WO2025089115A1 - 高強度合金化溶融亜鉛めっき鋼板およびその製造方法 - Google Patents
高強度合金化溶融亜鉛めっき鋼板およびその製造方法 Download PDFInfo
- Publication number
- WO2025089115A1 WO2025089115A1 PCT/JP2024/036439 JP2024036439W WO2025089115A1 WO 2025089115 A1 WO2025089115 A1 WO 2025089115A1 JP 2024036439 W JP2024036439 W JP 2024036439W WO 2025089115 A1 WO2025089115 A1 WO 2025089115A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- steel sheet
- content
- mass
- area ratio
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/06—Zinc or cadmium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
- C23C2/28—Thermal after-treatment, e.g. treatment in oil bath
Definitions
- the present invention relates to a high-strength galvannealed steel sheet and a method for manufacturing the same.
- the steel sheets used as the automobile members are sometimes subjected to a zinc-based plating treatment.
- galvannealed steel sheets having a tensile strength (TS) of 980 MPa or more have been developed as steel sheets to be used for the framework of automobile cabins (Patent Documents 1 and 2).
- High-strength steel plates with a tensile strength of 980 MPa or more may have poor bendability due to reduced local ductility, leading to the occurrence of cracks when subjected to bending deformation.
- the inventors formed a bent portion by applying bending deformation to a galvannealed steel sheet (hereinafter also simply referred to as "galvanized steel sheet”) with a bending radius R larger than the bending radius R at which cracks occur in a bending test conforming to JIS.
- the bent portion of the galvanized steel sheet was then observed using a scanning electron microscope (SEM).
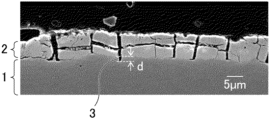
- FIG. 1 is an SEM image showing a cross section of a galvannealed steel sheet. As shown in FIG. 1 , it was found that in the bent portion of the galvannealed steel sheet, fine microcracks 3 that cannot be observed without using an SEM originate from cracks in the galvannealed layer 2 and are generated in the steel sheet 1.
- microcrack resistance the bending property with respect to microcracks is also referred to as "microcrack resistance.”
- the criteria for evaluating whether a material has excellent microcrack resistance will be described later (see the Examples section).
- microcrack resistance may be referred to as "bendability" for convenience.
- the present invention has been made in consideration of the above-mentioned points, and has an object to provide a galvannealed steel sheet having a tensile strength of 980 MPa or more and excellent ductility and microcrack resistance.
- a further object of the present invention is to provide a method for producing the above-mentioned galvannealed steel sheet.
- a steel sheet comprising: a galvannealed layer disposed on a surface of the steel sheet; and a chemical composition of the steel sheet in which a carbon equivalent Ceq represented by the following formula (1) is 0.520 or more and less than 0.700; a total content of Nb and Ti is 0.010 to 0.080 mass%, with the balance being Fe and unavoidable impurities; a martensite area ratio is more than 30% and 70% or less at a 1/4 position of the sheet thickness of the steel sheet; and a martensite area ratio is more than 30% and 70% or less at a depth of 20 ⁇ m from the surface of the steel sheet.
- [M %] is the content of element M in the above composition in unit mass %, and is 0 when element M is not contained.
- composition further contains, in mass%, at least one element selected from the group consisting of B: 0.0050% or less, Ta: 0.10% or less, W: 0.10% or less, Cr: 1.00% or less, Ni: 1.00% or less, Mo: 1.00% or less, V: 1.00% or less, Co: 0.010% or less, Cu: 1.00% or less, Sn: 0.200% or less, Sb: 0.200% or less, Ca: 0.0100% or less, Mg: 0.0100% or less, REM: 0.0100% or less, Zr: 0.100% or less, Te: 0.100% or less, Hf: 0.10% or less, and Bi: 0.200% or less.
- B 0.0050% or less
- Ta 0.10% or less
- W 0.10% or less
- Cr 1.00% or less
- Ni 1.00% or less
- Mo 1.00% or less
- V 1.00% or less
- Co 0.010% or less
- Cu 1.00% or less
- Sn 0.200%
- a method for producing a high-strength galvannealed steel sheet according to any one of [1] to [3] above comprising: hot rolling a slab having a component composition according to any one of [1] to [3] above under the conditions of a slab heating temperature of 1200°C or higher, a final reduction rate of 5% or higher, a rolling completion temperature of 850 to 970°C, and a cooling time from the final reduction to 700°C or lower of 6.0 s or less to obtain a hot-rolled steel sheet; and then subjecting the hot-rolled steel sheet to the above-mentioned hot-rolling.
