WO2025121194A1 - 一次包装機 - Google Patents
一次包装機 Download PDFInfo
- Publication number
- WO2025121194A1 WO2025121194A1 PCT/JP2024/041704 JP2024041704W WO2025121194A1 WO 2025121194 A1 WO2025121194 A1 WO 2025121194A1 JP 2024041704 W JP2024041704 W JP 2024041704W WO 2025121194 A1 WO2025121194 A1 WO 2025121194A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- axis
- film
- opening
- along
- horizontal plane
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B11/00—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material
- B65B11/02—Wrapping articles or quantities of material, without changing their position during the wrapping operation, e.g. in moulds with hinged folders
Definitions
- the present invention relates to a primary packaging machine for wrapping and packaging objects in film.
- the present invention relates to a primary packaging machine for wrapping and packaging objects in film as a pre-processing step for vacuum packaging the objects in a downstream vacuum packaging machine.
- a primary packaging machine is used to wrap and encase the objects in film.
- a primary packaging machine may be used to wrap objects in film as a prelude to vacuum packaging the objects in a downstream vacuum packaging machine. For example, a primary packaging machine wraps an object in film and then sends the wrapped object to a downstream vacuum packaging machine, which draws a vacuum through the film to vacuum-package the object.
- Meat from livestock such as beef, pork, chicken, and large fish that has been separated into many parts is vacuum-packaged one by one at high speed using a small amount of film, and information about the history of the cut meat is printed on each individual package.
- beef carcass has been distributed as so-called chilled beef, in which one cow is divided into 26 parts, such as loin, belly, and fillet, vacuum-packed, and stored and transported at around 0°C by heating the packaging film to shrink, or by cooling the packaging film without shrinking the packaging film.
- beef carcasses are placed in a 200 mm to 600 mm wide, inflation-molded, bottom-sealed bag, degassed from the mouth of the bag using a vacuum packaging machine, vacuum-sealed, the film is shrunk with a hot water shower, cooled with cold water, and stored and delivered at around 0°C.
- the rolled lower film is unwound, the cut meat is placed on top of the lower film, the rolled upper film is unwound and placed over the lower film to seal each cut meat, the center of the sealed portion is cut to form a cylindrical sealed body with the cut meat sandwiched between the upper and lower films, and this cylindrical sealed body is sucked from both openings, the openings are sealed and vacuum sealed to obtain a four-sided sealed body.
- Various films are provided as packaging films for these cuts of meat. Additionally, users such as mass retailers who wish to simplify tray packaging operations may request that one animal be divided into 74 or 138 parts and delivered individually vacuum packaged.
- the operations of suction and vacuum sealing are performed, so as the portions of meat become smaller, the amount of packaging materials used increases by two or three times, and the packaging efficiency decreases to one half or one third.
- the time required for the suction and vacuum sealing operations accounts for a large proportion of the packaging time.
- the inventors have investigated a primary packaging machine that can meet the above needs and further improve work throughput.
- the inventors aim to provide a primary packaging machine that meets the above market needs and aims to improve work throughput.
- a primary packaging machine for wrapping an object in a film includes a work set unit having a frame that forms an opening penetrating in the vertical direction when an X-axis direction and a Y-axis direction are imaginary directions in which the film is fed, the X-axis direction and the Y-axis direction being orthogonal to each other within a horizontal plane when viewed from above; an object support structure that is disposed below the opening and supports the object by aligning the bottom surface of the object with a main virtual horizontal plane that is an imaginary horizontal plane; a lifting device that freely operates the object support structure to be raised and lowered; a film supplying device that is capable of sending out a pair of films from the left and right of the opening along the X-axis toward a center of the opening, respectively, when viewed along the Y-axis; a film welding and cutting device that is capable of welding the pair of films that have passed through the opening and hung down downward into a strip along the Y-axis
- a film feeding function in which the control device feeds out a pair of films from the left and right sides of the opening toward a center of the opening along the X axis while the film supply device is viewing the pair of films along the Y axis and the pair of films are integrated by being welded in a strip shape along the Y axis;
- a lifting device stop maintenance function in which the lifting device stops the object support structure by matching the main virtual horizontal plane with a stop position that is lowered by a predetermined vertical distance from a specific opening portion that is a specific portion of the opening, and maintains the state;
- the film welding and cutting device welds the pair of films that have passed through the opening and are hanging down into a strip along the Y axis at a position above the object, and cuts the welded strip along the Y axis to separate the welded part into upper and lower parts, thereby realizing a film separation function.
- the work set unit has a frame that forms an opening penetrating in the vertical direction.
- the object support structure is disposed below the opening and supports the object by aligning the lower surface of the object with a main virtual horizontal plane, which is a virtual horizontal plane.
- the lifting device operates the object support structure so that it can be raised and lowered freely.
- the film supply device can send out a pair of films from the left and right of the opening to the center of the opening along the X-axis, respectively, when viewed along the Y-axis.
- the film welding and cutting device can weld the pair of films that have passed through the opening and hung down downward into a strip along the Y-axis at a position above the object placed on the film, and can cut the welded strip-shaped portion, which is the welded portion, along the Y-axis to separate it into upper and lower parts.
- the control device realizes the functions of feeding the film, keeping the lifting device stationary, and separating the film.
- the film supply device looking along the Y axis, sends out the pair of films from the left and right sides of the opening toward the center of the opening along the X axis, with the pair of films welded together in a strip shape along the Y axis.
- the lifting device stops the object support structure by matching the main imaginary horizontal plane to a stop position that is lowered a predetermined vertical distance from a specific opening portion, which is a specific portion of the opening, and maintains that state.
- the film welding and cutting device welds the pair of films that have passed through the opening and are hanging down in a strip shape along the Y axis at a position above the object, and cuts the welded strip-shaped portion, which is the welded portion, along the Y axis to separate it into upper and lower parts.
- the object can be efficiently wrapped in film and placed on the main virtual horizontal plane of the lifting device.
- the present invention includes any of the embodiments described below, or a combination of two or more of them.
- the stop position that coincides with the main virtual horizontal plane changes in the vertical direction in response to the dimensions of the object.
- the stop position that coincides with the main virtual horizontal plane changes in the vertical direction in response to the dimensions of the object.
- the stop position coinciding with the main virtual horizontal plane changes in the vertical direction in response to the height dimension of the contour of the object when viewed along the Y axis.
- the stop position that coincides with the main virtual horizontal plane changes in the vertical direction in response to the height dimension of the object contour when viewed along the Y axis.
- the primary packaging machine has a frame that forms an opening through which the work set unit passes in the vertical direction, and a gate having a door structure that can open and close the opening and a gate upper surface that is an upper surface on which an object can be placed,
- the control device realizes an opening opening function in which the gate opens the opening when an object is placed on the pair of films laid on the upper surface of the gate in a state in which the gate closes the opening and the pair of films fed out by the film supply device along the X-axis from the left and right sides of the opening toward the center of the opening when viewed along the Y-axis are welded together in a strip shape along the Y-axis and laid together on the upper surface of the gate.
- the work set unit has a frame that forms an opening that penetrates in the vertical direction, and a gate with a door structure that can open and close the opening and has a gate top surface on which an object can be placed.
- the control device realizes the functions of opening the opening, feeding the film, maintaining the lifting device stopped, and separating the film.
- the gate closes the opening, and the film supply device feeds out a pair of films along the X-axis from the left and right sides of the opening toward the center of the opening when viewed along the Y-axis, the films are welded together in a strip shape along the Y-axis and laid together on the upper surface of the gate, and an object is placed on the pair of films laid together on the upper surface of the gate, the gate opens the opening.
- the object can be efficiently wrapped in film and supported by the object support structure and placed on the main virtual horizontal plane.
- a control device realizes a film feed size determination function that determines a film feed size, which is a size of the film that is required for the film supply device to wind and wrap the object
- the film feeding function is a function of feeding a pair of films from the left and right sides of the opening along the X-axis toward the center of the opening so that a total feeding dimension, which is the sum of the pair of feed dimensions of the pair of films fed along the X-axis from the left and right sides of the opening toward the center of the opening, matches the film feeding dimension, when the film supply device is viewed along the Y-axis and the pair of films are welded together in a strip shape along the Y-axis.
- the film supplying device determines a film feed dimension, which is a dimension of the film required to roll and wrap an object.
- the film supplying device feeds out the pair of films from the left and right of the opening along the X-axis toward the center of the opening, respectively, so that a total feed dimension, which is the sum of the pair of feed dimensions of the pair of films fed out along the X-axis from the left and right of the opening toward the center of the opening, matches the film feed dimension, when the pair of films are welded together in a strip shape along the Y-axis as viewed along the Y-axis by the film supplying device.
- the object can be efficiently wrapped in film and placed on the main virtual horizontal plane of the object support structure.
- the primary packaging machine includes a first sensor having an optical sensor that can detect whether a light axis emitted along the Y axis is blocked/not blocked by an object at at least one point on an opening virtual line, which is a virtual line extending along the X axis near the opening when viewed along the Y axis
- An example of the lifting equipment stop maintaining function is a function in which, when the lifting equipment is stopped with the main virtual horizontal plane aligned with a first stop position, which is a stop position that is a first vertical distance lower than the specific opening portion, and an object passes through the opening and the optical axis of the first sensor is not blocked by the object, the lifting equipment does not raise or lower the object support structure, but instead aligns the main virtual horizontal plane with the first stop position, thereby maintaining the object support structure in a stopped state.
- the first sensor has an optical sensor that can detect whether an optical axis emitted along the Y axis is blocked/not blocked by an object at least at one point on the opening virtual line, which is a virtual line extending along the X axis near the opening when viewed along the Y axis.
- the lifting device has stopped the object support structure by aligning the main virtual horizontal plane with a first stop position, which is a position a first vertical distance below the specific opening portion, and an object passes through the opening and the optical axis of the first sensor is not blocked by the object
- the lifting device does not raise or lower the object support structure, but instead aligns the main virtual horizontal plane with the first stop position, thereby maintaining the object support structure in a stopped state.
- the object can rest on the main virtual horizontal plane of the object support structure.
- the lifting equipment stop maintaining function is a function in which, when the lifting equipment has stopped the object support structure by aligning the main virtual horizontal plane with the first stop position and an object passes through the opening and the optical axis of the first sensor is blocked by the object, the lifting equipment starts descending the object support structure, and when the optical axis of the first sensor is no longer blocked by the object, the lifting equipment stops the descent and maintains the stopped state of the object support structure.
- the lifting equipment stops the object support structure by aligning the main virtual horizontal plane with the first stop position, and an object passes through the opening and the optical axis of the first sensor is blocked by the object, the lifting equipment starts descending the object support structure, and when the optical axis of the first sensor is no longer blocked by the object, the lifting equipment stops the descent and maintains the stopped state of the object support structure.
- the object can be placed on the main virtual horizontal plane of the object support structure.
- the primary packaging machine includes a second sensor having a plurality of optical sensors that are arranged at predetermined intervals along an opening virtual line, which is a virtual line extending along the X-axis in the vicinity of the opening when viewed along the Y-axis, and that can detect whether each optical axis emitted along the Y-axis is blocked/not blocked by an object
- the film feed dimension determination function is a function that determines the film feed dimension based on the number of optical sensors whose optical axes are blocked among the multiple optical sensors of the second sensor when the lifting equipment stop maintenance function is realized.
- the second sensor has a plurality of optical sensors that are arranged at predetermined intervals along the opening virtual line, which is a virtual line extending along the X-axis near the opening when viewed along the Y-axis, and can detect whether each optical axis emitted along the Y-axis is blocked/not blocked by an object.
- the film sending dimension is determined based on the number of optical sensors whose optical axes are blocked among the plurality of optical sensors of the second sensor. As a result, the film feed dimensions can be determined according to the size of the object.
- the film feed dimension determination function is a function that, when the lifting equipment stop maintenance function is realized, derives an object contour perimeter, which is the perimeter of the contour of an object as viewed along the Y axis, based on the number of optical sensors whose optical axes are blocked among the multiple optical sensors of the second sensor, and determines the film feed dimension from the derived object contour perimeter.
- an object contour perimeter which is the perimeter of the object's contour as viewed along the Y axis, is derived based on the number of optical sensors whose optical axes are blocked among the multiple optical sensors of the second sensor, and the film feed dimension is determined from the derived object contour perimeter.
- the film feed dimension corresponding to the contour perimeter of the object can be easily determined.
- the film feed dimension determination function is a function that, when the lifting equipment stop maintenance function is realized, records the maximum number of optical sensors whose optical axes are blocked among the multiple optical sensors of the second sensor, and determines the film feed dimension based on a combination of the vertical separation distance between the specific opening portion and the main virtual horizontal plane when the lifting equipment maintains the stopped state of the object support structure and the maximum number of blocked optical sensors recorded.
- the film feed dimension is determined based on a combination of the vertical separation distance between the specific opening portion and the main virtual horizontal plane when the lifting equipment maintains the stopped state of the object support structure and the maximum number of blocked optical sensors recorded.
- the film rewinding dimension is the dimension by which the film supplying device rewinds the film
- the control device realizes a film rewinding function in which, after the film supplying device realizes the film separating function, the film rewinding dimension is the sum of the pair of rewinding dimensions by which the film supplying device rewinds the pair of films from the center of the opening to the left and right along the X-axis, respectively, so that the total rewinding dimension matches the film rewinding dimension, which is the sum of the pair of rewinding dimensions by which the film supplying device rewinds the pair of films from the center of the opening to the left and right along the X-axis, when viewed along the Y-axis.
- the film rewinding dimension is the dimension by which the film supply device rewinds the film.
- the film supply device rewinds the pair of films from the center of the opening to the left and right along the X-axis, respectively, so that a total rewinding dimension, which is the sum of the pair of rewinding dimensions of the pair of films rewinded from the center of the opening to the left and right along the X-axis when viewed along the Y-axis, matches the film rewinding dimension.
- the integrated pair of films can be pulled upward through the opening.
- the object support structure has a main conveyor that is freely raised and lowered by the lifting device and can transversely transport an object wrapped in film placed on the main virtual horizontal plane along the X-axis
- the primary packaging machine further includes a transverse conveyor that can support the object and transversely transport it along the X-axis by aligning the underside of the object wrapped in film with the transverse virtual horizontal plane, which is a virtual horizontal plane, in a state where the object can be received from the main conveyor and in a state where the object can be received by a vacuum packaging machine
- a third sensor that is an optical sensor that is provided at the boundary between the main conveyor and the transverse conveyor and can detect whether an optical axis emitted along the Y-axis is blocked/not blocked by the object being transversely transported from the main conveyor to the transverse conveyor
- the control device The maximum overall length along the X-axis of an object wrapped in one or more films that can be accepted by the vacuum packaging machine is defined as the vacuum
- the object support structure includes a main conveyor that can be freely raised and lowered by a lifting device and can feed an object wrapped in film placed on a main virtual horizontal plane laterally along the X-axis.
- the transverse conveyor can support the object wrapped in film and feed it laterally along the X-axis by aligning the bottom surface of the object wrapped in film with the transverse virtual horizontal plane, which is a virtual horizontal plane, in a state where the object can be received by the main conveyor and by a vacuum packaging machine.
- the third sensor has an optical sensor that is provided at the boundary between the main conveyor and the transverse conveyor and can detect whether an optical axis emitted along the Y-axis is blocked or not blocked by the object being transversely fed from the main conveyor to the transverse conveyor.
- the maximum overall length along the X-axis of an object wrapped in one or more films that can be accepted by the vacuum packaging machine is defined as the vacuum packaging machine acceptance length M.
- an object contour X-axis width dimension is estimated, which is the width dimension in the X-axis direction of the contour of an object passing through the opening when the line of sight is aligned along the Y-axis.
- the lifting device starts raising and lowering the main conveyor, and stops the main conveyor by matching the main virtual horizontal plane with a third stop position which is the same vertical position as the lateral feed virtual horizontal plane, and maintains the main conveyor in that state.
- the main conveyor and the transverse conveyor start to transport the object wrapped in film transversely with the main virtual horizontal plane and the transverse virtual horizontal plane coinciding, and when the object wrapped in film placed on the main conveyor and the object wrapped in one or more films placed on the transverse conveyor are arranged in series and placed on the transverse conveyor, the main conveyor and the transverse conveyor stop transporting the object transversely.
