WO2024142677A1 - 歯ブラシ - Google Patents
歯ブラシ Download PDFInfo
- Publication number
- WO2024142677A1 WO2024142677A1 PCT/JP2023/041832 JP2023041832W WO2024142677A1 WO 2024142677 A1 WO2024142677 A1 WO 2024142677A1 JP 2023041832 W JP2023041832 W JP 2023041832W WO 2024142677 A1 WO2024142677 A1 WO 2024142677A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- brush
- filaments
- head
- area
- filament
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images










Classifications
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46B—BRUSHES
- A46B1/00—Brush bodies and bristles moulded as a unit
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46B—BRUSHES
- A46B15/00—Other brushes; Brushes with additional arrangements
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46B—BRUSHES
- A46B5/00—Brush bodies; Handles integral with brushware
Definitions
- the present invention provides a toothbrush that can prevent molding defects in the brush body, even when using a wide-type brush body that is molded by integral molding.
- FIG. 4A to 4C are first cross-sectional views showing a molding process of the brush molded body of the first embodiment.
- 5 is a second cross-sectional view showing the molding process of the brush molded body of the first embodiment.
- FIG. 6 is a third cross-sectional view showing the molding process of the brush molded body of the first embodiment.
- FIG. 11 is a front view showing a brush molded body according to a second embodiment.
- FIG. 11 is a front view showing a brush molded body according to a third embodiment.
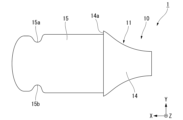
- Fig. 4 is a front view showing the insertion portion 15 of this embodiment.
- Fig. 5 is a side view showing the insertion portion 15 of this embodiment. 4
- the shape of the insertion portion 15 in the present embodiment when viewed from the front extends with a constant width from the rear end side to the front end side, and then narrows and then widens at the pair of recesses 15a, 15b, changing in a curved manner so that the width of the insertion portion 15 is narrower than the width of the first opposing surface 14a.
- polyurethane has a wider range of hardness to choose from than the other elastomers, and the resin hardness can be selected in consideration of the usability (for example, bending of the tip of the brush molded body) according to the thickness of the brush molded body 20.
- the hardness of polyurethane is preferably a Shore hardness of A90 or more and A100 or less, or a Shore hardness of D40 or more and D70 or less. If the hardness of polyurethane is softer than Shore 90A, it is easily deformed when formed with a thin wall, so the fit is weak and the brush molded body 20 is easily removed when the toothbrush 1 is used.
- the temperature of each filament 28 is high and in a soft state, so if the releasability of the first mold 31 decreases, the filaments 28 become more likely to tear and crack, and the shape and dimensions of the filaments 28 are less likely to satisfy the desired specifications.
- the occurrence of tears and cracks in the brush body 20 including the filaments 28 during the molding process of the brush body 20, and the failure of the shape, etc. of the brush body 20 to meet the desired specifications may simply be referred to as molding defects.
- the slide core 33 is moved toward the rear end and released from the head base 21.
- the brush body 20 is then removed from the second mold 32 to the front side, completing the molding process of the brush body 20.
- the width Wb of the brush molding 20 i.e., the dimension in the width direction, is 14 mm or more. This allows the head portion 5 of the toothbrush 1 to be made wide, i.e., a wide head, so that the user can efficiently clean the tooth surface with the toothbrush 1.
- the width Wb of the brush molding 20 is the maximum width of the brush molding 20.
- the ratio of the second cross-sectional area Sc2 to the first cross-sectional area Sc1 is 40% or more and 90% or less.
- the cross-sectional area of the filaments 28 in which more than half of the cross-sectional area ...
- the second head area Sh2 is equal to or greater than 5 mm 2 and equal to or less than 30 mm 2 . If the second head area Sh2 is smaller than 5 mm2 , during the molding process of the brush molding body 20, the distance between the abutment surface 32b of the slide core 33 and the filament 28 arranged on the rear end side becomes too short, and as described above, the resin density of the filament 28 arranged on the rear end side tends to become large, and the releasability of the filament 28 and the first mold 31 tends to decrease.
- the second head area Sh2 is larger than 30 mm2, the volume of the brush molding 20 becomes too large, and as described above, the fluidity of the resin decreases during the molding process of the brush molding 20, making it easier for molding defects to occur in the multiple filaments 28.