- a method for producing a high-strength alloyed hot-dip galvanized steel sheet comprising: pickling a steel sheet; cold-rolling the hot-rolled steel sheet after the pickling under a rolling reduction of 30% or more to obtain a cold-rolled steel sheet; pickling the cold-rolled steel sheet for 2.0 s or more; annealing the cold-rolled steel sheet after the pickling under conditions of a heating rate of 2.0 to 7.0 ° C./s from 500 ° C. to 700 ° C., a dew point of an atmosphere at or above 700 ° C. being ⁇ 40 ° C.
- the present invention provides a galvannealed steel sheet with a tensile strength of 980 MPa or more and excellent ductility and microcrack resistance.
- 1 is a SEM image showing a cross section of a galvannealed steel sheet.
- the high-strength galvannealed steel sheet of the present embodiment generally includes a steel sheet and a galvannealed layer disposed on a surface of the steel sheet.
- High strength means a tensile strength (TS) of 980 MPa or greater.
- the high-strength galvannealed steel sheet of this embodiment has excellent ductility and microcrack resistance, and also has excellent corrosion resistance, due to the steel sheet having the component composition and microstructure described below. Therefore, it is suitable for use in automobile parts (e.g., the framework of an automobile cabin). In this case, it can contribute to improving safety performance and reducing the weight of the automobile body, thereby improving the fuel efficiency of the automobile and reducing CO2 emissions, thereby contributing to the environment. It can also be actively applied to parts of the automobile where corrosion due to rain and snow is a concern, such as automobile suspension parts.
- the high-strength galvannealed steel sheet of this embodiment can be used not only in automobiles, but also in fields such as civil engineering, construction, and home appliances.
- the thickness of the steel plate is not particularly limited and is, for example, 0.5 mm or more and 3.0 mm or less.
- composition First, the chemical composition of the steel sheet (base steel sheet) will be described.
- the unit “%” in the composition of a component means “% by mass” unless otherwise specified.
- Ceq is expressed by the following formula (1).
- Ceq [C%]+([Si%]/24)+([Mn%]/6)+([Ni%]/40)+([Cr%]/5)+([Mo%]/4)+([V%]/14)...(1)
- [M %] is the content (unit: mass %) of element M in the chemical composition of the steel sheet, and is 0 (zero) when element M is not contained.
- Nb+Ti: 0.010-0.080% Nb and Ti are dispersed in the surface layer of the steel sheet as carbides and/or nitrides, thereby suppressing stress concentration and suppressing the occurrence of microcracks.
- the total content of Nb and Ti is 0.010% or more, preferably 0.012% or more, more preferably 0.016% or more, and even more preferably 0.020% or more.
- the total content of Nb and Ti is 0.080% or less, preferably 0.060% or less, and more preferably 0.040% or less.
- composition of the steel sheet may further contain the elements described below.
- ((C: 0.070-0.170%)) C is an element effective in increasing the strength of steel, and in particular contributes to increasing the strength by forming martensite, which is one of the hard phases in the steel structure.
- the C content is preferably 0.070% or more, more preferably 0.075% or more, and even more preferably 0.080% or more.
- the C content is preferably 0.170% or less, more preferably 0.160% or less, and even more preferably 0.150% or less.
- Si ((Si: 0.30% or less))
- Si When Si is added in excess, it forms Si oxides on the surface layer of the steel sheet and reduces the microcrack resistance, so the Si content is preferably 0.30% or less, more preferably 0.25% or less, and even more preferably 0.20% or less.
- the lower limit of the Si content is not particularly limited and is, for example, 0.01%, but may be 0 (zero).
- Mn is an element that contributes to increasing the strength of steel by solid solution strengthening and the formation of martensite.
- the Mn content is preferably 1.70% or more, more preferably 1.80% or more, and even more preferably 2.00% or more.
- the Mn content is preferably 3.50% or less, more preferably 3.20% or less, and even more preferably 3.00% or less.
- the P content is preferably 0.100% or less, more preferably 0.070% or less, and even more preferably 0.040% or less.
- the lower limit of the P content is not particularly limited.
- P is a solid solution strengthening element and can increase the strength of the steel sheet. From this viewpoint, the P content is preferably 0.001% or more, more preferably 0.003% or more, and even more preferably 0.005% or more.
- the S content is preferably 0.0200% or less, more preferably 0.0120% or less, and even more preferably 0.0050% or less.
- the S content is preferably 0.0001% or more, more preferably 0.0003% or more, and even more preferably 0.0005% or more.
- Al ((Al: 0.100% or less)) Al is added as a deoxidizer.
- the Al content is preferably 0.010% or more, more preferably 0.015% or more, and further preferably 0.020% or more.
- the Al content is preferably 0.100% or less, more preferably 0.090% or less, and even more preferably 0.080% or less.
- the N content is preferably 0.0100% or less, more preferably 0.0070% or less, and even more preferably 0.0050% or less.
- the N content is preferably 0.0001% or more, more preferably 0.0003% or more, and even more preferably 0.0005% or more.
- the O content is preferably 0.0100% or less, more preferably 0.0070% or less, and even more preferably 0.0050% or less.
- the O content is preferably 0.0001% or more, more preferably 0.0003% or more, and even more preferably 0.0005% or more.
- composition of the steel sheet may further contain at least one element selected from the group consisting of the elements described below.
- ((B)) B is contained in the Si and Mn oxides formed on the surface of the steel sheet and improves the wettability of the oxides with molten zinc, thereby improving the appearance of the coating layer.
- the B content is preferably 0.0005% or more, more preferably 0.0010% or more, and even more preferably 0.0015% or more.
- the B content is preferably 0.0050% or less, more preferably 0.0045% or less, and even more preferably 0.0040% or less.
- the contents of Ta and W are preferably 0.10% or less, more preferably 0.08% or less, and further preferably 0.06% or less, respectively.
- the lower limit of the content of Ta and W is not particularly limited.
- Ta and W increase the strength of the steel sheet by forming fine carbides, nitrides or carbonitrides during hot rolling or annealing. Therefore, the content of Ta and W is preferably 0.01% or more, more preferably 0.02% or more, and further preferably 0.03% or more, respectively.
- the contents of Cr, Ni and Mo are preferably 1.00% or less, more preferably 0.80% or less, and further preferably 0.50% or less, respectively.
- the lower limits of the contents of Cr, Ni, and Mo are not particularly limited.
- Cr, Ni, and Mo are elements that improve hardenability. Therefore, the contents of Cr, Ni, and Mo are each preferably 0.01% or more, more preferably 0.05% or more, and further preferably 0.10% or more.
- V ((V)) V is useful for precipitation strengthening of steel.
- the V content is preferably 1.00% or less, more preferably 0.80% or less, and further preferably 0.50% or less.
- the V content is preferably 0.01% or more, more preferably 0.04% or more, and even more preferably 0.07% or more.
- the Co content is preferably 0.010% or less, more preferably 0.008% or less, and even more preferably 0.006% or less.
- the lower limit of the Co content is not particularly limited. However, since Co is an element that improves hardenability, the Co content is preferably 0.001% or more, more preferably 0.002% or more, and further preferably 0.003% or more.
- the Sn content is preferably 0.200% or less, more preferably 0.150% or less, and even more preferably 0.100% or less.
- the lower limit of the Sn content is not particularly limited. However, since Sn is an element that improves hardenability, the Sn content is preferably 0.001% or more, more preferably 0.010% or more, and further preferably 0.030% or more.
- the Sb content is preferably 0.200% or less, more preferably 0.150% or less, and even more preferably 0.100% or less.
- the lower limit of the Sb content is not particularly limited.
- Sb is an element that can control the thickness of the softened layer present in the steel sheet to adjust the strength. Therefore, the Sb content is preferably 0.001% or more, more preferably 0.010% or more, and even more preferably 0.030% or more.
- the contents of Ca, Mg and REM are each preferably 0.0100% or less, more preferably 0.0080% or less, and even more preferably 0.0050% or less.
- the lower limits of the contents of Ca, Mg and REM are not particularly limited.
- Ca, Mg and REM are elements that make the shape of nitrides and sulfides spheroidal and improve the ultimate deformability of the steel sheet. Therefore, the contents of Ca, Mg and REM are each preferably 0.0005% or more, more preferably 0.0010% or more, and even more preferably 0.0015% or more.
- the content of Zr and Te are each preferably 0.100% or less, more preferably 0.080% or less, and further preferably 0.050% or less.
- the lower limit of the content of Zr and Te is not particularly limited.
- Zr and Te are elements that make the shape of nitrides and sulfides spheroidal and improve the ultimate deformability of the steel sheet. Therefore, the content of Zr and Te is preferably 0.001% or more, more preferably 0.002% or more, and further preferably 0.003% or more.