- the vacuum packaging machine virtual horizontal plane is an imaginary horizontal plane that supports objects for acceptance by the vacuum packaging machine
- the lateral feed function is a function in which, when it is determined based on the estimated X-axis width dimension of the object contour, that the total length along the X-axis direction of the object wrapped in film and placed on the main conveyor, which are arranged in series along the X-axis, and the object wrapped in one or more films and placed on the lateral feed conveyor, exceeds the vacuum packaging machine acceptance length M, the main conveyor does not feed laterally, and the lateral feed conveyor lines up the object wrapped in one or more films placed on the lateral feed conveyor in series and feeds them laterally to the vacuum packaging machine, with the lateral feed virtual horizontal plane and the vacuum packaging machine virtual horizontal plane coinciding.
- the main conveyor does not transport laterally, and the lateral conveyor arranges the object wrapped in one or more films placed on the lateral conveyor in series and feeds them laterally to the vacuum packaging machine, with the lateral feed virtual horizontal plane and the vacuum packaging machine virtual horizontal plane coinciding.
- the object or objects can be fed laterally into the vacuum packaging machine without waste or overflow.
- a primary packaging machine is a machine for wrapping an object in a film as a pretreatment for vacuum packaging the object in a vacuum packaging machine downstream, the primary packaging machine comprising: a work set unit having a frame that forms an opening penetrating in one direction when imagining an X-axis direction and a Y-axis direction, which are directions for feeding the film that are orthogonal to each other in a horizontal plane as viewed from above; a film supplying device that can feed a pair of films along the X-axis from the left and right of the opening toward a center of the opening, respectively, when viewed along the Y-axis; a film welding and cutting device that can weld the pair of films that have passed through the opening and hung down downward into a strip along the Y-axis at a position above an object placed on the films, and cut the welded strip-shaped portion along the Y-axis to separate it into upper and lower parts; a main conveyor capable of supporting an object so as to align the
- the control device defines a maximum overall length along the X-axis of an object wrapped in one or more films that can be accepted by the vacuum packaging machine as a vacuum packaging machine acceptance length M; a film sending function in which the film supply device sends out the pair of films along the X-axis from the left and right sides of the opening toward the center of the opening in a state where the pair of films are welded together in a strip shape along the Y-axis while looking along the Y-axis; and a film separating function in which, after an object passes through the opened opening and falls onto the integrated pair of films laid on the main virtual horizontal plane, the film welding and cutting device welds the pair of films that have passed through the opening and are hanging down in a strip shape along the Y-axis at a position above the object, and cuts the welded strip-shaped portion, that is the welded portion, along the Y-axis to separate it into upper and lower parts.
- an object contour X-axis width dimension estimation function for estimating an object contour X-axis width dimension, which is a width dimension in the X-axis direction of the contour of the object as seen by guiding a line of sight along the Y-axis for the object passing through the opening; a transverse feeding function in which, when it is determined based on the estimated X-axis width dimension of the object contour, that the total length along the X-axis direction of the object wrapped in film placed on the main conveyor and the object wrapped in one or more films placed on the transverse conveyor, which are arranged in series along the X-axis, does not exceed the vacuum packaging machine acceptance length M, the main conveyor and the transverse conveyor start to transversely feed the object wrapped in film while the main virtual horizontal plane and the transverse feed virtual horizontal plane are coincident, and when the object wrapped in film placed on the main conveyor and the object wrapped in one or more films placed on the transverse conveyor are arranged in series and placed on the transverse conveyor, the main conveyor and the transverse conveyor stop transverse
- the work set unit has a frame that penetrates in one direction and forms the opening.
- the film supply device can feed a pair of films from the left and right sides of the opening toward the center of the opening along the X axis, respectively, when viewed along the Y axis.
- the film welding and cutting device welds a pair of films that have passed through the opening and are hanging downward into a strip along the Y axis above an object placed on the films, and can cut the welded strip along the Y axis to separate it into upper and lower parts.
- the main conveyor is disposed below the opening and supports the object by aligning the underside of the object with a main virtual horizontal plane, which is an imaginary horizontal plane, and can transport the object wrapped in film placed on the main virtual horizontal plane laterally along the X-axis.
- the lateral feed conveyor can support the object and feed it lateral along the X-axis by aligning the underside of the object wrapped in film with a virtual horizontal lateral feed plane, which is a virtual horizontal plane, in a state where it can be received from the main conveyor and by the vacuum packaging machine.
- the second sensor is a sensor that can output information for estimating the X-axis width dimension of the object contour, which is the width dimension in the X-axis direction of the contour of the object when viewed with the line of sight along the Y-axis for an object passing through the opening.
- the third sensor has an optical sensor that is located at the boundary between the main conveyor and the transverse conveyor and can detect whether an optical axis emitted along the Y axis is obstructed/not obstructed by an object being transported transversely from the main conveyor to the transverse conveyor.
- the maximum overall length along the X-axis of an object wrapped in one or more films that can be accepted by the vacuum packaging machine is defined as the vacuum packaging machine acceptance length M.
- the control device realizes a film sending function, a film cutting function, an object contour X-axis width dimension estimation function, and a lateral feeding function.
- the film supply device feeds a pair of films from the left and right sides of the opening toward the center of the opening along the X axis.
- the film welding and cutting device welds the pair of films that have passed through the opening and are hanging down into a strip along the Y-axis at a position above the object, and cuts the welded strip along the Y-axis to separate it into upper and lower parts.
- an X-axis width dimension of the object contour is estimated, which is the width dimension in the X-axis direction of the contour of the object when the line of sight is aligned along the Y-axis.
- the main conveyor and the transverse conveyor start to transport the object wrapped in film transversely with the main virtual horizontal plane and the transverse virtual horizontal plane coinciding, and when the object wrapped in film placed on the main conveyor and the object wrapped in one or more films placed on the transverse conveyor are arranged in series and placed on the transverse conveyor, the main conveyor and the transverse conveyor stop transporting the object transversely.
- the vacuum packaging machine virtual horizontal plane is an imaginary horizontal plane that supports objects for acceptance by
- a primary packaging machine for wrapping one or more objects in a film as a pretreatment for vacuum packaging the objects in a vacuum packaging machine downstream includes a work set unit having a frame that forms an opening penetrating in one direction when imagining an X-axis direction and a Y-axis direction, which are directions in which the film is fed, which are orthogonal in a horizontal plane when viewed from above; a film supplying device that can feed a pair of films along the X-axis from the left and right of the opening toward the center of the opening, respectively, when viewed along the Y-axis; a film welding and cutting device that welds the pair of films that have passed through the opening and hung down in a strip shape along the Y-axis at a position above an object placed on the films, and cuts the welded strip-shaped portion along the Y-axis to separate it into upper and lower parts; and a film welding and cutting device that is disposed below the opening and cuts the bottom surface of the object in
- a main conveyor capable of supporting an object in alignment with a certain main virtual horizontal plane and feeding an object wrapped in a film placed on the main virtual horizontal plane laterally along the X-axis
- a transverse conveyor capable of supporting an object in alignment with a virtual horizontal plane, which is a transverse virtual horizontal plane, which is a lower surface of the object wrapped in a film, in a state in which the object can be received from the main conveyor and in a state in which the object can be received by a vacuum packaging machine, and feeding the object laterally along the X-axis
- a second sensor that is a sensor that is capable of outputting information for estimating an object contour X-axis width dimension, which is a width dimension in the X-axis direction of the contour of the object as viewed along the Y-axis, for an object passing through the opening
- a third sensor that is provided at a boundary between the main conveyor and the transverse conveyor and has an optical sensor that is capable of detecting whether an optical axis emitted along the Y-
- the control device defines a maximum overall length along the X-axis of an object wrapped in one or more films that can be accepted by the vacuum packaging machine as a vacuum packaging machine acceptance length M; a film sending function in which the film supply device sends out the pair of films along the X-axis from the left and right sides of the opening toward the center of the opening in a state where the pair of films are welded together in a strip shape along the Y-axis while looking along the Y-axis; and a film separating function in which, after an object passes through the opened opening and falls onto the integrated pair of films laid on the main virtual horizontal plane, the film welding and cutting device welds the pair of films that have passed through the opening and are hanging down in a strip shape along the Y-axis at a position above the object, and cuts the welded strip-shaped portion, that is the welded portion, along the Y-axis to separate it into upper and lower parts.
- an object contour X-axis width dimension estimation function for estimating an object contour X-axis width dimension, which is a width dimension in the X-axis direction of the contour of the object as seen by guiding a line of sight along the Y-axis for the object passing through the opening;
- the work set unit has a frame that penetrates in one direction and forms the opening.
- the film supply device can feed a pair of films from the left and right sides of the opening toward the center of the opening along the X axis, respectively, when viewed along the Y axis.
- the film welding and cutting device welds a pair of films that have passed through the opening and are hanging downward into a strip along the Y axis above an object placed on the films, and can cut the welded strip along the Y axis to separate it into upper and lower parts.
- the main conveyor is disposed below the opening and supports the object by aligning the underside of the object with a virtual horizontal plane, which is a main virtual horizontal plane, and can transport the object wrapped in film placed on the main virtual horizontal plane laterally along the X-axis.
- the lateral feed conveyor can support the object and feed it lateral along the X-axis by aligning the underside of the object wrapped in film with a virtual horizontal lateral feed plane, which is a virtual horizontal plane, in a state where it can be received from the main conveyor and by the vacuum packaging machine.
- the second sensor is a sensor that can output information for estimating the X-axis width dimension of the object contour, which is the width dimension in the X-axis direction of the contour of the object when viewed with the line of sight along the Y-axis for an object passing through the opening.
- the third sensor has an optical sensor that is located at the boundary between the main conveyor and the transverse conveyor and can detect whether an optical axis emitted along the Y axis is obstructed/not obstructed by an object being transported transversely from the main conveyor to the transverse conveyor.
- the maximum overall length along the X-axis of an object wrapped in one or more films that can be accepted by the vacuum packaging machine is defined as the vacuum packaging machine acceptance length M.
- the control device realizes a film sending function, a film cutting function, an object contour X-axis width dimension estimation function, and a lateral feeding function.
- the film supply device feeds a pair of films from the left and right sides of the opening toward the center of the opening along the X axis.
- the film welding and cutting device welds the pair of films that have passed through the opening and are hanging down into a strip along the Y-axis at a position above the object, and cuts the welded strip along the Y-axis to separate it into upper and lower parts.
- an X-axis width dimension of the object contour is estimated, which is the width dimension in the X-axis direction of the contour of the object when the line of sight is aligned along the Y-axis.
- the primary packaging machine has the following effects due to its configuration.
- a pair of films that have been welded together and combined together above the opening are sent out, and the lifting device lowers a predetermined vertical distance below the opening to maintain the object support structure in a stopped state, and after the object is supported by the object support structure that maintains its stopped state and placed on the main imaginary horizontal plane, the pair of films are welded in a strip shape above the object, and the welded parts are cut and separated into upper and lower parts, so that the object can be efficiently wrapped and wrapped in film and placed on the main imaginary horizontal plane while being supported by the object support structure.
- the stopping position of the main virtual horizontal plane when the object support structure stops changes in the vertical direction in accordance with the dimensions of the object, so that the main virtual horizontal plane can be set to a position corresponding to the dimensions of the object.
- the stopping position of the main virtual horizontal plane when the object support structure stops changes in the vertical direction corresponding to the height dimension of the object's contour when viewed with the line of sight along the Y axis, so that the main virtual horizontal plane can be set to a position corresponding to the height dimension of the object's contour.
- the gate closes the opening, and the pair of films welded together above the opening are placed on the gate, with the object placed on the films, and after the gate opens the opening, the pair of films are sent out, and the lifting device maintains the object support structure stopped in a position a predetermined vertical distance below the opening, and after the object is placed on the main virtual horizontal plane of the object support structure maintained in a stopped state, the pair of films are welded in a strip shape along the Y axis above the object, and the welded parts are cut and separated into top and bottom, so that the object can be efficiently wrapped and wrapped in film and supported by the object support structure and placed on the main virtual horizontal plane.
- the gate closes the opening, and with the pair of films welded together placed on the gate, an object is placed on the films, and after the gate opens the opening, the pair of films are fed out so that the sum of the feed dimensions of the pair of films matches the film feed dimensions, and the lifting device maintains the object support structure in a stopped state with the main imaginary horizontal plane at a position a predetermined vertical distance below the opening, and after the object is supported by the object support structure maintaining its stopped state and placed on the main imaginary horizontal plane, the pair of films are welded into a strip-like shape along the Y-axis above the object, and the welded portions are cut and separated into top and bottom parts, so that the object can be efficiently wrapped and wrapped in film and placed on the main imaginary horizontal plane of the object support structure.
- a first sensor is disposed at least at one location on the opening virtual line, and when an object passes through the opening while the object support structure is stationary and the optical axis of the first sensor is not blocked by the object, the lifting device does not raise or lower the object support structure but maintains the object support structure in its stationary state, so that the object can be supported by the object support structure and placed on the main virtual horizontal plane.
- a first sensor is arranged at least at one point on the opening virtual line, and when an object passes through the opening while the object support structure is stopped and the optical axis of the first sensor is blocked by the object, the lifting device starts to lower the object support structure, and when the optical axis of the first sensor is no longer blocked by the object, the lifting device stops the descent of the object support structure and maintains that state. Therefore, depending on the size of the object, the object can be supported by the object support structure and placed on the main virtual horizontal plane.
- the film feed dimensions are determined based on the number of optical sensors whose optical axes are blocked among the multiple optical sensors of the second sensor, so that the film feed dimensions can be determined in accordance with the size of the target object.
- the object contour perimeter which is the perimeter of the object's contour as seen along the Y axis with the line of sight based on the number of optical sensors whose optical axes are blocked among the multiple optical sensors of the second sensor, is derived, and the film feed dimension is determined from the derived object contour perimeter, so that the film feed dimension can be determined according to the size of the object.
- the film feed dimension is determined based on the vertical separation distance between the specific opening portion and the main virtual horizontal plane when the lifting equipment maintains the object support structure in a stopped state, and the maximum number of optical sensors whose optical axes are blocked among the multiple optical sensors of the second sensor, so that the film feed dimension can be easily determined according to the size of the object.
- the pair of films are rewound from the center of the opening to the left and right of the opening along the X-axis so that the total rewind dimension, which is the sum of the rewind dimensions of the pair of films, matches the rewind dimension of the films, so that the integrated pair of films can be pulled up from the opening.
- the X-axis width dimension of the object contour is estimated, and when it is determined based on the estimated X-axis width dimension of the object contour that the total length along the X-axis direction of the film-wrapped object placed on the main conveyor and the single or multiple film-wrapped objects placed on the lateral conveyor, which are arranged in series along the X-axis, does not exceed the vacuum packaging machine acceptance length M, the object placed on the main conveyor is fed laterally to the lateral conveyor, so that the single or multiple objects can be fed laterally to the vacuum packaging machine efficiently and without protruding.
- the X-axis width dimension of the object contour is estimated, and when it is determined based on the estimated X-axis width dimension of the object contour that the total length along the X-axis direction of the object wrapped in film placed on the main conveyor and the single or multiple objects wrapped in film placed on the lateral conveyor, which are arranged in series along the X-axis, exceeds the vacuum packaging machine acceptance length M, the main conveyor is not moved, and the single or multiple objects placed on the lateral conveyor are entirely fed laterally to the vacuum packaging machine, so that the single or multiple objects can be fed laterally to the vacuum packaging machine efficiently and without protruding. Therefore, it is possible to provide a primary packaging machine that meets market needs and aims to improve work throughput.
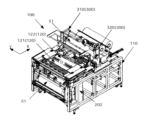
- FIG. 1 is a perspective view of a primary packaging machine according to an embodiment of the present invention.
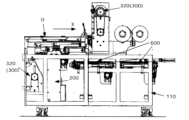
- FIG. 1 is a side view of a primary packaging machine according to an embodiment of the present invention.
- FIG. 1 is a plan view of a primary packaging machine according to an embodiment of the present invention.
- FIG. 1 is a first explanatory diagram of the operation of the primary packaging machine according to the embodiment of the present invention.
- FIG. 2 is a second explanatory diagram of the operation of the primary packaging machine according to the embodiment of the present invention.
- FIG. 3 is a third explanatory diagram of the operation of the primary packaging machine according to the embodiment of the present invention.
- FIG. 4 is a fourth explanatory diagram of the operation of the primary packaging machine according to the embodiment of the present invention.
- FIG. 2 is a functional block diagram of a primary packaging machine according to an embodiment of the present invention.
- FIG. 5 is a fifth explanatory diagram of the operation of the primary packaging machine according to the embodiment of the present invention.
- FIG. 1 is a perspective view of a primary packaging machine according to an embodiment of the present invention.
- FIG. 2 is a side view of a primary packaging machine according to an embodiment of the present invention.
