BR102012024903A2 - Sonda de toque de medição, sistema de medição, método para determinação ótica por laser da altura de um cilindro guia de fio, e uso do sistema de medição - Google Patents
Sonda de toque de medição, sistema de medição, método para determinação ótica por laser da altura de um cilindro guia de fio, e uso do sistema de medição Download PDFInfo
- Publication number
- BR102012024903A2 BR102012024903A2 BR102012024903-0A BR102012024903A BR102012024903A2 BR 102012024903 A2 BR102012024903 A2 BR 102012024903A2 BR 102012024903 A BR102012024903 A BR 102012024903A BR 102012024903 A2 BR102012024903 A2 BR 102012024903A2
- Authority
- BR
- Brazil
- Prior art keywords
- touch probe
- laser
- measurement
- touch
- evaluation unit
- Prior art date
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/12—Accessories for subsequent treating or working cast stock in situ
- B22D11/128—Accessories for subsequent treating or working cast stock in situ for removing
- B22D11/1287—Rolls; Lubricating, cooling or heating rolls while in use
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B21/00—Measuring arrangements or details thereof, where the measuring technique is not covered by the other groups of this subclass, unspecified or not relevant
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01C—MEASURING DISTANCES, LEVELS OR BEARINGS; SURVEYING; NAVIGATION; GYROSCOPIC INSTRUMENTS; PHOTOGRAMMETRY OR VIDEOGRAMMETRY
- G01C15/00—Surveying instruments or accessories not provided for in groups G01C1/00 - G01C13/00
- G01C15/002—Active optical surveying means
- G01C15/004—Reference lines, planes or sectors
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B21/00—Measuring arrangements or details thereof, where the measuring technique is not covered by the other groups of this subclass, unspecified or not relevant
- G01B21/02—Measuring arrangements or details thereof, where the measuring technique is not covered by the other groups of this subclass, unspecified or not relevant for measuring length, width, or thickness
- G01B21/04—Measuring arrangements or details thereof, where the measuring technique is not covered by the other groups of this subclass, unspecified or not relevant for measuring length, width, or thickness by measuring coordinates of points
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B5/00—Measuring arrangements characterised by the use of mechanical techniques
- G01B5/004—Measuring arrangements characterised by the use of mechanical techniques for measuring coordinates of points
- G01B5/008—Measuring arrangements characterised by the use of mechanical techniques for measuring coordinates of points using coordinate measuring machines
- G01B5/012—Contact-making feeler heads therefor
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01C—MEASURING DISTANCES, LEVELS OR BEARINGS; SURVEYING; NAVIGATION; GYROSCOPIC INSTRUMENTS; PHOTOGRAMMETRY OR VIDEOGRAMMETRY
- G01C15/00—Surveying instruments or accessories not provided for in groups G01C1/00 - G01C13/00
- G01C15/002—Active optical surveying means
- G01C15/004—Reference lines, planes or sectors
- G01C15/006—Detectors therefor
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Radar, Positioning & Navigation (AREA)
- Remote Sensing (AREA)
- Mechanical Engineering (AREA)
- Length Measuring Devices By Optical Means (AREA)
- Length Measuring Devices With Unspecified Measuring Means (AREA)
Abstract
sonda de toque de medição, sistema de medição, método para determinação ótica por laser da altura de um cilindro guia de fio, e uso do sistema de medição. a invenção refere-se a uma sonda de toque de medição (1) para amostragem de uma superfície circunferencial (21) de um rolo cilindríco (20), e a um método de determinação ótica com laser de uma altura real h~ actual~ de um cilindro guia de fio (20) em um guia de fio por meio de um sistema de medição. é o objetivo de invenção descrever uma sonda de toque de medição (1) e um método por meio do qual a altura real do cilindro guia de fio pode ser determinada rapidamente, com meios simples e com um alto grau de precisão. esse objetivo é alcançado por uma sonda de toque de medição, possuindo pelo menos uma sonda de toque (2) comprendendo uma superfície de toque (3); um perfil guia vertical (4) que é rigidamente conectado à sonda de toque (2); uma unidade de recebimento de laser (5) compreendendo um campo detector (6) e uma unidade de avaliação de distância (7) onde a unidade de recebimento de laser (5) é deslocável em uma direção vertical no perfil guia (4), o campo detector (6) é realizado para detecção de um feixe de laser (8), e a unidade de avaliação de distância (7) pode determinar uma primeiro distância vertical va~1~ do feixe de laser (8) com relação à unidade de recebimento de laser (5); e um dispositivo de medição de deslocamento (9) para determinar uma segunda distância vertical va~ 2~ entre a sonda de toque (2) e a unidade de recebimento de laser (5).
Description
A presente invenção se refere a uma sonda de toque de medição que é adequada para amostrar uma superfície circunferencial de um rolo cilíndrico (por exemplo, um cilindro em um guia de fio de uma máquina de fundir fios, ou um rolo em um leito de rolo de um aparelho de rolamento a frio ou rolamento a quente ou de uma instalação de processamento de tira). A amostragem é compreendida como sendo a percepção de pelo menos um ponto por contato, onde uma superfície de toque da sonda de toque de medição entra em contato com o ponto na superfície circunferencial.
Adicionalmente, a invenção refere-se a um sistema de medição que é adequado para medição ótica por laser da altura de um rolo cilíndrico.
Adicionalmente, a invenção se refere a um método de determinação ótica por laser da altura real HActuai de um cilindro guia de fio em um guia de fios por meio de um sistema de medição. A altura de um cilindro guia de fio é importante para a operação sem problemas de uma máquina de fundição de fios, visto que um fio parcialmente solidificado, em particular, pode suportar apenas baixos níveis de carga mecânica. As cargas mecânicas excessivas, por exemplo, devido a um cilindro guia de fios incorretamente ajustado, pode resultar em tensões de dobra inaceitavelmente altas, que podem resultar em rachaduras no fio, ou mesmo em uma quebra do envoltório fino do fio.
Finalmente, a invenção refere-se ao uso do sistema de medição, de acordo com uma das reivindicações 8 a 9, para execução do método de acordo com qualquer uma das reivindicações de 10 a 14.