- the Hf content is preferably 0.10% or less, more preferably 0.08% or less, and even more preferably 0.06% or less.
- the lower limit of the Hf content is not particularly limited.
- Hf is an element that spheroidizes the shape of nitrides and sulfides and improves the ultimate deformability of the steel sheet. Therefore, the Hf content is preferably 0.01% or more, more preferably 0.02% or more, and even more preferably 0.03% or more.
- the Bi content is preferably 0.200% or less, more preferably 0.150% or less, and even more preferably 0.100% or less.
- the lower limit of the Bi content is not particularly limited. However, since Bi is an element that reduces segregation, the Bi content is preferably 0.001% or more, more preferably 0.010% or more, and further preferably 0.030% or more.
- the balance of the composition is made up of Fe and unavoidable impurities.
- the unavoidable impurities include Zn, Pb, and As.
- the total content of the unavoidable impurities is preferably 0.100% or less.
- the steel sheet contains, as a chemical composition, only the above-mentioned elements and the balance, with the balance being Fe (iron) and unavoidable impurities.
- microstructure Next, the microstructure (steel structure) of the steel sheet (base steel sheet) will be described.
- the martensite area ratio is also expressed as "M area ratio". Martensite contributes to increasing the strength of the steel plate. From the viewpoint of obtaining a tensile strength of 980 MPa or more, the martensite area fraction (M area fraction m 1 ) at the 1 ⁇ 4 position of the sheet thickness of the steel plate is more than 30%, preferably 32% or more, and more preferably 35% or more. On the other hand, if the martensite content is too high, the desired ductility cannot be obtained. Therefore, the M area fraction m1 is 70% or less, preferably 65% or less, and more preferably 60% or less.
- the martensite area fraction (M area fraction m 2 ) in the range from the surface of the steel plate to a depth of 20 ⁇ m is more than 30%, preferably 32% or more, and more preferably 35% or more.
- the M area fraction m2 is 70% or less, preferably 65% or less, and more preferably 60% or less.
- structures other than martensite include ferrite, retained austenite, bainite, pearlite, and cementite.
- the area ratio of the remaining structure is, for example, 30% or more and less than 70%, and may be 35 to 68%, or may be 40 to 65%.
- the prior ⁇ grain size having a martensite area ratio of 50% or more is 3.0 ⁇ m or less, preferably 2.7 ⁇ m or less, and more preferably 2.0 ⁇ m or less.
- the lower limit is not particularly limited, and is, for example, 0.5 ⁇ m.
- the martensite area ratio is determined as follows. First, a test piece is taken from a galvannealed steel sheet so that the cross section parallel to the rolling direction of the steel sheet (base steel sheet) and parallel to the sheet thickness direction is the observation surface. The coating layer of the test piece is dissolved and removed using hydrochloric acid containing an inhibitor. Next, the observation surface of the test piece is mirror-polished and then etched with 3% by volume of nital to reveal the structure on the observation surface. Thereafter, a desired area on the observation surface of the test piece is observed using a scanning electron microscope (SEM) at a magnification of 3,000 times.
- SEM scanning electron microscope
- the 1/4 position of the sheet thickness of the steel sheet (a range including the 1/4 position of the sheet thickness) and a range of 20 ⁇ m deep from the surface of the steel sheet are observed in five visual fields, and SEM images are obtained for each.
- the obtained SEM images are colored according to the structure, and the martensite area ratio (average value of five fields of view) is calculated from the number of pixels.
- martensite is a white or light gray structure.
- Ferrite for example, is a gray or dark gray structure with smooth grain boundaries and is distinguished from martensite.
- Martensite includes autotempered martensite that contains carbides.
- the electron backscatter diffraction (EBSD) method is also used. That is, the prior austenite grain boundaries are identified by the EBSD method.
- the circle equivalent diameter is determined from the area of each of the selected prior gamma grains. The average of the determined circle equivalent diameters (average of five fields of view) is taken as the prior gamma grain size.
- the total content of Nb and Ti in fine precipitates (Nb, Ti precipitates) of 100 nm or less is 50 ppm by mass or more, preferably 100 ppm by mass or more, and more preferably 150 ppm by mass or more.
- the upper limit is not particularly limited, and is, for example, 500 ppm by mass, preferably 400 ppm by mass, and more preferably 300 ppm by mass.
- Nb + Ti in precipitates larger than 100 nm: 350 mass ppm or less On the other hand, if there are many coarse precipitates (Nb, Ti precipitates) in the surface layer of the steel sheet, stress is concentrated on these precipitates, which tend to become the starting points of microcracks. For this reason, because of excellent microcrack resistance, the total content of Nb and Ti in coarse precipitates exceeding 100 nm (Nb, Ti precipitates) is 350 ppm by mass or less, preferably 310 ppm by mass or less, more preferably 250 ppm by mass or less, even more preferably 200 ppm by mass or less, and particularly preferably 150 ppm by mass or less.
- the lower limit is not particularly limited, and is, for example, 10 ppm by mass, preferably 30 ppm by mass, and more preferably 70 ppm by mass.
- the contents of Nb and Ti in the precipitates are determined as follows. First, a test piece having a size of 20 mm x 50 mm is taken from the galvannealed steel sheet. The plating layer of the test piece is dissolved and removed using hydrochloric acid to which an inhibitor has been added. Next, the test piece is electrolyzed using 10% by volume acetylacetone-1% by mass tetramethylammonium chloride-methanol as an electrolyte for extracting precipitates. The amount of electrolysis is determined from the mass loss of the test piece. The electrolysis time is adjusted so that the amount of electrolysis is 20 ⁇ m in the depth direction from the surface of the steel sheet.
- the residue (precipitate) contained in the electrolyte after electrolysis is separated into those having a size of 100 nm or less and those having a size of more than 100 nm using a filter with a pore size of 100 nm.
- the Nb and Ti contents (unit: ppm by mass) are determined using ICP (inductively coupled plasma) emission spectrometry. Five test pieces are taken from one galvannealed steel sheet, electrolysis is performed on each, and the average value is adopted.
- the long side of the Si, Mn oxides present on the grain boundaries (simply referred to as "Si, Mn oxides") is 200 nm or less, preferably 180 nm or less, and more preferably 160 nm or less.
- the lower limit is not particularly limited, and is, for example, 10 nm, and preferably 30 nm.
- the long side of the Si, Mn oxide is determined as follows. First, a sample is taken from a galvannealed steel sheet using a focused ion beam (FIB). The cross section of the sample (specifically, the area from the surface of the steel sheet to a depth of 1 ⁇ m) is observed at 10,000 to 30,000 times magnification using a transmission electron microscope (TEM), and the size of the long side of the Si, Mn oxides present on the grain boundaries is measured. Si, Mn oxides present within 10 nm from the grain boundaries are also considered to be Si, Mn oxides present on the grain boundaries.
- the grain boundary is a prior austenite grain boundary, and is not a block boundary, a packet boundary, or a lath boundary.
- a rectangle inscribed with the Si, Mn oxide is drawn on the TEM image. For each Si, Mn oxide, multiple rectangles are drawn, and the rectangle with the largest aspect ratio is selected, and the long side of the rectangle is determined as the long side of the Si, Mn oxide. The average value of the measurement results for five fields of view is used. Whether or not an observed object in a TEM image is an oxide of Si or Mn is judged using an EDX (energy dispersive X-ray analysis) device attached to the TEM. An observed object having a concentration of Si or Mn that is at least twice as high as that of the parent phase is regarded as an oxide of Si or Mn.
- EDX energy dispersive X-ray analysis
- the area ratio of each structure (such as martensite) in the "range from the surface of the steel plate to a depth of 1 ⁇ m" is the same as the area ratio of each structure in the "range from the surface of the steel plate to a depth of 20 ⁇ m" described above.
- the high-strength galvannealed steel sheet of the present embodiment has a galvannealed layer (coating layer) on the surface of a steel sheet (base steel sheet).
- the coating layer may be disposed on only one side of the steel sheet, but is preferably disposed on both sides of the steel sheet.
- the plating layer is formed by a galvannealing treatment described later.
- the coating weight of the plating layer is, for example, 20 to 80 g/ m2 per side.
- each temperature means the surface temperature of a slab or a steel plate (hot-rolled steel plate, cold-rolled steel plate, etc.).
- a slab having the above-mentioned component composition is subjected to hot rolling, cold rolling, annealing, and galvannealing treatment.
- hot rolling, cold rolling, annealing and galvannealing treatment other than the conditions described below, there are no particular limitations, and conditions in accordance with conventional methods can be appropriately adopted.
- a slab having the above-mentioned composition is hot-rolled to obtain a hot-rolled steel sheet.
- the hot-rolling conditions are described below.
- the slab heating temperature is 1200°C or higher, preferably 1210°C or higher, and more preferably 1220°C or higher.
