CN1015293B - 吹送切割后潮湿烟草材料的方法和装置 - Google Patents
吹送切割后潮湿烟草材料的方法和装置Info
- Publication number
- CN1015293B CN1015293B CN89108765A CN89108765A CN1015293B CN 1015293 B CN1015293 B CN 1015293B CN 89108765 A CN89108765 A CN 89108765A CN 89108765 A CN89108765 A CN 89108765A CN 1015293 B CN1015293 B CN 1015293B
- Authority
- CN
- China
- Prior art keywords
- tobacco
- flow
- containing material
- air
- carrier gas
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
Images


Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B3/00—Preparing tobacco in the factory
- A24B3/04—Humidifying or drying tobacco bunches or cut tobacco
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B3/00—Preparing tobacco in the factory
- A24B3/18—Other treatment of leaves, e.g. puffing, crimpling, cleaning
- A24B3/182—Puffing
Landscapes
- Manufacture Of Tobacco Products (AREA)
- Manufacturing Of Cigar And Cigarette Tobacco (AREA)
Abstract
本发明涉及一种吹送切割后潮湿的烟草材料的方法和装置,其中,载气流和所运载的烟丝在一流道区段内至少在一点由单独引入的热气流所包围并使混合流加速。这种加速最好在若干地点进行。这种包覆流是通过环形喷口引入的,沿着整个流道区段。流道的横截面积保持不变。
Description
本发明涉及吹送切割后潮湿烟草材料的一种方法和装置,其中,烟草材料是由蒸汽或蒸汽加热气的载气流输送的,一单独引入的蒸汽或蒸汽加热气流在许多接续的混合点与上述载气流混合,上述混合气流在每个混合点都具有一个在所述载气流流向上的速度分量。这样的方法和装置见之于联邦德国专利公开文件2637124号。
为了使切割后的烟草材料(具体来说是烟丝)膨胀,烟草材料要被湿化以含有预定量的水份,然后被加热,使烟草细胞中所含水份转变成用作吹送载体的蒸汽。
美国专利3357436号提出烟丝的含水量为16%至35%;联邦德国专利公开文件中提出烟丝的含水量为25%至35%,其膨胀效果仅达5%至25%。联邦德国专利公开文件2253882号和联邦德国专利3037385号指出烟丝含水量为40%至55%时,其膨胀效果有所增加。
按照许多文献的说法,要达到良好膨胀效果的最重要的因素应该是,使烟草中的含水量恢复到刚刚收获,尚未干燥时的原来水平。普通技术中所要求的对刚刚收获烟草进行的干燥处理会使烟丝皱缩,而这种皱缩会使其充填能力受到损失。要达到膨胀效果的再湿化处理的一般作法是向烟草中不断加水,也可能是蒸汽。为了保证水份在细胞
中均匀扩散,这种作法往往要花费一些时间。其中所使用的蒸汽只是被烟草部分地吸收,而未被吸收的蒸汽则通过发散而损失掉。
例如在联邦德国专利公开文件2831253号中描述了一种在所谓振动输送装置中实施膨胀的方案,其中,切割后的潮湿烟丝被引入潮湿热气流中。由气流载运的烟草屑由许多垂直布置的腔和管输送。烟草在一个振动的底部上向前输送,与热气/蒸汽混合物分离,并被干燥。
联邦德国专利公开文件3412797号中描述了一种振动输送装置,其中,切割后的潮湿烟丝被均衡地送入一多孔输送通道;压力为2.5至25巴,温度为126℃至400℃的蒸汽通过孔隙垂向引入,也就是说垂直于输送通道的纵向引入。通过冷凝热和机械振动使膨胀效果有所提高。
原理上,通过冷凝热的热传递适于把浸透在烟草中的水转变成蒸汽;但是,实际上,很难使烟草丝受到均匀一致的处理。而且,烟草的温度增加到一定的较高值时会使烟草质量受到损害。
使切割后的潮湿烟草膨胀的另一种方法见之于美国专利3357436号中,其中,烟草在一气流干燥系统或气动系统中由热气和/或蒸汽流中携带并加速。但是,尽管这种方法采用的含水量少于35%,采用了一定的作为处理剂的蒸汽量,和一定的流量和温度,其获得的膨胀效果却是低劣的。
在联邦德国专利公开文件2637124号所公开的方法中,烟草的最初含水量也较低。在膨胀区的流量和蒸汽温度不够;烟草不能在提高的膨胀效果下达到干燥区。这种公知的烟草流道具有许多间隔较窄的接续的槽,通过这些槽潮湿的热气喷入流道以便促进烟草向前
运动。烟草的运动在流道之后的文氏管中产生了很大的加速。但是在文氏管中横截面的收缩很容易引起烟草尘末在流道中的沉积。
前面简单提到的联邦德国专利公开文件2253882号公开了一种气动干燥方法,其中,烟草被湿化使其含水量达50%,而且由蒸汽和空气构成的处理介质的温度在120℃和约400℃之间,且蒸汽流动速率约为40m/s,处理时间大约为0.5秒至3秒以下。
但是,上述方法也有缺点:在同一气动管中的整个处理,即膨胀和干燥步骤,在很苛刻的状况下会引起严重的折断现象,当烟草在较干的状况下承受高流动速率和扰动时尤其是这样。
联邦德国专利3037885号中提出分开实施膨胀和干燥步骤,因此,干燥步骤可以在较温和的状况下进行,即在较低的温度和流动速率下进行。而且,在缓冲阶段,通过侧向偏置的蒸汽喷口,烟草的相对速度和扰动得以改善,因而改善了热传递,使产品更均匀一致。但这也带来下述缺点:被加热的潮湿烟草易于在装置中沉积。
联邦德国专利3147846号描述了一种改进烟草材料充填能力的方法,其中,潮湿的烟草材料在压力降下被加速至最少50m/s,然后,移过一个流动速率基本恒定的区域,接着在压力升高的条件下,在发散的气流中减速,因而烟草材料在膨胀区域中逗留的时间不到大约0.1秒。这种方法在温度高达1000℃的热气中进行,因而具有引起烟草材料永久性损害的危险。
本发明的目的是克服上述种种缺陷,提供消除烟草高温带来的不良效果,避免沉积和堵塞,并能够通过最好地利用处理介质而进行吹送烟草所必须的快速热传递的一种方法和装置。
本发明的方法借助以下特征实现上述目的:单独引入的气流的流
动速率高于载气流流动速率以便增加烟草材料和运载烟草材料的载气流之间的相对速度;在各混合点,单独引入的气流包围着载气流;然后通过增加流通横截面积来减小烟草材料的流动速率。
本发明方法的一个推荐实施例具有以下特征:在各混合点,单独引入的气流是与载气流同心地引入的;在各混合点的区域内,单独引入的气流比载气流具有更高的进口压力,所述单独引入的气流的温度最好在100℃和200℃之间。
在使运载烟草材料的气体从流束部分分离开之后,运载烟草材料的剩余流束最好经过干燥处理。
本发明的方法最好以下述方式进行:在单独引入气流的第一混合点之前,烟草材料的含水量范围为30%至40%;当使烟草材料湿化时,单独引入的气流做为排气流回收,所述单独引入的气流适于由热空气,水蒸汽或两者的混合物构成。
本发明还涉及实施上述方法的装置。这种装置具有一个流道以便使载气流和所述运载的烟草材料流过;这个流道具有均匀一致的横截面积并沿顺流方向的至少两个位置设有开口以便单独引入气流。这个装置的特征在于:上述开口基本完全地包围着上述流道区段,这些开口是壁与所述流道区段的纵轴成锐角。
流道区段最好由一具有气体进口的外室包围,所有的槽或喷孔都分别起始于该外室。流道区段适于由许多同轴的接续管件组成,在这管件的连接点处设有槽或喷孔,这些管件的相对端最好设有相互由垫圈隔开的凸缘环,这些凸缘环间形成槽。
按照本发明,至少一部分处理介质,即载气,在不同地点被送向被处理的烟草材料,因此,至少在一有限的部分区域内,这部分气体
包围着载气和被运载的烟草材料的混合体,这部分气体形成了一完全的包覆流,以便进一步加速上述混合体,沿着整个流道区段,这部分气体没有收缩的危险,不会引起借助文氏管加速的情况下出现的沉积现象。
为了提高效率,最好在接续的若干点引入上述包覆流。单独引入的气体可以是热空气,水蒸汽或者两者的混合物,并且最好从以前加热和湿化烟草材料的介质中做为排气而加以回收。这样可以获得特别经济的操作方式。
当然,包覆流应该以增大的压力引向载气和被运载烟草的混合流,因此,综合流间的速度差使被包覆流加速,使烟草材料和载气流之间的相对速度增加。
在加速步骤中,在若干阶段中,例如通过流道的扩大而使流动速率下降,然后使烟草干燥。如果在加入包覆流之前,受到膨胀处理的烟草材料具有30%至40%的含水量,那么,这应被认为是一个优点。这样的含水量已被证明是足够的,因此,这也将经济的观点考虑了进去。
通过接续地设置若干环形喷口,在环形喷口区域的每次加速后接着的是在其后的中间区域的减速,这样的反复增加烟草材料和处理载气流之间的相对速度,使向着烟草材料的热传递大大得到改善。通过改变环形喷口的数目和中间区域的长度可以使工艺实现最佳化。
另外,同心的蒸汽套使流道保持适当的调温,因而防止了可能的冷凝出现,而冷凝的发生会使烟草材料“打滑”(Slippery)。
本发明装置的一个特殊优点是,由于蒸汽同心地圆锥形地喷入,在包括环形喷口的流道区段的壁上形成了一蒸汽垫,因此,现有技术中在膨胀装置中形成沉积的缺点得以克服。
现在对照以下附图详细描述本发明:
图1所示为实施本发明方法的整套膨胀设备;
图2所示为实施本发明方法的膨胀设备的第二实施例;
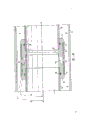
图3所示为图1设备关键部件的纵剖图,在该部件中进行烟丝的膨胀处理;
图4所示纵剖图与图3相似,表示结构细节;
图5所示纵剖图是图4的放大图以表示细节。
如图1所示,一输送装置1向料斗中装入烟丝,一配料装置有一向水平输送通道2送料的杓轮,蒸汽通过蒸汽管3横向引入以大约40m/s的速度运载烟丝。烟丝然后移向一流道区段4,其中设有一组接续的环形喷口5。该流道区段4的出口之后有一干燥器7,使烟草的最终含水量为13%,并将烟丝送向一输送带8。
包括环形喷口5的流道区段4由一套9包围形成一环形室10,环形室10有一蒸汽进口11,并有如图所示的三个环形喷口5使蒸汽流出。这些环形喷口5与流道区段4内部连通。室10还设有一蒸汽出口12,通过这个出口12使引入室10且未通过喷口5排出的部分蒸汽抽出。蒸汽最好在设备内再循环,再流通。
在附图中所示的其它部件都是已公知的,无需再详细解释。
图2中示出一相似的设备,唯一的区别在于烟丝的引入。输送装置1向料斗送入烟丝,将烟丝通过第一杓轮送向一配料和湿化装置14的倾斜振动底部13,水蒸汽通过进口15引入装置14,并通过一个用作投料门的第二杓轮把烟丝送入水平的输送通道2,通道2之后接着是具有环形喷口5的流道区段4和一干燥器7,烟草从干燥器7至一输送带8。
在配料和湿化装置14中,用饱和蒸汽处理烟丝,来自配料和湿化装置14的蒸汽通过一个压力保持装置16,在一通向水平输送通
道2的混合区17内与新的热蒸汽和热空气相混合。
在图3的纵剖图中详细画出了前述两设备中的,具有环形喷口5的流道区段4。
如图3所示,流道区段4在膨胀装置18内由许多接续的管件19,20,21和22形成。每两个相邻管件形成一通入流道区段4的环形间隙5。环形间隙的壁的方向与流道区段4的轴线0呈锐角。第一个和最后一个管件19,22分别设有径向延伸的凸缘19a,22a,从这两凸缘相对伸出管套19b,22b,在管套和管件19至22之间形成前述的环形室10,室10上具有环形间隙5,蒸汽进口11以及蒸汽出口12。一隔热套23在外部包住管套19b和22b。
当蒸汽通过蒸汽进口11在压力下引入室10时,圆锥形蒸汽射流24在流道区段4中形成,如图3所示。这些蒸汽射流具有一个通过流道区段4的载气和烟丝混合物方向A的速度分量。通过环形喷口5引入的蒸汽射流包围着上述混合流并在若干地点使其加速。
图3所示组件分别与图1和2所示设备配合工作可使经过处理的烟丝比尚未处理的烟丝分别提高60%和65%,最后产品或未处理材料的含水量相同,都是13%。
现在对照图4和5描述具有两个环形喷口的膨胀装置18的实际结构。在本实施例中,流道区段4具有三个同心校准的管件19,20和21以及一个连接管件25。管件19,20和21的相对端部都分别装在凸缘环26和27中并由O形环密封。相邻的凸缘环26和27由隔环28隔开,隔环28抵住凸缘环26和27上的凸起31。上游凸缘环26和下游凸缘环27分别具有相互作用的环面
29和30,这两个环面分别与流道区段4的轴线O呈α角和β角,这两个环面相距很近地大约相互平行地延伸,因此,其间的间隙形成环形喷口5。隔环28具有许多周向分布的孔32以便从外面通向环形喷口5。
在这两张图中,面29和30的延长线用点划线表示以便表明两面和流道区段4轴线分别呈锐角α和β,这两角的值使得环形喷口5形成的环形间隙在面29和30之间由外向里变窄。在实例中,角α和β大约为12°,面29和30相互隔开大约0.2mm,流道区段4横截面的内径大约为80mm。间隙的宽度可以按送往环形喷口5的热气的压力以及流道区段4的横截面积来决定,例如,其大小可达2mm。
上述组件由管形外壳33包围,与管件19,20和21一起形成一环形室10。该管形外壳33的一端固定于一凸缘环34上,而凸缘环35固定在管件21上,前面提到的连接管件25固定在所述凸缘环35上。前面提到的凸缘环34具有与室10相通的蒸汽进口11和蒸汽出口12。
显然,只要适当选择管形外壳33的长度,可以采用更多的管件以获得更多的环形喷口。
应该注意,不用完全包围流道截面的环形喷口,也可以采用沿圆周线并排设置的一组喷孔。这样的一圈喷孔可以设计成单独的构件,流道区段的相邻管件连接到,特别是插接在该单独构件上,或者它们也可以做成两个半环分别装在图4和5所示的凸缘环中。
虽然以处理烟丝为基础描述了本发明的装置,但是应该注意到,该装置也适于处理切割后的叶状材料,或切割后的丝状和叶状材料的
混合物。
Claims (12)
1、一种吹送切割后的潮湿烟草材料的方法,其中,烟草材料是由蒸汽或蒸汽加热气的载气流输送的,在许多接续的混合点,一单独引入的蒸汽或蒸汽加热气流与上述载气流混合,所述混合气流在每一混合点都具有在所述载气流的流向上的速度分量,其特征在于:单独引入的气流的流动速率大于载气流的流动速率以便于增加烟草材料和运载烟草材料的气流之间的相对速度,在各混合点,单独引入的气流包围载气流,然后通过增加流通横截面积来减慢烟草材料的流动速率。
2、按照权利要求1所述的方法,其特征在于:在各混合点,单独引入的气流是与载气流同心地引入的。
3、按照前述权利要求之一所述的方法,其特征在于:在各混合点的区域内,单独引入的气流的进口压力高于载气流的压力。
4、按照权利要求1所述的方法,其特征在于:单独引入的气流的温度在100℃和200℃之间。
5、按照权利要求1所述的方法,其特征在于:使运载烟草材料的气体部分与蒸汽分离之后,运载烟草材料的剩余蒸汽经过干燥处理。
6、按照权利要求1所述的方法,其特征在于:在第一次与单独引入的气流混合以前,载气流中的烟草材料含水量为30%至40%。
7、按照权利要求1所述的方法,其特征在于:当烟草材料被湿化时,单独引入的气流作为排气流而被回收。
8、按照权利要求1所述的方法,其特征在于:单独引入的气流由热空气,水蒸汽或者两者的混合物组成。
9、一种吹送切割后潮烟草材料的装置,具有载气流和被运载的烟草材料的一流道,还具有一均匀一致的横截面的区段,该区段上至少在顺流方向连续的二个位置上具有喷口以便引入单独引入的气流,其特征在于:喷口(5)基本完全包围流道区段(4),这些喷口为槽,或者设计成许多沿同一圆周线设置的喷孔,喷口(5)的壁与所述流道区段(4)的纵轴线(0)呈锐角(α,β)。
10、按照权利要求9所述的装置,其特征在于:所述流道区段(4)由一外部的室(10)包围,所述室(10)包括一气体进口(11)和一气体出口(12)。
11、按照权利要求9和10所述的装置,其特征在于:所述流道区段(4)由许多同轴的接续管件(19,20,21,22)组成,在其连接点分别设有喷口(5)。
12、按照权利要求11所述的装置,其特征在于:在所述管件(19,20,21)的相对端部设有凸缘环(26,27),这些凸缘环由隔环(28)相互间隔开,并在其相互间形成槽形喷口(5)。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3839529A DE3839529C1 (zh) | 1988-11-23 | 1988-11-23 | |
| DEP3839529.0 | 1988-11-23 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1043075A CN1043075A (zh) | 1990-06-20 |
| CN1015293B true CN1015293B (zh) | 1992-01-15 |
Family
ID=6367713
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN89108765A Expired CN1015293B (zh) | 1988-11-23 | 1989-11-22 | 吹送切割后潮湿烟草材料的方法和装置 |
Country Status (15)
| Country | Link |
|---|---|
| US (1) | US5060670A (zh) |
| EP (1) | EP0370489B1 (zh) |
| JP (1) | JPH0659197B2 (zh) |
| KR (1) | KR950001182B1 (zh) |
| CN (1) | CN1015293B (zh) |
| AR (1) | AR244518A1 (zh) |
| AT (1) | ATE85187T1 (zh) |
| AU (1) | AU617896B2 (zh) |
| BR (1) | BR8905916A (zh) |
| CA (1) | CA2003729C (zh) |
| DE (2) | DE3839529C1 (zh) |
| ES (1) | ES2039061T3 (zh) |
| GR (1) | GR3007365T3 (zh) |
| RU (1) | RU1829917C (zh) |
| ZA (1) | ZA898726B (zh) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3140039B2 (ja) * | 1990-11-07 | 2001-03-05 | 日本たばこ産業株式会社 | たばこ原料の気流乾燥方法およびその装置 |
| DE4127374A1 (de) * | 1991-08-19 | 1993-02-25 | Hauni Werke Koerber & Co Kg | Vorrichtung zum ueberfuehren von tabakteilen in einen stromtrockner |
| CH683226A5 (de) * | 1991-12-09 | 1994-02-15 | Egri Laszlo | Expandieren und Trocknen von Tabak. |
| GB9922746D0 (en) * | 1999-09-24 | 1999-11-24 | Rothmans International Ltd | Tobacco processing |
| US7556047B2 (en) * | 2003-03-20 | 2009-07-07 | R.J. Reynolds Tobacco Company | Method of expanding tobacco using steam |
| GB0902629D0 (en) * | 2009-02-17 | 2009-04-01 | Dickinson Legg Ltd | Tabacco drying apparatus |
| ITVE20110075A1 (it) * | 2011-11-23 | 2013-05-24 | Comas Costruzioni Macchine Specia Li S P A | Metodo di espansione ed essiccazione del tabacco |
| DE102016107125A1 (de) * | 2016-04-18 | 2017-10-19 | Hauni Maschinenbau Gmbh | Förderdüse sowie Fördervorrichtung mit mindestens einer Förderdüse |
| CN106731918B (zh) * | 2016-12-29 | 2023-08-29 | 中国航天空气动力技术研究院 | 一种分段组合式混合室 |
| CN112265668A (zh) * | 2020-12-04 | 2021-01-26 | 河北白沙烟草有限责任公司 | 一种用于降低环保内衬纸小盒夹烟末的方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3357436A (en) * | 1964-08-26 | 1967-12-12 | Brown & Williamson Tobacco | Apparatus for drying tobacco |
| BE790758A (fr) * | 1971-11-04 | 1973-02-15 | Philip Morris Inc | Procede pour augmenter le volume des tiges de tabac |
| CA1047352A (en) * | 1975-09-05 | 1979-01-30 | Eugene Glock | Method and apparatus for increasing the filling capacity of shredded tobacco tissue |
| AU509708B2 (en) * | 1976-07-15 | 1980-05-22 | Brown & Williamson Tobacco Corporation | Producing expanded tobacco from whole tobacco stems |
| US4102349A (en) * | 1976-07-15 | 1978-07-25 | Brown & Williamson Tobacco Corporation | Method and apparatus for moisturizing tobacco stems |
| GB1604024A (en) * | 1977-09-03 | 1981-12-02 | Hauni Werke Koerber & Co Kg | Method and apparatus for increasing the filling property of fibres of tobacco or another smokable material |
| DE3037885C2 (de) * | 1980-10-07 | 1988-03-03 | Tamag Basel AG, 4127 Birsfelden | Verfahren zur Volumenvergrößerung von zerkleinerten Tabakrippen und Vorrichtung zur Durchführung des Verfahrens |
| DE3147846C2 (de) * | 1981-09-05 | 1984-07-19 | B.A.T. Cigaretten-Fabriken Gmbh, 2000 Hamburg | Verfahren zur Verbesserung der Füllfähigkeit von Tabakmaterial |
| DE3412797A1 (de) * | 1983-04-23 | 1984-10-25 | Hauni-Werke Körber & Co KG, 2050 Hamburg | Verfahren und anordnung zum blaehen von tabak |
| FR2561077B1 (fr) * | 1984-03-14 | 1986-12-19 | Korea Ginseng Tobacco Research | Procede d'expansion de feuilles de tabac et appareil pour la mise en oeuvre de ce procede |
| DE3710677A1 (de) * | 1987-03-31 | 1988-10-13 | Bat Cigarettenfab Gmbh | Vorrichtung zum expandieren von zerkleinertem tabakmaterial |
-
1988
- 1988-11-23 DE DE3839529A patent/DE3839529C1/de not_active Expired - Lifetime
-
1989
- 1989-11-15 AU AU44728/89A patent/AU617896B2/en not_active Ceased
- 1989-11-15 ZA ZA898726A patent/ZA898726B/xx unknown
- 1989-11-21 DE DE8989121565T patent/DE58903453D1/de not_active Expired - Fee Related
- 1989-11-21 ES ES198989121565T patent/ES2039061T3/es not_active Expired - Lifetime
- 1989-11-21 AT AT89121565T patent/ATE85187T1/de not_active IP Right Cessation
- 1989-11-21 EP EP89121565A patent/EP0370489B1/de not_active Expired - Lifetime
- 1989-11-22 JP JP1304541A patent/JPH0659197B2/ja not_active Expired - Fee Related
- 1989-11-22 AR AR89315520A patent/AR244518A1/es active
- 1989-11-22 RU SU894742556A patent/RU1829917C/ru active
- 1989-11-22 CN CN89108765A patent/CN1015293B/zh not_active Expired
- 1989-11-22 US US07/441,037 patent/US5060670A/en not_active Expired - Lifetime
- 1989-11-23 BR BR898905916A patent/BR8905916A/pt not_active IP Right Cessation
- 1989-11-23 CA CA002003729A patent/CA2003729C/en not_active Expired - Lifetime
- 1989-11-23 KR KR1019890017098A patent/KR950001182B1/ko not_active IP Right Cessation
-
1993
- 1993-03-16 GR GR930400570T patent/GR3007365T3/el unknown
Also Published As
| Publication number | Publication date |
|---|---|
| CN1043075A (zh) | 1990-06-20 |
| EP0370489A1 (de) | 1990-05-30 |
| KR950001182B1 (ko) | 1995-02-14 |
| EP0370489B1 (de) | 1993-02-03 |
| AU617896B2 (en) | 1991-12-05 |
| JPH0659197B2 (ja) | 1994-08-10 |
| ZA898726B (en) | 1990-08-29 |
| AR244518A1 (es) | 1993-11-30 |
| AU4472889A (en) | 1990-05-31 |
| ES2039061T3 (es) | 1993-08-16 |
| US5060670A (en) | 1991-10-29 |
| JPH02219564A (ja) | 1990-09-03 |
| DE58903453D1 (de) | 1993-03-18 |
| KR900007351A (ko) | 1990-06-01 |
| CA2003729C (en) | 1995-07-25 |
| DE3839529C1 (zh) | 1990-04-12 |
| GR3007365T3 (zh) | 1993-07-30 |
| CA2003729A1 (en) | 1990-05-23 |
| RU1829917C (ru) | 1993-07-23 |
| BR8905916A (pt) | 1990-06-19 |
| ATE85187T1 (de) | 1993-02-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1026551C (zh) | 烟草膨胀方法和系统 | |
| US4693264A (en) | Treatment of tobacco | |
| US4407306A (en) | Method for expanding tobacco with steam at high temperature and velocity | |
| US6158441A (en) | Method of and apparatus for applying a conditioning agent to tobacco | |
| BG62994B1 (bg) | Метод и устройство за експандиране на тютюн | |
| US6263882B1 (en) | Method of and apparatus for making filter mouthpieces for rod-shaped articles of the tobacco processing industry | |
| CN1015293B (zh) | 吹送切割后潮湿烟草材料的方法和装置 | |
| US4286395A (en) | Apparatus for surface treatment of an endless textile structure | |
| JPS643474B2 (zh) | ||
| CN1260869A (zh) | 饲料原料的干燥和处理 | |
| CN1031169C (zh) | 提高烟草材料填充力的干燥方法和实施该方法的装置 | |
| US4513758A (en) | Method and apparatus for increasing the volume of tobacco | |
| HU215652B (hu) | Eljárás dohány expandálására és szárítására, valamint berendezés az eljárás megvalósítására | |
| US4760629A (en) | Process for the treatment of a filament cable | |
| US4945930A (en) | Apparatus for expanding and/or drying particulate material | |
| EP3771349B1 (en) | Tobacco expansion system (tes) | |
| KR20190042722A (ko) | 섬유들을 수집하기 위한 방법 및 장비 | |
| KR840001368B1 (ko) | 담배 팽화방법 및 장치 | |
| US1102601A (en) | Process |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C13 | Decision | ||
| GR02 | Examined patent application | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C15 | Extension of patent right duration from 15 to 20 years for appl. with date before 31.12.1992 and still valid on 11.12.2001 (patent law change 1993) | ||
| OR01 | Other related matters | ||
| C19 | Lapse of patent right due to non-payment of the annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |