WO2025084238A1 - 空気入りタイヤ及びその製造方法 - Google Patents
空気入りタイヤ及びその製造方法 Download PDFInfo
- Publication number
- WO2025084238A1 WO2025084238A1 PCT/JP2024/036470 JP2024036470W WO2025084238A1 WO 2025084238 A1 WO2025084238 A1 WO 2025084238A1 JP 2024036470 W JP2024036470 W JP 2024036470W WO 2025084238 A1 WO2025084238 A1 WO 2025084238A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- tire
- sealant layer
- pneumatic tire
- sealant
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C1/00—Tyres characterised by the chemical composition or the physical arrangement or mixture of the composition
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C19/00—Tyre parts or constructions not otherwise provided for
- B60C19/12—Puncture preventing arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C5/00—Inflatable pneumatic tyres or inner tubes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K3/00—Materials not provided for elsewhere
- C09K3/10—Materials in mouldable or extrudable form for sealing or packing joints or covers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K3/00—Materials not provided for elsewhere
- C09K3/12—Materials for stopping leaks, e.g. in radiators, in tanks
Definitions
- the present invention relates to a pneumatic tire with a sealant layer on the inner surface of the tire in the tread portion and a manufacturing method thereof, and more specifically to a pneumatic tire and a manufacturing method thereof that uses a release agent to prevent vulcanization failure while suppressing peeling of the sealant layer.
- the sealant constituting the sealant layer has generally been a rubber composition mainly composed of butyl-based rubber (see, for example, Patent Documents 1 to 3).
- butyl-based rubber examples include butyl rubber (IIR) and halogenated butyl rubber such as brominated butyl rubber (Br-IIR) and chlorinated butyl rubber (Cl-IIR).
- a release agent containing particles such as talc or mica is applied to the inner surface of an unvulcanized tire, and the release agent remains on the inner surface of the tire after vulcanization, which causes the sealant layer to easily peel off from the inner surface of the tire.
- instead of applying a release agent to the inner surface of the tire it is possible to prevent the release agent from adhering to the inner surface of the tire by giving the bladder a release function, but this may reduce the release function during continuous production of pneumatic tires, which may cause vulcanization failures. Therefore, it is still necessary to apply a release agent to the inner surface of an unvulcanized tire, and it is an unavoidable fact that the release agent will remain on the inner surface of the tire after vulcanization.
- Japanese Patent No. 6583456 Japanese Patent No. 6620851 Japanese Patent No. 7319533
- the object of the present invention is to provide a pneumatic tire and a manufacturing method thereof that uses a release agent to prevent vulcanization failure while suppressing peeling of the sealant layer.
- a pneumatic tire of the present invention includes a tread portion extending in a circumferential direction of the tire to form an annular shape, a pair of sidewall portions disposed on both sides of the tread portion, and a pair of bead portions disposed on the radially inner side of the sidewall portions, and a particulate-containing release agent is applied to the inner surface of the tire.
- the tire is characterized in that a sealant layer is formed on the inner surface of the tire in the tread portion, the sealant of the sealant layer is composed of a silicone-based composition, and the particles applied to the area where the sealant layer is disposed are mixed into the sealant layer.
- a method for manufacturing a pneumatic tire of the present invention includes molding an unvulcanized tire corresponding to a pneumatic tire having a tread portion extending in a tire circumferential direction to form an annular shape, a pair of sidewall portions disposed on both sides of the tread portion, and a pair of bead portions disposed on the tire radially inner sides of the sidewall portions;
- a pneumatic tire is manufactured by vulcanizing the unvulcanized tire in a state in which a particulate-containing release agent is applied to the inner surface of the unvulcanized tire, and then The method is characterized in that a sealant made of a silicone-based composition is applied to the inner surface of the tire in the tread portion to form a sealant layer, and the particles applied to the area where the sealant layer is disposed are incorporated into the sealant layer.
- a sealant layer containing a sealant made of a silicone-based composition is formed on the inner surface of the tire in the tread portion, and the particles applied to the area where the sealant layer is disposed are mixed into the sealant layer.
- a sealant made of a silicone-based composition when a sealant made of a silicone-based composition is applied to the inner surface of the tire in the tread portion to form a sealant layer, the particles applied to the area where the sealant layer is disposed are incorporated into the sealant layer.
- the sealant layer acts to incorporate the particles contained in the release agent when it hardens after application.
- the release agent contains a silicone-based composition.
- a silicone-based composition in the release agent, vulcanization failure can be effectively prevented, and further, the release agent made of a silicone-based composition is easily incorporated into the sealant layer containing a sealant also made of a silicone-based composition, so peeling of the sealant layer can be effectively suppressed.
- the weight of the sealant layer is preferably 10 times or more the weight of the particles applied to the area where the sealant layer is disposed. By making the weight of the particles sufficiently large, the particles are easily incorporated into the sealant layer, and peeling of the sealant layer can be effectively suppressed.
- the silicone-based composition is preferably a two-component curing silicone.
- Two-component curing silicone has a low viscosity immediately after mixing the two components, making it possible to apply the silicone even at low temperatures. Furthermore, by mixing the two components, the mixing time can be shortened, and the thickness of the sealant layer after curing can be stabilized (uniformized).
- the distance L from the belt layer to the sealant layer is 10 mm or less at all points of the belt layer located at the innermost side in the tire radial direction. This makes it easier for the sealant to flow into the belt layer when a foreign object such as a nail penetrates the tread portion, ensuring good puncture sealing properties.
- the ratio of the thickness S of the sealant layer to the distance L from the belt layer located at the innermost side in the tire radial direction to the sealant layer satisfies the relationship S/L ⁇ 0.3.
- a sound-absorbing material is provided along the tire circumferential direction on the radially inner side of the sealant layer. In this case, it is possible to obtain a sound-absorbing effect based on the sound-absorbing material while preventing foreign matter from adhering to the sealant layer.
- FIG. 1 is a meridian cross-sectional view showing a pneumatic tire according to an embodiment of the present invention.
- FIG. 2 is a cross-sectional view showing a main part of the pneumatic tire of FIG.
- FIG. 3 is an enlarged cross-sectional view showing an inner liner layer, a release agent layer, and a sealant layer of the pneumatic tire of FIG.
- FIG. 4 is a cross-sectional view showing a method for manufacturing the pneumatic tire of FIG.
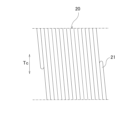
- FIG. 5 is a plan view showing a sealant layer formed on the inner surface of the tire in the tread portion of the pneumatic tire of FIG.
- FIG. 6 is a meridian cross-sectional view showing a pneumatic tire according to another embodiment of the present invention.
- Figures 1 to 3 show a pneumatic tire according to an embodiment of the present invention.
- a carcass layer 4 is mounted between a pair of bead portions 3, 3.
- This carcass layer 4 includes multiple carcass cords extending in the tire radial direction, and is folded from the inside to the outside of the tire around the bead cores 5 arranged in each bead portion 3.
- a bead filler 6 made of a rubber composition with a triangular cross section is arranged on the outer periphery of the bead cores 5.
- belt layers 7 are embedded on the outer peripheral side of the carcass layer 4 in the tread portion 1.
- These belt layers 7 include multiple belt cords that are inclined with respect to the tire circumferential direction, and are arranged so that the belt cords cross each other between layers.
- the inclination angle of the belt cords with respect to the tire circumferential direction is set in the range of 10° to 40°, for example.
- Steel cords are preferably used as the belt cords of the belt layers 7.
- At least one belt cover layer 8 is arranged on the outer periphery of the belt layer 7, in which reinforcing cords are arranged at an angle of, for example, 5° or less relative to the tire circumferential direction, in order to improve high-speed durability.
- This belt cover layer 8 is preferably a jointless structure in which a strip material made of at least one reinforcing cord that is aligned and rubber-coated is continuously wound at an angle of substantially 0° relative to the tire circumferential direction.
- organic fiber cords such as nylon and polyethylene terephthalate (PET) are preferably used.
- the above-mentioned tire internal structure shows a typical example of a pneumatic tire, but is not limited to this.
- An inner liner layer 9 air permeation prevention layer
- a release agent 16 containing particles 15 is applied to the tire inner surface 10.
- the release agent 16 contains a silicone-based composition, a surfactant, etc. as necessary.
- these components When applied to the inner surface of an unvulcanized tire, these components are dispersed in water, but in the vulcanized tire, the water has evaporated.
- the particles 15 include talc, mica, carbon black, alumina, etc. If the particles 15 are powdery objects, they are effective as a release component, and can have a spherical, plate-like, rod-like, or other shape. It is desirable for the maximum dimension of the particles 15 to be 1 mm or less. If the particles 15 are conductive, this is preferable because it contributes to reducing the electrical resistance of the pneumatic tire.
- the sealant layer 20 is formed continuously in the tire circumferential direction on the tire inner surface 10 in the tread portion 1.
- the center position of the sealant layer 20 in the tire width direction preferably coincides with the tire equator, but the center position may be shifted from the tire equator to either side in the tire width direction.
- the distance in the tire width direction between the center position of the sealant layer 20 in the tire width direction and the tire equator is preferably 10 mm or less, more preferably 5 mm or less. This prevents the sealant layer 20 from adversely affecting the tire balance.
- the sealant of the sealant layer 20 is composed of a silicone-based composition.
- the silicone-based composition includes a synthetic polymer compound having a main skeleton formed by siloxane bonds. At least a portion of the particles 15 applied to the arrangement area of the sealant layer 20 is mixed in the sealant layer 20.
- the above-mentioned pneumatic tire can be manufactured by the following method. First, as described above, an unvulcanized tire is molded that corresponds to a pneumatic tire having a tread portion 1, a pair of sidewall portions 2, and a pair of bead portions 3, with a belt layer 7 and a belt cover layer 8 embedded in the tread portion 1, and the unvulcanized tire is vulcanized with a release agent 16 containing particles 15 applied to the inner surface of the unvulcanized tire to manufacture a pneumatic tire. Next, a sealant made of a silicone-based composition is applied to the tire inner surface 10 in the tread portion 1 to form a sealant layer 20. As a result, the particles 15 applied to the arrangement area of the sealant layer 20 are incorporated into the sealant layer 20 when the sealant of the sealant layer 20 hardens after application.
- a sealant layer 20 containing a sealant made of a silicone-based composition is formed on the tire inner surface 10 in the tread portion 1, and the particles 15 applied to the area in which the sealant layer 20 is disposed are mixed into the sealant layer 20.
- the use of the release agent 16 makes it possible to prevent vulcanization failures, and since there is no need to remove the release agent 16 from the tire inner surface 10, there is no reduction in the productivity of pneumatic tires.
- the release agent 16 contains a silicone-based composition.
- a silicone-based composition in the release agent 16
- vulcanization failures can be effectively prevented, and further, the release agent 16 made of a silicone-based composition is easily incorporated into the sealant layer 20 containing a sealant also made of a silicone-based composition, so peeling of the sealant layer 20 can be effectively suppressed.
- the weight of the sealant layer 20 is preferably 10 times or more the weight of the particles 15 applied to the area where the sealant layer 20 is disposed.
- the ratio of the weight of the sealant layer 20 to the weight of the particles 15 is sufficiently large, the particles 15 are easily incorporated into the sealant layer 20, and peeling of the sealant layer 20 can be effectively suppressed.
- the ratio of the weight of the sealant layer 20 to the weight of the particles 15 is less than 10 times, the particles 15 are less likely to be incorporated into the sealant layer 20.
- the ratio of the weight of the sealant layer 20 to the weight of the particles 15 is preferably 25 times or more, more preferably 50 times or more, with the upper limit being 110 times.
- FIG. 4 shows a specific manufacturing method of the pneumatic tire of FIG. 1, and FIG. 5 shows a sealant layer formed on the inner surface of the tire in the tread portion.
- the sealant extrusion device 31 mixes the sealants supplied from the pumps 32 and 33, and continuously discharges the mixed sealant from the nozzle 34 as a strip 21.
- This sealant extrusion device 31 is configured so that the position of the nozzle 34 can be freely changed. Therefore, by moving the nozzle 34 in the axial direction of the tire while rotating the tire from a state in which the nozzle 34 is close to the inner surface 10 of the tire, the sealant strip 21 can be arranged in a spiral shape on the inner surface 10 of the tire while inclining with respect to the tire circumferential direction Tc (see FIG. 5).
- the spirally arranged sealant strip 21 has its circumferential portions in close contact with each other.
- the sealant strip 21 arranged in a spiral shape is integrated to form the sealant layer 20.
