BR112014017428B1 - fita de emenda para mudança de rolo contínua e método de fabricação - Google Patents
fita de emenda para mudança de rolo contínua e método de fabricação Download PDFInfo
- Publication number
- BR112014017428B1 BR112014017428B1 BR112014017428-8A BR112014017428A BR112014017428B1 BR 112014017428 B1 BR112014017428 B1 BR 112014017428B1 BR 112014017428 A BR112014017428 A BR 112014017428A BR 112014017428 B1 BR112014017428 B1 BR 112014017428B1
- Authority
- BR
- Brazil
- Prior art keywords
- layer
- tape
- splicing tape
- splicing
- adhesive
- Prior art date
Links
- 230000008859 change Effects 0.000 title claims abstract description 23
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 8
- 239000010410 layer Substances 0.000 claims abstract description 257
- 239000012790 adhesive layer Substances 0.000 claims abstract description 63
- 238000005304 joining Methods 0.000 claims abstract description 6
- 239000000463 material Substances 0.000 claims description 69
- 239000000853 adhesive Substances 0.000 claims description 51
- 230000001070 adhesive effect Effects 0.000 claims description 48
- 238000000034 method Methods 0.000 claims description 28
- 238000010030 laminating Methods 0.000 claims description 4
- 238000005411 Van der Waals force Methods 0.000 claims description 3
- 239000002344 surface layer Substances 0.000 claims 1
- 239000000123 paper Substances 0.000 description 35
- 230000004888 barrier function Effects 0.000 description 30
- 238000012360 testing method Methods 0.000 description 23
- 238000010586 diagram Methods 0.000 description 14
- -1 isoeptyl Chemical group 0.000 description 13
- 230000008569 process Effects 0.000 description 13
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 10
- 230000000052 comparative effect Effects 0.000 description 10
- 239000011248 coating agent Substances 0.000 description 9
- 238000000576 coating method Methods 0.000 description 9
- 239000000203 mixture Substances 0.000 description 9
- 238000002360 preparation method Methods 0.000 description 8
- 238000000926 separation method Methods 0.000 description 8
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 7
- 238000007774 anilox coating Methods 0.000 description 7
- 230000008901 benefit Effects 0.000 description 6
- 239000010408 film Substances 0.000 description 6
- 239000004922 lacquer Substances 0.000 description 6
- 229920001296 polysiloxane Polymers 0.000 description 6
- 230000001133 acceleration Effects 0.000 description 5
- 230000032798 delamination Effects 0.000 description 5
- 229920000642 polymer Polymers 0.000 description 5
- 230000009467 reduction Effects 0.000 description 5
- 230000002829 reductive effect Effects 0.000 description 5
- 230000003068 static effect Effects 0.000 description 5
- 238000010998 test method Methods 0.000 description 4
- 239000004698 Polyethylene Substances 0.000 description 3
- 239000000654 additive Substances 0.000 description 3
- 239000002390 adhesive tape Substances 0.000 description 3
- 238000010276 construction Methods 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 239000000839 emulsion Substances 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 239000000178 monomer Substances 0.000 description 3
- 230000035515 penetration Effects 0.000 description 3
- 229920000573 polyethylene Polymers 0.000 description 3
- 230000002028 premature Effects 0.000 description 3
- 238000007639 printing Methods 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- DXPPIEDUBFUSEZ-UHFFFAOYSA-N 6-methylheptyl prop-2-enoate Chemical compound CC(C)CCCCCOC(=O)C=C DXPPIEDUBFUSEZ-UHFFFAOYSA-N 0.000 description 2
- SOGAXMICEFXMKE-UHFFFAOYSA-N Butylmethacrylate Chemical compound CCCCOC(=O)C(C)=C SOGAXMICEFXMKE-UHFFFAOYSA-N 0.000 description 2
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 125000005250 alkyl acrylate group Chemical group 0.000 description 2
- 125000000217 alkyl group Chemical group 0.000 description 2
- 125000004432 carbon atom Chemical group C* 0.000 description 2
- 229920001577 copolymer Polymers 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- QSHDDOUJBYECFT-UHFFFAOYSA-N mercury Chemical compound [Hg] QSHDDOUJBYECFT-UHFFFAOYSA-N 0.000 description 2
- 150000002734 metacrylic acid derivatives Chemical class 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 230000001681 protective effect Effects 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 229920003002 synthetic resin Polymers 0.000 description 2
- 239000000057 synthetic resin Substances 0.000 description 2
- 229920002554 vinyl polymer Polymers 0.000 description 2
- DTGKSKDOIYIVQL-WEDXCCLWSA-N (+)-borneol Chemical group C1C[C@@]2(C)[C@@H](O)C[C@@H]1C2(C)C DTGKSKDOIYIVQL-WEDXCCLWSA-N 0.000 description 1
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 1
- GOXQRTZXKQZDDN-UHFFFAOYSA-N 2-Ethylhexyl acrylate Chemical compound CCCCC(CC)COC(=O)C=C GOXQRTZXKQZDDN-UHFFFAOYSA-N 0.000 description 1
- MUZDXNQOSGWMJJ-UHFFFAOYSA-N 2-methylprop-2-enoic acid;prop-2-enoic acid Chemical compound OC(=O)C=C.CC(=C)C(O)=O MUZDXNQOSGWMJJ-UHFFFAOYSA-N 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- 239000004831 Hot glue Substances 0.000 description 1
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 1
- IAXXETNIOYFMLW-COPLHBTASA-N [(1s,3s,4s)-4,7,7-trimethyl-3-bicyclo[2.2.1]heptanyl] 2-methylprop-2-enoate Chemical compound C1C[C@]2(C)[C@@H](OC(=O)C(=C)C)C[C@H]1C2(C)C IAXXETNIOYFMLW-COPLHBTASA-N 0.000 description 1
- 150000001252 acrylic acid derivatives Chemical class 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 235000006708 antioxidants Nutrition 0.000 description 1
- 230000002238 attenuated effect Effects 0.000 description 1
- 125000000484 butyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 150000004657 carbamic acid derivatives Chemical class 0.000 description 1
- 239000000969 carrier Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 150000001844 chromium Chemical class 0.000 description 1
- 210000000078 claw Anatomy 0.000 description 1
- 239000004927 clay Substances 0.000 description 1
- 238000010924 continuous production Methods 0.000 description 1
- 238000007334 copolymerization reaction Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- OIWOHHBRDFKZNC-UHFFFAOYSA-N cyclohexyl 2-methylprop-2-enoate Chemical compound CC(=C)C(=O)OC1CCCCC1 OIWOHHBRDFKZNC-UHFFFAOYSA-N 0.000 description 1
- 125000000113 cyclohexyl group Chemical group [H]C1([H])C([H])([H])C([H])([H])C([H])(*)C([H])([H])C1([H])[H] 0.000 description 1
- KBLWLMPSVYBVDK-UHFFFAOYSA-N cyclohexyl prop-2-enoate Chemical compound C=CC(=O)OC1CCCCC1 KBLWLMPSVYBVDK-UHFFFAOYSA-N 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000001934 delay Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 125000000524 functional group Chemical group 0.000 description 1
- 239000011086 glassine Substances 0.000 description 1
- LNMQRPPRQDGUDR-UHFFFAOYSA-N hexyl prop-2-enoate Chemical class CCCCCCOC(=O)C=C LNMQRPPRQDGUDR-UHFFFAOYSA-N 0.000 description 1
- 229920001519 homopolymer Polymers 0.000 description 1
- 230000000977 initiatory effect Effects 0.000 description 1
- 229940119545 isobornyl methacrylate Drugs 0.000 description 1
- 125000004491 isohexyl group Chemical group C(CCC(C)C)* 0.000 description 1
- 239000002648 laminated material Substances 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 229920000126 latex Polymers 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 125000004108 n-butyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 125000000740 n-pentyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 239000002985 plastic film Substances 0.000 description 1
- 229920006255 plastic film Polymers 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 1
- 229920006267 polyester film Polymers 0.000 description 1
- 229920000346 polystyrene-polyisoprene block-polystyrene Polymers 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 230000035945 sensitivity Effects 0.000 description 1
- 239000004447 silicone coating Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 238000009987 spinning Methods 0.000 description 1
- 125000004079 stearyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H19/00—Changing the web roll
- B65H19/10—Changing the web roll in unwinding mechanisms or in connection with unwinding operations
- B65H19/102—Preparing the leading end of the replacement web before splicing operation; Adhesive arrangements on leading end of replacement web; Tabs and adhesive tapes for splicing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/16—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating
- B32B37/20—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating involving the assembly of continuous webs only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2405/00—Adhesive articles, e.g. adhesive tapes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/41—Winding, unwinding
- B65H2301/417—Handling or changing web rolls
- B65H2301/4176—Preparing leading edge of replacement roll
- B65H2301/41766—Preparing leading edge of replacement roll by adhesive tab or tape with cleavable or delaminating layer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
- Y10T428/24612—Composite web or sheet
Landscapes
- Adhesive Tapes (AREA)
- Replacement Of Web Rolls (AREA)
- Laminated Bodies (AREA)
- Adhesives Or Adhesive Processes (AREA)
Abstract
FITA DE EMENDA PARA MUDANÇA DE ROLO CONTÍNUA E MÉTODO DE FABRICAÇÃO. A presente invenção refere-se a uma (1) fita de emenda para mudança de rolo contínua, a fita de emenda compreendendo: a) um primeiro componente de fita que inclui uma primeira camada de suporte (2) e uma primeira camada adesiva (3) em uma primeira superfície da primeira camada de suporte (2); b) um segundo componente que inclui a a segunda camada de suporte (4) e uma segunda camada adesiva (5) em uma primeira superfície da segunda camada de suporte (4); e c) uma camada de divisão (6) unindo a primeira camada de suporte (2) e a segunda camada de suporte (4), de modo que a primeira e a segunda camadas adesivas (3 e 5) são voltadas para o lado oposto da camada de divisão (6), sendo que a camada de divisão (6) compreende uma área média contínua e ininterrupta (7) que se estende na direção longitudinal da fita de emenda (1) e dotada de protuberâncias afuniladas repetidas (2) com pontas achatadas que se projetam da área média (7) em direção a ambas as bordas longitudinais da fita de emenda e a um método de fabricação e uso de tal fita de emenda.
Description
[0001] A presente invenção refere-se a uma fita de emenda adequada para mudança de rolo contínua e métodos de fabricação e uso de tal fita de emenda.
[0002] Fitas de emenda são usadas em geral para preparar uma união entre dois materiais laminares, por exemplo, entre a porção de borda anterior da volta externa de um rolo de material laminar e um segundo rolo de material laminar. A operação de emenda pode ser realizada em um modo estático ou dinâmico.
[0003] No modo estático, o primeiro e o segundo material laminar pode inicialmente ser posicionado na configuração desejada um em relação ao outro, e uma ou mais fitas de emenda são então aplicadas para unir as duas lâminas. Também é possível aplicar a fita ou fitas de emenda a um dos primeiros materiais laminares. Então, o segundo material laminar é fornecido, posicionado na configuração desejada e os dois materiais laminares são unidos. As emendas que foram obtidas em um modo de preparação estático são frequentemente chamadas de emendas “permanentes”. Algumas configurações típicas de emendas estáticas são emendas de extremidade, emendas de sobreposição e emendas de sobreposição desalinhadas.
[0004] Entretanto, é desejável com frequência a preparação das emendas em um modo dinâmico. Na indústria de impressão, esta técnica permite a união de uma borda anterior de um novo rolo de material laminar de papel à borda posterior de um rolo vazio de material laminar de papel sem requerer a interrupção do processo de produção contínua. As emendas que são obtidas em um modo dinâmico de operação são chamadas usualmente de emendas contínuas.
[0005] Um primeiro tipo de emenda contínua é presentemente conhecido na técnica, em que as fitas de emenda são fornecidas com uma camada de divisão contínua sobre a largura inteira da camada de suporte. Essas estruturas podem ter a desvantagem de que a força de tração necessária para iniciar o processo de separação do material divisível comumente denominada “força de rompimento” é mais alta que a força necessária para a continuação do processo de divisão comumente denominado “força de descolamento”. Essa força de rompimento de pico pode levar a um solavanco durante a mudança de rolo contínuo que pode levar em alguns casos ao rasgo da manta de papel, amarrotamento do papel, ou falha de adesão da fita de emenda. Todas essa situações deveriam ser obviamente evitadas visto que elas levam provavelmente a mudanças de rolo mal sucedidas. No contexto de uma operação de emenda entre dois rolos de material laminar, o solavanco deve- se referir a um aumento súbito na tensão de manta no instante em que ocorre a emenda.
[0006] Um outro modo convencional de fazer uma fita de emenda contínua usa abasde ponta destrutíveis conforme descrito em WO 95/29115 A1.
[0007] Ainda outra fita de emenda útil no preparo de uma fita contínua é descrita em EP 0 941 954 A1. Essa fita de emenda usa uma camada de polímero não-pegajoso em contato com uma camada de suporte. Os materiais são escolhidos de modo a controlar a força de separação entre a camada de polímero não-pegajoso e camada de suporte. Uma camada de controle de adesão pode ser aplicada entre a camada de polímero não-pegajoso e a camada de suporte.
[0008] Um outro tipo conhecido de fita de emenda inclui uma camada central de papel ou camada de tecido que se divide durante o uso. Por exemplo, a patente US 5.901.919 A1 mostra uma fita adesiva para mudança de rolo contínua em máquinas de acabamento de papel ou similares, tendo um suporte de papel e uma composição auto-adesiva solúvelem água ou dispersível em água, caracterizada pelo fato de o suporte de papel é revestido em um lado com composição auto-adesiva solúvelem água ou dispersível em água enquanto que parte do lado oposto do suporte de papel é dotada de uma fita adesiva de dupla-face, que, por sua vez, tem um suporte de papel de emenda prontamente divisível que é fornecido em ambos os lados com uma composição auto-adesiva solúvelem água ou dispersível em água.
[0009] Na EP 1 355 843 A1, é descrita uma outra fita adesiva para emenda contínua. Essa fita tem uma primeira camada de suporte relativamente ampla que é fornecida em uma ou mais de suas superfícies principais com uma camada adesiva altamente pegajosa. Na superfície oposta principal, essa camada de suporte é dotada de uma tira de material divisível que tem uma camada adesiva em sua superfície principal voltada para o lado oposto da camada de suporte. A tira de material divisível é posicionada em ou próxima a uma borda longitudinal da fita e cobre apenas uma pequena fração da camada de suporte. O material divisível é fornecido adicionalmente com uma borda serrilhada em seu lado longitudinal voltado para a borda anterior da fita de emenda.
[0010] De acordo com WO 2007/048695 A1, uma fita de emenda é conhecida por compreender também uma ampla camada de suporte que é fornecida apenas sobre uma parte de sua largura com a camada de material divisível. O material divisível material tem uma borda anterior serrilhada com pontas curvas, enquanto que a borda posterior oposta é serrilhada com pontas afiadas.
[0011] Ainda outra fita de emenda é descrita em EP 2 130 889 A2. Nesse caso, também é fornecida uma ampla camada de suporte sobre uma parte de sua largura com uma camada de material divisível, que é posicionada próximo a uma borda longitudinal da camada de suporte, indicando a borda anterior da fita de divisão. A camada de divisão é composta por múltiplas áreas individuais de material divisível formatadas de modo triangular. Esses triângulos são dispostos de modo que uma de suas pontas esteja voltada para a borda anterior da fita de emenda.
[0012] Sem a intenção de contestar as vantagens técnicas associadas a fitas de emenda contínuas conhecidas na técnica, há ainda uma necessidade de uma fita de emenda contínua que tem características aprimoradas como uma resistência à divisão prematura mais alta e risco de solavanco reduzido.
[0013] A construção não assimétrica daquelas fitas de emenda conforme anteriormente descrito no EP 1 355 843 A1, WO 2007/048695 A1 e EP 2 130 889 A2 têm, de fato, várias desvantagens. A primeira desvantagem consiste em que fornecer uma área divisível próxima a uma borda longitudinal aumenta o perigo da tão chamada “pré-divisão” do material divisível. A razão para isso é que a área de material divisível é relativamente estreita de modo que pode ocorrer que os materiais divisíveis já estejam parcialmente separados se a fita de divisão for aplicada a um rolo de papel e a tira removível do lado oposto for removida. A força de tração necessária para remover a tira removível já pode exceder a força de fuga mínima requerida para iniciar o processo de separação do material divisível.
[0014] Ademais, o design não-assimétrico dessa fita divisível tem as desvantagens adicionais de que uma camada de suporte mais larga pode flexionar ou virar durante o posicionamento da fita divisível durante a preparação do padrão de emenda. Isso dificulta a aplicação precisa de fitas divisíveis de modo correto, para evitar uma mudança de rolo mal-sucedida que levaria necessariamente à um bloqueio da máquina, causando retardamentos significativos e incorrendo em despesas para o usuário da fita. A probabilidade de mudanças de rolo malsucedidasé aumentada pelo período de tempo limitado que os operadores têm para aplicar as fitas de emenda durante a operação da máquina.
[0015] Um objeto da presente invenção é apresentar uma fita de emenda aprimorada que tem uma resistência mais alta à divisão prematura ou “pré-divisão”, que pretende referir-se à tendência de divisão seja durante uma nova aceleração antes do momento da emenda, ou durante a preparação padrão quando a fita é desenrolada do rolo, ou quando as tiras protetoras são removidas. Ao mesmo tempo o solavanco, um aumento repentino na tensão da manta de papel, durante o processo de mudança de rolo deve ser evitado e a fita de emenda deve ser de fácil manuseio e menos sensível ao manuseio inapropriado. Este objetivo é alcançado com uma fita de emenda de acordo com a presente invenção.
[0016] De acordo com um aspecto, a presente invenção refere-se a uma fita de emenda para mudança de rolo contínua, sendo que a fita de emenda compreende: a) um primeiro componente de fita incluindo uma primeira camada de suporte e uma primeira camada adesiva em uma primeira superfície da primeira camada de suporte, b) um segundo componente de fita incluindo uma segunda camada de suporte e uma segunda camada adesiva em uma primeira superfície da segunda camada de suporte e c) uma camada de divisão unindo a primeira camada de suporte e a segunda camada de suporte, de modo que a primeira e a segunda camadas adesivas são voltadas para o lado oposto da camada divisão, sendo que a camada de divisão compreende uma área média contínua e ininterrupta que se estende na direção longitudinal da fita de emenda e dotada de protuberâncias afuniladas repetidas com pontas achatadas que se projetam da área média em direção a ambas as bordas longitudinais da fita de emenda.
[0017] Em um outro aspecto, a presente invenção refere-se um método de fabricação de uma fita de emenda para mudança de rolo continuo conforme descrito acima, o método compreendendo as etapas de: a) fornecer um primeiro componente de fita incluindo uma primeira camada de suporte e a primeira camada de adesivo; b) fornecer um segundo componente fita incluindo uma segunda camada de suporte e uma segunda camada de adesivo; c) aplicar uma camada de divisão a uma ou ambas da primeira e da segunda camadas de suporte, de modo que a primeira e a segunda camadas adesivas sejam voltadas para o lado oposto da camada de divisão; e d) laminar o primeiro e o segundo componentes de fita junto com a camada de divisão entre a primeira e a segunda camadas de suporte, sendo que a camada de divisão compreende uma área média contínua e ininterrupta que se estende na direção longitudinal da fita de emenda dotada de protuberâncias afuniladas com pontas achatadas que se projetam da área média em direção a ambas as bordas longitudinais da fita de emenda.
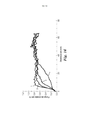
[0018] De acordo com mais um outro aspecto, a presente invenção refere-se ao uso de uma fita de emenda conforme descrito acima, para a emenda contínua do material de manta plana enrolada para formar rolos. Breve descrição dos desenhos A Figura 1 é uma vista em corte lateral de uma modalidade de fita de emenda de acordo com um aspecto da presente invenção. A Figura 2 é uma vista superior de uma modalidade da fita de emenda de acordo com um aspecto da presente invenção A Figura 3 é uma seção ampliada da fita de emenda da Figura 2. A Figura 4 é uma seção ampliada da área de ponta de uma protuberância conforme representado na Figura 3. As Figuras 5 a 9 representam modalidades alternativas da fita de emenda de acordo com um aspecto da presente invenção. As Figuras 10 e 11 representam esquematicamente um processo de emenda com o uso de uma fita de emenda de acordo com a presente invenção em um processo de mudança de rolo contínua. A Figura 12 é um diagrama que representa uma força de divisão de uma camada de divisão que tem um formato retangular com 70 mm de largura (eixo Y) e um comprimento (eixo geométrico X) de 25 mm (Exemplo comparativo). A Figura 13 é um diagrama que representa a força de divisão de uma camada de divisão sob a forma de uma elipse de cabeça chata com 70 mm de largura (eixo Y) e um comprimento máximo de (eixo X) de 25 mm no meio e 15 mm das pontas achatadas para uso na presente invenção. A Figura 14 é um diagrama representando a força de divisão sob a forma de uma elipse com 70 mm de largura (eixo Y) e um comprimento máximo (eixo X) de 25 mm no meio (Exemplo comparativo). A Figura 15 é um diagrama representando a força de divisão de uma camada de divisão sob a forma de uma elipse com 70 mm de largura (eixo Y) e um comprimento máximo (eixo geométrico X) de 10 mm no meio (Exemplo comparativo). A Figura 16 é uma compilação dos diagramas de força de divisão representada nas Figuras 12 a 15.
[0019] De acordo com um aspecto, a presente invenção refere-se a uma fita de emenda para mudança de rolo contínua, sendo que a fita de emenda compreende: a) um primeiro componente de fita incluindo uma primeira camada de suporte e uma primeira camada adesiva em uma primeira superfície da primeira camada de suporte, b) um segundo componente de fita incluindo uma segunda camada de suporte e uma segunda camada adesiva em uma primeira superfície da segunda camada de suporte e c) uma camada de divisão unindo a primeira camada de suporte e a segunda camada de suporte, de modo que a primeira e a segunda camadas adesivas são voltadas para o lado oposto da camada divisão, sendo que a camada de divisão compreende uma área média contínua e ininterrupta que se estende na direção longitudinal da fita de emenda dotada de protuberâncias afuniladas com pontas achatadas que se projetam da área média em direção a ambas as bordas longitudinais da fita de emenda.
[0020] Em outras palavras, a fita de emenda, de acordo com um aspecto da presente invenção, tem uma área média contínua de material de divisão, e em ambos os lados dessa área média ficam múltiplas porções do material de divisão. Essas múltiplas porções estão diretamente conectadas à área média e têm a redução de largura perto da direção das bordas longitudinais da fita de emenda. Entretanto, as pontas dessas porções não são pontudas, mas mais planas para alcançar uma força de fuga mínima mais alta para reduzir a probabilidade de “pré-divisão” indesejada da camada de divisão.
[0021] Uma vantagem adicional da fita da presente invenção é que ela pode ser usada de ambos os lados longitudinais. As fitas de emenda assimétricas conhecidas da técnica anterior compreendem o material de divisão apenas ao longo das bordas longitudinais da fita de emenda e portanto não podem ser usadas de ambos os lados.
[0022] Ainda, uma vantagem adicional da fita de emenda de acordo com a invenção consiste em que a última é menos sensível a “dobra sobre canto”, que se trata de um problema que ocorre usualmente com fitas de emenda que não têm uma camada média contínua e ininterrupta da fita de emenda sobre o comprimento inteiro da fita. À medida que o material de divisão se conecta com as camadas de suporte, as partes vazias entre essas camadas de suporte permitem às camadas de suporte o movimento independente uma da outra. Na extremidade livre da fita, por exemplo, onde a fita foi cortada, essa perda a conexão poderia levar à dobra de uma camada de suporte, de modo que a fita de emenda não pode ser fixada apropriadamente durante a mudança de rolo contínua. Uma sensibilidade mais baixa à “dobra sobre canto” leva provavelmente ao melhor manuseio da fita de emenda.
[0023] A camada média contínua de material de divisão também diminui a ocorrência potencial de deformação na área de conexão. Se as fitas de emenda que têm porções de material divisível separadas conforme descrito em EP 2 130 889 A2 são usadas, correntes de ar podem ser desenvolvidas entre essas porções. Isto se deve ao fato de que na mudança de rolo contínua, o novo rolo de material laminar é primeiro levado para a velocidade de rotação do rolo antigo vazio. As velocidades de rotação estão na área de 40 km/h e frequentemente muito mais altas. Essas altas velocidades de rotação prensam o vento através dos pontos vazios entre essas porções de divisão. As correntes de ar aumentam em resistência à medida que o novo rolo é trazido mais perto do rolo de depleção antigo, por causa do estreitamento do vão entre os dois rolos. As correntes de ar podem deformar o material laminar e assim causar uma mudança de rolo mal sucedida.
[0024] Em um aspecto preferencial da fita de emenda da presente invenção, as pontas achatadas formam um recesso a partir das bordas longitudinais da fita de emenda. De preferência, a camada da divisão estende-se sobre ao menos 70% da largura da fita, com mais preferência sobre ao menos 80%, com mais preferência ainda sobre ao menos 90% da largura da fita. Isso é vantajoso visto que uma extensão mais larga de material de divisão sobre a largura da fita reduz o problema de “dobra sobre canto” explicado acima.
[0025] A área média contínua e ininterrupta pode ter, de preferência, uma largura de ao menos 10% da largura total da camada de divisão, com mais preferência ao menos 20%, com mais preferência ainda ao menos 30%, com mais preferência ao menos 40%, ou mesmo 50%. Em um outro aspecto preferencial, a largura da área média é de até 90% da largura total, de preferência até 80%, com mais preferência até 70% da largura total da camada de divisão.
[0026] Em ainda um outro aspecto preferencial da presente invenção, a camada de divisão é disposta centralmente no eixo longitudinal da fita de emenda. A vantagem dessa disposição é que a fita pode ser usada facilmente em ambos os lados. Essa fita é de manuseio mais mais fácil e não introduz a probabilidade adicional de ocorrer uma mudança de rolo mal sucedida pela aplicação da fita do lado errado.
[0027] De acordo com a presente invenção, as protuberâncias afuniladas repetidas têm pontas achatadas. As pontas achatadas podem ser fornecidas como uma borda reta, que pode ser disposta de preferência de modo substancialmente paralelo às bordas longitudinais da fita de emenda.
[0028] No contexto da presente invenção, entretanto, o termo “ponta achatada” também significa abranger configurações pelas quais a ponta é inclinada, portanto necessariamente não temde ser absolutamente reta. O termo “inclinado” na presente invenção é entendido, de preferência, como a razão entre a largura da base da ponta até a altura da ponta é pelo menos 1 : 1, de preferência pelo menos 2: 1, com mais preferência pelo menos 5 : 1, com mais preferência ainda pelo menos 10 : 1. A largura da base da ponta achatada é entendida como a largura da ponta em uma posição nas protuberâncias afuniladas, onde é fornecida uma mudança de inclinação drástica em ambos os lados da protuberância.
[0029] Em um aspecto específico da fita de emenda da invenção, o termo “ponta achatada” significa indicar que a ponta é (substancialmente) reta.
[0030] Em um aspecto adicionalmente preferencial da fita de emenda da invenção, em uma ou de preferência ambas as bordas longitudinais da dita fita, a razão entre a largura média das pontas achatadas na direção longitudinal à distância média entre as pontas achatadas adjacentes fica na faixa de 5 : 1 a 1 : 5, de preferência de :2, 1 a 1 : 2. Essas razões são vantajosas porque as fitas de emenda mostram uma força de rompimento mínimo aumentada que é requerida para começar o processo de divisão. Entretanto, por outro lado, o solavanco durante o processo de mudança de rolo, que ocorre com frequência com as fitas de emenda que têm uma camada ininterrupta contínua de material de divisão, é minimizado.
[0031] As protuberâncias da fita de emenda de acordo com a invenção podem exibir perfis substancialmente iguais ou diferentes. Entretanto, é preferencial que ambos os grupos de protuberâncias em cada lado da área média sejam fornecidos substancialmente com os mesmos perfis dentro do respectivo grupo. Com mais preferência ainda, os perfis dos dois grupos em ambos os lados da camada média são substancialmente idênticos.
[0032] As protuberâncias em lados opostos da área central podem de preferência ser dispostas para refletir simetricamente ou alternativamente, e as protuberâncias em lados opostos da área central podem ser dispostas com um deslocamento. O deslocamento pode ser por exemplo metade da largura da protuberância de modo que o acesso médio de uma protuberância em um lado passa através do meio entre duas protuberâncias no lado oposto.
[0033] No que diz respeito aos formatos das protuberâncias, numerosas possibilidades podem ser usadas no contexto da presente invenção. Como um exemplo, as bordas laterais das protuberâncias podem ser inclinadas, serrilhadas, côncavas, convexas e/ou retas, e têm de preferência um formato selecionado do grupo que consiste em formato elipsoidal, semi-circular, senoidal, parabólico, hiperbólico e qualquer combinações dos mesmos. As bordas laterais das protuberâncias podem estar dispostas em geral de modo que a força de rompimento inicie na borda anterior com um valor diferente de zero, para evitar a ocorrência de um valor essencialmente zero com uma curva estreita pontuda ou acentuadamente arredondada aumentando gradualmente e uniformemente até um valor de descolamento máximo conhecido.
[0034] Ambos os lados de uma protuberância específica podem ter formatos iguais ou diferentes. Desses, bordas laterais elipsoidais são particularmente preferenciais. A vantagem de protuberâncias com bordas laterais elipsoidais é que áreas maiores de camada posterior são conectadas por um material de camada de divisão de modo que a probabilidade do problema de “dobra em canto” é reduzido. Isso também é alcançado com bordas laterais semicirculares ou outras bordas de formato convexo das protuberâncias.
[0035] De preferência, ainda, a primeira e/ou a segunda camada adesiva é uniforme ao longo do comprimento da fita de emenda. Os adesivos usados para a primeira e a segunda camadas adesivas da fita de emenda da presente invenção podem ser iguais ou diferentes. Essas camadas adesivas podem compreender qualquer adesivo conhecido que fique aderido permanentemente e fortemente à superfície do material laminar, para o qual a fita é usada. Os exemplos incluem adesivos sensíveis a pressão, adesivos ativados por calor, adesivos termorrígidos e adesivos reumidificáveis.
[0036] Adesivos particularmente preferenciais incluem adesivos sensíveis a pressão que podem ser adesivos termofusíveis, adesivos essencialmente solventes ou à prova d'àgua ou dispersões ou soluções ou à base de solvente ou água. Adesivos sensíveis à pressão específicos incluem adesivos sensíveis à pressão à base de acrilato, copolímeros em bloco de estireno-isopreno, copolímeros de acetato de vinila-éster acrílico, copolímeros de acetato de vinila- etileno, homopolímeros de acetato de vinila plasticizado e sistemas de emulsão de resina borracha-látex.
[0037] Na prática de aspectos preferenciais da invenção, as composições adesivas da primeira e/ou segunda camada adesiva compreendem um adesivo sensível à pressão à base de acrilato. Adesivos sensíveis à pressão à base de acrilato úteis na prática da invenção compreendem polímeros de um ou mais monômeros de ácidos (met) acrílicos e opcionalmente outros monômeros copolimerizáveis contendo grupos funcionais em adição a um grupo etilenicamente insaturado.
[0038] Um adesivo particularmente preferencial para uso na primeira e segunda camadas adesivas é apresentado na patente US 7.931.774 B2, cujo conteúdo está juntamente e completamente incluído no presente pedido, por referência.
[0039] O adesivo sensível a pressão à base de acrilato pode compreender aditivos convencionais como, por exemplo, cargas, anti-oxidantes, retardadores de chamas, pigmentos, plasticizantes ou polímeros aditivos. Mediante a variação da natureza e quantidade dos monômeros e da natureza e quantidade dos aditivos, as propriedades coesivas do adesivo resultante podem ser alteradas conforme conhecido na técnica.
[0040] Exemplos de adesivos sensíveis à pressão à base de acrilato adequados na prática de invenção são descritos em Satas, “Acrylic Adhesives, Handbook of Pressure-Sensitive Adhesive Technology”, 2a edição, pp. 396-456 (D. Satas, ed.), Van Nostrand Reinhold, New York (1989).
[0041] Um adesivo sensível a pressão à base de acrilato particularmente adequado inclui copolímeros de um ácido acrílico ou metacrílico e um acrilato de alquila ou metacrilato em que o grupo alquila tem ao menos 4 átomos de carbono, tipicamente 4 a 14 átomos de carbono. Exemplos desses acrilatos ou metacrilatos incluem, mas não se limitam a, acrilatos e metacrilatos de n-butila, n- pentila, n-hexila, ciclo-hexila, isoeptila, n-nonila, n-decila, iso-hexila, isobornila, 2- etilocilal, isooctila, 2-etil hexila, e quaisquer combinações ou misturas dos mesmos.
[0042] Os acrilatos de alquila preferenciais incluem acrilato de isooctila, acrilato de 2-etil hexila, n-acrilato de butila, acrilato de ciclo-hexila, e quaisquer combinações ou misturas dos mesmos. Um acrilato de alquila particularmente preferencial é o acrilato de isooctila. Metilacrilatos de alquila particularmente preferenciais incluem metacrilato de butila, metacrilato de ciclo- hexila, e metacrilato de isobornila.
[0043] Um adesivo repolpável para uso na presente invenção tem uma taxa de não mais que 3 no teste de repolpabilidade Europeu descrito em US 5.380.779 A1. Exemplos de adesivos repolpáveis para uso na invenção incluem os adesivos repolpáveis apresentados nas seguintes referências: US 5.380.779 A1; US 4.413.080 A1; US 4.569.960 A1; US 4.482.675 A1; US 4.388.432 A1; US 5.102.733 A1; e US 5.125.995 A1.
[0044] As espessuras das camadas adesivas podem variar amplamente mas são tipicamente independentes umas das outras e estão tipicamente entre 15 pm e 60 pm, de preferência entre 20 e 40 pm.
[0045] De acordo com um outro aspecto preferencial da fita de emenda da presente invenção, o material da camada de divisão é escolhido do grupo formado por papel divisível, adesivos, filmes divisíveis, camadas de UV curado, superfícies eletrostaticamente aderidas com camadas ligadas por forças Van der Waals ou outras forças similares, e quaisquer combinações ou misturas das mesmas. A divisão da fita pode ser alcançada por falha adesiva ou coesiva da camada de divisão - ou pela aplicação de qualquer força, de modo que as forças que mantêm a camada de divisão juntas são excedidas, e a camada de divisão é portanto separada em suas partes componentes.
[0046] A camada de divisão é selecionada tipicamente para fornecer a força de rompimento desejada, em relação aos materiais usados para reforço e camadas de barreira, se estiverem presentes. De preferência, a camada de divisão é um adesivo, isto é, uma terceira camada adesiva. De preferência, o adesivo usado é repolpável. Adesivos adequados podem ser selecionados a partir daqueles descritos acima como sendo preferenciais para uso como primeira e segunda camadas adesivas do primeiro e do segundo componentes de fita. Os adesivos preferenciais incluem adesivos à base de emulsão de resina sintética, e adesivos à base de água como por exemplo adesivos à base de PVA. Outros adesivos adequados para uso como camada de divisão incluem aqueles apresentados em US 7.931.774 B2, cujo conteúdo está aqui incorporado completamente por referência.
[0047] É de máxima preferência que, se um adesivo é usado para a camada de divisão, o adesivo não tem propriedades sensíveis à pressão, em particular à temperatura ambiente, para evitar que fique uma superfície pegajosa depois de uma separação coesiva ou adesiva da camada de divisão. Por temperatura ambiente, pretende-se na presente invenção fazer referência a uma temperatura tipicamente entre 10°C e 50°C, mais tipicamente entre 15°C e 27°C.
[0048] O tipo e/ou peso de revestimento da camada adesiva usada como a camada de divisão (também chamada aqui de terceira camada adesiva) pode também variar para controlar a força de rompimento entre o primeiro e segundo componentes de fita da fita de emenda. Para muitas aplicações, o aumento do peso do revestimento da terceira camada adesiva aumentará a força de rompimento. Em um aspecto preferencial, a terceira camada adesiva é aplicada com um cilindro de revestimento anilox. O volume de revestimento teórico do cilindro de revestimento anilox é determinado a partir do tamanho das células que aplicam o adesivo. Pelo aumento do volume teórico, o peso de revestimento do terceiro adesivo é aumentado.
[0049] O controle da pressão na linha de contato quando o primeiro e o segundo componentes de fita são laminados juntos pode ser feito também para controlar a força de rompimento e força de descolamento. Em muitas aplicações, o aumento da pressão na linha de contato aumentará a força de ligação entre o primeiro e o segundo componentes de fita, aumentando assim a força de rompimento e força de descolamento.
[0050] No que diz respeito ao material de suporte, a primeira e a segunda camadas posteriores (de suporte) podem ser iguais ou diferentes, e são de preferência iguais. Os suportes podem compreender, qualquer material comumente usado para suporte de fitas e inclui camadas de papel bem como filmes plásticos. Suportes adequados incluem, mas não se limitam a, filmes de polietileno, filmes de polipropileno, filmes de poliéster, papéis revestidos por polietileno ou polipropileno, papéis pardos, materiais não tecidos e quaisquer combinações ou misturas dos mesmos.
[0051] Em um outro aspecto preferencial da fita de emenda de acordo com a presente invenção, a primeira e a segunda camadas de suporte compreendem suportes repolpáveis. Com mais preferência, a primeira e a segunda camadas de suporte compreendem suportes celulósicos. Com a máxima preferência, a primeira e a segunda camadas de suporte compreendem suportes de papel. No caso em que o papel é usado como primeira ou segunda camada de suporte, é preferencial usar papéis de baixa porosidade. Os suportes de papel são preferenciais por causa de sua repolpabilidade.
[0052] Um material de suporte adequado para uso na presente invenção é um suporte de papel branco, repolpáveis com gramatura de 31 g/m2. As espessuras da primeira e da segunda camadas de suporte são independentes umas das outras. Tipicamente, a espessura do suporte fica na faixa de entre 20 pm e 150 pm, de preferência entre 30 pm e 80 pm.
[0053] De acordo com um outro aspecto preferencial da fita de emenda de acordo com a invenção, a primeira e/ou a segunda camada de suporte são dotadas de uma camada de barreira, projetada para evitar uma penetração significativa de um adesivo na primeira e/ou segunda camadas de suporte. Isso é especialmente útil, se a camada de divisão é ou compreende um adesivo. A penetração pode por exemplo ser evitada cobrindo-se pelo menos uma das ditas camadas de barreira em um ou ambos os lados com uma laca.
[0054] Camadas de barreira adequadas para uso na presente invenção podem ser selecionadas em relação ao material dos suporte e em relação à camada de divisão para fornecer a força de rompimento desejada. A camada de barreira deve ser escolhida de forma que evite significativamente a penetração das camadas adesivas nos suportes, particularmente quando os suportes compreendem suportes repolpáveis tal como papel ou suportes celulósicos. A camada de barreira também fornece, de preferência, uma superfície lisa e contínua sobre a qual a camada de divisão pode ser aplicada. Se o adesivo penetrar significativamente no suporte, isso pode fornecer essa forte ligação entre o primeiro e o segundo suportes de fita, resultando em uma força de rompimento e força de descolamento da fita de emenda indesejavelmente altas.
[0055] Camadas de barreira adequadas para uso na presente invenção são selecionadas, de preferência, de modo que a fita de emenda seja repolpável, especificamente quando a fita de emenda deve ser usada em aplicações de emenda de papel em que a repolpabilidade é desejada ou necessária. Em um aspecto preferencial, a camadas de barreira compreendem uma laca, como uma laca curável por raios UV.
[0056] Uma ou ambas as camadas de barreira pode ser uma camada preenchida de modo a incluir um material de liberação como um silicone ou material contendo flúor. Materiais particularmente adequados são materiais contendo silicone. Mediante a variação da quantidade de silicone seja em uma ou ambas as camadas de barreira, a força necessária para delaminação da fita de emenda entre uma ou ambas as camadas de barreira e a terceira camada adesiva podem ser ajustadas conforme desejado. Também, pode ser feita a variação do peso de revestimento de uma ou ambas as camadas de barreira para alcançar a força de rompimento desejada, pelo uso de cilindros de revestimento anilox com volume teórico variável.
[0057] Em algumas aplicações, é desejável diminuir a força de rompimento e força de descolamento quando medida através da largura da fita de emenda para facilitar a iniciação e completar a separação do primeiro e segundo componentes durante a operação de emenda contínua. Entretanto, pode ser desejável abaixar a força de rompimento e força de descolamento da direção transversal enquanto mantém-se a força de rompimento e força de descolamento longitudinais. Manter a força de rompimento e força de descolamento altas na direção ao longo do comprimento da fita de emenda permite à fita ser enrolada convenientemente em forma de rolo sem separar a primeira e a segunda porções prematuramente. Em um aspecto preferencial, a primeira camada de barreira ou segunda camada de barreira podem ser omitidas, com mais preferência a primeira camada de barreira é omitida. Observou-se que para certas construções, a remoção da primeira camada de barreira pode reduzir significativamente a força de rompimento e força de descolamento em direção transversal, de cerca de 0,98 a 1,18 N/25 mm (100 a 120 g/25 mm) a cerca de 0,32 a 0,39 N/25 mm (33 a 40 g/25 mm); enquanto é mantida a força de rompimento e de descolamento longitudinais substancialmente não afetadas, em cerca de 0,32 a 0,34 N/25 mm (33 a 35 g/25 mm).
[0058] Em um aspecto preferencial, as camadas de barreira e a camada de divisão são selecionadas de modo que a fita de emenda, depois de feita a emenda e separação no primeiro componente de fita e segunda componente de fita, apresenta superfícies que podem ser impressas e/ou revestidas, conforme desejado para a aplicação particular da fita de emenda.
[0059] Em um outro aspecto, uma tira removível é fornecida em pelo menos uma dentre a primeira e a segunda camadas adesivas para armazenamento e proteção. A tira removível pode ser selecionada dentre inúmeros papéis ou filme disponíveis tendo uma material de liberação revestido sobre um lado da fita de emenda ou em ambos os lados, no caso de uma fita de emenda na forma de rolo. A manta de base da tira removível pode ser selecionada dentre papéis pardos, papéis pardos supercalandrados, papéis pardos revestidos com argila, papéis glassine, pergaminhos, e outros papéis e filmes que têm uma cobertura interna adequada que sustenta a fita removível.
[0060] O revestimento para liberação para uso na presente invenção pode ser qualquer um dos materiais conhecidos usados por suas propriedades de liberação para adesivos. Os tipos preferenciais são silicones e silicones modificados, sendo que a modificação inclui co-polimerizações de silicones com outros produtos químicos não-liberáveis ou pela adição de materiais não- siliconados à solução de revestimento de silicone antes da aplicação ao papel base de liberação. Outros agentes de liberação como polietileno, fluorocarbonos, os complexos de cromo do tipo Werner e carbamatos de polivinila octadecila podem também ser usados. A escolha do revestimento de liberação é dependente da adesão, nível de adesão e natureza química da camada adesiva. A tira removível é escolhida de modo que quando ela é removida da fita de emenda, não ocorre separação prematura entre o primeiro e o segundo componentes de fita.
[0061] Em um aspecto preferencial, a tira removível é uma tira removível dividida, incluindo uma primeira porção e uma segunda porção, cada uma sendo separável independentemente da fita de emenda. Isso permite expor convenientemente uma porção de uma primeira camada adesiva ao longo do comprimento da fita de emenda para aderir à porção borda anterior de uma volta externa de um novo rolo de material apenas para aquela porção exposta da primeira camada adesiva. A segunda porção da tira removível pode permanecer no lugar para evitar a adesão inadvertida de material à porção externa da primeira camada adesiva antes da emenda do novo rolo à manta esvaziada. Quando quando se aproxima o momento de formar a emenda, uma segunda porção da tira removível pode ser removida.
[0062] Se a fita de emenda é fornecida na forma de rolo, é preferencial uma tira removível que tenha propriedades de liberação em ambas as superfícies. A fita de emenda de acordo com a presente invenção pode também ser fornecida sob a forma de lâminas e é então preferencialmente protegida por duas fitas removíveis fornecidas em ambas as superfícies do rolo.
[0063] Em um outro aspecto preferencial, a tira removível para uso na presente invenção pode compreender uma primeira porção, uma segunda porção, e uma terceira porção, sendo que a primeira porção estende-se ao longo do comprimento da fita de emenda em posição adjacente a uma primeira borda longitudinal da fita removível, a terceira porção estende-se ao longo do comprimento da fita de emenda tape adjacente a uma segunda borda longitudinal da fita de emenda, e a segunda porção estende-se ao longo do comprimento da fita de emenda entre a primeira e terceira porções; e sendo que a segunda porção da fita de emenda inclui uma pluralidade de linhas atenuadas ou separadas que se estendem abaixo do comprimento da segunda porção.
[0064] Conforme já estabelecido acima, os perfis das protuberâncias da camada de divisão fornecem uma força de rompimento elevada e delimitável mínima, que pode por exemplo, ser ajustada pelo material da camada de divisão assim como pela razão entre o comprimento médio das pontas achatadas na direção longitudinal até a distância média entre as pontas achatadas adjacentes. É adicionalmente preferencial, que a fita de emenda de acordo com a invenção tenha uma força de rompimento mínima de ao menos 0,09 N/25 mm (10 g/25 mm delargura) da fita (quando medida de acordo com o método de teste descrito na seção experimental), de preferência ao menos 0,15 N/25 mm (15 g/25 mm delargura) da fita. Descobriu-se que essa força de rompimento mínima é encontrada de preferência na tentativa de evitar o solavanco durante a mudança de rolo de um lado e evitar a “pré-divisão” da fita de emenda durante a preparação da emenda e aceleração do rolo do outro.
[0065] Os componentes da fita de emenda de acordo com a presente invenção são escolhidos de preferência de modo que a fita seja repolpável. Em particular, os materiais de revestimento de suporte, adesivo, e barreira são escolhidos de preferência de modo que a fita de emenda seja repolpável. Com mais preferência, os componentes são selecionados de modo que a fita de emenda passe pelo Procedimento A do teste TAPPI UM 213.
[0066] Em um outro aspecto, a presente invenção refere-se a um método de fabricação de uma fita de emenda para mudança de rolo contínua conforme descrito acima, o método compreendendo as etapas de: d) fornecer um primeiro componente de fita incluindo uma primeira camada de suporte (posterior) e uma primeira camada adesiva; e) fornecer um segundo componente de fita incluindo um segundo suporte e uma segunda camada de adesivo; f) aplicar uma camada de separação a uma ou ambas as primeiras ou segundas camadas, de modo que a primeira e a segunda camadas de adesivo são voltadas para o lado oposto da camada de divisão; e g) laminar o primeiro e o segundo componentes de fita junto com a camada de divisão entre a primeira e a segunda camadas de suporte, pelo qual a camada de divisão compreende uma área média contínua e ininterrupta que se estende na direção longitudinal da fita de emenda, e dotada de protuberâncias afuniladas repetidas com pontas achatadas projetando-se da dita área média em direção a ambas as bordas longitudinais da fita de emenda.
[0067] As fitas da presente invenção podem ser produzidas por qualquer método adequado fornecido para produzir construções de fita em múltiplas camadas. Um método preferencial para produção da fita de emenda de acordo com a presente invenção é empregado da seguinte forma: O primeiro e o segundo componentes podem ser fornecidos inicialmente como artigos separados e completos, com ou sem camadas de barreira já presentes das camadas de suporte. Exemplos adequados de fitas disponíveis para comercialização que poderiam ser usadas como primeiro e/ou segundo componentes, incluem fitas repolpáveis disponíveis sob a designação comercial fita 9969 junto à 3M Company.
[0068] O lado de suporte do segundo componente de fita pode ser revestido com uma camada de barreira com o uso de um cilindro de revestimento anilox. A espessura da camada de barreira aplicada pode ser controlada pela seleção de um cilindro anilox com um volume teórico desejado. Em uma modalidade preferencial, a camada de barreira é uma laca curável por UV que é curada com o uso de um bulbo de vapor de mercúrio de 3 kW.
[0069] A tira removível no primeiro componente de fita pode ser fendida para formar a primeira e a segunda porções. A tira de revestimento pode também ser fendida para formar uma terceira porção, se for desejado. Adicionalmente, perfurações pode ser formadas na segunda porção de uma tira, se desejado. O lado de suporte do primeiro componente de fita pode ser revestido com uma camada de barreira, para aquelas modalidades em que a primeira camada de carreira deve ser incluída. Assim como para o segundo componente de fita a camada de barreira pode ser aplicada com o uso de um cilindro de revestimento anilox com um volume teórico desejado.
[0070] Em um aspecto preferencial a cura da laca curável por UV que fornece a primeira camada de barreira pode ser feita com o uso de um bulbo de vapor de mercúrio de 3 kW. A camada de divisão pode ser fornecida sob a forma de uma terceira camada adesiva e pode, então, ser aplicada como revestimento sobre a camada de suporte de cada componente de fita.
[0071] Em um outro aspecto preferencial, a camada de divisão, que é, de preferência, uma terceira camada adesiva é aplicada como revestimento sobre a primeira camada de barreira do primeiro componente fita com o uso de um cilindro de impressão que fornece um formato de protuberância e ao qual o terceiro adesivo é transferido por meio de um cilindro de revestimento anilox com um volume teórico desejado. O primeiro e o segundo componentes de fita podem então ser laminados de modo que a terceira camada adesiva una os componente de modo separável.
[0072] De preferência, a preparação do primeiro e do segundo componentes de fita para laminação em uma fita de emenda é executada simultaneamente ou alternativamente em sequência. Ademais, não é necessário que os componentes de fita sejam fornecidos como artigos acabados e separados a si mesmos. Os componentes podem ser fabricados imediatamente antes do conjunto final da fita de emenda.
[0073] Com o benefício dos ensinamentos do presente pedido, o versado na técnica pode selecionar os materiais adequados para os vários componentes da fita de emenda para fornecer uma força de rompimento e força de descolamento desejadas entre o primeiro e o segundo componentes de fita. Por exemplo, a força de colagem entre a primeira camada adesiva e porções submetidas a união da manta devem ser maiores que a força de rompimento necessária para separar os componentes da fita de união em uso. De modo similar, a força de ligação entre a segunda camada adesiva e a superfície externa da próxima até a última volta do novo rolo deve ser maior que a força de rompimento necessária para separar os componentes da fita de emenda em uso. Em outras palavras, ambas as forças de ligação devem ser maiores que as forças de rompimento e descolamento.
[0074] A divisão da fita pode ser alcançada por falha adesiva ou coesiva da camada de divisão, delaminação do suporte ou qualquer combinação dos mesmos. Se for desejado separar a fita de emenda por separação coesiva da fita de divisão, então a resistência coesiva e o design geométrico da camada de divisão definirão a força de rompimento e força de descolamento da fita de emenda. Nesta execução, a força de ligação entre a primeira camada de suporte e a camada de divisão devem ser maiores que a resistência coesiva da camada de divisão. De modo similar, a força de ligação entre a segunda camada de suporte e a camada de divisão devem ser maiores que a resistência coesiva da camada de divisão. Em outras palavras, as forças de ligação devem ser maiores que a resistência coesiva da camada de divisão.
[0075] Se for desejado que a fita de emenda realize a delaminação entre a primeira camada de suporte e a camada de divisão, de modo que a camada de divisão permaneça substancialmente no segundo componente de fita, então as seguintes condições devem ser satisfeitas. A força de ligação entre a primeira camada de suporte e a camada de divisão deve ser menor que a resistência coesiva da camada de divisão e a força de ligação entre a segunda camada de suporte e a camada de divisão.
[0076] Alternativamente, se for desejado que a fita de emenda realize a delaminação entre a segunda camada de suporte e a camada de divisão, de modo que a camada de divisão permaneça substancialmente no primeiro componente de fita, então as seguintes condições devem ser satisfeitas. A força de ligação entre a segunda camada de suporte e a camada de divisão deve ser menor que a resistência coesiva e a força de ligação entre a primeira camada de suporte e a camada de divisão.
[0077] Em um aspecto preferencial, a divisão da fita é alcançada por falha coesiva da camada de divisão conforme descrito acima.
[0078] De acordo com ainda um outro aspecto, a presente invenção refere-se ao uso de uma fita de emenda conforme descrito acima, para a mudança de rolo contínua do material de manta plana enrolada para formar rolos. Métodos adequados de uso da fita de emenda para fazer uma mudança de rolo contínua entre o rolo vazio do material da manta plana e um novo rolo de material de manta plana serão identificados facilmente pelos versados na técnica de fitas de emenda. Quaisquer métodos de emenda estática ou dinâmica convencionais podem ser usados no contexto da presente invenção. De preferência, a fita de emenda da invenção é usada em um método de emenda contínua. Essa operação de emenda preferencial é ilustrada nas Figuras 10 e 11. A presente invenção será explicada adicionalmente com referência às figuras em anexo.
[0079] Na Figura 1, uma vista em corte lateral de uma modalidade da fita de emenda 1 para mudança de rolo contínua é apresentada. A fita de emenda 1 compreende um primeiro componente de fita que inclui uma primeira camada de suporte 2 e uma primeira camada adesiva 3 em uma primeira superfície da primeira camada de suporte 2. A fita de emenda 1 compreende adicionalmente um segundo componente de fita que inclui uma segunda camada de suporte 4 e uma segunda camada adesiva 5 sobre uma primeira superfície da segunda camada de suporte 4. O adesivo usado para a primeira e segunda camadas adesivas 3, 5 é, de preferência, um adesivo como apresentado na patente US 7.931.774 B2.
[0080] Ademais, a fita de emenda 1 da invenção compreende adicionalmente a camada de divisão 6 unindo a primeira camada de suporte 2 e a segunda camada de suporte 4, de modo que a primeira e segunda camadas adesivas 3, 5 são voltadas para o lado oposto da camada de divisão 6. Em outras palavras, a camada de divisão 6 é interposta entre a primeira e a segunda camada de suporte 2, 4.
[0081] A primeira e a segunda camadas adesivas 3 e 5 são escolhidas partir de adesivos à base de acrilato e dotado de tiras removíveis, que compreendem cada uma primeira porção 8, uma segunda porção 9 e uma terceira porção 10 que se estendem ao longo do comprimento da fita de emenda 1. As porções 8, 9, 10 da tira removível são separadas umas das outras por linhas de marcação 11 que se estendem ao longo do comprimento da fita de emenda 1 adjacente à primeira e a segunda bordas longitudinais da fita de emenda 1.
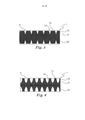
[0082] A Figura 2 representa uma vista superior de uma modalidade da fita de emenda 1 em que a camada de suporte superior 2 é removida para permitir uma vista livre do perfil da camada de divisão 6. A camada de divisão 6 compreende uma área média contínua e ininterrupta 7 que se estende em direção longitudinal da fita de emenda 1. A partir da área média 7, protuberâncias afuniladas 12 com pontas achatadas 13 projetam-se em direção às bordas longitudinais e fita de emenda 1 de maneira repetida. As protuberâncias 12 têm perfis substancialmente idênticos em ambos os lados da área média 7, no exemplo corrente, um perfil convexo com bordas laterais elipsóides 14 é mostrado.
[0083] A Figura 3 mostra uma porção ampliada da fita de emenda 1 mostrada na Figura 2. Conforme pode ser visto na Figura 3, as pontas achatadas 13 têm um recesso (r) a partir das bordas longitudinais da fita de emenda 1. Ademais, as pontas achatadas 13 têm uma largura (l) e estão dispostas a uma distância (d) umas das outras, de modo que no exemplo corrente, uma razão entre a largura média das pontas achatadas 13 na direção longitudinal até a distância média entre as pontas achatadas adjacentes 13 é cerca de 1 : 1.5.
[0084] Na Figura 4, é mostrado um quadro ampliado de uma ponta alternativamente achatada 13. Neste exemplo, a ponta achatada 13 é ligeiramente inclinada. A partir de uma linha de base (b) da ponta achatada 13, que é definida pela mudança drástica de inclinação das bordas laterais 14 da protuberância 12, o meio da ponta 13 tem uma altura (h). No caso presente, a razão entre a largura da base da ponta 13 para a altura (h) da ponta 13 é cerca de 20 : 1.
[0085] As Figuras 5 a 9 mostram modalidades alternativas da fita de emenda 1. Na Figura 5, as protuberâncias têm bordas laterais lineares 14, enquanto que as bordas laterais 14 da fita 1 na Figura 6 são côncavas.
[0086] Na Figura 7, uma outra modalidade alternativa é mostrada, em que as protuberâncias 12 em lados opostos da área média 7 são dispostos em um offset (o) de modo que a linha do centro de uma protuberância 12 em um lado passa através do meio de duas protuberâncias adjacentes 12 no lado oposto. O offset (o) pode ter qualquer valor e não se limita à modalidade mostrada na Figura 7. Além disso, o offset pode ser combinado com qualquer formato de protuberância e não deve ser entendido como limitado a protuberâncias côncavas 12 conforme mostrado na presente figura.
[0087] Na Figura 8, uma outra modalidade alternativa da fita de emenda 1 é apresentada. Nesse caso, as protuberâncias 12 em um lado da área média 7 têm um formato convexo enquanto que no lado oposto, as protuberâncias 12 têm bordas laterais lineares 14.
[0088] A Figura 9 mostra uma outra modalidade alternativa da fita de emenda 1 da invenção, em que os pares de protuberâncias opostas 12 têm bordas laterais lineares e bordas laterais convexas 14, considerando que esses formatos diferentes são dispostos em uma maneira alternativa.
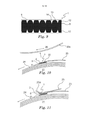
[0089] Nas Figuras 10 e 11, é ilustrado o método de uso da fita de emenda 1 da invenção para fazer uma mudança de rolo contínua entre o rolo vazio de um material laminar 20 e um novo rolo de material laminar 21. A Figura 10 mostra o início do processo. Uma porção da borda anterior 22 da volta externa 23 do novo rolo 21 é levantada e a fita de emenda 1 é fixada com sua camada de suporte mais baixa 4 em relação à volta seguinte de material laminado 24. As camadas adesivas não são indicadas por questões de simplicidade.
[0090] A porção de borda anterior 22 é fixada a uma parte da camada de suporte superior 2 da fita de emenda 1. A área adicional da camada de suporte superior 2 ou a respectiva camada adesiva 3 permanece exposta de modo que a superfície do material laminar do rolo vazio 20 pode aderir a essa área. Para executar a mudança de rolo, o novo rolo 21 é movido em direção a uma superfície do rolo vazio 20 até que o material laminar do rolo vazio 20 entra em contato com a camada adesiva exposta da fita de emenda 1.
[0091] O processo de emenda é ilustrado na Figura 11. Para fazer a emenda, o novo rolo 21 é girado ao redor de seu eixo de simetria longitudinal e trazido para uma velocidade periférica proporcionalmente à velocidade linear da folha de manta em movimento do rolo esvaziado 20. No momento adequado quando o rolo esvaziado está próximo à expiração e a borda anterior 22 do novo rolo 21 está em uma posição rotacional adequada em relação a folha de manta em movimento do rolo esvaziado 20, a manta em movimento do rolo esvaziado 20 é movida, por exemplo por meio de um cilindro, em direção à porção da borda anterior 22 da volta externa 23 do novo rolo 21 de modo que a manta em movimento do rolo esvaziado é aderida à superfície exposta restante da camada adesiva superior da fita de emenda 1.
[0092] A lâmina de manta em movimento 20a do rolo esvaziado 20 e o novo rolo giratório 21 exercem juntos uma força de descolamento na fita de emenda 1 conforme mostrado na Figura 11. Isso faz com que o primeiro e o segundo componentes de fita de emenda 1 separem-se. A separação inicia em uma primeira borda dianteira da fita de emenda 1 e progride ao longo da largura da fita de emenda 1 até uma segunda borda posterior da fita e emenda 1. Na separação dos componentes de fita de emenda 1, a segunda camada de suporte 4 permanece aderida à segunda camada adesiva 5 até a superfície superior da volta próxima à volta externa 24 e a primeira camada de suporte 2 permanece aderida pela primeira camada adesiva 3 até a emenda entre a volta externa 23 do novo rolo 21 e a lâmina de manta em movimiento 20a do rolo esvaziado 20. Durante ou após o momento da emenda da fita de emenda 1 ser feita, o rolo esvaziado 20 e o novo rolo 21 são separados cortando-se o material laminar 20a com uma faca 25.
[0093] Nas Figuras 12 a 16, apresenta-se a força de divisão dependente do formato da camada de divisão. Nos diagramas, a força de divisão é registrada em relação à largura da fita de uma borda longitudinal transversalmente à outra borda longitudinal. Conforme estabelecido acima, o processo de emenda pode ser dividido em uma fase inicial, em que a força de rompimento deve ser aplicada para iniciar o processo de divisão e uma fase de descolamento sucessiva para continuar a divisão.
[0094] O item 1 é uma fita de emenda (1) para mudança de rolo contínua, sendo que a fita de emenda compreende: h) um primeiro componente de fita que inclui uma primeira camada de suporte 2 e uma primeira camada adesiva (3) em uma primeira superfície da primeira camada de suporte (2), i) um segundo componente que inclui a a segunda camada de suporte (4) e uma segunda camada adesiva (5) em uma primeira superfície da segunda camada de suporte (4) e j) uma camada de divisão (6) unido a primeira camada de suporte (2) e a segunda camada de suporte (4), de modo que a primeira e a segunda camadas adesivas (3 e 5) são voltadas para o lado oposto da camada de divisão (6), sendo que a camada de divisão (6) compreende uma área média contínua e ininterrupta (7) que se estende na direção longitudinal da fita de emenda e dotada de protuberâncias afuniladas repetidas (12) com pontas achatadas (13) que se projetam da área média (7) em direção a ambas as bordas longitudinais da fita de emenda (1).
[0095] O Item 2 é a fita de emenda de acordo com item 1, em que as pontas achatadas (13) formam uma reentrância a partir das bordas longitudinais da fita de emenda (1).
[0096] O item 3 é a fita de emenda de acordo com qualquer um dos itens 1 ou 2, em que a camada de divisão (6) estende-se sobre ao menos 70% da largura da fita, de preferência ao menos 80% da largura da fita e, com a máxima preferência, ao menos 90% da largura da fita.
[0097] O item 4 é a fita de emenda de acordo com qualquer um dos itens anteriores, sendo que a camada de divisão (6) é disposta centralmente sobre o eixo longitudinal da fita de emenda (1).
[0098] O item 5 é a fita de emenda de acordo com qualquer um dos itens anteriores, sendo que a ponta achatada (13) tem uma borda reta, que é, de preferência, substancialmente paralela ao eixo longitudinal da fita de emenda (1).
[0099] O item 6 é a fita de emenda de acordo com qualquer um dos itens 1 a 4, sendo que a ponta achatada (13) é inclinada de modo que a razão entre a largura da base (l) da ponta (13) até a altura (a) da ponta (13) é pelo menos 1 : 1, de preferência pelo menos 2: 1, com mais preferência pelo menos 5 : 1, com mais preferência ainda pelo menos 10 : 1.
[00100] O item 7 é a fita de emenda de acordo com qualquer um dos itens anteriores, sendo que sobre uma ou de preferência ambas as bordas longitudinais da fita, a razão entre a largura média (l) das pontas achatadas (13) na direção longitudinal até a distância média (d) entre as pontas achatadas adjacentes (13) fica na faixa de 10 : 1 a 1 : 10, de preferência 5 : 1 a 1 : 5.
[00101] O item 8 é a fita de emenda de acordo com qualquer um dos itens anteriores, em que as protuberâncias afuniladas repetidas (12) exibem substancialmente perfis iguais ou diferentes, sendo que os perfis são de preferência substancialmente idênticos em cada lado da área média, de preferência em ambos os lados da área média.
[00102] O item 9 é a fita de emenda de acordo com qualquer um dos itens anteriores, sendo que as protuberâncias afuniladas repetidas (12) em lados opostos da área média (7) são dispostas simetricamente como uma reflexão de espelho.
[00103] O item 10 é a fita de emenda de acordo com qualquer um dos itens 1 a 8, sendo que as protuberâncias afuniladas repetidas (12) em lados opostos da área média (7) são dispostos de modo deslocado.
[00104] O item 11 é a fita de emenda de acordo com qualquer um dos itens anteriores, em que as bordas laterais das protuberâncias afuniladas de repetição (12) são inclinadas, serrilhadas, côncavas, convexa e/ou retas, e têm de preferência um formato selecionado do grupo que consiste em elipsoidal, semicircular, sinusoidal, parabólico, hiperbólico, e quaisquer combinações dos mesmos.
[00105] O item 12 é uma fita de emenda de acordo qualquer um dos itens anteriores, sendo que o material da camada de divisão (6) é escolhido do grupo formado por papel divisível, adesivos, filmes divisíveis, camadas de UV curado, superfícies eletrostaticamente aderidas com camadas ligadas por forças Van der Waals ou outras forças similares, e quaisquer combinações ou misturas dos mesmos. De preferência, o material da camada de divisão (6) é escolhido de um adesivo.
[00106] O item 13 é a fita de emenda de acordo com qualquer uma das reivindicações anteriores, em que a primeira e a segunda camadas de suporte (2 e 4) compreendem um material de suporte repolpável.
[00107] O item 14 é a fita de emenda de acordo com qualquer um dos itens anteriores, sendo que a primeira e a segunda camadas de suporte (2 e 4) compreendem camadas de suporte celulósicas.
[00108] O item 15 é a fita de emenda de acordo com qualquer um dos itens anteriores, sendo que a primeira e a segunda camadas de suporte (2 e 4) compreendem camadas de suporte de papel.
[00109] O item 16 é a fita de emenda de acordo com qualquer um dos itens anteriores, sendo que a camada de barreira é compreendida entre a camada de divisão (6) e pelo menos uma da primeira e da segunda camadas de suporte (2 e 4).
[00110] O item 17 é a fita de emenda de acordo com item 16, em que a camada de barreira compreende uma laca.
[00111] O item 18 é a fita de emenda de acordo com qualquer item 16 ou 17, em que a camada de barreira compreende uma camada de barreira curável por UV.
[00112] O item 19 é a fita de emenda de acordo com qualquer um dos itens anteriores, em que a camada de divisão (6) compreende um adesivo à base de água.
[00113] O item 20 é a fita de emenda de acordo com qualquer um dos itens anteriores, em que a camada de divisão (6) compreende um adesivo à base de emulsão de resina sintética.
[00114] O item 21 é a fita de emenda de acordo com qualquer um dos itens anteriores, que em uso separa-se por separação coesiva da camada de divisão (6) .
[00115] O item 22 é a fita de emenda de acordo com qualquer um dos itens anteriores, que em uso separa por delaminação entre a camada de divisão (6) e cada da primeira e segunda camadas de suporte (2 e 4).
[00116] O item 23 é a fita de emenda de acordo com qualquer um dos itens anteriores, em que uma tira removível é fornecida em pelo menos uma da primeira e segunda camadas adesivas, em que a tira removível compreende uma primeira porção (8) e uma segunda porção (9), cada uma sendo separável independentemente da fita de emenda (1).
[00117] O item 24 é a fita de emenda de acordo com qualquer um dos itens anteriores, em que a tira removível compreende uma primeira porção (8), uma segunda porção (9), e uma terceira porção (10), em que a primeira porção (8) estende-se ao longo do comprimento da fita de emenda (1) adjacente a uma primeira borda longitudinal da fita de emenda (1), a terceira porção (10) estende-se ao longo do comprimento da fita de emenda (1) adjacente a uma segunda borda longitudinal da fita de emenda (1), e a segunda porção (9) estende-se ao longo do comprimento da fita de emenda (1) entre a primeira e terceira porções (8, 10), e em que a segunda porção (9) da fita de emenda (1) inclui uma pluralidade de linhas marcadas ou perfuradas estendendo-se através do comprimento da segunda porção.
[00118] O item 25 é a fita de emenda de acordo com qualquer um dos itens anteriores, sendo que a fita de emenda (1) tem uma força de rompimento mínima de pelo menos 0,09 N/25 mm (largura de10 g/25 mm) da fita quando medida de acordo com o método de teste descrito na seção experimental.
[00119] O item 26 é um método de fabricação da fita de emenda (1) para mudança de rolo contínua, sendo que o dito método compreende as etapas de: a) fornecer um primeiro componente de fita incluindo uma primeira camada de suporte (2) e a primeira camada adesiva(3); b) fornecer um segundo componente fita incluindo uma segunda camada de suporte (4) e uma segunda camada adesiva(5); c) aplicar uma camada de divisão (6) a uma ou ambas da primeira e da segunda camadas de suporte (2 e 4), de modo que a primeira e a segunda camadas adesivas (3 e 5) são voltadas para o lado oposto da camada de divisão (6); e d) laminar o primeiro e o segundo componentes de fita junto com a camada de divisão (6) entre a primeira e a segunda camadas de suporte (2 e 4), de modo que a camada de divisão (6) compreende uma área média contínua e ininterrupta (7) que se estende na direção longitudinal da fita de emenda (1), e dotada de protuberâncias afuniladas repetidas (12) com pontas achatadas (13) que se projetam da área média (7) em direção a ambas as bordas longitudinais da fita de emenda (1).
[00120] O item 27 é o uso de uma fita de emenda de acordo com qualquer itens anteriores, para mudança de rolo contínua de um material de manta plana enrolada para formar rolos.
[00121] Como amostra de teste, é usada a fita “3M Scotch™ disponível para comercialização sob a marca registrada Fita de Emenda Contínua Divisível Repolpável R9996 (largura de fita 75 mm)”.
[00122] Amostra 1 (comparativa): Uma seção da fita é cortada em peças retangulares de 25 mm x 75 mm, e usada posteriormente para testar 5 retângulos para 5 folhas de teste. A dimensão longa de 75 mm de cada retângulo corresponde à largura da fita de modo que o teste de rompimento e forças de descolamento posteriores é feito transversalmente à largura da fita.
[00123] Amostra 2 (de acordo com a invenção): A partir de uma segunda seção da mesma fita, padrões de elipse são cortados. Cada elipse tem um eixo geométrico curto de 25 mm, e um eixo longo de 70 mm quando medido até a borda anterior plana da elipse. As pontas planas de cada formato de elipse são tomadas para compor a borda rebaixada da fita original de 2,5 mm da borda da fita longitudinal. Então as elipses são cortadas em uma linha reta umas das outras 5 elipses para resultar em 5 folhas de teste. Cada elipse mede 25 mm transversalmente (eixo geométrico curto) x 70 mm ao longo (eixo longo - borda plana a borda plana). A borda plana anterior mede cerca de 8 - 10 mm transversalmente.
[00124] Amostra 3 (comparativa): A partir de uma terceira seção da mesma fita, padrões de Elipse são cortados. Cada elipse tem um eixo geométrico curto de 25 mm, e um eixo geométrico longo de 70 mm quando medido até a ponta arredondada da elipse. As pontas arredondadas de cada formato de elipse são localizadas para compor a borda rebaixada da fita original de 2,5 mm da borda da fita longitudinal. Então as elipses são cortadas em uma linha reta umas das outras 5 elipses para resultar em 5 folhas de teste. Cada elipse mede 25 mm (eixo geométrico curto) x 70 mm (eixo longo - ponta a ponta).
[00125] Amostra 4 (comparativa): Finalmente, a partir das amostras não usadas da seção 3, são cortados padrões de Elipse. Cada elipse tem um eixo longo de 70 mm quando medido até as pontas arredondadas da elipse, e um eixo curto (porção estreita apenas quando extrapolada (veja a linha tracejada) de cerca de 10 mm. As pontas arredondadas de cada formato de elipse são localizadas para compor a borda rebaixada da fita original de 2,5 mm da borda da fita longitudinal. 5 elipses são preparadas dessa forma para resultar em 5 folhas de teste. A ponta da porção estreita da elipse é usada como a borda anterior em todos os procedimentos de teste para esta seção.
[00126] Para cada um dos 4 grupos de amostra acima, o teste foi realizado da seguinte forma:
[00127] Cada folha de teste é aderida a um painel de teste de Alumínio limpo e deixado para climatizar a 23°C e 50% de umidade relativa durante 24 horas. Então a tira é removida da camada superior de cada folha de teste para expor o lado adesivo da emenda. A borda anterior de cada painel é tomada para ser a extremidade mais distante da linha de marcação na fita protetora/. No caso da amostra 4 - elipse estreita, a extremidade estreita é tomada para ser a borda anterior.
[00128] Para cada folha de teste, uma peça de papel de impressão de 80 g/sqm não-revestida (30 mm x 150 mm) é aderida de modo que a extremidade longa estende-se além da extremidade anterior da folha de teste.
[00129] O painel de teste Al é fixado em uma posição horizontal a um testador de tração Z-005 Zwick (célula de carga 1-10 N) enquanto que a extremidade da tira de papel é inserida nas garras do testador de tração (cabeça 0 - 10 N). O equipamento para teste é ajustado para registrar uma força de divisão mínima (modo de descolamento 90°) de 0,01 N. Durante o teste, a fita de papel é puxada em uma direção perpendicular ao plano do painel Al, de modo que a folha de teste de divisão entre a tira de papel e o painel Al é dividida a uma velocidade de 300 mm /min e em um ângulo de 90°, conforme descrito no procedimento de método de teste ASTM D3330 (F). O painel Al é ajustado para mover-se na mesma velocidade de modo que o ângulo de força de tração de 90° é mantido durante todo o teste.
[00130] A força necessária para dividir a folha de teste como descrito acima é registrada em Newtons.
[00131] Para cada conjunto de 5 folhas de teste, 5 gráficos são registrados. Uma curva média é então gerada para cada conjunto de 5 amostras resultando no gráfico médio mostrado nas Figuras 12 a 15. A força de divisão registrada a 4 mm é tomada como ponto de referência para estimar a força de rompimento.
[00132] A fita de emenda divisível da invenção realiza pelo menos duas funções combinadas durante a execução de uma mudança de rolo. A primeira função é manter o novo rolo junto durante e preparação da emenda e durante a aceleração do rolo a 40 km / hora (com frequência velocidades mais altas), à medida que a manta que está terminando e o novo rolo são deixados ao ar livre até atingir velocidades equivalentes. A capacidade de realizar esta função é medida pela “força de rompimento” (FDR) aqui considerada a força de divisão medida a 4 mm da borda anterior da fita de emenda. Forças de rompimento muito baixas podem levar a um risco alto de “pré-divisão” da fita, seja durante a preparação da emenda, ou durante a aceleração do rolo antes de a emenda real ocorrer, causando um risco aumentado de mudanças de rolo mal sucedidas.
[00133] A segunda função realizada pela emenda de fita da invenção é a separação suave no instante da emenda, sem causar um aumento súbito na tensão da manta e no término da manta (mencionado, na presente invenção, como “solavanco”). Um risco alto de “solavanco” é refletido por um coeficiente angular íngreme 15, tomado com a razão da força de divisão (y) / distância (x) a 7 mm da borda da fita anterior no gráfico de divisão (conforme mostrado nas Figuras 12 a 16). Um risco alto de “solavanco” pode também levar a um risco aumentado de mudanças de rolo mal sucedidas.
[00134] A Figura 12 mostra um diagrama representando a força de divisão de uma camada de divisão que tem um formato retangular com 70 mm de largura (eixo Y) e um comprimento (eixo X) de 25 mm (exemplo comparativo). A Figura 12 mostra uma curva típica com um “alto risco de solavanco”. O coeficiente angular íngreme 15, combinado com uma alta força de rompimento (0,42 N, tomada como referência), e força de descolamento continuamente alta força de divisão além de 7 mm a partir da borda anterior é mais propenso a causar um aumento brusco na tensão da manta no instante da emenda, levando a um risco mais alto de mudanças de rolo mal sucedidas. Essa execução de camadas de divisão particular tem, entretanto, um risco mínimo de “pré-divisão”. A medida do “risco de solavanco”, refletido pelo coeficiente angular 15 e tomado como a razão da força de divisão (y) / distância (x) a 7 mm da borda da fita anterior no gráfico de divisão, corresponde a 0,11 N/mm.
[00135] A Figura 13 mostra a força de divisão de uma camada de divisão na forma de uma elipse de cabeça achatada com 70 mm de largura (eixo Y) e um comprimento máximo (eixo X) de 25 mm na parte média e comprimento de 15 mm das pontas achatadas para uso na presente invenção. A configuração da camada de divisão com protuberâncias afuniladas combinada com as pontas achatadas que se projetam em direção a ambas as bordas longitudinais da fita de emenda produz uma redução significativa no coeficiente angular (22% de redução) levando a um perfil de abertura mais liso e gradual. A medida do “risco de solavanco”, refletido pelo coeficiente angular 15, corresponde a 0,086 N/mm. A força de rompimento, que reflete o risco de “pré-divisão”, é diminuída por apenas 9,5% (isto é, menos que 10%) e corresponde a 0,38 N. Isso, juntamente com uma força de descolamento máxima não significativamente mais alta que a força de divisão a 7 mm, produz um perfil de divisão equilibrado com um “risco de solavanco” significativamente inferior combinado com uma força de rompimento mais alta o suficiente para produzir um risco mínimo de “pré-divisão”.
[00136] A Figura 14 mostra um diagrama representando a força de divisão de uma camada de divisão sob a forma de uma elipse com 70 mm de largura (eixo Y) e um comprimento máximo (eixo X) de 25 mm na parte média (exemplo comparativo), sendo que a configuração da camada de divisão mostrada compreende protuberâncias afuniladas idênticas àquelas da Figura 13, mas sem pontas achatadas. A ausência de pontas achatadas leva a uma diminuição aguda no coeficiente angular em comparação com aquela da Figura 13. Enquanto isso reduz enormemente o “risco de solavanco”, também reduz fortemente a força de rompimento que leva a um alto risco de pré-divisão. A medida do “risco de solavanco”, refletida pelo coeficiente angular 15, corresponde a 0,057 N/mm (redução de 48%), enquanto que a força de rompimento é diminuída em, 52% atingindo apenas 0,20 N.
[00137] A Figura 15 é um diagrama representando a força de divisão de uma camada de divisão sob a forma de uma elipse com 70 mm de largura (eixo Y) e um comprimento máximo (eixo geométrico X) de 10 mm no meio (Exemplo comparativo). Como tal, a Figura 15 mostra o efeito sobre o perfil de divisão quando protuberâncias afuniladas mais estreitas são usadas, novamente sem as pontas achatadas. O coeficiente angular é nesse momento muito gradual (risco de solavanco virtualmente zero), mas inevitavelmente, a força de rompimento é reduzida a um nível que introduz um risco ainda mais alto de pré-divisão. A medida do “risco de solavanco”, refletida pelo coeficiente angular 15, corresponde a 0,027 N/mm (75% de redução), enquanto a força de rompimento é reduzida em 62% atingindo apenas 0,16 N. Consequentemente, uma fita de emenda com um perfil de camada de divisão conforme descrito na Figura 15, é muito mais propensa a causar pré-divisão e mesmo pré-abertura durante a aceleração no novo rolo antes da operação de emenda.
[00138] Na Figura 16, todos os diagramas são compilados de modo a permitir uma comparação direta entre os exemplos comparativos e o exemplo de acordo com a invenção. As referências seguintes aplicam-se à Figura 16: diagrama 1 (Figura 12); diagrama 2 (Figura 13); diagrama 3 (Figura 14) e diagrama 4 (Figura 15).
[00139] Em suma, as fitas de emenda de acordo a invenção mostram um comportamento de divisão mais suave combinado com uma baixa tendência a pré-divisão.
Claims (13)
1. Fita de emenda (1) para mudança de rolo contínua, a dita fita de emenda compreendendo: um primeiro componente de fita que inclui uma primeira camada de suporte (2) e uma primeira camada adesiva (3) em uma primeira superfície da dita primeira camada de suporte (2), um segundo componente de fita que inclui a segunda camada de suporte (4) e uma segunda camada adesiva (5) em uma primeira superfície da dita segunda camada de suporte (4) e uma camada de divisão (6) unindo a dita primeira camada de suporte (2) e a dita segunda camada de suporte (4), de modo que a dita primeira e segunda camadas adesivas (3, 5) são voltadas para o lado oposto da camada de divisão (6), CARACTERIZADA pelo fato de que a dita camada de divisão (6) compreende uma área média contínua e ininterrupta (7) que se estende na direção longitudinal da dita fita de emenda (1) e dotada de protuberâncias afuniladas repetidas (12) com pontas achatadas (13) que se projetam da área média (7) em direção a ambas as bordas longitudinais da dita fita de emenda (1).
2. Fita de emenda, de acordo com a reivindicação 1, CARACTERIZADA pelo fato de que as pontas achatadas (13) formam um recesso a partir das bordas longitudinais da dita fita de emenda (1).
3. Fita de emenda, de acordo com a reivindicação 1, CARACTERIZADA pelo fato de que a camada de divisão (6) estende-se sobre pelo menos 70% da largura da fita.
4. Fita de emenda, de acordo com a reivindicação 1, CARACTERIZADA pelo fato de que a camada de divisão (6) é disposta centralmente no eixo longitudinal da dita fita de emenda (1).
5. Fita de emenda, de acordo com a reivindicação 1, CARACTERIZADA pelo fato de que a ponta achatada (13) tem uma borda reta, que é, de preferência, disposta substancialmente paralela às bordas longitudinais da dita fita de emenda (1).
6. Fita de emenda, de acordo com a reivindicação 1, CARACTERIZADA pelo fato de que as pontas achatadas (13) são inclinadas de modo que a razão entre a largura da base (l) da ponta (13) para a altura (a) da ponta (13) é pelo menos 1:1.
7. Fita de emenda, de acordo com a reivindicação 1, CARACTERIZADA pelo fato de que em uma ou ambas as bordas longitudinais da dita fita, a razão entre a largura média (l) das pontas achatadas (13) na direção longitudinal para a distância média (d) entre as pontas achatadas adjacentes (13) varia de 10:1 a 1:10.
8. Fita de emenda, de acordo com a reivindicação 1, CARACTERIZADA pelo fato de que as protuberâncias afuniladas repetidas (12) exibem perfis substancialmente iguais ou diferentes, em que os perfis são substancialmente idênticos em cada lado da área média.
9. Fita de emenda, de acordo com a reivindicação 1, CARACTERIZADA pelo fato de que as protuberâncias afuniladas repetidas (12) em lados opostos da área média (7) são dispostas de forma simetricamente espelhada.
10. Fita de emenda, de acordo com a reivindicação 1, CARACTERIZADA pelo fato de que as protuberâncias afuniladas repetidas (12) em lados opostos da área média (7) estão dispostas de forma deslocada.
11. Fita de emenda, de acordo com a reivindicação 1, CARACTERIZADA pelo fato de que as bordas laterais das protuberâncias afuniladas repetidas (12) estão dobradas, serrilhadas, côncavas, convexas e/ou retas, e são elipsoidais, semi-circulares, sinusoidais, parabólicas ou hiperbólicas.
12. Fita de emenda, de acordo com a reivindicação 1, CARACTERIZADA pelo fato de que o material da camada de divisão é escolhido a partir do grupo consistindo em papel divisível, adesivos, películas divisíveis, camadas UV curadas, camadas superficiais aderidas eletrostaticamente ligadas via forças de Van der Waals ou outras forças similares, e qualquer combinação destas; em que o material da camada de divisão é escolhido a partir de um adesivo.
13. Método de fabricação de uma fita de emenda (1) para mudança de rolo contínua, o dito método compreendendo as etapas de: fornecer um primeiro componente de fita incluindo uma primeira camada de suporte (2) e uma primeira camada adesiva (3); fornecer um segundo componente de fita incluindo uma segunda camada de suporte (4) e uma segunda camada adesiva (5); aplicar uma camada de divisão (6) a uma ou ambas da dita primeira e a segunda camadas de suporte (2, 4), de modo que a primeira e a segunda camadas adesivas (3, 5) são voltadas para o lado oposto da camada de divisão (6); e laminar o dito primeiro e segundo componentes de fita juntamente com a dita camada de divisão (6) entre a primeira e a segunda camadas de suporte (2, 4), CARACTERIZADO pelo fato de que a dita a camada de divisão (6) compreende uma área média contínua e ininterrupta (7) que se estende na direção longitudinal da dita fita de emenda (1) e dotada de protuberâncias afuniladas repetidas (12) com pontas achatadas (13) que se projetam da área média (7) em direção a ambas as bordas longitudinais da dita fita de emenda (1).
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP12151287.5A EP2615049B1 (en) | 2012-01-16 | 2012-01-16 | Splicing tape for continuous roll change and method of manufacture |
| EP12151287.5 | 2012-01-16 | ||
| PCT/US2013/021633 WO2013109566A1 (en) | 2012-01-16 | 2013-01-16 | Splicing tape for continuous roll change and method of manufacture |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| BR112014017428A2 BR112014017428A2 (pt) | 2017-06-13 |
| BR112014017428A8 BR112014017428A8 (pt) | 2017-07-04 |
| BR112014017428B1 true BR112014017428B1 (pt) | 2020-12-01 |
Family
ID=47604259
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BR112014017428-8A BR112014017428B1 (pt) | 2012-01-16 | 2013-01-16 | fita de emenda para mudança de rolo contínua e método de fabricação |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9339999B2 (pt) |
| EP (1) | EP2615049B1 (pt) |
| JP (1) | JP6042910B2 (pt) |
| BR (1) | BR112014017428B1 (pt) |
| WO (1) | WO2013109566A1 (pt) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102015214193A1 (de) | 2015-07-27 | 2017-02-02 | Tesa Se | Klebeband für den fliegenden Rollenwechsel |
| DE102015222282A1 (de) | 2015-11-12 | 2017-05-18 | Tesa Se | Klebeband und seine Verwendung |
| WO2019175681A1 (en) * | 2018-03-15 | 2019-09-19 | 3M Innovative Properties Company | Splice for pavement tapes |
| WO2019190525A1 (en) * | 2018-03-29 | 2019-10-03 | Nitto Belgium Nv | Adhesive tape for automatic reel change |
| CN118434812A (zh) * | 2021-12-15 | 2024-08-02 | 3M创新有限公司 | 花彩式带包装 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4388432A (en) | 1981-12-15 | 1983-06-14 | Permacel | Repulpable acrylic acid based pressure-sensitive adhesive |
| US4413080A (en) | 1982-06-21 | 1983-11-01 | Minnesota Mining And Manufacturing Co. | Water-dispersible pressure-sensitive adhesive and tape made therewith |
| US4482675A (en) | 1982-12-13 | 1984-11-13 | Colgate-Palmolive Company | Water-soluble, pressure-sensitive adhesive composition, and process for making same |
| US4569960A (en) | 1983-09-06 | 1986-02-11 | Minnesota Mining And Manufacturing Company | Water-dispersible pressure-sensitive adhesive and tape made therewith |
| US5102733A (en) | 1990-07-23 | 1992-04-07 | Avery Dennison Corporation | Repulpable pressure-sensitive adhesive constructions |
| US5125995A (en) | 1990-09-10 | 1992-06-30 | Minnesota Mining And Manufacturing Company | Method of using a water-dispersible pressure sensitive adhesive tape on cloth body coverings |
| EP0605448B1 (en) | 1991-09-23 | 1996-06-19 | Minnesota Mining And Manufacturing Company | PRESSURE SENSITIVE ADHESIVE COMPOSITION WHICH IS REPULPABLE UNDER ACIDIC pH CONDITIONS |
| EP0714374A1 (en) * | 1993-08-27 | 1996-06-05 | Minnesota Mining And Manufacturing Company | Flying splice adhesive tape |
| US5996927A (en) | 1994-04-26 | 1999-12-07 | 3M Innovative Properties Company | Splicing tape, splicing method and splice using the splicing tape |
| DE19628317A1 (de) | 1996-07-13 | 1998-01-15 | Beiersdorf Ag | Klebeband und Verfahren zu seiner Verwendung |
| EP0941954A1 (en) | 1998-03-13 | 1999-09-15 | Minnesota Mining And Manufacturing Company | Splicing tape, splicing method and assembly comprising the splicing tape |
| DE10058956A1 (de) | 2000-11-28 | 2002-06-06 | Tesa Ag | Klebeband |
| DE102005051181A1 (de) | 2005-10-24 | 2007-04-26 | Tesa Ag | Spaltfreudiges Klebeband, seine Verwendung und Werkzeug zu seiner Herstellung |
| US20080087370A1 (en) * | 2006-10-13 | 2008-04-17 | Custom Adhesive Products, Llc | Splicing Tape |
| US7931774B2 (en) | 2006-11-06 | 2011-04-26 | 3M Innovative Properties Company | Acrylic adhesives containing an amine plasticizer |
| DE102008059385A1 (de) * | 2008-06-03 | 2009-12-10 | Tesa Se | Klebeband und seine Verwendung |
| DE102008059384A1 (de) | 2008-06-03 | 2009-12-17 | Tesa Se | Klebeband und seine Verwendung |
| DE102010029181A1 (de) | 2010-05-20 | 2011-11-24 | Tesa Se | Spliceklebeband umfassend zwei spaltfähige Verbindungselemente |
-
2012
- 2012-01-16 EP EP12151287.5A patent/EP2615049B1/en active Active
-
2013
- 2013-01-16 BR BR112014017428-8A patent/BR112014017428B1/pt not_active IP Right Cessation
- 2013-01-16 WO PCT/US2013/021633 patent/WO2013109566A1/en active Application Filing
- 2013-01-16 US US14/372,154 patent/US9339999B2/en active Active
- 2013-01-16 JP JP2014553354A patent/JP6042910B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| EP2615049A1 (en) | 2013-07-17 |
| US9339999B2 (en) | 2016-05-17 |
| BR112014017428A2 (pt) | 2017-06-13 |
| WO2013109566A1 (en) | 2013-07-25 |
| BR112014017428A8 (pt) | 2017-07-04 |
| JP6042910B2 (ja) | 2016-12-14 |
| JP2015513563A (ja) | 2015-05-14 |
| EP2615049B1 (en) | 2015-09-09 |
| US20150030813A1 (en) | 2015-01-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4903353B2 (ja) | フライングスプライス用のテープ、使用方法および製造方法 | |
| BR112014017428B1 (pt) | fita de emenda para mudança de rolo contínua e método de fabricação | |
| JP5734551B2 (ja) | 接着テープおよびその使用 | |
| JP5654215B2 (ja) | 接着テープおよびその使用 | |
| JP2017039911A (ja) | フライングスプライス用接着テープ | |
| JP5571909B2 (ja) | 接着テープ及び使用 | |
| US9034451B2 (en) | Splicing adhesive tape comprising splittable connector elements | |
| JP5554017B2 (ja) | 接着テープおよびその使用 | |
| JP2002505989A (ja) | スプライステープ、スプライス方法およびスプライステープを具備するアセンブリ | |
| JP5620069B2 (ja) | 平坦ウエブ材料のロール交換用接着テープ | |
| JP6122465B2 (ja) | 互いに並行して配置されているラミネート剤ストリップを備えたスプライステープの使用、スプライステープ、該スプライステープを用いたスプライシング方法、及び該スプライステープを含む巻きロール | |
| JP2005500964A (ja) | カレンダー掛け装置上で連続的に接着を行うための接着片 | |
| KR102374526B1 (ko) | 접착 테이프 및 이러한 타입의 접착 테이프를 갖는 플랫 웹 물질 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| B06F | Objections, documents and/or translations needed after an examination request according [chapter 6.6 patent gazette] | ||
| B09A | Decision: intention to grant [chapter 9.1 patent gazette] | ||
| B16A | Patent or certificate of addition of invention granted [chapter 16.1 patent gazette] |
Free format text: PRAZO DE VALIDADE: 20 (VINTE) ANOS CONTADOS A PARTIR DE 16/01/2013, OBSERVADAS AS CONDICOES LEGAIS. |
|
| B21F | Lapse acc. art. 78, item iv - on non-payment of the annual fees in time |
Free format text: REFERENTE A 11A ANUIDADE. |
|
| B24J | Lapse because of non-payment of annual fees (definitively: art 78 iv lpi, resolution 113/2013 art. 12) |
Free format text: EM VIRTUDE DA EXTINCAO PUBLICADA NA RPI 2757 DE 07-11-2023 E CONSIDERANDO AUSENCIA DE MANIFESTACAO DENTRO DOS PRAZOS LEGAIS, INFORMO QUE CABE SER MANTIDA A EXTINCAO DA PATENTE E SEUS CERTIFICADOS, CONFORME O DISPOSTO NO ARTIGO 12, DA RESOLUCAO 113/2013. |