É prática comum se nivelar os cilindros em um guia de fios de uma máquina de fundição de fios (também chamados de cilindros guia de fio) em um chamado suporte de nivelamento. Tipicamente nesse caso, uma parte do guia de fios, por exemplo, a estrutura interna ou externa de um segmento guia de fios, é presa ao suporte de nivelamento, e a distância real dos cilindros guia de fio com relação a uma régua de aço é determinada por dispositivos de medição, por exemplo, por um micrômetro de fio. A partir da geometria de instalação do guia de fios, é possível se definir as distâncias do ' ponto de configuração entre a régua e os cilindros, de modo que a altura dos cilindros guia de fio posas ser ajustada exatamente, por exemplo, por calços. Devido à dobra da régua de aço, a determinação das alturas dos cilindros guia de fio é imprecisa e, devido ao grande número de medições manuais, é muito demorada. Uma desvantagem adicional consiste do fato de as alturas não serem percebidas e gravadas automaticamente.
Apesar de o nivelamento ótico com laser de um objeto por meio de uma sonda de toque de medição ser conhecido a princípio a partir do campo técnico de metrologia, as sondas de toque de medição realizada de forma rígida existentes são, não obstante, inadequadas para determinar com precisão e rapidez a altura real, devido às diferenças de altura relativamente grandes entre diferentes cilindros de um segmento guia de fio curvo.
É um objetivo da invenção se superar as desvantagens da técnica anterior, e se descrever um método de determinação da altura real de um cilindro guia de fio em um guia de fios, por meio do qual a sonda de toque de medição e o método a altura real do cilindro guia de fios pode ser determinada
- - rapidamente, isso é, dentro de um curto período de tempo para medição e avaliação,
- - com meios que são os mais simples possível;
- - sem avaliação elaborada; e
- - com um alto grau de precisão.
- - pelo menos uma sonda de toque compreendendo uma superfí-cie de toque;
- - um perfil de guia vertical que é rigidamente conectado à sonda de toque;
- - uma unidade de recebimento de laser compreendendo um campo detector e uma unidade de avaliação de distância, onde a unidade de recepção de laser é deslocável em uma direção vertical no perfil guia, o campo detector é realizado para detectar de um feixe de laser, e a unidade de avaliação de distancia pode determinar uma primeira distância vertical VA1 do feixe de laser com relação à unidade de recebimento de laser; e
- - um dispositivo de medição de deslocamento para determinar uma segunda distância vertical VA2 entre a sonda de toque e a unidade de recebimento de laser.
Nesse caso, um ponto na superfície circunferencial do rolo cilíndrico pode ser amostrado por pelo menos uma sonda de toque compreendendo uma superfície de toque. A partir de um ponto, ou possivelmente também a pluralidade de pontos, na superfície circunferencial, possivelmente levando em consideração a geometria (por exemplo, com base no diâmetro do cilindro conhecido), é possível se deduzir a altura do cilindro. A sonda de toque propriamente dita é rigidamente conectada a um perfil guia vertical da sonda de toque de medição, onde o perfil guia pode ter, por exemplo, um perfil redondo ou poligonal. A sonda de toque de medição possui uma unidade de recebimento de laser compreendendo um campo detector, onde o campo detector é realizado para perceber a altura de um feixe de laser. A unidade de recebimento de laser nesse caso é deslocável no perfil guia, de modo que as alturas superiores à extensão longitudinal do campo detector possam ser sentidas. O campo detector compreende basicamente uma pluralidade de detectores discretos, que são dispostos, por exemplo, em uma coluna ou em uma matriz compreendendo uma pluralidade de colunas. O campo detector propriamente dito é conectado a uma unidade de avaliação de distância, onde a última pode determinar a primeira distância vertical do feixe de laser com relação à unidade de recebimento de laser. Visto que a distância da unidade de recebimento de laser com relação à sonda de toque pode ser determinada por meio de um dispositivo de medição de deslocamento, a segunda distância vertical do feixe de laser da sonda de toque é, dessa forma, também totalmente determinada. O dispositivo de medição de deslocamento nesse caso pode ser integrado, por exemplo, no perfil guia, ou pode ser disposto fora do perfil guia. Todos os dispositivos de medição de deslocamento de contato (por exemplo, potenciômetro) ou dispositivos de medição de deslocamento que operam sem contato (por exemplo, um dispositivo de medição de deslocamento ótico ou capacitivo, indutor ou magnetos-trictive) pode ser utilizado para a medição de deslocamento.
A fim de se garantir a precisão da sonda de toque de medição durante um período de uso prolongado, é vantajoso que a sonda de toque seja realizada de modo a ser permutável.
A fim de manter a sonda de toque de medição relativamente simples, robusta e leve, é vantajoso que a sonda de toque de medição tenha um módulo de comunicação para conexão por meio de tecnologia de informação com uma unidade de avaliação, onde o módulo de comunicação é conectado ao dispositivo de medição de deslocamento e à unidade de avaliação de distancia. Como resultado disso, os dados da sonda de toque de medição são transmitidos por meio de tecnologia de informação (por exemplo, com fio ou sem fio) para a unidade de avaliação, por exemplo, para um PC, onde a unidade de avaliação determina a altura do cilindro e, se necessário, calcula um desvio de ponto de configuração/real da altura. Por exemplo, o módulo de comunicação é realizado como uma interface Bluetooth ou WLAN.
Alternativamente, é da mesma forma possível que a sonda de toque de medição tenha uma unidade de avaliação, onde a unidade de avaliação é conectada ao dispositivo de medição de deslocamento e à unidade de avaliação de distância. Nesse caso, a unidade de avaliação é realizada, por exemplo, como um micro controlador, que é integrado à sonda de toque de medição. É possível nesse caso que a sonda de toque de medição também tenha uma unidade indicadora (por exemplo, um monitor), de modo que a altura possa não apenas ser avaliada na sonda de toque de medição, mas também enviada na mesma.
Para fins de iniciação de uma medição, é rápido para um controle operacional ser contado ao módulo de comunicação ou à unidade de ava-liação pelo dispositivo de tecnologia de sinal. A operação simples é possível se o controle operacional for disposto na sonda de toque de medição.
