WO2025041273A1 - 喫煙物品用材料、喫煙物品、および喫煙システム - Google Patents
喫煙物品用材料、喫煙物品、および喫煙システム Download PDFInfo
- Publication number
- WO2025041273A1 WO2025041273A1 PCT/JP2023/030183 JP2023030183W WO2025041273A1 WO 2025041273 A1 WO2025041273 A1 WO 2025041273A1 JP 2023030183 W JP2023030183 W JP 2023030183W WO 2025041273 A1 WO2025041273 A1 WO 2025041273A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fiber
- smoking
- tobacco
- hydrophobic
- pulp fibers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES OF CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/20—Cigarettes specially adapted for simulated smoking devices
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F40/00—Electrically operated smoking devices; Component parts thereof; Manufacture thereof; Maintenance or testing thereof; Charging means specially adapted therefor
- A24F40/20—Devices using solid inhalable precursors
Definitions
- the present invention relates to materials for smoking articles, smoking articles, and smoking systems.
- Materials for smoking articles include hydrophobic substances. It is not easy to simply mix and disperse hydrophobic substances with other components, so a method is known in which the hydrophobic substance is dissolved in a hydrophobic solvent and the solution is sprayed onto the other components. Solvents that can be safely used in this case include, for example, ethyl alcohol, benzyl alcohol, various fatty acids, triacetin, and medium-chain fatty acid esters. However, when ethanol is used as the solvent, the solubility of the hydrophobic substance may not be sufficient. When fatty acids or medium-chain fatty acid esters are used as the solvent, the solubility problem is resolved.
- the solvent itself has low volatility, so the solvent remains, affecting the flavor when the flavor is inhaled. Furthermore, when a hydrophobic solvent is used, if the water content of the other components is high, a homogeneous mixture cannot be obtained.
- Another method is to disperse a hydrophobic substance in water and spray it on other ingredients.
- Methods for dispersing a hydrophobic substance in water include 1) mechanically forming an emulsion, 2) forming an emulsion using an emulsifier, and 3) using an inclusion compound such as cyclodextrin (Patent Document 1, Non-Patent Document 1).
- Patent Document 1 the stability of the emulsion is limited, and as a result, problems such as non-uniformity of the molded body and clogging of the fluid nozzle when spraying the emulsion often occur.
- method 2) the coexistence of an emulsifier affects the flavor.
- the inclusion compound is often expensive, and the host molecule may have an undesirable effect on the flavor when smoking.
- the hydrophobic substance when the hydrophobic substance is solid, the solid is mixed with other solid materials as it is.
- the hydrophobic substance and the other solid materials it is desirable for both the hydrophobic substance and the other solid materials to be in powder form, a state generally called powder mixing, in order to obtain a uniform molded product.
- powder mixing problems often occur in that the additive and the additive are not mixed uniformly due to the ratio of the amount of the additive and the additive, the particle size distribution of the two, and differences in specific gravity.
- 5) when the hydrophobic substance is liquid the liquid is mixed with other components as it is. This method is expected to achieve a more uniform dispersion than mixing solids together, but there is a problem that some of the components may solidify.
- a method of using an anti-caking agent in combination is also considered, but there are safety issues and the anti-caking agent itself may have an undesirable effect on the flavor.
- 6) a method is used in which the hydrophobic substance is formulated into a powder formulation using an excipient, and the other solid materials are mixed in a state that makes it easy to mix with the powder, and then the molded product is obtained.
- the hydrophobic component is heated above its melting point, melted, mixed with the excipient, and stirred. In this method, the dispersibility of the hydrophobic substance is highly dependent on its physical properties such as viscosity.
- the objective of the present invention is to provide a material for smoking articles that has good dispersibility for hydrophobic substances.
- Non-pulp fibers comprising: Aspect 2 2.
- the material of claim 1, wherein the non-pulp fibers are of plant origin.
- Aspect 3 3.
- Aspect 4 Aspect 4.
- the material of any of the preceding aspects, wherein the non-pulp fiber comprises dietary fiber.
- Aspect 5 5.
- Aspect 6 A material according to any one of claims 1 to 5, wherein the non-pulp fibers have an average fiber diameter of 25 ⁇ m or less.
- Aspect 7 Aspect 7.
- Aspect 8 The material of any of aspects 1 to 6, comprising 0.01 to 10 wt. % of said hydrophobic material.
- Aspect 8 Aspect 8. The material of any one of aspects 1 to 7, wherein the hydrophobic material is supported on the non-pulp fibers.
- Aspect 9 Aspect 9. The material of any of aspects 1 to 8, wherein the hydrophobic substance has a melting point of 100° C. or less.
- Aspect 10 Aspect 10. The material of any of aspects 1-9, wherein the hydrophobic substance is selected from the group consisting of menthol, vanillin, ethyl vanillin, tobacco extract, and combinations thereof.
- Aspect 11 Aspect 11. The material of any of aspects 1-10, in the form of a sheet, powder, or granules.
- Aspect 12 a mixing step of mixing the non-pulp fibers and the hydrophobic material to obtain a mixture;
- Aspect 13 A smoking article comprising the material of any one of aspects 1 to 12.
- Aspect 14 A smoking article according to aspect 13, and a heating device for heating the smoking article;
- a smoking system comprising:
- the present invention provides a material for smoking articles that has good dispersibility for hydrophobic substances.
- FIG. 1 shows an embodiment of a non-combustion heating type smoking article.
- FIG. 1 shows an embodiment of a non-combustion heating type smoking system.
- X to Y includes the end values X and Y. Furthermore, in this disclosure, weights are on an oven-dry basis (dry basis) unless otherwise specified.
- Smoking article material The smoking article material is a material used for smoking articles.
- the smoking article material according to the present embodiment includes a hydrophobic substance and a non-pulp fiber.
- Non-pulp fiber (component A)
- the non-pulp fiber has a function as an excipient.
- the non-pulp fiber (hereinafter also referred to as component A) is a fiber other than the pulp fiber.
- the pulp fiber is an aggregate of cellulose fibers extracted from plants such as wood, and is usually used as a raw material for paper. Examples of the pulp fiber include waste paper pulp, chemical pulp, and mechanical pulp.
- the pulp fiber also includes normal cellulose fiber or crystalline cellulose fiber.
- Non-pulp fibers disperse hydrophobic substances well in the material for smoking articles. The reason for this is not limited, but it is presumed that non-pulp fibers have a high affinity for hydrophobic substances and, in some cases, have the ability to support hydrophobic substances.
- Non-pulp fibers are preferably derived from plants. Plant-derived fibers also have the advantage of being biodegradable and therefore have a small environmental impact.
- wood pulp is composed of fiber bundles formed by multiple bundles of single fibers with a fiber diameter of 20 ⁇ m, and the fiber diameter of wood pulp is about 100 to 200 ⁇ m, and the fiber length is about 1000 to 2000 ⁇ m.
- the sheet becomes thick at 100 to 300 ⁇ m, and the thermal conductivity decreases.
- non-pulp fibers can form a thin sheet with excellent mechanical strength and can achieve excellent thermal conductivity.
