WO2024219465A1 - 接着シート、接着シートの製造方法、および物品の製造方法 - Google Patents
接着シート、接着シートの製造方法、および物品の製造方法 Download PDFInfo
- Publication number
- WO2024219465A1 WO2024219465A1 PCT/JP2024/015421 JP2024015421W WO2024219465A1 WO 2024219465 A1 WO2024219465 A1 WO 2024219465A1 JP 2024015421 W JP2024015421 W JP 2024015421W WO 2024219465 A1 WO2024219465 A1 WO 2024219465A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- adhesive layer
- adhesive
- epoxy resin
- adhesive sheet
- less
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J11/00—Features of adhesives not provided for in group C09J9/00, e.g. additives
- C09J11/08—Macromolecular additives
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J163/00—Adhesives based on epoxy resins; Adhesives based on derivatives of epoxy resins
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J201/00—Adhesives based on unspecified macromolecular compounds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J5/00—Adhesive processes in general; Adhesive processes not provided for elsewhere, e.g. relating to primers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J5/00—Adhesive processes in general; Adhesive processes not provided for elsewhere, e.g. relating to primers
- C09J5/08—Adhesive processes in general; Adhesive processes not provided for elsewhere, e.g. relating to primers using foamed adhesives
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/35—Heat-activated
Definitions
- the present disclosure relates to an adhesive sheet and a method for manufacturing the same, as well as a method for manufacturing an article using the adhesive sheet.
- Adhesives that bond two components together are used in a variety of fields. Liquid adhesives are the mainstream type of adhesive. However, liquid adhesives can cause problems such as uneven application, spillage, and dripping, making the bonding process more complicated.
- One example of a method for bonding two components using an adhesive sheet is to place an adhesive sheet between the two components and then harden the adhesive sheet to bond the two components.
- the adhesive sheet may be inserted into the gap between the two components, or one component and the adhesive sheet may be inserted into a hole or groove in the other component. In these cases, if the adhesive sheet has high tack, it may have poor slipperiness, making it difficult to insert.
- Blocking is a phenomenon in which adhesive sheets stick together when they come into contact with each other.
- the adhesive sheet may be stored in a rolled-up state.
- the adhesive sheet may be folded, for example, to match the shape of the components. In these cases, there is a risk of the adhesive sheet cracking.
- the adhesive sheet has an adhesive layer on one or both sides of the substrate, there is a risk of the adhesive layer lifting or peeling off from the substrate when the sheet is rolled up or folded. For this reason, it is also desirable for the adhesive sheet to be resistant to cracking, lifting, or peeling of the adhesive layer when the sheet is rolled up or folded.
- the present disclosure has been made in consideration of the above-mentioned circumstances, and has as its main object to provide an adhesive sheet in which the adhesive layer has good slip properties and blocking resistance, and which can suppress cracking, lifting, and peeling of the adhesive layer when it is wound up or folded.
- One embodiment of the present disclosure provides an adhesive sheet having a substrate and a first adhesive layer disposed on one side of the substrate and containing a first curable adhesive, wherein the first adhesive layer has a tack of less than 0.1 N and a Martens hardness of 20 N/ mm2 or more and 130 N/mm2 or less .
- Another embodiment of the present disclosure provides a method for producing an adhesive sheet, which includes a first adhesive layer formation step of forming a first adhesive layer by applying a first adhesive composition containing a first curable adhesive to one side of a substrate and drying the first adhesive layer, wherein the tack of the first adhesive layer is less than 0.1 N, and in the first adhesive layer formation step, the first adhesive composition is dried so that the Martens hardness of the first adhesive layer is 20 N/ mm2 or more and 130 N/ mm2 or less.
- Another embodiment of the present disclosure provides a method for manufacturing an article, comprising a placement step of placing the above-mentioned adhesive sheet between a first member and a second member, and a bonding step of curing the adhesive sheet and bonding the first member and the second member.
- the adhesive sheet disclosed herein has an adhesive layer with good slip properties and blocking resistance, and has the effect of preventing the adhesive layer from cracking, lifting, or peeling when wound or folded.
- FIG. 1 is a schematic cross-sectional view showing an example of an adhesive sheet according to the present disclosure.
- FIG. 2 is a schematic perspective view showing another example of an adhesive sheet according to the present disclosure.
- 3 is a schematic cross-sectional view showing another example of an adhesive sheet according to the present disclosure.
- FIG. 3 is a schematic cross-sectional view showing another example of an adhesive sheet according to the present disclosure.
- FIG. 3 is a schematic cross-sectional view showing another example of an adhesive sheet according to the present disclosure.
- FIG. 3 is a schematic cross-sectional view showing another example of an adhesive sheet according to the present disclosure.
- FIG. 3 is a schematic cross-sectional view showing another example of an adhesive sheet according to the present disclosure.
- FIG. 1 is a schematic cross-sectional view showing an example of a method for producing an adhesive sheet in the present disclosure.
- FIG. 2 is a schematic cross-sectional view showing an example of a method for producing an article according to the present disclosure.
- the term “above” or “below” includes both cases in which another component is placed directly above or below a certain component so as to be in contact with the component, and cases in which another component is placed above or below a certain component with another component in between, unless otherwise specified.
- the term “on the surface side” or “on the surface” includes both cases in which another component is placed directly above or below a certain component so as to be in contact with the component, and cases in which another component is placed above or below a certain component with another component in between, unless otherwise specified.
- sheet also includes materials called “films.”
- films also includes materials called “sheets.”
- numerical ranges in this specification are average value ranges.
- the adhesive sheet The adhesive sheet, the method for manufacturing the adhesive sheet, and the method for manufacturing the article in this disclosure are described in detail below.
- Adhesive Sheet The inventors of the present disclosure have conducted intensive research into adhesive sheets having an adhesive layer on one or both sides of a substrate. First, in order to improve the slipperiness of the adhesive layer, for example, it is effective to make the adhesive layer non-adhesive (tack-free). However, if the adhesive layer is non-adhesive, the adhesive layer tends to become hard, and therefore the adhesive layer is prone to cracking, lifting, and peeling when the adhesive sheet is wound up and folded.
- the adhesive layer is non-adhesive and the adhesive sheet is wound up in a roll, it is common to wind the adhesive sheet in a roll without placing a separator on the side of the non-adhesive adhesive layer opposite the substrate, in consideration of cost reduction and prevention of separator slippage.
- the non-adhesive adhesive layer is not protected by a separator, blocking may occur.
- the adhesive layer is non-adhesive, in order to improve the blocking resistance of the adhesive layer, for example, it is effective to harden the adhesive layer.
- the adhesive layer is too hard, the adhesive layer is likely to crack, float, or peel off when the adhesive sheet is wound or folded.
- the inventors of the present disclosure have conducted extensive research and found that by setting the tack of the adhesive layer within a predetermined range and the Martens hardness of the adhesive layer within a predetermined range, it is possible to achieve a good balance between improving the slipperiness and blocking resistance of the adhesive layer and suppressing the cracking, floating, or peeling of the adhesive layer when the adhesive sheet is wound or folded.
- the present disclosure is based on such findings.
- the adhesive sheet of the present disclosure has a substrate and a first adhesive layer disposed on one side of the substrate and containing a first curable adhesive, wherein the first adhesive layer has a tack of less than 0.1 N and a Martens hardness of 20 N/mm2 or more and 130 N/ mm2 or less.
- the tack of the first adhesive layer be less than a predetermined value and the Martens hardness of the first adhesive layer be within a predetermined range, it is possible to achieve a good balance between improving the slipperiness and blocking resistance of the first adhesive layer and suppressing cracking, lifting, and peeling of the first adhesive layer when it is wound or folded.
- the tack of the first adhesive layer is less than a predetermined value, and the first adhesive layer is substantially non-adhesive (tack-free), which improves the handleability and workability of the adhesive sheet.
- the "tack" is a value measured by a probe tack test. The method for measuring tack will be described later.
- the adhesive sheet in this disclosure has three preferred embodiments.
- a first embodiment of an adhesive sheet in the present disclosure has a substrate and a first adhesive layer disposed on one side of the substrate and containing a first curable adhesive, wherein the tack of the first adhesive layer is less than 0.1 N and the Martens hardness of the first adhesive layer is 20 N/mm2 or more and 130 N/mm2 or less.
- FIG. 1 is a schematic cross-sectional view illustrating a first embodiment of an adhesive sheet according to the present disclosure.
- the adhesive sheet 10A in FIG. 1 has a substrate 1 and a first adhesive layer 2 disposed on one side of the substrate 1 and containing a first curable adhesive.
- the adhesive sheet 10A does not have another adhesive layer on the other side of the substrate 1.
- the tack of the first adhesive layer 2 is less than a predetermined value, and the Martens hardness of the first adhesive layer 2 is within a predetermined range.
- the tack of the first adhesive layer 2 is less than a predetermined value, so the first adhesive layer 2 is substantially non-tacky (tack-free). Therefore, when the adhesive sheet 10A is wound into a roll, a separator is usually not placed on the side of the first adhesive layer 2 opposite the substrate 1, taking into consideration cost reduction and prevention of separator misalignment. In this case, as shown in FIG. 2, for example, in the roll-shaped adhesive sheet 10A, the first adhesive layer 2 and the substrate 1 come into contact with each other, which raises concerns about blocking.
- the first adhesive layer When improving slipperiness and blocking resistance, for example, it is effective to harden the first adhesive layer. However, if the first adhesive layer is hardened, the first adhesive layer becomes more likely to crack or to float or peel off from the substrate when the adhesive sheet is wound into a roll or folded. In addition, for example, if the first adhesive layer further contains a foaming agent, a hard first adhesive layer makes it difficult for the first adhesive layer to expand when foaming and curing, and the foaming ratio decreases. As a result, when an adhesive sheet is placed between two components and then the first adhesive layer is foamed and cured to fill and bond the gap between the two components, the gap between the two components cannot be filled sufficiently, and the adhesion after foaming and curing decreases.
- the Martens hardness of the first adhesive layer is within a predetermined range, which suppresses cracking, lifting, and peeling of the first adhesive layer when the adhesive sheet is rolled up and folded, while improving the slipperiness of the first adhesive layer and suppressing blocking of the first adhesive layer. Furthermore, if the first adhesive layer contains a foaming agent, the adhesion after foaming and curing is also good.
- the tack of the first adhesive layer is less than a predetermined value, and the first adhesive layer is substantially non-adhesive (tack-free), so that the first adhesive layer has good slip properties. Therefore, for example, when the two members are bonded by placing an adhesive sheet between the two members and then curing the adhesive sheet, the adhesive sheet can be smoothly inserted into the gap between the two members. Alternatively, the other member and the adhesive sheet can be smoothly inserted into a hole or groove in one member. Alternatively, the other member can be inserted into the gap after placing the adhesive sheet in a hole or groove in one member. Also, when the other member is moved relative to one member to align the two members, the other member can be moved smoothly relative to the one member while the other member is inserted into the hole or groove in the one member, and alignment can be easily performed.
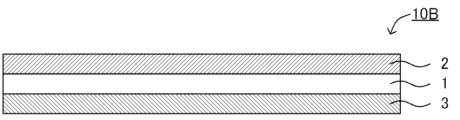
- a second embodiment of an adhesive sheet in the present disclosure has a substrate, a first adhesive layer disposed on one side of the substrate and containing a first curable adhesive, and a second adhesive layer disposed on the other side of the substrate and containing a second curable adhesive, wherein the tack of the first adhesive layer and the second adhesive layer is less than 0.1 N, and the Martens hardness of the first adhesive layer and the second adhesive layer is 20 N/mm2 or more and 130 N/mm2 or less .
- FIG. 3 is a schematic cross-sectional view illustrating a second embodiment of the adhesive sheet of the present disclosure.
- the adhesive sheet 10B in FIG. 3 has a substrate 1, a first adhesive layer 2 disposed on one side of the substrate 1 and containing a first curable adhesive, and a second adhesive layer 3 disposed on the other side of the substrate 1 and containing a second curable adhesive.
- the tack of the first adhesive layer 2 and the second adhesive layer 3 is less than a predetermined value, and the Martens hardness of the first adhesive layer 2 and the second adhesive layer 3 is within a predetermined range.
- the tack of the first adhesive layer 2 and the second adhesive layer 3 is less than a predetermined value, so the first adhesive layer 2 and the second adhesive layer 3 are substantially non-tacky (tack-free). Therefore, when the adhesive sheet 10B is wound into a roll, in consideration of cost reduction and prevention of separator misalignment, a separator is usually not placed on the side of the first adhesive layer 2 opposite the substrate 1, and on the side of the second adhesive layer 3 opposite the substrate 1. In this case, the first adhesive layer 2 and the second adhesive layer 3 come into contact with each other, which raises concerns about blocking.
- the first adhesive layer and the second adhesive layer When improving the slipperiness and blocking resistance, for example, it is effective to harden the first adhesive layer and the second adhesive layer. However, if the first adhesive layer and the second adhesive layer are hardened, the first adhesive layer and the second adhesive layer are likely to crack when the adhesive sheet is wound into a roll or folded, or the first adhesive layer and the second adhesive layer are likely to lift or peel off from the substrate. In addition, for example, when at least one of the first adhesive layer and the second adhesive layer further contains a foaming agent, if the adhesive layer containing the foaming agent is hard, the adhesive layer is less likely to expand when foaming and curing, and the foaming ratio decreases.
- the Martens hardness of the first adhesive layer and the second adhesive layer is within a predetermined range, thereby suppressing cracking, lifting, and peeling of the first adhesive layer and the second adhesive layer when the adhesive sheet is rolled up and folded, while improving the slipperiness of the first adhesive layer and the second adhesive layer and suppressing blocking of the first adhesive layer and the second adhesive layer.
- the adhesion after foaming and curing is also good.
- the tack of the first adhesive layer and the second adhesive layer is less than a predetermined value, and the first adhesive layer and the second adhesive layer are substantially non-adhesive (tack-free), so that the slipperiness of the first adhesive layer and the second adhesive layer is good. Therefore, for example, when the two members are bonded by placing an adhesive sheet between two members and then curing the adhesive sheet, the adhesive sheet can be smoothly inserted into the gap between the two members. Alternatively, the other member and the adhesive sheet can be smoothly inserted into the hole or groove of one member. Alternatively, the other member can be inserted into the gap after placing the adhesive sheet in the hole or groove of one member. Also, when the other member is moved relative to one member to align the two members, the other member can be moved smoothly relative to the one member while the other member is inserted into the hole or groove of the one member, and alignment can be easily performed.
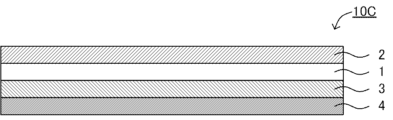
- a third embodiment of an adhesive sheet in the present disclosure has a substrate, a first adhesive layer disposed on one side of the substrate and containing a first curable adhesive, a second adhesive layer disposed on the other side of the substrate and containing a second curable adhesive, and a separator disposed on the side of the second adhesive layer opposite the substrate, wherein the tack of the first adhesive layer is less than 0.1 N, the tack of the second adhesive layer is 0.1 N or more, and the Martens hardness of the first adhesive layer is 20 N/mm2 or more and 130 N/mm2 or less .
- FIG. 4 is a schematic cross-sectional view illustrating a third embodiment of an adhesive sheet according to the present disclosure.
- the adhesive sheet 10C in FIG. 4 has a substrate 1, a first adhesive layer 2 disposed on one side of the substrate 1 and containing a first curable adhesive, a second adhesive layer 3 disposed on the other side of the substrate 1 and containing a second curable adhesive, and a separator 4 disposed on the side of the second adhesive layer 3 opposite the substrate 1.
- the tack of the first adhesive layer 2 is less than a predetermined value
- the tack of the second adhesive layer 3 is equal to or greater than a predetermined value
- the Martens hardness of the first adhesive layer 2 is within a predetermined range.
- the tack of the first adhesive layer 2 is less than a predetermined value, so the first adhesive layer 2 is substantially non-adhesive (tack-free). Therefore, when the adhesive sheet 10C is wound into a roll, a separator is usually not placed on the side of the first adhesive layer 2 opposite the substrate 1, taking into consideration cost reduction and prevention of separator misalignment.
- the second adhesive layer 3 is adhesive, so a separator 4 is placed on the side of the second adhesive layer 3 opposite the substrate 1. In this case, the first adhesive layer 2 and separator 4 come into contact with each other, raising concerns about blocking.
- the first adhesive layer When improving slipperiness and blocking resistance, for example, it is effective to harden the first adhesive layer. However, if the first adhesive layer is hardened, the first adhesive layer becomes more likely to crack or to float or peel off from the substrate when the adhesive sheet is wound into a roll or folded. In addition, for example, if the first adhesive layer further contains a foaming agent, a hard first adhesive layer makes it difficult for the first adhesive layer to expand when foaming and curing, and the foaming ratio decreases. As a result, when an adhesive sheet is placed between two components and then the first adhesive layer is foamed and cured to fill and bond the gap between the two components, the gap between the two components cannot be filled sufficiently, and the adhesion after foaming and curing decreases.
- the Martens hardness of the first adhesive layer is within a predetermined range, thereby improving the slipperiness of the first adhesive layer and suppressing blocking of the first adhesive layer while suppressing cracking of the first adhesive layer when the adhesive sheet is rolled up and folded.
- the first adhesive layer contains a foaming agent, the adhesion after foaming and curing is also good.
- the tack of the first adhesive layer is less than a predetermined value, and the first adhesive layer is substantially non-adhesive (tack-free), so that the slipperiness of the first adhesive layer is good.
- the tack of the second adhesive layer is equal to or greater than a predetermined value, so that the adhesion of the second adhesive layer to the member can be improved. Therefore, for example, when the two members are bonded by placing an adhesive sheet between two members and then curing the adhesive sheet, after attaching the surface of the second adhesive layer of the adhesive sheet to one member, the one member to which the adhesive sheet is attached can be smoothly inserted into the hole or groove of the other member.
- the one member to which the adhesive sheet is attached when inserting the one member to which the adhesive sheet is attached into the hole or groove of the other member, peeling and misalignment of the adhesive sheet from the one member can be suppressed. Also, when moving one member relative to the other member to align the two members, the one member can be smoothly moved relative to the other member while the one member to which the adhesive sheet is attached is inserted into the hole or groove of the other member, and alignment can be easily performed.
- non-tacky is generally used to mean low adhesive strength.
- substantially non-tacky means that the tack is less than 0.1 N.
- Adhesion is a concept that is included in “bonding.” The two are sometimes distinguished in that while adhesion is used to mean a temporary adhesive phenomenon, adhesion is used to mean a substantially permanent adhesive phenomenon (Iwanami Shoten Dictionary of Physics and Chemistry, 5th Edition). "Adhesiveness” and “adhesive strength” refer to the property of adhesion through pressure and the adhesive strength at that time.
- adheresion of the adhesive layer and “adhesive strength of the adhesive layer” refer to the adhesion and adhesive strength of the adhesive layer before curing.
- adhesion of the adhesive layer and “adhesive strength of the adhesive layer” refer to the adhesion and adhesive strength of the adhesive layer after curing.
- the first embodiment of the adhesive sheet in the present disclosure has a substrate and a first adhesive layer disposed on one side of the substrate and containing a first curable adhesive, the tack of the first adhesive layer being less than 0.1 N, and the Martens hardness of the first adhesive layer being 20 N/mm 2 or more and 130 N/mm 2 or less.
- the adhesive sheet of this embodiment does not have another adhesive layer on the other side of the substrate.
- the first adhesive layer in this embodiment is disposed on one side of the substrate and contains a first curable adhesive.
- the tack of the first adhesive layer is less than a predetermined value, and the Martens hardness of the first adhesive layer is within a predetermined range.
- the tack of the first adhesive layer in this embodiment is less than 0.1 N, and may be 0.05 N or less, or may be 0.02 N or less. When the tack of the first adhesive layer is within the above range, the first adhesive layer can be made substantially non-adhesive (tack-free). In addition, the slipperiness of the first adhesive layer is improved.
- the tack of the first adhesive layer is measured by a probe tack test. Specifically, a cylindrical stainless steel probe with a diameter of 5 mm is pressed against the surface of the first adhesive layer of the foamable adhesive sheet at a temperature of 23 ⁇ 5°C and a humidity of 50 ⁇ 30% RH with a load of 0.1 N and a speed of 30 mm/min, and after holding for 1.0 second, it is peeled off at a speed of 30 mm/min and the load at the time of peeling is measured. This measurement is carried out five times, and the average value is taken as the tack. For example, a tack testing machine "TAC-II" manufactured by RHESCA can be used as the probe tack tester.
- TAC-II tack testing machine manufactured by RHESCA
- a method for controlling the tack of the first adhesive layer includes, for example, a method for adjusting the composition of the first adhesive layer.
- the tack of the first adhesive layer can be reduced by using an epoxy resin that is solid at room temperature or a curing agent that is solid at room temperature in the first adhesive layer containing an epoxy resin and a curing agent.
- the tack of the first adhesive layer can be reduced by including an epoxy resin with a high softening temperature or an epoxy resin with a large weight average molecular weight in the first adhesive layer containing an epoxy resin and a curing agent.
- the tack of the first adhesive layer can be reduced by including multiple types of epoxy resins with different softening temperatures in the first adhesive layer, that is, by including one epoxy resin and another epoxy resin whose softening temperature is 25°C or higher and 10°C or higher than the softening temperature of the one epoxy resin in the first adhesive layer.
- the first adhesive layer may contain multiple types of epoxy resins with different weight average molecular weights, that is, the first adhesive layer may contain one epoxy resin and another epoxy resin having a weight average molecular weight of 370 or more and 300 or more greater than the weight average molecular weight of the first epoxy resin, thereby reducing the tack of the first adhesive layer.
- the first adhesive layer containing an epoxy resin and a curing agent may contain a first epoxy resin having a low softening temperature and a low molecular weight, and a second epoxy resin having a high softening temperature and a high molecular weight, as described below, to reduce the tack of the first adhesive layer.
- the first adhesive layer containing an epoxy resin and a curing agent may contain an acrylic resin that is compatible with the epoxy resin, as described below, to reduce the tack of the first adhesive layer.
- the Martens hardness of the first adhesive layer in this embodiment is 20 N/mm 2 or more, may be 30 N/mm 2 or more, or may be 40 N/mm 2 or more. When the Martens hardness of the first adhesive layer is in the above range, blocking resistance can be improved. In addition, the Martens hardness of the first adhesive layer is 130 N/mm 2 or less, may be 110 N/mm 2 or less, or may be 90 N/mm 2 or less. When the Martens hardness of the first adhesive layer is in the above range, cracking, lifting, and peeling of the first adhesive layer when the adhesive sheet is wound and folded can be suppressed.
- the Martens hardness of the first adhesive layer is 20 N/mm 2 or more and 130 N/mm 2 or less, may be 30 N/mm 2 or more and 110 N/mm 2 or less, or may be 40 N/mm 2 or more and 90 N/mm 2 or less.
- the Martens hardness of the first adhesive layer is measured by an indentation method in accordance with ISO 14577.
- the Martens hardness (HM) is calculated by the following formula.
- HM F/As
- F is the indentation load
- As is the surface area of the indenter at the indentation depth.
- HM500 manufactured by Fisher Instruments
- the following indenter is used.
- the measurement conditions are also shown below.
- the indentation load is set small. Specifically, the indentation load is set so that the indentation depth is about 1/10 or less of the first adhesive layer.
- methods for controlling the Martens hardness of the first adhesive layer include, for example, adjusting the composition of the first adhesive layer and adjusting the drying conditions when forming the first adhesive layer.
- the Martens hardness of the first adhesive layer tends to be increased.
- an epoxy resin with a high softening temperature or an epoxy resin with a large weight average molecular weight is contained in the first adhesive layer containing an epoxy resin and a curing agent, the Martens hardness of the first adhesive layer tends to be increased.
- the Martens hardness of the first adhesive layer tends to be increased.
- the Martens hardness of the first adhesive layer tends to be increased.
- the Martens hardness of the first adhesive layer tends to be increased.
- the first adhesive layer containing an epoxy resin and a hardener by making the first adhesive layer contain an acrylic resin that is compatible with the epoxy resin, the Martens hardness of the first adhesive layer tends to be increased.
- the Martens hardness of the first adhesive layer can be controlled by adjusting the drying conditions.
- drying conditions include the drying temperature, heat history, and wind speed.
- heat history include the heating rate and the total amount of heat. For example, as the drying temperature increases, the Martens hardness of the first adhesive layer tends to increase. On the other hand, as the drying temperature decreases, the Martens hardness of the first adhesive layer tends to decrease.
- the heating rate increases, the total amount of heat increases when the drying time is constant, so the Martens hardness of the first adhesive layer tends to increase.
- the heating rate decreases, the total amount of heat decreases when the drying time is constant, so the Martens hardness of the first adhesive layer tends to decrease.
- the Martens hardness of the first adhesive layer tends to increase.
- the total amount of heat received by the first adhesive layer is reduced, the Martens hardness of the first adhesive layer tends to be reduced.
- the wind speed is increased, the drying speed is increased, and the Martens hardness of the first adhesive layer tends to be increased.
- the wind speed is decreased, the drying speed is decreased, and the Martens hardness of the first adhesive layer tends to be reduced.
- the first adhesive layer when the first adhesive layer contains a foaming agent as described later, the first adhesive layer can be foamed at an expansion ratio of, for example, 1.5 times or more and 15 times or less.
- the expansion ratio may be, for example, 3.5 times or more, 4 times or more, or 4.5 times or more.
- the expansion ratio may be, for example, 9 times or less, 8.5 times or less, or 8 times or less. If the expansion ratio is too small, the gap between the two components may not be filled sufficiently, and the adhesiveness after foaming and curing may decrease. If the expansion ratio is too large, the porosity of the first adhesive layer after foaming and curing may increase, and the adhesiveness after foaming and curing may decrease.
- Expansion ratio (times) thickness of first adhesive layer after curing / thickness of first adhesive layer before curing
- the first curable adhesive contained in the first adhesive layer in this embodiment can be a curable adhesive generally used in the adhesive layer of an adhesive sheet.
- the first curable adhesive include heat-curable adhesives and photo-curable adhesives. Among these, heat-curable adhesives are preferred. Heat-curable adhesives can be applied even when the member does not have transparency, such as a metal member.
- the first curable adhesive is preferably an epoxy resin adhesive. That is, the first curable adhesive preferably contains an epoxy resin and a curing agent.
- epoxy resin adhesives produce hard and tough cured films, making them suitable for bonding components made of hard materials such as metal or glass components.
- epoxy resin adhesives generally have excellent heat resistance, insulating properties, chemical resistance, etc., and have little shrinkage on curing, making them suitable for a wide range of applications.
- the first curable adhesive is an epoxy resin-based adhesive
- the first curable adhesive further contains an acrylic resin that is compatible with the epoxy resin.
- Epoxy resin in this embodiment is a compound that has at least one epoxy group or glycidyl group and is cured by crosslinking polymerization reaction in combination with a curing agent.
- the epoxy resin also includes a monomer having at least one epoxy group or glycidyl group.
- the curable adhesive preferably contains, as the epoxy resin, a first epoxy resin having a softening temperature of 50°C or higher and an epoxy equivalent of 5000 g/eq or lower, and a second epoxy resin having a softening temperature higher than that of the first epoxy resin and a weight average molecular weight of 20,000 or higher.
- the first epoxy resin melts rapidly and changes to a low-viscosity liquid when the temperature reaches or exceeds the softening temperature. This makes it easier to improve adhesion after curing.
- the first epoxy resin since the first epoxy resin has a relatively high crystallinity, it can suppress the occurrence of blocking compared to epoxy resins having a relatively low crystallinity or epoxy resins having no crystallinity.
- the first epoxy resin has a softening temperature of 50° C. or higher and an epoxy equivalent of 5000 g/eq.
- the first epoxy resin has a relatively low softening temperature (relatively high crystallinity) compared to the second epoxy resin described below.
- the first epoxy resin has relatively high crystallinity and a low molecular weight, and therefore is likely to improve adhesion and blocking resistance after curing.
- the first epoxy resin has a low molecular weight, so that the crosslink density can be increased, and a first adhesive layer having good mechanical strength, chemical resistance, and curing properties can be obtained.
- the first epoxy resin is preferably an epoxy resin that is solid at room temperature (23° C.).
- the softening temperature of the first epoxy resin is usually 50°C or higher, and may be 55°C or higher, or 60°C or higher. On the other hand, the softening temperature of the first epoxy resin is, for example, 150°C or lower. The softening temperature is measured by the ring and ball method in accordance with JIS K7234:1986.
- the epoxy equivalent of the first epoxy resin is, for example, 5000 g/eq or less, and may be 3000 g/eq or less, 1000 g/eq or less, or 600 g/eq or less.
- the epoxy equivalent of the first epoxy resin is, for example, 90 g/eq or more, and may be 100 g/eq or more, or 110 g/eq or more.
- the epoxy equivalent is the number of grams of resin containing 1 gram equivalent of epoxy groups.
- the epoxy equivalent is measured by a method in accordance with JIS K7236:2009, which corresponds to ISO 3001 (Plastics-Epoxy compounds-Determination of epoxy equivalent).
- the first epoxy resin may be a monofunctional epoxy resin, a difunctional epoxy resin, a trifunctional epoxy resin, or a tetrafunctional or higher epoxy resin.
- the weight average molecular weight (Mw) of the first epoxy resin is usually smaller than the weight average molecular weight (Mw) of the second epoxy resin described below.
- the Mw of the first epoxy resin is, for example, 6,000 or less, and may be 4,000 or less, or 3,000 or less.
- the Mw of the first epoxy resin is, for example, 400 or more.
- Mw is a polystyrene-equivalent value measured by gel permeation chromatography (GPC).
- the melt viscosity of the first epoxy resin at 150°C is, for example, 0.005 Pa ⁇ s or more, may be 0.015 Pa ⁇ s or more, may be 0.03 Pa ⁇ s or more, may be 0.05 Pa ⁇ s or more, or may be 0.1 Pa ⁇ s or more. If the melt viscosity is too low, good foaming properties may not be obtained. Also, if the melt viscosity of the first epoxy resin is too low (if the crystallinity of the first epoxy resin is too high), the adhesion (tackiness) of the resulting first adhesive layer may be high.
- the melt viscosity of the first epoxy resin is too low (if the crystallinity of the first epoxy resin is too high), when it is mixed with the second epoxy resin or the acrylic resin, its crystallinity is greatly reduced, and the Tg of the entire adhesive composition is reduced.
- the melt viscosity of the first epoxy resin at 150°C is, for example, 10 Pa ⁇ s or less, may be 5 Pa ⁇ s or less, or may be 2 Pa ⁇ s or less. If the melt viscosity is too high, the uniformity of the resulting first adhesive layer may be reduced.
- Melt viscosity is measured in accordance with JIS K6862:1984, which corresponds to ISO 2555 (Resins in the liquid state or as emulsions or dispersions - Determination of Brookfield RV viscosity), using a Brookfield type single cylinder rotational viscometer and a thermocell for heating the solution.
- the composition of the first epoxy resin will be described.
- the first epoxy resin include aromatic epoxy resins, aliphatic epoxy resins, alicyclic epoxy resins, and heterocyclic epoxy resins.
- Specific examples of the first epoxy resin include bisphenol-type epoxy resins, novolac-type epoxy resins, and modified epoxy resins.
- the bisphenol-type epoxy resins include bisphenol A-type epoxy resins and bisphenol F-type epoxy resins.
- Examples of the novolac-type epoxy resins include bisphenol A novolac-type epoxy resins and cresol novolac-type epoxy resins.
- the modified epoxy resins include urethane-modified epoxy resins and rubber-modified epoxy resins.
- the first epoxy resin may be one type or two or more types.
- Bisphenol A type epoxy resins can exist in a liquid state at room temperature or in a solid state at room temperature, depending on the number of repeating units in the bisphenol skeleton.
- Bisphenol A type epoxy resins with a main chain of bisphenol skeletons of, for example, 2 to 10 are solid at room temperature.
- Bisphenol A type epoxy resins are particularly preferred because they can improve heat resistance.
- the first epoxy resin is preferably a bisphenol A novolac type epoxy resin represented by the following general formula (1):
- R 1 is a group represented by C m H 2m (m is 1 or more and 3 or less)
- R 2 and R 3 are each independently a group represented by C p H 2p+1 (p is 1 or more and 3 or less)
- n is 0 or more and 10 or less.
- m in R1 is 1, that is, R1 is -CH2- .
- p in R2 and R3 is 1, that is, R2 and R3 are -CH3 .
- the hydrogen bonded to the benzene ring in general formula (1) may be substituted with other elements or other groups.
- the content of the first epoxy resin may be, for example, 1 part by mass or more, 3 parts by mass or more, 5 parts by mass or more, 10 parts by mass or more, 15 parts by mass or more, or 25 parts by mass or more, when the resin component contained in the first adhesive layer is taken as 100 parts by mass. If the content of the first epoxy resin is too small, the adhesiveness and blocking resistance after curing may be reduced. On the other hand, the content of the first epoxy resin may be, for example, 90 parts by mass or less, 80 parts by mass or less, 70 parts by mass or less, 60 parts by mass or less, 50 parts by mass or less, or 40 parts by mass or less, when the resin component contained in the first adhesive layer is taken as 100 parts by mass. If the content of the first epoxy resin is too high, the contents of the second epoxy resin and the acrylic resin become relatively small, and it may be difficult to balance the blocking resistance, the adhesion of the first adhesive layer to the substrate, and the adhesiveness after curing.
- the second epoxy resin has a higher softening temperature than the first epoxy resin and a weight average molecular weight of 20,000 or more.
- the second epoxy resin has a relatively high softening temperature (relatively low crystallinity) compared to the above-mentioned first epoxy resin.
- the second epoxy resin has relatively low crystallinity and a high molecular weight, so that it is easy to improve the blocking resistance.
- the second epoxy resin has relatively low crystallinity and a high molecular weight, so that it is possible to suppress an increase in adhesion (tackiness) caused by the first epoxy resin.
- the second epoxy resin is an epoxy resin that is solid at room temperature (23°C).
- the weight average molecular weight (Mw) of the second epoxy resin is usually larger than the weight average molecular weight (Mw) of the first epoxy resin.
- the Mw of the second epoxy resin is usually 20,000 or more, and may be 30,000 or more, or may be 35,000 or more. On the other hand, the Mw of the second epoxy resin is, for example, 100,000 or less.
- the epoxy equivalent of the second epoxy resin may be greater than, less than, or the same as the epoxy equivalent of the first epoxy resin.
- the epoxy equivalent of the second epoxy resin is, for example, 4000 g/eq or more, may be 5000 g/eq or more, or may be 6000 g/eq or more.
- the epoxy equivalent of the second epoxy resin is, for example, 20000 g/eq or less.
- the second epoxy resin may be a monofunctional epoxy resin, a difunctional epoxy resin, a trifunctional epoxy resin, or a tetrafunctional or higher epoxy resin.
- the softening temperature of the second epoxy resin is usually higher than the softening temperature of the first epoxy resin.
- the difference between the two is, for example, 10°C or more, and may be 20°C or more, or 30°C or more.
- the softening temperature of the second epoxy resin is, for example, 80°C or more, and may be 90°C or more.
- the softening temperature of the second epoxy resin is, for example, 180°C or less.
- composition of the second epoxy resin is the same as that of the first epoxy resin described above, so a detailed description is omitted here.
- the content of the second epoxy resin may be, for example, 10 parts by mass or more, 15 parts by mass or more, 20 parts by mass or more, 25 parts by mass or more, 30 parts by mass or more, 35 parts by mass or more, 40 parts by mass or more, or 45 parts by mass or more, when the resin component contained in the first adhesive layer is taken as 100 parts by mass. If the content of the second epoxy resin is too small, blocking resistance may be reduced. On the other hand, the content of the second epoxy resin may be, for example, 90 parts by mass or less, 85 parts by mass or less, 80 parts by mass or less, or 75 parts by mass or less, when the resin component contained in the first adhesive layer is taken as 100 parts by mass. If the content of the second epoxy resin is too high, the contents of the first epoxy resin and the acrylic resin become relatively small, and it may be difficult to balance blocking resistance, adhesion of the first adhesive layer to the substrate, and adhesion after curing.
- the ratio of the first epoxy resin to the total of the first epoxy resin and the second epoxy resin is, for example, 5 mass% or more, and may be 10 mass% or more, 15 mass% or more, or 20 mass% or more.
- the above ratio of the first epoxy resin is, for example, 80 mass% or less, and may be 75 mass% or less, or 60 mass% or less.
- the total proportion of the first epoxy resin and the second epoxy resin to all the epoxy resins contained in the first adhesive layer is, for example, 50% by mass or more, may be 70% by mass or more, may be 90% by mass or more, or may be 100% by mass.
- Acrylic resin in this embodiment is a resin compatible with the epoxy resin. Since the acrylic resin is compatible with the epoxy resin, it is easy to improve the toughness of the first adhesive layer. As a result, the adhesion of the first adhesive layer to the substrate can be improved. In addition, the adhesive layer can be improved in adhesion after curing by improving the toughness of the adhesive layer. Furthermore, it is considered that the acrylic resin acts as a compatibilizer for the foaming agent (for example, a foaming agent whose shell portion is an acrylonitrile copolymer resin), and uniformly disperses and foams, thereby improving the adhesiveness after curing. In addition, the hardness of the surface of the first adhesive layer can be kept high by the acrylic resin being compatible with the epoxy resin. On the other hand, if the acrylic resin is incompatible with the epoxy resin, a soft portion is formed on the surface of the first adhesive layer, making the interface with the adherend less slippery, and workability may be reduced.
- the foaming agent for example, a foaming agent whose shell portion is an
- the acrylic resin is compatible with the epoxy resin.
- the compatibility of the acrylic resin with the epoxy resin is confirmed by observing the cross section of the first adhesive layer of the adhesive sheet with a scanning electron microscope (SEM) or a transmission electron microscope (TEM) to see that no micron-sized islands are generated.
- the average particle size of the islands is preferably 1 ⁇ m or less.
- the average particle size of the islands may be 0.5 ⁇ m or less, or may be 0.3 ⁇ m or less. It is preferable to have a large number of samples, for example 100 or more.
- the area to be observed is in the range of 100 ⁇ m x 100 ⁇ m, or in the case where the average thickness of the first adhesive layer is 100 ⁇ m or less, in the range of the average thickness x 100 ⁇ m.
- the weight average molecular weight (Mw) of the acrylic resin is, for example, 50,000 or more, may be 70,000 or more, or may be 100,000 or more.
- the first epoxy resin has a relatively high crystallinity, and the melt viscosity (or dynamic viscoelasticity) when heated becomes too low, which may cause shrinkage during hardening after foaming (between the end of foaming of the foaming agent and the hardening of the adhesive composition).
- the Mw of the acrylic resin is, for example, 1,500,000 or less.
- the weight average molecular weight of the acrylic resin is measured by GPC (eluent: THF, standard substance: PS, sample: 20 ⁇ L, flow rate: 1 mL/min, column temperature: 40° C.).
- the glass transition temperature (Tg) of the acrylic resin is, for example, 90°C or higher, and may be 100°C or higher. On the other hand, the Tg of the acrylic resin is, for example, 180°C or lower. Tg is measured using a differential scanning calorimeter (DSC) in accordance with JIS K7121:2012, which corresponds to ISO 3146.
- DSC differential scanning calorimeter
- the acrylic resin may have a storage modulus (E') of 1 x 106 Pa or less at the foaming initiation temperature.
- E' storage modulus
- a low E' at the foaming initiation temperature improves fluidity and provides good foaming properties.
- E' at the foaming initiation temperature is, for example, 1 x 105 Pa or more.
- the foaming initiation temperature varies depending on the type of foaming agent. When two or more foaming agents are used as the foaming agent, the initiation temperature of the main foaming reaction is defined as the foaming initiation temperature.
- the acrylic resin may have a storage modulus (E') of 1 x 105 Pa or more at the curing initiation temperature.
- E' storage modulus
- shrinkage may occur during curing after foaming (from the end of foaming of the foaming agent to the curing of the adhesive composition), but by having a large E' at the curing initiation temperature, shrinkage can be suppressed and good shape retention can be obtained.
- the curing initiation temperature is a temperature that differs depending on the type of curing agent. In addition, when two or more types of curing agents are used as the curing agent, the initiation temperature of the main curing reaction is taken as the curing initiation temperature.
- the acrylic resin may have an average storage modulus (E') of 1 x 106 Pa or more at 0°C or more and 100°C or less.
- E' average storage modulus
- a high average value of E' before foaming allows for good blocking resistance.
- the average storage modulus (E') of 0°C or more and 100°C or less is, for example, 1 x 108 Pa or less.
- the storage modulus (E') of acrylic resin is measured by a dynamic viscoelasticity measurement method conforming to JIS K7244-1:1998. Measurement conditions are as follows: attachment mode: compression mode, frequency: 1 Hz, temperature: -30°C to 200°C, heating rate: 10°C/min.
- the device used is the solid viscoelasticity analyzer "RSA-III" manufactured by TA Instruments.
- the acrylic resin may have a polar group.
- the polar group include an epoxy group, a hydroxyl group, a carboxyl group, a nitrile group, and an amide group.
- the acrylic resin may be a homopolymer of an acrylic acid ester monomer, a mixed component containing two or more of the above homopolymers, or a copolymer of two or more of the acrylic acid ester monomers, containing one or more copolymers.
- the acrylic resin may also be a mixed component of the above homopolymer and the above copolymer.
- the "acrylic acid" of the acrylic acid ester monomer also includes the concept of methacrylic acid.
- the acrylic resin may be a mixture of a methacrylate polymer and an acrylate polymer, or an acrylic acid ester polymer such as acrylate-acrylate, methacrylate-methacrylate, or methacrylate-acrylate.
- the acrylic resin contains a copolymer of two or more of the acrylic acid ester monomers ((meth)acrylic acid ester copolymer).
- Examples of the monomer components constituting the (meth)acrylic acid ester copolymer include the monomer components described in JP 2014-065889 A. The monomer components may have the polar groups described above.
- Examples of the (meth)acrylic acid ester copolymer include ethyl acrylate-butyl acrylate-acrylonitrile copolymer, ethyl acrylate-acrylonitrile copolymer, and butyl acrylate-acrylonitrile copolymer. Note that "acrylic acid” such as methyl acrylate and ethyl acrylate also includes “methacrylic acid” such as methyl methacrylate and ethyl methacrylate.
- the above (meth)acrylic acid ester copolymer is preferably a block copolymer, and more preferably an acrylic block copolymer such as a methacrylate-acrylate copolymer.
- acrylic block copolymer examples include methyl acrylate, ethyl acrylate, propyl acrylate, butyl acrylate, lauryl acrylate, 2-ethylhexyl acrylate, cyclohexyl acrylate, and benzidyl acrylate.
- These "acrylic acids” also include "methacrylic acid.”
- methacrylate-acrylate copolymers include acrylic copolymers such as methyl methacrylate-butyl acrylate-methyl methacrylate (MMA-BA-MMA) copolymer.
- MMA-BA-MMA copolymers also include block copolymers of polymethyl methacrylate-polybutyl acrylate-polymethyl methacrylate (PMMA-PBA-PMMA).
- the acrylic copolymer may not have polar groups, or may be a modified product in which the above-mentioned polar groups have been introduced into some of the copolymer.
- the modified product is more compatible with epoxy resins, and therefore has improved adhesive properties.
- the acrylic resin is preferably a (meth)acrylic acid ester copolymer having a first polymer portion having a glass transition temperature (Tg) of 10°C or less and a second polymer portion having a glass transition temperature (Tg) of 20°C or more.
- a (meth)acrylic acid ester copolymer has a first polymer portion that is a soft segment and a second polymer portion that is a hard segment.
- At least one of the first polymer portion and the second polymer portion contained in the (meth)acrylic acid ester copolymer has compatibility with epoxy resins.
- the first polymer portion has compatibility with epoxy resins, flexibility can be increased.
- the second polymer portion has compatibility with epoxy resins, cohesion and toughness can be increased.
- the (meth)acrylic acid ester copolymer will have a compatible portion, which is a polymer portion that is compatible with the epoxy resin, and an incompatible portion, which is a polymer portion that is not compatible with the epoxy resin.
- the compatible portion is compatible with the epoxy resin and the incompatible portion is not compatible with the epoxy resin, causing fine phase separation. As a result, a fine sea-island structure is formed.
- the sea-island structure varies depending on the type of (meth)acrylic acid ester copolymer, the compatibility of the first polymer portion and the second polymer portion contained in the (meth)acrylic acid ester copolymer, and the presence or absence of modification by the introduction of polar groups.
- sea-island structure in which the compatible portion of the cured epoxy resin and the (meth)acrylic acid ester copolymer is the sea, and the incompatible portion of the (meth)acrylic acid ester copolymer is the island; a sea-island structure in which the incompatible portion of the (meth)acrylic acid ester copolymer is the sea, and the compatible portion of the cured epoxy resin and the (meth)acrylic acid ester copolymer is the island; and a sea-island structure in which the (meth)acrylic acid ester copolymer is the sea, and the cured epoxy resin is the island.
- the (meth)acrylic acid ester copolymer is preferably a block copolymer, and more preferably an A-B-A block copolymer in which the compatible portion is polymer block A and the incompatible portion is polymer block B. Furthermore, it is preferable that the A-B-A block copolymer is one in which the first polymer portion is the incompatible portion and the second polymer portion is the compatible portion, and the first polymer portion is polymer block B and the second polymer portion is polymer block A.
- the island portion can be made small.
- the sea portion can be made small.
- the (meth)acrylic acid ester copolymer may also be a modified product in which the above-mentioned polar group has been introduced into a portion of the first polymer portion or the second polymer portion.
- the Tg of the first polymer portion contained in the (meth)acrylic acid ester copolymer is 10°C or less, and may be in the range of -150°C or more and 10°C or less, or may be in the range of -130°C or more and 0°C or less, or may be in the range of -110°C or more and -10°C or less.
- the first polymer portion contained in the (meth)acrylic acid ester copolymer may be either a homopolymer or a copolymer, but is preferably a homopolymer.
- the monomer components and polymer components constituting the first polymer portion may be monomer components and polymer components capable of obtaining a first polymer portion having a Tg in a predetermined range, and examples of such monomer components and polymer components include acrylate ester monomers such as butyl acrylate, 2-ethylhexyl acrylate, isononyl acrylate, and methyl acrylate, other monomers such as vinyl acetate, acetal, and urethane, polar group-containing monomers containing the above-mentioned polar groups, and copolymers such as EVA.
- the Tg of the second polymer portion contained in the (meth)acrylic acid ester copolymer is 20°C or higher, and may be in the range of 20°C or higher and 150°C or lower, 30°C or higher and 150°C or lower, or 40°C or higher and 150°C or lower.
- the second polymer portion contained in the (meth)acrylic acid ester copolymer may be either a homopolymer or a copolymer, but is preferably a homopolymer.
- the monomer component constituting the second polymer portion may be any monomer component capable of obtaining a second polymer portion having a Tg in a predetermined range, and examples of such monomer components include acrylic acid ester monomers such as methyl methacrylate, other monomers such as acrylamide, styrene, vinyl chloride, amide, acrylonitrile, cellulose acetate, phenol, urethane, vinylidene chloride, methylene chloride, and methacrylonitrile, and polar group-containing monomers containing the polar groups described above.
- a specific example of a (meth)acrylic acid ester copolymer having the above-mentioned first polymer portion and second polymer portion is the above-mentioned MMA-BA-MMA copolymer.
- the content of the acrylic resin is, for example, 1 part by mass or more, 3 parts by mass or more, 5 parts by mass or more, 7 parts by mass or more, or 10 parts by mass or more, when the resin component contained in the first adhesive layer is taken as 100 parts by mass. If the content of the acrylic resin is too small, the adhesion of the first adhesive layer to the substrate and the adhesion after curing may decrease. On the other hand, the content of the acrylic resin is, for example, 60 parts by mass or less, 50 parts by mass or less, 40 parts by mass or less, 35 parts by mass or less, or 30 parts by mass or less, when the resin component contained in the first adhesive layer is taken as 100 parts by mass. If the content of the acrylic resin is too high, the contents of the first epoxy resin and the second epoxy resin become relatively small, and it may be difficult to balance blocking resistance, adhesion of the first adhesive layer to the substrate, and adhesion after curing.
- the curing agent in this embodiment is appropriately selected according to the type of the first curing adhesive.
- the curing agent can be a curing agent generally used in epoxy resin adhesives.
- the curing agent is preferably solid at 23°C.
- a curing agent that is solid at 23°C can extend the storage stability (pot life) compared with a curing agent that is liquid at 23°C.
- the curing agent may also be a latent curing agent.
- the curing agent may also be a curing agent that undergoes a curing reaction due to heat, or a curing agent that undergoes a curing reaction due to light.
- the curing agent may also be used alone or in combination of two or more types.
- the reaction start temperature of the curing agent is, for example, 110°C or higher, and may be 130°C or higher. If the reaction start temperature is too low, the reaction starts early, and curing occurs in a state where the flexibility and fluidity of the resin component is low, which may make it difficult to achieve uniform curing. On the other hand, the reaction start temperature of the curing agent is, for example, 200°C or lower. If the reaction start temperature is too high, the resin component may deteriorate. Note that when a resin with high heat resistance, such as a phenolic resin, is used in addition to the epoxy resin, the resin component is less likely to deteriorate, so the reaction start temperature of the curing agent may be, for example, 300°C or lower.
- the reaction start temperature of the curing agent is determined by differential scanning calorimetry (DSC).
- curing agents include imidazole-based curing agents, phenol-based curing agents, amine-based curing agents, acid anhydride-based curing agents, isocyanate-based curing agents, and thiol-based curing agents.
- imidazole-based curing agents examples include imidazole, 2-phenyl-4,5-dihydroxymethylimidazole, 2-phenyl-4-methyl-5-hydroxymethylimidazole, 2-methylimidazole, 2-ethylimidazole, 2-ethyl-4-methylimidazole, 2-isopropylimidazole, 2-phenylimidazole, carboxylates of imidazole compounds, and adducts with epoxy compounds. It is also preferable that imidazole-based curing agents have hydroxyl groups. As crystallization occurs through hydrogen bonds between hydroxyl groups, the reaction initiation temperature tends to be high.
- a phenol-based hardener is a phenol resin. Further, an example of a phenol resin is a resol-type phenol resin or a novolac-type phenol resin. From the viewpoint of adhesion of the first adhesive layer to the substrate, a phenol-type novolac resin having a Tg of 110°C or less is particularly preferred.
- a phenol-based hardener and an imidazole-based hardener may be used in combination. In that case, it is preferable to use an imidazole-based hardener as a curing catalyst.
- the heat resistance can be improved, but on the other hand, there is a concern that the toughness may decrease. Therefore, when the first adhesive layer includes a phenolic resin, it is preferable that an intermediate layer is disposed between the substrate and the first adhesive layer, as described below.
- the phenolic resin is preferably a biphenyl type.
- the phenolic resin may also be a resin in which the phenol nucleus has been modified. By modifying the phenol nucleus, for example, it is possible to further improve heat resistance.
- Amine-based hardeners include, for example, aliphatic amines, aromatic amines, alicyclic amines, and polyamidoamines.
- Aliphatic amines include diethylenetriamine (DETA), triethylenetetramine (TETA), and metaxylylenediamine (MXDA).
- Aromatic amines include diaminodiphenylmethane (DDM), m-phenylenediamine (MPDA), and diaminodiphenylsulfone (DDS).
- Amine-based hardeners that can be used include dicyandiamide-based hardeners such as dicyandiamide (DICY), organic acid dihydrazide-based hardeners, amine adduct-based hardeners, and ketimine-based hardeners.
- DIY dicyandiamide
- organic acid dihydrazide-based hardeners organic acid dihydrazide-based hardeners
- amine adduct-based hardeners ketimine-based hardeners.
- Examples of acid anhydride-based hardeners include alicyclic acid anhydrides (liquid acid anhydrides) and aromatic acid anhydrides.
- Examples of alicyclic acid anhydrides (liquid acid anhydrides) include hexahydrophthalic anhydride (HHPA) and methyltetrahydrophthalic anhydride (MTHPA).
- Examples of aromatic acid anhydrides include trimellitic anhydride (TMA), pyromellitic anhydride (PMDA), and benzophenonetetracarboxylic dianhydride (BTDA).
- An example of an isocyanate-based curing agent is blocked isocyanate.
- Thiolic curing agents include, for example, ester-bonded thiol compounds, aliphatic ether-bonded thiol compounds, and aromatic ether-bonded thiol compounds.
- the content of the curing agent is, for example, 1 part by mass or more and 40 parts by mass or less, when the resin component contained in the first adhesive layer is taken as 100 parts by mass.
- the content of the curing agent is preferably, for example, 1 part by mass or more and 15 parts by mass or less, when the resin component contained in the first adhesive layer is taken as 100 parts by mass.
- the content of the curing agent is preferably, for example, 5 parts by mass or more and 40 parts by mass or less, when the resin component contained in the first adhesive layer is taken as 100 parts by mass.
- an imidazole-based curing agent or a phenol-based curing agent as the main component of the curing agent means that the mass ratio of the imidazole-based curing agent or the phenol-based curing agent is the highest in the curing agent.
- the first adhesive layer in this embodiment preferably contains a foaming agent. After the adhesive sheet is placed between two members, the first adhesive layer of the adhesive sheet is foamed and cured, thereby filling the gap between the two members and bonding them together.
- the foaming agent may be a foaming agent that is generally used in the adhesive layer of an adhesive sheet.
- the foaming agent may be a foaming agent that undergoes a foaming reaction due to heat, or a foaming agent that undergoes a foaming reaction due to light.
- the foaming start temperature of the foaming agent is preferably equal to or higher than the softening temperature of the base of the curable adhesive, such as epoxy resin, and equal to or lower than the activation temperature of the curing reaction of the base of the curable adhesive, such as epoxy resin.
- the foaming start temperature of the foaming agent is, for example, 70°C or higher, and may be 100°C or higher. If the foaming start temperature is too low, the reaction starts early, and foaming occurs in a state where the flexibility and fluidity of the resin component is low, making it difficult to achieve uniform foaming. On the other hand, the foaming start temperature of the foaming agent is, for example, 210°C or lower. If the foaming start temperature is too high, the resin component may deteriorate.
- the softening temperature of the base material of a curable adhesive such as an epoxy resin is measured using the ring and ball method specified in JIS K7234:1986.
- blowing agent examples include organic blowing agents and inorganic blowing agents.
- organic blowing agents include azo blowing agents such as azodicarbonamide (ADCA), azobisformamide, and azobisisobutyronitrile, fluorinated alkane blowing agents such as trichloromonofluoromethane, hydrazine blowing agents such as paratoluenesulfonylhydrazide, semicarbazide blowing agents such as p-toluenesulfonylsemicarbazide, triazole blowing agents such as 5-morpholyl-1,2,3,4-thiatriazole, and N-nitroso blowing agents such as N,N-dinitrosoterephthalamide.
- examples of the inorganic blowing agents include ammonium carbonate, ammonium hydrogen carbonate, ammonium nitrite, ammonium borohydride, and azides.
- a microcapsule type foaming agent may be used as the foaming agent. It is preferable that the microcapsule type foaming agent has a core of a thermal expansion agent such as a hydrocarbon and a shell of a resin such as an acrylonitrile copolymer.
- the average particle size of the foaming agent may be, for example, 7 ⁇ m or more, 10 ⁇ m or more, 13 ⁇ m or more, or 17 ⁇ m or more.
- the average particle size of the foaming agent is preferably equal to or less than the average thickness of the first adhesive layer, and may be, for example, 24 ⁇ m or less.
- the average particle size of the foaming agent is the particle size at 50% of the cumulative value in the particle size distribution determined by the laser diffraction scattering method.
- the first adhesive layer is dissolved in a solvent to separate the foaming agent.
- the solvent is not particularly limited as long as it is capable of dissolving components other than the foaming agent contained in the first adhesive layer, and is appropriately selected depending on the type of curable adhesive contained in the first adhesive layer, and for example, a solvent used in the adhesive composition used to form the first adhesive layer can be used. Specifically, methyl ethyl ketone, ethyl acetate, toluene, etc. can be used.
- the foaming agent content is, for example, 0.5 parts by mass or more, 2 parts by mass or more, 3 parts by mass or more, 4 parts by mass or more, or 5 parts by mass or more, relative to 100 parts by mass of the resin component contained in the first adhesive layer.
- the foaming agent content is, for example, 25 parts by mass or less, 20 parts by mass or less, or 15 parts by mass or less, relative to 100 parts by mass of the resin component contained in the first adhesive layer. If the foaming agent content is too low, the expansion ratio of the first adhesive layer will be small, and the adhesiveness may decrease. On the other hand, if the foaming agent content is too high, the curable adhesive content will be relatively low, and the cohesive force may decrease, and the adhesiveness may decrease.
- the first adhesive layer may contain only an epoxy resin and an acrylic resin as the resin component, or may further contain other resins, such as urethane resins.
- the total ratio of the first epoxy resin, the second epoxy resin and the acrylic resin to the resin components contained in the first adhesive layer is, for example, 70% by mass or more, may be 80% by mass or more, may be 90% by mass or more, or may be 100% by mass.
- the content of the resin component in the first adhesive layer is, for example, 60% by mass or more, or may be 70% by mass or more, 80% by mass or more, or may be 90% by mass or more.
- the first adhesive layer may contain, as necessary, for example, a silane coupling agent, a filler, an antioxidant, a light stabilizer, an ultraviolet absorber, a lubricant, a plasticizer, an antistatic agent, a crosslinking agent, and a colorant.
- silane coupling agents include epoxy-based silane coupling agents.
- fillers include inorganic fillers such as calcium carbonate, aluminum hydroxide, magnesium hydroxide, antimony trioxide, zinc borate, molybdenum compounds, and titanium dioxide.
- antioxidants include phenol-based antioxidants and sulfur-based antioxidants.
- the thickness of the first adhesive layer is not particularly limited.
- the thickness of the first adhesive layer is preferably equal to or greater than the average particle size of the foaming agent.
- the average thickness of the first adhesive layer is, for example, 10 ⁇ m or more, may be 15 ⁇ m or more, or may be 20 ⁇ m or more. If the first adhesive layer is too thin, there is a possibility that the adhesion to the substrate and the adhesiveness after curing cannot be sufficiently obtained. On the other hand, the average thickness of the first adhesive layer is, for example, 200 ⁇ m or less, may be 150 ⁇ m or less, or may be 100 ⁇ m or less. If the first adhesive layer is too thick, there is a possibility that the surface quality will deteriorate.
- the average thickness of the first adhesive layer is a value measured from a cross section of the adhesive sheet in the thickness direction observed with a transmission electron microscope (TEM), a scanning electron microscope (SEM) or a scanning transmission electron microscope (STEM), and is the average value of the thicknesses at 10 randomly selected locations. The same method of measuring the average thickness of other layers of the adhesive sheet is also applied.
- the first adhesive layer may be a continuous layer or a discontinuous layer.
- discontinuous layers include patterns such as stripes and dots.
- the surface of the first adhesive layer may have an uneven shape such as an embossed shape.
- the method for forming the first adhesive layer is described below in "B. Method for manufacturing adhesive sheet,” so a detailed explanation will be omitted here.
- Substrate is, for example, a member that supports the first adhesive layer.
- the substrate in this embodiment is preferably insulating.
- the substrate is preferably in the form of a sheet.
- the substrate may have a single layer structure or a multi-layer structure.
- the substrate may or may not have a porous structure inside.
- substrates include resin substrates and nonwoven fabrics.
- Examples of the resin contained in the resin substrate include polyester resin, polycarbonate, polyarylate, polyurethane, polyamide resin, polyimide resin, polysulfone resin, polyether ketone resin, polyphenylene sulfide (PPS), modified polyphenylene oxide, etc.
- Examples of the polyester resin include polyethylene terephthalate (PET), polybutylene terephthalate, polyethylene naphthalate (PEN), and aromatic polyester.
- Examples of the polyamide resin include polyamide and polyether amide.
- Examples of the polyimide resin include polyimide, polyether imide, and polyamide imide.
- Examples of the polysulfonic acid resin include polysulfone and polyether sulfone.
- Examples of the polyether ketone resin include polyether ketone and polyether ether ketone.
- Liquid crystal polymer (LCP) may also be used as the resin.
- the glass transition temperature of the resin is, for example, 80°C or higher, or may be 140°C or higher, or may be 200°C or higher.
- nonwoven fabrics include nonwoven fabrics containing fibers such as cellulose fibers, polyester fibers, nylon fibers, aramid fibers, polyphenylene sulfide fibers, liquid crystal polymer fibers, glass fibers, metal fibers, and carbon fibers.
- fibers such as cellulose fibers, polyester fibers, nylon fibers, aramid fibers, polyphenylene sulfide fibers, liquid crystal polymer fibers, glass fibers, metal fibers, and carbon fibers.
- the substrate may be surface-treated on the surface on which the first adhesive layer is to be placed in order to improve adhesion to the first adhesive layer.
- the average thickness of the substrate is not particularly limited, but may be, for example, 2 ⁇ m or more, 5 ⁇ m or more, or 9 ⁇ m or more.
- the average thickness of the substrate may be, for example, 200 ⁇ m or less, 100 ⁇ m or less, or 50 ⁇ m or less.
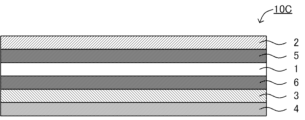
- the adhesive sheet in this embodiment may have a first intermediate layer between the substrate and the first adhesive layer.
- the adhesion of the first adhesive layer to the substrate can be improved.
- the stress applied to the bent portion when the adhesive sheet is folded can be alleviated, and the stress applied to the cut portion when the adhesive sheet is cut can be alleviated.
- the lifting or peeling of the first adhesive layer from the substrate when the adhesive sheet is bent or cut can be suppressed.
- the substrate 1, the first intermediate layer 5, and the first adhesive layer 2 are arranged in this order in the thickness direction.
- the material contained in the first intermediate layer is not particularly limited as long as it is a material that can increase the adhesion between the substrate and the first adhesive layer and can relieve stress, and is appropriately selected depending on the materials of the substrate and adhesive layer.
