WO2024203197A1 - 円筒形電池 - Google Patents
円筒形電池 Download PDFInfo
- Publication number
- WO2024203197A1 WO2024203197A1 PCT/JP2024/009250 JP2024009250W WO2024203197A1 WO 2024203197 A1 WO2024203197 A1 WO 2024203197A1 JP 2024009250 W JP2024009250 W JP 2024009250W WO 2024203197 A1 WO2024203197 A1 WO 2024203197A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- negative electrode
- electrode
- core
- mixture layer
- positive electrode
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0431—Cells with wound or folded electrodes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/058—Construction or manufacture
- H01M10/0587—Construction or manufacture of accumulators having only wound construction elements, i.e. wound positive electrodes, wound negative electrodes and wound separators
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Definitions
- This disclosure relates to cylindrical batteries.
- Cylindrical batteries are equipped with a wound electrode body in which a positive electrode and a negative electrode are wound in a spiral shape with a separator between them.
- the winding core of the electrode body generally has a cavity extending in the axial direction. This cavity functions as an exhaust path that guides gas generated in the event of an abnormality in the battery toward the safety valve.
- Patent Document 1 discloses a cylindrical battery equipped with a wound electrode body in which a negative electrode mixture layer is formed on at least one surface of the negative electrode core at the start of winding the electrode body, and which has a non-facing portion that is wound for a predetermined length or more without facing the positive electrode.
- the cylindrical battery of Patent Document 1 improves the shape stability of the winding core, and ensures a sufficient exhaust path in the event of an abnormality.
- the electrode body is also prone to deformation near the winding core in the cylindrical battery of Patent Document 1. If a large deformation of the electrode body occurs in the area where the positive and negative electrodes face each other, the distance between the positive and negative electrodes changes, and problems such as uneven charging and discharging reactions can occur.
- the cylindrical battery according to the present disclosure is a cylindrical battery comprising an electrode body in which a positive electrode and a negative electrode including a core and a mixture layer are wound with a separator interposed therebetween, and the negative electrode has a mixture layer formed on both sides of the core body, and has an opposing portion facing the positive electrode via the separator, and a non-opposing portion extending from the beginning of the opposing portion, which faces the beginning of the positive electrode located at the winding start side of the electrode body on the inner side of the winding via the separator, towards the winding center of the electrode body, and the non-opposing portion includes a double-sided mixture forming portion in which the mixture layer is formed on both sides of the core body and which is wound 0.75 turns or more from the beginning of the opposing portion, and the double-sided mixture forming portion includes a thin-walled portion in which the thickness of the mixture layer is thinner than the thickness of the mixture layer in the opposing portion.
- the cylindrical battery disclosed herein can prevent deformation of the electrode body at the opposing portions of the positive and negative electrodes while ensuring an exhaust path in the event of an abnormality.
- FIG. 2 is an axial cross-sectional view of a cylindrical battery according to an embodiment of the present invention.
- FIG. 2 is a diagram showing a portion of a radial cross section of an electrode body according to an embodiment.
- FIG. 13 is a diagram for explaining a method for evaluating plate deformation.
- cylindrical battery according to the present disclosure is not limited to the embodiment described below.
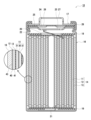
- FIG. 1 is a cross-sectional view of a cylindrical battery 10 according to an embodiment.
- the cylindrical battery 10 has a positive electrode 11, a negative electrode 12, and a separator 13, and is provided with an electrode assembly 14 in which the positive electrode 11 and the negative electrode 12 are wound with the separator 13 interposed therebetween.
- the cylindrical battery 10 also has a cylindrical outer can 16 with a bottom that houses the electrode assembly 14, and a sealing body 17 that closes the opening of the outer can 16.
- the outer can 16 houses an electrolyte together with the electrode assembly 14.
- the outer can 16 has a grooved portion 22 formed in its side wall, and the sealing body 17 is supported by the grooved portion 22 to close the opening of the outer can 16.
- the sealing body 17 side of the cylindrical battery 10 is referred to as the top
- the bottom side of the outer can 16 is referred to as the bottom.
- the negative electrode 12 has a non-facing portion 51 that does not face the positive electrode 11 at the start of winding the electrode body 14, and the non-facing portion 51 includes a first region 52 that is a double-sided mixture formation portion in which a negative electrode mixture layer 41 is formed on both sides of the negative electrode core 40 (see FIG. 2).
