WO2024236969A1 - 抄造マット及び抄造マットの製造方法 - Google Patents
抄造マット及び抄造マットの製造方法 Download PDFInfo
- Publication number
- WO2024236969A1 WO2024236969A1 PCT/JP2024/014781 JP2024014781W WO2024236969A1 WO 2024236969 A1 WO2024236969 A1 WO 2024236969A1 JP 2024014781 W JP2024014781 W JP 2024014781W WO 2024236969 A1 WO2024236969 A1 WO 2024236969A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fibers
- inorganic
- mat
- fiber
- papermaking
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F9/00—Artificial filaments or the like of other substances; Manufacture thereof; Apparatus specially adapted for the manufacture of carbon filaments
- D01F9/08—Artificial filaments or the like of other substances; Manufacture thereof; Apparatus specially adapted for the manufacture of carbon filaments of inorganic material
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M11/00—Treating fibres, threads, yarns, fabrics or fibrous goods made from such materials, with inorganic substances or complexes thereof; Such treatment combined with mechanical treatment, e.g. mercerising
- D06M11/32—Treating fibres, threads, yarns, fabrics or fibrous goods made from such materials, with inorganic substances or complexes thereof; Such treatment combined with mechanical treatment, e.g. mercerising with oxygen, ozone, ozonides, oxides, hydroxides or percompounds; Salts derived from anions with an amphoteric element-oxygen bond
- D06M11/36—Treating fibres, threads, yarns, fabrics or fibrous goods made from such materials, with inorganic substances or complexes thereof; Such treatment combined with mechanical treatment, e.g. mercerising with oxygen, ozone, ozonides, oxides, hydroxides or percompounds; Salts derived from anions with an amphoteric element-oxygen bond with oxides, hydroxides or mixed oxides; with salts derived from anions with an amphoteric element-oxygen bond
- D06M11/45—Oxides or hydroxides of elements of Groups 3 or 13 of the Periodic Table; Aluminates
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M11/00—Treating fibres, threads, yarns, fabrics or fibrous goods made from such materials, with inorganic substances or complexes thereof; Such treatment combined with mechanical treatment, e.g. mercerising
- D06M11/77—Treating fibres, threads, yarns, fabrics or fibrous goods made from such materials, with inorganic substances or complexes thereof; Such treatment combined with mechanical treatment, e.g. mercerising with silicon or compounds thereof
- D06M11/79—Treating fibres, threads, yarns, fabrics or fibrous goods made from such materials, with inorganic substances or complexes thereof; Such treatment combined with mechanical treatment, e.g. mercerising with silicon or compounds thereof with silicon dioxide, silicic acids or their salts
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M15/00—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment
- D06M15/01—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment with natural macromolecular compounds or derivatives thereof
- D06M15/03—Polysaccharides or derivatives thereof
- D06M15/05—Cellulose or derivatives thereof
- D06M15/09—Cellulose ethers
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M15/00—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment
- D06M15/19—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment with synthetic macromolecular compounds
- D06M15/21—Macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds
- D06M15/227—Macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds of hydrocarbons, or reaction products thereof, e.g. afterhalogenated or sulfochlorinated
- D06M15/233—Macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds of hydrocarbons, or reaction products thereof, e.g. afterhalogenated or sulfochlorinated aromatic, e.g. styrene
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M15/00—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment
- D06M15/19—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment with synthetic macromolecular compounds
- D06M15/21—Macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds
- D06M15/263—Macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds of unsaturated carboxylic acids; Salts or esters thereof
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M15/00—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment
- D06M15/19—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment with synthetic macromolecular compounds
- D06M15/21—Macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds
- D06M15/327—Macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds of unsaturated alcohols or esters thereof
- D06M15/333—Macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds of unsaturated alcohols or esters thereof of vinyl acetate; Polyvinylalcohol
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M15/00—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment
- D06M15/19—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment with synthetic macromolecular compounds
- D06M15/37—Macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- D06M15/55—Epoxy resins
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M15/00—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment
- D06M15/693—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment with natural or synthetic rubber, or derivatives thereof
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H13/00—Pulp or paper, comprising synthetic cellulose or non-cellulose fibres or web-forming material
- D21H13/36—Inorganic fibres or flakes
Definitions
- the present invention relates to a paper-made mat and a method for manufacturing the paper-made mat.
- Exhaust gas emitted from internal combustion engines such as diesel engines contains particulate matter (hereinafter referred to as PM), and in recent years, the harm that this PM poses to the environment and human body has become a problem.
- exhaust gas also contains harmful gas components such as CO, HC, and NOx, and there are concerns about the impact that these harmful gas components have on the environment and human body.
- the exhaust gas purification devices are composed of an exhaust gas treatment body made of porous ceramics such as silicon carbide or cordierite, a casing that houses the exhaust gas treatment body, and a retaining seal material (mat material) that is arranged between the exhaust gas treatment body and the casing.