- Examples include polyester, polyvinyl chloride, polyvinyl acetate, polyurethane, copolymers of at least two of these, crosslinked products thereof, and mixtures thereof.
- the crosslinked body is a crosslinked body obtained by crosslinking the above-mentioned resin with a curing agent.
- the curing agent include isocyanate-based curing agents.
- the reactive group/NCO equivalent is set to 1, it is preferable to add the isocyanate-based curing agent in a ratio of 0.5% by mass or more and 20% by mass or less to the resin.
- the first intermediate layer contains a crosslinked resin.
- a crosslinked resin is one that does not melt even at high temperatures. This can improve the adhesive strength at high temperatures, i.e., heat resistance.
- the crosslinked resin is crosslinked, for example, by an isocyanate-based curing agent, the flexibility of the first intermediate layer is improved, and cracking of the first adhesive layer and lifting and peeling of the adhesive layer from the substrate when the adhesive sheet is bent can be suppressed.
- the average thickness of the first intermediate layer is not particularly limited and is, for example, 0.1 ⁇ m or more, may be 0.5 ⁇ m or more, or may be 1 ⁇ m or more. If the first intermediate layer is too thin, the effect of suppressing peeling of the first adhesive layer from the substrate when the adhesive sheet is bent or cut may not be sufficiently obtained. On the other hand, the average thickness of the first intermediate layer is, for example, 4 ⁇ m or less, and may be 3.5 ⁇ m or less. Since the first intermediate layer itself does not usually have high heat resistance, if the first intermediate layer is too thick, the heat resistance (adhesive strength at high temperatures) may decrease.
- the first intermediate layer can be formed, for example, by applying a resin composition and removing the solvent.
- application methods include roll coating, reverse roll coating, transfer roll coating, gravure coating, gravure reverse coating, comma coating, rod coating, blade coating, bar coating, wire bar coating, die coating, lip coating, and dip coating.
- Adhesive sheet does not have another adhesive layer on the other side of the substrate.
- a first adhesive layer is disposed on one outermost surface and a substrate is disposed on the other outermost surface.
- the average thickness of the adhesive sheet in this embodiment is, for example, 10 ⁇ m or more, and may be 20 ⁇ m or more. On the other hand, the average thickness of the adhesive sheet is, for example, 1000 ⁇ m or less, and may be 200 ⁇ m or less.
- the adhesive sheet in this embodiment preferably has good shape retention.
- the bending moment based on JIS P8125-2:2017 corresponding to ISO 2493-2 is, for example, 3 gf cm or more, and may be 5 gf cm or more. On the other hand, the bending moment may be, for example, less than 40 gf cm, and may be less than 30 gf cm.
- the inventors of the present disclosure have found that shape retention can be guaranteed by devising the shape, and that a high bending moment has other disadvantages, so that in consideration of other characteristics, it is preferable that the bending moment be within the above range.
- the bending moment is smaller than the above range, it may be difficult to maintain the shape even by devising folding or the like. Also, if the bending moment is larger than the above range, the shape returns to its original shape after folding, so it is necessary to heat the sheet during folding or to make a crease at the fold. Heating the sheet reduces its lifespan, and striations can reduce the insulation of that area.
- the adhesive sheet in this embodiment preferably has high adhesiveness after curing.
- the shear adhesive strength based on JIS K6850:1999, which corresponds to ISO 4587, may be, for example, 2.10 MPa or more, 2.40 MPa or more, or 3.0 MPa or more at 23°C.
- the shear adhesive strength may be, for example, 0.27 MPa or more, 0.55 MPa or more, or 0.58 MPa or more at 200°C.
- the shear adhesive strength is about 1 MPa or more and 2 MPa or less at room temperature, and it does not have heat resistance at 200°C.
- the shear adhesive strength is in the above range at 23°C, it has an advantage in terms of strength. Also, if the shear adhesive strength is in the above range at 200°C, it can be applied to applications that require heat resistance around an automobile engine or similar.
- the electrical insulation after curing is high.
- the breakdown voltage based on JIS C2107:2011, which corresponds to IEC 60454-2, is, for example, preferably 3 kV or more, and more preferably 5 kV or more. With the breakdown voltage in the above range, application to rust prevention and around copper wires becomes possible.
- the thermal conductivity is, for example, preferably 0.1 W/mK or more, and more preferably 0.15 W/mK or more. With the thermal conductivity in the above range, it is possible to miniaturize parts and promote the curing reaction when heated.
- the use of the adhesive sheet in this embodiment is not particularly limited.
- the adhesive sheet in this embodiment can be used, for example, when bonding two members together by placing the adhesive sheet between the two members and then curing the adhesive sheet.
- the method for producing the adhesive sheet in this embodiment is not particularly limited.
- the method for producing the adhesive sheet is described in the section "B. Method for producing the adhesive sheet” below.
- a second embodiment of the adhesive sheet in the present disclosure has a substrate, a first adhesive layer disposed on one side of the substrate and containing a first curable adhesive, and a second adhesive layer disposed on the other side of the substrate and containing a second curable adhesive, wherein the tack of the first adhesive layer and the second adhesive layer is less than 0.1 N, and the Martens hardness of the first adhesive layer and the second adhesive layer is 20 N/ mm2 or more and 130 N/mm2 or less .
- First adhesive layer and second adhesive layer The physical properties, material, thickness, and formation method of the first adhesive layer in this embodiment are the same as those of the first adhesive layer in the first embodiment described above.
- the physical properties, material, thickness, and formation method of the second adhesive layer in this embodiment are the same as those of the first adhesive layer in the first embodiment described above.
- the Martens hardness of the first adhesive layer is measured after removing the second adhesive layer from the adhesive sheet.
- the Martens hardness of the second adhesive layer is measured after removing the first adhesive layer from the adhesive sheet.
- Methods for removing the first adhesive layer or the second adhesive layer include, for example, a method of wiping with a solvent and a method of scraping off.
- the solvent is not particularly limited as long as it dissolves the first adhesive layer or the second adhesive layer and does not dissolve the substrate, and for example, a solvent contained in the adhesive composition used to form the adhesive layer can be used.
- the first adhesive layer and the second adhesive layer contains a foaming agent.
- the first adhesive layer of the adhesive sheet is foamed and cured to fill and bond the space between the two members.
- the first adhesive layer may contain a foaming agent
- only the second adhesive layer may contain a foaming agent
- both the first adhesive layer and the second adhesive layer may contain a foaming agent.
- both the first adhesive layer and the second adhesive layer contain a foaming agent. This can increase the adhesion after foaming and curing.
- substrate in this embodiment is a member that supports the first adhesive layer and the second adhesive layer.
- the substrate is the same as the substrate in the first embodiment.
- the adhesive sheet in this embodiment may have a first intermediate layer between the substrate and the first adhesive layer. Also, the adhesive sheet in this embodiment may have a second intermediate layer between the substrate and the second adhesive layer.
- a first adhesive layer 2 is disposed on one side of the substrate 1
- a second adhesive layer 3 is disposed on the other side of the substrate 1
- a first intermediate layer 5 is disposed between the substrate 1 and the first adhesive layer 2
- a second intermediate layer 6 is disposed between the substrate 1 and the second adhesive layer 3. Note that, although the adhesive sheet 10B in FIG. 6 has both the first intermediate layer 5 and the second intermediate layer 6, it may have only one of them.
- an intermediate layer is disposed between the substrate and at least one of the adhesive layers.
- an intermediate layer may be disposed only between the substrate and one of the adhesive layers, or an intermediate layer may be disposed between the substrate and both adhesive layers. Of these, it is preferable that an intermediate layer is disposed between the substrate and both adhesive layers.
- the material, thickness, and method of formation of the first and second intermediate layers are the same as the material, thickness, and method of formation of the first intermediate layer in the first embodiment described above.
- a first adhesive layer is disposed on one outermost surface and a second adhesive layer is disposed on the other outermost surface.
- the thickness, physical properties, uses, and manufacturing method of the adhesive sheet are the same as those of the adhesive sheet of the first embodiment described above.
- a third embodiment of the adhesive sheet in the present disclosure has a substrate, a first adhesive layer disposed on one side of the substrate and containing a first curable adhesive, a second adhesive layer disposed on the other side of the substrate and containing a second curable adhesive, and a separator disposed on the side of the second adhesive layer opposite the substrate, wherein the tack of the first adhesive layer is less than 0.1 N, the tack of the second adhesive layer is 0.1 N or more, and the Martens hardness of the first adhesive layer is 20 N/mm 2 or more and 130 N/mm 2 or less.
- First Adhesive Layer The physical properties, material, thickness, and formation method of the first adhesive layer in this embodiment are the same as those of the first adhesive layer in the first embodiment described above.
- the second adhesive layer is removed from the adhesive sheet, and then the Martens hardness of the first adhesive layer is measured.
- the method for removing the second adhesive layer is the same as that described in the second embodiment section above.
- the second adhesive layer in this embodiment is disposed on the other surface side of the substrate, and the tack of the second adhesive layer is equal to or greater than a predetermined value.
- the tack of the second adhesive layer in this embodiment is 0.1 N or more, may be 0.3 N or more, or may be 0.5 N or more. By having the tack of the second adhesive layer in the above range, the adhesion of the second adhesive layer to the member can be improved. In addition, the tack of the second adhesive layer is, for example, 10 N or less, may be 5 N or less, or may be 3 N or less. If the tack of the second adhesive layer is too high, the reworkability is reduced, and it may be difficult to correct the positional deviation of the adhesive sheet when attaching the surface of the second adhesive layer of the adhesive sheet to one of the members.
- the method for measuring the tack of the second adhesive layer is the same as the method for measuring the tack of the first adhesive layer described above.
- the method of controlling the tackiness of the second adhesive layer includes, for example, a method of adjusting the composition of the second adhesive layer.
- a method of adjusting the composition of the second adhesive layer when an epoxy resin that is liquid at room temperature or a curing agent that is liquid at room temperature is used in the second adhesive layer containing an epoxy resin and a curing agent, the tackiness of the second adhesive layer tends to be high.
- an epoxy resin with a low softening temperature or an epoxy resin with a small weight average molecular weight is contained in the second adhesive layer containing an epoxy resin and a curing agent, the tackiness of the second adhesive layer tends to be high.
- the tackiness of the second adhesive layer tends to be high by adding a tackifier resin to the second adhesive layer. Note that, although the tackiness tends to be high when a curing agent that is liquid at room temperature is used, there is a possibility that the storage stability will be reduced. Therefore, it is preferable to adjust the tackiness of the second adhesive layer by adjusting the properties and type of components other than the curing agent, such as the epoxy resin.
- the second adhesive layer in this embodiment contains a second curable adhesive.
- the second curable adhesive contained in the second adhesive layer in this embodiment is the same as the first curable adhesive used in the first adhesive layer in the above-mentioned first embodiment.
- the second curable adhesive is preferably an epoxy resin adhesive.
- the second curable adhesive is an epoxy resin adhesive.
- Epoxy Resin The epoxy resin in this embodiment is the same as the epoxy resin used in the first adhesive layer in the first embodiment described above.
- the epoxy resin As the epoxy resin, the epoxy resin generally used for the adhesive layer of adhesive sheets can be used.
- epoxy resins include aromatic epoxy resins, aliphatic epoxy resins, alicyclic epoxy resins, and heterocyclic epoxy resins. Specific examples of epoxy resins are the same as the specific examples of the first epoxy resin used in the first adhesive layer in the first embodiment described above.
- the epoxy resin may be a monofunctional epoxy resin, a difunctional epoxy resin, a trifunctional epoxy resin, or a tetrafunctional or higher functional epoxy resin.
- epoxy resins that are liquid at room temperature, such as bisphenol A type epoxy resins and bisphenol F type epoxy resins, and epoxy resins with low softening points. This is because the use of these epoxy resins makes it easier to adjust the tack of the second adhesive layer to within a specified range.
- the second adhesive layer may further contain an acrylic resin that is compatible with the epoxy resin. This can improve film-forming properties.
- the acrylic resin is the same as the acrylic resin used in the first adhesive layer in the first embodiment described above.
- the curing agent is the same as the curing agent used in the first adhesive layer in the first embodiment described above.
- a curing agent that is solid at room temperature or a curing agent that is liquid at room temperature can be used as the curing agent.
- a curing agent that is solid at room temperature is preferred from the viewpoint of storage stability.
- the first adhesive layer and the second adhesive layer contains a foaming agent.
- the first adhesive layer of the adhesive sheet is foamed and cured to fill and adhere the space between the two members.
- the first adhesive layer may contain a foaming agent
- only the second adhesive layer may contain a foaming agent
- both the first adhesive layer and the second adhesive layer may contain a foaming agent.
- both the first adhesive layer and the second adhesive layer contain a foaming agent. The adhesiveness after foaming and curing can be increased.
- the foaming agent is the same as the foaming agent used in the first adhesive layer in the first embodiment described above.
- the second adhesive layer may contain only epoxy resin and acrylic resin as resin components, or may further contain other resins, such as urethane resin.
- the total ratio of epoxy resin and acrylic resin to the resin components contained in the second adhesive layer is, for example, 70% by mass or more, may be 80% by mass or more, may be 90% by mass or more, or may be 100% by mass.
- the content of the resin component in the second adhesive layer is, for example, 60% by mass or more, or may be 70% by mass or more, 80% by mass or more, or may be 90% by mass or more.
- the second adhesive layer may contain additives as necessary.
- the additives are the same as those used in the first adhesive layer in the first embodiment described above.
- the expansion ratio is the same as the expansion ratio of the first adhesive layer in the above-mentioned first embodiment.
- the average thickness of the second adhesive layer is the same as the average thickness of the first adhesive layer in the first embodiment described above.
- the second adhesive layer may be a continuous layer or a discontinuous layer.
- the surface of the second adhesive layer may have an uneven shape such as an embossed shape.
- the method for forming the second adhesive layer is the same as the method for forming the first adhesive layer in the first embodiment described above.
- Substrate The substrate in this embodiment is a member that supports the first adhesive layer and the second adhesive layer.
- the substrate is the same as the substrate in the first embodiment.
- the separator in this embodiment is disposed on the side of the second adhesive layer opposite to the substrate.
- the separator is not particularly limited as long as it can be peeled off from the second adhesive layer, and can have a strength sufficient to protect the second adhesive layer.
- Examples of such separators include release films and release papers.
- the separator may have a single-layer structure or a multi-layer structure.
- single-layer separators examples include fluororesin films.
- An example of a separator with a multi-layer structure is a laminate having a release layer on one or both sides of a base layer.
- the base layer include resin films such as polypropylene, polyethylene, and polyethylene terephthalate, and papers such as fine paper, coated paper, and impregnated paper.
- the material for the release layer is not particularly limited as long as it is a material that has releasability, and examples include silicone compounds, organic compound-modified silicone compounds, fluorine compounds, aminoalkyd compounds, melamine compounds, acrylic compounds, polyester compounds, and long-chain alkyl compounds. These compounds can be of any type, including emulsion, solvent, or solventless.
- the adhesive sheet in this embodiment may have a first intermediate layer between the substrate and the first adhesive layer. Also, the adhesive sheet in this embodiment may have a second intermediate layer between the substrate and the second adhesive layer.
- a first intermediate layer 5 is disposed between the substrate 1 and the first adhesive layer 2
- a second intermediate layer 6 is disposed between the substrate 1 and the second adhesive layer 3.
- the adhesive sheet 10B in FIG. 7 has both the first intermediate layer 5 and the second intermediate layer 6, it may have only one of them.
- an intermediate layer is disposed between the substrate and at least one of the adhesive layers.
- an intermediate layer may be disposed only between the substrate and one of the adhesive layers, or an intermediate layer may be disposed between the substrate and both adhesive layers. Of these, it is preferable that an intermediate layer is disposed between the substrate and both adhesive layers.
- the material, thickness, and method of formation of the first and second intermediate layers are the same as the material, thickness, and method of formation of the first intermediate layer in the first embodiment described above.
- a first adhesive layer is disposed on one outermost surface and a separator is disposed on the other outermost surface.
- the thickness, physical properties, uses, and manufacturing method of the adhesive sheet are the same as those of the adhesive sheet of the first embodiment described above.
- Adhesive sheet for example, hardening the adhesive layer is effective in improving the slipperiness and blocking resistance of the adhesive layer. However, if the adhesive layer becomes too hard, the adhesive layer tends to crack, float, and peel when the adhesive sheet is wound and folded.
- the adhesive layer can be formed by applying an adhesive composition onto a substrate and drying it. At this time, if the drying temperature is low, blocking of the adhesive layer may not be suppressed. In addition, the drying temperature needs to be lower than the curing temperature of the adhesive layer.
- the drying temperature needs to be lower than the foaming start temperature or decomposition temperature of the foaming agent. Therefore, the drying temperature cannot be made too high. Therefore, it is important to optimize the drying temperature.
- the drying temperature and drying time are set to a predetermined temperature and time, it has been found that blocking of the adhesive layer may or may not occur if the coating and drying device is different.
- the inventors of the present disclosure have conducted extensive research and found that blocking of the adhesive layer can be suppressed by setting the drying conditions using the hardness of the adhesive layer as an index.
- the method for producing an adhesive sheet in the present disclosure includes a first adhesive layer formation step of forming a first adhesive layer by applying a first adhesive composition containing a first curable adhesive to one side of a substrate and drying the first adhesive layer, and the first adhesive layer has a tack of less than 0.1 N, and in the first adhesive layer formation step, the first adhesive composition is dried so that the first adhesive layer has a Martens hardness of 20 N/mm2 or more and 130 N/mm2 or less .
- FIG. 8(a)-FIG. 8(b) are process diagrams illustrating an example of a method for producing an adhesive sheet according to the present disclosure.
- a first adhesive composition 2a containing a first curable adhesive is applied to one side of a substrate 1 and then dried. This forms a first adhesive layer 2 as shown in FIG. 8(b).
- the present disclosure by drying the first adhesive composition so that the tack of the first adhesive layer is less than a predetermined value and the Martens hardness of the first adhesive layer is within a predetermined range in the first adhesive layer formation process, it is possible to achieve a good balance between improving the slipperiness and blocking resistance of the first adhesive layer and suppressing cracking, lifting, and peeling of the first adhesive layer when it is wound up or folded.
- the Martens hardness of the first adhesive layer as an indicator of drying conditions and optimizing the drying conditions, it is possible to achieve both improved blocking resistance and suppression of cracking, lifting, and peeling of the first adhesive layer when it is wound up and folded. Therefore, blocking resistance can be improved regardless of the coating and drying device used.
- the adhesive sheet produced by the adhesive sheet production method disclosed herein has the same effects as the adhesive sheet described above.
- First adhesive layer forming step In the first adhesive layer forming step of the present disclosure, a first adhesive composition containing a first curable adhesive is applied to one side of a substrate and dried to form a first adhesive layer. In the first adhesive layer forming step, the first adhesive composition is dried so that the Martens hardness of the first adhesive layer is 20 N/mm2 or more and 130 N/mm2 or less .
- the first adhesive composition contains a first curable adhesive.
- the first adhesive composition may also contain a foaming agent.
- the components contained in the first adhesive composition are the same as the components contained in the first adhesive layer in the adhesive sheet described above.
- the first adhesive composition may or may not contain a solvent.
- solvent is used in a broad sense to include not only a strict solvent (a solvent that dissolves a solute) but also a dispersion medium. Furthermore, the solvent contained in the first adhesive composition is volatilized and removed when the first adhesive composition is dried.
- the first adhesive composition can be obtained by mixing the components and kneading and dispersing as necessary.
- a mixing and dispersing method a general kneading and dispersing machine such as a two-roll mill, a three-roll mill, a pebble mill, a tron mill, a Szegvari attritor, a high-speed impeller disperser, a high-speed stone mill, a high-speed impact mill, a disperser, a high-speed mixer, a ribbon blender, a co-kneader, an intensive mixer, a tumbler, a blender, a disperser, a homogenizer, or an ultrasonic disperser can be used.
- Examples of methods for applying the first adhesive composition include roll coating, reverse roll coating, transfer roll coating, gravure coating, gravure reverse coating, comma coating, rod coating, blade coating, bar coating, wire bar coating, die coating, lip coating, and dip coating.
- the method for drying the applied first adhesive composition is not particularly limited as long as it is a method that can dry the first adhesive composition so that the Martens hardness of the first adhesive layer falls within the specified range, and examples of this include heat drying.
- the first adhesive composition is dried so that the Martens hardness of the first adhesive layer is 20 N/mm2 or more and 130 N/mm2 or less.
- the Martens hardness of the first adhesive layer is the same as the Martens hardness of the first adhesive layer in the adhesive sheet described above.
- Drying conditions that affect the Martens hardness of the first adhesive layer include, for example, the drying temperature, heat history, and wind speed.
- Examples of heat history include, for example, the heating rate and the total amount of heat.
- the drying temperature increases, the Martens hardness of the first adhesive layer tends to increase.
- the drying temperature decreases, the Martens hardness of the first adhesive layer tends to decrease.
- the heating rate increases, the total amount of heat increases if the drying time is constant, so the Martens hardness of the first adhesive layer tends to increase.
- the heating rate decreases, the total amount of heat decreases if the drying time is constant, so the Martens hardness of the first adhesive layer tends to decrease.
- the Martens hardness of the first adhesive layer tends to increase.
- the Martens hardness of the first adhesive layer tends to decrease.
- the wind speed is increased, the drying speed is increased, and the Martens hardness of the first adhesive layer tends to increase.
- the wind speed is decreased, the drying speed is decreased, and the Martens hardness of the first adhesive layer tends to decrease.
- the drying conditions are appropriately set so that the Martens hardness of the first adhesive layer is within a predetermined range.
- the drying temperature is, for example, 80°C or higher, may be 85°C or higher, or may be 90°C or higher.
- the drying temperature is, for example, 130°C or lower, may be 120°C or lower, or may be 110°C or lower.
- the drying temperature is 80°C or higher and 130°C or lower, may be 85°C or higher and 120°C or lower, or may be 90°C or higher and 110°C or lower.
- the drying time is, for example, 1 minute or more, may be 1 minute 30 seconds or higher, or may be 2 minutes or higher.
- the drying time is, for example, 15 minutes or less, may be 10 minutes or less, or may be 8 minutes or less. Specifically, the drying time is 1 minute or more and 15 minutes or less, may be 1 minute 30 seconds or higher and 10 minutes or lower, or may be 2 minutes or higher and 8 minutes or lower.
- the heating rate is, for example, 0.2°C/second or more, may be 0.5°C/second or more, or may be 0.8°C/second or more.
- the temperature rise rate is, for example, 5.0°C/sec or less, may be 4.0°C/sec or less, or may be 3.0°C/sec or less.
- the temperature rise rate is 0.2°C/sec or more and 5.0°C/sec or less, 0.5°C/sec or more and 4.0°C/sec or less, or 0.8°C/sec or more and 3.0°C/sec or less.
- the wind speed is, for example, 1 m/sec or more, 3 m/sec or more, or 5 m/sec or more.
- the wind speed is, for example, 20 m/sec or less, 18 m/sec or less, or 15 m/sec or less.
- the wind speed is 1 m/sec or more and 20 m/sec or less, 3 m/sec or more and 18 m/sec or less, or 5 m/sec or more and 15 m/sec or less.
- the tack of the first adhesive layer is less than a predetermined value.
- the tack of the first adhesive layer is the same as the tack of the first adhesive layer in the adhesive sheet described above.
- the method for producing an adhesive sheet in the present disclosure may include a second adhesive layer forming step of forming a second adhesive layer by applying a second adhesive composition containing a second curable adhesive to the other surface side of the substrate or one surface side of the separator, and drying it.
- the second adhesive composition is dried so that the Martens hardness of the second adhesive layer is 20 N/mm 2 or more and 130 N/mm 2 or less.
- the second adhesive layer forming step is the same as the first adhesive layer forming step described above.
- the first adhesive layer forming process and the second adhesive layer forming process may be performed simultaneously or sequentially. In particular, it is preferable to perform the first adhesive layer forming process and the second adhesive layer forming process simultaneously. If the first adhesive layer forming process and the second adhesive layer forming process are performed sequentially, the first adhesive layer or the second adhesive layer will be dried more, and the drying conditions may deviate from the preferable conditions. If the first adhesive layer forming process and the second adhesive layer forming process are performed sequentially, the drying conditions may be set so that the Martens hardness of the first adhesive layer and the second adhesive layer after the first adhesive layer forming process and the second adhesive layer forming process are within a predetermined range.
- the drying conditions in the second adhesive layer formation process are not particularly limited.
- the first adhesive layer forming process and the second adhesive layer forming process may be performed simultaneously or sequentially. Among them, it is preferable to perform the first adhesive layer forming process and the second adhesive layer forming process simultaneously. Alternatively, it is preferable to form the first adhesive layer and the second adhesive layer by applying the first adhesive composition to one side of the substrate, applying the second adhesive composition to one side of the separator, laminating the coating of the second adhesive composition with the separator to the other side of the substrate, and drying the first adhesive composition and the second adhesive composition. In the case of these procedures, one drying is sufficient, so that the drying conditions of the first adhesive composition are easily adjusted to suitable conditions.