- the upper limit of the slab heating temperature is not particularly limited, and is, for example, 1350°C, preferably 1330°C, and more preferably 1310°C.
- the final rolling reduction is 5% or more, preferably 6% or more, and more preferably 7% or more.
- the final reduction is calculated from the roll gap of the rolling stand used in hot rolling. Specifically, the final reduction is a value calculated from the roll gap (R1) of the final rolling stand and the roll gap (R2) of the rolling stand before the final one by the following formula. (R2-R1)/R2 ⁇ 100
- ⁇ Rolling completion temperature 850-970°C ⁇ If the rolling completion temperature is too low, dynamic recrystallization does not occur and the crystal grains (prior ⁇ grains) cannot be refined. Therefore, the rolling completion temperature is 850° C. or higher, preferably 860° C. or higher, and more preferably 870° C. or higher. On the other hand, if the rolling completion temperature is too high, the crystal grains (prior ⁇ grains) cannot be refined by grain growth after rolling, so the rolling completion temperature is 970° C. or less, preferably 950° C. or less, and more preferably 930° C. or less.
- ⁇ Cooling time 6.0s or less ⁇ Fine precipitates (Nb, Ti precipitates) precipitate in the surface layer during cooling from the final reduction (reduction by the final rolling stand) to 700° C. or less. If the cooling time from the final reduction to 700° C. or less (simply referred to as the “cooling time”) is too long, the precipitates grow and become coarse, and the amount of fine precipitates decreases, causing the prior ⁇ grain size to become coarse. Therefore, the cooling time is 6.0 seconds or less, preferably 5.5 seconds or less, and more preferably 5.0 seconds or less. The lower limit of the cooling time is not particularly limited, and is, for example, 2.0 seconds, and preferably 2.5 seconds.
- the hot-rolled steel sheet obtained by hot rolling is subjected to pickling in order to remove scale and Si and Mn oxides formed by the hot rolling.
- the pickling conditions are not particularly limited, and the pickling may be performed according to a conventional method.
- the reduction ratio of the cold rolling is 30% or more, preferably 35% or more, and more preferably 40% or more.
- the upper limit of the cold rolling reduction is not particularly limited, and is, for example, 70%, preferably 65%, and more preferably 60%.
- ⁇ Pickling time 2.0s or more ⁇
- the cold-rolled steel sheet obtained by cold rolling is also subjected to pickling again for the purpose of removing Si and Mn oxides (reducing the long side of the Si and Mn oxides).
- the pickling time is 2.0 s or more, preferably 2.4 s or more, and more preferably 2.8 s or more.
- the upper limit of the pickling time is not particularly limited, and is, for example, 6.0 seconds, and 5.0 seconds is preferable. Conditions other than the pickling time are not particularly limited, and pickling may be carried out according to a conventional method.
- Heating rate 2.0 to 7.0°C/s>
- Prior ⁇ grains including martensite are refined by increasing the heating rate from 500° C. to 700° C. (simply referred to as “heating rate”).
- the heating rate is 2.0° C./s or more, preferably 2.5° C./s or more, and more preferably 3.0° C./s or more.
- the heating rate is 7.0° C./s or less, preferably 6.5° C./s or less, and more preferably 6.0° C./s or less.
- the heating rate is an average heating rate.
- the dew point of an atmosphere at 700° C. or higher (simply referred to as "dew point") is ⁇ 40° C. or lower, preferably ⁇ 41° C. or lower, and more preferably ⁇ 42° C. or lower.
- the dew point is preferably ⁇ 60° C. or higher.
- the method for adjusting the dew point inside the furnace is not particularly limited, and for example, the moisture in the gas fed into the furnace and the gas circulating inside the furnace may be removed by a filter or the like.
- ⁇ Maximum temperature 740-860°C ⁇
- the area ratio of martensite is controlled by the maximum temperature reached.
- the maximum temperature (soaking temperature) is 740° C. or higher, preferably 760° C. or higher, and more preferably 780° C. or higher.
- the maximum temperature is 860° C. or less, preferably 840° C. or less, and more preferably 820° C. or less.
- the cooling rate v 1 from 530° C. to 480°C is 2.0° C./s or less, preferably 1.8° C./s or less, and more preferably 1.5° C./s or less.
- the lower limit of the cooling rate v1 is not particularly limited, and is, for example, 0.5° C./s, and 0.8° C./s is preferable.
- ⁇ Cooling rate v2 from 700°C to 600°C 5.0°C/s or less>
- the cooling rate v 2 from 700° C. to 600° C. (simply referred to as “cooling rate v 2 ”) is, for example, 10.0° C./s or less.