- the main purpose of this retaining seal material (mat material) is to prevent the exhaust gas treatment body from coming into contact with the casing that covers its outer periphery and being damaged by vibrations and shocks caused by the running of the automobile, and to prevent exhaust gas from leaking between the exhaust gas treatment body and the casing.
- Patent Document 1 discloses a non-expanding mat containing high-temperature resistant amorphous inorganic fibers for providing a support for a brittle structure in a low-temperature exhaust gas treatment device, the mat containing alumina/silica fibers having about 50 % Al2O3 and about 50% SiO2 .
- the alumina/silica fiber having about 50% Al2O3 and about 50% SiO2 as described in Patent Document 1 is a fiber called a refractory ceramic fiber.
- a mat made of such a refractory ceramic fiber has a low surface pressure, and the exhaust gas treatment body is easily dropped by the exhaust gas pressure.
- the present invention was made to solve the above problems, and the object of the present invention is to provide a paper mat that has a high initial surface pressure and can maintain the surface pressure even when repeatedly compressed.
- the paper mat of the present invention is a paper mat composed of inorganic fibers, the inorganic fibers including alumina fibers (AF) and refractory ceramic fibers (RCF), and is characterized in that when 100 of the inorganic fibers are randomly selected and determined to be alumina fibers or refractory ceramic fibers, the number of the alumina fibers is 30% or more and the number of the refractory ceramic fibers is less than 70%.
- AF alumina fibers
- RCF refractory ceramic fibers
- Alumina fibers are hard, and therefore when a mat material is made of alumina fibers, the initial surface pressure of the mat material is high. On the other hand, alumina fibers are easily broken, and when a mat material made of alumina fibers is repeatedly compressed, the alumina fibers break and the surface pressure decreases. On the other hand, refractory ceramic fibers are soft, and therefore when a mat material is made of refractory ceramic fibers, the initial surface pressure of the mat material is low. On the other hand, refractory ceramic fibers are not easily broken, and therefore even if a mat material made of refractory ceramic fibers is repeatedly compressed, the surface pressure is not easily reduced.
- the papermaking mat of the present invention contains alumina fiber and refractory ceramic fiber in the above-mentioned ratio, it has a balanced effect of improving the initial surface pressure of the mat material by the alumina fiber and of maintaining the surface pressure when the mat material is repeatedly compressed by the refractory ceramic fiber. Therefore, the papermaking mat of the present invention has a high initial surface pressure and can maintain the surface pressure even when repeatedly compressed.
- the weight ratio of the alumina fibers is 50 parts by weight or more and less than 100 parts by weight per 100 parts by weight of the inorganic fibers, and the weight ratio of the refractory ceramic fibers is more than 0 parts by weight and less than 50 parts by weight.
- the weight ratio of the alumina fiber and the refractory ceramic fiber is within the above range, the two are balanced, and the initial surface pressure is high and the surface pressure can be maintained even if the material is repeatedly compressed, thereby making it possible to preferably exert the effect of the above-mentioned.
- the papermaking mat of the present invention preferably contains 0.1 to 20 parts by weight of an organic binder and 0.1 to 10 parts by weight of an inorganic binder per 100 parts by weight of inorganic fibers.
- the organic binder and the inorganic binder bond the inorganic fibers together and maintain the shape of the papermaking mat.
- the inorganic fibers are appropriately bonded to each other, and the paper mat can have both flexibility and shape retention. In addition, it is possible to prevent the inorganic fibers from falling off the paper mat and scattering.
- the organic binder preferably has a glass transition temperature Tg of 5° C. or lower.
- Tg of the organic binder is 5° C. or lower, the strength of the organic binder film formed by the organic binder can be increased, and the resulting papermaking mat has high film elongation and excellent flexibility.
- the organic binder is preferably at least one selected from the group consisting of acrylic resin, acrylate-based latex, rubber-based latex, carboxymethyl cellulose, and polyvinyl alcohol which function as water-soluble organic polymers, styrene resin which functions as a thermoplastic resin, and epoxy resin which functions as a thermosetting resin.
- the inorganic binder preferably contains at least one of alumina, silica, silicon carbide, zirconia, boron nitride, diamond, and pumice. These organic binders and inorganic binders are suitable for bonding the inorganic fibers together and maintaining the shape of the papermaking mat.
- the paper mat of the present invention is preferably produced through a fiber-opening step in which an inorganic fiber molding is opened in water to prepare a slurry containing the opened inorganic fibers, and a papermaking step in which the slurry is paper-formed into a paper mat.
- a fiber bundle is formed by twisting and entangling a plurality of inorganic fibers.
- Such fiber bundles act as a core material, and can improve the surface pressure of the papermaking mat.
- the inorganic fiber molded body preferably includes a first inorganic fiber molded body derived from a needle mat and/or a second inorganic fiber molded body derived from a papermaking mat. Whether the inorganic fiber molded product is derived from a needle mat or a paper-formed mat, it can form a fiber bundle in the opening step.
- the inorganic fiber molded body preferably contains the alumina fibers.
- the second inorganic fiber molded body preferably contains the refractory ceramic fiber.