- the second head area Sh2 is 5 mm2 or more and 30 mm2 or less, so that a decrease in the releasability of the first mold 31 can be suppressed and molding defects can be suppressed from occurring in the multiple filaments 28.
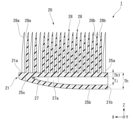
- the first filaments 28a are provided in the first brush section 21e.
- the first brush section 21e has four rows of the first filaments 28a spaced apart from each other in the width direction, which are arranged in a line in the longitudinal direction.
- the number of first filaments 28a in each row is four or more and eleven or less.
- the first brush section 21e is a portion of the head base section 21 that is located on the tip side of the rear end of each of the rear end ends of the first filaments 28a that make up the row of first filaments 28a located at the rearmost end side.
- the number of second filaments 28b provided per unit length in the longitudinal direction is greater than the number of first filaments 28a provided per unit length in the longitudinal direction in the first brush portion 21e. Therefore, in the molding process of the brush molding 20, the release resistance when the first mold 31 is released from the brush molding 20 is greater in the second brush portion 21f than in the first brush portion 21e.
- the ratio of the cross-sectional area of the base of the second filaments 28b to the cross-sectional area of the base of the first filaments 28a is preferably 90% or more and 115% or less.
- the base shapes of all the filaments 28 may be the same shape. That is, when viewed in the thickness direction, the base shapes of all the filaments 28 may be triangular or rectangular.
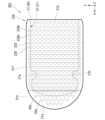
- the shortest widthwise distance W1 between the outer edge of the head base 21 and the filaments 28 is 0.3 mm or more and 1.5 mm or less when viewed in the thickness direction.
- the resin does not easily flow in the longitudinal direction in the portion of the second cavity 32a located on the rear side of the first cavity 31b shown in FIG. 10. Therefore, in order to smoothly supply resin to the rear end portion of the second cavity 32a and the rear end portion of the first cavity 31b, it is necessary to lengthen the shortest widthwise distance W1 of the head outer edge 26, which is the portion between the outer edge of the head base 21 and the filaments 28 shown in FIG. 9, and increase the amount of resin flowing from the tip side to the rear end side via the head outer edge 26.
- the shortest widthwise distance W1 of the head outer edge 26 is shorter than 0.3 mm, it becomes difficult for the resin to flow toward the rear end via the head outer edge 26 during the molding process of the brush molding body 20. This makes it difficult to fill the rear end portion of the brush molding body 20 with resin, making molding defects more likely to occur in the multiple filaments 28 located on the rear end side. If the filling pressure for filling the resin into the mold 30 is increased in order to prevent such molding defects from occurring, the releasability of the first mold 31 will decrease, as described above.
- the shortest widthwise distance W1 of the head outer edge 26 is 0.3 mm or more and 1.5 mm or less, which can prevent molding defects from occurring in the multiple filaments 28, etc., and can also prevent a decrease in the releasability of the first mold 31.
- the amount of resin supplied to the filament 28 arranged in the center in the width direction is likely to be insufficient, and molding defects are likely to occur in the filament 28.
- the first interval Ls1 is easy to be made large and the second interval Ls2 is easy to be made small, so that the feeling of cleaning can be improved and molding defects can be suppressed in the filament 28 arranged in the center in the width direction.
- the number of filaments 28 arranged side by side in the width direction is preferably 4 or more and 17 or less, and more preferably 7 or more and 13 or less.
- the number of filaments 28 arranged side by side in the longitudinal direction is preferably 10 or more and 27 or less, and more preferably 13 or more and 22 or less.
- the number of filaments 28 in the brush molding 20 is preferably 140 or more and 320 or less.
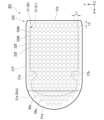
- the ratio of the minimum width W3 of the neck portion 13, i.e., the minimum dimension in the width direction, to the maximum width W2 of the head base portion 21, i.e., the maximum dimension in the width direction, is 20% or more and 35% or less. If the ratio of the minimum width W3 of the neck portion 13 to the maximum width W2 of the head base portion 21 is less than 20%, the strength of the neck portion 13 will be too small, and there is a risk that the neck portion 13 will break when the toothbrush 1 is in use.
- the ratio of the minimum width W3 of the neck portion 13 to the maximum width W2 of the head base portion 21 is greater than 35%, the volume of the brush molding 20 that occupies in the oral cavity when the toothbrush 1 is in use will increase, which may reduce the maneuverability of the toothbrush 1 in the oral cavity.