- the first region 52 of the non-facing portion 51 ensures a winding core structure of the electrode body 14 that is excellent in shape stability, and a cavity is formed in the winding core along the axial direction.
- the cavity in the winding core functions as an exhaust path that guides gas generated in the event of an abnormality in the battery toward the safety valve.
- the electrolyte may be an aqueous electrolyte, but in this embodiment, a non-aqueous electrolyte is used.
- the non-aqueous electrolyte has lithium ion conductivity.
- the non-aqueous electrolyte may be a liquid electrolyte (electrolytic solution) or a solid electrolyte.
- the cylindrical battery 10 is, for example, a non-aqueous electrolyte secondary battery, and is preferably a lithium ion battery.
- the liquid electrolyte includes a non-aqueous solvent and an electrolyte salt dissolved in the non-aqueous solvent.
- a non-aqueous solvent for example, esters, ethers, nitriles, amides, and mixed solvents of two or more of these are used as the non-aqueous solvent.
- the non-aqueous solvent include ethylene carbonate (EC), ethyl methyl carbonate (EMC), dimethyl carbonate (DMC), diethyl carbonate (DEC), and mixed solvents of these.
- the non-aqueous solvent may contain a halogen-substituted product (e.g., fluoroethylene carbonate, etc.) in which at least a part of the hydrogen of these solvents is replaced with a halogen atom such as fluorine.
- a halogen-substituted product e.g., fluoroethylene carbonate, etc.
- a lithium salt such as LiPF6 is used as the electrolyte salt.
- the solid electrolyte for example, a solid or gel-like polymer electrolyte, an inorganic solid electrolyte, etc. can be used.
- the inorganic solid electrolyte a material known in all-solid-state lithium ion secondary batteries, etc. (for example, an oxide-based solid electrolyte, a sulfide-based solid electrolyte, a halogen-based solid electrolyte, etc.) can be used.
- the polymer electrolyte includes, for example, a lithium salt and a matrix polymer, or a non-aqueous solvent, a lithium salt, and a matrix polymer.
- the matrix polymer for example, a polymer material that absorbs a non-aqueous solvent and gels is used.
- the polymer material for example, a fluororesin, an acrylic resin, a polyether resin, etc. can be used.
- the electrode body 14 has a wound structure in which the positive electrode 11 and the negative electrode 12 are wound in a spiral shape with the separator 13 interposed therebetween.
- the positive electrode 11, the negative electrode 12, and the separator 13 are all long strip-shaped bodies, and are wound in a spiral shape so that they are alternately stacked in the radial direction of the electrode body 14.
- the negative electrode 12 is formed with dimensions slightly larger than the positive electrode 11 to prevent lithium precipitation. In other words, the negative electrode 12 is formed to be longer in the length direction and width direction than the positive electrode 11.
- the separator 13 is formed with dimensions at least slightly larger than the positive electrode 11, and for example, two separators 13 are arranged to sandwich the positive electrode 11.
- the electrode body 14 has a positive electrode lead 20 joined to the positive electrode 11 and a negative electrode lead 21 joined to the negative electrode 12.
- the positive electrode lead 20 is provided in the longitudinal center of the positive electrode 11, away from the winding start end and winding end end of the electrode body 14.
- the negative electrode lead 21 is provided at one longitudinal end of the negative electrode 12 located at the winding start side of the electrode body 14.
- the negative electrode 12 has a first core exposed portion 42 (see FIG. 2) in which the negative electrode mixture layer 41 is not present, which is a portion from the start end 12x of the negative electrode 12, which is one longitudinal end, to the non-facing portion 51.
- the negative electrode lead 21 is joined to the core exposed portion 42.
- the positive electrode 11 has a positive electrode core 30 and a positive electrode mixture layer 31 formed on at least one surface of the core.
- the positive electrode core 30 can be a foil of a metal such as aluminum or an aluminum alloy that is stable in the potential range of the positive electrode 11, or a film with the metal disposed on the surface.
- the positive electrode mixture layer 31 contains a positive electrode active material, a conductive agent such as acetylene black, and a binder such as polyvinylidene fluoride (PVdF), and is preferably formed on both sides of the positive electrode core 30.