- the papermaking mat of the present invention is preferably a papermaking mat obtained by carrying out papermaking by batch papermaking or continuous papermaking in the papermaking step.
- the sheet mat of the present invention can be easily obtained by batch or continuous sheet making.
- the method for manufacturing a paper mat of the present invention includes a papermaking process in which a slurry containing alumina fibers (AF) and refractory ceramic fibers (RCF) is paper-formed into a paper mat, and is characterized in that when 100 inorganic fibers are randomly extracted from the slurry and determined to be alumina fibers or refractory ceramic fibers, the number of the alumina fibers is 30% or more and the number of the refractory ceramic fibers is less than 70%.
- AF a slurry containing alumina fibers
- RCF refractory ceramic fibers
- the above-mentioned paper mat of the present invention can be manufactured by the method for manufacturing the paper mat of the present invention.
- the method for producing a papermaking mat of the present invention preferably includes a fiber-opening step of opening an inorganic fiber molded body containing the alumina fibers and the refractory ceramic fibers in water to prepare a slurry.
- a fiber bundle is formed in which a plurality of inorganic fibers are twisted and entangled.
- Such fiber bundles act as a core material, and can improve the surface pressure of the produced paper mat.
- the inorganic fiber molded body preferably includes a first inorganic fiber molded body derived from a needle mat and/or a second inorganic fiber molded body derived from a papermaking mat. Whether the inorganic fiber molded product is derived from a needle mat or a paper-formed mat, it can form a fiber bundle in the opening step.
- the inorganic fiber molded body preferably contains the alumina fibers.
- the second inorganic fiber molded body preferably contains the refractory ceramic fiber.
- the present invention provides a paper mat that has a high initial surface pressure and can maintain that surface pressure even when repeatedly compressed.
- FIG. 1 is a perspective view showing an example of a papermaking mat of the present invention.
- FIG. 2A is a diagram showing an example of the fiber-opening step in the method for producing a papermaking mat of the present invention.
- FIG. 2B is a schematic diagram of an example of a fiber bundle in a crimped state.
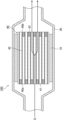
- FIG. 3 is a cross-sectional view that illustrates an example of an exhaust gas purification device of the present invention.
- the present invention is not limited to the following configuration, and can be modified as appropriate within the scope of the present invention. Note that the present invention also includes a combination of two or more of the individual preferred configurations of the present invention described below.
- FIG. 1 is a perspective view showing an example of a papermaking mat of the present invention.
- the papermaking mat 10 is a papermaking mat made of inorganic fibers and has a rectangular shape in a plan view.
- the papermaking mat 10 has a rectangular shape in a plan view, with a convex portion 11a provided at one end 11 and a concave portion 12a provided at the other end 12.
- the papermaking mat 10 is wrapped around an exhaust gas treatment body and placed in the exhaust gas purification device.
- the convex portion 11a and the concave portion 12a are shaped so as to fit exactly together when the paper mat 10 is wrapped around the exhaust gas treatment body.
- the provision of such convex portions 11a and concave portions 12a improves the sealing performance when the paper mat 10 is placed in an exhaust gas purification device, which will be described later.
- the inorganic fibers include alumina fibers (AF) and refractory ceramic fibers (RCF).
- the inorganic fibers may contain inorganic fibers other than the alumina fibers and the refractory ceramic fibers, such as silica fibers, glass wool, and rock wool.
- alumina fiber means a fiber in which the weight percentage of Al 2 O 3 constituting the fiber exceeds 60% by weight.
- refractory ceramic fiber refers to a fiber in which the weight percentage of Al 2 O 3 constituting the fiber is 60% by weight or less.
- the number of alumina fibers is 30% or more and the number of refractory ceramic fibers is less than 70%.
- Alumina fibers are hard, and therefore when a mat material is made of alumina fibers, the initial surface pressure of the mat material is high. On the other hand, alumina fibers are easily broken, and when a mat material made of alumina fibers is repeatedly compressed, the alumina fibers break and the surface pressure decreases. In addition, since refractory ceramic fibers are soft, when a mat material is made of refractory ceramic fibers, the initial surface pressure of the mat material is low. On the other hand, since refractory ceramic fibers are not easily broken, the surface pressure of a mat material made of refractory ceramic fibers is not easily reduced even if the mat material is repeatedly compressed.
- the papermaking mat 10 contains alumina fiber and refractory ceramic fiber in the above-mentioned ratio, a balanced effect is achieved between the alumina fiber in improving the initial surface pressure of the mat material and the refractory ceramic fiber in maintaining the surface pressure when the mat material is repeatedly compressed. Therefore, the papermaking mat 10 has a high initial surface pressure and can maintain the surface pressure even if it is repeatedly compressed.
- the proportion of alumina fibers is preferably 30-90%, and more preferably 50-80%.
- the proportion of refractory ceramic fibers is preferably 10% or more and less than 70%, and more preferably 20-60%.