- FIG. 3 is a plan view of a primary packaging machine according to an embodiment of the present invention.
- FIG. 4 is a first explanatory diagram of the operation of a primary packaging machine according to an embodiment of the present invention.
- FIG. 5 is a second explanatory diagram of the operation of a primary packaging machine according to an embodiment of the present invention.
- FIG. 6 is a third explanatory diagram of the operation of a primary packaging machine according to an embodiment of the present invention.
- FIG. 7 is a fourth explanatory diagram of the operation of a primary packaging machine according to an embodiment of the present invention.
- FIG. 8 is a functional block diagram of a primary packaging machine according to an embodiment of the present invention.
- FIG. 9 is a fifth explanatory diagram of the operation of a primary packaging machine according to an embodiment of the present invention.
- the primary packaging machine according to the embodiment of the present invention is a device for wrapping and packaging an object 20 with a film 50 .
- the primary packaging machine according to an embodiment of the present invention may be an apparatus for wrapping and packaging an object 20 in a film 50 as a preliminary process for vacuum packaging the object 20 in a downstream vacuum packaging machine 900.
- the vacuum packaging machine 900 is an apparatus for sucking a cylindrical sealed body formed by wrapping a portion of meat in a film 50 from both openings, and sealing both openings to obtain a four-sided sealed body that is vacuum sealed.
- the object 20 will be described as a beef carcass
- the primary packaging machine will be described as a device for wrapping and packaging the object 20 in film 50 as a preparatory process for vacuum packaging the object 20 in a vacuum packaging machine 900 located downstream.
- the primary packaging machine comprises a work set unit 100, an object support structure (not shown), a lifting device 200, a film supply 300, a film welding and cutting device 400, a control device (not shown), and a first sensor L1.
- a primary packaging machine according to an embodiment of the present invention may be comprised of a work set unit 100, an object support structure (not shown), a lifting device 200, a film supply device 300, a film welding and cutting device 400, a control device (not shown), a first sensor L1 and a second sensor L2.
- a primary packaging machine may be comprised of a work set unit 100, an object support structure (not shown), a lifting device 200, a film supply device 300, a film welding and cutting device 400, a control device (not shown), a cross-feed conveyor 600, a first sensor L1, a second sensor L2 and a third sensor L3.
- a primary packaging machine may be comprised of a work set unit 100, an object support structure (not shown), a lifting device 200, a film supply device 300, a film welding and cutting device 400, a control device (not shown), a cross-feed conveyor 600, a first sensor L1, a second sensor L2, a third sensor L3 and a fourth sensor L4.
- a primary packaging machine may be comprised of a work set unit 100, an object support structure (not shown), a film supplying device 300, a film welding and cutting device 400, a control device (not shown), a cross-feed conveyor 600, a second sensor L2 and a third sensor L3.
- a primary packaging machine may be comprised of a work set unit 100, an object support structure (not shown), a film supplying device 300, a film welding and cutting device 400, a control device (not shown), a cross-feed conveyor 600, a second sensor L2, a third sensor L3 and a fourth sensor L4.
- the X-axis is the direction in which the film is fed.
- the X-axis is an imaginary axis that extends in the direction in which the target object 20 is transported from the primary packaging machine to the vacuum packaging machine 900 when viewed from above.
- the main imaginary horizontal plane H is an imaginary horizontal plane that coincides with the underside of the object 20 wrapped in a film supported on the object support structure.
- the main virtual horizontal plane H is a virtual horizontal plane that coincides with the lower surface of the object 20 supported by the main conveyor 500 .
- the opening imaginary line G is an imaginary line that extends along the X-axis in the vicinity of the opening O when viewed along the Y-axis.
- the opening imaginary line G is an imaginary line extending along the X-axis along the top surface T of the gate 120 that closes the opening O when viewed along the Y-axis.
- the transverse virtual horizontal plane J is an imaginary plane that coincides with the bottom surface of the object 20 wrapped in the film 50 that is supported by the transverse conveyor 600 and transported transversely.
- the vacuum packaging machine virtual horizontal plane K is an imaginary plane that coincides with the bottom surface of the object 20 wrapped in the film 50 supported by the vacuum packaging machine 900. Vertical is the direction in which gravity acts.
- the work set unit 100 is the basic structure of the primary packaging machine and is composed of a frame 110 .
- the work set unit 100 is the basic structure of a primary packaging machine and may be composed of a frame 110 and a gate 120 .
- the frame 110 has a structure that forms an opening O penetrating in one direction.
- the frame 110 may be structured to form an opening O penetrating therethrough in the vertical direction.
- the frame 110 may have a structure in which an opening O is formed penetrating in an oblique direction.
- the opening may have a contour formed of four sides substantially parallel to the X-axis and Y-axis when viewed from above.
- the frame 110 may be structured to support the lifting equipment 200, the film supplying equipment 300, the film welding and cutting equipment 400, the main conveyor 500, the cross-feed conveyor 600, the first sensor L1, the second sensor L2, the third sensor L3, and the fourth sensor L4, which will be described later.
- the gate 120 has a door structure that can open and close the opening O, and has a gate top surface T on which the object 20 can be placed.
- the gate 120 may be composed of a pair of slide gates 121 and 122 .
- the pair of slide gates 121, 122 can open the opening O by moving left and right from the center of the opening O along the X axis when viewed along the Y axis, and can close the opening O by facing each other's tip ends at the center of the opening O.
- the frame 110 has a structure that forms the opening O penetrating in the vertical direction.
- the gate upper surface T formed by the pair of slide gates 121, 122 may be a surface that slopes upward as it transitions from the tip portion to the base portion.
- the gate upper surface T formed by the pair of slide gates 121, 122 has a shallow V-shape.
- a pair of slide gates 121 and 122 can open the opening O by moving their ends to the left and right of the opening O along the X-axis, respectively.
- a pair of slide gates 121 and 122 can open the opening O by moving their ends to the left and right of the opening O along the Y axis, respectively.
- the object support structure is a structure that is disposed below the opening O and supports the object 20 by aligning the lower surface of the object 20 with a main virtual horizontal plane H, which is an imaginary horizontal plane.
- the object support structure (not shown) may be constituted by the main conveyor 500. In the following, for convenience of explanation, the object support structure (not shown) will be described as being the main conveyor 500.
- the lifting device 200 is a device that supports an object support structure and manipulates it so that it can be raised and lowered.
- the lifting device 200 is a device that manipulates the main conveyor 500, which is the object support structure, so that it can be raised and lowered.
- the lifting equipment 200 can support the object 20 by aligning the lower surface of the object 20 with the main virtual horizontal plane H via the object support structure.
- the lifting equipment 200 may be disposed below the opening O and supported by the frame 110 .
- the lifting device 200 is disposed directly below the opening O and supported by the frame 110 .
- the lifting equipment 200 can freely raise and lower the main conveyor 500.
- the surface of the main conveyor 500 which is controlled by the lifting equipment 200 and on which the object 20 is placed, coincides with the main virtual horizontal plane H.
- the lifting equipment 200 can freely raise and lower the main conveyor 500, stop the main conveyor 500 by aligning the main virtual horizontal plane H with one of the first stop position Z1, the second stop position Z2, and the third stop position Z3, and maintain the stopped state.
- the second stop position Z2 changes depending on the size of the object. For example, the second stop position Z2 is lower when the vertical dimension of the target object 20 is large, and is higher when the vertical dimension of the target object 20 is small.
- the lifting device 200 stops the main conveyor 500 and the main imaginary horizontal plane H coincides with the first stop position Z1, the main imaginary horizontal plane H coincides with a position lowered by a first vertical distance h1 from the specific opening portion.
- the first vertical distance h1 corresponds to the height dimension of the contour of a predictably small one of the objects 20 when viewed along the Y axis.
- the first vertical distance h1 corresponds to the height dimension of the contour of a predictably small object 20 when viewed along the Y axis, plus a margin of height.
- the second stop distance h2 is an arbitrary distance that varies depending on the height dimension of the object 20 that is raised or lowered as a result of the lifting equipment 200 raising or lowering the main conveyor 500.
- the main imaginary horizontal plane H coincides with a position that is lowered by a third vertical distance h3 from the specific opening portion.
- the opening specific portion is a specific portion of the opening O.
- the specific opening portion may be a specific portion of the V-shaped virtual opening line G.
- the opening specific portion coincides with the bottom of the opening virtual line G.
- the specific opening portion coincides with the optical axis of the optical sensor of the first sensor L1. In the following, a case where the opening specific portion coincides with the bottom of the opening virtual line G will be described as an example.
- the film supply device 300 is a device that can feed a pair of films 50 from the left and right sides of the opening O toward the center of the opening O along the X axis when viewed along the Y axis.
- the film supply device 300 may be a device that can feed a pair of films 50 from the left and right sides of the opening O toward the center of the opening O along the X axis and along the top of the opening O, when viewed along the Y axis.
- the film supply device 300 may be a device that can feed a pair of films 50 from the left and right sides of the opening O toward the center of the opening O along the X axis when viewed along the Y axis.
- the film supply device 300 may be a device that can feed a pair of films 50 from the left and right sides of the opening O toward the center of the opening O along the X axis and rewind them in the opposite directions when viewed along the Y axis.
- the film dispensing device 300 may be comprised of a pair of film roll holders 310 , a pair of film roll rotation mechanisms 320 , and a pair of film roll diameter sensors 330 .
- a set of a film roll holder 310, a film roll rotation mechanism 320, and a film roll diameter sensor 330 are disposed on the left and right sides of the opening O, respectively.
- the film roll holder 310 is a device that holds the film roll 51 around which the film 50 is wound so that the film can rotate freely.
- the film roll rotation mechanism 320 is a mechanism that can rotate the film roll 51 .
- the film roll diameter sensor 330 is a sensor that can detect the diameter of the film roll 51 .
- the length of the film 50 that has been fed can be calculated based on the diameter of the film roll 51 detected by the film roll diameter sensor 330 and the forward rotation angle of the film roll 51 . For example, when the film roll rotating mechanism 320 rotates the film roll holder 310 in the forward direction, the film 50 is fed out.
- the film supply device 300 can feed a pair of films 50 from the left and right sides of the opening O toward the center of the opening O along the X axis so that the total feed dimension, which is the sum of the pair of feed dimensions, matches the film feed dimension.
- the film supply device 300 feeds one film 50 along the X axis toward the center of the opening O by half the film feed dimension, while feeding the other film along the X axis toward the center of the opening O by half the film feed dimension, when viewed along the Y axis, so that the total feed dimension matches the film feed dimension.
- the film feed dimension is the dimension at which the primary packaging machine feeds out the film 50 required to wrap and wrap the object 20 .
- the film supply device 300 can rewind a pair of films 50 from the center of the opening O to the left and right sides of the opening O along the X axis so that a total rewind dimension, which is the sum of the rewind dimensions of a pair of films 50 rewinded along the X axis from the center of the opening O to the left and right sides of the opening O when viewed along the Y axis, matches the film rewind dimension.
- the film supply device 300 when viewed along the Y axis, the film supply device 300 rewinds one film 50 by 1/2 the film rewind dimension along the X axis toward either the left or right of the opening O, and rewinds the other film 50 by 1/2 the film rewind dimension along the X axis toward the other left or right of the opening O.
- the total rewind dimension matches the film rewind dimension.
- the film rewind dimension is the dimension by which the film supply device 300 rewinds the film.
- the length of the film 50 to be rewound can be calculated based on the diameter of the film roll 51 detected by the film roll diameter sensor 330 and the reverse rotation angle of the film roll 51 .
- the film welding and cutting device 400 is an instrument that can weld a pair of films 50 that have passed through an opening O and are hanging downward into a strip along the Y axis at a position above the object 20, and then cut the welded strip-shaped portion, the welded portion 60, along the Y axis to separate it into upper and lower parts. As a result, the object 20 wrapped in the film 50 can be separated from the pair of films 50 .
- the film welding and cutting device 400 may be a device that can weld a pair of films 50 that have passed through an opening O and are hanging downward into a strip along the Y axis at a position above the object 20, and cut the welded strip-shaped portion, the welded portion 60, along the Y axis to separate it into upper and lower parts.
- the film welding and cutting device 400 may be a device that can weld a pair of films 50 that have passed through an opening O and are hanging downward into a strip along the Y axis at a position near the opening O and above the object, and cut the welded strip-shaped portion, the welded portion 60, along the Y axis to separate it into upper and lower parts.
- the film welding and cutting device 400 may be a device that can weld a pair of films 50 that have passed through an opening O and are hanging downward into a strip along the Y axis at a position below the opening O and above an object, and cut the welded strip-shaped portion, the welded portion 60, along the Y axis to separate it into upper and lower parts.
- the film welding and cutting device 400 may be a device that can weld a pair of films 50 that have passed through an opening O and are hanging downward into a strip along the Y axis at a position above the opening O and above an object, and cut the welded strip-shaped portion, the welded portion 60, along the Y axis to separate it into upper and lower parts.
- the film welding and cutting device 400 may be a device that can weld a pair of films 50 that are sent out along the X-axis from the left and right sides of the opening O toward the center of the opening O, pass through the opening O and hang down, into a strip along the Y-axis at a position above the object 20, and cut the welded strip-shaped portion, the welded portion 60, along the Y-axis to separate it into upper and lower parts.
- the film welding/cutting device 400 is composed of a film welding device 410 and a film cutting device 420 .
- the film welding device 410 is a device that welds the pair of films 50 that have passed through the opening O and are hanging downward into a strip shape along the Y axis at a position above the object 20.
- the film welding device 410 may be a device that welds a pair of films 50 that are respectively sent from the left and right sides of the opening O along the X-axis toward the center of the opening O, pass through the opening O, and hang down downward into a strip along the Y-axis at a position above the object 20.
- the film welding device 410 applies pressure and heat to a pair of films 50 hanging downward from the center of the opening O at a position above the object 20 along the Y axis.
- the film welding device 410 vibrates a pair of films 50 hanging downward from the center of the opening O along the Y axis at a position above the object 20, applying pressure and heating.
- the film cutting device 420 is a device that cuts the welded portion 60, which is a band-shaped welded portion, along the Y axis.
- the film cutting device 420 cuts the film 50 with a cutter along the Y axis at the center in the width direction of the welded portion 60, which is a band-shaped welded portion.
- the film cutting device 420 is a cutter, and cuts the film 50 along the Y axis at the center in the width direction of the welded band-shaped portion 60 .
- the pair of welded films 50 are separated into upper and lower halves, and the pair of films 50 that have been welded together remain above the opening O, and the film 50 that has been welded to each other at the top and bottom to form a tube is left below the opening O, wrapping the object 20.
- the main conveyor 500 is a device disposed below the opening O, which supports the object 20 by aligning the bottom surface of the object 20 with a main virtual horizontal plane H, which is an imaginary horizontal plane, and can transport the object 20 wrapped in a film 50 placed on the main virtual horizontal plane H laterally along the X-axis.
- the main conveyor 500 may be a device that is positioned directly below the opening O and can support the object 20 by aligning the underside of the object 20 wrapped in the film 50 with a main virtual horizontal plane H, which is an imaginary horizontal plane, and can transport the object 20 placed on the main virtual horizontal plane H laterally along the X-axis.
- the main conveyor 500 is a roller conveyor driven by a servo motor.
- the roller conveyor has a number of rollers spaced equally apart along the X-axis.
- An imaginary horizontal line connecting the tops of a plurality of rollers arranged at equal intervals along the X-axis coincides with the main imaginary horizontal plane H.
- the main conveyor 500 is a belt conveyor driven by a servo motor.
- the main conveyor 500 is disposed below the opening O.
- the main conveyor 500 is disposed directly below the opening O.
- the main virtual horizontal plane H may coincide with a lateral feed virtual horizontal plane J, which will be described later.
- the transverse feed virtual horizontal plane J is an imaginary horizontal plane that supports the bottom surface of the object 20 wrapped in the film 50 when the transverse feed conveyor 600 described later transports the object 20 transversely along the X-axis.
- the main conveyor 500 may be a device that can be raised and lowered by the lifting device 200 and can laterally transport the object 20 wrapped in the film 50 placed on the main virtual horizontal plane H along the X-axis.
- the main conveyor 500 is a roller conveyor driven by a servo motor.
- the main conveyor 500 can be raised and lowered by being freely operated by the lifting device 200.
- the lifting equipment 200 raises and lowers the main conveyor 500 and stops the main conveyor 500 by aligning the main imaginary horizontal plane H with the first stop position Z1, the main imaginary horizontal plane H is lowered by a first vertical distance h1 from the specific opening portion.
- the main virtual horizontal plane H is lowered by a second vertical distance h2 from the specific opening portion.