- the thickness of the positive electrode mixture layer 31 is, for example, 40 ⁇ m or more and 100 ⁇ m or less.
- a lithium transition metal complex oxide containing Ni, Co, Mn, Al, etc. is used as the positive electrode active material.
- the positive electrode lead 20 is preferably directly bonded to the positive electrode core 30 by ultrasonic welding or the like.
- the negative electrode 12 has a negative electrode core 40 and a negative electrode mixture layer 41 formed on at least one surface of the core.
- the negative electrode core 40 can be made of a foil of a metal such as copper or a copper alloy that is stable in the potential range of the negative electrode 12, or a film with the metal disposed on the surface.
- the negative electrode mixture layer 41 contains a negative electrode active material and a binder such as styrene-butadiene rubber (SBR), and is preferably formed on both sides of the negative electrode core 40.
- the thickness of the negative electrode mixture layer 41 is, for example, 40 ⁇ m or more and 100 ⁇ m or less.
- graphite, a material containing Si, or the like is used as the negative electrode active material.
- the negative electrode lead 21 is preferably directly bonded to the negative electrode core 40 by ultrasonic welding or the like.
- the cylindrical battery 10 is provided with an upper insulating plate 18 that is disposed between the sealing body 17 and the electrode group and has an opening through which the positive electrode lead 20 passes.
- the electrode group refers to the portion of the electrode body 14 that is composed of the positive electrode 11, the negative electrode 12, and the separator 13, excluding the positive electrode lead 20 and the negative electrode lead 21.
- the cylindrical battery 10 also has a lower insulating plate 19 that is disposed between the electrode group and the inner bottom surface of the outer can 16 and has an opening through which the negative electrode lead 21 passes.
- the positive electrode lead 20 extends through the opening of the upper insulating plate 18 toward the sealing body 17, and the negative electrode lead 21 extends through the opening of the lower insulating plate 19 toward the bottom side of the outer can 16.
- the positive electrode lead 20 is connected to the underside of the bottom plate 23 of the sealing body 17 by welding or the like, and the sealing body 17 serves as the positive electrode terminal.
- the negative electrode lead 21 is connected to the inner surface of the bottom of the outer can 16 by welding or the like, and the outer can 16 serves as the negative electrode terminal.
- the negative electrode 12 is disposed on the outermost surface of the electrode body 14, and a second core exposed portion 43 is provided where the surface of the negative electrode core 40 is exposed.
- the core exposed portion 43 abuts against the inner surface of the exterior can 16.
- the core exposed portion 43 abuts against the inner surface of the exterior can 16, which is the negative electrode terminal, electrically connecting both ends in the length direction of the negative electrode 12 to the exterior can 16, ensuring good current collection.
- the core exposed portion 43 may be provided on a part of the outermost surface of the electrode body 14, but is preferably provided over the entire outermost surface. For example, a portion where the negative electrode mixture layer 41 is not present is provided on both sides of the negative electrode core 40 for a length of at least one revolution of the electrode body 14 from the winding end of the negative electrode 12.
- the outer can 16 is a cylindrical metal container with a bottom.
- a gasket 28 is provided between the outer can 16 and the sealing body 17 to seal the inside of the battery.
- the outer can 16 has a grooved portion 22 that supports the sealing body 17, formed, for example, by pressing the side portion from the outside.
- the grooved portion 22 is preferably formed in an annular shape along the circumferential direction of the outer can 16, and supports the sealing body 17 on its upper surface.
- the upper end of the outer can 16 is bent inward and crimped to the peripheral edge of the sealing body 17.
- the sealing body 17 has a structure in which, in order from the electrode body 14 side, a bottom plate 23, a lower valve body 24, an insulating member 25, an upper valve body 26, and a cap 27 are stacked.
- Each member constituting the sealing body 17 has, for example, a disk or ring shape, and each member except for the insulating member 25 is electrically connected to each other.
- the lower valve body 24 and the upper valve body 26 are connected to each other at their respective centers, and the insulating member 25 is interposed between their respective peripheral edges.
- Figure 2 is a radial cross-sectional view of the winding core of the electrode body 14 and its vicinity.
- the separator 13 is omitted from illustration in order to clarify the drawing.