- a sealant layer 20 having a structure in which a sealant strip 21 is arranged spirally along the tire circumferential direction is formed on the tire inner surface 10 in the tread portion 1, and since the sealant is composed of a silicone-based composition, the circumferential portions of the sealant strip 21 become more compatible with each other during the curing reaction process of the silicone-based composition, and the integrity of the circumferential portions of the sealant strip 21 is improved, thereby improving the sealing performance of the sealant layer 20.
- the sealant layer 20 is less likely to flow toward the center in the tire width direction due to the centrifugal force generated when the tire rotates, which also contributes to improving the sealing performance. Furthermore, when a silicone-based composition is used as the sealant of the sealant layer 20, there are also advantages in that it has excellent weather resistance and has low temperature dependency of physical properties.
- the temperature of the sealant applied to the tire inner surface 10 is set to below 70°C. This reduces the effect of heat on the tire and prevents deterioration of tire performance. If the temperature is 70°C or higher, the effect of heat on the tire will be large, which will cause deterioration of tire performance. In particular, it is preferable that the temperature of the sealant applied to the tire inner surface 10 be 35°C or lower. Also, from the viewpoint of the fluidity of the silicone-based composition, the lower limit of the temperature of the sealant applied to the tire inner surface 10 should be 20°C.
- one-component curing silicone or two-component curing silicone can be used, but it is particularly preferable to use two-component curing silicone.
- One-component curing silicone can be, for example, moisture-curing silicone.
- Two-component curing silicone is composed of a first liquid and a second liquid, and a curing reaction begins by mixing these first and second liquids, and the stability of the sealant layer 20 is ensured after curing.
- the first and second liquids of the two-component curing silicone are supplied from pumps 32 and 33, respectively. Since the viscosity of two-component curing silicone is low immediately after mixing the two liquids, it can be applied even at low temperatures. In particular, it is preferable that the two-component curing silicone takes 5 days or more to completely cure.
- Two-component curing silicones are composed of, for example, a condensation curable silyl-terminated polymer, a silane crosslinker, a condensation catalyst, and a filler.
- condensation curable silyl-terminated polymers include polydialkylsiloxanes, alkylphenylsiloxanes, organic polymers having silyl groups (e.g., silyl polyethers, silyl acrylates), and polyisobutylenes having silyl groups.
- silane crosslinkers include alkoxy-functional silanes, oximosilanes, acetoxysilanes, and enoxysilanes.
- fillers include iron oxide, titanium dioxide, carbon black, and talc.
- condensation catalysts include titanates and zirconates. These condensation curable silyl-terminated polymers, silane crosslinkers, condensation catalysts, and fillers are stored in a state where they are separated into a first liquid and a second liquid in a combination that does not cause a curing reaction to proceed, and are mixed when used.
- two-component curing silicones include those described in Japanese Patent Publication No. 2018-503725 and Japanese Patent Publication No. 2022-550962.
- SST-2650 manufactured by Dow can be used as a commercially available two-component curing silicone.
- the glass transition temperature of the sealant in the sealant layer 20 is preferably in the range of -120°C to -40°C.
- the thickness S of the sealant layer 20 is in the range of 2.0 mm to 5.0 mm. This ensures puncture sealing performance while suppressing deterioration of rolling resistance due to increased tire weight and suppressing uneven distribution of the sealant layer 20 due to sealant flow.
- the thickness S of the sealant layer 20 is less than 2.0 mm, the puncture sealing performance will decrease, and conversely, if it is more than 5.0 mm, the rolling resistance will deteriorate due to increased tire weight and there is a risk of uneven distribution of the sealant layer 20 due to sealant flow.
- the thickness S of the sealant layer 20 is the overall average thickness.
- the average thickness of such a sealant layer 20 can be calculated, for example, by taking a CT scan of a tire meridian cross section at eight points around the circumference of the tire, and measuring the thickness of the sealant layer 20 at five points in each image: the tire equator, the outer edge positions (both sides) 10 mm inward in the tire width direction from the edge of the sealant layer 20, and the intermediate positions (both sides) between the tire equator and the outer edge positions, from the measured values at a total of 40 points.
- the end of the sealant layer 20 is positioned outside the end of the belt cover layer 8 in the tire width direction.
- FIG. 6 shows a pneumatic tire according to another embodiment of the present invention.
- a sound-absorbing material 40 is provided along the tire circumferential direction on the radially inner side of the sealant layer 20.
- the sound-absorbing material 40 is made of a porous material having open cells, and has a predetermined sound-absorbing characteristic based on its porous structure. Polyurethane foam is preferably used as the porous material for the sound-absorbing material 40.
- the sound-absorbing material 40 is attached onto the sealant layer 20 based on the adhesiveness of the sealant layer 20. In this case, the sound-absorbing effect based on the sound-absorbing material 20 can be obtained, while foreign matter can be prevented from adhering to the sealant layer 20.
- a release agent applied to the inner surface of the tire the type of release agent, the constituent material of the sealant layer, the ratio of the weight of the sealant layer to the weight of the particles applied to the area where the sealant layer is arranged (20 g), the thickness S of the sealant layer, the distance L from the belt layer located at the innermost side in the tire radial direction to the sealant layer, and the ratio S/L were variously varied as shown in Table 1 (Comparative Examples 1-2 and Examples 1-6).
- the formulation of the release agent is as shown in Table 2. Note that for Comparative Example 2, instead of applying a release agent to the surface of the tire, a release treatment was performed on the outer surface of the bladder of the tire vulcanizing device.
- Vulcanization failure The incidence of vulcanization failures was determined when 400 test tires were vulcanized in succession. The evaluation results are shown as follows: when the incidence of vulcanization failures was 0%, it is shown as “ ⁇ ”, when the incidence of vulcanization failures was more than 0% and less than 1%, it is shown as " ⁇ ”, when the incidence of vulcanization failures was 1% or more and less than 5%, it is shown as " ⁇ ”, and when the incidence of vulcanization failures was 5% or more, it is shown as "X”.
- the tires of Examples 1 to 6 hardly experienced any vulcanization failures, and peeling of the sealant layer was sufficiently suppressed.
- the tire of Comparative Example 1 had a particulate release agent applied to the inner surface of the tire, while a sealant made of butyl-based rubber was used, resulting in noticeable peeling of the sealant layer.
- the tire of Comparative Example 2 had a release treatment applied to the outer surface of the bladder to avoid the use of a release agent, resulting in a high incidence of vulcanization failures during continuous vulcanization.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Tires In General (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2025553163A JPWO2025084238A1 (https=) | 2023-10-18 | 2024-10-11 | |
| CN202480063056.3A CN121941608A (zh) | 2023-10-18 | 2024-10-11 | 充气轮胎及其制造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023179538 | 2023-10-18 | ||
| JP2023-179538 | 2023-10-18 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2025084238A1 true WO2025084238A1 (ja) | 2025-04-24 |
Family
ID=95448372
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/036470 Pending WO2025084238A1 (ja) | 2023-10-18 | 2024-10-11 | 空気入りタイヤ及びその製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JPWO2025084238A1 (https=) |
| CN (1) | CN121941608A (https=) |
| WO (1) | WO2025084238A1 (https=) |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10176109A (ja) * | 1996-12-19 | 1998-06-30 | Yokohama Rubber Co Ltd:The | シリコーンオイル含有離型剤 |
| JP2017520447A (ja) * | 2014-04-30 | 2017-07-27 | コンパニー ゼネラール デ エタブリッスマン ミシュラン | 抑制発泡体のストリップを含むタイヤ |
| WO2019050030A1 (ja) * | 2017-09-11 | 2019-03-14 | 横浜ゴム株式会社 | 空気入りタイヤ及びその製造方法 |
| CN110740873A (zh) * | 2017-06-13 | 2020-01-31 | 米其林集团总公司 | 自密封组合物 |
| JP2020514148A (ja) * | 2016-12-15 | 2020-05-21 | ブリヂストン アメリカズ タイヤ オペレーションズ、 エルエルシー | 硬化したインナーライナー上にポリマー含有コーティングを生成する方法、かかるインナーライナーを含むタイヤを製造する方法、及びかかるインナーライナーを含むタイヤ |
| WO2022074989A1 (ja) * | 2020-10-09 | 2022-04-14 | 横浜ゴム株式会社 | 空気入りタイヤ |
| JP2022140557A (ja) * | 2017-09-11 | 2022-09-26 | 横浜ゴム株式会社 | 空気入りタイヤ |
| JP2022544865A (ja) * | 2019-10-10 | 2022-10-21 | ダウ シリコーンズ コーポレーション | セルフシーリングタイヤ |
-
2024
- 2024-10-11 JP JP2025553163A patent/JPWO2025084238A1/ja active Pending
- 2024-10-11 WO PCT/JP2024/036470 patent/WO2025084238A1/ja active Pending
- 2024-10-11 CN CN202480063056.3A patent/CN121941608A/zh active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10176109A (ja) * | 1996-12-19 | 1998-06-30 | Yokohama Rubber Co Ltd:The | シリコーンオイル含有離型剤 |
| JP2017520447A (ja) * | 2014-04-30 | 2017-07-27 | コンパニー ゼネラール デ エタブリッスマン ミシュラン | 抑制発泡体のストリップを含むタイヤ |
| JP2020514148A (ja) * | 2016-12-15 | 2020-05-21 | ブリヂストン アメリカズ タイヤ オペレーションズ、 エルエルシー | 硬化したインナーライナー上にポリマー含有コーティングを生成する方法、かかるインナーライナーを含むタイヤを製造する方法、及びかかるインナーライナーを含むタイヤ |
| CN110740873A (zh) * | 2017-06-13 | 2020-01-31 | 米其林集团总公司 | 自密封组合物 |
| WO2019050030A1 (ja) * | 2017-09-11 | 2019-03-14 | 横浜ゴム株式会社 | 空気入りタイヤ及びその製造方法 |
| JP2022140557A (ja) * | 2017-09-11 | 2022-09-26 | 横浜ゴム株式会社 | 空気入りタイヤ |
| JP2022544865A (ja) * | 2019-10-10 | 2022-10-21 | ダウ シリコーンズ コーポレーション | セルフシーリングタイヤ |
| WO2022074989A1 (ja) * | 2020-10-09 | 2022-04-14 | 横浜ゴム株式会社 | 空気入りタイヤ |
Also Published As
| Publication number | Publication date |
|---|---|
| CN121941608A (zh) | 2026-04-28 |
| JPWO2025084238A1 (https=) | 2025-04-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2296918B1 (en) | Tyre comprising a sealing material comprising a partially cross-linked styrene-butadiene rubber | |
| CN111868199A (zh) | 密封剂材料组合物及充气轮胎 | |
| JP7549202B2 (ja) | 空気入りタイヤ | |
| WO2025084238A1 (ja) | 空気入りタイヤ及びその製造方法 | |
| EP4019294B1 (en) | Production method for pneumatic tire | |
| JP7712593B1 (ja) | 空気入りタイヤ及びその製造方法 | |
| JP7712592B1 (ja) | 空気入りタイヤ及びその製造方法 | |
| JP7712594B1 (ja) | 空気入りタイヤ及びその製造方法 | |
| JP7709110B1 (ja) | 空気入りタイヤ及びその製造方法 | |
| JP7712595B1 (ja) | 空気入りタイヤ及びその製造方法 | |
| JP2025069668A (ja) | 空気入りタイヤ及びその製造方法 | |
| JP2025082875A (ja) | 空気入りタイヤ | |
| JP7610152B1 (ja) | 空気入りタイヤ | |
| WO2025089118A1 (ja) | 空気入りタイヤ及びその製造方法 | |
| WO2025084241A1 (ja) | 空気入りタイヤ及びその製造方法 | |
| WO2025084239A1 (ja) | 空気入りタイヤ及びその製造方法 | |
| JP2019018800A (ja) | 空気入りタイヤ及びその製造方法 | |
| JP2025167031A (ja) | 空気入りタイヤ | |
| JP2025167032A (ja) | 空気入りタイヤ | |
| JP2025176823A (ja) | 空気入りタイヤ及びその製造方法 | |
| CN121986029A (en) | Pneumatic tire and method for manufacturing the same | |
| JP2025179406A (ja) | 空気入りタイヤ及びその製造方法 | |
| JP7620178B2 (ja) | 空気入りタイヤ | |
| WO2025177619A1 (ja) | 空気入りタイヤ及びその製造方法 | |
| JP2025174403A (ja) | 空気入りタイヤ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24879663 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2025553163 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2025553163 Country of ref document: JP |