- the main virtual horizontal plane H is lowered by a third vertical distance h3 from the specific opening portion.
- the lateral feed conveyor 600 is a device that can transversely feed the object 20 wrapped in the film 50 in a state where it can be received from the main conveyor 500 and in a state where it can be received by the vacuum packaging machine 900.
- the transverse conveyor 600 is a device that can transversely transport the object 20 wrapped in the film 50 along the X-axis in a state where it can be received from the main conveyor 500 and by the vacuum packaging machine 900 .
- the lateral feed conveyor 600 is a device that can support the object 20 and feed it lateral along the X-axis by aligning the underside of the object 20 wrapped in film 50 with a virtual horizontal lateral feed plane J, which is a virtual horizontal plane, so that the object 20 can be received from the main conveyor 500 and by the vacuum packaging machine 900.
- the horizontal lateral feed imaginary plane J of the lateral feed conveyor 600 can coincide with the horizontal lateral feed plane K of the vacuum packaging machine 900 .
- the transverse conveyor 600 may be a plurality of transverse conveyors 600 connected in series.
- the transverse conveyor 600 is composed of a first transverse conveyor 610 and a second transverse conveyor 620 arranged in series along the X-axis.
- the first transverse conveyor 610 can transverse the object 20 wrapped in film 50 along the X-axis in a state where it can be received from the main conveyor 500 and by the second transverse conveyor 620 .
- the second transverse conveyor 610 can transversely convey the object 20 wrapped in the film 50 along the X-axis in a state where it can be received from the first transverse conveyor 610 and by the vacuum packaging machine 900.
- the vacuum packaging machine 900 supports the object 20 wrapped in the film 50 by aligning the bottom surface of the object 20 wrapped in the film 50 with the virtual horizontal plane K of the vacuum packaging machine.
- the vacuum packaging machine 900 is a device that receives the object 20 wrapped in the film 50 from the transverse conveyor 600, and draws a vacuum at both openings of the cylindrical film 50 to seal it.
- the maximum overall length along the X-axis of the object 20 wrapped in one or more films 50 that can be accepted by the vacuum packaging machine 900 is defined as the vacuum packaging machine acceptance length M.
- the first sensor L1 has an optical sensor that can detect whether the optical axis emitted along the Y axis at one point on the opening virtual line G is blocked or not blocked by the object 20 when viewed along the Y axis.
- the opening imaginary line G is an imaginary line that extends along the X-axis near the opening when viewed along the Y-axis.
- the opening imaginary line G may be an imaginary line along the gate 120 when the gate 120 closes the opening O when viewed along the Y axis.
- the opening imaginary line G may be an imaginary line along the gate upper surface T of the gate 120 in a state in which the gate 120 closes the opening O when viewed along the Y axis.
- the first sensor L1 has an optical sensor that can detect whether the optical axis emitted along the Y axis at a point approximately in the center of the opening virtual line G when the gate 120 closes the opening O is blocked/not blocked by the object 20 when viewed along the Y axis.
- the optical sensor of the first sensor L1 is composed of a light emitter arranged on one side along the Y axis with an opening O between them, a light receiver arranged on the other side along the Y axis, and a drive circuit that drives the light emitter and the light receiver.
- the first sensor L1 is composed of one or more optical sensors.
- the first sensor L1 may be composed of one optical sensor.
- the first sensor L1 may be configured as one of a plurality of optical sensors of the second sensor L2 described below.
- the second sensor L2 has a sensor that can output information for estimating the X-axis width dimension of the object contour, which is the width dimension in the X-axis direction of the contour of the object 20 when viewed with the line of sight along the Y-axis for the object 20 passing through the opening O.
- the second sensor L2 may have a camera system capable of outputting information for estimating the X-axis width dimension of the object contour, which is the width dimension in the X-axis direction of the contour of the object 20 when viewed along the Y-axis with the line of sight for the object 20 passing through the opening O.
- the second sensor L2 may have a plurality of optical sensors that are arranged at predetermined intervals along the opening virtual line G when viewed along the Y axis and can detect whether each optical axis emitted along the Y axis is blocked/not blocked by the object 20.
- the opening imaginary line G is an imaginary line that extends along the X-axis near the opening when viewed along the Y-axis.
- the opening imaginary line G may be an imaginary line along the gate upper surface T of the gate 120 in a state in which the gate 120 closes the opening O when viewed along the Y axis.
- the structure of the optical sensor of the second sensor L2 may be the same as the structure of the optical sensor of the first sensor L1.
- the multiple optical sensors of the second sensor L2 may include the optical sensor of the first sensor L1.
- the third sensor L3 is located at the boundary between the main conveyor 500 and the transverse conveyor 600 and has an optical sensor that can detect whether the optical axis emitted along the Y axis is blocked/not blocked by the object 20 being transported transversely from the main conveyor 500 to the transverse conveyor 600.
- the structure of the optical sensor may be the same as that of the optical sensor of the first sensor L1.
- the fourth sensor L4 is installed at the boundary between the transverse conveyor 600 and the vacuum packaging machine 900 and has an optical sensor that can detect whether the optical axis emitted along the Y axis is blocked/not blocked by the object 20 being transported transversely from the transverse conveyor 600 to the vacuum packaging machine 900.
- the structure of the optical sensor may be the same as that of the optical sensor of the first sensor L1.
- a control device is a device capable of controlling the primary packaging machine.
- the control device is configured with a computer.
- a computer is composed of a CPU, a memory, and an I/O. Software for realizing a number of functions is installed on the computer.
- a control device has installed therein software that causes the primary packaging machine to realize a number of functions.
- the control device may realize a film sending function F30, a lifting device stop maintaining function F40, a film separation function F50, and an opening closing function F80.
- the control device may realize an opening opening function F20, a film sending function F30, a lifting device keeping stop function F40, a film cutting function F50, and an opening closing function F80.
- the control device (not shown) may realize a film feed dimension determination function F10, an opening opening function F20, a film feed function F30, a lifting device stop maintaining function F40, a film separation function F50, and an opening closing function F80.
- the control device may realize a film feed dimension determination function F10, an opening opening function F20, a film feed function F30, a lifting device stop maintaining function F40, a film separation function F50, an opening closing function F80, and a film rewinding function F70.
- the control device may realize a film feed dimension determination function F10, an opening opening function F20, a film feed function F30, a lifting equipment stop maintaining function F40, a film separation function F50, an opening closing function F80, a film rewind dimension determination function F60, and a film rewinding function F70.
- the control device may realize a film feed dimension determination function F10, an opening opening function F20, a film feed function F30, a lifting equipment stop maintaining function F40, a film separation function F50, an opening closing function F80, a film rewind dimension determination function F60, a film rewind function F70, an object contour X-axis width dimension estimation function F90, and a lateral feed function F100.
- a control device realizes a plurality of functions in a specific order according to the software installed therein.
- the control device may realize an opening function F20, a film feeding function F30, a lifting device maintaining stop function F40, a film separation function F50, an opening closing function F80, a film rewinding function F70, and a lateral feed function F100, in that order.
- the control device may perform an opening function F20, a film feeding function F30, a lifting device maintaining stop function F40, a film separation function F50, a film rewinding function F70, an opening closing function F80, and a lateral feed function F100, in that order.
- the control device may implement the film feed dimension determination function F10 when implementing the opening opening function F20 and the lifting device stop maintaining function F40.
- the control device may implement the object contour X-axis width dimension estimation function F90 when implementing the film delivery function F30 and the lifting device stop maintaining function F40.
- the film feed dimension determination function F10 is a function that determines the film feed dimensions, which are the dimensions at which the film supply device 300 feeds the film 50 required to wrap and wrap the target object 20.
- the film feed dimension determination function F10 may be a function that determines the film feed dimension based on the number of optical sensors whose optical axes are blocked by the target object 20 among the multiple optical sensors of the second sensor L2.
- the film feed dimension determination function F10 may be a function that records the number of optical sensors whose optical axes are blocked by the object 20 among the multiple optical sensors of the second sensor L2, and determines the film feed dimension based on the recorded number of blocked optical sensors.
- the film feed dimension determination function F10 may be realized when the opening opening function F30 and the lifting device stop maintaining function F40 are realized. For example, the film feed dimension determination function F10 is realized when the opening opening function F30 and the lifting device stop maintaining function F40 are realized and the target object 20 is falling.
- the film feed dimension determination function F10 records in chronological order the number of optical sensors among the multiple optical sensors of the second sensor L2 whose optical axis is blocked by the target object 20, and determines the film feed dimension based on the number of blocked optical sensors recorded in chronological order.
- the film feed dimension determination function F10 may be a function that records the number of optical sensors among the multiple optical sensors of the second sensor L2 whose optical axis is blocked by the object 20, derives the object contour perimeter, which is the perimeter of the contour of the object 20 when viewed with the line of sight along the Y axis, based on the recorded number of blocked optical sensors, and determines the film feed dimension from the derived object contour perimeter.
- the film feed dimension determination function F10 may be realized when the opening opening function F30 and the lifting device stop maintaining function F40 are realized.
- the film feed dimension determination function F10 realizes the opening opening function F30 and the lifting equipment stop maintenance function F40, and when the object 20 is falling, records the number of optical sensors among the multiple optical sensors of the second sensor L2 whose optical axis is blocked by the object 20 in accordance with the lifting position of the main virtual horizontal plane H that changes over time, derives the object contour perimeter, which is the perimeter of the contour of the object 20 as seen with the line of sight along the Y axis, based on the number of blocked optical sensors recorded in accordance with the lifting position of the main virtual horizontal plane H that changes over time, and determines the film feed dimension from the derived object contour perimeter.
- the film feed dimension determination function F10 may be a function that, when the object 20 is falling by implementing the opening function F30 and the lifting equipment stop maintenance function F40, records the maximum number of optical sensors among the multiple optical sensors of the second sensor L2 whose optical axis is blocked by the object 20, and determines the film feed dimension from the object contour circumference based on a combination of the vertical separation distance between the specific opening portion and the main virtual horizontal plane H when the lifting equipment 200 maintains the stopped state of the main conveyor 500 and the maximum number of blocked optical sensors recorded.
- the film feed dimension determination function F10 may be a function that realizes the opening opening function F30 and the lifting equipment stop maintenance function F40 to record the maximum number of optical sensors whose optical axes are blocked by the object 20 among the multiple optical sensors of the second sensor L2 when the object 20 is falling, derives the object contour perimeter, which is the perimeter of the contour of the object 20 as viewed along the Y axis, based on a combination of the vertical separation distance between the specific opening portion and the main virtual horizontal plane H when the lifting equipment 200 maintains the stopped state of the main conveyor 500 and the maximum recorded number of blocked optical sensors, and determines the film feed dimension from the derived object contour perimeter.
- the film feed dimension determination function F10 may be realized when the opening opening function F30 and the lifting device stop maintaining function F40 are realized.
- the film feed dimension determination function F10 may be a function that, when the opening opening function F30 and the lifting equipment stop maintenance function F40 are realized and the object 20 is falling, records the maximum number of optical sensors among the multiple optical sensors of the second sensor L2 whose optical axis is blocked by the object 20, derives the object contour perimeter, which is the perimeter of the contour of the object 20 as viewed along the Y axis, based on a combination of the vertical separation distance between the specific opening portion and the main virtual horizontal plane H when the main conveyor 500 is maintained in a stopped state while the lifting equipment 200 is realizing the lifting equipment stop maintenance function F40, and determines the film feed dimension from the derived object contour perimeter.
- the film feed dimension determination function F10 may be a function that, when the opening opening function F30 and the lifting equipment stop maintenance function F40 are realized and the object 20 is falling, records the maximum number of optical sensors whose optical axes are blocked by the object 20 among the multiple optical sensors of the second sensor L2 in accordance with the lifting position of the main virtual horizontal plane H that changes over time, derives the object contour perimeter, which is the perimeter of the contour of the object 20 as viewed along the Y axis, based on a combination of the vertical separation distance between the specific opening portion and the main virtual horizontal plane H when the main conveyor 500 is maintained in a stopped state while the lifting equipment 200 is realizing the lifting equipment stop maintenance function F40, and the maximum number of blocked optical sensors recorded in accordance with the lifting position of the main virtual horizontal plane H that changes over time, and determines the film feed dimension from the derived object contour perimeter.
- FIG. 6 is an example of a table for deriving the "film advance dimension" from the “stroke” and the “maximum number of blocked optical sensors.”
- the "stroke” in FIG. 6 corresponds to the "vertical distance between the main virtual horizontal plane H and the specific opening portion when the lifting equipment 200 maintains a stopped state while implementing the lifting equipment stop maintaining function F40.”
- the film advance dimension determination function F10 may be a function that uses a camera to capture an image of the object 20 from the side, derives the object contour perimeter, which is the perimeter of the contour of the object 20, and determines the film advance dimension from the derived object contour perimeter.
- the opening opening function F20 is a function in which the gate 120 opens the opening O when the gate 120 closes the opening O, and the pair of films fed by the film supply device 300 from the left and right sides of the opening O along the X axis toward the center of the opening O are welded together in a strip along the Y axis and laid on the gate upper surface T, and the object 20 is placed on the pair of films 50 laid on the gate upper surface T.
- the opening opening function F20 may be such that, when the gate 120 closes the opening O, and the film supply device 300 sends out a pair of films 50 from the left and right of the opening O along the X-axis toward the center of the opening O, the films 50 are welded together in a strip along the Y-axis and laid on the gate upper surface T, the gate 120 opens the opening O when a certain time has elapsed since the object 20 is placed on the pair of films 50 laid on the gate upper surface T and the optical axis of the first sensor L1 is blocked.
- the film feeding function F30 is a function that feeds out the pair of films 50 from the left and right sides of the opening O toward the center of the opening O when the film supply device 300 is viewed along the Y axis and the pair of films 50 are welded together in a strip shape along the Y axis.
- the film feeding function F30 may be a function of feeding the pair of films 50 from the left and right sides of the opening O toward the center of the opening O along the X axis, respectively, when the film supply device 300 is viewed along the Y axis and the pair of films 50 are welded together in a strip shape along the Y axis.
- the film feeding function F30 is a function that, when the gate 120 starts to open the opening O, when the film supply device 300 is viewed along the Y axis, the pair of films 50 are welded together in a strip shape along the Y axis, and the film feeding function F30 feeds out the pair of films 50 from the left and right sides of the opening O toward the center of the opening O.
- the film feeding function F30 is a function that, when the gate 120 begins to open the opening O, when the film supply device 300 is viewed along the Y axis, the pair of films 50 are welded together in a strip shape along the Y axis, and the film feeding function F30 feeds out the pair of films 50 from the left and right sides of the opening O toward the center of the opening O along the X axis.
- the film feeding function F30 is a function that, as a result of realizing the opening opening function F20, when the gate 120 begins to open, when the film supply device 300 is viewed along the Y axis, the pair of films 50 are welded together in a strip-like shape along the Y axis and are fed out from the left and right sides of the opening O toward the center of the opening O along the X axis.
- the film feeding function F30 is a function that, as a result of realizing the opening opening function F20, from the moment the gate 120 begins to open and the opening O begins to open, when the film supply device 300 is viewed along the Y axis, the pair of films 50 are welded together in a strip-like shape along the Y axis and are fed out from the left and right sides of the opening O toward the center of the opening O along the X axis.
- the film feeding function F30 is a function that, as a result of realizing the opening opening function F20, when the gate 120 starts to open and the opening O is halfway open, when the film supply device 300 is viewed along the Y axis, the pair of films 50 are welded together in a band shape along the Y axis and are sent out from the left and right sides of the opening O along the X axis toward the center of the opening O, respectively.
- the film feeding function F30 is a function that, as a result of realizing the opening opening function F20, after the gate 120 starts to open and the opening O is opened, when the film supply device 300 is viewed along the Y axis, the pair of films 50 are welded together in a strip shape along the Y axis, and the film feeding function F30 feeds out the pair of films 50 from the left and right sides of the opening O toward the center of the opening O along the X axis, respectively.
- the film feeding function F30 may be a function that feeds out the pair of films 50 from the left and right of the opening O along the X axis toward the center of the opening O, respectively, so that the total feeding dimension, which is the sum of the pair of feeding dimensions, matches the film feeding dimension when the pair of films 50 are welded together in a strip shape along the Y axis as viewed by the film supply device 300 along the Y axis.
- the lifting equipment stop maintaining function F40 is a function in which the lifting equipment 200 aligns the main virtual horizontal plane H with a stop position that is a predetermined vertical distance below the specific opening portion, stops the main conveyor 500, and maintains that state.