- the cooling rate v2 is preferably 5.0° C./s or less, more preferably 4.5° C./s or less, and even more preferably 4.0° C./s or less.
- ⁇ CO concentration 200 ppm by volume or less> The CO concentration in an atmosphere at 700° C.
- CO concentration is, for example, 400 ppm by volume or less.
- the CO concentration is 200 ppm by volume or less, preferably 180 ppm by volume or less, and more preferably 150 ppm by volume or less.
- the CO concentration is preferably 10 ppm by volume or more.
- the method for adjusting the CO concentration in the furnace is not particularly limited, and examples thereof include a method in which the gas fed into the furnace and CO (carbon monoxide) and CO 2 (carbon dioxide) circulating within the furnace are removed using a filter or the like.
- the annealed cold-rolled steel sheet is subjected to a galvannealing treatment, thereby obtaining a galvannealed steel sheet.
- a galvannealing process is carried out.
- the hot-dip galvanizing process for example, the cold-rolled steel sheet after annealing is immersed in a zinc bath (Zn bath), after which the coating weight of the plating layer may be adjusted by gas wiping or the like as appropriate.
- the zinc bath may be, for example, a zinc bath having a component composition in which the Al content is 0.10 to 0.23 mass %, with the remainder being Zn and unavoidable impurities.
- the temperature of the zinc bath is, for example, 440 to 500°C.
- alloying specifically, for example, Zn-Fe alloying
- the alloying may be performed according to a conventional method.
- the alloying temperature is 480°C or higher, preferably 485°C or higher, and more preferably 490°C or higher.
- the alloying temperature is preferably 600° C. or less, more preferably 550° C. or less, and further preferably 530° C. or less.
- a zinc bath bath temperature: 470°C
- the coating weight of the plating layer was adjusted to 45 g/ m2 per side.
- ⁇ Bending test> A test piece measuring 30 mm ⁇ 100 mm, the end faces of which were ground surfaces, was taken from the widthwise center of the plated steel sheet. The 30 mm side of the test piece was parallel to the rolling direction (L direction) of the steel sheet, and the 100 mm side of the test piece was parallel to the width direction (C direction) of the steel sheet. The test pieces were subjected to a 90° V-bend test to form a bent portion in each test piece. As shown in Table 3 below, the bending test conditions were such that the ratio (R/t) of the bending radius R to the plate thickness t was in the range of 4.9 to 5.1.
- test piece was then embedded in resin with the so-called C-section exposed, polished, and the bent portion of the C-section of the test piece (including the V-bend apex) was observed with an SEM at a magnification of 3,000 times to count the number of microcracks.
- cracks that were connected to the cracks in the plating layer and entered the steel sheet and had a depth d (see Figure 1) of more than 1 ⁇ m were counted as microcracks.
- the number of microcracks per unit length along the surface of the steel sheet was determined as the amount of microcracks (unit: number/mm). Five test pieces were taken from each plated steel sheet, and bending tests were performed on each of them, and the average value was used.
- ⁇ Post-bending corrosion resistance test> First, a 90 degree V-bend test was carried out in the same manner as above (however, the size of the test piece was 70 mm (L direction) ⁇ 100 mm (C direction)). Using the test pieces after the bending test, a salt spray test was carried out for two days in accordance with JIS Z 2371 (2000). After that, the test pieces were washed for one minute using chromic acid (concentration: 200 g/L, temperature: 80° C.) to remove corrosion products generated by corrosion. The amount of reduction in the plating layer per day (unit: g/( m2 ⁇ day)) was determined using a gravimetric method.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Crystallography & Structural Chemistry (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2025503130A JP7747244B2 (ja) | 2023-10-26 | 2024-10-11 | 高強度合金化溶融亜鉛めっき鋼板およびその製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023183745 | 2023-10-26 | ||