- the average fiber diameter of non-pulp fibers is preferably 25 ⁇ m or less, more preferably 20 ⁇ m or less, and even more preferably 15 ⁇ m or less. There is no lower limit to the average fiber diameter, but it is 2 nm or more, 10 nm or more, 100 nm or more, 1 ⁇ m or more, or 5 ⁇ m or more.
- the average fiber diameter of non-pulp fibers can be determined by acquiring an image of the fiber, measuring the width (short axis) of multiple fibers, and averaging these values. If the fiber shape is columnar (rectangular in cross section), the width of the main surface (the longer one) is taken as the width of the fiber. The number of fibers measured is preferably 100 or more.
- the non-pulp fibers are preferably monofilamented cellulose.
- Monofilamented cellulose is a thin fiber obtained by subjecting pulp fibers to a process such as defibration.
- Monofilamented cellulose may be chemically modified by oxidation or the like.
- the average fiber diameter of monofilamented cellulose is as described above. There are no limitations on the average fiber length of monofilamented cellulose, but the upper limit is preferably 2000 ⁇ m or less, more preferably 1500 ⁇ m or less. The lower limit is preferably 100 ⁇ m or more, more preferably 500 ⁇ m or more.
- the non-pulp fiber is preferably dietary fiber.
- Dietary fiber is a food component that is not digested by human digestive enzymes. It is more preferable that the dietary fiber is insoluble dietary fiber that does not dissolve in water.
- the dietary fiber may be porous, i.e., spongy. Porous fiber increases the surface area of the sheet for smoking articles and is easy to support hydrophobic substances. From this perspective, the fiber is preferably citrus fiber.
- Citrus fiber is a fiber whose main raw material is the albedo of citrus fruits. The average fiber diameter of citrus fiber is as described above.
- the dietary fiber may also be short fiber or columnar particles with a small aspect ratio.
- monofilamented cellulose and dietary fiber are used in combination. By using both in combination, the strength of the material for smoking articles is improved.
- the upper limit of the weight of monofilamented cellulose per 1 part by weight of dietary fiber is preferably 1.5 parts by weight or less, more preferably 1.2 parts by weight or less, and the lower limit is preferably 0.1 parts by weight or more, more preferably 0.3 parts by weight or more.
- the amount of non-pulp fibers in the smoking article material is preferably 1 to 76% by weight, more preferably 5 to 30% by weight. Too much non-pulp fiber is not economical. Too little non-pulp fiber may not produce the desired effect.
- hydrophobic substance in the material for smoking articles preferably functions as a flavor source. That is, the hydrophobic substance (hereinafter also referred to as component B) is a hydrophobic flavoring substance.
- the amount of the hydrophobic substance is not limited as long as it is an amount that can express a desired flavor, but is preferably 0.01 to 16% by weight, more preferably 0.05 to 6% by weight in the material for smoking articles.
- the hydrophobic substance is preferably supported on non-pulp fibers. This configuration improves the dispersion state of the hydrophobic substance in the smoking article material.
- the blending ratio of the hydrophobic substance (component B) to the non-pulp fibers (component A) is preferably 0.1 to 80% by weight, more preferably 0.1 to 30% by weight, and even more preferably 1 to 25% by weight.
- the melting point is preferably 100°C or lower.
- the upper limit of the melting point is preferably 80°C or lower.
- the lower limit of the melting point is preferably 35°C or higher, more preferably 40°C or higher.
- the melting point is determined by known calorimetric analysis such as DSC.
- the hydrophobic substance is preferably a cyclic monoterpene that serves as a flavor source, or a tobacco extract. These may be used in combination.
- the cyclic monoterpene that serves as a flavor source is preferably menthol, vanillin, or ethyl vanillin.
- Tobacco extracts are active ingredients (components other than the medium used in extraction) contained in the extract obtained by subjecting tobacco raw materials derived from tobacco plants to extraction. Extraction can be carried out as known in the art, and examples include the following methods: 1) A method in which tobacco raw materials are subjected to extraction using a medium to obtain a tobacco extract, 2) A method in which a medium is added to the tobacco raw materials and heated, the generated steam is collected, and a tobacco extract is obtained, and 3) A method in which a medium that has been vaporized by heating is passed through the tobacco raw materials and the vapor after passing is collected to obtain a tobacco extract.
- media include water, hydrophilic organic solvents such as alcohol, aprotic solvents, hydrophobic organic solvents such as hexane or petroleum, or combinations of these.
- method 1) it is desirable to use a hydrophobic organic solvent to extract hydrophobic substances, and from the viewpoint of workability, it is preferable to use a hydrophobic aprotic solvent.
- a hydrophobic organic solvent such as glycerin, propylene glycol, triacetin, 1,3-butanediol, or ethanol
- an acid or alkali can also be used for extraction as necessary.
- the liquid obtained by extraction, which contains the tobacco extract and the medium, is called the tobacco extract.
- Tobacco raw materials can be, for example, Nicotiana tabacum or Nicotiana rustica.
- Nicotiana tabacum can be, for example, Burley or flue-cured varieties.
- Orient or native Burley varieties of the Nicotiana genus can also be used.
- the tobacco raw material may be shredded or powdered tobacco raw material (hereinafter also referred to as "raw material pieces").
- the particle size of the raw material pieces is preferably 0.5 to 1.18 mm.
- Such raw material pieces are obtained, for example, by sieving in accordance with JIS Z 8815 using a stainless steel sieve conforming to JIS Z 8801. For example, 1) using a stainless steel sieve with 1.18 mm openings, the raw material pieces are sieved for 20 minutes by a dry mechanical shaking method to obtain raw material pieces that pass through the stainless steel sieve with 1.18 mm openings.
- raw material pieces are sieved for 20 minutes by a dry mechanical shaking method to remove the raw material pieces that pass through the stainless steel sieve with 0.50 mm openings.
- the moisture content in the tobacco raw material used for extraction is not limited, but from the viewpoint of efficiently extracting flavor components, it is preferable that the moisture content is approximately 5 to 30% by weight.
- the moisture content in the tobacco raw material is measured by a known method, for example, a 1 g sample is taken, heated at 105°C, and the weight loss amount when heated until the weight change rate is 1 mg/min or less is taken as the moisture content.
- a halogen heating moisture meter (Ohaus MB45, etc.) can be used for this measurement.
- Binder C The binder (hereinafter also referred to as component C) imparts strength to the material for smoking articles.
- binders are used, but it is preferable to select from the group consisting of cellulose derivatives, xanthan gum, guar gum, carrageenan, locust bean gum, alginic acid, sodium alginate, starch, water-soluble soybean polysaccharides, and combinations thereof.
- the cellulose derivatives include alkyl cellulose, hydroxyalkyl cellulose, and carboxyalkyl cellulose.
- examples of the cellulose derivatives include methyl cellulose, hydroxyethyl methyl cellulose (HEMC), hydroxypropyl methyl cellulose (HPMC), hydroxypropyl cellulose (HPC), carboxymethyl cellulose (CMC), and salts thereof.
- HEMC hydroxyethyl methyl cellulose
- HPMC hydroxypropyl methyl cellulose
- HPMC hydroxypropyl methyl cellulose
- CMC carboxymethyl cellulose
- salts thereof it is preferable to use hydroxypropyl methyl cellulose (HPMC) and carboxymethyl cellulose (CMC) in combination.