- the stop position that coincides with the main virtual horizontal plane H when the lifting equipment 200 maintains the state in which the main conveyor 500 is stopped changes in the vertical direction in accordance with the dimensions of the target object 20.
- the stop position coinciding with the main virtual horizontal plane H when the lifting equipment 200 maintains the state in which the main conveyor 500 is stopped changes in the vertical direction in response to the height dimension of the contour of the object 20 when viewed along the Y axis.
- the vertical separation distance between the opening O and the main virtual horizontal plane H when the lifting equipment 200 stops the main conveyor 500 changes in accordance with the dimensions of the target object 20. For example, if the dimensions of the object 20 are small, the vertical distance between the opening O and the main virtual horizontal plane H when the lifting equipment 200 stops the main conveyor 500 when realizing the lifting equipment stop maintenance function F40 will be small, and if the dimensions of the object 20 are large, the vertical distance between the opening O and the main virtual horizontal plane H when the lifting equipment 200 stops the main conveyor 500 when realizing the lifting equipment stop maintenance function F40 will be large.
- the vertical distance of the main virtual horizontal plane H from the specific opening portion when the lifting equipment 200 stops the main conveyor 500 may change in the vertical direction in response to the height dimension of the contour of the object 20 when viewed along the Y axis.
- the vertical distance of the main virtual horizontal plane H from the specific opening portion when the lifting equipment 200 stops the main conveyor 500 changes in the vertical direction in response to the height dimension of the contour of the object 20 when viewed along the Y axis.
- the vertical distance between the opening O and the main virtual horizontal plane H when the lifting equipment 200 stops the main conveyor 500 when realizing the lifting equipment stop maintenance function F40 will be small
- the vertical distance between the opening O and the main virtual horizontal plane H when the lifting equipment 200 stops the main conveyor 500 when realizing the lifting equipment stop maintenance function F40 will be large.
- the lifting equipment stop maintaining function F40 may be a function that, in a state in which the lifting equipment 200 has stopped the main conveyor 500 by aligning the main virtual horizontal plane H with a first stop position Z1, which is a stop position that is lowered by a first vertical distance h1 from the specific opening portion, when the optical axis of the first sensor L1 is not blocked by the object 20 when the object 20 passes through the opening O, the lifting equipment 200 does not raise or lower the main conveyor 500, but aligns the main virtual horizontal plane H with the first stop position Z1, and stops the main conveyor 500 and maintains that state.
- a first stop position Z1 which is a stop position that is lowered by a first vertical distance h1 from the specific opening portion
- the lifting equipment stop maintaining function F40 may be a function in which, in a state in which the lifting equipment 200 has stopped the main conveyor 500 by aligning the main virtual horizontal plane H with a first stop position Z1, which is a stop position that is lowered by a first vertical distance h1 from the specific opening portion, and when the object 20 passes through the opening O and falls to be supported by the main virtual horizontal plane H, the optical axis of the first sensor L1 is not blocked by the object 20, the lifting equipment 200 does not raise or lower the main conveyor 500, but aligns the main virtual horizontal plane H with the first stop position Z1, and maintains that state.
- a first stop position Z1 which is a stop position that is lowered by a first vertical distance h1 from the specific opening portion
- the lifting equipment stop maintaining function F40 may be a function that, when the lifting equipment 200 has stopped the main conveyor 500 by aligning the main virtual horizontal plane H with a first stop position Z1, which is a stop position located a first vertical distance h1 below the specific opening portion, and the object 20 starts to fall and the optical axis of the first sensor S1 changes from a state in which it is blocked by the object 20 to a state in which it is not blocked by the object 20, the lifting equipment 200 does not raise or lower the main conveyor 500, but aligns the main virtual horizontal plane H with the first stop position Z1, and maintains that state.
- a first stop position Z1 which is a stop position located a first vertical distance h1 below the specific opening portion
- the lifting equipment stop maintaining function F40 may be a function that, when the lifting equipment 200 has stopped the main conveyor 500 by aligning the main virtual horizontal plane H with a first stop position Z1, which is a stop position that is a first vertical distance h1 lower than the specific opening portion, and the optical axis of the first sensor S1 changes from a state in which it is blocked by the object 20 to a state in which it is not blocked by the object 20 while the object 20 starts to fall, the lifting equipment 200 does not raise or lower the main conveyor 500, but aligns the main virtual horizontal plane H with the first stop position Z1, and maintains that state.
- the lifting equipment stop maintaining function F40 may be a function for maintaining a state in which the lifting equipment 200 stops the main conveyor 500 by aligning the main virtual horizontal plane H with the first stop position Z1, which is a stop position lowered by a first vertical distance h1 from the specific opening portion, without raising or lowering the main conveyor 500, when the optical axis of the first sensor L1 is not blocked by the object 20 when the gate 120 has finished opening the opening O.
- the lifting equipment 200 in a state in which the lifting equipment 200 has stopped the main conveyor 500 by aligning the main virtual horizontal plane H with the first stop position Z1, which is a stop position that is lowered by a first vertical distance h1 from the specific opening portion, when the object 20 starts to fall and the optical axis of the first sensor S1 is blocked by the object 20, when the gate 120 finishes opening the opening O and the optical axis of the first sensor S1 is no longer blocked by the object 20, the lifting equipment 200 does not raise or lower the main conveyor 500, but instead aligns the main virtual horizontal plane H with the first stop position Z1, which is the stop position, and maintains that state.
- the first stop position Z1 which is a stop position that is lowered by a first vertical distance h1 from the specific opening portion
- the lifting equipment stop maintaining function F40 may be a function that, when the lifting equipment 200 has stopped the main conveyor 500 by aligning the main virtual horizontal plane H with the first stop position Z1 and the object 20 passes through the opening O and the optical axis of the first sensor L1 is blocked by the object 20, the lifting equipment 200 starts descending the main conveyor 500, and when the optical axis of the first sensor L1 is no longer blocked by the object 20, stops the descent of the main conveyor 500 and maintains that state.
- the stop position that coincides with the main virtual horizontal plane H when the elevator device 200 stops the descent of the main conveyor 500 and maintains that state is referred to as a second stop position Z2.
- the lifting equipment stop maintaining function F40 may be a function that, when the lifting equipment 200 has stopped the main conveyor 500 by aligning the main virtual horizontal plane H with the first stop position Z1, and the object 20 has passed through the opening O but the optical axis of the first sensor L1 is blocked by the object 20, the lifting equipment 200 starts to lower the main conveyor 500, and stops the descent of the main conveyor 500 and maintains that state when the main conveyor 500 has descended a certain Z-axis distance z from the time when the optical axis of the first sensor L1 is no longer blocked by the object 20.
- the lifting equipment 200 when the lifting equipment 200 has stopped the main conveyor 500 by aligning the main virtual horizontal plane H with the first stop position Z1, and the object 20 starts to fall and the optical axis of the first sensor L1 is blocked by the object 20, the lifting equipment 200 starts to lower the main conveyor 500, and when the optical axis of the first sensor L1 is no longer blocked by the object 20 but the optical axis of the first sensor L1 remains blocked by the object 20, the lifting equipment 200 starts to lower the main conveyor 500, and stops the descent of the main conveyor 500 and maintains that state when it has descended a certain Z-axis distance z from the time when the optical axis of the first sensor L1 is no longer blocked by the object 20.
- the constant Z-axis distance z is a constant distance in the vertical direction. In this manner, a necessary gap can be secured between the upper portion of the target object 20 and the first sensor L1 when the descent is stopped.
- the lifting equipment stop maintaining function F40 may be a function that, when the lifting equipment 200 has stopped the main conveyor 500 by aligning the main virtual horizontal plane H with the first stop position Z1, and the optical axis of the first sensor L1 is blocked by the object 20 when the gate 120 finishes opening the opening O, the lifting equipment 200 starts descending the main conveyor 500, and when the optical axis of the first sensor L1 is no longer blocked by the object 20, stops the descent of the main conveyor 500 and maintains that state.
- the lifting equipment stop maintaining function F40 may be a function that, when the lifting equipment 200 has stopped the main conveyor 500 by aligning the main virtual horizontal plane H with the first stop position Z1, and the optical axis of the first sensor L1 is blocked by the object 20 when the object 20 falls and the gate 120 finishes opening the opening O, the lifting equipment 200 starts descending the main conveyor 500, and when the optical axis of the first sensor L1 is no longer blocked by the object 20, stops the descent of the main conveyor 500 and maintains that state.
- the lifting equipment stop maintaining function F40 may be a function that, when the lifting equipment 200 has stopped the main conveyor 500 by aligning the main virtual horizontal plane H with the first stop position Z1, and the object 20 falls so that the underside of the object 20 aligns with the main virtual horizontal plane H and the gate 120 finishes opening the opening O, the optical axis of the first sensor L1 is blocked by the object 20, the lifting equipment 200 starts descending the main conveyor 500, and when the optical axis of the first sensor L1 is no longer blocked by the object 20, stops the descent of the main conveyor 500 and maintains that state.
- the lifting equipment stop maintaining function F40 may be a function that, when the lifting equipment 200 has stopped the main conveyor 500 by aligning the main virtual horizontal plane H with the first stop position Z1, and the optical axis of the first sensor L1 is blocked by the target 20 when the gate 120 finishes opening the opening O, stops the descent of the main conveyor 500 and maintains that state when the lifting equipment 200 starts to lower the main conveyor 500 and the optical axis of the first sensor L1 is no longer blocked by the target 20 and has descended a certain Z-axis distance z.
- the lifting equipment stop maintaining function F40 is a function that stops the descent of the main conveyor 500 and maintains that state when the lifting equipment 200 has stopped the main conveyor 500 by aligning the main virtual horizontal plane H with the first stop position Z1, the object 20 starts to fall, and the optical axis of the first sensor L1 is blocked by the object 20, and when the gate 120 finishes opening the opening O, the optical axis of the first sensor L1 remains blocked by the object 20, and the lifting equipment 200 starts to descend the main conveyor 500, and the main conveyor 500 descends a certain Z-axis distance z from the time when the optical axis of the first sensor L1 is no longer blocked by the object 20, and maintains that state.
- the lifting device stop maintaining function F40 may be a function that maintains the state in which the lifting device 200 stops the main conveyor 500 without raising or lowering it when the optical axis of the first sensor L1 is not blocked by the object 20 when the gate 120 finishes opening the opening O in a state in which the lifting device 200 stops the main conveyor 500 by aligning the main virtual horizontal plane H with the first stop position Z1, which is a stop position that is lowered by a first vertical distance h1 from the specific opening portion, and that stops the descent of the main conveyor 500 and maintains that state when the lifting device 200 stops the main conveyor 500 by aligning the main virtual horizontal plane H with the first stop position Z1 in a state in which the optical axis of the first sensor L1 is blocked by the object 20 when the gate 120 finishes opening the opening O, and that stops the descent of the main conveyor 500 and maintains that state when the optical axis of the first sensor L1 is no longer blocked by the object 20 when the lifting device 20 starts the descent of the main conveyor 500.
- the lifting equipment stop maintaining function F40 may be a function that maintains a state in which the lifting equipment 200 stops the main conveyor 500 without raising or lowering it when the optical axis of the first sensor L1 is not blocked by the object 20 when the gate 120 finishes opening the opening O in a state in which the lifting equipment 200 has stopped the main conveyor 500 by aligning the main virtual horizontal plane H with a first stop position Z1, which is a stop position that is lowered by a first vertical distance h1 from the specific opening portion, and that stops the descent of the main conveyor 500 and maintains that state if the optical axis of the first sensor L1 is blocked by the object 20 when the gate 120 finishes opening the opening O in a state in which the lifting equipment 200 has stopped the main conveyor 500, and that stops the descent of the main conveyor 500 from the first stop position Z1 and maintains that state when the optical axis of the first sensor L1 is no longer blocked by the object 20.
- the second stop position Z2 is a stop position where the main imaginary horizontal plane H is lowered by a second vertical distance h2 from the specific opening portion.
- the second vertical distance h2 corresponds to a dimension of the object 20.
- the second vertical distance h2 may correspond to a height dimension of the object 20.
- the lifting device stop maintaining function F40 is a state in which, in a state in which the lifting device 200 has stopped the main conveyor 500 by aligning the main virtual horizontal plane H with the first stop position Z1, which is a stop position that is a first vertical distance h1 lower than the specific opening portion, the object 20 starts to fall, and the optical axis of the first sensor L1 is changed from a state in which the optical axis of the first sensor L1 is blocked by the object 20 to a state in which the optical axis of the first sensor L1 is not blocked by the object 20 when the gate 120 finishes opening the opening O, and this state is maintained, the lifting device 200 stops the main conveyor 500 without lifting or lowering the main conveyor 500.
- the lifting equipment 200 starts to lower the main conveyor 500, and when the optical axis of the first sensor L1 is no longer blocked by the object 20, the lifting equipment 200 stops the descent of the main conveyor 500 and maintains the stopped state when it has descended a certain Z-axis distance z from the time when the optical axis of the first sensor L1 is no longer blocked by the object 20.
- the constant Z-axis distance z may be preset.
- the film separation function F50 is a function in which, after the object 20 passes through the open opening O and falls onto a pair of integrated films 50 laid on the main imaginary horizontal plane H, a film welding and cutting device 400 welds the pair of films 50 that have passed through the opening O and are hanging downward into a strip along the Y axis at a position above the object 20, and cuts the welded strip-shaped portion, the welded portion 60, along the Y axis to separate it into upper and lower parts. As a result, the object wrapped in the film can be separated from the pair of films 50.
- the film separation function F50 may be a function in which, after the object 20 passes through an open opening O and falls onto a pair of integrated films 50 laid on the main imaginary horizontal plane H, a film welding and cutting device 400 welds the pair of films 50 that have passed through the opening O and are hanging downward into a strip along the Y axis at a position above the object 20, and cuts the welded strip-shaped portion, the welded portion 60, along the Y axis to separate it into upper and lower parts.
- the film separation function F50 may be a function in which, after the object 20 passes through the open opening O and falls onto the pair of integrated films 50 laid on the main imaginary horizontal plane H, the film welding and cutting device 400 sends out the pair of films 50 along the X-axis from the left and right sides of the opening O toward the center of the opening O, passes through the opening O and hangs down, welds them into a strip along the Y-axis at a position above the object 20, and cuts the welded strip-shaped portion, the welded portion 60, along the Y-axis to separate it into upper and lower parts.
- the film separation function F50 is a function in which, when a certain amount of time has passed since the optical axis of the first sensor L1 is blocked by the object 20 and the optical axis is no longer blocked, the film welding and cutting device 400 sends out a pair of films 50 along the X-axis from the left and right sides of the opening O toward the center of the opening O, passes through the opening O, and hangs down, and welds them into a strip along the Y-axis at a position above the object 20, and cuts the welded strip-shaped portion, the welded portion 60, along the Y-axis to separate it into upper and lower parts.
- the film separation function F50 is a function in which, when the optical axis of the fifth sensor L5 is blocked by the object 20, the film welding and cutting device 400 sends out a pair of films 50 along the X-axis from the left and right sides of the opening O toward the center of the opening O, respectively, and welds them into a strip along the Y-axis at a position above the object 20, and cuts the welded strip-shaped portion, the welded portion 60, along the Y-axis to separate it into upper and lower parts.
- the fifth sensor L5 has a light sensor which projects an optical axis along the main imaginary horizontal plane H. The optical axis of the optical sensor of the fifth sensor L5 is blocked by the object 20 placed on the main virtual horizontal plane H. When the object 20 is not on the main virtual horizontal plane H, the optical axis of the optical sensor of the fifth sensor L5 is not blocked.
- the film rewinding dimension determination function F60 is a function for determining the film rewinding dimension by which the film supply device 300 rewinds the film 50.
- the film rewind dimension may be a preset value dimension.
- the film rewinding function F70 is a function that rewinds a pair of films 50 from the center of the opening O to the left and right along the X axis, respectively, from the center of the opening O to the left and right of the opening O so that the total rewinding dimension, which is the sum of the rewinding dimensions of the pair of films 50 rewinded along the X axis from the center of the opening O to the left and right when viewed by the film supply device 300 along the Y axis, matches the film rewinding dimension.
- the film rewinding function F70 is a function that rewinds a pair of films 50 from the center of the opening O to the left and right along the X axis, respectively, from the center of the opening O to the left and right of the opening O so that the total rewinding dimension, which is the sum of the rewinding dimensions of a pair of films 50 rewinded along the X axis from the center of the opening O to the left and right when viewed by the film supply device 300 along the Y axis, matches the film rewinding dimension.
- the film rewinding function F70 is realized.