| JP2023-183745 | 2023-10-26 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2025089115A1 true WO2025089115A1 (ja) | 2025-05-01 |
Family
ID=95515472
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/036439 Pending WO2025089115A1 (ja) | 2023-10-26 | 2024-10-11 | 高強度合金化溶融亜鉛めっき鋼板およびその製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP7747244B2 (https=) |
| WO (1) | WO2025089115A1 (https=) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018011978A1 (ja) * | 2016-07-15 | 2018-01-18 | 新日鐵住金株式会社 | 溶融亜鉛めっき鋼板 |
| JP2018090895A (ja) * | 2016-03-31 | 2018-06-14 | Jfeスチール株式会社 | 熱延鋼板の製造方法、冷延フルハード鋼板の製造方法及び熱処理板の製造方法 |
| WO2022070840A1 (ja) * | 2020-09-30 | 2022-04-07 | 日本製鉄株式会社 | 高強度鋼板 |
| WO2023008003A1 (ja) * | 2021-07-28 | 2023-02-02 | Jfeスチール株式会社 | 鋼板、部材およびそれらの製造方法 |
-
2024
- 2024-10-11 JP JP2025503130A patent/JP7747244B2/ja active Active
- 2024-10-11 WO PCT/JP2024/036439 patent/WO2025089115A1/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018090895A (ja) * | 2016-03-31 | 2018-06-14 | Jfeスチール株式会社 | 熱延鋼板の製造方法、冷延フルハード鋼板の製造方法及び熱処理板の製造方法 |
| WO2018011978A1 (ja) * | 2016-07-15 | 2018-01-18 | 新日鐵住金株式会社 | 溶融亜鉛めっき鋼板 |
| WO2022070840A1 (ja) * | 2020-09-30 | 2022-04-07 | 日本製鉄株式会社 | 高強度鋼板 |
| WO2023008003A1 (ja) * | 2021-07-28 | 2023-02-02 | Jfeスチール株式会社 | 鋼板、部材およびそれらの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7747244B2 (ja) | 2025-10-01 |
| JPWO2025089115A1 (https=) | 2025-05-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111511945B (zh) | 高强度冷轧钢板及其制造方法 | |
| EP3309273B1 (en) | Galvannealed steel sheet and method for manufacturing same | |
| EP2808413B1 (en) | High-strength hot-rolled steel sheet and method for producing same | |
| KR102418275B1 (ko) | 고강도 냉연 강판 및 그의 제조 방법 | |
| JP7276618B2 (ja) | 高強度冷延鋼板およびその製造方法 | |
| JP6760521B1 (ja) | 高延性高強度電気亜鉛系めっき鋼板およびその製造方法 | |
| EP3822382B1 (en) | HIGH-STRENGTH STEEL SHEET AND METHOD FOR MANUFACTURING SAME | |
| JPWO2019130713A1 (ja) | 高強度鋼板およびその製造方法 | |
| WO2022202716A1 (ja) | 亜鉛めっき鋼板および部材、ならびに、それらの製造方法 | |
| EP3498876B1 (en) | Cold-rolled high-strength steel sheet, and production method therefor | |
| EP2759613A1 (en) | High-tensile-strength hot-rolled steel sheet and method for producing same | |
| JPWO2020026594A1 (ja) | 高強度熱延めっき鋼板及びその製造方法 | |
| WO2017131054A1 (ja) | 高強度亜鉛めっき鋼板、高強度部材及び高強度亜鉛めっき鋼板の製造方法 | |
| WO2023032424A1 (ja) | 高強度鋼板,高強度めっき鋼板及びそれらの製造方法,並びに部材 | |
| KR20180119618A (ko) | 박강판 및 도금 강판, 그리고 열연 강판의 제조 방법, 냉연 풀 하드 강판의 제조 방법, 박강판의 제조 방법 및 도금 강판의 제조 방법 | |
| EP3591087B1 (en) | High strength cold rolled steel sheet and method for producing same | |
| EP4130305A1 (en) | Steel sheet and method for producing same | |
| JP6947326B2 (ja) | 高強度鋼板、高強度部材及びそれらの製造方法 | |
| JP7747245B2 (ja) | 高強度合金化溶融亜鉛めっき鋼板およびその製造方法 | |
| JP7747244B2 (ja) | 高強度合金化溶融亜鉛めっき鋼板およびその製造方法 | |
| WO2023032225A1 (ja) | 熱延鋼板 | |
| JP7754376B1 (ja) | 高強度亜鉛めっき鋼板、部材、自動車部品、高強度亜鉛めっき鋼板の製造方法および部材の製造方法 | |
| JP7754375B1 (ja) | 高強度亜鉛めっき鋼板、部材、自動車部品、高強度亜鉛めっき鋼板の製造方法および部材の製造方法 | |
| JP7761183B1 (ja) | 亜鉛めっき鋼板および亜鉛めっき鋼板の製造方法 | |
| JP7493132B1 (ja) | 高強度鋼板、高強度めっき鋼板、及びそれらの製造方法、並びに部材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2025503130 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2025503130 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24882228 Country of ref document: EP Kind code of ref document: A1 |