- the weight ratio of the alumina fibers to 100 parts by weight of the inorganic fibers is preferably 50 parts by weight or more and less than 100 parts by weight, and more preferably 50 to 90 parts by weight.
- the weight ratio of the refractory ceramic fibers to 100 parts by weight of the inorganic fibers is preferably greater than 0 parts by weight and less than 50 parts by weight, and more preferably greater than 10 parts by weight and less than 50 parts by weight.
- the weight ratio of the alumina fiber and the refractory ceramic fiber is within the above range, the two are balanced, and the initial surface pressure is high and the surface pressure can be maintained even if the material is repeatedly compressed, thereby making it possible to preferably exert the effect of the above-mentioned.
- the papermaking mat 10 preferably contains 0.1 to 20 parts by weight, and more preferably 0.5 to 10 parts by weight, of the organic binder per 100 parts by weight of the inorganic fibers.
- the inorganic binder is preferably contained in an amount of 0.1 to 10 parts by weight, more preferably 0.5 to 3.0 parts by weight, per 100 parts by weight of the inorganic fibers.
- the organic binder and the inorganic binder bond the inorganic fibers together and maintain the shape of the papermaking mat.
- the contents of the organic binder and the inorganic binder are within the above ranges, the inorganic fibers are appropriately bonded to each other, and the paper mat can have both flexibility and shape retention. In addition, it is possible to prevent the inorganic fibers from falling off the paper mat and scattering.
- the glass transition temperature Tg of the organic binder is preferably 5°C or lower, and more preferably -35 to 5°C.
- the strength of the organic binder film formed by the organic binder can be increased, and the resulting papermaking mat has high film elongation and excellent flexibility.
- the mat is less likely to tear when the papermaking mat 10 is wrapped around the exhaust gas treatment body, etc.
- the organic binder film does not become too hard, when the inorganic fibers are broken, the organic binder film has the effect of binding the inorganic fibers together, and scattering of the inorganic fibers can be suppressed.
- the organic binder may be a water-soluble organic polymer, a thermoplastic resin, or a thermosetting resin.
- water-soluble organic polymers include acrylic resins, acrylate-based latexes, rubber-based latexes, carboxymethyl cellulose, and polyvinyl alcohol.
- thermoplastic resins include styrene resins.
- epoxy resins function as thermosetting resins.
- the inorganic binder preferably contains at least one of alumina, silica, silicon carbide, zirconia, boron nitride, diamond, and pumice.
- organic and inorganic binders are suitable for bonding inorganic fibers together and maintaining the shape of the paper mat.
- An example of the method for producing a paper mat of the present invention includes (1) a fiber-spreading step and (2) a paper-making step. Each step will be described below.
- FIG. 2A is a diagram showing an example of the fiber-spreading step in the method for producing a papermaking mat of the present invention.
- an inorganic fiber molded body containing alumina fibers and refractory ceramic fibers is opened in water to prepare a slurry.
- the number of the alumina fibers is 30% or more and the number of the refractory ceramic fibers is less than 70%.
- the ratio of alumina fiber to refractory ceramic fiber in the slurry is within the above range, in the mat material produced through subsequent processes, a balance is achieved between the effect of the alumina fiber in improving the initial surface pressure of the mat material and the effect of the refractory ceramic fiber in maintaining the surface pressure when the mat material is repeatedly compressed. Therefore, the produced paper mat has a high initial surface pressure and can maintain the surface pressure even if it is repeatedly compressed.
- the proportion of alumina fibers is preferably 30-90%, and more preferably 50-80%.
- the proportion of refractory ceramic fibers is preferably 10% or more and less than 70%, and more preferably 20-60%.
- the inorganic fiber molded body is opened, as shown in FIG. 2A, the inorganic fibers 20 are not completely opened, and fiber bundles 21 are formed in which a plurality of inorganic fibers 20 are twisted and entangled.
- Such fiber bundles act as a core material, and can improve the surface pressure of the produced paper mat.
- the fiber bundle 21 may be in a straight state (indicated by the reference symbol “21a” in FIG. 2A) or a curled state (indicated by the reference symbol “21b” in FIG. 2A).
- the term “straight state” means that the direction of the fiber bundle (the direction indicated by the arrow D1 in FIG. 2A) is linear.
- the term “crimped” means that the direction of the fiber bundle (the direction shown by the arrow D2 in FIG. 2A) is curved at least once.
- the fiber bundle 21 is formed by twisting and intertwining 10 or more inorganic fibers, and preferably has an average length (average value of the length indicated by the symbol L in FIG. 2A) of 5 to 15 mm and an average width (average value of the length indicated by the symbol W in FIG. 2A) of 0.2 to 1.0 mm.
- the maximum width is the width of the fiber bundle 21.
- FIG. 2B is a schematic diagram of an example of a fiber bundle in a crimped state.
- the trace length Lt of the fiber bundle 21b in the crimped state is preferably longer than the length L of the fiber bundle 21b in the crimped state, more preferably by 0.1 mm or more, and further preferably by 0.2 to 0.6 mm.
