹具 - Google Patents
针布冲齿下刀模的磨削夹具 Download PDFInfo
- Publication number
- CN102744679A CN102744679A CN2012102233844A CN201210223384A CN102744679A CN 102744679 A CN102744679 A CN 102744679A CN 2012102233844 A CN2012102233844 A CN 2012102233844A CN 201210223384 A CN201210223384 A CN 201210223384A CN 102744679 A CN102744679 A CN 102744679A
- Authority
- CN
- China
- Prior art keywords
- iron core
- absorption platform
- cutting die
- core absorption
- card clothing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Abstract
本发明公开了一种针布冲齿下刀模的磨削夹具,涉及一种针布冲齿下刀模的磨削工具。本发明解决了目前平台钳夹持针布冲齿下刀模利用磨床修磨而存在产品的垂直度达不到要求等问题。该针布冲齿下刀模的磨削夹具设置有支撑座、与电源相接的线圈及固定板,所述支撑座的底座上设置有与磨床通过螺栓连接的固定孔;所述线圈被固定于铁芯吸附平台一及铁芯吸附平台三之间,铁芯吸附平台二被固定于线圈的中间;所述固定板为长方形铁板,固定板放置于铁芯吸附平台一、铁芯吸附平台二或铁芯吸附平台三上且位于针布冲齿下刀模的一侧。该针布冲齿下刀模的磨削夹具结构简单、操作方便且省时省力。
Description
技术领域
本发明涉及一种针布冲齿下刀模的磨削工具,具体涉及一种针布冲齿下刀模的磨削夹具。
背景技术
目前,对针布冲齿下刀模进行磨削用的磨床上的夹具一般是平台钳,即由平台钳的伸缩螺杆上的夹板进退将针布冲齿下刀模夹住或取出,对被夹住的针布冲齿下刀模由磨床上磨削刀具进行修磨。但针布冲齿下刀模是一个体积较小的长方体,实际运用时对针布冲齿下刀模相邻两面垂直度的精度要求高且误差不得超过0.01mm,而在使用平台钳对针布冲齿下刀模进行夹持时又很难一次达到垂直度的精度要求,因为平台钳的夹板端面及夹板相对的平台钳夹持面不能完全规整一致而导致针布冲齿下刀模一侧面被磨削后再磨削相邻的一面是很不容易达到规定的垂直度要求,因此操作人员操作时需要对平台钳内针布冲齿下刀模反复地进行校正才有可能达到标准,这也很难保证针布冲齿下刀模有较高的成品率,另一方面也费力费时,严重影响生产效率。
发明内容
本发明的目的是为了克服现有技术中的不足,提供了一种结构简单、操作方便且省时省力的针布冲齿下刀模的磨削夹具。
为实现上述目的,本发明提供一种针布冲齿下刀模的磨削夹具设置有支撑座、与电源相接的线圈及固定板,所述支撑座的底座上设置有铁芯吸附平台一、铁芯吸附平台二及铁芯吸附平台三,所述铁芯吸附平台一、铁芯吸附平台二及铁芯吸附平台三的端面均为长方形,所述支撑座的底座上设置有与磨床通过螺栓连接的固定孔;所述线圈被固定于铁芯吸附平台一及铁芯吸附平台三之间,铁芯吸附平台二被固定于线圈的中间;所述固定板为长方形铁板,固定板放置于铁芯吸附平台一、铁芯吸附平台二或铁芯吸附平台三上且位于针布冲齿下刀模的一侧。
所述铁芯吸附平台一、铁芯吸附平台二及铁芯吸附平台三高于线圈的高度,所述固定板为两块。
铁芯吸附平台一、铁芯吸附平台二及线圈之间设置一磨削吸盘,所述磨削吸盘的顶端面与铁芯吸附平台一及铁芯吸附平台二在同一水平面上并与铁芯吸附平台一及铁芯吸附平台二焊接固定。
本发明的有益效果:本发明的针布冲齿下刀模的磨削夹具结构简单,制造容易;避免了利用平台钳两侧面对针布冲齿下刀模进行夹持而存在针布冲齿下刀模相邻两侧面被磨削后的垂直度很难达到标准要求,本发明的磨削夹具采用电磁吸盘只对针布冲齿下刀模的一个侧面进行吸附固定从而保证了针布冲齿下刀模相邻两侧面被磨削后的垂直度符合标准;另一方面本发明的夹具上同时可以放置多个针布冲齿下刀模并在磨床上进行磨削,大大地提高了工作效率;使用本发明的磨削夹具操作方便,减少了劳动强度,节约了时间,极大地提高了生产效率,降低了企业的生产成本。
下面结合附图对本发明的针布冲齿下刀模的磨削夹具作进一步说明。
附图说明
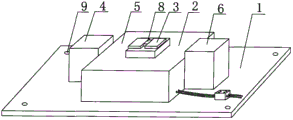
图1是本发明实施例一的结构示意图;
图2是本发明实施例一的使用状态示意图;
图3是本发明实施例二的结构示意图;
图4是本发明实施例二的使用状态示意图。
图中:1、支撑座,2、线圈,3、固定板,4、铁芯吸附平台一,5,铁芯吸附平台二,6、铁芯吸附平台三,7、磨削吸盘,8、针布冲齿下刀模,9、固定孔。
具体实施例
实施例一如图1、图2所示,本实施例的针布冲齿下刀模的磨削夹具设置有支撑座1、与电源相接的线圈2及固定板3。支撑座1的底座上设置有铁芯吸附平台一4、铁芯吸附平台二5及铁芯吸附平台三6,铁芯吸附平台一4、铁芯吸附平台二5及铁芯吸附平台三6的端面均为长方形,支撑座1的底座上设置有与磨床通过螺栓连接的固定孔7。线圈2被固定于铁芯吸附平台一4及铁芯吸附平台三6之间,铁芯吸附平台二5被固定于线圈2的中间。固定板3为长方形铁板,固定板3放置于铁芯吸附平台一4、铁芯吸附平台二5或铁芯吸附平台三6上且位于针布冲齿下刀模8的一侧。铁芯吸附平台一4、铁芯吸附平台二5及铁芯吸附平台三6高于线圈2的高度,固定板3为两块。
实施例二如图3、图4所示,铁芯吸附平台一4、铁芯吸附平台二5及线圈2之间设置一磨削吸盘7,磨削吸盘7的顶端面与铁芯吸附平台一4及铁芯吸附平台二5在同一水平面上并与铁芯吸附平台一4及铁芯吸附平台二5焊接固定。本实施例的针布冲齿下刀模的磨削夹具的其它设置与实施例一同。
将针布冲齿下刀模8需要磨削面的相对的一面放置到铁芯吸附平台二5或磨削吸盘7上并将固定板3紧贴到针布冲齿下刀模8的两侧后再对线圈2通电,线圈通电后也可对固定板3及针布冲齿下刀模8的位置作调整以便适合操作,再由磨床上的磨削工具对针布冲齿下刀模8进行加工。本发明的磨削夹具采用电磁吸盘只对针布冲齿下刀模8的一个侧面进行吸附固定从而保证了针布冲齿下刀模8相邻两侧面被磨削后的垂直度符合产品规定的要求。
Claims (3)
1.一种针布冲齿下刀模的磨削夹具,其特征在于,所述针布冲齿下刀模的磨削夹具设置有支撑座、与电源相接的线圈及固定板,所述支撑座的底座上设置有铁芯吸附平台一、铁芯吸附平台二及铁芯吸附平台三,所述铁芯吸附平台一、铁芯吸附平台二及铁芯吸附平台三的端面均为长方形,所述支撑座的底座上设置有与磨床通过螺栓连接的固定孔;所述线圈被固定于铁芯吸附平台一及铁芯吸附平台三之间,铁芯吸附平台二被固定于线圈的中间;所述固定板为长方形铁板,固定板放置于铁芯吸附平台一、铁芯吸附平台二或铁芯吸附平台三上且位于针布冲齿下刀模的一侧。
2.根据权利要求1所述的针布冲齿下刀模的磨削夹具,其特征在于,所述铁芯吸附平台一、铁芯吸附平台二及铁芯吸附平台三高于线圈的高度,所述固定板为两块。
3.根据权利要求2所述的针布冲齿下刀模的磨削夹具,其特征在于,铁芯吸附平台一、铁芯吸附平台二及线圈之间设置一磨削吸盘,所述磨削吸盘的顶端面与铁芯吸附平台一及铁芯吸附平台二在同一水平面上并与铁芯吸附平台一及铁芯吸附平台二焊接固定。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2012102233844A CN102744679A (zh) | 2012-06-17 | 2012-06-17 | 针布冲齿下刀模的磨削夹具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2012102233844A CN102744679A (zh) | 2012-06-17 | 2012-06-17 | 针布冲齿下刀模的磨削夹具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN102744679A true CN102744679A (zh) | 2012-10-24 |
Family
ID=47025360
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2012102233844A Pending CN102744679A (zh) | 2012-06-17 | 2012-06-17 | 针布冲齿下刀模的磨削夹具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN102744679A (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107891365A (zh) * | 2017-12-20 | 2018-04-10 | 苏州明氏自动化技术有限公司 | 切刀的研磨夹具 |
| CN109366263A (zh) * | 2018-10-03 | 2019-02-22 | 淮北宇光纺织器材有限公司 | 一种针布冲齿刀模的磁极强力磨削吸盘 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN2308470Y (zh) * | 1997-04-18 | 1999-02-24 | 山东临清机床附件厂 | 转芯式永磁吸盘 |
| GB2350933A (en) * | 1999-06-10 | 2000-12-13 | Magnetic Systems Ltd | Magnetic chuck for ferrous or non-ferrous materials |
| JP2005238387A (ja) * | 2004-02-26 | 2005-09-08 | Tsudakoma Corp | 永電磁式マグネットチャックのワーク残留磁気による吸着解除装置およびワーク残留磁気による吸着解除方法 |
| US20060260903A1 (en) * | 2005-05-20 | 2006-11-23 | Tdk Corporation | Clamping plate |
| JP2007313630A (ja) * | 2006-05-29 | 2007-12-06 | Kazumasa Onishi | 制振テーブル |
| CN101486164A (zh) * | 2009-02-27 | 2009-07-22 | 江苏无锡建华机床附件集团有限公司 | 一种改良型电永磁吸盘装配结构 |
| CN101524817A (zh) * | 2009-03-31 | 2009-09-09 | 江苏无锡建华机床附件集团有限公司 | 一种改良的电永磁吸盘 |
| CN101934481A (zh) * | 2010-09-09 | 2011-01-05 | 江苏无锡建华机床附件集团有限公司 | 立车用圆形电永磁吸盘 |
| CN102430970A (zh) * | 2011-11-07 | 2012-05-02 | 厦门大学 | 深孔式压力可调电磁吸盘 |
| CN202622563U (zh) * | 2012-06-17 | 2012-12-26 | 淮北宇光纺织器材有限公司 | 针布冲齿下刀模的磨削夹具 |
-
2012
- 2012-06-17 CN CN2012102233844A patent/CN102744679A/zh active Pending
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN2308470Y (zh) * | 1997-04-18 | 1999-02-24 | 山东临清机床附件厂 | 转芯式永磁吸盘 |
| GB2350933A (en) * | 1999-06-10 | 2000-12-13 | Magnetic Systems Ltd | Magnetic chuck for ferrous or non-ferrous materials |
| JP2005238387A (ja) * | 2004-02-26 | 2005-09-08 | Tsudakoma Corp | 永電磁式マグネットチャックのワーク残留磁気による吸着解除装置およびワーク残留磁気による吸着解除方法 |
| US20060260903A1 (en) * | 2005-05-20 | 2006-11-23 | Tdk Corporation | Clamping plate |
| JP2007313630A (ja) * | 2006-05-29 | 2007-12-06 | Kazumasa Onishi | 制振テーブル |
| CN101486164A (zh) * | 2009-02-27 | 2009-07-22 | 江苏无锡建华机床附件集团有限公司 | 一种改良型电永磁吸盘装配结构 |
| CN101524817A (zh) * | 2009-03-31 | 2009-09-09 | 江苏无锡建华机床附件集团有限公司 | 一种改良的电永磁吸盘 |
| CN101934481A (zh) * | 2010-09-09 | 2011-01-05 | 江苏无锡建华机床附件集团有限公司 | 立车用圆形电永磁吸盘 |
| CN102430970A (zh) * | 2011-11-07 | 2012-05-02 | 厦门大学 | 深孔式压力可调电磁吸盘 |
| CN202622563U (zh) * | 2012-06-17 | 2012-12-26 | 淮北宇光纺织器材有限公司 | 针布冲齿下刀模的磨削夹具 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107891365A (zh) * | 2017-12-20 | 2018-04-10 | 苏州明氏自动化技术有限公司 | 切刀的研磨夹具 |
| CN109366263A (zh) * | 2018-10-03 | 2019-02-22 | 淮北宇光纺织器材有限公司 | 一种针布冲齿刀模的磁极强力磨削吸盘 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN203221266U (zh) | 龙门式数控火焰等离子两用切割机 | |
| CN202462181U (zh) | 一种有定位装置的切割机 | |
| CN204262642U (zh) | 一种矩形框焊接装置 | |
| CN102744679A (zh) | 针布冲齿下刀模的磨削夹具 | |
| CN203944924U (zh) | 锯床工件可移动卡座 | |
| CN202622563U (zh) | 针布冲齿下刀模的磨削夹具 | |
| CN202934293U (zh) | 直三角焊接治具 | |
| CN202317745U (zh) | 箱体加工用支撑架 | |
| CN104439803A (zh) | 弯曲板件焊接机 | |
| CN203557156U (zh) | 一种自动装夹装置 | |
| CN104493394A (zh) | 一种可更换夹持头的焊枪夹持器 | |
| CN203636260U (zh) | 新型拉马快速定位工装 | |
| CN204339159U (zh) | 一种可更换夹持头的焊枪夹持器 | |
| CN203738285U (zh) | 新型焊接夹具 | |
| CN103464944A (zh) | 一种焊接定位装置 | |
| CN202356928U (zh) | 铣工件两端面的夹具 | |
| CN202169463U (zh) | 一种摩托车车架中部焊接夹具 | |
| CN202934277U (zh) | 特种设备专用焊接辅助工装 | |
| CN202639942U (zh) | 一种整体式轴承箱底座端面加工工装 | |
| CN202639130U (zh) | 一种折弯机用电磁铁 | |
| CN202356901U (zh) | 去飞边专用夹具 | |
| CN202278313U (zh) | 新型太阳能集热器激光焊接平台 | |
| CN202292208U (zh) | 一种夹具 | |
| CN203592248U (zh) | 一种上梁组件夹紧装置 | |
| CN201192780Y (zh) | 一种焊接夹具的装、焊工作台 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20121024 |