- the opening closing function F80 is a function by which the gate 120 closes the opening O.
- the film rewinding function F70 may be realized after the opening closing function F80 is realized.
- the opening closing function F80 may be realized after the film rewinding function F70 is realized.
- the object contour X-axis width dimension estimation function F90 is a function that estimates the object contour X-axis width dimension, which is the width dimension in the X-axis direction of the contour of the object 20 when the line of sight is aligned along the Y-axis of the object 20, when the lifting equipment stop maintenance function F40 is being realized.
- the estimated object contour X-axis width dimension is stored in association with the object 20 when the elevator device stop maintaining function F40 is realized.
- One object contour X-axis width dimension is associated with one object 20 .
- the object contour X-axis width dimension estimation function F90 may be a function that, when the lifting equipment stop maintenance function F40 is realized, estimates the object contour X-axis width dimension, which is the width dimension in the X-axis direction of the contour of the object 20 when the line of sight is aligned along the Y-axis of the object 20, based on information from the second sensor L2.
- the object contour X-axis width dimension estimation function F90 may be a function that, when realizing the lifting equipment stop maintenance function F40, estimates the object contour X-axis width dimension, which is the width dimension in the X-axis direction of the contour of the object 20 when the line of sight is aligned along the Y-axis of the object 20, based on the number of optical sensors whose optical axes are blocked among the multiple optical sensors of the second sensor L2.
- the object contour X-axis width dimension estimation function F90 may be a function that, when the lifting equipment stop maintenance function F40 is realized and the object 20 passes through the opening O, estimates the object contour X-axis width dimension, which is the width dimension in the X-axis direction of the contour of the object 20 when the line of sight is aligned along the Y-axis of the object 20, based on the number of optical sensors whose optical axes are blocked among the multiple optical sensors of the second sensor L2.
- the film sending function F30 may also be implemented.
- the object contour X-axis width dimension estimation function F90 may be a function that estimates the object contour X-axis width dimension, which is the width dimension in the X-axis direction of the contour of the object 20 when the line of sight is aligned along the Y-axis of the object 20, based on the number of optical sensors whose optical axes are blocked among the multiple optical sensors of the second sensor L2 when the opening function F20, the film feed function F30, and the lifting equipment stop maintenance function F40 are realized.
- the object contour X-axis width dimension estimation function F90 may be a function that, when the object 20 passes through the opening O by realizing the opening opening function F20, the film feeding function F30, and the lifting equipment stop maintenance function F40, estimates the object contour X-axis width dimension, which is the width dimension in the X-axis direction of the contour of the object 20 when the line of sight is aligned along the Y-axis of the object 20, based on the number of optical sensors whose optical axes are blocked among the multiple optical sensors of the second sensor L2.
- the object contour X-axis width dimension estimation function F90 may be a function that estimates the object contour X-axis width dimension, which is the width dimension in the X-axis direction of the contour of the object 20 when the line of sight is aligned along the Y-axis of the object 20, based on the maximum number of optical sensors whose optical axes are blocked among the multiple optical sensors of the second sensor L2 when the opening opening function F20, the film feeding function F30, and the lifting equipment stop maintenance function F40 are realized.
- the object contour X-axis width dimension estimation function F90 may be a function that, when the object 20 passes through the opening by realizing the opening opening function F20, the film feed function F30, and the lifting equipment stop maintenance function F40, estimates the object contour X-axis width dimension, which is the width dimension in the X-axis direction of the contour of the object 20 when the line of sight is aligned along the Y-axis of the object 20, based on the maximum number of optical sensors whose optical axes are blocked among the multiple optical sensors of the second sensor L2.
- the object contour X-axis width dimension estimation function F90 may be a function that, when realizing the opening opening function F20, the film feed function F30, and the lifting equipment stop maintenance function F40, records the number of optical sensors whose optical axis is blocked among the multiple optical sensors of the second sensor L2, and estimates the object contour X-axis width dimension, which is the width dimension in the X-axis direction of the contour of the object 20 when the line of sight is aligned along the Y-axis of the object 20, based on the recorded number of blocked optical sensors.
- the object contour X-axis width dimension estimation function F90 may be a function that realizes the opening opening function F20, the film feeding function F30, and the lifting equipment stop maintenance function F40 to record the number of optical sensors whose optical axes are blocked among the multiple optical sensors of the second sensor L2 when the object 20 passes through the opening, and estimates the object contour X-axis width dimension, which is the width dimension in the X-axis direction of the contour of the object 20 when the line of sight is aligned along the Y-axis of the object 20, based on the recorded number of blocked optical sensors.
- FIG. 7 shows an example of flowable product length for each type of beef carcass. The flowable product length corresponds to the object profile X-axis width dimension.
- the lateral feed function F100 is a function in which the lifting device 200 starts raising and lowering the main conveyor 500, and stops the main conveyor 500 by aligning the main virtual horizontal plane H with the third stop position Z3, which is the same vertical position as the lateral feed virtual horizontal plane J, and maintains the state.
- the main conveyor 500 and the transverse conveyor 600 start to transversely feed the object 20 wrapped in film 50 with the main virtual horizontal plane H and the transverse virtual horizontal plane J coinciding, and when the object 20 wrapped in film 50 placed on the main conveyor 500 and the object 20 wrapped in one or more films 50 placed on the transverse conveyor 600 are arranged in series and placed on the transverse conveyor 600, the main conveyor 500 and the transverse conveyor 600 stop transverse feeding.
- the lateral feed function F100 is a function in which the lifting device 200 starts raising and lowering the main conveyor 500, and stops the main conveyor 500 by aligning the main virtual horizontal plane H with the third stop position Z3, which is the same vertical position as the lateral feed virtual horizontal plane J, and maintains the state.
- the function is such that, with the transverse virtual horizontal plane J and the vacuum packaging machine virtual horizontal plane K coinciding, the main conveyor 500 does not transport laterally, and the transverse conveyor 600 arranges the objects 20 wrapped in one or more films 50 placed on the transverse conveyor 600 in series and transports them laterally to the vacuum packaging machine 900.
- the main conveyor 500 and the transverse conveyor 600 start to transversely convey the object 20 wrapped in the film 50, and when the object 20 wrapped in the film 50 placed on the main conveyor 500 is placed on the transverse conveyor 600, the main conveyor 500 and the transverse conveyor 600 stop transverse conveying.
- an object 20 wrapped in a film 50 placed on a main conveyor 500 and an object 20 wrapped in a single or multiple films 50 placed on a transverse conveyor 600 are arranged in series along the X-axis without overlapping each other, it is determined whether the total length along the X-axis direction of the object 20 wrapped in a film 50 placed on a main conveyor 500 and an object 20 wrapped in a single or multiple films 50 placed on a transverse conveyor 600 exceeds the vacuum packaging machine acceptance length M.
- the objects 20 wrapped in film 50 placed on the main conveyor 500 and the objects 20 wrapped in one or more films 50 placed on the transverse conveyor 600 are arranged in series with a gap between them so that they do not overlap along the X-axis, it is determined whether the total length along the X-axis direction of the objects 20 wrapped in film 50 placed on the main conveyor 500 and the objects 20 wrapped in one or more films 50 placed on the transverse conveyor 600 exceeds the vacuum packaging machine acceptance length M.
- the lateral feed function F100 determines a lateral feed conveyance distance, which is a distance for lateral feeding the object, based on the estimated object contour X-axis width dimension, and stores the determined lateral feed conveyance distance in association with the object 20 wrapped in the film 50 placed on the main conveyor 500;
- the lifting device 200 starts lifting and lowering the main conveyor 300, aligns the main virtual horizontal plane H with the third stop position Z3, which is the same vertical position as the lateral feed virtual horizontal plane J, and stops the main conveyor 300 and maintains that state.
- the main conveyor 500 transversely transports the object 20 wrapped in the film 50 placed on the main conveyor 500, and when the object 20 wrapped in the film 50 placed on the main conveyor 500 interrupts the optical axis of the third sensor L3,
- the main conveyor 500 and the transverse conveyor 600 start to transport the object 20 wrapped in film 50 transversely a transverse transport distance associated with the object 20 wrapped in film 50 placed on the main conveyor 500 from the point at which the object 20 wrapped in film 50 placed on the main conveyor 500 intercepts the optical axis of the third sensor L3, the main conveyor 500 and
- the lateral feed function F100 is a function in which the lifting device 200 starts raising and lowering the main conveyor 500, and stops the main conveyor 500 by aligning the main virtual horizontal plane H with the third stop position Z3, which is the same vertical position as the lateral feed virtual horizontal plane J, and maintains the state.
- the function may be such that, with the transverse virtual horizontal plane J and the vacuum packaging machine virtual horizontal plane K coinciding, the main conveyor 500 does not transport laterally, and the transverse conveyor 600 arranges the objects 20 wrapped in one or more films 50 placed on the transverse conveyor 600 in series and transports them laterally to the vacuum packaging machine 900.
- the main conveyor 500 lateral feeds the object 20 wrapped in film 50 placed on the main conveyor 500, and when the object wrapped in film 50 placed on the main conveyor 500 interrupts the optical axis of the third sensor L3, the main conveyor 500 and the lateral feed conveyor 600 start lateral feeding of the object 20 wrapped in film 50, and when the object 20 wrapped in film 50 placed on the main conveyor 500 interrupts the optical axis of the third sensor L3, the main conveyor 500 and the lateral feed conveyor 600 stop lateral feeding when the object 20 wrapped in film 50 placed on the main conveyor 500 is placed on the lateral feed conveyor 600 from the point in time when the object 20 wrapped in film 50 placed on the main conveyor 500 interrupts the optical axis of the third sensor L3.
- the lateral feed function F100 determines a lateral feed conveyance distance, which is a distance for lateral feeding the object 20 wrapped in the film 50, based on the estimated object contour X-axis width dimension, and stores the determined lateral feed conveyance distance in association with the object 20 wrapped in the film 50 placed on the main conveyor 500;
- the lifting device 200 starts lifting and lowering the main conveyor 500, aligns the main virtual horizontal plane G with the third stop position Z3, which is the same vertical position as the lateral feed virtual horizontal plane J, and stops the main conveyor 500 and maintains that state.
- the main conveyor 500 transversely conveys the object 20 wrapped in the film 50 placed on the main conveyor 500, and the object 20 is placed on the main conveyor 500.
- the function may be such that, when the object 20 wrapped in the film 50 intercepts the optical axis of the third sensor L3, the main conveyor 500 and the lateral feed conveyor 600 start to feed the object 20 wrapped in the film 50 laterally, and the main conveyor 500 and the lateral feed conveyor 600 stop feeding the object 20 wrapped in the film 50 laterally when the object 20 wrapped in the film 50 placed on the main conveyor 500 has been fed laterally a lateral feed transport distance associated with the object 20 wrapped in the film 50 placed on the main conveyor 500 from the point in time when the object 20 wrapped in the film 50 placed on the main conveyor 500 intercepts the optical axis of the third sensor L3.
- the lateral feed function F100 determines a lateral feed conveyance distance, which is a distance for lateral feeding the object 20, based on the estimated object contour X-axis width dimension, and stores the determined lateral feed conveyance distance in association with the object 20 wrapped in the film 50 placed on the main conveyor 500;
- the lifting device 200 starts lifting and lowering the main conveyor 500, aligns the main virtual horizontal plane H with the third stop position Z3, which is the same vertical position as the lateral feed virtual horizontal plane J, and stops the main conveyor 500 and maintains that state.
- the main conveyor 500 does not perform transverse conveyance, and the transverse conveyor 600 transversely conveys the entire object 20 wrapped in the one or more films 50 placed on the transverse conveyor 600 to the vacuum packaging machine 900, Thereafter, when the main virtual horizontal plane H and the lateral feed virtual horizontal plane J coincide with each other and the lateral feed conveyor 600 is stopped, the main conveyor 500 lateral-feeds the object 20 wrapped in film 50 placed on the main conveyor 500, and when the object 20 wrapped in film 50 placed on the main conveyor 500 interrupts the optical axis of the third sensor L3, the main conveyor 500 and the lateral feed conveyor 600 start lateral feeding of the object 20 wrapped in film 50, and when the object 20
- the main conveyor 500 may feed the object 20 wrapped in the film 50 laterally on the main conveyor 500 without waiting for the main conveyor 500 to stop at the third stop position Z3.
- a sixth sensor L6 which is a separate optical sensor, is provided in front of the third sensor L3, and when the lifting equipment 200 starts to lower the main conveyor 500 from the second stop position Z2 to the third stop position Z3, the main conveyor 500 transports the object 20 wrapped in film 50 laterally on the main conveyor 500, and when the optical axis of the sixth sensor L6 is blocked, the lateral transport of the main conveyor 500 is stopped.
- the third sensor L3 may also serve as the sixth sensor L6.
- One lateral conveying distance corresponds to one object 50 wrapped in one film 50 .
- a traverse transport distance associated with an object has a value greater than an object profile X-axis width dimension associated with that object.
- the lateral conveying distance has a value obtained by adding a predetermined constant X-axis distance ⁇ to the length of the object 20 wrapped in the film 50 in the X-axis direction.
- the length in the X-axis direction of the object 20 wrapped in the film 50 is estimated based on the perimeter of the film 50 wrapping the object 20 .
- the length in the X-axis direction of the object 20 wrapped in the film 50 is determined based on the peripheral length of the film 50 wrapping the object 20, which is estimated from the estimated X-axis width dimension of the object contour and the second perpendicular distance h2.
- the length in the X-axis direction of the object 20 wrapped in the film 50 is a value obtained by adding a constant X-axis distance ⁇ to half the perimeter of the film 50 wrapping the object 20, which is estimated from the estimated X-axis width dimension of the object contour and the second perpendicular distance h2.
- the constant X-axis distance ⁇ is the distance expected as a gap between objects 20 wrapped in multiple films 50 arranged adjacent to each other in series.
- the lateral feeding function F100 may be a function in which, when the total value of the overall length in the X-axis direction of the object 20 wrapped in one or more films 50 placed on the lateral feeding conveyor 600, the object contour X-axis width dimension of the object 20 placed on the main conveyor 500, and the fixed X-axis distance ⁇ is smaller than the vacuum packaging machine acceptance length M, the lateral feeding conveyor 600 does not move at first, and only the main conveyor 500 moves to lateral feed the object 20 wrapped in the film 50 placed on the main conveyor 500, and when the object 20 wrapped in the film 50 blocks the optical axis of the third sensor L3, the main conveyor 500 and the lateral feeding conveyor 600 move simultaneously to lateral feed the object 20 wrapped in the film 50, and after the object 20 wrapped in the film 50 blocks the optical axis of the third sensor L3 but no longer blocks the optical axis of the third sensor L3, the main conveyor 500 and the lateral feeding conveyor 600 are stopped after the object 20 is lateral fed by the fixed X-axis distance ⁇ .
- the main conveyor 500 does not move, and the transverse conveyor 600 transversely conveys the entire object 20 wrapped in the multiple films 50 placed on the transverse conveyor 600 to the vacuum packaging machine 900.
- the transverse conveyor 600 may not move and the transverse conveyor 600 may transversely feed the entire object 20 wrapped in one or more films 50 placed on the transverse conveyor 600 to the vacuum packaging machine 900.
- the lateral feed function F100 is a state in which the lifting device 200 starts lifting and lowering the main conveyor 500, and stops the main conveyor 500 by matching the main virtual horizontal plane H with a third stop position Z3, which is a stop position at the same height as the lateral feed virtual horizontal plane J, and maintains that state.
- a third stop position Z3 which is a stop position at the same height as the lateral feed virtual horizontal plane J, and maintains that state.
- the conveyor 600 may not move, the main conveyor 500 may feed the object 20 wrapped in film 50 laterally, and when the object 20 wrapped in film 50 blocks the optical axis of the third sensor L3, the main conveyor 500 and the lateral feed conveyor 600 may move simultaneously to feed the object 20 wrapped in film 50 laterally, and after the object 20 wrapped in film 50 blocks the optical axis of the third sensor L3 but no longer blocks the optical axis of the third sensor L3, the object 20 may be fed laterally a certain X-axis distance ⁇ , and then the main conveyor 500 and the lateral feed conveyor 600 may be stopped.
- the transverse conveyor 600 may not move and the transverse conveyor 600 may transversely feed the entire object 20 wrapped in one or more films 50 placed on the transverse conveyor 600 to the vacuum packaging machine 900.
- the overall length in the X-axis direction of the object 20 wrapped in one or more films 50 placed on the transverse conveyor 600 when realizing the transverse feed function F100 may be calculated based on a recorded object contour X-axis width dimension of the object 20 placed on the main conveyor 500 before the object 20 is sent from the main conveyor 500 to the transverse conveyor 600.
- the overall length in the X-axis direction of the object 20 wrapped in one or more films 50 placed on the transverse conveyor 600 when realizing the transverse feed function F100 may be calculated and recorded from the time that the optical axis of the third sensor L3 is blocked when moving from the main conveyor 500 to the transverse conveyor 600 and the transverse feed speed of the transverse conveyor.
- the lateral feed function F100 is a function in which the lateral feed conveyor 600 transfers the entire object 20 wrapped in one or more films 50 onto the vacuum packaging machine virtual horizontal plane K of the vacuum packaging machine 900.
- the lateral feed conveyor 600 feeds the entire object 20 wrapped in one or more films 50 laterally a distance equivalent to the overall length along the X-axis direction of the object 20 wrapped in one or more films 50, and stops the lateral feed when the optical axis of the fourth sensor L4 is no longer obstructed.
- the object 20 wrapped in one or more films 50 can be fed laterally to the vacuum packaging machine 900 without the overall length in the X-axis direction of the object 20 wrapped in one or more films 50 exceeding the vacuum packaging machine acceptance length M, thereby preventing the object 20 from protruding.
- FIG. 4A shows how a target object 20a is prepared.
- a gate 120 closes the opening O.
- the film supply device 300 feeds a pair of films 50, which are welded together in a strip shape along the Y axis, from the left and right sides of the opening O toward the center of the opening O along the X axis.
- the pair of films 50 thus fed are welded together in a strip shape along the Y axis and laid integrally on the upper surface T of the gate.
- the object 20a is placed on a pair of integral films 50 laid on the upper surface T of the gate. For example, an operator places the object 20a on a pair of integral films 50 laid on the upper surface T of the gate.
- FIG. 4B shows a state in which the gate 120 closes the opening O, and the target object 20a is placed on the upper surface T of the gate with the pair of films 50 integrated therewith sandwiched therebetween.
- the gate 120 opens the opening O, and the film supply device 300 sends out a pair of films 50 from the left and right sides of the opening O along the X-axis toward the center of the opening O.
- FIG. 4C shows a pair of films 50 being fed from the left and right sides of the opening O toward the center of the opening O along the X axis.
- the lifting device 200 stops the main conveyor 500 and maintains that state.
- the state in which the optical axis of the first sensor L1 is blocked by the object does not change even after a certain period of time (e.g., 10 seconds) has elapsed, the lifting equipment 200 lowers the main conveyor 500, and when the optical axis of the first sensor is no longer blocked by the object 20a, the lifting equipment 200 stops the descent of the main conveyor 500 and maintains the stopped state.
- FIG. 4D shows the lifting device 200 lowering the main conveyor 500.
- a film feed dimension which is the dimension of the film required to roll and wrap the object 20a, is determined, and the film supply device 300 feeds the pair of films 50 along the X-axis from the left and right sides of the opening O toward the center of the opening O, respectively, so that the total feed dimension, which is the sum of the pair of feed dimensions, matches the film feed dimension.
- FIG. 4E shows a pair of films being fed from the left and right sides of the opening O along the X axis toward the center of the opening O, respectively, to wrap the target object 20a.
- a gate 120 closes the opening O.
- a film welding and cutting device 400 sends out the pair of films 50 along the X-axis from the left and right sides of the opening O toward the center of the opening O, respectively, and welds the pair of films 50 hanging down into a strip along the Y-axis at a position above the object 20a, and cuts the welded strip-shaped portion 60 along the Y-axis to separate it into upper and lower parts.
- the gate 120 may close the opening O after the welded portion 60 is cut along the Y axis to separate it into upper and lower portions.
- FIG. 4F shows that the welded portion 60, which is the band-shaped portion to which the film 50 is welded, is cut along the Y axis, resulting in the upper and lower portions being separated, and the gate 120 closing the opening O.
- FIG. 5A shows the state in which the lifting device 200 raises and lowers the main conveyor 500 to align the main virtual horizontal plane H with the second stop position Z2, thereby stopping the main conveyor 500, and the object 20a wrapped in the film 50 is placed on the main virtual horizontal plane H.
- the lifting device 200 controls the main conveyor 500 so that it can be raised and lowered freely, lowers the main conveyor 500 so that the main virtual horizontal plane H descends from the second stop position Z2, and stops the main conveyor 500 by aligning the main virtual horizontal plane H with the third stop position Z3.
- FIG. 5B shows how the main virtual horizontal plane H of the main conveyor 500 and the transverse virtual horizontal plane J of the transverse conveyor 600 coincide with each other.
- the main conveyor 500 transversely transports the object 20 a wrapped in the film 50 to the transverse conveyor 600 .
- FIG. 5C shows how the objects 20 a and 20 b wrapped around the two films 50 are supported by a transverse conveyor 600 .
- the lifting device 200 raises and lowers the main conveyor 500, and stops the main conveyor 500 by aligning the main virtual horizontal plane H with the first stop position Z1.
- FIG. 5D shows a state in which the lifting device 200 stops the main conveyor 500 by aligning the main virtual horizontal plane H with the first stop position Z1.
- the pair of films 50 that have been welded together are sent out onto the main imaginary horizontal plane H, and the lifting device 200 stops the main conveyor 500 at a position where the main imaginary horizontal plane H is a predetermined vertical distance below the opening O, and maintains that state.
- the pair of films 50 are welded together in a strip shape below the center of the opening O, and the welded portion 60 is cut to separate the object 20 into upper and lower parts, so that the object 20 wrapped in film can be efficiently placed on the main imaginary horizontal plane H of the main conveyor 500.
- the lifting equipment stop maintenance function F40 causes the lifting equipment 200 to stop the main conveyor 500 so that the stopping position of the main virtual horizontal plane H corresponds to the dimensions of the target object 20, so that the stopping position of the main virtual horizontal plane H is at a height corresponding to the dimensions of the target object 20.
- the lifting equipment stop maintenance function F40 causes the lifting equipment 200 to stop the main conveyor 500 so that the stop position of the main virtual horizontal plane H corresponds to the height dimension of the contour of the object 20 when viewed along the Y axis, so that the stop position of the main virtual horizontal plane H is at a height corresponding to the dimension of the object 20.
- the position of the main virtual horizontal plane H when the lifting equipment 200 stops the main conveyor 500 or when the lifting equipment stops the main conveyor 500 changes in the vertical direction in accordance with the dimensions of the object 20, so that the position of the main virtual horizontal plane H can be set to a position corresponding to the dimensions of the object 20.
- the position of the main virtual horizontal plane H when the lifting equipment 200 stops the main conveyor 500 or when the lifting equipment 200 has stopped the main conveyor 500 changes in the vertical direction corresponding to the height dimension of the contour of the object 20 when viewed with the line of sight along the Y axis, so that the position of the main virtual horizontal plane H can be set to a position corresponding to the height dimension of the contour of the object.
- the position of the main virtual horizontal plane H when the lifting equipment 200 stops the main conveyor 500 changes in the vertical direction corresponding to the height dimension of the contour of the object 20 when viewed with the line of sight along the Y axis, so that the position of the main virtual horizontal plane H can be set to a position corresponding to the height dimension of the contour of the object.
- the opening O is closed by the gate 120, and the pair of films 50, which have been welded together at the center of the opening O, are placed on the gate 120.
- the object 20 is placed on the films 50, and after the gate 120 opens the opening O, the pair of films 50 are sent out, and the lifting device 200 aligns the main imaginary horizontal plane H with a stopping position that is a predetermined vertical distance below the opening O, stops the main conveyor 500, and maintains that state.
- the pair of films 50 are welded together in a strip shape below the center of the opening O, and the welded portion 60 is cut to separate the object 20 into upper and lower parts, so that the object 20 wrapped in film can be efficiently placed on the main imaginary horizontal plane H of the main conveyor 500.
- the lifting device 200 controls the main conveyor 500 so that it can be raised and lowered freely, the opening O is closed by the gate 120, and the pair of films 50, which have been welded together at the center of the opening O and are placed on the gate 120, with the object 20 being placed on the films 50, and after the gate 120 opens the opening O, the pair of films 50 are sent out, and the main imaginary horizontal plane H of the main conveyor 500, which is controlled so that it can be raised and lowered, is made to coincide with a stop position that is a predetermined vertical distance below the opening O, the main conveyor 500 is stopped and maintained in that state, and after the object 20 is placed on the pair of films 50 on the main imaginary horizontal plane H of the main conveyor 500 that is maintained in a stopped state, the pair of films 50 are welded together in a strip shape below the center of the opening O, and the welded portion 60 is cut to separate the object 20 into upper and lower parts, so that the object 20 can be efficiently wrapped in film and placed on the main imaginary horizontal plane H of the main conveyor 500.
- the opening O is closed by the gate 120, and the pair of films 50 are welded together at the center of the opening O and placed on the gate 120.
- the object 20 is placed on the films 50, and after the gate 120 opens the opening O, the pair of films 50 are fed out so that the sum of the feed dimensions of the pair of films 50 matches the film feed dimension, and the lifting device 200 matches the main imaginary horizontal plane H to a stop position that is a predetermined vertical distance below the opening O and stops the main conveyor 500, and maintains this state.
- the pair of films 50 are welded together in a strip shape below the center of the opening O, and the welded portion 60 is cut and separated into upper and lower parts, so that the object 20 can be efficiently wrapped and wrapped in the film 50 and placed on the main imaginary horizontal plane H of the main conveyor 500.
- the opening O is closed by the gate 120, and the pair of films 50 are welded together at the center of the opening O and placed on the gate 120.
- the object 20 is placed on the films 50, and when the gate 120 begins to open the opening O, the pair of films 50 are fed out so that the sum of the feed dimensions of the pair of films 50 matches the film feed dimension, and the lifting device 200 aligns the main imaginary horizontal plane H with a stop position that is a predetermined vertical distance below the opening O and stops the main conveyor 500, and maintains this state.
- the pair of films 50 are welded together in a strip shape below the center of the opening O, and the welded portion 60 is cut and separated into upper and lower parts, so that the object 20 can be efficiently wrapped and wrapped in the film 50 and placed on the main imaginary horizontal plane H of the main conveyor 500.
- the opening O is closed by the gate 120, and the pair of films 50 are welded together at the center of the opening O and placed on the gate 120.
- the object 20 is placed on the films 50, and while the gate 120 is opening the opening O, the pair of films 50 are fed out so that the sum of the feed dimensions of the pair of films 50 matches the film feed dimension, and the lifting device 200 matches the main imaginary horizontal plane H to a stop position that is a predetermined vertical distance below the opening O and stops the main conveyor 500, maintaining this state, and after the object 20 is placed on the pair of films 50 on the main imaginary horizontal plane H of the main conveyor 500 that maintains the stopped state, the pair of films 50 are welded together in a strip shape below the center of the opening O, and the welded portion 60 is cut and separated into upper and lower parts, so that the object 20 can be efficiently wrapped and wrapped in the film 50 and placed on the main imaginary horizontal plane H of the main conveyor 500.
- the opening O is closed by the gate 120, and the pair of films 50 are welded together at the center of the opening O and placed on the gate 120.
- the object 20 is placed on the films 50, and when the gate 120 finishes opening the opening O, the pair of films 50 are fed out so that the sum of the feed dimensions of the pair of films 50 matches the film feed dimension, and the lifting device 200 aligns the main imaginary horizontal plane H with a stop position that is a predetermined vertical distance below the opening O and stops the main conveyor 500, maintaining this state, and after the object 20 is placed on the pair of films 50 on the main imaginary horizontal plane H of the main conveyor 500 that maintains the stopped state, the pair of films 50 are welded together in a strip shape below the center of the opening O, and the welded portion 60 is cut and separated into upper and lower parts.
- the lifting device 200 operates the main conveyor 500 so as to be freely raised and lowered, the opening O is closed by the gate 120, and the pair of films 50, which are welded together at the center of the opening O and are placed on the gate 120, the target 20 is placed on the films 50, and after the gate 120 opens the opening O, the pair of films 50 are fed out so that the sum of the feed dimensions of the pair of films 50 matches the film feed dimension, and the main virtual horizontal plane H of the main conveyor 500, which is freely raised and lowered by the lifting device, is The main conveyor 500 is stopped at a stopping position that is a predetermined vertical distance below the opening O, and this state is maintained.
- the pair of films 50 are welded together in a strip shape below the center of the opening O, and the welded portion 60 is cut and separated into upper and lower halves, so that the object 20 can be efficiently wrapped and wrapped in the films 50 and placed on the main imaginary horizontal plane H of the main conveyor 500.
- the lifting device 200 operates the main conveyor 500 so as to be freely raised and lowered, the opening O is closed by the gate 120, and the pair of films 50, which are welded together at the center of the opening O and are placed on the gate 120, the target 20 is placed on the films 50, and when the gate 120 starts to open the opening O, the pair of films 50 are fed out so that the sum of the feed dimensions of the pair of films 50 matches the film feed dimension, and the main virtual horizontal plane H of the main conveyor 500, which is freely raised and lowered by the lifting device, is The main conveyor 500 is stopped by aligning the opening 60 with a stopping position a predetermined vertical distance below the opening O, and this state is maintained.
- the pair of films 50 are welded together in a strip shape below the center of the opening O, and the welded portion 60 is cut and separated into upper and lower halves, so that the object 20 can be efficiently wrapped and wrapped in the films 50 and placed on the main imaginary horizontal plane H of the main conveyor 500.
- the lifting device 200 controls the main conveyor 500 so as to be freely raised and lowered, the opening O is closed by the gate 120, and the pair of films 50, which are welded together at the center of the opening O and are placed on the gate 120, the target 20 is placed on the films 50, and while the gate 120 is opening the opening O, the pair of films 50 are fed out so that the sum of the feed dimensions of the pair of films 50 matches the film feed dimension, and the main virtual horizontal plane of the main conveyor 500, which is freely raised and lowered by the lifting device 200, is The main conveyor 500 is stopped by aligning H with a stopping position a predetermined vertical distance below the opening O, and this state is maintained.
- the pair of films 50 are welded together in a strip shape below the center of the opening O, and the welded portion 60 is cut and separated into upper and lower halves, so that the object 20 can be efficiently wrapped and wrapped in the film 50 and placed on the main imaginary horizontal plane H of the main conveyor 500.
- the lifting device 200 When the lifting device 200 operates the main conveyor 500 so as to be freely raised and lowered, the opening O is closed by the gate 120, and the pair of films 50, which are welded together at the center of the opening O and are placed on the gate 120, the target 20 is placed on the films 50, and when the gate 120 finishes opening the opening O, the pair of films 50 are fed out so that the sum of the feed dimensions of the pair of films 50 matches the film feed dimension, and the main virtual horizontal plane H of the main conveyor 500, which is operated by the lifting device so as to be freely raised and lowered, is The main conveyor 500 is stopped by aligning the opening 60 with a stopping position a predetermined vertical distance below the opening O, and this state is maintained.
- the pair of films 50 are welded together in a strip shape below the center of the opening O, and the welded portion 60 is cut and separated into upper and lower halves, so that the object 20 can be efficiently wrapped and wrapped in the films 50 and placed on the main imaginary horizontal plane H of the main conveyor 500.
- a first sensor L1 is disposed at least at one location on the opening virtual line G, and while the lifting equipment 200 has stopped the main conveyor 500 by aligning the main virtual horizontal plane H with the first stop position Z1, when the object 20 passes through the opening O and the gate 120 finishes opening the opening O, the lifting equipment 200 maintains the stopped state without raising or lowering the main conveyor 500 when the optical axis of the first sensor L1 is not blocked by the object 20. Therefore, the object 20 can be supported by the main conveyor 500 in accordance with the size of the object 20.
- a first sensor L1 is disposed at least at one location on the opening virtual line G, and while the lifting equipment 200 is aligning the main virtual horizontal plane H with the first stop position Z1 and stopping the main conveyor 500, when the object 20 passes through the opening O so that the underside of the object 20 aligns with the main virtual horizontal plane H and the gate 120 finishes opening the opening O, the lifting equipment 200 maintains the stopped state without raising or lowering the main conveyor 500 when the optical axis of the first sensor L1 is not blocked by the object 20. Therefore, the object 20 can be supported by the main conveyor 500 in accordance with the size of the object 20.
- a first sensor L1 is disposed at least at one location on the opening virtual line G, and when the main conveyor 500 controlled to be freely raised and lowered by the lifting equipment 200 is stopped with the main virtual horizontal plane H coinciding with the first stop position Z1 and the object 20 passes through the opening O and the gate 120 finishes opening the opening O, when the optical axis of the first sensor L1 is not blocked by the object 20, the main conveyor 500 controlled to be freely raised and lowered by the lifting equipment 200 is maintained in a stopped state without being raised or lowered, so that the object 20 can be supported by the main conveyor 500 in accordance with the size of the object 20.