- the crimped fiber bundle 21b is placed on a flat surface. Next, the fiber bundle 21b in a crimped state that has been left stationary is viewed from above, and a line is traced along the fiber bundle 21b in a crimped state from one end P1 to the other end P2 of the fiber bundle 21b in a crimped state, and the tracing distance Lt is defined as the "tracing length of the fiber bundle in a crimped state.”
- the papermaking mat 10 includes fiber bundles 21b in a crimped state such that, when measuring the "trace length of the fiber bundle in a crimped state" in the fiber bundles 21b in a crimped state shown in FIG. 2B, the fiber bundles 21b in a crimped state can be traced so as to cross the line segment S connecting end P1 and end P2 two or more times.
- the fiber bundles 21b in such a crimped state have an appropriate degree of crimping, and the elasticity of the fiber bundles 21b in the crimped state is increased, thereby improving the surface pressure of the paper mat 10.
- the ratio of the trace length Lt of the fiber bundles 21b in a crimped state to the length L of the fiber bundles 21b in a crimped state, Lt/ L is preferably 1.1 to 1.6.
- the value of the following formula (1) is preferably 0.1 or more, and more preferably 0.2 to 0.6. (L t -L)/Wb...(1)
- the area of the fiber bundles 21b in a crimped state as viewed from above is preferably 2.6 to 8.3 mm2 .
- the percentage of the number of crimped fiber bundles 21b contained in the fiber bundles 21 is preferably 85% or less, more preferably 60% or less, even more preferably 30% or less, and even more preferably 10 to 30%.
- the shape and size of the fiber bundle can be controlled by adjusting the spreading conditions.
- the inorganic fiber molded body preferably includes a first inorganic fiber molded body derived from a needle mat and/or a second inorganic fiber molded body derived from a papermaking mat. Whether the inorganic fiber molded body is derived from a needle mat or a paper-formed mat, the fiber bundles 21 can be formed in the opening step.
- the inorganic fiber molded body preferably contains the alumina fibers.
- the second inorganic fiber molded body preferably contains the refractory ceramic fiber.
- the fiber opening include the following methods. First, the first inorganic fiber molded body is fired at 700 to 1000° C. for 1.0 to 8.0 hours.
- the firing temperature is preferably 800 to 950° C. This allows the organic binder contained in the inorganic fiber molded body to be thermally decomposed, making it easier to open up the inorganic fiber molded body.
- the inorganic fiber molded body is placed in water in an amount of 50 to 400 times by weight, and stirred to open the fibers, thereby preparing a slurry containing inorganic fibers.
- the weight ratio is preferably 100 to 200 times.
- a stirrer product name: SMT-101, manufacturer: ASONEY
- stir the mixture at a rotation speed of 500 to 1000 rpm and a stirring time of 200 to 900 seconds.
- the rotation speed is 650 to 850 rpm and the stirring time is 500 to 700 seconds, and more preferably, the rotation speed is 700 to 800 rpm and the stirring time is 500 to 650 seconds.
- the organic and inorganic binders are added to the slurry.
- the organic binder is preferably added in an amount of 0.1 to 20 parts by weight, and more preferably 0.5 to 15.0 parts by weight, per 100 parts by weight of the inorganic fibers in the produced paper mat.
- the inorganic binder is preferably added in an amount of 0.1 to 15.0 parts by weight, and more preferably 0.5 to 10 parts by weight, per 100 parts by weight of the inorganic fibers in the produced paper mat. Since the preferred types of organic binders and inorganic binders have already been described, the description thereof will be omitted here.
- the inorganic fiber aggregate may be dried by heating and pressing.
- a heat treatment may be performed in which hot air is passed through the inorganic fiber aggregate to dry it, or the inorganic fiber aggregate may be left in a wet state without being subjected to a heat treatment.
- the heating temperature or hot air temperature is preferably 100 to 250°C to prevent deterioration of the organic binder due to heat. In the range of 100 to 250°C, moisture can be removed from the inorganic fiber aggregate while suppressing deterioration of the organic binder. If the heating temperature or hot air temperature is less than 100°C, the temperature does not reach the center of the inorganic fiber aggregate, and the drying time becomes long. Furthermore, if it exceeds 250°C, the organic binder is deteriorated and the binding force between the fibers is reduced, making it difficult to control the thickness of the inorganic fiber aggregate.
- the papermaking mat of the present invention can be manufactured.
- the sheet mat of the present invention can be easily obtained by batch or continuous sheet making.
- the paper-making process is carried out after the fiber-opening process.
- the fiber-opening process does not need to be carried out if a slurry having the following characteristics is prepared and paper-made to produce a mat material.
- the slurry to be paper-made in the papermaking mat manufacturing method of the present invention has the following characteristics: when 100 inorganic fibers are randomly extracted from the slurry and determined to be alumina fibers or refractory ceramic fibers, the number of alumina fibers is 30% or more and the number of refractory ceramic fibers is less than 70%.
- FIG. 3 is a cross-sectional view that illustrates an example of an exhaust gas purification device of the present invention.