- the amount of component C in the smoking article material is preferably 1 to 50% by weight, more preferably 3 to 30% by weight. If the amount is below the lower limit, it is difficult to obtain sufficient strength.
- the aerosol source (hereinafter also referred to as component D) is a substance that forms an aerosol when heated.
- the aerosol source include polyhydric alcohols such as glycerin or polyethylene glycol.
- the amount of component D in the smoking article material is preferably 8 to 50% by weight, more preferably 10 to 30% by weight. If the amount is less than the lower limit, the amount of smoke produced during smoking is insufficient. If the amount is more than the upper limit, the handling of the smoking article material is reduced.
- the material for smoking articles preferably contains a fiber other than component A (hereinafter also referred to as component F).
- the fiber include wood fiber, such as pulp, and cellulose fiber.
- Component F serves to reinforce the material for smoking articles. From this viewpoint, in one embodiment, the content of component F in the material for smoking articles is 20 to 80% by weight.
- the smoking article material has component B well dispersed therein and has excellent moldability. Therefore, the smoking article material is suitable as a filler for smoking articles.
- the smoking article material may be in the form of shreds, sheets, strands, powder, or granules.
- the material for smoking articles may be manufactured by any method, but is preferably manufactured by a method comprising the following steps.
- the mixture is then crushed, granulated, or formed into sheets.
- (1) Mixing Step By preferentially mixing component A and component B, even when other components are mixed, component B is not unevenly distributed and a good dispersion state can be obtained in the mixture.
- the reason for this is not limited, but it is presumed that this is because component B is supported by component A.
- Step of mixing other components If necessary, after the above mixing step, a step of mixing the mixture of components A and B with the above-mentioned other components (components C to F) may be provided.
- the mixing ratio is appropriately adjusted depending on the final material for smoking articles.
- Molding step In this step, the mixture obtained in the previous step is molded.
- molding include pulverization, granulation, and sheeting.
- the pulverization can be performed using a known pulverizer.
- Granulation can be performed, for example, by adding water to the mixture and kneading it, granulating the resulting kneaded product (in a long columnar shape) using a wet extrusion granulator, and then regulating the granules into a short columnar or spherical shape.
- the sheeting can be carried out by known methods such as rolling and casting. Details of the various sheets produced by these methods are disclosed in "Encyclopedia of Tobacco,” Tobacco Research Center, March 31, 2009.
- An example of a method for producing a sheet by rolling includes the following steps. 1) A step of feeding the mixture containing water into a roller and rolling it. 2) A process of drying the rolled product in a dryer.
- the surface of the rolling roller may be heated or cooled, the number of revolutions of the rolling roller may be adjusted, and the distance between the rolling rollers may be adjusted, depending on the purpose.
- One or more rolling rollers may be used to obtain a sheet of the desired basis weight.
- the method may include the following steps: 1) A step of thinly spreading (casting) the mixture (slurry) containing water; 2) drying the cast sheet.
- a step of irradiating the slurry with ultraviolet light or X-rays to remove some of the components such as nitrosamines may be added.
- the method may include the following steps: 1) spreading or extruding the mixture containing water through a die to prepare a wet sheet; 33) drying the wet sheet.
- the material for smoking articles is suitable as a filler for smoking articles.
- smoking articles include combustion smoking articles and non-combustion heating smoking articles.
- a non-combustion heating smoking article will be described as an example.
- FIG. 1 shows one embodiment of a non-combustion heating smoking article.
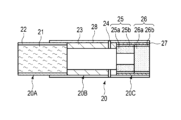
- the non-combustion heating smoking article 20 includes a tobacco segment 20A, a cylindrical cooling section 20B having perforations on the circumference, and a filter section 20C.
- the non-combustion heating smoking article 20 may have other members.
- the axial length of the non-combustion heating smoking article 20 is not limited, but is preferably 40 to 90 mm, more preferably 50 to 75 mm, and even more preferably 50 to 60 mm or less.
- the circumferential length of the non-combustion heating smoking article 20 is preferably 16 to 25 mm, more preferably 20 to 24 mm, and even more preferably 21 to 23 mm.
- the length of the tobacco segment 20A may be 20 mm
- the length of the cooling section 20B may be 20 mm
- the length of the filter section 20C may be 7 mm.
- the lengths of these individual components may be changed as appropriate depending on manufacturing suitability, required quality, etc.
- Fig. 1 shows an embodiment in which the first segment 25 is disposed, but it is also possible to dispose the first segment 25 and to dispose only the second segment 26 downstream of the cooling section 20B.
- the tobacco filler 21 in the tobacco segment 20A contains the material for smoking articles.
- the method of filling the tobacco filler 21 into the wrapper 22 is not particularly limited, but for example, the tobacco filler 21 may be wrapped in the wrapper 22, or the tobacco filler 21 may be filled into a cylindrical wrapper 22.
- the tobacco filler has a longitudinal direction such as a rectangular shape, it may be filled so that the longitudinal direction is in an unspecified direction within the wrapper 22, or may be filled so that it is aligned in the axial direction of the tobacco segment 20A or in a direction perpendicular thereto.
- the tobacco segment 20A is heated, the tobacco components, aerosol source, and water contained in the tobacco filler 21 are vaporized and are available for inhalation.
- Cooling section 20B The cooling section 20B is preferably constructed of a tubular member.
- the tubular member may be, for example, a cardboard tube 23 formed by processing cardboard into a cylindrical shape.
- the cooling section 20B may also be formed by a sheet of thin material that is wrinkled and then pleated, gathered, or folded to form a channel.
- a sheet material selected from the group consisting of polyethylene, polypropylene, polyvinyl chloride, polyethylene terephthalate, polylactic acid, cellulose acetate, and aluminum foil may be used as such a material.
- the total surface area of the cooling section 20B is appropriately adjusted in consideration of the cooling efficiency, and may be, for example, 300 to 1000 mm 2 /mm 2 .
- the cooling section 20B is preferably provided with perforations 24.
- the presence of the perforations 24 allows outside air to be introduced into the cooling section 20B during inhalation.
- the aerosol vaporized components generated by heating the tobacco segment 20A come into contact with the outside air, and the temperature of the components is reduced, so that the components are liquefied, and an aerosol is formed.
- the diameter (distance across) of the perforations 24 is not particularly limited, and may be, for example, 0.5 to 1.5 mm.
- the number of perforations 24 is not particularly limited, and may be one or two or more. For example, a plurality of perforations 24 may be provided on the circumference of the cooling portion 20B.
- the cooling section 20B may be rod-shaped with an axial length of, for example, 7 to 28 mm.
- the axial length of the cooling section 20B may be 18 mm.
- the cooling section 20B may have a substantially circular axial cross-sectional shape with a diameter of 5 to 10 mm.
- the diameter of the cooling section may be approximately 7 mm.
- Filter section 20C The configuration of the filter part 20C is not particularly limited, and may be composed of one or more filling layers. The outside of the filling layer may be wrapped with one or more wrapping papers.
- the airflow resistance of the filter part 20C can be appropriately changed depending on the amount and material of the filter filling filled in the filter part 20C. For example, when the filter filling is cellulose acetate fiber, the airflow resistance can be increased by increasing the amount of cellulose acetate fiber filled in the filter part 20C. When the filter filling is cellulose acetate fiber, the packing density of the cellulose acetate fiber can be 0.13 to 0.18 g/cm 3.
- the airflow resistance is a value measured by an airflow resistance measuring device (product name: SODIMAX, manufactured by SODIM).
- the circumferential length of the filter portion 20C is not particularly limited, but is preferably 16 to 25 mm, more preferably 20 to 24 mm, and even more preferably 21 to 23 mm.
- the axial length (horizontal direction in FIG. 1) of the filter portion 20C can be selected from 4 to 10 mm, and is selected so that the airflow resistance is 15 to 60 mmH 2 O/seg.
- the axial length of the filter portion 20C is preferably 5 to 9 mm, and more preferably 6 to 8 mm.
- the cross-sectional shape of the filter portion 20C is not particularly limited, but can be, for example, a circle, an ellipse, a polygon, or the like.
- a destructible capsule containing a fragrance, fragrance beads, or a fragrance may be directly added to the filter portion 20C.
- the filter section 20C may have a center hole section as the first segment 25.
- the center hole section is composed of a first filling layer 25a having one or more hollow sections and an inner plug wrapper (inner wrapping paper) 25b that covers the filling layer.
- the center hole section has the function of increasing the strength of the mouthpiece section.
- the center hole section may not have an inner plug wrapper 25b and may maintain its shape by thermoforming.
- the first filling layer 25a may be, for example, a rod with an inner diameter of ⁇ 5.0 to ⁇ 1.0 mm, in which cellulose acetate fibers are densely packed and a plasticizer containing triacetin is added at 6 to 20% by weight relative to the weight of the cellulose acetate and hardened.
- the filter section 20C may include a second segment 26.
- the second segment 26 is composed of a second packed layer 26a and an inner plug wrapper (inner wrapping paper) 26b that covers the packed layer.
- the first filling layer 25a and the second filling layer 26a are connected by an outer plug wrapper (outer wrapping paper) 27.
- the outer plug wrapper 27 can be, for example, a cylindrical piece of paper.
- the tobacco segment 20A, the cooling section 20B, and the first filling layer 25a and the second filling layer 26a that have already been connected are connected by a mouthpiece lining paper 28. These connections can be made, for example, by applying a vinyl acetate glue or other adhesive to the inner surface of the mouthpiece lining paper 28 and wrapping the three components. These components may be connected in multiple layers using multiple lining papers.
- non-combustion heated smoking system The combination of a non-combustion heated smoking article and a heating device for generating an aerosol is also referred to as a non-combustion heated smoking system.
- a non-combustion heated smoking system comprises a non-combustion heated smoking article 20 and a heating device 10 that heats a tobacco segment 20A from the outside.
- the heating device 10 comprises a body 11, a heater 12, a metal tube 13, a battery unit 14, and a control unit 15.
- the body 11 has a cylindrical recess 16, and the heater 12 and the metal tube 13 are arranged at a position corresponding to the tobacco segment 20A to be inserted therein.
- the heater 12 can be an electric resistance heater, and is heated by being supplied with power from the battery unit 14 in response to an instruction from the control unit 15 that controls the temperature.
- the heat generated by the heater 12 is transferred to the tobacco segment 20A through the metal tube 13, which has high thermal conductivity.
- the heating device 10 is shown as heating the tobacco segment 20A from the outside, but it may also be heating from the inside.
- the heating temperature by the heating device 10 is not particularly limited, but is preferably 400°C or less, more preferably 150 to 400°C, and even more preferably 200 to 350°C.
- the heating temperature refers to the temperature of the heater of the heating device 10. It is also possible to place a susceptor inside the tobacco segment 20A and heat the tobacco segment 20A using the induction method.
- Aspect 1 Non-pulp fibers; A hydrophobic material; Smoking article material comprising: Aspect 2 2. The material of claim 1, wherein the non-pulp fibers are of plant origin. Aspect 3 3. The material of claim 1 or 2, wherein the non-pulp fibers comprise monofilamented cellulose. Aspect 4 Aspect 4. The material of any of the preceding aspects, wherein the non-pulp fiber comprises dietary fiber. Aspect 5 5. The material of claim 4, wherein the dietary fiber comprises citrus fiber. Aspect 6 A material according to any one of claims 1 to 5, wherein the non-pulp fibers have an average fiber diameter of 25 ⁇ m or less. Aspect 7 Aspect 7. The material of any of aspects 1 to 6, comprising 0.01 to 10 wt.
- Aspect 8 Aspect 8. The material of any one of aspects 1 to 7, wherein the hydrophobic material is supported on the non-pulp fibers.
- Aspect 9 Aspect 9. The material of any of aspects 1 to 8, wherein the hydrophobic substance has a melting point of 100° C. or less.
- Aspect 10 Aspect 10. The material of any of aspects 1-9, wherein the hydrophobic substance is selected from the group consisting of menthol, vanillin, ethyl vanillin, tobacco extract, and combinations thereof.
- Aspect 11 Aspect 11. The material of any of aspects 1-10, in the form of a sheet, powder, or granules.
- Aspect 12 a mixing step of mixing the non-pulp fibers and the hydrophobic material to obtain a mixture;
- Aspect 13 A smoking article comprising the material of any one of aspects 1 to 12.
- Aspect 14 A smoking article according to aspect 13, and a heating device for heating the smoking article;
- a smoking system comprising:
- Example 1 The tobacco raw material was subjected to extraction using an organic solvent according to a standard method. Hexane, ethyl acetate, and acetone were used as the solvents. The obtained organic phases (solutions) were concentrated to dryness under reduced pressure to obtain semi-solid tobacco extracts. After being concentrated to dryness, these extracts did not re-dissolve in ethyl alcohol or water.
- Non-pulp fiber component A: Citrus fiber Binder (component C): Carboxymethyl cellulose (CMC), hydroxypropyl cellulose (HPC) Fibers other than component A (component F): crystalline cellulose fiber, cellulose fiber
- each excipient 10 g of the tobacco extract extracted with ethyl acetate was added as a hydrophobic substance.
- the tobacco extract was pre-heated to ensure fluidity.
- the heating temperature was 60°C or higher, and heating to 80°C provided more desirable fluidity.
- the mixture of excipient and tobacco extract was stirred and mixed using a stirring blade until the color of the powder as a whole was uniform.
- Citrus fiber was used as component A, and tobacco extract was prepared in the same manner as in Example 1 as the hydrophobic substance of component B.
- tobacco extract was added to citrus fiber in an arbitrary range of 1 to 200% by weight, and mixed and stirred.
- the tobacco extract was preheated at 80°C and added in small amounts. After mixing, the mixture was stirred and mixed using a stirring blade until the color of the entire powder was uniform.
- the mixing ratio of tobacco extract to citrus fiber weight was up to 25% by weight, the generation of lumps in the mixed powder was small, and it was expected that the mixed powder would have operability suitable for the subsequent process.
- the mixing ratio of tobacco extract to citrus fiber weight was between 25% by weight and 80% by weight, the generation of lumps was confirmed, although it was within the acceptable range.