- a first sensor L1 is disposed at least at one location on the opening virtual line G, and when the main conveyor 500 controlled to be freely raised and lowered by the lifting equipment 200 is stopped with the main virtual horizontal plane H coinciding with the first stop position Z1 and the object 20 passes through the opening O so that the underside of the object 20 coincides with the main virtual horizontal plane H and the gate 120 finishes opening the opening O and the optical axis of the first sensor L1 is not blocked by the object 20, the main conveyor 500 controlled to be freely raised and lowered by the lifting equipment 200 is maintained in a stopped state without being raised or lowered, so that the object 20 can be supported by the main conveyor 500 in accordance with the size of the object 20.
- a first sensor L1 is disposed at least at one location on the opening virtual line G, and while the lifting equipment 200 has stopped the main conveyor 500 by aligning the main virtual horizontal plane H with the first stop position Z1, when the object 20 passes through the opening O and the gate 120 finishes opening the opening O, the lifting equipment 200 starts to lower the main conveyor 500 when the optical axis of the first sensor L1 is blocked by the object 20, and when the optical axis of the first sensor L1 is no longer blocked by the object 20, the lifting equipment 200 stops and maintains that state, so that the object 20 can be supported on the main conveyor 500 in accordance with the size of the object 20.
- a first sensor L1 is disposed at least at one location on the opening virtual line G, and while the lifting equipment 200 has stopped the main conveyor 500 by aligning the main virtual horizontal plane H with the first stop position Z1, when the object 20 passes through the opening O and the underside of the object 20 aligns with the main virtual horizontal plane H and the gate 120 finishes opening the opening O, the lifting equipment 200 starts to lower the main conveyor 500, and when the optical axis of the first sensor L1 is no longer blocked by the object 20, the lifting equipment 200 stops and maintains that state, so that the object 20 can be supported on the main conveyor 500 in accordance with the size of the object 20.
- a first sensor L1 is arranged at least at one location on the opening virtual line G, and while the main conveyor 500 controlled to be freely raised and lowered by the lifting equipment 200 is stopped with the main virtual horizontal plane H coinciding with the first stop position Z1, when the object 20 passes through the opening O and the gate 120 finishes opening the opening O and the optical axis of the first sensor L1 becomes blocked by the object 20, the main conveyor 500 controlled to be freely raised and lowered by the lifting equipment 200 starts to descend and when the optical axis of the first sensor L1 becomes unblocked by the object 20, the main conveyor 500 stops and maintains that state, so that the object 20 can be supported by the main conveyor 500 in accordance with the size of the object 20.
- a first sensor L1 is arranged at least at one location on the opening virtual line G, and when the main conveyor 500, which is controlled to be freely raised and lowered by the lifting equipment 200, is stopped with the main virtual horizontal plane H coinciding with the first stop position Z1, the object 20 passes through the opening O so that the underside of the object 20 coincides with the main virtual horizontal plane H and the gate 120 finishes opening the opening O, and the optical axis of the first sensor L1 is blocked by the object 20, the main conveyor 500, which is controlled to be freely raised and lowered by the lifting equipment 200, starts to descend and stops when the optical axis of the first sensor L1 is not blocked by the object 20, and maintains that state, so that the object 20 can be supported by the main conveyor 500 in accordance with the size of the object 20.
- the film feed dimension is determined based on the number of optical sensors whose optical axes are blocked among the multiple optical sensors of the second sensor L2, so that the film feed dimension can be determined in accordance with the size of the target object 20.
- the film feed dimension is determined based on the number of optical sensors whose optical axes are blocked among the multiple optical sensors of the second sensor L2, so that the film feed dimension can be determined according to the size of the object 20.
- the object contour perimeter which is the perimeter of the contour of the object 20 as seen along the Y axis with the line of sight based on the number of optical sensors whose optical axes are blocked among the multiple optical sensors of the second sensor L2, is derived, and the film feed dimension is determined from the derived object contour perimeter, so that the film feed dimension corresponding to the object contour perimeter can be easily determined.
- the object contour perimeter which is the perimeter of the contour of the object 20 as seen along the Y axis with the line of sight based on the number of optical sensors whose optical axes are blocked among the multiple optical sensors of the second sensor L2, is derived, and the film feed dimension is determined from the derived object contour perimeter, so that the film feed dimension corresponding to the object contour perimeter can be easily determined.
- the object contour perimeter is derived based on the vertical distance between the specific opening portion and the main virtual horizontal plane H of the stopped main conveyor 500 and the maximum number of optical sensors whose optical axes are blocked among the multiple optical sensors of the second sensor L2, and the film feed dimension is determined from the derived object contour perimeter, so that the film feed dimension corresponding to the object contour perimeter can be easily determined.
- the object contour perimeter is derived based on the vertical distance between the specific opening portion and the main virtual horizontal plane H of the stopped main conveyor 500 and the maximum number of optical sensors whose optical axes are blocked among the multiple optical sensors of the second sensor L2, and the film feed dimension is determined from the derived object contour perimeter, so that the film feed dimension corresponding to the object contour perimeter can be easily determined.
- the pair of films 50 are rewound from the center of the opening O toward the left and right of the opening O along the X-axis so that the total rewinding dimension, which is the sum of the rewinding dimensions of the pair of films 50, coincides with the film rewinding dimension, and therefore the integrated pair of films 50 can be pulled up from the opening O.
- a main conveyor 500 that can be freely raised and lowered by a lifting device 200
- a lateral feed conveyor 600 that can laterally feed objects 20 from the main conveyor 500 in a state that the object can be received by a vacuum packaging machine 900
- a third sensor L3 that is provided at the boundary between the two conveyors and whose optical axis is blocked by the object 20 being laterally fed
- the contour X-axis width dimension of the object 20 is estimated based on the number of optical sensors of the second sensor L2 that are blocked by the falling object 20
- a lateral feed conveying distance which is the distance for laterally feeding the object 20 wrapped in the film 50, is determined based on the estimated contour X-axis width dimension, and the determined lateral feed conveying distance is stored in association with the object 20 wrapped in the film 50 placed on the main conveyor 500.
- the lifting device 200 starts lifting and lowering the main conveyor 500, aligns the main virtual horizontal plane H with the third stop position Z3, which is the same vertical position as the transverse virtual horizontal plane J, and stops the main conveyor 500 and maintains that state.
- the main virtual horizontal plane H and the transverse virtual horizontal plane J coincide with each other and the transverse conveyor 600 is stopped, and the main conveyor 500 transversely conveys the object 20 wrapped in the film 50 placed on the main conveyor 500.
- the main conveyor 500 and the lateral feed conveyor 600 start to feed the object 20 wrapped in film 50 laterally, and when the object 20 wrapped in film 50 placed on the main conveyor 500 has been fed lateral a lateral feed transport distance associated with the object
- the main conveyor 500 does not perform transverse conveying, and the transverse conveyor 600 transversely conveys the entire object 20 wrapped in the one or more films 50 placed on the transverse conveyor 600 to the vacuum packaging machine 900, Thereafter, in a state where the main virtual horizontal plane H and the lateral feed virtual horizontal plane J coincide with each other and the lateral feed conveyor 600 is stopped, the main conveyor 500 lateral-feeds the object 20 wrapped in the film 50 placed on the main conveyor 500, and when the object 20 wrapped in the film 50 placed on the main conveyor 500 interrupts the optical axis of the third sensor L3, the main conveyor 500 and the lateral feed conveyor 600 start lateral-feeding the object 20 wrapped in the
- a main conveyor 500 that can be freely raised and lowered by a lifting device 200
- a transverse conveyor 600 that can transversely feed objects 20 in a state where the objects 20 can be received from the main conveyor 500 and can be received by a vacuum packaging machine 900
- a third sensor L3 that is provided at the boundary between the two conveyors and has its optical axis blocked by the objects 20 being transversely fed.
- the X-axis width dimension of the outline of the object 20 is estimated based on the number of optical sensors of the second sensor L2 that are blocked by the falling object 20, and the overall length in the X-axis direction of one or more objects 20b, ... placed on the transverse conveyor 600 and the main contour are calculated.
- the third sensor L3 is utilized to laterally feed the object 20a placed on the main conveyor 500 and the objects 20b placed on the transverse conveyor 600, ..., each wrapped in film, to the transverse conveyor 600 so that the distance between the object 20a and the last object 20b placed on the transverse conveyor 600 is the fixed X-axis distance ⁇ , so that a plurality of objects 20 can be fed laterally to the vacuum packaging machine 900 efficiently and without protruding.
- the main conveyor does not move and the single or multiple objects 20b, ... placed on the lateral feed conveyor 600 are entirely fed laterally to the vacuum packaging machine 900, so that the single or multiple objects 20 can be fed laterally to the vacuum packaging machine 900 efficiently and without protruding.
- a main conveyor 500, a transverse conveyor 600 that can receive the object 20 from the main conveyor 500 and transversely feed the object 20 in a state that the object 20 can be received by the vacuum packaging machine 900, and a third sensor L3 that is provided at the boundary between the main conveyor 500 and the transverse conveyor 600 and whose optical axis is blocked by the object 20 being transversely fed are provided, and an object profile X-axis width dimension of the profile of the object 20 is estimated based on information output by the second sensor L2,
- a lateral feed conveyance distance, which is a distance for lateral feeding the object 20 wrapped in the film 50, is determined based on the estimated contour X-axis width dimension, and the determined lateral feed conveyance distance is stored in association with the object 20 wrapped in the film 50 placed on the main conveyor 500;
- the main conveyor 500 does not perform transverse conveying, and the transverse conveyor 600 transversely conveys the entire object 20 wrapped in the one or more films 50 placed on the transverse conveyor 600 to the vacuum packaging machine 900, Thereafter, in a state where the main virtual horizontal plane H and the lateral feed virtual horizontal plane J coincide with each other and the lateral feed conveyor 600 is stopped, the main conveyor 500 lateral-feeds the object 20 wrapped in the film 50 placed on the main conveyor 500, and when the object 20 wrapped in the film 50 placed on the main conveyor 500 interrupts the optical axis of the third sensor L3, the main conveyor 500 and the lateral feed conveyor 600 start lateral-feeding the object 20 wrapped in the
- a main conveyor 500, a transverse conveyor 600 that can receive the object 20 from the main conveyor 500 and transversely feed the object 20 in a state that the object 20 can be received by the vacuum packaging machine 900, and a third sensor L3 that is provided at the boundary between the main conveyor 500 and the transverse conveyor 600 and whose optical axis is blocked by the object 20 being transversely fed are provided.
- the object contour X-axis width dimension of the contour of the object 20 is estimated, and the overall length in the X-axis direction of one or more objects 20b placed on the transverse conveyor 600 and the length of the object 20b on the main conveyor 500 are calculated.
- the third sensor L3 is utilized to laterally feed the object 20a onto the transverse conveyor 600 so that the object 20a placed on the main conveyor 500 and the objects 20b, ... placed on the transverse conveyor 600 are each wrapped in film and are spaced apart by the fixed X-axis distance ⁇ from the last object 20b, ... placed on the transverse conveyor 600. This allows a plurality of objects 20 to be fed laterally to the vacuum packaging machine 900 efficiently and without protruding.
- the total length in the X-axis direction of the multiple objects 20b placed on the transverse conveyor 600 includes the distance in the X-axis direction of the gaps between the multiple objects 20b.
- the sum of the object contour X-axis width dimension which is the overall length in the X-axis direction of the single or multiple objects 20b placed on the lateral conveyor 600 and the length in the X-axis direction of the object 20a placed on the main conveyor, and the fixed X-axis distance ⁇ is greater than the vacuum packaging machine acceptance length M
- the main conveyor does not move and the single or multiple objects 20b, ... placed on the lateral conveyor 600 are entirely fed laterally to the vacuum packaging machine 900, so that the single or multiple objects 20b can be fed laterally to the vacuum packaging machine 900 efficiently and without protruding.
- the present invention is not limited to the above-described embodiment, and various modifications are possible without departing from the gist of the invention.
- the primary packaging machine of the present invention When using the primary packaging machine of the present invention to package the target beef carcass, it is recommended to place the beef carcass in the opening with its longitudinal direction aligned with the Y axis, which can reduce the amount of film consumed.
- the object support structure has been described as being constituted by a conveyor, this is not limiting.
- the object support structure may be constituted by a plate structure having a surface on which the object is placed. In this case, a separate mechanism for moving the object laterally may be provided instead of the conveyor.
- Patent Publication 2008-30758 JP2005-170390 Patent Publication 2022-137419 Patent Publication 2015-202881 JP 11-24327 A JP2002-370282A WO2019/069986 Patent Publication 2016-113191 JP2004-161291 Patent Publication 2015-202881 Patent Publication 2008-30758 JP2004-161291 JP2006-76601A JP2006-69548A Patent Publication 2008-127035 Patent Publication No. 2020-144122 JP2006-137468A Japanese Utility Model Application Publication No. 5-82886 JP 8-72813 A JP 6-206287 A JP 10-52889 A JP 10-248482 A Patent Publication 2008-30758
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Basic Packing Technique (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2025519716A JPWO2025121194A1 (https=) | 2023-12-08 | 2024-11-26 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023-207369 | 2023-12-08 | ||
| JP2023207369 | 2023-12-08 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2025121194A1 true WO2025121194A1 (ja) | 2025-06-12 |
Family
ID=95979893
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/041704 Pending WO2025121194A1 (ja) | 2023-12-08 | 2024-11-26 | 一次包装機 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JPWO2025121194A1 (https=) |
| WO (1) | WO2025121194A1 (https=) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5852006A (ja) * | 1982-05-19 | 1983-03-28 | 株式会社フジパツクシステム | 包装機のフイルム搬送装置におけるフイルム押え部材 |
| JPH1159610A (ja) * | 1997-08-12 | 1999-03-02 | Tokyo Kikai Seisakusho Ltd | フィルム包装機 |
| JP2000095218A (ja) * | 1998-09-25 | 2000-04-04 | Kubota Corp | 農作物の包装設備 |
-
2024
- 2024-11-26 JP JP2025519716A patent/JPWO2025121194A1/ja active Pending
- 2024-11-26 WO PCT/JP2024/041704 patent/WO2025121194A1/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5852006A (ja) * | 1982-05-19 | 1983-03-28 | 株式会社フジパツクシステム | 包装機のフイルム搬送装置におけるフイルム押え部材 |
| JPH1159610A (ja) * | 1997-08-12 | 1999-03-02 | Tokyo Kikai Seisakusho Ltd | フィルム包装機 |
| JP2000095218A (ja) * | 1998-09-25 | 2000-04-04 | Kubota Corp | 農作物の包装設備 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2025121194A1 (https=) | 2025-06-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110884705B (zh) | 一种试剂卡生产线 | |
| TW212779B (en) | Packaging method and apparatus therefor | |
| KR20130134594A (ko) | 자동 창틀 포장장치 | |
| US3962845A (en) | Apparatus for counting and packaging can ends | |
| KR101515207B1 (ko) | 포장장치 | |
| WO2025121194A1 (ja) | 一次包装機 | |
| JP2026020080A (ja) | 一次包装機 | |
| US3971189A (en) | Apparatus for counting and packaging can ends | |
| US20180312282A1 (en) | Horizontal form-fill-seal packaging system | |
| JP2802473B2 (ja) | 包装材除去装置 | |
| US3432988A (en) | Apparatus for packing,preferably of round or flat laps or bales in plastic film packings | |
| US10245742B2 (en) | Side loading pendulum slicer | |
| US3783577A (en) | System for packing food patties | |
| US3581461A (en) | Packaging apparatus | |
| JPWO2025121194A5 (https=) | ||
| JP3322198B2 (ja) | 包装機 | |
| CN223443866U (zh) | 包装设备 | |
| KR102866912B1 (ko) | 수산물 포장가공 시스템 및 포장가공 방법 | |
| US4051965A (en) | Filled bag handling and storage apparatus | |
| JP2869199B2 (ja) | 給袋包装装置 | |
| CN219857976U (zh) | 一种牙贴包装机 | |
| JPH0512250B2 (https=) | ||
| JPS6144962Y2 (https=) | ||
| JP2020063076A (ja) | 箱詰め装置 | |
| JPH0858715A (ja) | レタス等球状物包装機の結束位置制御装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2025519716 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2025519716 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24900488 Country of ref document: EP Kind code of ref document: A1 |