É possível que a sonda de toque de medição seja colocada de forma confiável em um cilindro guia de fio se uma sonda de toque estiver em cada caso disposta em um membro, onde dois membros encerram um ângulo de 45 < α < 135 . Se a geometria da sonda de toque de medição, o diâmetro do cilindro e a distância entre a sonda de toque e a unidade de recebimento de laser forem conhecidos, a altura do cilindro guia de fio pode ser facilmente determinada.
A colocação pode ser alcançada de uma forma particularmente simples se a sonda de toque de medição possuir pelo menos três sondas de toque, onde duas sondas de toque são dispostas em um primeiro plano e uma sonda de toque é disposta em um segundo plano , e o primeiro plano é alinhado em paralelo ao segundo plano. Isso pode ser realizado, por exemplo, pelo fato de dois membros serem dispostos em série em cada caso, de modo que o dispositivo de recebimento de laser seja disposto em paralelo ao primeiro e ao segundo planos, isso é, um plano normal ao eixo geométrico longitudinal do cilindro.
Um contato de linha ou ponto de contato definido entre a sonda de toque e a superfície circunferencial pode ser garantido se a superfície de toque possuir um contorno curvo, em particular cilíndrico ou esférico.
A fim de se impedir um deslocamento indesejado da unidade de recebimento de laser depois que a sonda de toque de medição foi colocada, é vantajoso que a sonda de toque de medição tenha um dispositivo de tra-vamento (por exemplo, um dispositivo de fixação ou um parafuso de fixação), para fixar a posição da unidade de recebimento de laser com relação ao perfil guia, ou se ter um amortecedor. O amortecedor (por exemplo, um amortecedor pressurizado a gás) é disposto, por exemplo, entre o perfil guia e a unidade de recebimento de laser, de modo que seja possível se impedir um deslocamento indesejado da unidade de recebimento de laser resultando da força da gravidade da unidade de recebimento de laser.
É vantajoso se um sistema de medição possuir:
um laser;
uma sonda de toque de medição;
uma unidade de avaliação, que é conectada à sonda de toque de medição pelo dispositivo de tecnologia de informação; e
uma unidade de saída, para enviar a altura do cilindro.
Como já mencionado acima, a unidade de avaliação, e possi-velmente também a unidade de saída, podem ser estruturalmente separadas ou integradas à sonda de toque de medição.
É vantajoso se um sistema de medição possuir:
um laser;
uma sonda de toque de medição;
uma unidade de avaliação, que é conectada à sonda de toque de medição pelo dispositivo de tecnologia de informação; e
uma unidade de saída, para enviar a altura do cilindro.
Como já mencionado acima, a unidade de avaliação, e possi-velmente também a unidade de saída, podem ser estruturalmente separadas ou integradas à sonda de toque de medição.
Preferivelmente, o laser é realizado como laser rotativo, onde o laser rotativo abrangem um plano de luz. Uma sonda de toque de medição pode, dessa forma, ser configurada para diferentes posições sem a necessi-dade de se realinhar o laser.
Para se permitir que a posição da sonda de toque de medição seja percebida, é vantajoso que o sistema de medição compreenda um transmissor e que a sonda de toque de medição compreenda um receptor do sistema de medição de posição, onde o receptor é conectado ao módulo de comunicação ou à unidade de avaliação pelo dispositivo de tecnologia de sinal, de modo que a posição da sonda de toque de medição possa ser determinada. O sistema de medição de posição pode ser, por exemplo, um sistema de medição RFID ativo, um sistema UWB, um sistema WLAN, um sistema de medição por infravermelho ou ultrassom, mas também um GPS ou um chamado sistema de medição de "GPS diferencial”. A posição da sonda de toque de medição pode ser utilizada pra a comparação automatizada da altura real HActual do cilindro com uma altura de ponto de configuração possivelmente dependente de posição HsetPoint, de modo que a unidade de avaliação possa determinar automaticamente um desvio Δ entre uma al-tura de ponto de configuração HSetpoint e a altura real HActual·
Adicionalmente, a gravação (dependente de posição) das alturas é possibilitada, a posição de ponto de configuração e a altura real do cilindro guia de fio definem um volume de controle de ponto de configuração cúbico ou retangular, onde o cilindro guia de fio deve ser localizado. Em adição ao desvio da altura real da altura de ponto de configuração, portanto, é possível -também, se necessário, se determinar o desvio do volume de controle real do volume de controle de ponto de configuração (por exemplo, a partir da ' distância dos centros espaciais de gravidade do volume de controle). O volume de controle real é obtido a partir da posição real e da altura real, com as tolerâncias de medição sendo levadas em consideração.
O objetivo de acordo com a invenção é da mesma forma alcançado por um método de determinação ótica com laser de uma altura real de um cilindro guia de fio em um guia de fio por meio de um sistema de medição, compreendendo um laser, uma sonda de toque de medição, de acordo com qualquer uma das reivindicações de 1 a 7, que compreende o dispositivo de recebimento de laser, um campo de detector, uma unidade de avaliação de distância, uma sonda de toque e uma superfície de toque, e uma unidade de avaliação, que é conectada à sonda de toque de medição por meio de tecnologia de informação, compreendendo as seguintes etapas do método:
posicionamento do laser;
comutação no laser;
amostragem do cilindro guia de fio por meio da sonda de toque de medição, onde pelo menos uma superfície de toque da sonda de toque de medição entra em contato com um ponto na superfície circunferencial do cilindro guia de fio e um feixe de laser intersecta o campo de detector;
iniciação de uma medição;
determinação de uma primeira distância vertical VA^ entre o feixe de laser e a unidade de recebimento de laser, por meio da unidade de avaliação de distância, e uma segunda distância vertical VA2 entre a sonda de toque e a unidade de recebimento de laser, por meio do dispositivo de medição de deslocamento;
cálculo da altura real Hactual do cilindro guia de fio, com HActual = VA1 + VA2 na unidade de avaliação.
Preferivelmente, o laser executa um movimento rotativo, onde o laser abrange um plano de luz.
É vantajoso, depois da etapa de "iniciação de uma medição” que
a posição da sonda de toque de medição seja determinada por um receptor de um sistema de medição de posição;
a posição da sonda de toque de medição seja transmitida para a unidade de avaliação;
a unidade de avaliação determine uma diferença Δ entre uma altura de ponto de configuração HsetPoint e a altura real HActual; e
a diferença Δ seja enviada por uma unidade de saída.