- the positive electrode core 30 and the positive electrode mixture layer 31 are also omitted from illustration.
- the negative electrode 12 has a negative electrode mixture layer 41 formed on both sides of the negative electrode core 40, a facing portion 50 facing the positive electrode 11 via the separator 13, and a non-facing portion 51 extending toward the winding center Z of the electrode body 14 so as not to face the positive electrode 11 via the separator 13.
- the non-facing portion 51 extends toward the winding center Z of the electrode body 14 from a start end 50x of the facing portion 50 facing the start end 11x of the positive electrode 11 on the inside of the winding via the separator 13.
- the non-facing portion 51 includes a first region 52, which is a double-sided mixture formation portion in which the negative electrode mixture layer 41 is formed on both sides of the negative electrode core 40 and wound 0.75 turns or more from the start end 50x of the facing portion 50.
- the first region 52 of the non-facing portion 51 has the negative electrode mixture layer 41, but does not face the positive electrode 11 and therefore does not contribute to the charging and discharging of the battery.
- the first region 52 has high rigidity because it has the negative electrode mixture layer 41, which contributes to stabilizing the shape of the winding core part of the electrode body 14 and ensures an exhaust path for gas that is generated when an abnormality occurs in the battery.
- the starting end 11x of the positive electrode 11 refers to one end in the length direction of the positive electrode 11 located on the winding start side (winding core side) of the electrode body 14.
- the starting end 12x of the negative electrode 12 refers to one end in the length direction of the negative electrode 12 located on the winding start side of the electrode body 14.
- the starting end 12x of the negative electrode 12 is located closer to the winding center Z than the starting end 11x of the positive electrode 11.
- the non-facing portion 51 is formed with a length of 0.75 or more revolutions from the starting end 50x of the facing portion 50, and in this embodiment, has a length of 1.0 or more revolutions and 3.0 or less revolutions.
- the first region 52 is formed with a length of at least 0.75 revolutions from the starting end 50x of the facing portion 50, and preferably has a length of 0.75 or more revolutions and 1.5 or less revolutions, more preferably 0.9 or more revolutions and 1.5 or less revolutions, and particularly preferably 1.0 or more revolutions and 1.3 or less revolutions. In this case, it becomes easy to ensure a good exhaust path in the winding core portion while suppressing deformation of the electrode plate.
- the non-facing portion 51 includes a first region 52 and a second region 53 in which at least one surface of the negative electrode core 40 is exposed.
- the second region 53 may have a negative electrode mixture layer 41 on one surface of the negative electrode core 40, but in this embodiment, it corresponds to a first core exposed portion 42 in which both surfaces of the negative electrode core 40 are exposed.
- the non-facing portion 51 includes the second region 53, which is a core exposed portion, between the start end 52x of the first region 52 located on the winding start side of the electrode body 14 and the start end 12x of the negative electrode 12.
- the non-facing portion 51 stabilizes the shape of the winding core portion and is thought to contribute to suppressing deformation of the electrode plate by mitigating stress caused by expansion and contraction of the electrode body 14 during charging and discharging.
- the negative electrode lead 21 is joined to the second region 53 of the non-facing portion 51.
- the second region 53 is restrained by the outer casing can 16, which makes it easier for deformation of the electrode plate to occur at the opposing portion of the positive and negative electrodes during charging and discharging.
- a thin portion 54 into the first region 52 of the non-facing portion 51, deformation of the electrode plate can be effectively suppressed.
- the length of the second region 53 is not particularly limited, but from the viewpoint of ensuring the bonding area of the negative electrode lead 21, it is preferable that the length be 0.5 circumference or more.
- the negative electrode lead 21 is, for example, a metal thin plate mainly composed of a metal such as nickel, and has a thickness of 50 ⁇ m to 100 ⁇ m.
- the negative electrode lead 21 is bonded to the outer surface of the second region 53 facing outward of the electrode body 14, for example, at a position away from the starting end 12x of the negative electrode 12 and the first region 52.
- the first region 52 of the non-facing portion 51 is a portion where the negative electrode mixture layer 41 is formed on both sides of the negative electrode core 40 as described above.
- the first region 52 is formed with a length of 0.75 or more revolutions from the starting end 50x of the facing portion 50 toward the starting end 12x of the negative electrode 12, and includes a thin-walled portion 54 in which the thickness of the negative electrode mixture layer 41 is thinner than the thickness of the negative electrode mixture layer 41 in the facing portion 50 in at least a part of the first region 52.
- the introduction of the thin-walled portion 54 makes it possible to effectively suppress deformation of the electrode plate while maintaining the shape stability of the winding core portion.
- the thin-walled portion 54 is preferably formed from the starting end 52x of the first region 52 toward the end of the winding. That is, the thin-walled portion 54 is formed in a predetermined length range of the first region 52 adjacent to the second region 53. In this case, the effect of suppressing plate deformation is improved and the negative electrode 12 is also easier to manufacture.
- the thin-walled portion 54 may be formed over the entire length of the first region 52, but from the standpoint of suppressing lithium precipitation, it is preferable that it is not formed in the vicinity of the starting end 11x of the positive electrode 11.
- the thin-walled portion 54 is formed, for example, with a length (length along the length direction of the negative electrode 12) that is 10% to 90% of the length of the first region 52 from the starting end 52x of the first region 52. If the length of the thin-walled portion 54 is within this range, the exhaust path of the winding core is ensured and deformation of the electrode plate is effectively suppressed.
- the length of the thin-walled portion 54 is preferably 20% to 80% of the length of the first region 52, more preferably 30% to 70%, and particularly preferably 40% to 60%. If the length of the thin-walled portion 54 is within this range, the effect of introducing the thin-walled portion 54 will be more pronounced. Although the thin-walled portion 54 can be formed intermittently in the length direction of the negative electrode 12, it is preferable to form it continuously.
- the thickness of the negative electrode mixture layer 41 in the thin portion 54 is, for example, 10% to 90% of the thickness of the negative electrode mixture layer 41 in the opposing portion 50. If the thickness of the thin portion 54 is within this range, the exhaust path of the winding core is ensured and the electrode plate deformation is effectively suppressed. In the thin portion 54, the total thickness of the negative electrode mixture layer 41 formed on each side of the negative electrode core 40 only needs to be thinner than in the opposing portion 50, and the thicknesses of the negative electrode mixture layers 41 on each side may differ from each other, but in this embodiment, they have the same thickness.
- the thickness of the negative electrode mixture layer 41 in the thin portion 54 is preferably 20% to 80% of the thickness of the negative electrode mixture layer 41 in the opposing portion 50, more preferably 30% to 70%, and particularly preferably 40% to 60%. If the thickness of the thin portion 54 is within this range, the effect of introducing the thin portion 54 becomes more pronounced. Note that the thickness of the negative electrode mixture layer 41 in the thin portion 54 may vary in the length direction or width direction of the negative electrode 12, but in this embodiment, the thickness is substantially the same throughout the thin portion 54.
- the thin-walled portion 54 is formed within a range of 1.0 circumference or less from the starting end 50x of the facing portion 50. In this case, the effect of introducing the thin-walled portion 54 becomes more pronounced. If the length of the first region 52 is 1.0 circumference or less, the entire thin-walled portion 54 will be formed within that range. On the other hand, if the length of the first region 52 exceeds 1.0 circumference, it is preferable to adjust the length of the thin-walled portion 54 so that a portion of the thin-walled portion 54 is formed within a range of 1.0 circumference or less.
- Example 1 [Preparation of Positive Electrode] Lithium nickel oxide (LiNi 0.88 Co 0.09 Al 0.03 O 2 ) containing cobalt and aluminum was used as the positive electrode active material.
- the positive electrode active material, acetylene black, and polyvinylidene fluoride were mixed in a solid content mass ratio of 98:1:1, and a positive electrode mixture slurry was prepared using N-methylpyrrolidone (NMP) as a dispersion medium.
- NMP N-methylpyrrolidone
- the slurry was applied to both sides of a positive electrode core made of a long aluminum foil with a thickness of 15 ⁇ m, and the coating was dried and compressed to obtain a positive electrode in which a positive electrode mixture layer (one-side thickness: 90 ⁇ m, density: 3.6 g/cm 3 ) was formed on both sides of the positive electrode core.
- a core exposed portion where no positive electrode mixture layer exists was provided in the center of the length direction of the positive electrode, and an aluminum positive electrode lead was ultrasonically welded to the exposed portion.