- the ratio of the minimum width W3 of the neck portion 13 to the maximum width W2 of the head base portion 21 is 20% or more and 35% or less, which prevents the neck portion 13 from breaking when the toothbrush 1 is in use, while improving the maneuverability of the toothbrush 1 in the oral cavity.
- the thickness of the head base 21, i.e., the dimension in the thickness direction of the head base 21, is defined as the head thickness Th
- the thickness of the first portion 25a of the head base 21, which is the portion on the front side of the insertion hole 27, is defined as the first head thickness Th1.
- the first head thickness Th1 is 1.0 mm or more and 2.0 mm or less
- the ratio of the first head thickness Th1 to the head thickness Th is 20% or more and 35% or less.
- the stiffness of the first portion 25a in the thickness direction becomes too small, so that in the process of molding the brush molding 20, when the first mold 31 is released from the brush molding 20, the first portion 25a is likely to bend in the thickness direction due to the release resistance between the multiple filaments 28 and the first mold 31.
- the extension direction of the multiple filaments 28 is inclined with respect to the thickness direction, so that as described above, the releasability of the first mold 31 is reduced and molding defects are likely to occur in the filaments 28.
- the maximum dimension Ti of the insertion hole 27 in the thickness direction becomes relatively small, so that the thickness of the core portion 33b of the slide core 33 shown in FIG. 10 becomes too thin. Therefore, the stiffness of the core portion 33b in the thickness direction becomes too small, so that when the first mold 31 is released from the brush molding body 20 in the process of molding the brush molding body 20, the bending of the core portion 33b in the thickness direction becomes large, so that the extension direction of the multiple filaments 28 is inclined with respect to the thickness direction. Therefore, as described above, the releasability of the first mold 31 decreases and molding defects are likely to occur in the filaments 28.
- the ratio of the first head thickness Th1 to the head thickness Th is greater than 35%, the thickness of the core portion 33b becomes too thin, so that the releasability of the first mold 31 decreases and molding defects are likely to occur in the filaments 28.
- the first head thickness Th1 is 1.0 mm or more and 2.0 mm or less, and the ratio of the first head thickness Th1 to the head thickness Th is 20% or more and 35% or less. This prevents the thickness of the first portion 25a and the thickness of the core portion 33b of the slide core 33 from becoming too thin, thereby preventing a decrease in the releasability of the first mold 31 and preventing molding defects from occurring in the filament 28.
- the multiple filaments 228 of the brush molding 220 of this embodiment include multiple first filaments 28a provided in the first brush portion 21e and multiple second filaments 228b provided in the second brush portion 21f.
- the configuration of the first filaments 28a of this embodiment is the same as the configuration of the first filaments 28a of the first embodiment described above. Therefore, when viewed in the thickness direction, the base of the first filaments 28a is triangular. In other words, when viewed in the thickness direction, the base of the first filaments 28a has corners. More specifically, the first filaments 28a have three corners.
- the density of the filaments in the filament region of each sample was 1 filament/ mm2 .
- the total number of filaments provided in each sample was 212 to 356.
- the soft resin constituting the brush molding of each sample was polyurethane resin (PU).
- the hard resin constituting the handle body of each sample was polypropylene resin (PP).
- the thickness of the head base part of each sample, i.e., the head thickness Th, was 4.0 mm.
- the maximum dimension Ti in the thickness direction of the insertion hole of each sample was 2.0 mm.
- Example 7 where the ratio Si/Sh1 of the insertion hole area to the first head area is less than 65%, better results were obtained in terms of the filament dimensions than in Example 5. This is because the insertion hole area in the thickness direction is smaller, which makes it easier for the resin to flow from the tip end to the rear end as described above, thereby improving the filling of the resin into the filament located especially at the rear end.
- the head base portion may have a base portion protruding from the top surface 21a, and the filament 28 may protrude from the base portion toward the front side.
Landscapes
- Brushes (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202380055506.XA CN119584889A (zh) | 2022-12-27 | 2023-11-21 | 牙刷 |
| JP2024567293A JPWO2024142677A1 (https=) | 2022-12-27 | 2023-11-21 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022209301 | 2022-12-27 | ||
| JP2022-209301 | 2022-12-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024142677A1 true WO2024142677A1 (ja) | 2024-07-04 |
Family
ID=91717165
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/041832 Ceased WO2024142677A1 (ja) | 2022-12-27 | 2023-11-21 | 歯ブラシ |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JPWO2024142677A1 (https=) |
| CN (1) | CN119584889A (https=) |
| TW (1) | TW202435793A (https=) |
| WO (1) | WO2024142677A1 (https=) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002508686A (ja) * | 1997-06-16 | 2002-03-19 | ユニリーバー・ナームローゼ・ベンノートシヤープ | 一体成形歯ブラシ |
| US20140082871A1 (en) * | 2012-09-25 | 2014-03-27 | Namei Technology Corporation | Toothbrush |
| JP2016193086A (ja) * | 2015-03-31 | 2016-11-17 | サンスター株式会社 | ブラシ具 |
| US20190090623A1 (en) * | 2017-09-28 | 2019-03-28 | The Procter & Gamble Company | Method of making a unitary brush head and unitary toothbrush head |
| WO2020095867A1 (ja) * | 2018-11-08 | 2020-05-14 | ライオン株式会社 | 歯ブラシ |
| WO2021131526A1 (ja) * | 2019-12-23 | 2021-07-01 | ライオン株式会社 | 歯ブラシ |
-
2023
- 2023-11-21 CN CN202380055506.XA patent/CN119584889A/zh active Pending
- 2023-11-21 JP JP2024567293A patent/JPWO2024142677A1/ja active Pending
- 2023-11-21 WO PCT/JP2023/041832 patent/WO2024142677A1/ja not_active Ceased
- 2023-11-29 TW TW112146408A patent/TW202435793A/zh unknown
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002508686A (ja) * | 1997-06-16 | 2002-03-19 | ユニリーバー・ナームローゼ・ベンノートシヤープ | 一体成形歯ブラシ |
| US20140082871A1 (en) * | 2012-09-25 | 2014-03-27 | Namei Technology Corporation | Toothbrush |
| JP2016193086A (ja) * | 2015-03-31 | 2016-11-17 | サンスター株式会社 | ブラシ具 |
| US20190090623A1 (en) * | 2017-09-28 | 2019-03-28 | The Procter & Gamble Company | Method of making a unitary brush head and unitary toothbrush head |
| WO2020095867A1 (ja) * | 2018-11-08 | 2020-05-14 | ライオン株式会社 | 歯ブラシ |
| WO2021131526A1 (ja) * | 2019-12-23 | 2021-07-01 | ライオン株式会社 | 歯ブラシ |
Also Published As
| Publication number | Publication date |
|---|---|
| CN119584889A (zh) | 2025-03-07 |
| TW202435793A (zh) | 2024-09-16 |
| JPWO2024142677A1 (https=) | 2024-07-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7607587B2 (ja) | 歯ブラシ | |
| KR102577531B1 (ko) | 칫솔 | |
| JP6385027B1 (ja) | 歯ブラシ | |
| CN103957744A (zh) | 牙刷 | |
| WO2020095867A1 (ja) | 歯ブラシ | |
| WO2024142677A1 (ja) | 歯ブラシ | |
| JP7617835B2 (ja) | ブラシ成形体および歯ブラシ | |
| JP7292031B2 (ja) | 歯間ブラシ | |
| TW202425872A (zh) | 牙刷 | |
| TWI767054B (zh) | 牙刷 | |
| JP7785019B2 (ja) | ブラシ成形体および歯ブラシ | |
| JP7638227B2 (ja) | 歯ブラシ | |
| WO2021131553A1 (ja) | 歯ブラシ | |
| JP2025091583A (ja) | 歯ブラシ | |
| JP7575886B2 (ja) | 歯間清掃具 | |
| TWI890882B (zh) | 牙刷 | |
| JP7511402B2 (ja) | 歯間清掃具 | |
| JP7503942B2 (ja) | 歯間清掃具 | |
| WO2024142753A1 (ja) | ブラシ成形体および歯ブラシ | |
| JP2024155973A (ja) | 歯間清掃具 | |
| JP2024052102A (ja) | 歯ブラシ | |
| HK40008184B (zh) | 牙刷 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23911459 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024567293 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202380055506.X Country of ref document: CN |
|
| WWP | Wipo information: published in national office |
Ref document number: 202380055506.X Country of ref document: CN |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 23911459 Country of ref document: EP Kind code of ref document: A1 |