- the first adhesive layer forming process and the second adhesive layer forming process are performed in sequence, the first adhesive layer will be dried more, and the drying conditions may deviate from the suitable conditions.
- the drying conditions may be set so that the Martens hardness of the first adhesive layer after the first adhesive layer forming process and the second adhesive layer forming process is within a predetermined range.
- the adhesive sheet manufacturing method of the present disclosure may include a first intermediate layer forming step of forming a first intermediate layer on one side of the substrate before the first adhesive layer forming step.
- the adhesive sheet manufacturing method of the present disclosure may also include a second intermediate layer forming step of forming a second intermediate layer on the other side of the substrate before the second adhesive layer forming step.
- the materials and forming methods of the first intermediate layer and the second intermediate layer are the same as those described in the above section "A. Adhesive sheet".
- the article manufacturing method in the present disclosure includes a disposing step of disposing the above-mentioned adhesive sheet between a first member and a second member, and a bonding step of curing the adhesive sheet to bond the first member and the second member.
- FIGS. 9(a) and 9(b) are process diagrams showing an example of a method for manufacturing an article according to the present disclosure.
- an adhesive sheet 10 is placed between a first member 20a and a second member 20b.
- the adhesive sheet 10 is cured, for example by heating.
- the first member 20a and the second member 20b are bonded (joined) by the cured adhesive sheet 11. This results in an article 100 in which the adhesive sheet 11 is placed between the first member 20a and the second member 20b.
- the adhesive sheet described above is used, which improves ease of insertion when inserting an adhesive sheet into the gap between two members, when inserting one member into the gap after placing the adhesive sheet in a hole or groove in the other member, or when inserting the other member with the adhesive sheet affixed to it into a hole or groove in the one member. Furthermore, even if the adhesive sheet is folded in advance when placing it between the first and second members, cracking, lifting, and peeling of the adhesive layer can be suppressed. Thus, an article having good adhesion between the first and second members can be obtained.
- Adhesive Sheet The adhesive sheet used in the method for producing an article in the present disclosure is the same as the adhesive sheet described above.
- the method of placing the adhesive sheet between the first member and the second member is not particularly limited.
- a method of inserting an adhesive sheet into the gap between the first member and the second member for example, a method of placing an adhesive sheet in a hole or groove of the first member, and then inserting a second member into the gap after placing an adhesive sheet in the hole or groove of the first member, and a method of inserting a second member with an adhesive sheet placed thereon into a hole or groove of the first member.
- a method of inserting a second member with an adhesive sheet attached thereto into a hole or groove of the first member is included.
- the material and shape of the first and second members are not particularly limited and are selected appropriately depending on the application.
- the method of curing the adhesive sheet may be, for example, heating or light irradiation. Among them, it is preferable to cure the adhesive sheet by heating. The method of curing by heating is also applicable even when the first member and the second member are not transparent, such as when they are made of metal.
- the heating conditions are set appropriately depending on the type of curable adhesive and foaming agent contained in the adhesive layer, the type of substrate, etc.
- the heating temperature is, for example, 130°C or higher and 200°C or lower.
- the heating time is, for example, 3 minutes or higher and 3 hours or lower.
- an adhesive composition was prepared with the composition (parts by mass) shown in Table 1 below. Details of each material listed in Table 1 are shown in Table 2.
- a highly insulating polyethylene naphthalate film (PEN film, manufactured by Toyobo Co., Ltd., Teonex Q5100, thicknesses of 25 ⁇ m, 75 ⁇ m, and 100 ⁇ m) was prepared as a substrate.
- the adhesive composition was applied to one side of this substrate using a coating device so that the thickness after coating would be a specified thickness.
- the first adhesive layer was then formed by drying at a specified temperature for a specified time in a coating and drying device.
- Tack The tack of the first adhesive layer was measured using a tack tester "TAC-II” manufactured by RHESCA, in which a cylindrical stainless steel probe with a diameter of 5 mm was pressed against the surface of the first adhesive layer of the adhesive sheet at a temperature of 23 ⁇ 5°C and a humidity of 50 ⁇ 30% RH with a load of 0.1 N and a speed of 30 mm/min, and the probe was held for 1.0 second, and then peeled off at a speed of 30 mm/min to measure the load at the time of peeling. This measurement was performed five times, and the average value was taken as the tack.
- TAC-II tack tester
- the adhesive sheet was cut into a size of 5 cm x 5 cm, and two adhesive sheets were stacked together with the first adhesive layers overlapping each other.
- the sheets were stored for 10 days in a blocking tester under conditions of 2 kg/ cm2 , 23°C, and 50% RH, and the blocking resistance was evaluated.
- the blocking resistance was evaluated according to the following criteria. A: There is no transfer or peeling of the first adhesive layer, and the adhesive sheets naturally peel off from each other. B: There is no transfer or peeling of the first adhesive layer, and the adhesive sheets do not peel off naturally, but can be peeled off with a very light force.
- C The first adhesive layer was transferred or peeled off, or the adhesive sheets did not peel off naturally and were in such close contact that a peeling sound was heard.
- the adhesive composition contains methyl ethyl ketone as a solvent, and in Table 1, the solids content (%) is the solids concentration of the adhesive composition.
- Tables 3 and 4 show the evaluation results when adhesive composition A is used and the thickness of the substrate, the thickness of the first adhesive layer, the drying temperature, or the type of coating and drying device is changed.
- Table 4 is a summary of Table 3.
- Table 3 shows that the Martens hardness of the first adhesive layer changes depending on the thickness of the substrate, the thickness of the first adhesive layer, the drying temperature, or the type of coating and drying device.
- Table 5 shows the evaluation results when the drying temperature or drying time was changed when adhesive composition A or adhesive composition B was used.
- Table 6 shows the evaluation results when the drying temperature or drying time was changed when adhesive composition C or adhesive composition D was used.
- An adhesive sheet having a substrate and a first adhesive layer disposed on one surface of the substrate and containing a first curable adhesive, The tack of the first adhesive layer is less than 0.1 N; An adhesive sheet, wherein the first adhesive layer has a Martens hardness of 20 N/mm2 or more and 130 N/mm2 or less .
- a second adhesive layer containing a second curable adhesive is provided on the side of the substrate opposite to the first adhesive layer, The tack of the second adhesive layer is less than 0.1 N; The adhesive sheet according to [1], wherein the second adhesive layer has a Martens hardness of 20 N/mm2 or more and 130 N/mm2 or less .
- a second adhesive layer containing a second curable adhesive and a separator are provided in this order on the side of the substrate opposite to the first adhesive layer,
- a method for producing an adhesive sheet comprising a first adhesive layer forming step of applying a first adhesive composition containing a first curable adhesive to one surface side of a substrate, and drying the applied composition to form a first adhesive layer, The tack of the first adhesive layer is less than 0.1 N;
- a method for producing an adhesive sheet wherein in the first adhesive layer forming step, the first adhesive composition is dried so that the first adhesive layer has a Martens hardness of 20 N/mm2 or more and 130 N/ mm2 or less.
- the tack of the second adhesive layer is less than 0.1 N;
- Substrate 2 First adhesive layer 3: Second adhesive layer 4: Separator 5: First intermediate layer 6: Second intermediate layer 10, 10A, 10B, 10C: Adhesive sheet 11: Cured adhesive sheet 20a: First member 20b: Second member 100: Article
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Laminated Bodies (AREA)
- Adhesive Tapes (AREA)
- Adhesives Or Adhesive Processes (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2025515286A JPWO2024219465A1 (https=) | 2023-04-18 | 2024-04-18 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023067746 | 2023-04-18 | ||
| JP2023-067746 | 2023-04-18 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024219465A1 true WO2024219465A1 (ja) | 2024-10-24 |
Family
ID=92840512
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/015421 Ceased WO2024219465A1 (ja) | 2023-04-18 | 2024-04-18 | 接着シート、接着シートの製造方法、および物品の製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (2) | JPWO2024219465A1 (https=) |
| WO (1) | WO2024219465A1 (https=) |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011105217A1 (ja) * | 2010-02-23 | 2011-09-01 | 株式会社 きもと | 粘着シート |
| JP2018021203A (ja) * | 2015-04-10 | 2018-02-08 | 株式会社寺岡製作所 | 接着シート |
| JP2019214729A (ja) * | 2014-10-23 | 2019-12-19 | ソマール株式会社 | 接着シート |
| JP2020076059A (ja) * | 2018-09-26 | 2020-05-21 | 大日本印刷株式会社 | 接着剤組成物および発泡性接着シート |
| JP2021006646A (ja) * | 2020-10-09 | 2021-01-21 | 株式会社寺岡製作所 | 接着シート |
| JP2021155495A (ja) * | 2020-03-25 | 2021-10-07 | 大日本印刷株式会社 | 発泡性接着シートおよび物品の製造方法 |
| WO2022244535A1 (ja) * | 2021-05-20 | 2022-11-24 | ニッカン工業株式会社 | 加熱膨張シート |
| JP2023036159A (ja) * | 2021-09-02 | 2023-03-14 | 大日本印刷株式会社 | 発泡性接着シートおよび物品の製造方法 |
-
2024
- 2024-04-18 JP JP2025515286A patent/JPWO2024219465A1/ja active Pending
- 2024-04-18 WO PCT/JP2024/015421 patent/WO2024219465A1/ja not_active Ceased
- 2024-04-26 JP JP2024072440A patent/JP7556489B1/ja active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011105217A1 (ja) * | 2010-02-23 | 2011-09-01 | 株式会社 きもと | 粘着シート |
| JP2019214729A (ja) * | 2014-10-23 | 2019-12-19 | ソマール株式会社 | 接着シート |
| JP2018021203A (ja) * | 2015-04-10 | 2018-02-08 | 株式会社寺岡製作所 | 接着シート |
| JP2020076059A (ja) * | 2018-09-26 | 2020-05-21 | 大日本印刷株式会社 | 接着剤組成物および発泡性接着シート |
| JP2021155495A (ja) * | 2020-03-25 | 2021-10-07 | 大日本印刷株式会社 | 発泡性接着シートおよび物品の製造方法 |
| JP2021006646A (ja) * | 2020-10-09 | 2021-01-21 | 株式会社寺岡製作所 | 接着シート |
| WO2022244535A1 (ja) * | 2021-05-20 | 2022-11-24 | ニッカン工業株式会社 | 加熱膨張シート |
| JP2023036159A (ja) * | 2021-09-02 | 2023-03-14 | 大日本印刷株式会社 | 発泡性接着シートおよび物品の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2024219465A1 (https=) | 2024-10-24 |
| JP2024154430A (ja) | 2024-10-30 |
| JP7556489B1 (ja) | 2024-09-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7414164B2 (ja) | 発泡性接着シートおよび物品の製造方法 | |
| JP7766062B2 (ja) | 接着剤組成物および発泡性接着シート | |
| JP7722357B2 (ja) | 発泡性接着シートおよび物品の製造方法 | |
| JP7204971B1 (ja) | 発泡性接着シートおよび物品の製造方法 | |
| WO2023176134A1 (ja) | 物品、物品の製造方法、発泡性接着シートおよび接着剤組成物 | |
| JP7838314B2 (ja) | 発泡性接着シートおよび物品の製造方法 | |
| JP7556489B1 (ja) | 接着シート、接着シートの製造方法、および物品の製造方法 | |
| JP7396335B2 (ja) | 発泡性接着シートおよび物品の製造方法 | |
| WO2023167239A1 (ja) | 発泡性接着シートおよび物品の製造方法 | |
| JP7578160B1 (ja) | 物品、物品の製造方法、発泡性接着シートおよび接着剤組成物 | |
| US20250101264A1 (en) | Foaming adhesive sheet and article manufacturing method | |
| WO2024237232A1 (ja) | 発泡性接着シートおよび物品の製造方法 | |
| JP2024080433A (ja) | 発泡性接着シートおよび物品の製造方法 | |
| JP2024098844A (ja) | 発泡性接着シートおよび物品の製造方法 | |
| WO2025022774A1 (ja) | 回転電機用ステータ、回転電機用ロータ、発泡性接着シート、回転電機用ステータの製造方法、および回転電機用ロータの製造方法 | |
| JP2025184543A (ja) | 発泡性接着シート、発泡性接着シートの製造方法、および物品の製造方法 | |
| WO2024236618A1 (ja) | 物品の製造方法、接着剤組成物および発泡性接着シート | |
| JP2025171371A (ja) | 物品の製造方法および、発泡性接着シートおよび接着剤組成物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24792737 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2025515286 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2025515286 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 24792737 Country of ref document: EP Kind code of ref document: A1 |