- the exhaust gas purification device 100 includes a metal casing 30, an exhaust gas treatment body 40 housed in the metal casing 30, and a paper mat 10 disposed between the exhaust gas treatment body 40 and the metal casing 30.
- the paper mat 10 is the paper mat of the present invention.
- the exhaust gas treatment body 40 is a columnar structure in which a large number of cells 41 are arranged in parallel in the longitudinal direction with cell walls 42 separating them.
- an inlet pipe for introducing exhaust gas discharged from the internal combustion engine and an outlet pipe for discharging exhaust gas that has passed through the exhaust gas purification device to the outside are connected as necessary.
- an exhaust gas filter honeycomb filter in which one of the cells is sealed with a plugging material 43 is used as the exhaust gas treatment body 40, but a catalyst carrier in which none of the end faces are sealed with a plugging material may also be used.
- exhaust gas discharged from an internal combustion engine and flowing into the exhaust gas purification device 100 flows into one cell 41 opening at the exhaust gas inlet end face 40a of the exhaust gas treatment body (honeycomb filter) 40, and passes through a cell wall 42 that separates the cells 41.
- PM in the exhaust gas is captured by the cell wall 42, and the exhaust gas is purified.
- the purified exhaust gas flows out of the other cell 41 opening at the exhaust gas outlet end face 40b, and is discharged to the outside.
- the papermaking mat 10 has a high initial surface pressure and can maintain the surface pressure even when repeatedly compressed. Therefore, even if the exhaust gas treatment body 40 is subjected to high pressure from exhaust gas in the initial stage of use of the exhaust gas purification device 100, the exhaust gas treatment body 40 can be prevented from falling off from the metal casing 30. Moreover, this effect of preventing the exhaust gas treatment body 40 from falling off can be maintained for a long period of time.
- the exhaust gas treatment body 40 may be made of a non-oxidized porous ceramic such as silicon carbide or silicon nitride, or may be made of an oxidized porous ceramic such as sialon, alumina, cordierite, or mullite. Of these, silicon carbide is preferred.
- the porosity of the porous ceramics is not particularly limited, but is preferably 35 to 60%. If the porosity is less than 35%, the exhaust gas treatment body may easily become clogged, whereas if the porosity is more than 60%, the strength of the exhaust gas treatment body may decrease and the body may easily be broken.
- the average pore size of the porous ceramic is preferably 5 to 30 ⁇ m. If the average pore diameter is less than 5 ⁇ m, PM may easily cause clogging. If the average pore diameter exceeds 30 ⁇ m, PM passes through the pores, and the PM cannot be captured, and the filter may not function as it should.
- the porosity and pore size can be measured by a conventionally known method using a scanning electron microscope (SEM).
- the cell density in the cross section of the exhaust gas treatment body 40 is not particularly limited, but a preferred lower limit is 31.0 cells/ cm2 (200 cells/ inch2 ), a preferred upper limit is 93.0 cells/ cm2 (600 cells/ inch2 ), a more preferred lower limit is 38.8 cells/ cm2 (250 cells/ inch2 ), and a more preferred upper limit is 77.5 cells/ cm2 (500 cells/ inch2 ).
- the exhaust gas treatment body 40 may support a catalyst for purifying the exhaust gas.
- the catalyst to be supported is preferably a precious metal such as platinum, palladium, or rhodium, and among these, platinum is more preferable.
- other catalysts such as alkali metals such as potassium or sodium, or alkaline earth metals such as barium may also be used. These catalysts may be used alone or in combination of two or more kinds. When these catalysts are supported, PM can be easily burned and removed, and toxic exhaust gas can also be purified.
- the metal casing 30 is generally cylindrical.
- the inner diameter of the metal casing 30 (the inner diameter of the portion that houses the exhaust gas treatment body) is preferably slightly shorter than the diameter of the exhaust gas treatment body 40 around which the papermaking mat 10 is wrapped.
- the metal casing 30 is preferably made of stainless steel, although there is no particular limitation.
- the present disclosure (1) is a paper mat composed of inorganic fibers, the inorganic fibers including alumina fibers (AF) and refractory ceramic fibers (RCF), and is characterized in that when 100 of the inorganic fibers are randomly selected and determined to be alumina fibers or refractory ceramic fibers, the number of the alumina fibers is 30% or more and the number of the refractory ceramic fibers is less than 70%.
- AF alumina fibers
- RCF refractory ceramic fibers
- the present disclosure (2) is a paper mat according to the present disclosure (1), in which the weight ratio of the alumina fibers is 50 parts by weight or more and less than 100 parts by weight, and the weight ratio of the refractory ceramic fibers is more than 0 parts by weight and less than 50 parts by weight, per 100 parts by weight of the inorganic fibers.
- the present disclosure (3) is a paper mat according to the present disclosure (1) or (2), which contains 0.1 to 20 parts by weight of an organic binder and 0.1 to 10 parts by weight of an inorganic binder per 100 parts by weight of the inorganic fibers.
- the present disclosure (4) is a papermaking mat according to the present disclosure (3), in which the glass transition temperature Tg of the organic binder is 5°C or lower.