- the mixing ratio of tobacco extract to citrus fiber weight exceeded 80%, the generation of lumps became significant, and the suitability for the subsequent process was impaired. That is, it was confirmed that the content of tobacco extract is desirably 80% by weight or less, and more preferably 25% by weight or less, relative to component A (citrus fiber).
- Example 3 The molded bodies were manufactured as follows: The tobacco extract used below was prepared in the same manner as in Example 1. 1) Molded body 1 The tobacco extract prepared as component B and citrus fiber as component A were prepared. 1% by weight of the tobacco extract was mixed with the citrus fiber to obtain a powder. 10 g of the powder, 30 g of pulp fiber, and 30 g of hydroxypropyl cellulose were mixed. This mixture was mixed in small portions with 700 mL of water to obtain a slurry. The slurry was spread into a thin layer and dried to obtain a uniform sheet-like molded product. This molded product substantially contained 0.14% by weight of the tobacco extract.
- Molded body 2 The tobacco extract used in the molded body 1 was prepared as component B, and citrus fiber was prepared as component A. 20% by weight of the tobacco extract was mixed with the citrus fiber to obtain a powder. 20 g of the powder was mixed with 45 g of cellulose fiber and 1.5 g of carboxymethyl cellulose. 30 mL of water was further added to this mixture and mixed and stirred. The mixture was kneaded to prepare a block-shaped solid, which was then rolled into a sheet and dried to obtain a uniform sheet-shaped molded body. This molded body essentially contained 5.0% by weight of the tobacco extract.
- Molded body 3 The tobacco extract used in the molded body 1 was prepared as component B, and citrus fiber was prepared as component A. 10% by weight of the tobacco extract was mixed with the citrus fiber to obtain a powder. 10 g of the powder was mixed with 30 g of pulp fiber and 30 g of hydroxypropyl cellulose. This mixture was mixed in small portions with 700 mL of an aqueous solution containing 30 g of glycerin to obtain a slurry. The slurry was spread into a thin layer and dried to obtain a uniform molded body. This molded body contained substantially 0.91% by weight of the tobacco extract.
- Molded body 4 The tobacco extract used in the molded body 1 was prepared as component B, and citrus fiber and menthol were prepared as component A. 5% by weight of the tobacco extract and 4% by weight of menthol were mixed with the citrus fiber to obtain a powder. 20 g of the powder was mixed with 45 g of cellulose fiber and 1.5 g of carboxymethylcellulose, and 20 mL of water was added and mixed and stirred. The mixture was kneaded to prepare a block-shaped solid, which was then rolled into a sheet and dried to obtain a uniform sheet-shaped molded body. This molded body essentially contained 1.4% by weight of the tobacco extract and about 1% by weight of menthol.
- Non-combustion heating smoking article 20A Tobacco segment 20B Cooling section 20C Filter section 21 tobacco filler 22 cigarette paper 23 paper tube 24 perforation 25 first segment 25a first filling layer 25b inner plug wrapper 26 second segment 26a second filling layer 26b inner plug wrapper 27 outer plug wrapper 28 lining paper
Landscapes
- Manufacture Of Tobacco Products (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
Abstract
Description
態様1
非パルプ繊維と、
疎水性物質と、
を含む喫煙物品用材料。
態様2
前記非パルプ繊維が植物由来である、態様1に記載の材料。
態様3
前記非パルプ繊維が単繊維化セルロースを含む、態様1または2に記載の材料。
態様4
前記非パルプ繊維が食物繊維を含む、態様1~3のいずれかに記載の材料。
態様5
前記食物繊維がシトラスファイバーを含む、態様4に記載の材料。
態様6
前記非パルプ繊維の平均繊維径が25μm以下である、態様1~5のいずれかに記載の材料。
態様7
0.01~10重量%の前記疎水性物質を含む、態様1~6のいずれかに記載の材料。
態様8
前記疎水性物質が、前記非パルプ繊維に担持されている、態様1~7のいずれかに記載の材料。
態様9
前記疎水性物質が、100℃以下の融点を有する、態様1~8のいずれかに記載の材料。
態様10
前記疎水性物質が、メンソール、バニリン、エチルバニリン、たばこ抽出物、およびこれらの組合せからなる群より選択される、態様1~9のいずれかに記載の材料。
態様11
シート、粉体、または顆粒の形状である、態様1~10のいずれかに記載の材料。
態様12
前記非パルプ繊維と、前記疎水性物質と、を混合して混合物を得る混合工程、
前記混合物を、粉砕、造粒、またはシート化する成形工程、
を備える、態様1~11のいずれかに記載の材料の製造方法。
態様13
態様1~12のいずれかに記載の材料を備える、喫煙物品。
態様14
態様13に記載の喫煙物品と、これを加熱する加熱装置と、
を備える、喫煙システム。
1.喫煙物品用材料
喫煙物品用材料とは、喫煙物品に使用される材料である。本実施形態にかかる喫煙物品用材料は、疎水性物質と非パルプ繊維を含む。
非パルプ繊維は賦形剤としての機能を有する。非パルプ繊維(以下、成分Aともいう。)とはパルプ繊維以外の繊維である。パルプ繊維とは、木材等の植物から取り出されたセルロース繊維の集合体であり、通常は紙の原料として用いられる。パルプ繊維としては、古紙パルプ、化学パルプ、機械パルプ等が挙げられる。また、パルプ繊維は、通常のセルロース繊維または結晶セルロース繊維を含む。
喫煙物品用材料における疎水性物質は、好ましくは香味源の機能を担う。すなわち疎水性物質(以下、成分Bともいう)は、疎水性香味物質である。疎水性物質の量は、所望の香味を発現できる量であれば限定されないが、喫煙物品用材料中、好ましくは0.01~16重量%、より好ましくは0.05~6重量%である。
バインダー(以下、成分Cともいう。)は喫煙物品用材料に強度を付与する。バインダーとしては公知のものが用いられるが、例えば、セルロース誘導体、キサンタンガム、グァーガム、カラギーナン、ローカストビーンガム、アルギン酸、アルギン酸ナトリウム、でんぷん、水溶性大豆多糖類、およびこれらの組合せからなる群より選択されることが好ましい。セルロース誘導体としては、アルキルセルロース、ヒドロキシアルキルセルロースまたはカルボキシアルキルセルロースが挙げられる。セルロース誘導体としては、より具体的に、メチルセルロース、ヒドロキシエチルメチルセルロース(HEMC)、ヒドロキシプロピルメチルセルロース(HPMC)、ヒドロキシプロピルセルロース(HPC)、カルボキシメチルセルロース(CMC)、およびこれらの塩を挙げることができる。中でも、ヒドロキシプロピルメチルセルロース(HPMC)とカルボキシメチルセルロース(CMC)を併用することが好ましい。
エアロゾル源(以下、成分Dともいう)は、加熱によってエアロゾルを形成する物質である。エアロゾル源としては、グリセリンまたはポリエチレングリコール等の多価アルコールが挙げられる。喫煙物品用材料における成分Dの量は好ましくは8~50重量%、より好ましくは10~30重量%である。当該量が下限値未満であると、喫煙時の煙量が十分でない。当該量が上限値を超えると、喫煙物品用材料の取扱性が低下する。
喫煙物品用材料は、好ましくは成分A以外の繊維(以下成分Fともいう)を含む。繊維としては、例えばパルプに代表される木材繊維やセルロース繊維が挙げられる。成分Fは、喫煙物品用材料を補強する機能を担う。かかる観点から、一態様において、喫煙物品用材料中の成分Fの含有量は20~80重量%である。
喫煙物品用材料は、当該材料中に成分Bが良好に分散されており、かつ優れた成形性を備える。このため、喫煙物品用材料は、喫煙物品用の充填材に好適である。喫煙物品用材料は、刻、シート、ストランド、粉体、または顆粒の形態であってよい。
喫煙物品用材料は、任意の方法で製造されうるが、好ましくは以下の工程を備える方法で製造される。
非パルプ繊維(成分A)と、疎水性物質(成分B)と、を混合して混合物を得る混合工程、
当該混合物を、粉砕、造粒、またはシート化する成形工程。
成分Aと成分Bとを優先的に混合することで、その他の成分を混合しても、成分Bが偏在せず、混合物中で良好な分散状態を得ることができる。この理由は限定されないが、成分Aに成分Bが担持されるためではないかと推察される。混合比は、最終的な喫煙物品用材料によって適宜調整されるが、一態様において、好ましくは成分A:成分B=100:1~30(重量比)であり、より好ましくは成分A:成分B=100:1~25(重量比)である。
必要に応じて、前記混合工程の後に、成分Aと成分Bの混合物と、前述の他の成分(成分C~F)を混合する工程を設けてもよい。混合比は、最終的な喫煙物品用材料によって適宜調整される
本工程では、前工程で得た混合物を成形する。成形としては、粉砕、造粒、またはシート化が挙げられる。粉砕は公知の粉砕機を用いて実施できる。造粒は、例えば、前記混合物に水を加えて混練し、得られた混練物を湿式押出し造粒機で造粒(長柱状)した後、短柱状あるいは球状に整粒することにより得ることができる。
圧延法によりシートを製造する方法としては、例えば、以下の工程を含む方法を挙げることができる。
1)水を含む前記混合物を圧延ローラーに投入して圧延する工程。
2)圧延成形品を乾燥機で乾燥する工程。
この方法でシートを製造する場合、目的に応じて、圧延ローラーの表面を加温または冷却してもよく、圧延ローラーの回転数を調整してもよい。また、圧延ローラーの間隔を調整してもよい。所望の坪量のシートを得るために1つ以上の圧延ローラーを用いることができる。
例えば、以下の工程を含む方法を挙げることができる。
1)水を含む前記混合物(スラリー)を薄く延ばす(キャストする)工程、
2)前記キャストされたシートを乾燥する工程。
この方法でシートを製造する場合、スラリーに対して紫外線照射もしくはX線照射することで、ニトロソアミン等の一部の成分を除去する工程を加えてもよい。
例えば、以下の工程を含む方法を挙げることができる。
1)水を含む前記混合物を圧展またはダイから押出してウェットシートを調製する工程。33)前記ウェットシートを乾燥する工程。
前述のとおり、喫煙物品用材料は喫煙物品の充填剤として好適である。喫煙物品としては、燃焼型喫煙物品、非燃焼加熱型喫煙物品が挙げられる。ここでは、非燃焼加熱型喫煙物品を例にして説明する。図1に非燃焼加熱型喫煙物品の一態様を示す。図に示すように、非燃焼加熱型喫煙物品20は、たばこセグメント20Aと、周上に穿孔を有する筒状の冷却部20Bと、フィルター部20Cと、を備える。非燃焼加熱型喫煙物品20は、これ以外の部材を有していてもよい。非燃焼加熱型喫煙物品20の軸方向の長さは限定されないが、40~90mmであることが好ましく、50~75mmであることがより好ましく、50~60mm以下であることがさらに好ましい。また、非燃焼加熱型喫煙物品20の周の長さは16~25mmであることが好ましく、20~24mmであることがより好ましく、21~23mmであることがさらに好ましい。例えば、たばこセグメント20Aの長さは20mm、冷却部20Bの長さは20mm、フィルター部20Cの長さは7mmである態様を挙げることができる。これら個々の部材長さは、製造適性、要求品質等に応じて、適宜変更できる。図1には、第1セグメント25を配置した態様を示すが、これを配置せずに、冷却部20Bの下流側に第2セグメント26のみを配置してもよい。
たばこセグメント20A中のたばこ充填物21は、前記喫煙物品用材料を含む。たばこ充填物21をラッパー22内に充填する方法は特に限定されないが、例えばたばこ充填物21をラッパー22で包んでもよく、筒状のラッパー22内にたばこ充填物21を充填してもよい。たばこ充填物の形状が矩形状のように長手方向を有する場合、当該長手方向がラッパー22内でそれぞれ不特定の方向となるように充填されていてもよく、たばこセグメント20Aの軸方向に整列またはこれに直交する方向に整列させて充填されていてもよい。たばこセグメント20Aが加熱されることにより、たばこ充填物21に含まれるたばこ成分、エアロゾル源および水が気化し、吸引に供される。
冷却部20Bは筒状部材で構成されることが好ましい。筒状部材は例えば厚紙を円筒状に加工した紙管23であってもよい。また、冷却部20Bは、チャネルを形成するために、しわ付けされ、次いでひだ付け、ギャザー付け、または折畳まれた薄い材料のシートによって形成されてもよい。このような材料として、例えば、ポリエチレン、ポリプロピレン、ポリ塩化ビニル、ポリエチレンテレフタレート、ポリ乳酸、酢酸セルロース、およびアルミニウム箔から構成される群から選択されたシート材料を用いることができる。冷却部20Bの全表面積は冷却効率を考慮して適宜調製されるが、例えば、300~1000mm2/mmとすることができる。冷却部20Bには、好ましくは穿孔24が設けられる。穿孔24の存在により、吸引時に外気が冷却部20B内に導入される。これにより、たばこセグメント20Aが加熱されることで生成したエアロゾル気化成分が外気と接触し、その温度が低下するため液化し、エアロゾルが形成される。穿孔24の径(差し渡し長さ)は特に限定されないが、例えば0.5~1.5mmであってもよい。穿孔24の数は特に限定されず、1つでも2つ以上でもよい。例えば穿孔24は冷却部20Bの周上に複数設けられていてもよい。
フィルター部20Cの構成は特に限定されないが、単数または複数の充填層から構成されてよい。充填層の外側は一枚または複数枚の巻紙で巻装されてよい。フィルター部20Cの通気抵抗は、フィルター部20Cに充填されるフィルター充填物の量、材料等により適宜変更することができる。例えば、フィルター充填物が酢酸セルロース繊維である場合、フィルター部20Cに充填される酢酸セルロース繊維の量を増加させれば、通気抵抗を増加させることができる。フィルター充填物が酢酸セルロース繊維である場合、酢酸セルロース繊維の充填密度は0.13~0.18g/cm3であることができる。前記通気抵抗は通気抵抗測定器(商品名:SODIMAX、SODIM製)により測定される値である。
態様1
非パルプ繊維と、
疎水性物質と、
を含む喫煙物品用材料。
態様2
前記非パルプ繊維が植物由来である、態様1に記載の材料。
態様3
前記非パルプ繊維が単繊維化セルロースを含む、態様1または2に記載の材料。
態様4
前記非パルプ繊維が食物繊維を含む、態様1~3のいずれかに記載の材料。
態様5
前記食物繊維がシトラスファイバーを含む、態様4に記載の材料。
態様6
前記非パルプ繊維の平均繊維径が25μm以下である、態様1~5のいずれかに記載の材料。
態様7
0.01~10重量%の前記疎水性物質を含む、態様1~6のいずれかに記載の材料。
態様8
前記疎水性物質が、前記非パルプ繊維に担持されている、態様1~7のいずれかに記載の材料。
態様9
前記疎水性物質が、100℃以下の融点を有する、態様1~8のいずれかに記載の材料。
態様10
前記疎水性物質が、メンソール、バニリン、エチルバニリン、たばこ抽出物、およびこれらの組合せからなる群より選択される、態様1~9のいずれかに記載の材料。
態様11
シート、粉体、または顆粒の形状である、態様1~10のいずれかに記載の材料。
態様12
前記非パルプ繊維と、前記疎水性物質と、を混合して混合物を得る混合工程、
前記混合物を、粉砕、造粒、またはシート化する成形工程、
を備える、態様1~11のいずれかに記載の材料の製造方法。
態様13
態様1~12のいずれかに記載の材料を備える、喫煙物品。
態様14
態様13に記載の喫煙物品と、これを加熱する加熱装置と、
を備える、喫煙システム。
たばこ原料を、定法に従い有機溶媒を用いた抽出に供した。溶媒として、ヘキサン、酢酸エチル、アセトンをそれぞれ用いた。得られた各有機相(溶液)を、減圧下で濃縮して乾固させて、半固形状のたばこ抽出物を得た。これらの抽出物を濃縮乾固させた後は、エチルアルコールや水に再溶解しなかった。
非パルプ繊維(成分A):シトラスファイバー
バインダー(成分C):カルボキシメチルセルロース(CMC)、ヒドロキシプロピルセルロース(HPC)
成分A以外の繊維(成分F):結晶セルロース繊維、セルロース繊維
成分Aとして、シトラスファイバー、成分Bの疎水性物質として実施例1と同様の方法で調製したたばこ抽出物を準備した。シトラスファイバーに対し、たばこ抽出物を1~200重量%の任意の範囲で加え、混合攪拌した。たばこ抽出物は予め80℃で加温して少量ずつ投入した。混合後、撹拌翼を用いて粉体全体の色相のムラがなくなるまで攪拌混合した。シトラスファイバー重量に対する、たばこ抽出物の混合割合が25重量%までは、混合粉体中にダマの発生が少なく、後の工程に適した操作性を有すると予想された。他方、シトラスファイバー重量に対するたばこ抽出物の混合割合が25重量%から80重量%までの場合、許容範囲ではあるがダマの発生が確認された。シトラスファイバー重量に対するたばこ抽出物の混合割合が80%を超えた場合、ダマの発生が著しくなり、その後の工程への適性が損なわれた。すなわち、成分A(シトラスファイバー)に対し、たばこ抽出物の含有量は80重量%以下が望ましく、さらに好ましくは25重量%以下であることが確認された。
以下のとおりに成形体を製造した。以下で使用するたばこ抽出物は、実施例1と同様の方法で調製された。
1)成形体1
成分Bとして調製したたばこ抽出物と、成分Aとしてシトラスファイバーを準備した。シトラスファイバーに対し、1重量%のたばこ抽出物を混合して粉体を得た。当該粉体10g、パルプ繊維30g、ヒドロキシプロピルセルロース30gを混合した。この混合物を700mLの水に少量ずつ混合してスラリーを得た。スラリーを薄層に延ばして乾燥したところ、均一なシート状成形体を得た。この成形体は実質的にたばこ抽出物を0.14重量%含有する。
成分Bとして成形体1で用いたたばこ抽出物と、成分Aとしてシトラスファイバーを準備した。シトラスファイバーに対し、20重量%のたばこ抽出物を混合して粉体を得た。当該粉体20gと、セルロース繊維45g、カルボキシメチルセルロース1.5gを混合した。この混合物にさらに水を30mL加えて混合攪拌した。混合物を混錬してブロック状の固形物を調製し、圧延してシート状にした後、乾燥して均一なシート状成形体を得た。この成形体は実質的にたばこ抽出物を5.0重量%含有する。
成分Bとして成形体1で用いたたばこ抽出物と、成分Aとしてシトラスファイバーを準備した。シトラスファイバーに対し、10重量%のたばこ抽出物を混合して粉体を得た。当該粉体10gと、パルプ繊維30g、ヒドロキシプロピルセルロース30gを混合した。この混合物を、グリセリン30gを含有する700mLの水溶液に少量ずつを混合してスラリーを得た。このスラリーを薄層に延ばして乾燥したところ、均一な成形体を得た。この成形体は実質的にたばこ抽出物を0.91重量%含有する。
成分Bとして成形体1で用いたたばこ抽出物と、成分Aとしてシトラスファイバー、およびメントールを準備した。シトラスファイバーに対して、5重量%のたばこ抽出物および4重量%のメントールをそれぞれ混合して粉体を得た。当該粉体20gと、セルロース繊維45g、カルボキシメチルセルロース1.5gを混合し、さらに水を20mL加えて混合撹拌した。混合物を混錬してブロック状の固形物を調製し、圧延してシート状にした後、乾燥して均一なシート状成形体を得た。この成形体は実質的にたばこ抽出物を1.4重量%、メントールを約重量1%含有する。
11 ボディ
12 ヒーター
13 金属管
14 電池ユニット
15 制御ユニット
16 凹部
17 通気穴
20 非燃焼加熱型喫煙物品
20A たばこセグメント
20B 冷却部
20C フィルター部
21 たばこ充填物
22 巻紙
23 紙管
24 穿孔
25 第1セグメント
25a 第1充填層
25b インナープラグラッパー
26 第2セグメント
26a 第2充填層
26b インナープラグラッパー
27 アウタープラグラッパー
28 ライニングペーパー
Claims (14)
- 非パルプ繊維と、
疎水性物質と、
を含む喫煙物品用材料。 - 前記非パルプ繊維が植物由来である、請求項1に記載の材料。
- 前記非パルプ繊維が単繊維化セルロースを含む、請求項1または2に記載の材料。
- 前記非パルプ繊維が食物繊維を含む、請求項1~3のいずれかに記載の材料。
- 前記食物繊維がシトラスファイバーを含む、請求項4に記載の材料。
- 前記非パルプ繊維の平均繊維径が25μm以下である、請求項1~5のいずれかに記載の材料。
- 0.01~10重量%の前記疎水性物質を含む、請求項1~6のいずれかに記載の材料。
- 前記疎水性物質が、前記非パルプ繊維に担持されている、請求項1~7のいずれかに記載の材料。
- 前記疎水性物質が、100℃以下の融点を有する、請求項1~8のいずれかに記載の材料。
- 前記疎水性物質が、メンソール、バニリン、エチルバニリン、たばこ抽出物、およびこれらの組合せからなる群より選択される、請求項1~9のいずれかに記載の材料。
- シート、粉体、または顆粒の形状である、請求項1~10のいずれかに記載の材料。
- 前記非パルプ繊維と、前記疎水性物質と、を混合して混合物を得る混合工程、
前記混合物を、粉砕、造粒、またはシート化する成形工程、
を備える、請求項1~11のいずれかに記載の材料の製造方法。 - 請求項1~12のいずれかに記載の材料を備える、喫煙物品。
- 請求項13に記載の喫煙物品と、これを加熱する加熱装置と、
を備える、喫煙システム。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020267004783A KR20260039759A (ko) | 2023-08-22 | 2023-08-22 | 흡연 물품용 재료, 흡연 물품, 및 흡연 시스템 |
| PCT/JP2023/030183 WO2025041273A1 (ja) | 2023-08-22 | 2023-08-22 | 喫煙物品用材料、喫煙物品、および喫煙システム |
| CN202380101266.2A CN121666178A (zh) | 2023-08-22 | 2023-08-22 | 用于吸烟制品的材料、吸烟制品以及吸烟系统 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2023/030183 WO2025041273A1 (ja) | 2023-08-22 | 2023-08-22 | 喫煙物品用材料、喫煙物品、および喫煙システム |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2025041273A1 true WO2025041273A1 (ja) | 2025-02-27 |
Family
ID=94731996
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/030183 Pending WO2025041273A1 (ja) | 2023-08-22 | 2023-08-22 | 喫煙物品用材料、喫煙物品、および喫煙システム |
Country Status (3)
| Country | Link |
|---|---|
| KR (1) | KR20260039759A (ja) |
| CN (1) | CN121666178A (ja) |
| WO (1) | WO2025041273A1 (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0693996B2 (ja) | 1984-12-03 | 1994-11-24 | 武田薬品工業株式会社 | 乳化組成物 |
| JP6203702B2 (ja) | 2014-11-18 | 2017-09-27 | 信越化学工業株式会社 | ヒプロメロース酢酸エステルコハク酸エステルを用いたスプレードライ用溶液及び固体分散体の製造方法 |
| WO2021221120A1 (ja) * | 2020-04-30 | 2021-11-04 | 日本たばこ産業株式会社 | 喫煙物品用シート |
-
2023
- 2023-08-22 KR KR1020267004783A patent/KR20260039759A/ko active Pending
- 2023-08-22 WO PCT/JP2023/030183 patent/WO2025041273A1/ja active Pending
- 2023-08-22 CN CN202380101266.2A patent/CN121666178A/zh active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0693996B2 (ja) | 1984-12-03 | 1994-11-24 | 武田薬品工業株式会社 | 乳化組成物 |
| JP6203702B2 (ja) | 2014-11-18 | 2017-09-27 | 信越化学工業株式会社 | ヒプロメロース酢酸エステルコハク酸エステルを用いたスプレードライ用溶液及び固体分散体の製造方法 |
| WO2021221120A1 (ja) * | 2020-04-30 | 2021-11-04 | 日本たばこ産業株式会社 | 喫煙物品用シート |
Non-Patent Citations (1)
| Title |
|---|
| TAKEMOTO, KIICHI ET AL., INCLUSION COMPOUNDS - FROM BASICS TO FUTURE TECHNOLOGY, 1989, pages 175 - 178 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20260039759A (ko) | 2026-03-20 |
| CN121666178A (zh) | 2026-03-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7764450B2 (ja) | タバコ組成物 | |
| KR102403078B1 (ko) | 담배 구성요소 방출 성분 | |
| CN108135249B (zh) | 具有可熔脂质的均质化烟草材料 | |
| CN108135250A (zh) | 具有改进的挥发性转移的均质化烟草材料 | |
| KR20220098731A (ko) | 크럼형 담배 기재 | |
| JP7628551B2 (ja) | たばこシート | |
| JP7626319B2 (ja) | 物理性が向上した香料シート、これを含む喫煙物品およびこれらの製造方法 | |
| JP7678888B2 (ja) | 非燃焼加熱型香味吸引器用たばこシート及びその製造方法、非燃焼加熱型香味吸引器、並びに非燃焼加熱型香味吸引システム | |
| JP7690045B2 (ja) | 非燃焼加熱型香味吸引器用たばこシート、非燃焼加熱型香味吸引器、及び非燃焼加熱型香味吸引システム | |
| JP7850257B2 (ja) | エアロゾル供給システムにおいて用いられる消耗品 | |
| US20250049103A1 (en) | A method of manufacturing an article for use in an aerosol provision system and an article for use in an aerosol provision system | |
| US20250057210A1 (en) | An article for use in an aerosol provision system and a method of manufacturing an article | |
| KR20240101704A (ko) | 에어로졸화 가능한 재료를 가열하기 위한 장치와 함께 사용하기 위한 물품 | |
| KR20240000552A (ko) | 비연소 가열형 향미 흡인기용 담배 시트, 비연소 가열형 향미 흡인기, 및 비연소 가열형 향미 흡인 시스템 | |
| WO2025041273A1 (ja) | 喫煙物品用材料、喫煙物品、および喫煙システム | |
| US20250049108A1 (en) | An article for use in an aerosol provision system and a method of manufacturing an article for use in an aerosol provision system | |
| WO2023053635A1 (ja) | 非燃焼加熱型香味吸引器用たばこシート、非燃焼加熱型香味吸引器、及び非燃焼加熱型香味吸引システム | |
| JP7813297B2 (ja) | 香味吸引物品用材料、加熱型香味吸引物品、及び加熱型香味吸引システム | |
| KR20230048194A (ko) | 표면 거칠기가 향상된 향료 시트, 이를 포함하는 흡연 물품 및 이들의 제조 방법 | |
| US20250057211A1 (en) | An article for use in an aerosol provision system and a method of manufacturing an article for use in an aerosol provision system | |
| WO2025257963A1 (ja) | 圧力成形シートの製造方法、圧力成形シート、たばこ充填物、香味発生物品、及び非燃焼加熱型香味発生システム | |
| WO2026004105A1 (ja) | エアロゾル生成物品及び非燃焼型エアロゾル生成システム | |
| TW202510756A (zh) | 包含水不溶性活性物質之氣溶膠產生材料及用於製造其之方法 | |
| WO2024218963A1 (ja) | エアロゾル発生シート、香味生成組成物、および非燃焼加熱型喫煙物品 | |
| WO2023068213A1 (ja) | 香味吸引物品用材料、加熱型香味吸引物品、及び香味吸引物品用材料の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23949734 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2025541224 Country of ref document: JP Kind code of ref document: A Ref document number: 1020267004783 Country of ref document: KR Free format text: ST27 STATUS EVENT CODE: A-0-1-A10-A15-NAP-PA0105 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2025541224 Country of ref document: JP Ref document number: 1020267004783 Country of ref document: KR |
|
| WWP | Wipo information: published in national office |
Ref document number: 1020267004783 Country of ref document: KR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023949734 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |