CN102332644A - 导体连接垫片、使用它的连接机构及导体连接垫片制造方法 - Google Patents
导体连接垫片、使用它的连接机构及导体连接垫片制造方法 Download PDFInfo
- Publication number
- CN102332644A CN102332644A CN2011101446834A CN201110144683A CN102332644A CN 102332644 A CN102332644 A CN 102332644A CN 2011101446834 A CN2011101446834 A CN 2011101446834A CN 201110144683 A CN201110144683 A CN 201110144683A CN 102332644 A CN102332644 A CN 102332644A
- Authority
- CN
- China
- Prior art keywords
- mentioned
- pad
- conductor
- board
- contact protrusion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000004020 conductor Substances 0.000 title claims abstract description 119
- 238000000034 method Methods 0.000 title description 8
- 238000013459 approach Methods 0.000 claims abstract description 6
- 238000004519 manufacturing process Methods 0.000 claims abstract description 6
- 239000002184 metal Substances 0.000 claims abstract description 5
- 229910052751 metal Inorganic materials 0.000 claims abstract description 5
- 238000005452 bending Methods 0.000 claims description 7
- 229910000881 Cu alloy Inorganic materials 0.000 claims description 6
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 5
- 230000015572 biosynthetic process Effects 0.000 claims description 5
- 229910052802 copper Inorganic materials 0.000 claims description 5
- 239000010949 copper Substances 0.000 claims description 5
- 238000005520 cutting process Methods 0.000 claims description 4
- 238000009434 installation Methods 0.000 claims description 2
- 230000002093 peripheral effect Effects 0.000 claims description 2
- 238000007789 sealing Methods 0.000 claims description 2
- 230000014509 gene expression Effects 0.000 description 18
- 238000004088 simulation Methods 0.000 description 6
- 238000009826 distribution Methods 0.000 description 5
- 230000000694 effects Effects 0.000 description 4
- 238000005259 measurement Methods 0.000 description 3
- 239000012467 final product Substances 0.000 description 2
- 238000005242 forging Methods 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 238000011160 research Methods 0.000 description 2
- 125000006850 spacer group Chemical group 0.000 description 2
- 229910000906 Bronze Inorganic materials 0.000 description 1
- 229910001209 Low-carbon steel Inorganic materials 0.000 description 1
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 239000010974 bronze Substances 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- KUNSUQLRTQLHQQ-UHFFFAOYSA-N copper tin Chemical compound [Cu].[Sn] KUNSUQLRTQLHQQ-UHFFFAOYSA-N 0.000 description 1
- 238000002788 crimping Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 239000011435 rock Substances 0.000 description 1
- 229910000679 solder Inorganic materials 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 230000008719 thickening Effects 0.000 description 1
- 210000001226 toe joint Anatomy 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images



















Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/183—Sealing members
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R4/00—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation
- H01R4/26—Connections in which at least one of the connecting parts has projections which bite into or engage the other connecting part in order to improve the contact
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/502—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing
- H01M50/503—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing characterised by the shape of the interconnectors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/502—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing
- H01M50/514—Methods for interconnecting adjacent batteries or cells
- H01M50/516—Methods for interconnecting adjacent batteries or cells by welding, soldering or brazing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/502—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing
- H01M50/521—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing characterised by the material
- H01M50/522—Inorganic material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R4/00—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation
- H01R4/28—Clamped connections, spring connections
- H01R4/48—Clamped connections, spring connections utilising a spring, clip, or other resilient member
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Inorganic Chemistry (AREA)
- Connections By Means Of Piercing Elements, Nuts, Or Screws (AREA)
- Connection Of Batteries Or Terminals (AREA)
- Manufacturing Of Electrical Connectors (AREA)
- Installation Of Bus-Bars (AREA)
- Coupling Device And Connection With Printed Circuit (AREA)
Abstract
本发明涉及一种导体连接垫片、使用它的连接机构及导体连接垫片的制造方法。该导体连接垫片为用于电气连接两个导体而在两个导体间配置的导体连接垫片,具有在中央有垫片孔的金属的板部、和与板部一体在板部的两面分别形成的24个以上的接触突起,在这些突起中16个以上的接触突起沿板部的外周在一面和另一面侧交互弯曲,8个以上的接触突起沿垫片孔的内周在一面和另一面侧交互弯曲。
Description
技术领域
本发明涉及用于电气连接两个导体的导体连接垫片、使用它的连接机构以及导体连接垫片的制造方法。
背景技术
为电气连接双极型电池等的电气部件的端子之间多使用母线。在电气部件的端子和母线的连接中,超声波焊接或者螺纹紧固是主流。作为关于这样的电气部件彼此的连接或者电气部件的端子和母线的连接的现有技术,有日本专利申请公开2008-140624号(以下称专利文献1)、日本专利申请公开2005-327677号(以下称专利文献2)、日本专利申请公开2005-268029号(以下称专利文献3)等。另外,关于两个导体的接触的研究已经进行多年,例如作为关于接触部分的电流密度分布的研究报告有箕轮功、中村充伸发表的“接触点内部的电流密度分布的模拟”,电子信息通信学会论文志,C-II,Vol.J76-C-II,No.10,pp.637-643,1993年10月(以下称非专利文献1)。
专利文献1表示用弹簧性金属板夹紧电池的集电体的连接构造。但是用板簧程度的弹簧力在平面彼此的接触中难于实现足够低的接触电阻。
专利文献2关于在贯通孔中插入突起部后用超声波焊接进行连接。在该种方法的情况下,通过把超声波的喇叭抵在端子自身的卡挡(突起)上,通常的平面彼此间的超声波焊接时的压接负荷能够不很大即可。但是结合后的强度并不增加。另外结合后不能分开。
专利文献3的导电性构件,在垫片状的构件的上下两面上设置无数的突起或者槽。另外,通过在端子和母线之间夹持导电性构件用螺纹连接,突起的部分除去端子表面的污染层,得到良好的接触。但是在专利文献3中,未记载突起的详细的形状和配置,为得到良好的连接电阻需要根据突起的形状与历来的简单的螺纹连接同程度的紧固负荷,需要管理紧固转矩。另外,公开的导电性构件仅通过切削加工或者锻造来制造。在切削加工中预想到加工 费高,认为难于在现实中应用。在通过锻造制造的情况下即使不如切削加工那样的程度但是加工费仍然高。另外,在通过锻造制造的情况下,因为不容易把突起的顶点做得尖锐,所以可以认为难于通过突起除去氧化物,需要施加相当的负荷。
此外,作为类似专利文献3的导电性构件的现有技术,有齿轮垫圈,材质是钢或者弹簧用磷青铜。齿轮垫圈在外圆以及内圆上有齿轮状的切口,将其凸部弯曲。目的是防止螺栓松弛。具体说。通过螺栓的紧固力使弯曲的凸部变平,但是通过使欲返回弯曲状态的反力防止螺栓的松弛。但是因为凸部被弯曲的角度小,所以假定即使在端子和母线间插入也不能侵入端子或者母线中,在低负荷下不容易实现良好的电气连接。
发明内容
本发明的目的是提供一种能够以低的接触电阻简单而且可靠地电气连接两个导体的导体连接垫片以及使用它的连接机构。
根据本发明,用于电气连接两个导体的导体连接垫片构成为,包含在中央有垫片孔的金属的板部、沿板部的外周在板部的两面上分别与板部一体形成的多个接触突起、沿垫片孔的内周在板部的两面上分别与板部一体形成的多个接触突起,沿上述外周的接触突起和沿上述内周的接触突起的合计数在24以上。
此外,导体连接垫片是纯铜的40%左右(30~50%)的导电率,只要使用比两个导体硬的铜合金即可。另外,也可以从板的相同的位置仅在任何一面上形成突起。
根据本发明的母线和电气部件的端子的连接机构,上述端子由板状的端子基部、从端子基部成直角延长的轴、和在轴的前端上固定且具有比轴大的直径的端子头构成,
包含:具有轴贯通的垫片孔、与上述端子基部邻接配置的上述导体连接垫片;具有轴贯通的母线孔、与导体连接垫片邻接配置的母线;和U字形的凸轮块,其具有贯通轴的、比端子头的直径小的宽度的缝,在母线和端子头之间插入,
上述凸轮块的U字形的凸轮块的开放端侧的厚度比导体连接垫片非加压时的厚度和母线的厚度的和、与端子基部和端子头间的距离的差小,U字 形的凸轮块的封闭端侧的厚度比上述差大,在U字形的凸轮块的开放端侧和封闭端侧之间形成斜面。
或者,根据本发明的另一个观点的母线和电气部件的端子的连接机构,上述端子由板状的端子基部、从端子基部成直角延长形成的螺栓、和在螺栓的前端部安装且具有比螺栓大的直径的螺母构成,
包含:具有螺栓贯通的垫片孔、与端子基部邻接配置的上述导体连接垫片;和具有螺栓贯通的母线孔、与导体连接垫片邻接配置的母线,
通过螺母向端子基部侧按压母线,使导体连接垫片的接触突起与端子基部和母线接触。
本发明的导体连接垫片的制造方法具有冲模(型抜き)工序、第一突起形成工序、翻转工序、第二突起形成工序。冲模工序,通过切断一张金属板,在所有的接触突起与板部的面一致的状态下,形成一体形成了板部和接触突起的展开连接构件。第一突起形成工序,通过弯曲展开连接构件的一部分的接触突起,形成板部的一个面的接触突起。翻转工序,把形成了一面的接触突起的展开连接构件翻过来。第二突起形成工序,把在第一突起形成工序中未弯曲的接触突起向上述板部的另一面侧弯曲。
因为本发明的导体连接垫片具有接触突起,所以用比面彼此接触的情况下小的负荷就能够进行可靠的电气连接。另外,因为考虑电流向端部集中的特性而沿外周和内周配置接触突起,所以用少的接触突起就能够高效率地流过电流。亦即因为能够减少接触突起的数目,所以在一个接触突起上施加的力更大、能够以比简单设置接触突起的情况下更小的负荷可靠地进行电气连接。因此,根据本发明的导体连接垫片,能够以低的接触电阻简单而且可靠地电气连接两个导体。
本发明的连接机构是适合本发明的导体连接垫片的机构,是使用凸轮块或者螺栓通过母线和端子基部夹持导体连接垫片的结构。因此,能够简单地连接母线和端子。
根据本发明的导体连接垫片的制造方法,能够由一张导电性的板以简单的工序制造本发明的导体连接垫片。
附图说明
图1A是端子和在其上安装的凸轮块的平面图,
图1B是表示本发明的连接机构的结构的侧面图,
图2是端子的侧面图,
图3A是凸轮块的平面图,
图3B是凸轮块的侧面图,
图4A是本发明的导体连接垫片的平面图,
图4B是导体连接垫片的侧面图,
图4C是图4A中的4C-4C剖面图,
图5是本发明的导体连接垫片的立体图,
图6是表示展开了导体连接垫片的展开连接构件的平面图,
图7是用母线和端子基部夹持导体连接垫片的状态的剖面图,
图8是表示接触突起的变形实施例的图,
图9是表示本发明的连接机构的其他的结构的侧面图,
图10是展开了具有压接部的导体连接垫片的平面图,
图11是表示导体连接垫片的变形实施例的平面图,
图12是表示导体连接垫片的另一变形实施例的平面图,
图13是表示实测直接用螺栓连接两个母线时的紧固负荷和接触电阻的关系的结果的图,
图14是表示在模拟中使用的两个母线和导体连接垫片的结构的图,
图15是表示使母线820的面820B成为1V、使母线810的面810B成为0V时的电压的分布的图,
图16A是表示在导体连接垫片的直径为12mm、厚度为0.5mm的情况下的电阻值和单面的突起数(齿数)的关系的图,
图16B是表示在导体连接垫片的直径为12mm、厚度为0.4mm的情况下的电阻值和单面的突起数(齿数)的关系的图,
图16C是表示在导体连接垫片的直径为12mm、厚度为0.3mm的情况下的电阻值和单面的突起数(齿数)的关系的图,
图17A是表示在导体连接垫片的直径为18mm、厚度为0.5mm的情况下的电阻值和单面的突起数(齿数)的关系的图,
图17B是表示在导体连接垫片的直径为18mm、厚度为0.4mm的情况下的电阻值和单面的突起数(齿数)的关系的图,
图17C是表示在导体连接垫片的直径为18mm、厚度为0.3mm的情况 下的电阻值和单面的突起数(齿数)的关系的图。
具体实施方式
本发明的要点
本发明主要以流过比较大的电流的导体彼此的连接为对象。在不流过太大的电流的情况下不太需要注意接触电阻。但是在流过大的电流的情况下,因为通过接触电阻产生大的焦耳热,所以需要减小接触电阻。因此,在连接电气部件的端子和母线而流过大电流的情况下,可以考虑以尽可能大的面积接触以减小接触电阻。其结果,以尽可能大的面积使表面彼此接触,通过超声波焊接或者螺栓紧固的方法成为主流。这样需要减小接触电阻,不能应用非专利文献1的研究结果。另外,在专利文献1~3的发明中也存在上述那样的问题。
在参考文献1(曾田範宗,“摩擦和润滑”,岩波全书192,p.33,1954年)中,表示软钢平面中的真实接触面积,表示在外表接触面积为2000mm2的情况下,在负荷为500kgf时真实接触面积为5mm2,在100kgf时真实接触面积为1mm2,在20kgf时真实接触面积为0.2mm2,在5kgf时真实接触面积为0.05mm2,在2kgf时真实接触面积为0.02mm2。可知如果用大的负荷按压两个平的金属,则真实接触面积增加。亦即现在的主流之一的螺栓紧固考虑通过施加大的负荷来增大接触面积,减小接触电阻。
但是,在参考文献1中,可知真实接触面积为外表接触面积的1/400~1/100000。亦即实际上几乎大部分面积不接触。因此,本发明不是以大的负荷挤压平面状的两个导体,而为实现可靠的接触特意在导体连接垫片上设置接触突起。另外,为实现接触突起更可靠地接触,在该接触突起上高效率地流过电流,在电流容易集中的外周和内周使接触突起集中。这样,因为通过在外周和内周集中配置接触突起,能够减少接触突起的数目,所以能够在各个接触突起上施加充分的负荷。另外,因为接触突起沿外周或内周形成,所以能够简单地制造顶点尖锐的突起。进而,考虑非专利文献1表示的现象(在接触部分的周边电流集中的现象)也会在各个接触突起上发生。因此,即使接触部分的面积相同,因为与导体接触的部分的周长变长这点,能够增大电流集中的部分的面积,所以能够减小接触电阻。因此,外周的接触突起的数在每一面上取16个以上,内周的接触突起的数在每一面上取8个以上。本 发明是从这样的想法创作的发明。
下面详细说明本发明的实施方式。此外,对于具有同样功能的结构部分附以相同的号码,省略重复的说明。
[实施例1]
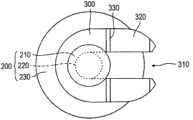
图1A是表示在本发明的连接机构中使用的端子200和在其上安装的凸轮块300的平面图,图1B是表示连接机构的结构的侧面图。该连接机构是连接在电气部件900上安装的端子200和具有母线孔810的母线800的机构。在电气部件900上通过软钎焊或者焊接等固定的、或者与电气部件900的一部分一体形成的端子200,如在图2的侧面图中所示具有:圆板状的端子基部230、在端子基部230的中心成直角一体形成的圆柱状的轴220、和在轴220的前端一体形成的、比轴220的直径大的圆形的端子头210。在从端子基部230朝向端子头210的方向上,以导体连接垫片100、母线800、凸轮块300的顺序配置,轴220贯通导体连接垫片100的垫片孔130(参照图4A)、母线孔810、以及凸轮块300的缝310。凸轮块300在母线800和端子基部230之间给予夹持导体连接垫片100的按压力。此外,母线孔810和垫片孔130的直径比端子头210的直径大。
图3A、3B表示凸轮块300的构造,图3A是平面图、图3B是侧面图。凸轮块300为U字形,在U字的两臂间形成的缝310的宽度比轴220的直径大,比端子头210的直径小。凸轮块300的开放端311侧的厚度,在轴220上安装了导体连接垫片100和母线800的状态下,取能够在缝310中插入轴220的厚度。亦即,凸轮块300的开放端侧的厚度取得比导体连接垫片100的非加压时的厚度和母线800的厚度的和与轴220的长度(端子基部230和端子头210间的距离)的差小。另外,凸轮块300的两臂形成为随着接近缝310的封闭端312侧而变厚地形成斜面320。进而,凸轮块300的缝310的封闭端312侧的厚度是在把轴220插入到缝310的封闭端312时导体连接垫片100成为通过端子基部230和母线800被夹持的状态的厚度。即凸轮块300的封闭端312侧的厚度取比上述差大。在凸轮块300的斜面320的封闭端312侧的端上形成止回突部330。形成有止回突部330的部分比缝310的封闭端312的部分厚,只要轴220完全插入凸轮块300内,则具有防止凸轮块300从轴220中偏移的效果。
图4A、4B、4C表示导体连接垫片的构造。图4A是平面图,图4B是 侧面图,图4C是图4A的4C-4C线处的剖面图。图5是导体连接垫片的立体图。导体连接垫片100由金属板通过冲压加工形成,由在中央具有垫片孔130的圆形的板部110、和从板部110的两面交互切起的、在各面上形成24个以上的接触突起121-n、122-n(n=1,2,…,N)、123-m、124-m(m=1,2,…,M)(式中,N是16以上的整数,M是8以上的整数)组成。
具体说,各面的16个以上的接触突起121-n、122-n(n=1,2,…,N)沿圆形板部的外周交互互相从相反侧的面突出而形成,各面的8个以上的接触突起123-m、124-m(m=1,2,…,M)沿在板部的中央形成的孔的内周交互互相从相反侧的面突出而形成。以与沿孔的内周形成的接触突起123-m、124-m外接的圆规定的垫片孔130比端子头210的直径大,比凸轮块300的弯曲部的外形小。母线孔810也比端子头210的直径大,比导体连接垫片100的外形小。但是,如后述的变形实施例所述,如果作为母线孔810以及垫片孔130形成从母线800以及导体连接垫片100的端边切入的缝,则缝的宽度只要通过轴220即可,也可以比端子头210的直径小。
导体连接垫片100从减小接触电阻的观点出发希望具有接近纯铜的导电率。另一方面,如果使用比母线800以及端子200硬的铜合金,则因为接触突起勒进(食い込む)母线800、端子基部230的导体表面,所以容易减小接触电阻,但是当提高铜合金的硬度时导电率降低。因此,作为导体连接垫片100,使用具有纯铜的30~50%导电率的铜合金是理想的。特别如果是具有纯铜的约40%的导电率的铜合金,则具有导电率方面与机械特性(硬度、弹性率)方面都不错的特性。
此外,在图4A中,沿外周边交互设置接触突起121-n和122-n,另外沿内周边交互设置接触突起123-m、124-m(式中,n是1以上N以下的整数,m是1以上M以下的整数),但是也可以在板部110上的相同的位置(沿板的面2维上的位置)在板部的一方和另一方的两面上形成接触突起。这样为在相同的位置在两面上形成突起,不用冲压加工而需要通过铸造或者从毛坯(ブロツク)切削形成,很不现实。另一方面,如果如图4A所示沿板部110的外周边以及内周边交互形成,则能够从一张导电性板通过冲模加工容易地制造导体连接垫片100。图6表示展开了导体连接垫片(使突起的方向与板的面一致的)的平面图。具体说,能够通过冲模工序S151、第一突起形成工序S152、翻转工序S153、和第二突起形成工序S154容易地制造。冲模工 序S151是通过切断一张导电性板在所有的接触突起121-n、122-n、123-m、124-m的方向都和板部110的面一致的状态下形成板部110和接触突起121-n、122-n、123-m、124-m一体形成的展开连接构件100’。第一突起形成工序S152通过弯曲展开连接构件100’的一部分的接触突起121-n、123-m而形成板110的一个面上的接触突起121-n、123-m。翻转工序S153翻转形成了一面的接触突起的展开连接构件100’。第二突起形成工序S154向板部110的另一面侧弯曲在第一突起形成工序中未弯曲的接触突起122-n、124-m。通过这样的方法能够简单地制造图4A中表示的导体连接垫片。另外,接触突起121-n、122-n、123-m、124-m的顶点,因为在冲模工序S151中形成所以能够尖锐地形成。各接触突起的前端角度理想的是50~70度。另外,第一突起形成工序S152和第二突起形成工序S154中接触突起从板部110的弯曲角度比60度大比90度小是理想的。
图7是用母线800和端子基部230夹着导体连接垫片的状态的剖面图。如上所述,如果接触突起121-n、122-n、123-m、124-m(在图7中代表这些用120表示)的方向和板部110的面成的角度θ做成比90度小,则因为通过施加的负荷接触突起121-n、122-n、123-m、124-m摩擦接触(ワイピング)端子基部230或者母线800的表面,比90度的情况更加勒进,所以容易实现良好的接触。此外,当接触突起121-n、122-n、123-m、124-m和板部110的面成的角度θ过小时,接触突起变得容易弯曲,即使施加负荷也难于勒进端子基部230或者母线800内。因此,希望接触突起121-n、122-n、123-m、124-m和板部110的面成的角度θ比60度大。另外,当跨越凸轮块300的止回突部330时负荷变为最大,在跨越后负荷稍微变小,但是接触突起121-n、122-n、123-m、124-m虽然小但是通过挠曲或者导体连接垫片100整体的弹性,维持连接所需要的负荷。
此外,在上述的导体连接垫片100的各接触突起的前端使与端子基部230以一点接触而做成朝向前端宽度变窄的角度,但是例如如图8中所示一个接触突起120的前端那样,也可以使与端子基部230以两点接触而形成把前端部被分成两部分、分别朝向前端宽度变窄的两个接触部120a、120b。两个接触部120a、120b可以在同一面内形成,也可以使一方在导体连接垫片100的半径方向内侧更加弯曲,两个接触点在半径方向上偏离而形成。图8的接触突起的结构在以下的变形实施例中也可以应用。
本发明的导体连接垫片因为如上述具有接触突起,所以能够以比面彼此接触的情况下小的负荷实现可靠的电气连接。另外,因为考虑电流在端部集中的特性而沿外周和内周配置接触突起,所以能够以少的接触突起高效率地流过电流。亦即因为能够减少接触突起的数目,所以能够以比简单地设置接触突起的情况下更小的负荷实现可靠的电气连接。因此,通过本发明的导体连接垫片,能够以低的接触电阻简单而且可靠地电气连接两个导体。另外,因为只需小的负荷即可,所以即使在使用凸轮块那样的加压机构中也能确保稳定的连接。
本发明的连接机构是适合本发明的导体连接垫片的机构,是使用凸轮块用母线和端子夹着导体连接垫片的结构。因此能够简单地连接母线和端子。
根据本发明的导体连接垫片的制造方法,是由一张导电性的板制造本发明的导体连接垫片的方法,能够用简易的工序制造导体连接垫片。
[变形实施例]
图1的实施例表示实现通过凸轮块按压的连接机构的例子,但是也可以如图9所示采用不使用凸轮块而通过螺栓紧固按压的连接机构。亦即在该变形实施例中,采用从端子200’的端子基部230开始作为轴作用的螺栓240成直角一体形成,该螺栓240贯通导体连接垫片100和母线800,从母线800上通过作为端子头作用的螺母250通过垫片260按压的结构。
图10是展开了导体连接垫片的变形实施例的平面图。导体连接垫片100具有连接部151。连接部151在板部110的外周上一端固定。连接部151是用于连接与接触突起121-n、122-n、123-m、124-m所接触的端子基部不同的部件的零件。例如连接部151可以作为用于与其他电气回路连接的压接端子使用。这样如果具有连接部,则电压的测定等十分便利。该变形例的导体连接垫片可以通过弯曲图10的接触突起而制作。
图11是导体连接垫片100的另一变形实施例,与图4A的不同,在于外周不是圆而是六边形,沿六边形的各边形成接触突起。其他与图4A相同。不用说,可知外周不限于六边形,任意的多边形均可,但是理想的是五边以上的正多边形。
图12是导体连接垫片100的再一变形实施例,与图4A的不同,在于中心的垫片孔130的内周不闭合,形成以与垫片孔130的直径相同的宽度从中心到导体连接垫片100的外周切取的切口160。通过这样的结构,可以做成 使垫片孔130的直径比轴220的直径大,而且比端子头210的直径小。虽然未图示,但是即使在图11表示的导体连接垫片100中,也可以与图12同样形成以与其直径相同的宽度从垫片孔130到多边形的一边切取的切口。
实验及模拟
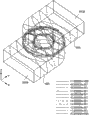
图13是实测直接用螺栓连接两个母线时的紧固负荷和接触电阻的关系的结果。可知负荷大则有电阻变小的倾向。图14表示在模拟中使用的两个母线810、820和导体连接垫片100的结构。两个母线810、820为夹持导体连接垫片100的状态。在该图的例子中,接触突起的数目上下各取20个。图15用等电压线表示使母线820的垂直剖面820B成为1V、使母线810的垂直剖面810B成为0V时的电压的分布。解析这样的电压分布求接触电阻。
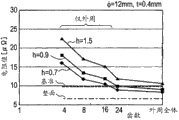
图16A、图16B、图16C表示通过模拟求在导体连接垫片100的直径(φ)为12mm的情况下的电阻值和单面的接触突起的数目(图中表示为“齿数”)的关系的结果。图17A、图17B、图17C也是同样的模拟结果,表示导体连接垫片100的直径(φ)为18mm的情况下的电阻值和单面的接触突起的数目(齿数)的关系。图16A和图17A表示板部110的厚度(t)是0.5mm的情况,图16B和图17B表示板部110的厚度(t)是0.4mm的情况,图16C和图17C表示板部110的厚度(t)是0.3mm的情况。另外,图中的h表示接触突起的长度,表示“整面”的线表示直接使母线810、820彼此整面接触的情况下的接触电阻,表示“基准”的线表示电阻值稳定(成为直线状)的值,是表示整面接触的情况下的1.5倍的值的线。齿数是4、8、16表示仅在外周上设置接触突起的情况下,通过假设地改变一个齿接触的面积,在任一齿数的情况下与母线810、820接触的面积的合计相同。齿数是24时表示在外周设置16个、在内周设置8个的接触突起的情况。外周的16个接触突起与齿数是16个的情况相同。亦即在齿数是24个的情况下与母线810、820接触的面积也增加。另外,在各图的右端的位置(本来应该是齿数100的位置)表示的电阻值表示仅在外周上设置与板厚相同的宽度的环状的突起的情况(外周全体接触的情况)。此时与母线810、820接触的面积成为齿数是16个的情况下的两倍。
图16A、图16B、图16C和图17A、图17B、图17C的所有的线都是共通的,当齿数如4、8、16而增加时电阻值变小。因此可知即使接触面积相同而当接触突起的周长变长时接触电阻变小。另外,当与齿数是4、8、16 的情况相比时,齿数是24的地方有台阶。这认为是在内周上也设置突起的效果。另外可知齿数是24(外周16个,内周8个)的情况和使外周全体接触的情况的电阻值中没有大的差。另外,该模拟的整面接触表示理想的整面接触的情况下的结果。但是因为在现实中没有整面接触,所以认为实测得到的接触电阻成为基准表示的电阻值程度。因此,通过使外周的接触突起数在每一面上取16个以上,使内周的接触突起数在每一面上取8个以上,可以认为可以得到接近了使整面接触、通过螺栓紧固等施加负荷的情况下的接触电阻。
本发明可以主要在流过比较大的电流的导体彼此的连接中利用。
Claims (16)
1.一种导体连接垫片,用于电气连接两个导体,其中,包含:
在中央有垫片孔的金属的板部;
沿上述板部的外周在上述板部的两面上分别与上述板部一体形成的多个接触突起;
沿上述垫片孔的内周在上述板部的两面上分别与上述板部一体形成的多个接触突起,
在上述板部上形成的上述接触突起的合计数在24以上。
2.根据权利要求1所述的导体连接垫片,其中,沿上述外周的上述接触突起的数量在上述板部的两面分别是16个以上,沿上述内周的上述接触突起的数量在上述板部的两面分别是8个以上。
3.根据权利要求1所述的导体连接垫片,其中,该导体连接垫片用比上述两个导体硬的金属形成。
4.根据权利要求1到3中任何一项所述的导体连接垫片,其中,该导体连接垫片用具有纯铜的30~50%的导电率的铜合金形成。
5.根据权利要求1到3中任何一项所述的导体连接垫片,其中,上述接触突起沿上述板部的外周以及上述垫片孔的内周从一面以及另一面交互立起而弯曲。
6.根据权利要求1到3中任何一项所述的导体连接垫片,其中,上述接触突起和上述板部形成的角比60度大比90度小。
7.根据权利要求1到3中任何一项所述的导体连接垫片,其中,形成从上述垫片孔的中心以孔的直径的宽度到上述板部的外周缘切取的切口。
8.根据权利要求1到3中任何一项所述的导体连接垫片,其中,上述板部的外周是圆形。
9.根据权利要求1到3中任何一项所述的导体连接垫片,其中,上述板部的外周是正多边形。
10.根据权利要求1到3中任何一项所述的导体连接垫片,其中,各上述接触突起具有朝向前端宽度变窄的角。
11.根据权利要求1到3中任何一项所述的导体连接垫片,其中,各上述接触突起的前端部被分成两部分,分别具有朝向前端宽度变窄的角。
12.根据权利要求1到3中任何一项所述的导体连接垫片,其中,设置连接部,其从上述板部的外周的一部分延长形成,用于与上述两个导体以外的外部导体进行连接。
13.一种连接机构,其为母线和电气部件的端子的连接机构,
上述端子由板状的端子基部、从上述端子基部成直角延长的轴、和在上述轴的前端上固定且具有比上述轴大的直径的端子头构成,
包含:
根据权利要求1到3中任何一项所述的导体连接垫片,其具有贯通上述轴的垫片孔,与上述端子基部邻接配置;
母线,其具有贯通上述轴的母线孔,与上述导体连接垫片邻接配置;和
U字形的凸轮块,其具有贯通上述轴且比上述端子头的直径小的宽度的缝,在上述母线和上述端子头之间插入,
上述凸轮块,
其U字形的凸轮块的开放端侧的厚度比上述导体连接垫片非加压时的厚度和上述母线的厚度的和、与上述端子基部和上述端子头间的距离的差小,
U字形的上述凸轮块的封闭端侧的厚度比上述差大,
在U字形的上述凸轮块的开放端侧和封闭端侧之间形成斜面。
14.根据权利要求13所述的连接机构,其中,使U字形的上述凸轮块的封闭端和开放端的中间成为最厚而形成止回突部。
15.一种连接机构,其为母线和电气部件的端子的连接机构,
上述端子由板状的端子基部、从上述端子基部成直角延长形成的螺栓、和在上述螺栓的前端部上安装且具有比上述螺栓大的直径的螺母构成,
包含:
根据权利要求1到3中任何一项所述的导体连接垫片,其具有上述螺栓贯通的垫片孔,与上述端子基部邻接配置;和
母线,其具有上述螺栓贯通的母线孔,与上述导体连接垫片邻接配置,
通过上述螺母向上述端子基部侧按压上述母线,使上述导体连接垫片的接触突起与上述端子基部和上述母线接触。
16.权利要求5所述的导体连接垫片的制造方法,具有:
冲模工序,通过切断一张金属板,在所有的上述接触突起与上述板部的面一致的状态下,形成一体形成了上述板部和上述接触突起的展开连接构件;
第一突起形成工序,通过弯曲上述展开连接构件的一部分的上述接触突起,形成上述板部的一个面的接触突起;
翻转工序,把形成了一面的接触突起的上述展开连接构件翻过来;和
第二突起形成工序,把在上述第一突起形成工序中未弯曲的上述接触突起向上述板部的另一面侧弯曲。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010118277 | 2010-05-24 | ||
| JP2010-118277 | 2010-05-24 | ||
| JP2011037975A JP2012009411A (ja) | 2010-05-24 | 2011-02-24 | 導体接続ワッシャ、それを使った接続機構及び導体接続ワッシャの製造方法 |
| JP2011-037975 | 2011-02-24 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN102332644A true CN102332644A (zh) | 2012-01-25 |
Family
ID=44246530
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2011101446834A Pending CN102332644A (zh) | 2010-05-24 | 2011-04-11 | 导体连接垫片、使用它的连接机构及导体连接垫片制造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8303357B2 (zh) |
| EP (1) | EP2390946B1 (zh) |
| JP (1) | JP2012009411A (zh) |
| KR (1) | KR101238188B1 (zh) |
| CN (1) | CN102332644A (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104704674A (zh) * | 2012-12-19 | 2015-06-10 | 三菱重工业株式会社 | 电池状态监视装置及具备该电池状态监视装置的电池模块 |
| CN109075462A (zh) * | 2016-04-08 | 2018-12-21 | 株式会社自动网络技术研究所 | 电连接构造 |
| CN111916926A (zh) * | 2019-05-09 | 2020-11-10 | 博格华纳公司 | 电连接器和包括其的控制阀 |
Families Citing this family (36)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8092129B2 (en) | 2006-04-21 | 2012-01-10 | Hubbell Incorporated | Bonding washer |
| DE102011014342A1 (de) * | 2011-03-18 | 2012-09-20 | GM Global Technology Operations LLC (n. d. Gesetzen des Staates Delaware) | Kabelschuh für ein Verbinden eines elektrischen Kabels mit einer Komponente eines Kraftfahrzeugs |
| US8572909B2 (en) * | 2011-03-24 | 2013-11-05 | Solar Mounting Solutions, LLC | Flat roof solar racking system |
| US10008974B2 (en) | 2011-09-02 | 2018-06-26 | Pv Solutions, Llc | Mounting system for photovoltaic arrays |
| US9142967B2 (en) | 2011-09-02 | 2015-09-22 | Pv Solutions, Llc | System for tracking and allocating renewable energy contributions to a modular renewable energy system |
| US11022343B2 (en) | 2011-09-02 | 2021-06-01 | Pv Solutions, Llc | Mounting system for photovoltaic arrays |
| US9362634B2 (en) * | 2011-12-27 | 2016-06-07 | Perfectvision Manufacturing, Inc. | Enhanced continuity connector |
| US20130316601A1 (en) * | 2012-05-24 | 2013-11-28 | Cablofil, Inc. | Bonding clip |
| US8997336B2 (en) * | 2012-09-10 | 2015-04-07 | Renewable Energy Holdings, Llc | Air-tight and water-tight electrical bonding device |
| CN203232920U (zh) * | 2012-12-25 | 2013-10-09 | 华广生技股份有限公司 | 电池导电片及具有可活动式电池导电片的电子装置 |
| JP5766683B2 (ja) | 2012-12-21 | 2015-08-19 | 三菱重工業株式会社 | 電池状態監視装置及びこれを備えた電池モジュール |
| US9847521B2 (en) | 2012-12-25 | 2017-12-19 | Bionime Corporation | Conductive plate and an electronic device having the same |
| US9653194B2 (en) * | 2013-08-12 | 2017-05-16 | Te Connectivity Corporation | Low resistance insert |
| WO2015052955A1 (ja) * | 2013-10-09 | 2015-04-16 | 三菱電機株式会社 | 導体接続構造およびこれを用いたスイッチギヤ |
| US9276521B2 (en) | 2014-01-16 | 2016-03-01 | JSI Equipment Solutions LLC | Clamp for solar panel array |
| US9520657B2 (en) * | 2014-07-31 | 2016-12-13 | Hubbell Incorporated | Electrical terminal |
| US10177401B2 (en) * | 2014-11-20 | 2019-01-08 | Qualcomm Incorporated | Method of establishing physical and electrical connections between a battery and a circuit |
| WO2016123357A2 (en) | 2015-01-28 | 2016-08-04 | Pv Solutions, Llc | Integrated electrical and mechanical photovoltaic array interconnection system |
| US10103468B2 (en) | 2015-03-06 | 2018-10-16 | Kd&E Solar, Llc. | Coating displacement electrical connecting device and related methods |
| USD782409S1 (en) | 2015-03-30 | 2017-03-28 | Johnson Controls Technology Company | Lithium ion battery cell with terminal washers |
| CN108885027A (zh) * | 2015-12-09 | 2018-11-23 | 哈勃股份有限公司 | 接合夹子 |
| USD823262S1 (en) * | 2017-05-10 | 2018-07-17 | Xerox Corporation | Earth plate |
| US10175631B2 (en) | 2017-05-10 | 2019-01-08 | Xerox Corporation | Earth plate with breakaway rotated tabs |
| USD832220S1 (en) | 2017-05-10 | 2018-10-30 | Xerox Corporation | Earth plate |
| USD867435S1 (en) | 2018-07-04 | 2019-11-19 | Innovelis, Inc. | Mount for electronic devices |
| JP6653295B2 (ja) * | 2017-08-03 | 2020-02-26 | 矢崎総業株式会社 | バスバモジュールの電極接触構造 |
| US11149775B2 (en) * | 2017-11-22 | 2021-10-19 | Penn Engineering & Manufacturing Corp. | Easily removeable push-on spring nut |
| USD865727S1 (en) * | 2018-06-21 | 2019-11-05 | Innovelis, Inc. | Mount for electronic devices |
| USD905069S1 (en) | 2019-05-09 | 2020-12-15 | Innovelis, Inc. | Mount for electronic devices |
| USD905068S1 (en) | 2019-05-09 | 2020-12-15 | Innovelis, Inc. | Mount for electronic devices |
| USD905067S1 (en) | 2019-05-09 | 2020-12-15 | Innovelis, Inc. | Mount for electronic devices |
| CN113594742A (zh) * | 2020-04-30 | 2021-11-02 | 泰连德国有限公司 | 接触环和接触系统 |
| DE102020210534B4 (de) | 2020-04-30 | 2023-03-23 | Te Connectivity Germany Gmbh | Kontaktsystem |
| DE102020130634A1 (de) * | 2020-11-19 | 2022-05-19 | Te Connectivity Germany Gmbh | Kontaktring für hochdynamische anwendungen |
| US11522303B1 (en) * | 2021-06-14 | 2022-12-06 | Te Connectivity Solutions Gmbh | Terminal post assembly for termination of electrical terminals without the need for tooling |
| US20230036434A1 (en) * | 2021-07-29 | 2023-02-02 | Aptiv Technologies Limited | Bus bar assembly with plated electrical contact surface |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1882089A (en) * | 1930-09-02 | 1932-10-11 | Shakeproof Lock Washer Co | Lock washer |
| JP2004253311A (ja) * | 2003-02-21 | 2004-09-09 | Toyota Motor Corp | 電気接続部材及び電気接続部材の接続方法並びに組電池 |
| JP2005268029A (ja) * | 2004-03-18 | 2005-09-29 | Nissan Motor Co Ltd | 導電部材および組電池 |
| EP1583167A1 (en) * | 2004-03-30 | 2005-10-05 | Nissan Motor Co., Ltd. | Battery frame and battery |
| KR100696670B1 (ko) * | 2005-09-05 | 2007-03-19 | 삼성에스디아이 주식회사 | 이차 전지 모듈 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1150745A (en) * | 1915-04-30 | 1915-08-17 | Thomas Washington Crozier | Nut-locking washer. |
| US1847689A (en) * | 1929-02-02 | 1932-03-01 | Shakeproof Lock Washer Co | Electrical connecter |
| US1911384A (en) * | 1930-07-14 | 1933-05-30 | Shakeproof Lock Washer Co | Lock washer |
| US2559833A (en) | 1948-12-31 | 1951-07-10 | Domnic V Stellin | Lock washer |
| FR1586636A (zh) | 1968-02-29 | 1970-02-27 | ||
| US4060301A (en) * | 1974-03-12 | 1977-11-29 | Beatty Albert W | Electrical connector for transmission line insulators |
| JPS57164317U (zh) * | 1981-04-09 | 1982-10-16 | ||
| JPH0134287Y2 (zh) * | 1985-05-17 | 1989-10-18 | ||
| KR900003350Y1 (ko) * | 1986-06-07 | 1990-04-20 | 금성기전 주식회사 | 풀림 방지 나사 |
| JPS63259978A (ja) * | 1987-04-16 | 1988-10-27 | 三菱電機株式会社 | 圧着端子 |
| DE19600417A1 (de) | 1996-01-08 | 1997-07-17 | Sefag Ag | Kontaktelement sowie Anschlußvorrichtung mit diesem Kontaktelement |
| JP3533637B2 (ja) * | 1999-09-29 | 2004-05-31 | 日本電気エンジニアリング株式会社 | 電子機器の接地構造 |
| JP4543310B2 (ja) | 2004-05-17 | 2010-09-15 | 株式会社デンソー | 電極の接合方法及び電極接合体 |
| US8092129B2 (en) * | 2006-04-21 | 2012-01-10 | Hubbell Incorporated | Bonding washer |
| JP5189758B2 (ja) | 2006-11-30 | 2013-04-24 | 日産自動車株式会社 | 双極型電池の製造装置および製造方法 |
| KR200438876Y1 (ko) | 2007-05-14 | 2008-03-07 | 이승철 | 절연파괴와셔 |
| CN102197509B (zh) | 2008-09-09 | 2014-11-26 | 江森自控帅福得先进能源动力系统有限责任公司 | 用于电池组件的互连垫圈组件 |
-
2011
- 2011-02-24 JP JP2011037975A patent/JP2012009411A/ja active Pending
- 2011-03-30 KR KR1020110028724A patent/KR101238188B1/ko not_active IP Right Cessation
- 2011-04-08 US US13/083,518 patent/US8303357B2/en not_active Expired - Fee Related
- 2011-04-11 EP EP11161826.0A patent/EP2390946B1/en not_active Not-in-force
- 2011-04-11 CN CN2011101446834A patent/CN102332644A/zh active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1882089A (en) * | 1930-09-02 | 1932-10-11 | Shakeproof Lock Washer Co | Lock washer |
| JP2004253311A (ja) * | 2003-02-21 | 2004-09-09 | Toyota Motor Corp | 電気接続部材及び電気接続部材の接続方法並びに組電池 |
| JP2005268029A (ja) * | 2004-03-18 | 2005-09-29 | Nissan Motor Co Ltd | 導電部材および組電池 |
| EP1583167A1 (en) * | 2004-03-30 | 2005-10-05 | Nissan Motor Co., Ltd. | Battery frame and battery |
| KR100696670B1 (ko) * | 2005-09-05 | 2007-03-19 | 삼성에스디아이 주식회사 | 이차 전지 모듈 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104704674A (zh) * | 2012-12-19 | 2015-06-10 | 三菱重工业株式会社 | 电池状态监视装置及具备该电池状态监视装置的电池模块 |
| CN104704674B (zh) * | 2012-12-19 | 2017-04-19 | 三菱重工业株式会社 | 电池状态监视装置及具备该电池状态监视装置的电池模块 |
| CN109075462A (zh) * | 2016-04-08 | 2018-12-21 | 株式会社自动网络技术研究所 | 电连接构造 |
| CN111916926A (zh) * | 2019-05-09 | 2020-11-10 | 博格华纳公司 | 电连接器和包括其的控制阀 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2390946B1 (en) | 2013-06-19 |
| US8303357B2 (en) | 2012-11-06 |
| KR101238188B1 (ko) | 2013-02-28 |
| US20110287644A1 (en) | 2011-11-24 |
| EP2390946A2 (en) | 2011-11-30 |
| KR20110128729A (ko) | 2011-11-30 |
| JP2012009411A (ja) | 2012-01-12 |
| EP2390946A3 (en) | 2012-01-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102332644A (zh) | 导体连接垫片、使用它的连接机构及导体连接垫片制造方法 | |
| JP4790851B2 (ja) | アルミニウム体の接続構造およびコネクタ | |
| JP5595591B2 (ja) | 電気接続装置および電気接続素子ならびに当該電気接続装置および電気接続素子用の蓄電池装置 | |
| JP6939625B2 (ja) | 端子、及び端子付き電線 | |
| JP6146823B2 (ja) | 微細構造化コンタクト部材を有する電気プラグコネクタ | |
| EP2253037A2 (en) | Method of electrically connecting cell terminals in a battery pack | |
| US10833426B2 (en) | Method for producing an electrically conductive bond between an electrical line and an electrically conductive component and assembly produced using the method | |
| US9543679B2 (en) | Electrical contact assembly | |
| EP2711988A3 (en) | Solar cell and method for manufacturing the same | |
| CN105453341A (zh) | 低阻抗插入件 | |
| CN103299198A (zh) | 用于电接触导电衬底的条棒 | |
| CN106207500B (zh) | 具有精细结构的接触表面的电接触元件 | |
| CN102437451B (zh) | 钢架桥 | |
| JP2010182441A (ja) | 電圧検知回路と電池セルとの接続構造 | |
| JP2019079735A (ja) | 電気コネクタ端子 | |
| TW201524047A (zh) | 鋁電線之連接構造 | |
| US8202132B2 (en) | Contact spring for vehicular antenna/amplifier connection | |
| JP6326320B2 (ja) | 圧着端子の製造方法 | |
| JP2010010000A (ja) | 端子金具及び端子付き電線 | |
| US10615553B2 (en) | Busbar system featuring externally crimped connections for electrical contacts | |
| JP2014002977A (ja) | 導電部材の表面構造及びその表面構造を備えた座金、圧着端子 | |
| CN105932432B (zh) | 金属板间的连接构造 | |
| CN101308973A (zh) | 一种平面阵列滤波连接器接触体 | |
| CN203787731U (zh) | 微电机电刷 | |
| JP2007220714A (ja) | 抵抗器およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20120125 |