- the present disclosure (5) is a papermaking mat according to the present disclosure (3) or (4), in which the organic binder is at least one selected from the group consisting of acrylic resin, acrylate-based latex, rubber-based latex, carboxymethyl cellulose, and polyvinyl alcohol, which function as water-soluble organic polymers, styrene resin, which function as thermoplastic resins, and epoxy resins, which function as thermosetting resins.
- the organic binder is at least one selected from the group consisting of acrylic resin, acrylate-based latex, rubber-based latex, carboxymethyl cellulose, and polyvinyl alcohol, which function as water-soluble organic polymers, styrene resin, which function as thermoplastic resins, and epoxy resins, which function as thermosetting resins.
- the present disclosure (6) is a papermaking mat according to any one of the present disclosures (3) to (5), in which the inorganic binder contains at least one of alumina, silica, silicon carbide, zirconia, boron nitride, diamond, and pumice.
- the present disclosure (7) is a paper mat according to any one of the present disclosures (1) to (6), which is produced through a fiber opening process in which an inorganic fiber molded body is opened in water to produce a slurry containing the opened inorganic fibers, and a papermaking process in which the slurry is paper-formed into a paper mat.
- the present disclosure (8) is a paper mat according to the present disclosure (7), in which the inorganic fiber molded body includes a first inorganic fiber molded body derived from a needle mat and/or a second inorganic fiber molded body derived from a paper mat.
- the present disclosure (9) is a papermaking mat according to the present disclosure (8), in which the inorganic fiber molded body contains the alumina fiber.
- the present disclosure (10) is a paper mat according to the present disclosure (8) or (9), in which the second inorganic fiber molded body contains the refractory ceramic fiber.
- the present disclosure (11) is a paper-made mat according to the present disclosures (7) to (10), in which the paper-making process is performed by batch paper-making or continuous paper-making.
- the present disclosure (12) is a method for producing a paper mat, which includes a papermaking step of producing a paper mat from a slurry containing alumina fiber (AF) and refractory ceramic fiber (RCF), and is characterized in that when 100 inorganic fibers are randomly extracted from the slurry and determined to be alumina fiber or refractory ceramic fiber, the number of the alumina fibers is 30% or more and the number of the refractory ceramic fibers is less than 70%.
- AF alumina fiber
- RCF refractory ceramic fiber
- the present disclosure (13) is a method for producing a paper mat described in the present disclosure (12), which further includes a fiber-opening process in which an inorganic fiber molding containing the above-mentioned alumina fiber and the above-mentioned refractory ceramic fiber is opened in water to produce a slurry.
- the present disclosure (14) is a method for producing a paper mat described in the present disclosure (13), in which the inorganic fiber molded body includes a first inorganic fiber molded body derived from a needle mat and/or a second inorganic fiber molded body derived from a paper mat.
- the present disclosure is a method for producing a paper mat described in the present disclosure (14), in which the inorganic fiber molding contains the alumina fiber.
- the present disclosure (16) is a method for producing a paper mat according to the present disclosure (14) or (15), in which the second inorganic fiber molded body contains the refractory ceramic fiber.
- the first inorganic fiber molded body was fired at 800°C for 1 hour to thermally decompose the organic binder contained in the first inorganic fiber molded body and the second inorganic fiber molded body.
- the fired first inorganic fiber molded body was then left to stand until it reached room temperature, after which the first inorganic fiber molded body and the second inorganic fiber molded body were loosened by hand.
- inorganic fibers were randomly extracted from the slurry and determined whether they were alumina fibers or refractory ceramic fibers.
- the proportion of alumina fibers was 71%, and the proportion of refractory ceramic fibers was 29%.
- the weight ratio of the alumina fibers was 70 parts by weight, and the weight ratio of the refractory ceramic fibers was 30 parts by weight, relative to 100 parts by weight of the inorganic fibers.
- an organic binder was added to the slurry in an amount of 0.5 to 10 parts by weight per 100 parts by weight of the inorganic fibers. Further, an inorganic binder was added to the slurry in an amount of 0.3 to 3.0 parts by weight per 100 parts by weight of the inorganic fibers.
- the slurry was poured into a molding machine with a filtering mesh formed on the bottom surface, and the solvent in the slurry was removed to obtain an inorganic fiber aggregate.
- the inorganic fiber aggregate was then dehydrated and dried at 150 to 210°C for 5 minutes to 1 hour to produce the paper mat of Example 1.