Frequentemente, na medição de um cilindro guia de fio, uma altura de ponto de configuração Hsetpoint é designada para uma posição da sonda de toque de medição.
É rápido se derivar a altura do ponto de configuração Hsetpoint a partir dos dados CAD.
É vantajoso que a altura de ponto de configuração Hsetpoint· a altura real e uma diferença Δ sejam gravados em um registro de medição.
Para uma medição altamente precisa, é vantajoso, na etapa de "posicionamento de laser”, que o laser seja rigidamente (porém removivel-mente) conectado a uma estrutura estacionária do guia de fio ou à base. O laser, dessa forma, sofre concomitantemente os mesmos deslocamentos, ou vibrações, que o guia de fio, de modo que os mesmos não afetem negativamente a precisão.
É vantajoso que o sistema de medição de acordo com uma das reivindicações 8 e 9 seja utilizado para execução do método de acordo com qualquer uma das reivindicações de 10 a 14.
posicionamento do laser;
comutação no laser;
amostragem do cilindro guia de fio por meio da sonda de toque de medição, onde pelo menos uma superfície de toque da sonda de toque de medição entra em contato com um ponto na superfície circunferencial do cilindro guia de fio e um feixe de laser intersecta o campo de detector;
iniciação de uma medição;
determinação de uma primeira distância vertical VA^ entre o feixe de laser e a unidade de recebimento de laser, por meio da unidade de avaliação de distância, e uma segunda distância vertical VA2 entre a sonda de toque e a unidade de recebimento de laser, por meio do dispositivo de medição de deslocamento;
cálculo da altura real Hactual do cilindro guia de fio, com HActual = VA1 + VA2 na unidade de avaliação.
Preferivelmente, o laser executa um movimento rotativo, onde o laser abrange um plano de luz.
É vantajoso, depois da etapa de "iniciação de uma medição” que
a posição da sonda de toque de medição seja determinada por um receptor de um sistema de medição de posição;
a posição da sonda de toque de medição seja transmitida para a unidade de avaliação;
a unidade de avaliação determine uma diferença Δ entre uma altura de ponto de configuração HsetPoint e a altura real HActual; e
a diferença Δ seja enviada por uma unidade de saída.
Frequentemente, na medição de um cilindro guia de fio, uma altura de ponto de configuração Hsetpoint é designada para uma posição da sonda de toque de medição.
É rápido se derivar a altura do ponto de configuração Hsetpoint a partir dos dados CAD.
É vantajoso que a altura de ponto de configuração Hsetpoint· a altura real e uma diferença Δ sejam gravados em um registro de medição.
Para uma medição altamente precisa, é vantajoso, na etapa de "posicionamento de laser”, que o laser seja rigidamente (porém removivel-mente) conectado a uma estrutura estacionária do guia de fio ou à base. O laser, dessa forma, sofre concomitantemente os mesmos deslocamentos, ou vibrações, que o guia de fio, de modo que os mesmos não afetem negativamente a precisão.
É vantajoso que o sistema de medição de acordo com uma das reivindicações 8 e 9 seja utilizado para execução do método de acordo com qualquer uma das reivindicações de 10 a 14.
Vantagens e características adicionais da presente invenção são fornecidas pela descrição a seguir de modalidades ilustrativas não limitadoras, onde referência é feita às figuras a seguir, que ilustram o seguinte:
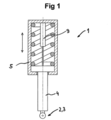
A figura 1 é uma representação em corte de uma primeira modalidade de uma sonda de toque de medição;
A figura 2 é uma representação não em corte da sonda de toque de medição de acordo com a figura 1;
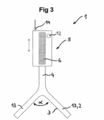
A figura 3 é uma segunda modalidade de uma sonda de toque - de medição possuindo dois membros;
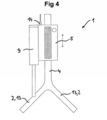
A figura 4 é uma terceira modalidade de uma sonda de toque demedição;
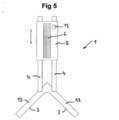
A figura 5 é uma quarta modalidade de uma sonda de toque de medição;
A figura 6 é uma representação da determinação, de acordo com a invenção, da altura de um cilindro guia de fio;
A figura 7 é uma representação da determinação, de acordo com a invenção, da altura para três cilindros guia de fio;
A figura 8 é uma representação da determinação da altura do cilindro guia de fio de acordo com a técnica anterior.
A figura 1 é uma representação em corte de uma primeira modalidade de uma sonda de toque de medição;
A figura 2 é uma representação não em corte da sonda de toque de medição de acordo com a figura 1;
A figura 3 é uma segunda modalidade de uma sonda de toque - de medição possuindo dois membros;
A figura 4 é uma terceira modalidade de uma sonda de toque demedição;
A figura 5 é uma quarta modalidade de uma sonda de toque de medição;
A figura 6 é uma representação da determinação, de acordo com a invenção, da altura de um cilindro guia de fio;
A figura 7 é uma representação da determinação, de acordo com a invenção, da altura para três cilindros guia de fio;
A figura 8 é uma representação da determinação da altura do cilindro guia de fio de acordo com a técnica anterior.
Afigura 1, em uma representação em corte, ilustra uma primeira modalidade da sonda de toque de medição 1. A superfície de circunferencial de um rolo cilíndrico, não representados, pode ser amostrada por meio da sonda de toque de medição 1, onde a superfície de toque esférica 3 da sonda de toque 2 contata a superfície circunferencial. A sonda de toque 2 é conectada a um perfil guia redondo 4, onde a unidade de recebimento de laser 5 pode ser deslocada verticalmente com relação ao perfil guia 4 e é realizada de modo a ser articulável com relação ao eixo geométrico longitudinal do perfil guia 4 (direção de deslocamento representada como uma seta). Para fins de orientação com uma ausência de folga, o perfil guia possui uma superfície aterrada, e a unidade de recebimento de laser 4 possui uma bucha anular. A distância entre a unidade de recebimento de laser 4 e a sonda de toque 2 pode ser determinada por um dispositivo de medição de deslocamento 9, que é realizado como um potenciômetro. Como uma alternativa para o potenciômetro, o dispositivo de medição de deslocamento também pode ser realizado como um dispositivo de medição LVDT, um dispositivo de medição magnetostrictive, ou como uma régua de medição possuindo uma interface elétrica. Disposta entre o perfil guia 4 e o alojamento da unidade de recebimento de laser 5 existe uma mola de compressão que define a posição neutra da sonda de toque de medição e garante um contato definido - entre a superfície de toque 3 e o cilindro.
A figura 2 ilustra o campo de detector 6 do dispositivo de rece-' bimento de laser 5, e um feixe de laser 8, ou um plano de luz 35. A unidade de avaliação de distância 7, que é disposta, como um circuito eletrônico, na extremidade superior do dispositivo de recebimento de laser 5, é conectada ao campo de detector 6, onde a unidade de avaliação de distância 7 pode determinar a primeira distância vertical VA1 do feixe de laser 8 a partir da unidade de recebimento de laser 5. Portanto, visto que a segunda distância vertical VA2 entre a sonda de toque 2 e a unidade de recebimento de laser 5 são conhecidas a partir do dispositivo de medição de deslocamento 9, e a distância vertical VA1 entre a unidade de recebimento de laser 5 e o feixe de laser 8 são conhecidas a partir da unidade de avaliação de distância 7, uma unidade de avaliação na sonda de toque de medição 1 pode determinar a altura real H = VA1 + VA2 do cilindro guia de fio, isso é, a distância entre o feixe de laser 8, 35 e a superfície de toque (especificamente, a borda superior do cilindro guia de fio). A fim de se tornar a operação da sonda de toque de medição 1 mais ergonômica, um controle de operação 12 é disposto na sonda de toque de medição. Depois de o controle de operação 12 ter sido pressionado, as distâncias verticais VA1 e VA2 são determinadas e a altura real Hactual é calculada na unidade de avaliação. A altura real Hactual é então transmitida para uma unidade indicadora - estruturalmente separada da sonda de toque de medição 1 - por meio de um módulo de comunicação, que é realizado como uma interface Bluetooth.
A figura 3 ilustra uma segunda modalidade da sonda de toque de medição 1, que possui duas sondas de toque 2, realizadas como membros 13. Os dois membros 13 encerram um ângulo, α = 90 , de modo que duas superfícies de toque 3 dos membros 13 entrem em contato com a superfície circunferencial de um rolo cilíndrico simultaneamente. A partir da geometria dos membros 13, e com o conhecimento do diâmetro do cilindro guia de fio, portanto, é novamente possível se determinar a altura do cilindro guia de fio. Adicionalmente, a sonda de toque de medição 1 possui um receptor 14 de um chamado "GPS diferencial”, de modo que a posição da - sonda de toque de medição em um corredor possa ser determinada durante a amostragem dos cilindros guia de fio. As alturas de ponto de configuração Hsetpoint correspondendo a diferentes posições da sonda de toque de medição podem, dessa forma, ser armazenadas, de modo que a unidade de avaliação possa determinar o desvio Δ = HsetPoint - Hactual em cada caso. No caso dessa modalidade, o dispositivo de medição de deslocamento é integrado ao dispositivo de recebimento de laser 5, como na figura 1.
A figura 4 ilustra uma terceira modalidade de uma sonda de toque de medição 1, onde, no entanto, diferentemente da figura 3, o dispositivo de medição de deslocamento 9 é disposto fora do dispositivo de recebimento de laser 5. Nesse caso, o dispositivo de medição de deslocamento é realizado como um chamado sistema de medição de deslocamento magne-tostrictive que opera sem contato (ver Balluff "Micropulse”).
A figura 5 ilustra a quarta modalidade de uma sonda de toque de medição 1. Diferentemente da figura 4, a sonda de toque de medição possui dois perfis guia paralelos 4, de modo que a unidade de recebimento de laser 5 seja fixada contra rotação com relação aos membros 13.
A figura 6 ilustra um sistema de medição que é utilizado para determinação da altura de um cilindro guia de fio 20. Em primeiro lugar, um laser rotativo 31 é posicionado em um suporte perto do cilindro guia de fio 20, de modo que o laser, quando ligado, produz um plano de luz horizontal 35 como resultado de um movimento rotativo 34. O cilindro guia de fio 20 é então amostrado por meio da sonda de toque de medição 1, de modo que as superfícies de toque 3 das duas sondas de toque 2 realizadas como membros 13 entrem em contato com a superfície circunferencial 21 do cilindro guia de fio 20. A unidade de recebimento de laser 5 é então deslocada em uma direção vertical no perfil guia circular 4 de tal forma que o feixe de laser 8 do plano de luz 35 forme uma interseção com o campo detector 6. Depois do deslocamento, a posição vertical do dispositivo de recebimento de laser é travada por um dispositivo de fixação ou travamento que age entre o dispositivo de recebimento de laser e o perfil guia, de modo que a força de gravidade não resulte na redução do dispositivo de recebimento de laser 5. Uma -medição é então iniciada, visto que um controle de operação 12 no dispositivo de medição 1 é pressionado. Depois da iniciação da medição, uma uni-’ dade de avaliação de distância na sonda de toque de medição 1 determina uma primeira distância vertical VA1 entre o feixe de laser 8 e a borda inferior da unidade de recebimento de laser 5. Um dispositivo de medição de deslocamento determina a segunda distância vertical VA2 entre a sonda de toque 2 e a borda inferior da unidade de recebimento de laser 5. A altura real do cilindro guia de fio 20 é, portanto, determinada, no entanto, por Hactual = VA1 + VA2, onde a altura real é calculada em uma unidade de avaliação localizada especialmente dentro do dispositivo de recebimento de laser 5, e é exibida pela unidade de saída 32.
No ajuste do laser, o procedimento pode ser, por exemplo, como se segue: Em primeiro lugar, o laser é fixo. Então, a posição dos quatro tipicamente pontos de suporte de referência do segmento - os pontos onde o segmento é suportado no fio - é determinado pelo dispositivo de medição, onde inicialmente todos os quatro pontos são medidos. A partir dos quatro pontos, um plano de medição de referência é determinado, onde um ponto (por exemplo, o chamado quarto ponto, visto que, como é sabido, três pontos abrangem um plano) é adaptado para o plano de medição de referência, se necessário, por "calçamento”. Se necessário, na medição real das alturas, um segundo receptor de laser é utilizado, o que garante o alinhamento -não necessariamente horizontal - do plano de laser.
A figura 7 ilustra a determinação das alturas reais para três cilindros guia de fio 20, onde os cilindros são localizados em níveis diferentes. Pode-se observar nesse caso que a unidade de recebimento de laser 5 deve ser deslocamento verticalmente no perfil guia 4 em cada caso a fim de que o feixe de laser 8, 35 para formar uma interseção com o campo detector 6. Com relação à representação intermediária, a unidade de recebimento de laser 5 na representação da esquerda foi deslocada para baixo, e deslocada para cima na representação da direita. No caso das representações na direita e na esquerda, uma posição não deslocada da unidade de recebimento de laser 5 com relação à representação central, é indicada por uma linha -interrompida. Uma vantagem da capacidade de deslocamento contínuo do dispositivo de recebimento de laser 5 é que uma grande faixa de altura verti-' cal pode ser coberta por meio de uma sonda de toque de medição. Adicionalmente, não existe necessidade de se adaptar uma sonda de toque de medição rígida a diferentes alturas por meio de placas adaptadoras conectáveis ou de enroscar ou hastes adaptadoras.
Claramente, é particularmente vantajoso se a sonda de toque de medição 1 possuir um receptor de um sistema de medição de posição, por exemplo, um receptor de "GPS diferencial”, de modo que as alturas de ponto de configuração Hsetpoint sejam designadas para diferentes posições dos cilindros guia de fio em cada caso. A unidade de avaliação na sonda de toque de medição pode, dessa forma, já determinar um desvio Δ = Hsetpoint - Hactual e enviar diretamente em uma unidade de saída na sonda de toque de medição.
A figura 8 ilustra a determinação da altura real Hactual de um cilindro guia de fio 20 por meio de um micrômetro de fio.
No curso do serviço de uma instalação de fundição de fio ou um leito de cilindro em um aparelho de rolamento a fio ou rolamento a quente, é vantajoso se utilizar a sonda de toque de medição de acordo com a invenção, ou o sistema de medição de acordo com a invenção, ou se aplicar o método de acordo com a invenção no trabalho de manutenção.
Apesar de a invenção ter sido ilustrada e descrita com maiores detalhes com base nas modalidades ilustrativas preferidas, a invenção não é limitada pelos exemplos descritos, e outras variações podem ser derivadas a partir daí pelos versados na técnica, sem se distanciar do escopo da invenção.
Lista de Referências
1 sonda de toque de medição
2 sonda de toque
3 superfície de toque
4 perfil guia
5 unidade de recebimento de laser
6 campo de detector
8 feixe de laser
9 dispositivo de medição de deslocamento
11 módulo de comunicação
12 controle de operação
13 membro
14 receptor do sistema de medição de posição
15 dispositivo de travamento
20 cilindro guia de fio
21 superfície circunferencial
30 unidade de avaliação
31 laser rotativo
32 unidade de saída
33 transmissor
34 movimento rotativo
35 plano de luz
VA1 primeira distância vertical
VA2 segunda distância vertical
α ângulo
Lista de Referências
1 sonda de toque de medição
2 sonda de toque
3 superfície de toque
4 perfil guia
5 unidade de recebimento de laser
6 campo de detector
8 feixe de laser
9 dispositivo de medição de deslocamento
11 módulo de comunicação
12 controle de operação
13 membro
14 receptor do sistema de medição de posição
15 dispositivo de travamento
20 cilindro guia de fio
21 superfície circunferencial
30 unidade de avaliação
31 laser rotativo
32 unidade de saída
33 transmissor
34 movimento rotativo
35 plano de luz
VA1 primeira distância vertical
VA2 segunda distância vertical
α ângulo
Claims (15)
- Sonda de toque de medição (1) para amostragem de uma su-perfície circunferencial (21) de um rolo cilíndrico (20), possuindo
pelo menos uma sonda de toque (2) compreendendo uma superfície de toque (3);
um perfil de sonda vertical (4) que é rigidamente conectado à sonda de toque (2);
uma unidade de recebimento de laser (5) compreendendo um campo detector (6) e uma unidade de avaliação de distância (7), onde a uni-10 dade de recebimento de laser (5) é deslocável em uma direção vertical no perfil guia (4), o campo detector (6) é realizado para detecção de um feixe de laser (8), e a unidade de avaliação de distância (7) pode determinar uma primeira distância vertical VA1 do laser (8) com relação à unidade de recebimento de laser (5); e
um dispositivo de medição de deslocamento (9) para determinar
uma segunda distância vertical VA2 entre a sonda de toque (2) e a unidade de recebimento de laser (5). - Sonda de toque de medição, de acordo com a reivindicação 1, caracterizada pelo fato de a sonda de toque de medição (1) possuir um mó-dulo de comunicação (11) para conexão pelo dispositivo de tecnologia de informação para uma unidade de avaliação (30), onde o módulo de comuni-cação (11) é conectado ao dispositivo de medição de deslocamento (9) e à unidade de avaliação de distância (7).
- Sonda de toque de medição, de acordo com a reivindicação 1, caracterizada pelo fato de a sonda de toque de medição (1) possuir uma unidade de avaliação (30), onde a unidade de avaliação (30) é conectada ao dispositivo de medição de deslocamento (9) e á unidade de avaliação de distância (7).
- Sonda de toque de medição, de acordo com qualquer uma das reivindicações 2 ou 3, caracterizada pelo fato de um controle de abertur (12) ser conectado ao módulo de comunicação (11) ou à unidade de avaliação (30) pelo dispositivo de tecnologia de sinal, onde o controle de operação (12) é preferivelmente disposto na sonda de toque de medição (1).
- Sonda de toque de medição, de acordo com a reivindicação 1, caracterizada pelo fato de uma sonda de toque (2) estar em cada caso disposta em um membro (13) da sonda de toque de medição (1), onde dois membros (13) encerram um ângulo de 45 < α < 135 .
- Sonda de toque de medição, de acordo com a reivindicação 5, caracterizada pelo fato de a sonda de toque de medição possuir pelo menos três sondas de toque, onde duas sondas de toque são dispostas em um primeiro plano e uma sonda de toqu e é disposta em um segundo plano, e o primeiro plano é alinhado em paralelo com o segundo plano.
- Sonda de toque de medição, de acordo com a reivindicação 1, caracterizada pelo fato de a sonda de toque de medição (1) possuir um dispositivo de travamento (15) para fixar a posição da unidade de recebimento de laser (5) com relação ao perfil guia (4), ou possui um amortecedor.
- Sistema de medição para medição ótica com laser de uma al- tura de um rolo cilíndrico (20), possuindo
um laser (31);
uma sonda de toque de medição (1) de acordo com qualquer uma das reivindicações de 1 a 7;
uma unidade de avaliação (30), que é conectada à sonda de toque de medição (1) pelo dispositivo de tecnologia de informação, e
uma unidade de saída (32), para enviar a altura do cilindro (20). - Sistema de medição, de acordo com a reivindicação 8, caracterizado pelo fato de o sistema de medição compreender um transmissor (33) e a sonda de toque de medição (1) compreender um receptor (14) de um sistema de medição de posição, onde o receptor (14) é conectado ao módulo de comunicação (11) ou à unidade de avaliação (30) pelo dispositivo de tecnologia de sinal, de modo que a posição da sonda de toque de medição (1) possa ser determinada.
- Método para a determinação ótica com laser de uma altura real Hactual de um cilindro guia de fio (20) em um guia de fio por meio de um sistema de medição, compreendendo um laser (31), uma sonda de toque de medição (1), de acordo com qualquer uma das reivindicações de 1 a 7, que compreende um dispositivo de recebimento de laser (5), um campo de detector (6), uma unidade de avaliação de distância (7), uma sonda de toque (2) e uma superfície de toque (3), e uma u nidade de avaliação (30), que é conectada à sonda de toque de medição (1) pelo dispositivo de tecnologia de informação, compreendendo as etapas de método a seguir:
posicionamento do laser (31);
comutação do laser (31);
amostragem do cilindro guia de fio (20) por meio da sonda de toque de medição (1), onde pelo menos uma superfície de toque (3) da son- da de toque de medição (1) contata um ponto na superfície circunferencial (21) do cilindro guia de fio (20) e um feixe de laser (35) intersecta o campo detector (6);
iniciação de uma medição;
determinação de uma primeira distância vertical VA1 entre o fei-xe de laser (35) e a unidade de recebimento de laser (5), por meio da unidade de avaliação de distância (7), e uma segunda distância vertical VA2 entre a sonda de toque (2) e a unidade de recebimento de laser (5), por meio do dispositivo de medição de deslocamento (9);
cálculo da altura real Hactual do cilindro guia de fio, com Hactual =VA1 + VA2 na unidade de avaliação (20). - Método, de acordo com a reivindicação 10, caracterizado pelo fato de depois da etapa de "iniciação de uma medição”,
a posição da sonda de toque de medição (1) ser determinada por um receptor de um sistema de medição de posição (14);
a posição da sonda de toque de medição (1) ser transmitida para a unidade de avaliação (30);
a unidade de avaliação (30) determinar uma diferença Δ = Hsetpoint - Hactual entre uma altura de ponto de configu ração Hsetpoint e a altura real Hactual; e
a diferença Δ é enviada por uma u nidade de saída (32). - Método, de acordo com a reivindicação 10, caracterizado pe-lo fato de a altura de ponto de configu ração Hsetpoint ser derivada de dados CAD.
- Método, de acordo com a reivindicação 11, caracterizado pelo fato de a altura de ponto de config u ração Hsetpoint, a altura real Hactual e a diferença Δ serem gravadas em um registro de medição.
- Método, de acordo com a reivindicação 10, caracterizado pelo fato de na etapa de "posicionamento de laser”, o laser (31) ser rigidamente conectado a uma estrutura estacionária (41) do guia de fio (40) ou a uma base.
- Uso do sistema de medição, de acordo com qualquer uma das reivindicações 8 ou 9, para execução do método de acordo com qual-quer uma das reivindicações de 10 a 14.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP11183450.3A EP2574412B1 (de) | 2011-09-30 | 2011-09-30 | Messtaster, Messsystem, Verfahren zur laseroptischen Ermittelung der Höhenlage einer Strangführungsrolle, und Verwendung des Messsystems |
| EP11183450.3 | 2011-09-30 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| BR102012024903A2 true BR102012024903A2 (pt) | 2020-12-01 |
| BR102012024903B1 BR102012024903B1 (pt) | 2021-12-21 |
Family
ID=44719615
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BR102012024903-0A BR102012024903B1 (pt) | 2011-09-30 | 2012-09-28 | Sonda de toque de medição, sistema de medição, método para determinação ótica por laser da altura real de um cilindro guia de fio, e uso do sistema de medição |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP2574412B1 (pt) |
| KR (1) | KR101974087B1 (pt) |
| CN (1) | CN103033136B (pt) |
| BR (1) | BR102012024903B1 (pt) |
| ES (1) | ES2476016T3 (pt) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2944398B1 (en) * | 2014-04-18 | 2019-01-30 | DANIELI & C. OFFICINE MECCANICHE S.p.A. | System and method for alingning rollers of continuous casting segments of slabs |
| CN105252376A (zh) * | 2015-10-14 | 2016-01-20 | 中国人民解放军国防科学技术大学 | 一种用于高精度抛光机床的工件自寻位装置及加工方法 |
| DE102018218910A1 (de) | 2018-05-14 | 2019-11-14 | Sms Group Gmbh | Ermittlung einer Ausrichtung von wenigstens einem Objekt und Verfahren zum relativen Ausrichten von Rollen |
| CN110672056A (zh) * | 2019-09-18 | 2020-01-10 | 武汉科技大学 | 一种基于数据预处理的辊缝仪对弧在线测量方法及系统 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2749539C3 (de) * | 1977-11-03 | 1981-08-20 | Mannesmann AG, 4000 Düsseldorf | Einrichtung zur Kontrolle der Ausrichtung der Rollen in Bogenstranggießanlagen |
| SE464465B (sv) * | 1986-06-27 | 1991-04-29 | Oerjan Axelsson | Foerfarande och anordning foer maetning och registrering av en straengstyrnings rullavstaand och geometri i en straenggjutningsmaskin |
| GB9004117D0 (en) * | 1990-02-23 | 1990-04-18 | Renishaw Plc | Touch probe |
| DE19907820B4 (de) * | 1999-02-24 | 2006-07-06 | Hexagon Metrology Gmbh | Koordinatenmeßgerät in Portalbauweise |
| JP2000356516A (ja) * | 1999-06-15 | 2000-12-26 | Topcon Corp | 建設機械用レーザー光検出装置 |
| JP4031375B2 (ja) * | 2003-01-24 | 2008-01-09 | 株式会社ミツトヨ | 測定機 |
| GB2431989A (en) * | 2005-11-04 | 2007-05-09 | William Bernard Jones | Levelling a cue sport table, eg a snooker table, using a laser |
| DE102007019453B4 (de) * | 2007-04-25 | 2012-07-12 | Leica Geosystems Ag | Koordinatenmessgerät mit zwei Schlitten auf gemeinsamer Führung |
| JP5201336B2 (ja) * | 2008-04-23 | 2013-06-05 | 株式会社ミツトヨ | 形状測定装置 |
| EP2199739A1 (en) * | 2008-12-17 | 2010-06-23 | Leica Geosystems AG | Laser Receiver for detecting a relative position |
| DE102009030929B4 (de) * | 2009-06-25 | 2016-07-28 | Carl Zeiss Ag | Tastkopf für ein Koordinatenmessgerät |
| DE102010040195A1 (de) * | 2009-10-28 | 2011-05-05 | Dr. Johannes Heidenhain Gmbh | Tastsystem und Verfahren zum Betrieb eines Tastsystems |
| CN102072701A (zh) * | 2010-11-23 | 2011-05-25 | 苏州江城数控精密机械有限公司 | 一种检测零件尺寸的方法及装置 |
| EP2479531A1 (en) * | 2011-01-19 | 2012-07-25 | Renishaw plc | Analogue measurement probe for a machine tool apparatus |
| AT509606B1 (de) * | 2011-01-25 | 2011-10-15 | Siemens Vai Metals Tech Gmbh | Messtaster, verwendung des messtasters und verfahren zur photogrammetrischen vermessung eines durchmessers und einer lage einer zylindrischen rolle |
-
2011
- 2011-09-30 EP EP11183450.3A patent/EP2574412B1/de active Active
- 2011-09-30 ES ES11183450.3T patent/ES2476016T3/es active Active
-
2012
- 2012-09-25 KR KR1020120106754A patent/KR101974087B1/ko active IP Right Grant
- 2012-09-28 BR BR102012024903-0A patent/BR102012024903B1/pt active IP Right Grant
- 2012-09-29 CN CN201210370546.7A patent/CN103033136B/zh not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| EP2574412B1 (de) | 2014-06-18 |
| KR101974087B1 (ko) | 2019-04-30 |
| ES2476016T3 (es) | 2014-07-11 |
| EP2574412A1 (de) | 2013-04-03 |
| BR102012024903B1 (pt) | 2021-12-21 |
| CN103033136B (zh) | 2016-06-29 |
| CN103033136A (zh) | 2013-04-10 |
| KR20130035907A (ko) | 2013-04-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9518817B2 (en) | Inner diameter measuring device | |
| US8770051B2 (en) | Apparatus and method for measuring bores | |
| CN101886921B (zh) | 一种齿轮测量中心零点标定的测量方法及测量用附件 | |
| CN106705869A (zh) | 一种非接触式轴承套圈外径测量装置 | |
| CN106441370B (zh) | 基于图像识别的全自动水平尺校准装置 | |
| CN108007295B (zh) | 蜗杆m值和齿面跳动的自动检测装置 | |
| CN108981593B (zh) | 激光三角法透镜中心厚度测量装置及其测量方法 | |
| CN202083309U (zh) | 大量程通用卡尺自动检定装置 | |
| BR102012024903A2 (pt) | Sonda de toque de medição, sistema de medição, método para determinação ótica por laser da altura de um cilindro guia de fio, e uso do sistema de medição | |
| CN105387820A (zh) | 圆周定位激光深孔直线度检测装置 | |
| US20130125615A1 (en) | Calibration device for Measurement Gauges of the Diameter and other Geometrical Characteristics of Cylinders | |
| EP3239654B1 (en) | Roundness measurement device | |
| US9644936B2 (en) | Measurement method with improved precision in measurement point capture | |
| CN103712534A (zh) | 一种轮胎模具圆跳动检测台 | |
| CN102944190A (zh) | 一种测量大尺寸机械零件圆度的高精度检测仪及方法 | |
| CN112066881B (zh) | 精密测量阿贝误差控制系统的使用方法 | |
| CN107084685B (zh) | 内孔圆柱度检测装置及其检测方法 | |
| CN106969740B (zh) | 孔垂直度测量装置及系统 | |
| JP2020003468A (ja) | 軸方向圧力に基づく柱体のササエ圧断面のオフセットを決定する方法及びシステム | |
| CN110672059B (zh) | 一种滑动测微计的检定装置及检定方法 | |
| CN207180615U (zh) | 非接触式轴承套圈内径测量装置 | |
| CN213688308U (zh) | 工程测量装置 | |
| JP2005172810A (ja) | 3次元形状測定方法及び3次元形状測定装置 | |
| CN106895800B (zh) | 一种球形曲柄的检测装置及检测方法 | |
| CN104132633A (zh) | 可测量极坐标的装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| B03A | Publication of a patent application or of a certificate of addition of invention [chapter 3.1 patent gazette] | ||
| B06F | Objections, documents and/or translations needed after an examination request according [chapter 6.6 patent gazette] | ||
| B06U | Preliminary requirement: requests with searches performed by other patent offices: procedure suspended [chapter 6.21 patent gazette] | ||
| B06A | Patent application procedure suspended [chapter 6.1 patent gazette] | ||
| B09A | Decision: intention to grant [chapter 9.1 patent gazette] | ||
| B16A | Patent or certificate of addition of invention granted [chapter 16.1 patent gazette] |
Free format text: PRAZO DE VALIDADE: 20 (VINTE) ANOS CONTADOS A PARTIR DE 28/09/2012, OBSERVADAS AS CONDICOES LEGAIS. |