- the negative electrode active material As the negative electrode active material, a mixture of graphite powder and a Si-containing material in a mass ratio of 95:5 was used. The negative electrode active material, a dispersion of styrene butadiene rubber, and sodium carboxymethylcellulose were mixed in a solid content mass ratio of 98:1:1, and a negative electrode mixture slurry was prepared using water as a dispersion medium. The negative electrode mixture slurry was applied to both sides of a negative electrode core made of a long copper foil with a thickness of 8 ⁇ m, leaving the negative electrode core exposed portion described later, and the coating was dried and compressed to obtain a negative electrode in which a negative electrode mixture layer was formed on both sides of the negative electrode core.
- the thickness of the negative electrode mixture layer was 188 ⁇ m (one-side thickness: 94 ⁇ m, density: 1.6 g/cm 3 ) excluding the thin-walled portion described later.
- a double-sided mixture forming portion (first region) in which a negative electrode mixture layer was formed on both sides of the negative electrode core was also provided in the non-facing portion of the negative electrode extending from the starting end of the facing portion of the negative electrode toward the winding center, over a length equivalent to one circumference (12.6 mm) from the starting end of the facing portion.
- a first and a second core exposed portion in which the negative electrode mixture layer does not exist were provided within a predetermined length range from both ends in the longitudinal direction of the negative electrode, and a nickel negative electrode lead was ultrasonically welded to the first core exposed portion.
- a thin-walled portion in which the thickness of the negative electrode mixture layer was thinner than the other portions was provided in a region of a predetermined length adjacent to the first core exposed portion to which the negative electrode lead was joined.
- the thin-walled portion was formed by applying a smaller amount of negative electrode mixture slurry than the other portions, and the thickness of the negative electrode mixture layer in the thin-walled portion was 94 ⁇ m (one-side thickness: 47 ⁇ m, density: 1.6 g/cm 3 ).
- the length of the thin-walled portion was 6.3 mm from the start of the first region. This length corresponds to 50% of the length of the first region.
- the positive electrode, the negative electrode, and the polyethylene separator were spirally wound using a cylindrical winding core member, and a winding stop tape was attached to both axial ends of the outermost peripheral surface to obtain a wound-type electrode body.
- the negative electrode was arranged so that the first core exposed portion to which the negative electrode lead was joined was located at the start of winding of the electrode body. That is, the second core exposed portion of the negative electrode was located at the end of winding of the electrode body.
- the negative electrode was extended from the start of the facing portion that faces the start of the positive electrode and the inside of the winding through the separator at the start of winding of the electrode body, and a non-facing portion that does not face the positive electrode was provided.
- the non-facing portion there is a first region in which a negative electrode mixture layer is formed on both sides of the negative electrode core body over the length of one revolution from the start of the facing portion, and 50% of the length is a thin-walled portion.
- the winding core member was removed to obtain a wound-type electrode body in which a cavity was formed in the winding core portion.
- VC vinylene carbonate
- DMC dimethyl carbonate
- the negative electrode lead was welded to the inner bottom surface of a cylindrical outer can with a bottom, and the positive electrode lead was welded to the internal terminal plate of the sealing body to house the electrode body in the outer can.
- a nonaqueous electrolyte was injected into the outer can under reduced pressure, and the opening of the outer can was sealed with the sealing body via a gasket to obtain a cylindrical battery.
- the second core exposed portion of the negative electrode forms the outermost surface of the electrode body and is in contact with the inner surface of the outer can.
- Example 2 A cylindrical battery was fabricated in the same manner as in Example 1, except that the thickness of the negative electrode mixture layer in the thin portion was changed to 85% of the thickness of the negative electrode mixture layer in the opposing portion.
- Example 3 A cylindrical battery was produced in the same manner as in Example 1, except that the length of the first region was changed to 1.5 revolutions, the length of the thin-walled portion was changed to 87% of the length of the first region, and the thickness of the negative electrode mixture layer of the thin-walled portion was changed to 80% of the thickness of the negative electrode mixture layer of the opposing portion.
- Example 4 A cylindrical battery was fabricated in the same manner as in Example 1, except that the length of the thin-walled portion was changed to 15% of the length of the first region.
- Example 1 A cylindrical battery was fabricated in the same manner as in Example 1, except that no thin portion was provided and the thickness of the negative electrode mixture layer in the entire first region was made the same as the thickness of the negative electrode mixture layer in the opposing portion.
- Configuration 1 A cylindrical battery comprising an electrode body in which a positive electrode and a negative electrode including a core and a mixture layer are wound with a separator interposed therebetween, wherein the negative electrode has an opposing portion in which the mixture layer is formed on both sides of the core, and which faces the positive electrode via the separator, and a non-opposing portion extending from a starting end of the opposing portion that faces a starting end of the positive electrode located on the winding start side of the electrode body, on the inside of the winding, via the separator, towards the winding center of the electrode body, wherein the non-opposing portion includes a double-sided mixture forming portion in which the mixture layer is formed on both sides of the core, and which is wound 0.75 turns or more from the starting end of the opposing portion, and the double-sided mixture forming portion includes a thin-walled portion in which the thickness of the mixture layer is thinner than the thickness of the mixture layer in the opposing portion.
- Configuration 2 The cylindrical battery according to configuration 1, wherein the thin-walled portion is formed with a length from a start end of the double-sided mixture forming portion to 20% or more and 80% or less of the length of the double-sided mixture forming portion.
- Configuration 3 The cylindrical battery according to configuration 1 or 2, wherein the thickness of the mixture layer in the thin-walled portion is 40% or more and 80% or less of the thickness of the mixture layer in the opposing portion.
- Configuration 4 The cylindrical battery according to any one of configurations 1 to 3, wherein the double-sided mixture forming portion has a length of 0.75 to 1.5 circumferences, and at least a portion of the thin-walled portion is formed in a range of 1.0 circumference or less from a start end of the opposing portion.
- Configuration 5 The cylindrical battery according to any one of configurations 1 to 4, wherein the electrode body has a negative electrode lead, the non-facing portion includes a core exposed portion in which at least one surface of the core is exposed between a start end of the double-sided mixture forming portion and a start end of the negative electrode, and the negative electrode lead is joined to the core exposed portion.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Secondary Cells (AREA)
- Battery Electrode And Active Subsutance (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2025510219A JPWO2024203197A1 (https=) | 2023-03-28 | 2024-03-11 | |
| EP24779328.4A EP4693585A4 (en) | 2023-03-28 | 2024-03-11 | CYLINDRICAL BATTERY |
| CN202480019746.9A CN120814085A (zh) | 2023-03-28 | 2024-03-11 | 圆筒形电池 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023051832 | 2023-03-28 | ||
| JP2023-051832 | 2023-03-28 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024203197A1 true WO2024203197A1 (ja) | 2024-10-03 |
Family
ID=92904276
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/009250 Ceased WO2024203197A1 (ja) | 2023-03-28 | 2024-03-11 | 円筒形電池 |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP4693585A4 (https=) |
| JP (1) | JPWO2024203197A1 (https=) |
| CN (1) | CN120814085A (https=) |
| WO (1) | WO2024203197A1 (https=) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013137946A (ja) * | 2011-12-28 | 2013-07-11 | Panasonic Corp | 非水電解液二次電池 |
| JP2017004892A (ja) * | 2015-06-15 | 2017-01-05 | 株式会社Gsユアサ | 蓄電素子、及び蓄電素子の製造方法 |
| WO2018116876A1 (ja) | 2016-12-22 | 2018-06-28 | 三洋電機株式会社 | 円筒形の非水電解質二次電池 |
| WO2018180748A1 (ja) * | 2017-03-28 | 2018-10-04 | 三洋電機株式会社 | 非水電解質二次電池 |
| WO2019131030A1 (ja) * | 2017-12-28 | 2019-07-04 | 三洋電機株式会社 | 非水電解質二次電池 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20210119263A1 (en) * | 2017-03-24 | 2021-04-22 | Sanyo Electric Co., Ltd. | Nonaqueous electrolyte secondary battery |
-
2024
- 2024-03-11 WO PCT/JP2024/009250 patent/WO2024203197A1/ja not_active Ceased
- 2024-03-11 JP JP2025510219A patent/JPWO2024203197A1/ja active Pending
- 2024-03-11 EP EP24779328.4A patent/EP4693585A4/en active Pending
- 2024-03-11 CN CN202480019746.9A patent/CN120814085A/zh active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013137946A (ja) * | 2011-12-28 | 2013-07-11 | Panasonic Corp | 非水電解液二次電池 |
| JP2017004892A (ja) * | 2015-06-15 | 2017-01-05 | 株式会社Gsユアサ | 蓄電素子、及び蓄電素子の製造方法 |
| WO2018116876A1 (ja) | 2016-12-22 | 2018-06-28 | 三洋電機株式会社 | 円筒形の非水電解質二次電池 |
| WO2018180748A1 (ja) * | 2017-03-28 | 2018-10-04 | 三洋電機株式会社 | 非水電解質二次電池 |
| WO2019131030A1 (ja) * | 2017-12-28 | 2019-07-04 | 三洋電機株式会社 | 非水電解質二次電池 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4693585A1 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2024203197A1 (https=) | 2024-10-03 |
| EP4693585A4 (en) | 2026-04-15 |
| EP4693585A1 (en) | 2026-02-11 |
| CN120814085A (zh) | 2025-10-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2018079291A1 (ja) | 非水電解質二次電池用電極及び非水電解質二次電池 | |
| WO2018168628A1 (ja) | 非水電解質二次電池 | |
| JP7763174B2 (ja) | 非水電解質二次電池 | |
| JP2020149881A (ja) | 二次電池 | |
| WO2018079292A1 (ja) | 非水電解質二次電池用電極及び非水電解質二次電池 | |
| JP7601772B2 (ja) | 非水電解質二次電池及び非水電解質二次電池の製造方法 | |
| WO2024181051A1 (ja) | 円筒形電池 | |
| WO2024203197A1 (ja) | 円筒形電池 | |
| TW202408066A (zh) | 二次電池 | |
| WO2024143257A1 (ja) | 円筒形電池 | |
| WO2024143254A1 (ja) | 円筒形電池 | |
| WO2025205815A1 (ja) | 円筒形電池 | |
| WO2024142995A1 (ja) | 円筒形電池 | |
| EP4675724A1 (en) | Cylindrical battery | |
| JP7653922B2 (ja) | 非水電解質二次電池 | |
| WO2025204908A1 (ja) | 二次電池 | |
| WO2026070869A1 (ja) | 二次電池及び二次電池用正極 | |
| WO2025225437A1 (ja) | 非水電解質二次電池 | |
| WO2026094772A1 (ja) | 円筒形電池 | |
| WO2025205921A1 (ja) | 円筒形電池 | |
| WO2025028428A1 (ja) | 二次電池 | |
| WO2024247781A1 (ja) | 円筒形電池 | |
| WO2025142517A1 (ja) | 非水電解質二次電池 | |
| WO2025047117A1 (ja) | 非水電解質二次電池 | |
| WO2026070044A1 (ja) | 非水電解質二次電池 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24779328 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2025510219 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2025510219 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: CN2024800197469 Country of ref document: CN Ref document number: 202480019746.9 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202547089045 Country of ref document: IN |
|
| WWP | Wipo information: published in national office |
Ref document number: 202547089045 Country of ref document: IN Ref document number: 202480019746.9 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024779328 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2024779328 Country of ref document: EP Effective date: 20251028 |
|
| ENP | Entry into the national phase |
Ref document number: 2024779328 Country of ref document: EP Effective date: 20251028 |
|
| ENP | Entry into the national phase |
Ref document number: 2024779328 Country of ref document: EP Effective date: 20251028 |
|
| ENP | Entry into the national phase |
Ref document number: 2024779328 Country of ref document: EP Effective date: 20251028 |
|
| ENP | Entry into the national phase |
Ref document number: 2024779328 Country of ref document: EP Effective date: 20251028 |
|
| ENP | Entry into the national phase |
Ref document number: 2024779328 Country of ref document: EP Effective date: 20251028 |
|
| ENP | Entry into the national phase |
Ref document number: 2024779328 Country of ref document: EP Effective date: 20251028 |
|
| ENP | Entry into the national phase |
Ref document number: 2024779328 Country of ref document: EP Effective date: 20251028 |
|
| WWP | Wipo information: published in national office |
Ref document number: 2024779328 Country of ref document: EP |