- Example 2 The papermaking mats of Example 2 and Comparative Example 1 were produced in the same manner as Example 1, except that the first inorganic fiber molding and the second inorganic fiber molding used were adjusted and the ratio (number, weight ratio) of alumina fiber and refractory ceramic fiber was changed as shown in Table 1.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Inorganic Chemistry (AREA)
- Paper (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202480029079.2A CN121057861A (zh) | 2023-05-18 | 2024-04-12 | 抄制垫和抄制垫的制造方法 |
| JP2025520452A JP7796299B2 (ja) | 2023-05-18 | 2024-04-12 | 抄造マット及び抄造マットの製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023082496 | 2023-05-18 | ||
| JP2023-082496 | 2023-05-18 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024236969A1 true WO2024236969A1 (ja) | 2024-11-21 |
Family
ID=93518992
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/014781 Ceased WO2024236969A1 (ja) | 2023-05-18 | 2024-04-12 | 抄造マット及び抄造マットの製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP7796299B2 (https=) |
| CN (1) | CN121057861A (https=) |
| WO (1) | WO2024236969A1 (https=) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008082310A (ja) * | 2006-09-29 | 2008-04-10 | Ibiden Co Ltd | シート材、その製造方法および排気ガス処理装置 |
| JP2013514495A (ja) * | 2009-12-17 | 2013-04-25 | ユニフラックス ワン リミテッド ライアビリティ カンパニー | 汚染物質制御デバイス用の多層装着マット |
| JP2016108987A (ja) * | 2014-12-03 | 2016-06-20 | イビデン株式会社 | 保持シール材、排ガス浄化装置及び保持シール材の製造方法 |
| JP2020133553A (ja) * | 2019-02-22 | 2020-08-31 | イビデン株式会社 | マット材、排ガス浄化装置及び断熱材付き排気管 |
| JP2022156707A (ja) * | 2021-03-31 | 2022-10-14 | イビデン株式会社 | マット材、排ガス浄化装置及びマット材の製造方法 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003293752A (ja) * | 2002-03-29 | 2003-10-15 | Nichias Corp | 触媒コンバーター用保持材及びその製造方法 |
-
2024
- 2024-04-12 JP JP2025520452A patent/JP7796299B2/ja active Active
- 2024-04-12 WO PCT/JP2024/014781 patent/WO2024236969A1/ja not_active Ceased
- 2024-04-12 CN CN202480029079.2A patent/CN121057861A/zh active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008082310A (ja) * | 2006-09-29 | 2008-04-10 | Ibiden Co Ltd | シート材、その製造方法および排気ガス処理装置 |
| JP2013514495A (ja) * | 2009-12-17 | 2013-04-25 | ユニフラックス ワン リミテッド ライアビリティ カンパニー | 汚染物質制御デバイス用の多層装着マット |
| JP2016108987A (ja) * | 2014-12-03 | 2016-06-20 | イビデン株式会社 | 保持シール材、排ガス浄化装置及び保持シール材の製造方法 |
| JP2020133553A (ja) * | 2019-02-22 | 2020-08-31 | イビデン株式会社 | マット材、排ガス浄化装置及び断熱材付き排気管 |
| JP2022156707A (ja) * | 2021-03-31 | 2022-10-14 | イビデン株式会社 | マット材、排ガス浄化装置及びマット材の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN121057861A (zh) | 2025-12-02 |
| JP7796299B2 (ja) | 2026-01-08 |
| JPWO2024236969A1 (https=) | 2024-11-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4592695B2 (ja) | ハニカム構造体及び排気ガス浄化装置 | |
| EP4317112B1 (en) | Matting, exhaust gas purification device, and method for manufacturing matting | |
| JP2007231478A (ja) | 耐熱シートおよび排気ガス浄化装置 | |
| JP6419556B2 (ja) | 保持シール材及び排ガス浄化装置 | |
| CN112166213A (zh) | 活化的多孔纤维和包括该纤维的产品 | |
| WO2024209825A1 (ja) | 抄造マット、巻き付け体及び抄造マットの製造方法 | |
| JP7514408B1 (ja) | 抄造マット及び抄造マットの製造方法 | |
| JP7488981B1 (ja) | 抄造マット及び抄造マットの製造方法 | |
| JP7623544B1 (ja) | 抄造マット及び抄造マットの製造方法 | |
| JP7796299B2 (ja) | 抄造マット及び抄造マットの製造方法 | |
| JP2020133552A (ja) | マット材、排ガス浄化装置及び断熱材付き排気管 | |
| JP7495779B2 (ja) | マット材、排ガス浄化装置及び断熱材付き排気管 | |
| JP7847280B1 (ja) | 抄造マット及び積層シート付抄造マット | |
| JP7672565B1 (ja) | マット材、巻付け体、及び、排ガス浄化装置 | |
| JP7847279B1 (ja) | 抄造マット及び積層シート付抄造マット | |
| JP7847281B1 (ja) | 抄造マット及び積層シート付抄造マット | |
| CN118632957B (zh) | 抄制垫和抄制垫的制造方法 | |
| JP7329977B2 (ja) | マット材、排ガス浄化装置及びマット材付き排気管 | |
| JP7555781B2 (ja) | 無機シート材付き無機繊維集合体、無機シート材付き無機繊維集合体の製造方法及び排ガス浄化装置 | |
| WO2015186528A1 (ja) | 保持シール材及び保持シール材の製造方法 | |
| JP6310779B2 (ja) | 保持シール材の製造方法 | |
| JP2015090114A (ja) | 保持シール材、巻付体及び排ガス浄化装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24806923 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2025520452 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2025520452 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |