WO2024122125A1 - ホットスタンプ成形体 - Google Patents
ホットスタンプ成形体 Download PDFInfo
- Publication number
- WO2024122125A1 WO2024122125A1 PCT/JP2023/030475 JP2023030475W WO2024122125A1 WO 2024122125 A1 WO2024122125 A1 WO 2024122125A1 JP 2023030475 W JP2023030475 W JP 2023030475W WO 2024122125 A1 WO2024122125 A1 WO 2024122125A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- base material
- hot
- steel base
- steel
- Prior art date
Links
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 249
- 239000010959 steel Substances 0.000 claims abstract description 249
- 239000000463 material Substances 0.000 claims abstract description 148
- 238000007747 plating Methods 0.000 claims abstract description 111
- 239000000203 mixture Substances 0.000 claims abstract description 31
- 239000000126 substance Substances 0.000 claims abstract description 29
- 229910000734 martensite Inorganic materials 0.000 claims abstract description 22
- 239000011248 coating agent Substances 0.000 claims description 20
- 238000000576 coating method Methods 0.000 claims description 20
- 239000012535 impurity Substances 0.000 claims description 10
- 229910052721 tungsten Inorganic materials 0.000 claims description 8
- 229910052725 zinc Inorganic materials 0.000 claims description 6
- 229910052742 iron Inorganic materials 0.000 claims description 3
- 239000010410 layer Substances 0.000 description 104
- 239000002344 surface layer Substances 0.000 description 56
- 229910001562 pearlite Inorganic materials 0.000 description 52
- 238000000034 method Methods 0.000 description 49
- 238000001816 cooling Methods 0.000 description 39
- 238000010438 heat treatment Methods 0.000 description 38
- 229910052799 carbon Inorganic materials 0.000 description 36
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 35
- 230000008569 process Effects 0.000 description 35
- 238000005260 corrosion Methods 0.000 description 33
- 230000007797 corrosion Effects 0.000 description 33
- 239000011701 zinc Substances 0.000 description 26
- 229910001566 austenite Inorganic materials 0.000 description 25
- 238000005336 cracking Methods 0.000 description 20
- 238000003466 welding Methods 0.000 description 19
- 239000006104 solid solution Substances 0.000 description 18
- 239000010960 cold rolled steel Substances 0.000 description 17
- 238000000137 annealing Methods 0.000 description 14
- 230000000052 comparative effect Effects 0.000 description 14
- 239000011777 magnesium Substances 0.000 description 14
- 238000004544 sputter deposition Methods 0.000 description 14
- 238000004519 manufacturing process Methods 0.000 description 13
- 238000005261 decarburization Methods 0.000 description 11
- 230000000694 effects Effects 0.000 description 11
- 238000005096 rolling process Methods 0.000 description 11
- 230000001629 suppression Effects 0.000 description 11
- 239000007864 aqueous solution Substances 0.000 description 10
- 239000012298 atmosphere Substances 0.000 description 10
- 229910001563 bainite Inorganic materials 0.000 description 10
- 239000011247 coating layer Substances 0.000 description 10
- 230000002378 acidificating effect Effects 0.000 description 9
- 238000005259 measurement Methods 0.000 description 9
- 239000000047 product Substances 0.000 description 9
- 229910000859 α-Fe Inorganic materials 0.000 description 9
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 8
- 238000009792 diffusion process Methods 0.000 description 8
- 238000005098 hot rolling Methods 0.000 description 8
- 238000002354 inductively-coupled plasma atomic emission spectroscopy Methods 0.000 description 8
- 230000009467 reduction Effects 0.000 description 8
- 238000012360 testing method Methods 0.000 description 8
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 7
- 238000005275 alloying Methods 0.000 description 7
- 229910052726 zirconium Inorganic materials 0.000 description 7
- 238000005097 cold rolling Methods 0.000 description 6
- 239000007789 gas Substances 0.000 description 6
- 229910052745 lead Inorganic materials 0.000 description 6
- 229910052751 metal Inorganic materials 0.000 description 6
- 239000002184 metal Substances 0.000 description 6
- 238000005266 casting Methods 0.000 description 5
- 229910052804 chromium Inorganic materials 0.000 description 5
- 229910052802 copper Inorganic materials 0.000 description 5
- 229910052750 molybdenum Inorganic materials 0.000 description 5
- 229910052758 niobium Inorganic materials 0.000 description 5
- 230000000717 retained effect Effects 0.000 description 5
- 229910052719 titanium Inorganic materials 0.000 description 5
- 239000010953 base metal Substances 0.000 description 4
- 229910052796 boron Inorganic materials 0.000 description 4
- 230000003247 decreasing effect Effects 0.000 description 4
- 238000004090 dissolution Methods 0.000 description 4
- 229910052739 hydrogen Inorganic materials 0.000 description 4
- 239000001257 hydrogen Substances 0.000 description 4
- 229910052738 indium Inorganic materials 0.000 description 4
- 229910052746 lanthanum Inorganic materials 0.000 description 4
- 229910052744 lithium Inorganic materials 0.000 description 4
- 229910052749 magnesium Inorganic materials 0.000 description 4
- 229910052748 manganese Inorganic materials 0.000 description 4
- 230000008018 melting Effects 0.000 description 4
- 238000002844 melting Methods 0.000 description 4
- 238000001556 precipitation Methods 0.000 description 4
- 229910052710 silicon Inorganic materials 0.000 description 4
- 229910052709 silver Inorganic materials 0.000 description 4
- 229910052712 strontium Inorganic materials 0.000 description 4
- 229910052718 tin Inorganic materials 0.000 description 4
- 229910052727 yttrium Inorganic materials 0.000 description 4
- 229910052684 Cerium Inorganic materials 0.000 description 3
- 229910001335 Galvanized steel Inorganic materials 0.000 description 3
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 3
- 229910052787 antimony Inorganic materials 0.000 description 3
- 238000011088 calibration curve Methods 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 238000000151 deposition Methods 0.000 description 3
- 230000008021 deposition Effects 0.000 description 3
- 238000009713 electroplating Methods 0.000 description 3
- 238000011156 evaluation Methods 0.000 description 3
- 239000008397 galvanized steel Substances 0.000 description 3
- 239000003112 inhibitor Substances 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 229910052759 nickel Inorganic materials 0.000 description 3
- 229910052757 nitrogen Inorganic materials 0.000 description 3
- 239000003973 paint Substances 0.000 description 3
- 239000002244 precipitate Substances 0.000 description 3
- 238000010791 quenching Methods 0.000 description 3
- 230000000171 quenching effect Effects 0.000 description 3
- 239000010703 silicon Substances 0.000 description 3
- 229910018137 Al-Zn Inorganic materials 0.000 description 2
- 229910018573 Al—Zn Inorganic materials 0.000 description 2
- 229910001208 Crucible steel Inorganic materials 0.000 description 2
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 2
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 2
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 238000004458 analytical method Methods 0.000 description 2
- 125000004429 atom Chemical group 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 229910052797 bismuth Inorganic materials 0.000 description 2
- 238000004364 calculation method Methods 0.000 description 2
- 238000009749 continuous casting Methods 0.000 description 2
- 230000003111 delayed effect Effects 0.000 description 2
- 229910003460 diamond Inorganic materials 0.000 description 2
- 239000010432 diamond Substances 0.000 description 2
- 238000000295 emission spectrum Methods 0.000 description 2
- 239000000446 fuel Substances 0.000 description 2
- 229910052735 hafnium Inorganic materials 0.000 description 2
- 238000007373 indentation Methods 0.000 description 2
- 239000011261 inert gas Substances 0.000 description 2
- 238000011835 investigation Methods 0.000 description 2
- 229910001338 liquidmetal Inorganic materials 0.000 description 2
- 150000004767 nitrides Chemical class 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 229910052698 phosphorus Inorganic materials 0.000 description 2
- 238000005554 pickling Methods 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 229910052761 rare earth metal Inorganic materials 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 238000003303 reheating Methods 0.000 description 2
- 238000011160 research Methods 0.000 description 2
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 2
- 229910010271 silicon carbide Inorganic materials 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 239000013585 weight reducing agent Substances 0.000 description 2
- 229910019142 PO4 Inorganic materials 0.000 description 1
- 238000003723 Smelting Methods 0.000 description 1
- 238000002441 X-ray diffraction Methods 0.000 description 1
- 229910007570 Zn-Al Inorganic materials 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000010288 cold spraying Methods 0.000 description 1
- 238000002485 combustion reaction Methods 0.000 description 1
- 239000000112 cooling gas Substances 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 239000003085 diluting agent Substances 0.000 description 1
- 238000010790 dilution Methods 0.000 description 1
- 239000012895 dilution Substances 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- 238000004070 electrodeposition Methods 0.000 description 1
- 238000004993 emission spectroscopy Methods 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 230000005496 eutectics Effects 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 238000007542 hardness measurement Methods 0.000 description 1
- 150000002431 hydrogen Chemical class 0.000 description 1
- 238000010191 image analysis Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 229910000765 intermetallic Inorganic materials 0.000 description 1
- 229910052741 iridium Inorganic materials 0.000 description 1
- 150000001247 metal acetylides Chemical class 0.000 description 1
- 239000012299 nitrogen atmosphere Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 1
- 239000010452 phosphate Substances 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 238000005204 segregation Methods 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 238000007751 thermal spraying Methods 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
- 229910052720 vanadium Inorganic materials 0.000 description 1
- 238000007740 vapor deposition Methods 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C18/00—Alloys based on zinc
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C18/00—Alloys based on zinc
- C22C18/02—Alloys based on zinc with copper as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C18/00—Alloys based on zinc
- C22C18/04—Alloys based on zinc with aluminium as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/06—Zinc or cadmium or alloys based thereon
Definitions
- the present invention relates to a hot stamped body.
- Hot stamping is known as a technique for press-forming difficult-to-form materials such as high-strength steel plates.
- Hot stamping is a hot forming technique in which the material to be formed is heated and then shaped. With this technique, the material is heated before being shaped, so the steel is soft and has good formability when formed. Therefore, even high-strength steel can be precisely formed into complex shapes, and because the material is quenched at the same time as it is formed using a press die, the steel is known to have sufficient strength after forming.
- Patent Document 1 describes a steel sheet coated with a metal coating having an Al/Zn ratio of more than 2.9, which contains 2.0 to 24.0 wt. % zinc, 7.1 to 12.0 wt. % silicon, optional 1.1 to 8.0 wt. % magnesium, and optional additional elements selected from Pb, Ni, Zr, or Hf, with the weight content of each additional element being less than 0.3 wt. %, with the balance being aluminum and optional unavoidable impurities and residual elements, and teaches that a part obtained by hot stamping the steel sheet exhibits high sacrificial corrosion protection.
- Patent Document 2 describes the steps of: A) providing a steel sheet pre-coated with a metal coating comprising 2.0 to 24.0 wt. % zinc, 1.1 to 7.0 wt. % silicon, and if the amount of silicon is between 1.1 and 4.0 wt. %, optionally 1.1 to 8.0 wt. % magnesium, and optionally an additional element selected from Pb, Ni, Zr or Hf, the weight content of each additional element being less than 0.3 wt. %, the remainder being aluminum and unavoidable impurities and residual elements, where the Al/Zn ratio is greater than 2.9; and B) cutting the coated steel sheet to obtain blanks.
- a metal coating comprising 2.0 to 24.0 wt. % zinc, 1.1 to 7.0 wt. % silicon, and if the amount of silicon is between 1.1 and 4.0 wt. %, optionally 1.1 to 8.0 wt. % magnesium, and optionally an additional element selected from Pb, Ni, Zr or Hf
- a method for producing a hardened part includes the steps of: C) heat treating the blank at a temperature between 840 and 950°C to obtain a fully austenitic microstructure in the steel; D) transferring the blank into a press tool; E) hot forming the blank to obtain a part; and F) cooling the part obtained in step E) to obtain a microstructure in the steel that is martensite or martensite-bainite, or is composed of at least 75% equiaxed ferrite, 5 to 20% martensite, and 10% or less bainite.
- Patent Document 2 also teaches that the above-mentioned production method can produce a hardened part free of LME.
- the plating layer after hot stamp forming may be alloyed with the base steel (steel base material) and the corrosion resistance may decrease.
- the hot stamp formed body obtained by hot stamp forming the galvanized steel sheet is then joined using spot welding or the like, and at this time, it is necessary to suppress liquid metal embrittlement (LME) cracking. This phenomenon occurs when Zn, which has been liquidized by the welding heat input, penetrates into the steel material along the grain boundaries and embrittles it, and then tensile stress generated by welding acts on the embrittled part.
- LME liquid metal embrittlement
- Patent Document 2 teaches the suppression of LME that occurs during hot stamp forming, but Patent Document 2 does not necessarily provide sufficient consideration from the perspective of suppressing LME cracking during spot welding after hot stamp forming, and furthermore, from the perspective of achieving both the suppression of LME cracking and the improvement of corrosion resistance.
- LME cracking generally occurs more significantly in steel materials having relatively high strength, and the higher the strength of the steel material, the higher the susceptibility to LME cracking tends to be.
- the automotive industry and other industries are also demanding further weight reduction in steel materials, and in order to achieve such weight reduction, it is necessary to make the steel materials stronger than ever before. Therefore, there is a high demand for steel materials, more specifically hot stamped steel, that can solve the problem of LME cracking even when the strength is increased to the same level or higher than before.
- the present invention aims to provide a hot stamped body that has high strength and maintains high corrosion resistance even after hot stamping, while suppressing LME cracking during spot welding.
- the inventors conducted research to achieve the above object, and first discovered that by forming a Zn-containing plating layer with a coating weight of at least a specified amount, sufficient corrosion resistance can be maintained even when applied to hot stamp forming.
- the inventors discovered that even if the plating layer is formed with a relatively large coating weight as described above, the occurrence of LME cracking during spot welding after hot stamp forming can be significantly suppressed or reduced by appropriately modifying the surface layer structure of the steel base material before hot stamp forming so that the C concentration in the surface layer of the steel base material after hot stamp forming is relatively low, despite the high Vickers hardness of 400 HV or more, and thus completed the present invention.
- the present invention which has achieved the above object is as follows.
- the plating layer comprises, in mass %, Ni: 0.5 to 25.0%, and Fe: 20.0 to 70.0% and further comprising Al: 0 to 1.000%, Mg: 0 to less than 0.500% Si: 0 to 0.200%, Ca: 0 to 3.000%, Sb: 0 to 0.500%, Pb: 0 to 0.500%, Cu: 0 to 1.000%, Sn: 0 to 1.000%, Ti: 0 to 1.000%, Cr: 0 to 1.000%, Nb: 0 to 1.000%, Zr: 0 to 1.000%, Mn: 0 to 1.000%, Mo: 0 to 1.000%, Ag: 0 to 1.000%, Li: 0 to 1.000%, La: 0 to 0.500%, Ce: 0 to 0.500%, B: 0 to 0.500%, Y:
- the present invention provides a hot stamped body that has high strength and maintains high corrosion resistance even after hot stamping, while suppressing LME cracking during spot welding.
- a hot stamped steel comprises a steel base material and a plating layer disposed on a surface of the steel base material,
- the plating layer comprises, in mass %, Ni: 0.5 to 25.0%, and Fe: 20.0 to 70.0% and further comprising Al: 0 to 1.000%, Mg: 0 to less than 0.500% Si: 0 to 0.200%, Ca: 0 to 3.000%, Sb: 0 to 0.500%, Pb: 0 to 0.500%, Cu: 0 to 1.000%, Sn: 0 to 1.000%, Ti: 0 to 1.000%, Cr: 0 to 1.000%, Nb: 0 to 1.000%, Zr: 0 to 1.000%, Mn: 0 to 1.000%, Mo: 0 to 1.000%, Ag: 0 to 1.000%, Li: 0 to 1.000%, La: 0 to 0.500%, Ce: 0 to 0.500%, B: 0 to 0.500%,
- the present inventors have found that, even if the carbon concentration in the surface layer of the steel base material before hot stamping is reduced by decarburization or the like from the viewpoint of improving LME resistance, carbon contained in the bulk of the steel base material diffuses to the surface layer during high-temperature heating in hot stamping, and the LME suppression effect due to the initial low carbon concentration in the surface layer is lost or reduced due to recarburization in such surface layer.
- the present inventors have conducted further investigations and found that, by creating a structure capable of suppressing such recarburization in the surface layer of the steel base material before hot stamping, the LME suppression effect due to the initial low carbon concentration in the surface layer can be fully exerted, even when the deposition amount of the Zn-containing plating layer is relatively increased in order to maintain sufficient corrosion resistance, and the occurrence of LME cracking during spot welding after hot stamping can be reliably suppressed or reduced.
- the inventors have found that by setting the coating weight of the plating layer to 60 g/ m2 or more per side, sufficient corrosion resistance is maintained even when applied to hot stamp forming, and by forming a structure in which the surface layer of the steel base material has a relatively small amount of pearlite and a reduced amount of coarse pearlite, the average C concentration from the surface of the steel base material to 1 ⁇ m in the depth direction can be suppressed to 0.25 mass% or less when applied to hot stamp forming, and in relation to this, LME cracking during spot welding after hot stamp forming can be reliably suppressed or reduced.
- the structure in the surface layer of the steel base material acts as follows to suppress or reduce the diffusion of carbon contained in the bulk of the steel base material to the surface layer and recarburization during high-temperature heating in hot stamp forming.
- the carbon concentration in the surface layer of the steel base material is reduced by decarburization or the like, the amount of pearlite generated in the microstructure in the surface layer of the steel base material becomes relatively small in relation to such a low carbon concentration.
- the amount of austenite transformed from pearlite can be reduced, and further, the austenite can be dispersed and present on the grain boundaries, so that the carbon recarburization path by austenite can be reliably divided.
- the average C concentration from the surface of the steel base material to 1 ⁇ m in the depth direction can be suppressed to 0.25 mass% or less.
- Fe in the steel base material and the plating layer are mutually diffused during high-temperature heating in hot stamping, and the plating layer and Fe are alloyed.
- C in the steel base material is not contained in the plating layer, C is concentrated relative to Fe near the surface of the steel base material. Therefore, even if the surface layer of the steel base material has a low carbon concentration due to decarburization or the like before hot stamping, the C concentration in the surface layer of the steel base material after hot stamping may be much higher than the C concentration in the bulk.
- the diffusion of C from the bulk to the surface layer is suppressed by the above-mentioned interruption of the recarburization path, so that the concentration of C near the surface of the steel base material can be significantly suppressed or reduced compared to the case of a conventional plated steel sheet, and more specifically, the average C concentration from the surface of the steel base material to 1 ⁇ m in the depth direction can be suppressed to 0.25 mass% or less.
- the hot stamp formed body according to the embodiment of the present invention is particularly useful in the automotive field, where spot welding is relatively frequently used.
- the plating layer is disposed on the surface of the steel base material, for example, disposed on at least one, preferably both, surfaces of the steel base material.
- the expression "disposed on the surface of the steel base material” includes not only the case where the plating layer is directly disposed on the surface of the steel base material, but also the case where the plating layer is indirectly disposed on the surface of the steel base material, for example, the case where a solid solution layer, which will be described later, is included between the steel base material and the plating layer.
- the plating layer has the following chemical composition.
- Ni is an element effective in improving the corrosion resistance of the plating layer.
- the Ni content is set to 0.5% or more.
- the Ni content may be 0.51% or more, 0.52% or more, 0.53% or more, 0.55% or more, 0.6% or more, 1.0% or more, 5.0% or more, 7.0% or more, 10.0% or more, or 12.0% or more.
- the Ni content may be set to 25.0% or less, for example, 23.0% or less, 20.0% or less, 18.0% or less, or 16.0% or less.
- Fe: 20.0 to 70.0% When a plated steel sheet is heated during hot stamp forming, Fe from the steel base material diffuses into the plated layer and is alloyed with Zn and the like, so that the plated layer inevitably contains Fe. Therefore, the Fe content is 20.0% or more, and may be, for example, 25.0% or more, 30.0% or more, 35.0% or more, 40.0% or more, 45.0% or more, or 50.0% or more.
- the alloying of Zn and the like in the plated layer and Fe in the steel base material can be delayed by appropriately modifying the surface layer structure of the steel base material before hot stamp forming, although the reason is not necessarily clear. Therefore, according to an embodiment of the present invention, the Fe content in the plated layer can be suppressed to 70.0% or less at most.
- the adhesion amount of the plated layer relatively large, specifically controlling it to 60 g/m 2 or more per side, a relatively large amount of the plated layer in which alloying has not progressed sufficiently can be present, and sufficient corrosion resistance can be maintained due to the presence of such a plated layer.
- the lower the Fe content the more preferable, and it may be, for example, 67.0% or less, 65.0% or less, 62.0% or less, 60.0% or less, 57.0% or less, or 55.0% or less.
- the plating layer may optionally contain Al: 0-1.000%, Mg: 0-less than 0.500%, Si: 0-0.200%, Ca: 0-3.000%, Sb: 0-0.500%, Pb: 0-0.500%, Cu: 0-1.000%, Sn: 0-1.000%, Ti: 0-1.000%, Cr: 0-1.000%, Nb: 0-1.000%, Zr: 0-1.000%, Mn: 0-1.00 At least one of the following may be contained: 0%, Mo: 0-1.000%, Ag: 0-1.000%, Li: 0-1.000%, La: 0-0.500%, Ce: 0-0.500%, B: 0-0.500%, Y: 0-0.500%, Sr: 0-0.500%, In: 0-0.500%, Co: 0-0.500%, Bi: 0-0.500%, P: 0-0.500%, and W: 0-0.500%.
- optional elements are not particularly limited, but are preferably 5.000% or less in total.
- the optional elements may be a total of 4.500% or less, 4.000% or less, 3.500% or less, 3.000% or less, 2.500% or less, 2.000% or less, 1.500% or less, or 1.000% or less. These optional elements are described in detail below.
- Al is an element effective in improving the corrosion resistance of the plating layer.
- the Al content may be 0%, but in order to obtain such an effect, the Al content is preferably 0.001% or more.
- the Al content may be 0.005% or more, 0.010% or more, 0.030% or more, 0.050% or more, 0.080% or more, 0.100% or more, or 0.150% or more.
- the Al content is preferably 1.000% or less.
- the Al content may be 0.800% or less, 0.600% or less, 0.400% or less, or 0.300% or less.
- Mg is an element effective for improving the corrosion resistance of the plating layer.
- the Mg content may be 0%, but in order to obtain such an effect, the Mg content is preferably 0.001% or more.
- the Mg content may be 0.010% or more, 0.050% or more, or 0.100% or more.
- the Mg content may be less than 0.500%.
- the Mg content may be 0.490% or less, 0.480% or less, 0.470% or less, 0.450% or less, 0.400% or less, 0.300% or less, or 0.200% or less.
- Si is an element effective for improving the corrosion resistance of the plating layer.
- the Si content may be 0%, but Si may be contained in the plating layer in an amount of 0.0001% or more, 0.001% or more, 0.010% or more, or 0.050% or more as necessary.
- the Si content may be 0.200% or less.
- the Si content may be 0.180% or less, 0.150% or less, 0.120% or less, or 0.100% or less.
- Ca is an element effective in ensuring wettability of the plating bath.
- the Ca content may be 0%, but in order to obtain such an effect, the Ca content is preferably 0.001% or more.
- the Ca content may be 0.005% or more, 0.010% or more, 0.100% or more, or 1.000% or more.
- the Ca content is preferably 3.000% or less.
- the Ca content may be 2.500% or less, 2.000% or less, or 1.500% or less.
- the content of Sb, Pb, La, Ce, B, Y, Sr, In, Co, Bi, P and W is preferably 0.500% or less, and may be, for example, 0.300% or less, 0.100% or less, or 0.050% or less.
- the contents of Cu, Sn, Ti, Cr, Nb, Zr, Mn, Mo, Ag and Li are preferably 1.000% or less, and may be, for example, 0.800% or less, 0.500% or less, or 0.100% or less.
- the remainder of the plating layer other than the above elements consists of Zn and impurities.
- Impurities in the plating layer are components that are mixed in due to various factors in the manufacturing process, including raw materials, when the plating layer is manufactured.
- the Zn content of the remainder is not particularly limited, but may be, for example, 2.0% or more, 3.0% or more, 4.0% or more, or 5.0% or more.
- the chemical composition of the plating layer is determined by dissolving only the plating layer in an acidic aqueous solution and chemically analyzing it. That is, the plating layer is dissolved in an acidic aqueous solution at room temperature containing an inhibitor that inhibits the dissolution of steel, specifically, an acidic aqueous solution at room temperature containing 10% hydrochloric acid and 1% Hibilon (A-6) (manufactured by Sugimura Chemical Industry Co., Ltd.), and the resulting acidic aqueous solution is analyzed by ICP (inductively coupled plasma atomic emission spectroscopy), to obtain the chemical composition of the plating layer.
- ICP inductively coupled plasma atomic emission spectroscopy
- the plating layer may be any plating layer having the above chemical composition, but is not particularly limited to this.
- it may be a hot-dip plating layer, an alloyed hot-dip plating layer, or an electroplating layer.
- the plating layer is an electroplating layer.
- the coating weight of the coating layer is 60 g/m 2 or more per side.
- the coating layer may be alloyed with the steel base material during high-temperature heating in hot stamp forming, resulting in a decrease in corrosion resistance.
- the alloying of the coating layer and the steel base material can be delayed due to the surface layer structure of the steel base material that has been appropriately modified before hot stamp forming, i.e., the surface layer structure in which the amount of pearlite is relatively small and the amount of coarse pearlite is reduced.
- the coating weight of the coating layer relatively large, specifically controlling it to 60 g/m 2 or more per side, a coating layer in which alloying has not progressed sufficiently after hot stamp forming will be present, and it is considered that sufficient corrosion resistance can be maintained due to the presence of such a coating layer.
- the coating weight of the coating layer is small, the effect related to the delay in alloying as described above cannot be sufficiently obtained, and the corrosion resistance after hot stamp forming may be reduced.
- the coating weight of the plating layer is preferably 65 g/ m2 or more or 70 g/ m2 or more per side, more preferably 80 g/ m2 or more, even more preferably 90 g/ m2 or more, and most preferably 100 g/ m2 or more.
- the coating weight of the plating layer may be, for example, 200 g/ m2 or less, 190 g/ m2 or less, 180 g/ m2 or less, or 170 g/ m2 or less.
- the coating weight of the plating layer is determined by dissolving only the plating layer in an acidic aqueous solution. That is, a 30 mm ⁇ 30 mm sample is taken from the hot stamped body, and the plating layer is dissolved in an acidic aqueous solution containing an inhibitor that inhibits the dissolution of steel, specifically, an acidic aqueous solution at room temperature containing 10% hydrochloric acid plus 1% Hibilon (A-6) (manufactured by Sugimura Chemical Industry Co., Ltd.), and the coating weight of the plating layer is determined from the change in weight of the sample before and after dissolution of the plating layer.
- an inhibitor that inhibits the dissolution of steel specifically, an acidic aqueous solution at room temperature containing 10% hydrochloric acid plus 1% Hibilon (A-6) (manufactured by Sugimura Chemical Industry Co., Ltd.)
- the average C concentration from the surface of the steel base metal to 1 ⁇ m in the depth direction is 0.25 mass% or less.
- the average C concentration from the surface of the steel base metal to 1 ⁇ m in the depth direction is reduced to 0.25 mass% or less.
- the lower the average C concentration from the surface of the steel base material to 1 ⁇ m in the depth direction the more preferable, and for example, it may be 0.22 mass% or less, 0.20 mass% or less, 0.18 mass% or less, 0.15 mass% or less, 0.12 mass% or less, 0.10 mass% or less, 0.08 mass% or less, or 0.06 mass% or less.
- the average C concentration is 0.18 mass% or less, the effect of delaying the alloying of Zn and the like in the plating layer and Fe in the steel base material described above becomes more remarkable.
- the Fe content in the plating layer can be relatively small, and more specifically, the Fe content in the plating layer can be reduced to 60.0 mass% or less. Therefore, it is possible to further improve the corrosion resistance after hot stamp forming.
- the lower limit of the average C concentration from the surface of the steel base material to 1 ⁇ m in the depth direction is not particularly limited, but for example, the average C concentration may be 0.001 mass% or more, 0.005 mass% or more, or 0.01 mass% or more.
- the average C concentration from the surface of the steel base material to 1 ⁇ m in the depth direction is determined using a high-frequency glow discharge optical emission spectrometer (GDS) as follows. Specifically, a method is used in which the surface of the hot stamped body is placed in an Ar atmosphere, a voltage is applied to generate glow plasma, and the surface of the hot stamped body is sputtered while being analyzed in the depth direction. Then, the elements contained in the material are identified from the element-specific emission spectrum wavelengths emitted by excited atoms in the glow plasma, and the emission intensity of the identified elements is estimated. The data in the depth direction can be estimated from the sputtering time.
- GDS glow discharge optical emission spectrometer
- the relationship between the sputtering time and the sputtering depth is obtained in advance using a standard sample, so that the sputtering time can be converted to the sputtering depth. Therefore, the sputtering depth converted from the sputtering time can be defined as the depth from the surface of the material.
- the obtained emission intensity is converted to mass% by creating a calibration curve.
- the diffusion of C from the bulk to the surface layer is suppressed due to the suppression of recarburization, so that the concentration of C near the surface of the steel base material can be significantly suppressed or reduced compared to the case of a conventional plated steel sheet.
- the average C concentration from the surface of the steel base material to 1 ⁇ m in the depth direction is equal to or lower than the C content of the steel base material.
- the average C concentration from the surface of the steel base material to 1 ⁇ m in the depth direction is less than 1.10 times the C content of the steel base material, and may be, for example, 1.05 times or less, 1.00 times or less, 0.90 times or less, 0.80 times or less, 0.70 times or less, 0.60 times or less, or 0.50 times or less.
- the average C concentration from the surface of the steel base material to 1 ⁇ m in the depth direction may be 0.05 times or more, 0.10 times or more, or 0.15 times or more the C content of the steel base material.
- the "C content of the steel base material” refers to the value measured by ICP-AES (Inductively Coupled Plasma-Atomic Emission Spectrometry) of the cutting chips in accordance with JIS G 1201:2014 using a test piece taken from approximately half the thickness of the steel base material.
- ICP-AES Inductively Coupled Plasma-Atomic Emission Spectrometry
- the hot stamped product may further include a solid solution layer between the steel base material and the plating layer.
- a solid solution may be formed between Fe diffusing from the steel base material to the plating layer and Al and/or Zn in the plating layer, and a solid solution layer containing a solid solution of these elements may be formed between the steel base material and the plating layer after hot stamping. Therefore, when the hot stamped product further includes a solid solution layer, the solid solution layer includes Fe and one or both of Al and Zn. More specifically, the solid solution layer includes an Fe-Al solid solution layer, an Fe-Zn solid solution layer, and/or an Fe-Al-Zn solid solution layer.
- the presence of a solid solution layer can be confirmed as follows. First, the plating layer alone is dissolved in an acidic aqueous solution containing an inhibitor that inhibits the dissolution of steel, specifically, 10% hydrochloric acid plus 1% Hibilon (A-6) (manufactured by Sugimura Chemical Industry Co., Ltd.) at room temperature. Next, using a high-frequency glow discharge optical emission spectrometer (GDS), the surface of the hot stamped body is placed in an Ar atmosphere, and a voltage is applied to generate glow plasma, and the surface of the hot stamped body is sputtered and analyzed in the depth direction.
- GDS high-frequency glow discharge optical emission spectrometer
- the elements contained in the material are identified from the element-specific emission spectrum wavelengths emitted by excited atoms in the glow plasma, and the emission intensity of the identified elements is estimated.
- the data in the depth direction can be estimated from the sputtering time. Specifically, the relationship between sputtering time and sputtering depth is obtained in advance using a standard sample, so that the sputtering time can be converted to sputtering depth. Therefore, the sputtering depth converted from the sputtering time can be defined as the depth from the surface of the material.
- the obtained emission intensity is converted to mass% by creating a calibration curve.
- the steel base material of the hot stamped body according to the embodiment of the present invention contains 90% or more martensite in terms of area ratio.
- the remaining structure is not particularly limited, but may be at least one of bainite, ferrite, retained austenite, and pearlite in an amount of 10% or less.
- Martensite is a very hard structure, and therefore, by containing 90% or more martensite in terms of area ratio in the hot stamped body, it is possible to achieve high strength, specifically a Vickers hardness of 400 HV.
- the area ratio of martensite is low and the proportion of soft structures such as ferrite is high, it may not be possible to achieve a Vickers hardness of 400 HV.
- the larger the area ratio of martensite the more preferable it is, and may be, for example, 92% or more, 94% or more, 96% or more, or 98% or more.
- the upper limit of the area ratio of martensite is not particularly limited and may be 100%.
- Identification of martensite and calculation of the area ratio are performed as follows. First, a sample is taken so that the cross section parallel to the rolling direction and plate thickness direction of the hot stamped body becomes the observation surface. Next, the observation surface is mirror-polished and etched with a nital etching solution, and then the structure is observed using a scanning electron microscope (SEM). At a depth position of 1/4 of the plate thickness of the observation surface, a range of 300 ⁇ m ⁇ 300 ⁇ m is photographed at 1000 times.
- SEM scanning electron microscope
- the obtained microstructure photograph is subjected to a black and white binarization process, and then image analysis is performed to identify pearlite, bainite, and ferrite, and the total amount of their area ratios is obtained using a method based on the "Microscopic Test Method for Steel-Grain Size" defined in JIS G 0551:2020. Since it is difficult to distinguish retained austenite from martensite using SEM, the area ratio of retained austenite is measured by X-ray diffraction method. Finally, the area ratio of martensite is determined by subtracting the total area ratio of pearlite, bainite, ferrite, and retained austenite obtained by the above method from 100%.
- a Vickers hardness of 400 HV or more more specifically, a Vickers hardness of 400 HV or more at a position of 1/2 the thickness of the steel base material.
- the Vickers hardness is preferably 500 HV or more, more preferably 550 HV or more.
- the upper limit is not particularly limited, but the Vickers hardness may be, for example, 650 HV or less or 600 HV or less.
- the Vickers hardness is determined as follows. First, a test piece is cut out so that a cross section (thickness cross section) perpendicular to the surface can be observed from any position except the end of the hot stamped body. The plate thickness cross section of the test piece is polished using silicon carbide paper of #600 to #1500, and then finished to a mirror surface using a dilution liquid such as alcohol or a liquid in which diamond powder with a grain size of 1 to 6 ⁇ m is dispersed in pure water, and this thickness cross section is used as the measurement surface. Next, the Vickers hardness is measured at intervals of 3 times or more of the indentation using a micro Vickers hardness tester under a load of 1 kgf. A total of 20 points are measured randomly near the 1/2 position of the thickness of the steel base material so as not to include the surface layer with a low carbon concentration, and the arithmetic average of these is determined as the hardness of the hot stamped body.
- the chemical composition of the steel base material according to the embodiment of the present invention may be any chemical composition that is generally applied to hot stamped bodies and can achieve a Vickers hardness of 400 HV or more.
- a preferred chemical composition of the steel base material will be described in detail below, but these descriptions are intended to merely exemplify preferred chemical compositions of steel base materials suitable for achieving a Vickers hardness of 400 HV or more, and are not intended to limit the present invention to the use of a steel base material having such a specific chemical composition.
- the steel base material comprises, in mass %, C: 0.13 to 0.50%, Si: 0.001 to 3.000%, Mn: 0.30 to 3.00%, Al: 0.0002 to 2.000%, P: 0.100% or less, S: 0.1000% or less, N: 0.0100% or less, Nb: 0 to 0.15%, Ti: 0 to 0.15%, V: 0 to 0.15%, Mo: 0 to 1.0%, Cr: 0 to 1.0%, Cu: 0 to 1.0%, Ni: 0 to 1.0%, B: 0 to 0.0100%, W: 0 to 1.000%, Hf: 0 to 0.050%, Mg: 0 to 0.050%, Zr: 0 to 0.050%, Ca: 0 to 0.010%, REM: 0 to 0.30%, It is preferable that the chemical composition is Ir: 0 to 1.000%, and the balance: Fe and impurities. Each element will be described in more detail below.
- C is an element that inexpensively increases tensile strength and is an important element for controlling the strength of steel.
- the C content is preferably 0.13% or more.
- the C content may be 0.15% or more, 0.20% or more, 0.30% or more, or 0.35% or more.
- excessive C content may cause a decrease in elongation.
- the C content is preferably 0.50% or less.
- the C content may be 0.45% or less, or 0.40% or less.
- Si acts as a deoxidizer and is an element that suppresses the precipitation of carbides during the cooling process during cold-rolled sheet annealing.
- the Si content is preferably 0.001% or more.
- the Si content may be 0.010% or more, 0.100% or more, or 0.200% or more.
- excessive Si content may lead to an increase in steel strength and a decrease in elongation. For this reason, the Si content is preferably 3.000% or less.
- the Si content may be 2.500% or less, 2.000% or less, 1.500% or less, or 1.000% or less.
- Mn is an element that enhances the hardenability of steel and is effective in increasing strength.
- the Mn content is preferably 0.30% or more.
- the Mn content may be 0.50% or more, 1.00% or more, or 1.30% or more.
- excessive Mn content may increase the steel strength and decrease the elongation. For this reason, the Mn content is preferably 3.00% or less.
- the Mn content may be 2.80% or less, 2.50% or less, or 2.00% or less.
- Al acts as a deoxidizer for steel and is an element that has the effect of improving the soundness of steel.
- the Al content is preferably 0.0002% or more.
- the Al content may be 0.001% or more, 0.010% or more, 0.050% or more, or 0.100% or more.
- the Al content is preferably 2.000% or less.
- the Al content may be 1.500% or less, 1.000% or less, 0.800% or less, or 0.500% or less.
- P 0.100% or less
- P is an element that segregates at grain boundaries and promotes embrittlement of steel. Since the lower the P content, the better, it is ideally 0%. However, excessive reduction in the P content may lead to a significant increase in costs. For this reason, the P content may be 0.0001% or more, or may be 0.001% or more, or 0.005% or more. On the other hand, excessive inclusion of P may lead to embrittlement of steel due to grain boundary segregation as described above. Therefore, the P content is preferably 0.100% or less. The P content may be 0.050% or less, 0.030% or less, or 0.010% or less.
- S is an element that generates nonmetallic inclusions such as MnS in steel, which leads to a decrease in the ductility of steel parts.
- the S content may be 0.0001% or more, 0.0002% or more, 0.0010% or more, or 0.0050% or more.
- the S content is preferably 0.1000% or less.
- the S content may be 0.0500% or less, 0.0200% or less, or 0.0100% or less.
- N is an element that forms coarse nitrides in steel and reduces the workability of the steel.
- the N content may be 0.0001% or more, 0.0005% or more, or 0.0010% or more.
- the N content is preferably 0.0100% or less.
- the N content may be 0.0080% or less, or 0.0050% or less.
- the preferred basic chemical composition of the steel base material is as described above.
- the steel base material may contain, as necessary, one or more elements selected from the group consisting of Nb: 0-0.15%, Ti: 0-0.15%, V: 0-0.15%, Mo: 0-1.0%, Cr: 0-1.0%, Cu: 0-1.0%, Ni: 0-1.0%, B: 0-0.0100%, W: 0-1.000%, Hf: 0-0.050%, Mg: 0-0.050%, Zr: 0-0.050%, Ca: 0-0.010%, REM: 0-0.30%, and Ir: 0-1.000%, in place of a portion of the remaining Fe.
- Each of these elements may be 0.0001% or more, 0.0005% or more, 0.001% or more, or 0.01% or more.
- the remainder of the steel base material other than the above elements consists of Fe and impurities.
- Impurities in steel base material are components that are mixed in due to various factors in the manufacturing process, including raw materials such as ore and scrap, when the steel base material is industrially manufactured.
- the chemical composition of the steel base material may be measured by a general analytical method.
- the chemical composition of the steel base material may be measured by first removing the plating layer by mechanical grinding, and then using ICP-AES (Inductively Coupled Plasma-Atomic Emission Spectrometry) on the cutting chips in accordance with JIS G 1201:2014.
- ICP-AES Inductively Coupled Plasma-Atomic Emission Spectrometry
- a 35 mm square test piece may be obtained from approximately half the thickness of the steel base material, and the composition may be determined by measuring it under conditions based on a calibration curve created in advance using a Shimadzu ICPS-8100 or other measuring device.
- C and S which cannot be measured by ICP-AES, may be measured using the combustion-infrared absorption method, N may be measured using the inert gas fusion-thermal conductivity method, and O may be measured using the inert gas fusion-non-dispersive infrared absorption method.
- the hot stamped product according to the embodiment of the present invention can be manufactured by, for example, carrying out a casting process in which molten steel with an adjusted chemical composition is cast to form a steel slab, a hot rolling process in which the steel slab is hot rolled to obtain a hot rolled steel sheet, a coiling process in which the hot rolled steel sheet is coiled, a cold rolling process in which the coiled hot rolled steel sheet is cold rolled to obtain a cold rolled steel sheet, an annealing process in which the cold rolled steel sheet is annealed, a cooling process in which the annealed cold rolled steel sheet is cooled, a plating process in which a plating layer is formed on the obtained steel base material, and a hot stamp forming process in which the obtained plated steel sheet is hot stamp formed.
- the cold rolling process may be carried out directly after the hot rolling process without coiling, after which the steel is pickled. Each process will be described in detail below.
- the conditions for the casting process are not particularly limited. For example, after melting in a blast furnace or an electric furnace, various secondary smelting processes may be carried out, and then casting may be carried out by a method such as ordinary continuous casting or casting by an ingot method.
- the cast steel slab can be hot-rolled to obtain a hot-rolled steel sheet.
- the hot rolling step is performed by hot-rolling the cast steel slab directly or after cooling it once and then reheating it.
- the heating temperature of the steel slab may be, for example, 1100 to 1250°C.
- rough rolling and finish rolling are usually performed.
- the temperature and reduction of each rolling step can be appropriately determined according to the desired metal structure and plate thickness.
- the end temperature of the finish rolling may be 900 to 1050°C, and the reduction of the finish rolling may be 10 to 50%.
- the hot-rolled steel sheet can be coiled at a predetermined temperature.
- the coiling temperature can be appropriately determined depending on the desired metal structure, etc., and may be, for example, 500 to 800°C.
- the hot-rolled steel sheet may be subjected to a predetermined heat treatment by recoiling before or after coiling. Alternatively, the coiling step may be omitted, and the hot-rolled steel sheet may be pickled after the hot-rolling step and then subjected to the cold-rolling step described below.
- the hot-rolled steel sheet After the hot-rolled steel sheet is subjected to pickling or the like, the hot-rolled steel sheet is cold-rolled to obtain a cold-rolled steel sheet.
- the rolling reduction in the cold rolling can be appropriately determined according to the desired metal structure and sheet thickness, and may be, for example, 20 to 80%.
- the steel sheet After the cold rolling process, the steel sheet may be cooled to room temperature, for example, by air cooling.
- the annealing step includes heating the cold-rolled steel sheet to a temperature of 730 to 900 ° C. in an atmosphere with a dew point of -20 to 10 ° C. and holding the steel sheet for 10 to 300 seconds.
- the surface layer of the cold-rolled steel sheet can be appropriately decarburized.
- a region with a relatively small amount of pearlite can be formed in the surface layer of the steel base material in the plated steel sheet before hot stamp forming, and more specifically, a depth region in which the area ratio of pearlite is 20% or less from the surface of the steel base material in the sheet thickness direction can be formed to a depth of 3 ⁇ m or more.
- the heating temperature is less than 730 ° C., and/or the holding time is less than 10 seconds, decarburization in the surface layer of the cold-rolled steel sheet becomes insufficient. As a result, it becomes impossible to form a region with a relatively small amount of pearlite as described above in the surface layer of the steel base material.
- the dew point is more than 10°C, the heating temperature is more than 900°C, and/or the holding time is more than 300 seconds, an outer oxide layer is formed on the surface of the steel sheet, which may reduce the galvanic properties or reduce the strength of the finally obtained hot stamped body due to excessive decarburization.
- the dew point is preferably -10 to 5°C, more preferably -5 to 5°C.
- the atmosphere in the annealing step may be a reducing atmosphere, more specifically a reducing atmosphere containing nitrogen and hydrogen, for example, a reducing atmosphere of 1 to 10% hydrogen (for example, 4% hydrogen and the balance of nitrogen).
- the cooling process includes cooling from the heating temperature in the annealing process to a controlled temperature of 620 to 670°C at an average cooling rate of 20°C/s or more (primary cooling), and cooling from the controlled temperature to a coating bath temperature (e.g., the melting point of the coating bath + 20°C) at an average cooling rate of 10°C/s or less (secondary cooling).
- primary cooling and secondary cooling will be described in more detail below.
- the amount of coarse pearlite in the surface layer of the steel base material cannot be reduced, and more specifically, a large amount of coarse pearlite having a circle equivalent diameter of 5 ⁇ m or more is formed along the grain boundaries in the surface layer of the steel base material. If the amount of such coarse pearlite formed along the grain boundaries increases, the formation of a carbon recarburization path by austenite along the grain boundaries is promoted during high-temperature heating in hot stamping. As a result, in the finally obtained hot stamped body, the average C concentration from the surface of the steel base material to 1 ⁇ m in the depth direction cannot be suppressed to 0.25 mass% or less, and sufficient LME resistance cannot be achieved during spot welding.
- pearlite can be precipitated by cooling from a control temperature of 620 to 670 ° C. to a plating bath temperature (for example, the melting point of the plating bath + 20 ° C.) at an average cooling rate of 10 ° C./s or less. Since the pearlite precipitated at a low temperature range below such a control temperature has a relatively slow diffusion, it is not formed in a form connected along the grain boundaries, and it is possible to make the pearlite exist dispersedly on the grain boundaries.
- a control temperature for example, the melting point of the plating bath + 20 ° C.
- austenite transformed from pearlite at the A c1 point or higher can be similarly dispersed and exist on the grain boundaries, so that it is possible to reliably cut off the recarburization path of carbon by austenite.
- the average cooling rate is more than 10 ° C./s and/or the control temperature is less than 620 ° C.
- martensite and bainite will mainly precipitate instead of pearlite. Martensite and bainite have a faster transformation rate to austenite than pearlite, and instantly transform to austenite just above the A c1 point.
- a plating layer is formed on at least one, preferably both, surfaces of the cold-rolled steel sheet (steel base material). More specifically, the plating step is performed by hot-dip plating using a plating bath (plating bath temperature: for example, 420 to 480 ° C) having a predetermined chemical composition, and an alloying treatment may be performed after the hot-dip plating.
- the plating process is not limited to hot-dip plating, and may be electroplating, vapor deposition plating, thermal spraying, cold spraying, or the like. Other conditions of the plating step may be appropriately set in consideration of the thickness and adhesion amount of the plating layer.
- the adhesion amount of the plating layer can be adjusted within a predetermined range, for example, within the range of 60 to 200 g / m 2 per side.
- the obtained plated steel sheet is hot stamped in a hot stamp forming process to produce a hot stamped body having a desired surface layer composition and hard structure. From the viewpoint of obtaining a desired hard structure, it is preferable to charge the plated steel sheet into a furnace at 800 to 1000°C, and hold the plated steel sheet in the furnace for 60 to 600 seconds after the temperature of the plated steel sheet reaches a predetermined temperature, for example, a furnace temperature of -10°C.
- the heating atmosphere is not particularly limited and may be under normal conditions, for example, in the air, a gas combustion atmosphere in which the ratio of air to fuel is controlled, or a nitrogen atmosphere, and the dew point may be controlled in these gases.
- the plated steel sheet After being heated and held in the furnace, the plated steel sheet is removed from the furnace, and then hot stamp forming can be performed under normal conditions after the plated steel sheet reaches a predetermined temperature, for example, a predetermined temperature of 850° C. or less. After hot stamp forming, the plated steel sheet may be cooled, for example, to a temperature range of 250° C. or less at an average cooling rate of 20° C./s or more, although this is not particularly limited.
- hot stamped bodies according to embodiments of the present invention were manufactured under various conditions, and the properties of the manufactured hot stamped bodies were investigated.
- molten steel was cast by continuous casting to form a steel slab having the chemical composition shown in Table 1.
- the steel slab was cooled, reheated to 1200°C, hot rolled, and then coiled at a temperature of 600°C or less.
- Hot rolling was performed by rough rolling and finish rolling, with the finishing temperature of the finish rolling being 900-1050°C and the reduction ratio of the finish rolling being 30%.
- the obtained hot-rolled steel sheet was pickled and then cold rolled at a reduction ratio of 50% to obtain a cold-rolled steel sheet with a thickness of 1.6 mm.
- the obtained cold-rolled steel sheet was subjected to an annealing process under the conditions shown in Table 2 in a mixed gas atmosphere of 4% hydrogen and the balance nitrogen in a furnace with an oxygen concentration of 20 ppm or less, and then a cooling process was similarly performed under the conditions shown in Table 2 to produce a steel base material.
- the produced steel base material was cut into 100 mm x 200 mm, and the steel base material was plated using a batch-type hot-dip plating test device manufactured by the company. More specifically, the produced steel base material was first immersed in a plating bath having a predetermined chemical composition for about 3 seconds, then pulled up at a pulling speed of 20 to 200 mm/s, and the coating weight of the plating layer was adjusted to the value shown in Table 2 by N2 gas wiping. Next, the steel base material with the plating layer attached was cooled from the plating bath temperature (about 420 to 480°C) to room temperature using nitrogen gas as a cooling gas, thereby obtaining a plated steel sheet with a plating layer formed on both sides of the steel base material. The sheet temperature was measured using a thermocouple spot-welded to the center of the steel base material.
- the chemical composition of the plating layer was determined as follows. First, the plated steel sheet was placed in an atmospheric heating furnace at 900°C, and after the temperature of the plated steel sheet reached the furnace temperature of -10°C, it was held for 100 seconds. Next, the plated steel sheet was removed from the furnace, and the plated steel sheet was sandwiched between flat plate dies at about room temperature and quenched.
- the sample cut to 30 mm x 30 mm was immersed in an acidic aqueous solution at room temperature containing 10% hydrochloric acid and 1% Hibilon (A-6) (manufactured by Sugimura Chemical Industry Co., Ltd.), and the plating layer was peeled off by pickling, and the plating components dissolved in the aqueous solution were measured by ICP emission spectroscopy to determine the composition.
- Table 2 The results are shown in Table 2.
- the corrosion resistance after hot stamp forming was evaluated as follows. First, the plated steel sheet was charged into an atmospheric heating furnace at 900°C, and after the temperature of the plated steel sheet reached the furnace temperature of -10°C, it was held for 100 seconds. Next, the plated steel sheet was removed from the furnace, and the plated steel sheet was sandwiched between flat molds at about room temperature and quenched. A sample of the hot stamp formed body after heating and quenching, 50 mm x 100 mm, was subjected to Zn phosphate treatment (SD5350 system: Nippon Paint Industrial Coating Co., Ltd. standard), and then electrocoating (PN110 Powernics Gray: Nippon Paint Industrial Coating Co., Ltd.
- a test piece was cut out so that a cross section (thickness cross section) perpendicular to the surface could be observed from any position except the end of the obtained hot stamped body.
- the thickness cross section of the test piece was polished using silicon carbide paper of #600 to #1500, and then finished to a mirror surface using a diluent such as alcohol or a liquid in which diamond powder with a grain size of 1 to 6 ⁇ m was dispersed in pure water, and this thickness cross section was used as the measurement surface.
- the Vickers hardness was measured at intervals of at least three times the indentation using a micro Vickers hardness tester under a load of 1 kgf.
- Hardness ratings after HS of AAA, AA, and A, LME resistance ratings of AAA, AA, and A, and corrosion resistance ratings of AA and A were evaluated as hot stamped bodies that have high strength and maintain high corrosion resistance even after hot stamping, while being able to suppress LME cracking during spot welding.
- the results are shown in Table 2.
- the remaining structure other than martensite was bainite, ferrite, retained austenite, and/or pearlite.
- Comparative Example 35 Although the LME resistance and corrosion resistance were good, the hardness after HS was low, and therefore the desired high strength could not be achieved.
- Comparative Example 36 it is believed that the heating temperature in the annealing process was low, and therefore decarburization in the surface layer of the cold-rolled steel sheet was insufficient. As a result, the average C concentration from the surface of the steel base material to 1 ⁇ m in the depth direction became high, and the LME resistance decreased.
- Comparative Example 37 it is believed that the holding time in the annealing process was short, and therefore decarburization in the surface layer of the cold-rolled steel sheet was insufficient.
- Comparative Example 39 since the average cooling rate of the primary cooling in the cooling process was low, pearlite precipitated at high temperatures and formed along grain boundaries, which is considered to have promoted recarburization during high-temperature heating in hot stamp forming. As a result, the average C concentration from the surface of the steel base material to 1 ⁇ m in the depth direction was high, and the LME resistance was reduced. In Comparative Example 40, since the control temperature of the primary cooling in the cooling process was high, pearlite precipitated at high temperatures and formed along grain boundaries, which is considered to have promoted recarburization during high-temperature heating in hot stamp forming. As a result, the average C concentration from the surface of the steel base material to 1 ⁇ m in the depth direction was high, and the LME resistance was reduced.
- Comparative Example 43 the average cooling rate of the secondary cooling in the cooling process was fast, so that bainite, not pearlite, mainly precipitated, and it is considered that recarburization was promoted during high-temperature heating in hot stamp forming.
- the average C concentration was high from the surface of the steel base material to 1 ⁇ m in the depth direction, and the LME resistance was reduced.
- the coating amount of the plating layer was insufficient, so that the corrosion resistance after HS was reduced.
- the hot stamping conditions were not appropriate, resulting in insufficient austenitization, the desired martensite area ratio could not be achieved, and the hardness after HS decreased.
- the coating weight of the coating layer was set to 60 g/ m2 or more per side, and the average C concentration from the surface of the steel base material in the depth direction was controlled to 0.25 mass% or less.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Coating With Molten Metal (AREA)
Abstract
鋼母材と、前記鋼母材の表面に配置されためっき層を備え、前記めっき層が所定の化学組成を有し、前記鋼母材の表面から深さ方向に1μmまでの平均C濃度が0.25質量%以下であり、前記鋼母材が、面積率で、マルテンサイトを90%以上含み、前記めっき層の付着量が片面当たり60g/m2以上であり、400HV以上のビッカース硬さを有することを特徴とするホットスタンプ成形体が提供される。
Description
本発明は、ホットスタンプ成形体に関する。
近年、自動車業界では、燃費向上の観点から車体の軽量化が求められている。車体の軽量化と衝突安全性を両立するためには、骨格部品等において使用する鋼板の高強度化が有効な方法の一つであり、このような背景から高強度鋼板の開発が進められている。
高強度鋼板のような成形が困難な材料をプレス成形する技術としてホットスタンプ(熱間プレス)が知られている。ホットスタンプは、成形に供される材料を加熱してから成形する熱間成形技術である。この技術では、材料を加熱してから成形するため、成形時には鋼材が軟質で良好な成形性を有する。したがって、高強度の鋼材であっても複雑な形状に精度よく成形することが可能であり、また、プレス金型によって成形と同時に焼き入れを行うため、成形後の鋼材は十分な強度を有することが知られている。
これに関連して、Zn含有めっきを施したホットスタンプ成形体についても様々な検討がされている。
例えば、特許文献1では、2.0~24.0重量%の亜鉛、7.1~12.0重量%のケイ素、任意の1.1~8.0重量%のマグネシウム、及び任意にPb、Ni、Zr又はHfから選択される追加の元素を含み、各追加の元素の重量含有率が0.3重量%より低く、残部がアルミニウム並びに任意の不可避的不純物及び残留元素であり、ここで、Al/Zn比が2.9を超える金属コーティングで被覆された鋼板が記載され、当該鋼板をホットスタンプ成形して得られた部品が高い犠牲防食を示すことが教示されている。
特許文献2では、A)2.0から24.0重量%の亜鉛、1.1から7.0重量%のケイ素、ケイ素の量が1.1から4.0重量%の間である場合には、場合により1.1から8.0重量%のマグネシウム、および場合によりPb、Ni、ZrまたはHfから選択される追加元素を含み、各追加元素の重量含有量が0.3重量%未満であり、残りがアルミニウムおよび不可避不純物および残留元素である金属コーティングで予めコートされた鋼板を提供するステップであって、ここで、Al/Zn比は2.9を超える、ステップ、B)前記コート鋼板を切断して、ブランクを得るステップ、C)前記ブランクを840から950℃の間の温度で熱処理して、前記鋼中に完全オーステナイト微細構造を得るステップ、D)前記ブランクをプレスツール内へ移送するステップ、E)前記ブランクを熱間成形し、部品を得るステップ、F)マルテンサイトもしくはマルテンサイト-ベイナイトである、または少なくとも75%の等軸フェライト、5から20%のマルテンサイトおよび10%以下の量のベイナイトで構成される微細構造を鋼中に得るために、ステップE)で得られた前記部品を冷却するステップを含む硬化部品の製造方法が記載されている。また、特許文献2では、上記の製造方法によれば、LMEのない硬化部品が得られると教示されている。
例えば、特許文献1及び2に記載されるような亜鉛めっき鋼板をホットスタンプ成形において使用すると、ホットスタンプ成形後のめっき層は、地鉄(鋼母材)と合金化して耐食性が低下する場合がある。また、亜鉛めっき鋼板をホットスタンプ成形して得られたホットスタンプ成形体は、次いでスポット溶接等を利用して接合されるが、この際には、液体金属脆化(LME)割れを抑制する必要がある。この現象は、溶接入熱により液相化したZnが結晶粒界に沿って鋼材内部に侵入して脆化したところに、溶接により発生する引張応力が作用することで生じる割れである。これに関連して、特許文献2では、ホットスタンプ成形の際に生じるLMEの抑制について教示されているものの、特許文献2では、ホットスタンプ成形後のスポット溶接時におけるLME割れの抑制、さらには当該LME割れの抑制と耐食性の向上を両立させるという観点からは必ずしも十分な検討はなされていない。また、LME割れは、一般に、比較的高い強度を有する鋼材の場合にその発生が顕著となり、鋼材を高強度化するほどLME割れの感受性が高まる傾向にあることが知られている。一方で、自動車業界等では、鋼材のさらなる軽量化も求められており、このような軽量化を達成するためには、鋼材をこれまで以上に高強度化する必要が生じる。したがって、従来と同等又はそれ以上の高強度化を行った場合においても、LME割れの課題を解決し得る鋼材、より具体的にはホットスタンプ成形体に対して高いニーズがある。
そこで、本発明は、高強度で、かつホットスタンプ成形後においても高い耐食性を維持しつつ、スポット溶接時におけるLME割れを抑制することができるホットスタンプ成形体を提供することを目的とする。
本発明者らは、上記目的を達成するために検討を行った結果、まず、Znを含むめっき層を所定量以上の付着量において形成することでホットスタンプ成形に適用した場合においても十分な耐食性を維持することができることを見出した。加えて、本発明者らは、400HV以上の高いビッカース硬さを有するにもかかわらず、ホットスタンプ成形前の鋼母材の表層部組織を適切に改質してホットスタンプ成形後の鋼母材表層部におけるC濃度が比較的低くなるようにすることで、上記のような比較的多いめっき付着量で形成されためっき層であっても、ホットスタンプ成形後のスポット溶接時におけるLME割れの発生を顕著に抑制又は低減することができることを見出し、本発明を完成させた。
上記目的を達成し得た本発明は下記のとおりである。
(1)鋼母材と、前記鋼母材の表面に配置されためっき層を備え、
前記めっき層が、質量%で、
Ni:0.5~25.0%、及び
Fe:20.0~70.0%
を含有し、さらに、
Al:0~1.000%、
Mg:0~0.500%未満、
Si:0~0.200%、
Ca:0~3.000%、
Sb:0~0.500%、
Pb:0~0.500%、
Cu:0~1.000%、
Sn:0~1.000%、
Ti:0~1.000%、
Cr:0~1.000%、
Nb:0~1.000%、
Zr:0~1.000%、
Mn:0~1.000%、
Mo:0~1.000%、
Ag:0~1.000%、
Li:0~1.000%、
La:0~0.500%、
Ce:0~0.500%、
B :0~0.500%、
Y :0~0.500%、
Sr:0~0.500%、
In:0~0.500%、
Co:0~0.500%、
Bi:0~0.500%、
P :0~0.500%、及び
W :0~0.500%
の少なくとも1種を合計で5.000%以下含有し、
残部:Zn及び不純物からなる化学組成を有し、
前記鋼母材の表面から深さ方向に1μmまでの平均C濃度が0.25質量%以下であり、
前記鋼母材が、面積率で、マルテンサイトを90%以上含み、
前記めっき層の付着量が片面当たり60g/m2以上であり、
400HV以上のビッカース硬さを有することを特徴とする、ホットスタンプ成形体。
(2)前記平均C濃度が0.18質量%以下であり、前記めっき層のFe含有量が20.0~60.0質量%であることを特徴とする、上記(1)に記載のホットスタンプ成形体。
(3)前記平均C濃度が0.10質量%以下であることを特徴とする、上記(1)又は(2)に記載のホットスタンプ成形体。
(1)鋼母材と、前記鋼母材の表面に配置されためっき層を備え、
前記めっき層が、質量%で、
Ni:0.5~25.0%、及び
Fe:20.0~70.0%
を含有し、さらに、
Al:0~1.000%、
Mg:0~0.500%未満、
Si:0~0.200%、
Ca:0~3.000%、
Sb:0~0.500%、
Pb:0~0.500%、
Cu:0~1.000%、
Sn:0~1.000%、
Ti:0~1.000%、
Cr:0~1.000%、
Nb:0~1.000%、
Zr:0~1.000%、
Mn:0~1.000%、
Mo:0~1.000%、
Ag:0~1.000%、
Li:0~1.000%、
La:0~0.500%、
Ce:0~0.500%、
B :0~0.500%、
Y :0~0.500%、
Sr:0~0.500%、
In:0~0.500%、
Co:0~0.500%、
Bi:0~0.500%、
P :0~0.500%、及び
W :0~0.500%
の少なくとも1種を合計で5.000%以下含有し、
残部:Zn及び不純物からなる化学組成を有し、
前記鋼母材の表面から深さ方向に1μmまでの平均C濃度が0.25質量%以下であり、
前記鋼母材が、面積率で、マルテンサイトを90%以上含み、
前記めっき層の付着量が片面当たり60g/m2以上であり、
400HV以上のビッカース硬さを有することを特徴とする、ホットスタンプ成形体。
(2)前記平均C濃度が0.18質量%以下であり、前記めっき層のFe含有量が20.0~60.0質量%であることを特徴とする、上記(1)に記載のホットスタンプ成形体。
(3)前記平均C濃度が0.10質量%以下であることを特徴とする、上記(1)又は(2)に記載のホットスタンプ成形体。
本発明によれば、高強度で、かつホットスタンプ成形後においても高い耐食性を維持しつつ、スポット溶接時におけるLME割れを抑制することができるホットスタンプ成形体を提供することができる。
<ホットスタンプ成形体>
本発明の実施形態に係るホットスタンプ成形体は、鋼母材と、前記鋼母材の表面に配置されためっき層を備え、
前記めっき層が、質量%で、
Ni:0.5~25.0%、及び
Fe:20.0~70.0%
を含有し、さらに、
Al:0~1.000%、
Mg:0~0.500%未満、
Si:0~0.200%、
Ca:0~3.000%、
Sb:0~0.500%、
Pb:0~0.500%、
Cu:0~1.000%、
Sn:0~1.000%、
Ti:0~1.000%、
Cr:0~1.000%、
Nb:0~1.000%、
Zr:0~1.000%、
Mn:0~1.000%、
Mo:0~1.000%、
Ag:0~1.000%、
Li:0~1.000%、
La:0~0.500%、
Ce:0~0.500%、
B :0~0.500%、
Y :0~0.500%、
Sr:0~0.500%、
In:0~0.500%、
Co:0~0.500%、
Bi:0~0.500%、
P :0~0.500%、及び
W :0~0.500%
の少なくとも1種を合計で5.000%以下含有し、
残部:Zn及び不純物からなる化学組成を有し、
前記鋼母材の表面から深さ方向に1μmまでの平均C濃度が0.25質量%以下であり、
前記鋼母材が、面積率で、マルテンサイトを90%以上含み、
前記めっき層の付着量が片面当たり60g/m2以上であり、
400HV以上のビッカース硬さを有することを特徴としている。
本発明の実施形態に係るホットスタンプ成形体は、鋼母材と、前記鋼母材の表面に配置されためっき層を備え、
前記めっき層が、質量%で、
Ni:0.5~25.0%、及び
Fe:20.0~70.0%
を含有し、さらに、
Al:0~1.000%、
Mg:0~0.500%未満、
Si:0~0.200%、
Ca:0~3.000%、
Sb:0~0.500%、
Pb:0~0.500%、
Cu:0~1.000%、
Sn:0~1.000%、
Ti:0~1.000%、
Cr:0~1.000%、
Nb:0~1.000%、
Zr:0~1.000%、
Mn:0~1.000%、
Mo:0~1.000%、
Ag:0~1.000%、
Li:0~1.000%、
La:0~0.500%、
Ce:0~0.500%、
B :0~0.500%、
Y :0~0.500%、
Sr:0~0.500%、
In:0~0.500%、
Co:0~0.500%、
Bi:0~0.500%、
P :0~0.500%、及び
W :0~0.500%
の少なくとも1種を合計で5.000%以下含有し、
残部:Zn及び不純物からなる化学組成を有し、
前記鋼母材の表面から深さ方向に1μmまでの平均C濃度が0.25質量%以下であり、
前記鋼母材が、面積率で、マルテンサイトを90%以上含み、
前記めっき層の付着量が片面当たり60g/m2以上であり、
400HV以上のビッカース硬さを有することを特徴としている。
先に述べたとおり、亜鉛めっき鋼板をホットスタンプ成形して得られたホットスタンプ成形体は、スポット溶接によって接合される際、液体金属脆化(LME)割れを抑制する必要がある。理由は必ずしも明らかではないが、本発明者らによる研究等で、鋼材中に含まれる炭素がこのようなLME割れを促進させる元素であることがわかってきており、したがってLME割れが生じる鋼材表層部の炭素濃度を例えば脱炭等により低減することで、LME割れの発生を抑制又は低減することができるものと考えられる。しかしながら、実際のところ、ホットスタンプ成形に適用された場合には、このような鋼板表層部の低炭素濃度化に基づくLME抑制効果は限定的であり、必ずしも満足のいくものではない場合がある。
本発明者らは、種々の検討の結果、耐LME性を向上させる観点から、ホットスタンプ成形前の鋼母材の表層部における炭素濃度を脱炭等により低減したとしても、ホットスタンプ成形における高温加熱時に鋼母材のバルク中に含まれる炭素が表層部へと拡散し、このような表層部への復炭によって当初の表層部の低炭素濃度化によるLME抑制効果が消失するか又は低減されてしまうことを見出した。そこで、本発明者らは、さらに検討を行い、このような復炭を抑制することができる組織をホットスタンプ成形前の鋼母材の表層部に作り込むことで、十分な耐食性を維持するためにZn含有めっき層の付着量を比較的多くした場合においても、当初の表層部の低炭素濃度化によるLME抑制効果を十分に発揮してホットスタンプ成形後のスポット溶接時におけるLME割れの発生を確実に抑制又は低減することができることを見出した。より具体的には、ホットスタンプ成形体の製造方法に関連して後で詳しく説明されるように、本発明者らは、めっき層の付着量を片面当たり60g/m2以上とすることでホットスタンプ成形に適用した場合でも十分な耐食性を維持するとともに、鋼母材の表層部にパーライトの量が比較的少なく、かつ粗大なパーライトの量が低減された組織を形成することで、ホットスタンプ成形に適用した場合に、鋼母材の表面から深さ方向に1μmまでの平均C濃度を0.25質量%以下に抑制することができ、これに関連してホットスタンプ成形後のスポット溶接時におけるLME割れを確実に抑制又は低減することができることを見出した。
何ら特定の理論に束縛されることを意図するものではないが、ホットスタンプ成形によって本発明の実施形態に係るホットスタンプ成形体を得る際、鋼母材の表層部における組織が以下のように作用して、ホットスタンプ成形の高温加熱時に鋼母材のバルク中に含まれる炭素が表層部へと拡散して復炭することを抑制又は低減しているものと考えられる。より詳しく説明すると、脱炭等により鋼母材の表層部における炭素濃度が低減されると、このような低炭素濃度化に関連して、鋼母材の表層部におけるミクロ組織中に生成するパーライトの量が比較的少なくなる。鋼母材の表層部にこのようなパーライトの量が比較的少ない領域を形成することで低炭素濃度化に基づくLME抑制効果を十分に発揮することが可能となる。しかしながら、単にパーライトの量を低減しただけでは、パーライトが粒界に沿って析出しているような場合には、ホットスタンプ成形の高温加熱時に当該パーライトがオーステナイトに変態することで粒界に沿ったオーステナイトによる炭素の拡散経路(すなわち炭素の復炭経路)が形成されてしまうものと考えられる。ホットスタンプ成形の高温加熱時には、鋼母材におけるバルクの高炭素濃度と表面側の低炭素濃度との間の濃度勾配に基づいてバルク中の炭素が表面側に拡散しようとする。その際、上記のような粒界に沿ったオーステナイトによる炭素の復炭経路が存在すると、バルク中の炭素が当該復炭経路を通って表面側へと拡散することで、表層部への復炭を促進させてしまうこととなる。その結果として、当初の表層部の低炭素濃度化によるLME抑制効果を十分に発揮することができなくなる。これに対し、本発明の実施形態によれば、パーライトの量が比較的少ない表層部の領域において、さらに粗大なパーライトの量を低減することにより、ホットスタンプ成形の高温加熱時においても、パーライトから変態したオーステナイトを粒界上で分散させて存在させることができ、これによってオーステナイトによる炭素の復炭経路を確実に分断することが可能となる。
より詳しく説明すると、ホットスタンプ成形の高温加熱時にパーライトがオーステナイトに変態すると、フェライトとオーステナイトの二相組織が形成されることになる。このような場合に、フェライトとオーステナイトの異相界面に存在するオーステナイトが鋼母材の表面側まで繋がることで炭素の復炭経路が形成され、その結果として鋼母材のバルクから表面側への炭素の拡散が促進されることとなる。これに関連して、ホットスタンプ成形によって本発明の実施形態に係るホットスタンプ成形体を得る際には、鋼母材の表層部におけるパーライト量を低減するとともに、当該表層部における粗大なパーライトの量を低減することが重要となる。このような表層部組織により、ホットスタンプ成形の高温加熱時においても、パーライトから変態するオーステナイトの量を低減することができ、さらには当該オーステナイトを粒界上で分散させて存在させることができるので、オーステナイトによる炭素の復炭経路を確実に分断することが可能となる。その結果として、最終的に得られるホットスタンプ成形体において、鋼母材の表面から深さ方向に1μmまでの平均C濃度を0.25質量%以下に抑制することができる。とりわけ、Zn含有めっきを施しためっき鋼板をホットスタンプ成形する場合には、ホットスタンプ成形の高温加熱時に鋼母材中のFeとめっき層の相互拡散によって、めっき層とFeが合金化することになる。一方で、鋼母材中のCはめっき層には含有されないので、鋼母材の表面付近においてFeに対して相対的にCが濃化されてしまうこととなる。このため、ホットスタンプ成形前に脱炭等により鋼母材の表層部が低炭素濃度化されていたとしても、ホットスタンプ成形後には鋼母材の表層部におけるC濃度がバルクにおけるC濃度よりもはるかに高くなってしまう場合がある。これに対し、本発明の実施形態によれば、上記のような復炭経路の分断によってバルクから表層部へのCの拡散が抑制されるため、従来のめっき鋼板の場合と比較して、鋼母材の表面付近におけるCの濃化を顕著に抑制又は低減することができ、より具体的には鋼母材の表面から深さ方向に1μmまでの平均C濃度を0.25質量%以下に抑制することが可能となる。したがって、本発明の実施形態によれば、十分な耐食性を維持するためにZn含有めっき層の付着量を比較的多くしてLMEがより生じやすい条件になっているにもかかわらず、ホットスタンプ成形の高温加熱時における復炭を顕著に抑制することで、当初の鋼母材表層部の低炭素濃度化によるLME抑制効果を十分に発揮して、その後のスポット溶接時におけるLME割れの発生を確実に抑制又は低減することが可能となる。Zn含有めっき層を備えたホットスタンプ成形体において、ホットスタンプ成形前の鋼母材の表層部組織を適切に改質することで上記のようにLME割れの発生を抑制又は低減することができるという事実は、今回、本発明者らによって初めて明らかにされたことである。したがって、本発明の実施形態に係るホットスタンプ成形体は、スポット溶接が比較的多く用いられる自動車分野の使用において特に有用である。
以下、本発明の実施形態に係るホットスタンプ成形体についてより詳しく説明する。以下の説明において、各元素の含有量の単位である「%」は、特に断りがない限り「質量%」を意味するものである。また、本明細書において、数値範囲を示す「~」とは、特に断りがない場合、その前後に記載される数値を下限値及び上限値として含む意味で使用される。
[めっき層]
本発明の実施形態によれば、めっき層は鋼母材の表面に配置され、例えば鋼母材の少なくとも一方、好ましくは両方の表面に配置される。ここで、「鋼母材の表面に配置される」との表現は、めっき層が鋼母材の表面に直接的に配置される場合だけでなく、めっき層が鋼母材の表面に間接的に配置される場合、例えば、鋼母材とめっき層との間に後で説明する固溶体層等を含む場合も包含するものである。めっき層は下記の化学組成を有する。
本発明の実施形態によれば、めっき層は鋼母材の表面に配置され、例えば鋼母材の少なくとも一方、好ましくは両方の表面に配置される。ここで、「鋼母材の表面に配置される」との表現は、めっき層が鋼母材の表面に直接的に配置される場合だけでなく、めっき層が鋼母材の表面に間接的に配置される場合、例えば、鋼母材とめっき層との間に後で説明する固溶体層等を含む場合も包含するものである。めっき層は下記の化学組成を有する。
[Ni:0.5~25.0%]
Niは、めっき層の耐食性を向上させるのに有効な元素である。このような効果を十分に得るために、Ni含有量は0.5%以上とする。Ni含有量は0.51%以上、0.52%以上、0.53%以上、0.55%以上、0.6%以上、1.0%以上、5.0%以上、7.0%以上、10.0%以上又は12.0%%以上であってもよい。上限は特に限定されないが、製造コスト等の観点から、Ni含有量は25.0%以下とし、例えば23.0%以下、20.0%以下、18.0%以下又は16.0%以下であってもよい。
Niは、めっき層の耐食性を向上させるのに有効な元素である。このような効果を十分に得るために、Ni含有量は0.5%以上とする。Ni含有量は0.51%以上、0.52%以上、0.53%以上、0.55%以上、0.6%以上、1.0%以上、5.0%以上、7.0%以上、10.0%以上又は12.0%%以上であってもよい。上限は特に限定されないが、製造コスト等の観点から、Ni含有量は25.0%以下とし、例えば23.0%以下、20.0%以下、18.0%以下又は16.0%以下であってもよい。
[Fe:20.0~70.0%]
ホットスタンプ成形時にめっき鋼板を加熱すると、鋼母材からのFeがめっき層中に拡散してZn等と合金化するため、当該めっき層には必然的にFeが含有される。したがって、Fe含有量は20.0%以上であり、例えば25.0%以上、30.0%以上、35.0%以上、40.0%以上、45.0%以上又は50.0%以上であってもよい。一方で、本発明の実施形態によれば、ホットスタンプ成形体の製造方法に関連して後で詳しく説明されるように、ホットスタンプ成形前の鋼母材の表層部組織を適切に改質することで、理由は必ずしも明らかではないが、めっき層中のZn等と鋼母材中のFeの合金化を遅延させることができるものと考えられる。したがって、本発明の実施形態によれば、めっき層中のFe含有量は最大でも70.0%以下に抑制することができる。これに関連して、めっき層の付着量を比較的多くして、具体的には片面当たり60g/m2以上に制御することで、合金化が十分に進行していないめっき層を比較的多く存在させることができ、このようなめっき層の存在に起因して十分な耐食性を維持することが可能となる。耐食性向上の観点からは、Fe含有量は低いほど好ましく、例えば67.0%以下、65.0%以下、62.0%以下、60.0%以下、57.0%以下又は55.0%以下であってもよい。
ホットスタンプ成形時にめっき鋼板を加熱すると、鋼母材からのFeがめっき層中に拡散してZn等と合金化するため、当該めっき層には必然的にFeが含有される。したがって、Fe含有量は20.0%以上であり、例えば25.0%以上、30.0%以上、35.0%以上、40.0%以上、45.0%以上又は50.0%以上であってもよい。一方で、本発明の実施形態によれば、ホットスタンプ成形体の製造方法に関連して後で詳しく説明されるように、ホットスタンプ成形前の鋼母材の表層部組織を適切に改質することで、理由は必ずしも明らかではないが、めっき層中のZn等と鋼母材中のFeの合金化を遅延させることができるものと考えられる。したがって、本発明の実施形態によれば、めっき層中のFe含有量は最大でも70.0%以下に抑制することができる。これに関連して、めっき層の付着量を比較的多くして、具体的には片面当たり60g/m2以上に制御することで、合金化が十分に進行していないめっき層を比較的多く存在させることができ、このようなめっき層の存在に起因して十分な耐食性を維持することが可能となる。耐食性向上の観点からは、Fe含有量は低いほど好ましく、例えば67.0%以下、65.0%以下、62.0%以下、60.0%以下、57.0%以下又は55.0%以下であってもよい。
さらに、めっき層は、任意選択で、Al:0~1.000%、Mg:0~0.500%未満、Si:0~0.200%、Ca:0~3.000%、Sb:0~0.500%、Pb:0~0.500%、Cu:0~1.000%、Sn:0~1.000%、Ti:0~1.000%、Cr:0~1.000%、Nb:0~1.000%、Zr:0~1.000%、Mn:0~1.000%、Mo:0~1.000%、Ag:0~1.000%、Li:0~1.000%、La:0~0.500%、Ce:0~0.500%、B:0~0.500%、Y:0~0.500%、Sr:0~0.500%、In:0~0.500%、Co:0~0.500%、Bi:0~0.500%、P:0~0.500%、及びW:0~0.500%の少なくとも1種を含有してもよい。これらの任意選択元素は、特に限定されないが、合計で5.000%以下であることが好ましい。任意選択元素は、合計で4.500%以下、4.000%以下、3.500%以下、3.000%以下、2.500%以下、2.000%以下、1.500%以下又は1.000%以下であってもよい。以下、これらの任意選択元素について詳しく説明する。
[Al:0~1.000%]
Alは、めっき層の耐食性を向上させるのに有効な元素である。Al含有量は0%であってもよいが、このような効果を得るためには、Al含有量は0.001%以上であることが好ましい。Al含有量は0.005%以上、0.010%以上、0.030%以上、0.050%以上、0.080%以上、0.100%以上又は0.150%以上であってもよい。一方で、Alを過度に含有すると、Zn-Al共晶組成にめっき層の組成が近づくため、めっき層の融点が低下する場合がある。したがって、Al含有量は1.000%以下であることが好ましい。Al含有量は0.800%以下、0.600%以下、0.400%以下又は0.300%以下であってもよい。
Alは、めっき層の耐食性を向上させるのに有効な元素である。Al含有量は0%であってもよいが、このような効果を得るためには、Al含有量は0.001%以上であることが好ましい。Al含有量は0.005%以上、0.010%以上、0.030%以上、0.050%以上、0.080%以上、0.100%以上又は0.150%以上であってもよい。一方で、Alを過度に含有すると、Zn-Al共晶組成にめっき層の組成が近づくため、めっき層の融点が低下する場合がある。したがって、Al含有量は1.000%以下であることが好ましい。Al含有量は0.800%以下、0.600%以下、0.400%以下又は0.300%以下であってもよい。
[Mg:0~0.500%未満]
Mgは、めっき層の耐食性を向上させるのに有効な元素である。Mg含有量は0%であってもよいが、このような効果を得るためには、Mg含有量は0.001%以上であることが好ましい。Mg含有量は0.010%以上、0.050%以上又は0.100%以上であってもよい。一方で、加工性向上の観点から、Mg含有量は0.500%未満であってもよい。Mg含有量は0.490%以下、0.480%以下、0.470%以下、0.450%以下、0.400%以下、0.300%以下又は0.200%以下であってもよい。
Mgは、めっき層の耐食性を向上させるのに有効な元素である。Mg含有量は0%であってもよいが、このような効果を得るためには、Mg含有量は0.001%以上であることが好ましい。Mg含有量は0.010%以上、0.050%以上又は0.100%以上であってもよい。一方で、加工性向上の観点から、Mg含有量は0.500%未満であってもよい。Mg含有量は0.490%以下、0.480%以下、0.470%以下、0.450%以下、0.400%以下、0.300%以下又は0.200%以下であってもよい。
[Si:0~0.200%]
Siは、めっき層の耐食性を向上させるのに有効な元素である。Si含有量は0%であってもよいが、必要に応じて、Siは0.0001%以上、0.001%以上、0.010%以上又は0.050%以上の量でめっき層中に含有されていてもよい。一方で、めっき層のめっき密着性向上の観点から、Si含有量は0.200%以下であってもよい。Si含有量は0.180%以下、0.150%以下、0.120%以下又は0.100%以下であってもよい。
Siは、めっき層の耐食性を向上させるのに有効な元素である。Si含有量は0%であってもよいが、必要に応じて、Siは0.0001%以上、0.001%以上、0.010%以上又は0.050%以上の量でめっき層中に含有されていてもよい。一方で、めっき層のめっき密着性向上の観点から、Si含有量は0.200%以下であってもよい。Si含有量は0.180%以下、0.150%以下、0.120%以下又は0.100%以下であってもよい。
[Ca:0~3.000%]
Caは、めっき浴の濡れ性を確保するのに有効な元素である。Ca含有量は0%であってもよいが、このような効果を得るためには、Ca含有量は0.001%以上であることが好ましい。Ca含有量は0.005%以上、0.010%以上、0.100%以上又は1.000%以上であってもよい。一方で、Caを過度に含有すると、めっき層中に硬い金属間化合物を多量に形成して、めっき層が脆くなり、鋼板との密着性を低下させる場合がある。したがって、Ca含有量は3.000%以下であることが好ましい。Ca含有量は2.500%以下、2.000%以下又は1.500%以下であってもよい。
Caは、めっき浴の濡れ性を確保するのに有効な元素である。Ca含有量は0%であってもよいが、このような効果を得るためには、Ca含有量は0.001%以上であることが好ましい。Ca含有量は0.005%以上、0.010%以上、0.100%以上又は1.000%以上であってもよい。一方で、Caを過度に含有すると、めっき層中に硬い金属間化合物を多量に形成して、めっき層が脆くなり、鋼板との密着性を低下させる場合がある。したがって、Ca含有量は3.000%以下であることが好ましい。Ca含有量は2.500%以下、2.000%以下又は1.500%以下であってもよい。
[Sb:0~0.500%、Pb:0~0.500%、Cu:0~1.000%、Sn:0~1.000%、Ti:0~1.000%、Cr:0~1.000%、Nb:0~1.000%、Zr:0~1.000%、Mn:0~1.000%、Mo:0~1.000%、Ag:0~1.000%、Li:0~1.000%、La:0~0.500%、Ce:0~0.500%、B:0~0.500%、Y:0~0.500%、Sr:0~0.500%、In:0~0.500%、Co:0~0.500%、Bi:0~0.500%、P:0~0.500%及びW:0~0.500%]
Sb、Pb、Cu、Sn、Ti、Cr、Nb、Zr、Mn、Mo、Ag、Li、La、Ce、B、Y、Sr、In、Co、Bi、P及びWは、めっき層中に含まれなくてもよいが、0.0001%以上、0.001%以上又は0.01%以上の量においてめっき層中に存在し得る。これらの元素は、所定の含有量の範囲内であれば、ホットスタンプ成形体としての性能に悪影響は及ぼさない。しかしながら、各元素の含有量が過剰な場合には耐食性を低下させる場合がある。したがって、Sb、Pb、La、Ce、B、Y、Sr、In、Co、Bi、P及びWの含有量は0.500%以下であることが好ましく、例えば0.300%以下、0.100%以下又は0.050%以下であってもよい。同様に、Cu、Sn、Ti、Cr、Nb、Zr、Mn、Mo、Ag及びLiの含有量は1.000%以下であることが好ましく、例えば0.800%以下、0.500%以下又は0.100%以下であってもよい。
Sb、Pb、Cu、Sn、Ti、Cr、Nb、Zr、Mn、Mo、Ag、Li、La、Ce、B、Y、Sr、In、Co、Bi、P及びWは、めっき層中に含まれなくてもよいが、0.0001%以上、0.001%以上又は0.01%以上の量においてめっき層中に存在し得る。これらの元素は、所定の含有量の範囲内であれば、ホットスタンプ成形体としての性能に悪影響は及ぼさない。しかしながら、各元素の含有量が過剰な場合には耐食性を低下させる場合がある。したがって、Sb、Pb、La、Ce、B、Y、Sr、In、Co、Bi、P及びWの含有量は0.500%以下であることが好ましく、例えば0.300%以下、0.100%以下又は0.050%以下であってもよい。同様に、Cu、Sn、Ti、Cr、Nb、Zr、Mn、Mo、Ag及びLiの含有量は1.000%以下であることが好ましく、例えば0.800%以下、0.500%以下又は0.100%以下であってもよい。
めっき層において、上記の元素以外の残部はZn及び不純物からなる。めっき層における不純物とは、めっき層を製造する際に、原料を始めとして、製造工程の種々の要因によって混入する成分等である。残部のZn含有量は、特に限定されないが、例えば2.0%以上、3.0%以上、4.0%以上又は5.0%以上であってもよい。
[めっき層の化学組成の測定]
めっき層の化学組成は、酸性水溶液でめっき層のみを溶解し、化学分析することで決定される。すなわち、鋼の溶解を抑制するインヒビターを含有した酸性水溶液、具体的には10%の塩酸に1%のヒビロン(A-6)(スギムラ化学工業株式会社製)を加えた室温の酸性水溶液でめっき層を溶解し、得られた酸性水溶液をICP(高周波誘導結合プラズマ発光分光法)分析することで、めっき層の化学組成が得られる。
めっき層の化学組成は、酸性水溶液でめっき層のみを溶解し、化学分析することで決定される。すなわち、鋼の溶解を抑制するインヒビターを含有した酸性水溶液、具体的には10%の塩酸に1%のヒビロン(A-6)(スギムラ化学工業株式会社製)を加えた室温の酸性水溶液でめっき層を溶解し、得られた酸性水溶液をICP(高周波誘導結合プラズマ発光分光法)分析することで、めっき層の化学組成が得られる。
めっき層としては、上記の化学組成を有する任意のめっき層であってよく特に限定されないが、例えば溶融めっき層、合金化溶融めっき層又は電気めっき層等であってよい。好ましくは、めっき層は電気めっき層である。
[めっき層の付着量:片面当たり60g/m2以上]
本発明の実施形態に係るホットスタンプ成形体においては、めっき層の付着量は片面当たり60g/m2以上である。一般に、めっき層は、ホットスタンプ成形における高温加熱時に鋼母材と合金化して耐食性が低下する場合がある。しかしながら、本発明の実施形態によれば、理由は必ずしも明らかではないが、ホットスタンプ成形前の適切に改質された鋼母材の表層部組織、すなわちパーライトの量が比較的少なくかつ粗大なパーライトの量が低減された表層部組織に起因して、めっき層と鋼母材の合金化を遅延させることができるものと考えられる。したがって、めっき層の付着量を比較的多くして、具体的に片面当たり60g/m2以上に制御することで、ホットスタンプ成形後に合金化が十分に進行していないめっき層が存在することとなり、このようなめっき層の存在に起因して十分な耐食性を維持することが可能になると考えられる。一方で、めっき層の付着量が少ないと、上記のような合金化の遅延に関連する効果を十分に得ることができず、ホットスタンプ成形後の耐食性が低下してしまう場合がある。耐食性向上の観点からは、めっき層の付着量は、片面当たり好ましくは65g/m2以上又は70g/m2以上、より好ましくは80g/m2以上、さらにより好ましくは90g/m2以上、最も好ましくは100g/m2以上である。上限は特に限定されないが、めっき層の付着量は、例えば200g/m2以下、190g/m2以下、180g/m2以下又は170g/m2以下であってもよい。
本発明の実施形態に係るホットスタンプ成形体においては、めっき層の付着量は片面当たり60g/m2以上である。一般に、めっき層は、ホットスタンプ成形における高温加熱時に鋼母材と合金化して耐食性が低下する場合がある。しかしながら、本発明の実施形態によれば、理由は必ずしも明らかではないが、ホットスタンプ成形前の適切に改質された鋼母材の表層部組織、すなわちパーライトの量が比較的少なくかつ粗大なパーライトの量が低減された表層部組織に起因して、めっき層と鋼母材の合金化を遅延させることができるものと考えられる。したがって、めっき層の付着量を比較的多くして、具体的に片面当たり60g/m2以上に制御することで、ホットスタンプ成形後に合金化が十分に進行していないめっき層が存在することとなり、このようなめっき層の存在に起因して十分な耐食性を維持することが可能になると考えられる。一方で、めっき層の付着量が少ないと、上記のような合金化の遅延に関連する効果を十分に得ることができず、ホットスタンプ成形後の耐食性が低下してしまう場合がある。耐食性向上の観点からは、めっき層の付着量は、片面当たり好ましくは65g/m2以上又は70g/m2以上、より好ましくは80g/m2以上、さらにより好ましくは90g/m2以上、最も好ましくは100g/m2以上である。上限は特に限定されないが、めっき層の付着量は、例えば200g/m2以下、190g/m2以下、180g/m2以下又は170g/m2以下であってもよい。
[めっき付着量の測定]
めっき層の付着量は、酸性水溶液でめっき層のみを溶解することで決定される。すなわち、ホットスタンプ成形体から30mm×30mmのサンプルを採取し、次いで鋼の溶解を抑制するインヒビターを含有した酸性水溶液、具体的には10%の塩酸に1%のヒビロン(A-6)(スギムラ化学工業株式会社製)を加えた室温の酸性水溶液でめっき層を溶解し、めっき層の溶解前後のサンプルの重量変化からめっき層の付着量が決定される。
めっき層の付着量は、酸性水溶液でめっき層のみを溶解することで決定される。すなわち、ホットスタンプ成形体から30mm×30mmのサンプルを採取し、次いで鋼の溶解を抑制するインヒビターを含有した酸性水溶液、具体的には10%の塩酸に1%のヒビロン(A-6)(スギムラ化学工業株式会社製)を加えた室温の酸性水溶液でめっき層を溶解し、めっき層の溶解前後のサンプルの重量変化からめっき層の付着量が決定される。
[鋼母材の表面から深さ方向に1μmまでの平均C濃度:0.25質量%以下]
本発明の実施形態に係るホットスタンプ成形体においては、鋼母材の表面から深さ方向に1μmまでの平均C濃度は0.25質量%以下である。ホットスタンプ成形体の製造方法に関連して後で詳しく説明されるように、ホットスタンプ成形前の鋼母材表層部の低炭素濃度化に関連する組織、すなわちパーライトの量が比較的少なくかつ粗大なパーライトの量が低減された表層部組織に起因して、ホットスタンプ成形の高温加熱時における復炭が顕著に抑制される。これに関連して、最終的に得られるホットスタンプ成形体において、鋼母材の表面から深さ方向に1μmまでの平均C濃度が0.25質量%以下に低減される。その結果、当初の鋼母材表層部の低炭素濃度化によるLME抑制効果を十分に発揮してホットスタンプ成形後のスポット溶接時におけるLME割れの発生を確実に抑制又は低減することが可能となる。したがって、ホットスタンプ成形後のスポット溶接時における耐LME性向上の観点からは、鋼母材の表面から深さ方向に1μmまでの平均C濃度は低いほど好ましく、例えば0.22質量%以下、0.20質量%以下、0.18質量%以下、0.15質量%以下、0.12質量%以下、0.10質量%以下、0.08質量%以下又は0.06質量%以下であってもよい。とりわけ、上記平均C濃度を0.18質量%以下とした場合には、先に述べためっき層中のZn等と鋼母材中のFeとの合金化遅延効果がより顕著なものとなる。その結果として、めっき層中のFe含有量を相対的に小さくすることができ、より具体的にはめっき層中のFe含有量を60.0質量%以下に低減することができる。したがって、ホットスタンプ成形後の耐食性をさらに向上させることが可能となる。鋼母材の表面から深さ方向に1μmまでの平均C濃度の下限は特に限定されないが、例えば、当該平均C濃度は、0.001質量%以上、0.005質量%以上又は0.01質量%以上であってもよい。
本発明の実施形態に係るホットスタンプ成形体においては、鋼母材の表面から深さ方向に1μmまでの平均C濃度は0.25質量%以下である。ホットスタンプ成形体の製造方法に関連して後で詳しく説明されるように、ホットスタンプ成形前の鋼母材表層部の低炭素濃度化に関連する組織、すなわちパーライトの量が比較的少なくかつ粗大なパーライトの量が低減された表層部組織に起因して、ホットスタンプ成形の高温加熱時における復炭が顕著に抑制される。これに関連して、最終的に得られるホットスタンプ成形体において、鋼母材の表面から深さ方向に1μmまでの平均C濃度が0.25質量%以下に低減される。その結果、当初の鋼母材表層部の低炭素濃度化によるLME抑制効果を十分に発揮してホットスタンプ成形後のスポット溶接時におけるLME割れの発生を確実に抑制又は低減することが可能となる。したがって、ホットスタンプ成形後のスポット溶接時における耐LME性向上の観点からは、鋼母材の表面から深さ方向に1μmまでの平均C濃度は低いほど好ましく、例えば0.22質量%以下、0.20質量%以下、0.18質量%以下、0.15質量%以下、0.12質量%以下、0.10質量%以下、0.08質量%以下又は0.06質量%以下であってもよい。とりわけ、上記平均C濃度を0.18質量%以下とした場合には、先に述べためっき層中のZn等と鋼母材中のFeとの合金化遅延効果がより顕著なものとなる。その結果として、めっき層中のFe含有量を相対的に小さくすることができ、より具体的にはめっき層中のFe含有量を60.0質量%以下に低減することができる。したがって、ホットスタンプ成形後の耐食性をさらに向上させることが可能となる。鋼母材の表面から深さ方向に1μmまでの平均C濃度の下限は特に限定されないが、例えば、当該平均C濃度は、0.001質量%以上、0.005質量%以上又は0.01質量%以上であってもよい。
[鋼母材の表面から深さ方向に1μmまでの平均C濃度の測定]
鋼母材の表面から深さ方向に1μmまでの平均C濃度は、高周波グロー放電発光分析装置(GDS)を用いて以下のようにして決定される。具体的には、ホットスタンプ成形体の表面をAr雰囲気にし、電圧をかけてグロープラズマを発生させた状態で、ホットスタンプ成形体の表面をスパッタリングさせながら深さ方向に分析する方法を用いる。そして、グロープラズマ中で原子が励起されて発せられる元素特有の発光スペクトル波長から、材料に含まれる元素を同定し、同定した元素の発光強度を見積もる。深さ方向のデータは、スパッタ時間から見積もることができる。具体的には、予め標準サンプルを用いてスパッタ時間とスパッタ深さとの関係を求めておくことで、スパッタ時間をスパッタ深さに変換することができる。したがって、スパッタ時間から変換したスパッタ深さを、材料の表面からの深さと定義することができる。得られた発光強度は検量線を作製することで質量%に換算する。このようにしてホットスタンプ成形体をGDS測定した場合に、深さ方向にZn濃度が0.1%以下になった位置を鋼母材の表面として決定し、当該表面から深さ方向に1μmまでの領域における平均C濃度を「鋼母材の表面から深さ方向に1μmまでの平均C濃度」として決定する。
鋼母材の表面から深さ方向に1μmまでの平均C濃度は、高周波グロー放電発光分析装置(GDS)を用いて以下のようにして決定される。具体的には、ホットスタンプ成形体の表面をAr雰囲気にし、電圧をかけてグロープラズマを発生させた状態で、ホットスタンプ成形体の表面をスパッタリングさせながら深さ方向に分析する方法を用いる。そして、グロープラズマ中で原子が励起されて発せられる元素特有の発光スペクトル波長から、材料に含まれる元素を同定し、同定した元素の発光強度を見積もる。深さ方向のデータは、スパッタ時間から見積もることができる。具体的には、予め標準サンプルを用いてスパッタ時間とスパッタ深さとの関係を求めておくことで、スパッタ時間をスパッタ深さに変換することができる。したがって、スパッタ時間から変換したスパッタ深さを、材料の表面からの深さと定義することができる。得られた発光強度は検量線を作製することで質量%に換算する。このようにしてホットスタンプ成形体をGDS測定した場合に、深さ方向にZn濃度が0.1%以下になった位置を鋼母材の表面として決定し、当該表面から深さ方向に1μmまでの領域における平均C濃度を「鋼母材の表面から深さ方向に1μmまでの平均C濃度」として決定する。
先に述べたとおり、従来のZn含有めっきを施しためっき鋼板をホットスタンプ成形する場合には、ホットスタンプ成形の高温加熱時に鋼母材中のFeがめっき層に拡散する一方で、鋼母材中のCはめっき層に拡散しないため、鋼母材の表面付近においてFeに対して相対的にCが濃化されてしまうこととなる。それゆえ、ホットスタンプ成形前に脱炭等により鋼母材の表層部が低炭素濃度化されていたとしても、ホットスタンプ成形後には鋼母材の表層部におけるC濃度がバルクにおけるC濃度よりもはるかに高くなってしまう場合がある。しかしながら、本発明の実施形態によれば、復炭の抑制に起因してバルクから表層部へのCの拡散が抑制されるため、従来のめっき鋼板の場合と比較して、鋼母材の表面付近におけるCの濃化を顕著に抑制又は低減することができる。耐LME性向上の観点からは、鋼母材の表面から深さ方向に1μmまでの平均C濃度は、鋼母材のC含有量と同等か又はそれよりも低いことが好ましい。より具体的には、鋼母材の表面から深さ方向に1μmまでの平均C濃度は、鋼母材のC含有量の1.10倍未満であり、例えば1.05倍以下、1.00倍以下、0.90倍以下、0.80倍以下、0.70倍以下、0.60倍以下又は0.50倍以下であってもよい。下限は特に限定されないが、例えば、鋼母材の表面から深さ方向に1μmまでの平均C濃度は、鋼母材のC含有量の0.05倍以上、0.10倍以上又は0.15倍以上であってもよい。本発明において、「鋼母材のC含有量」とは、鋼母材の厚さの1/2位置付近から取得した試験片を用いて、JIS G 1201:2014に準じて切粉に対するICP-AES(Inductively Coupled Plasma-Atomic Emission Spectrometry)により測定される値をいうものである。
[固溶体層]
本発明の実施形態においては、ホットスタンプ成形体は、鋼母材とめっき層との間に固溶体層をさらに含んでいてもよい。ホットスタンプ成形前のめっき組成やホットスタンプ条件によっては、鋼母材からめっき層に拡散するFeとめっき層中のAl及び/又はZnとの間で固溶体化が進み、ホットスタンプ成形後に鋼母材とめっき層との間にこれら元素の固溶体を含む固溶体層が形成される場合がある。したがって、ホットスタンプ成形体が固溶体層をさらに含む場合には、当該固溶体層は、FeとAl及びZnのうち一方又は両方とを含む。より具体的には、固溶体層は、Fe-Al固溶体層、Fe-Zn固溶体層、及び/又はFe-Al-Zn固溶体層を含む。
本発明の実施形態においては、ホットスタンプ成形体は、鋼母材とめっき層との間に固溶体層をさらに含んでいてもよい。ホットスタンプ成形前のめっき組成やホットスタンプ条件によっては、鋼母材からめっき層に拡散するFeとめっき層中のAl及び/又はZnとの間で固溶体化が進み、ホットスタンプ成形後に鋼母材とめっき層との間にこれら元素の固溶体を含む固溶体層が形成される場合がある。したがって、ホットスタンプ成形体が固溶体層をさらに含む場合には、当該固溶体層は、FeとAl及びZnのうち一方又は両方とを含む。より具体的には、固溶体層は、Fe-Al固溶体層、Fe-Zn固溶体層、及び/又はFe-Al-Zn固溶体層を含む。
固溶体層の存在は以下のようにして確認することができる。まず、鋼の溶解を抑制するインヒビターを含有した酸性水溶液、具体的には10%の塩酸に1%のヒビロン(A-6)(スギムラ化学工業株式会社製)を加えた室温の酸性水溶液でめっき層のみを溶解する。次に、高周波グロー放電発光分析装置(GDS)を用い、ホットスタンプ成形体の表面をAr雰囲気にし、電圧をかけてグロープラズマを発生させた状態で、ホットスタンプ成形体の表面をスパッタリングさせながら深さ方向に分析する。そして、グロープラズマ中で原子が励起されて発せられる元素特有の発光スペクトル波長から、材料に含まれる元素を同定し、同定した元素の発光強度を見積もる。深さ方向のデータは、スパッタ時間から見積もることができる。具体的には、予め標準サンプルを用いてスパッタ時間とスパッタ深さとの関係を求めておくことで、スパッタ時間をスパッタ深さに変換することができる。したがって、スパッタ時間から変換したスパッタ深さを、材料の表面からの深さと定義することができる。得られた発光強度は検量線を作製することで質量%に換算する。このようにしてホットスタンプ成形体をGDS測定した場合に、深さ方向にZn濃度が0.1%超となる領域を固溶体層として決定する。
[鋼母材のマルテンサイト面積率:90%以上]
本発明の実施形態に係るホットスタンプ成形体の鋼母材は、面積率で、マルテンサイトを90%以上含む。残部組織は、特に限定されないが、10%以下のベイナイト、フェライト、残留オーステナイト及びパーライトの少なくとも1種からなっていてもよい。マルテンサイトは非常に硬質な組織であり、それゆえホットスタンプ成形体においてマルテンサイトを面積率で90%以上含むことで、高強度、具体的には400HVのビッカース硬さを達成することが可能となる。一方で、マルテンサイトの面積率が低く、フェライト等の軟質組織の割合が高くなると、400HVのビッカース硬さを達成することができない場合がある。したがって、マルテンサイトの面積率は大きいほど好ましく、例えば92%以上、94%以上、96%以上又は98%以上であってもよい。マルテンサイトの面積率の上限は、特に限定されず100%であってもよい。
本発明の実施形態に係るホットスタンプ成形体の鋼母材は、面積率で、マルテンサイトを90%以上含む。残部組織は、特に限定されないが、10%以下のベイナイト、フェライト、残留オーステナイト及びパーライトの少なくとも1種からなっていてもよい。マルテンサイトは非常に硬質な組織であり、それゆえホットスタンプ成形体においてマルテンサイトを面積率で90%以上含むことで、高強度、具体的には400HVのビッカース硬さを達成することが可能となる。一方で、マルテンサイトの面積率が低く、フェライト等の軟質組織の割合が高くなると、400HVのビッカース硬さを達成することができない場合がある。したがって、マルテンサイトの面積率は大きいほど好ましく、例えば92%以上、94%以上、96%以上又は98%以上であってもよい。マルテンサイトの面積率の上限は、特に限定されず100%であってもよい。
[マルテンサイトの同定及び面積率の算出]
マルテンサイトの同定及び面積率の算出は以下のようにして行われる。まず、ホットスタンプ成形体の圧延方向及び板厚方向に平行な断面が観察面となるように試料を採取する。次いで、当該観察面を鏡面研磨し、ナイタール腐食液で腐食した後、走査電子顕微鏡(SEM)を用いて組織観察を行う。上記観察面の板厚1/4深さ位置において、1000倍で300μm×300μmの範囲を撮影する。得られたミクロ組織写真を白黒の二値化処理を施してから画像解析を行い、パーライト、ベイナイト及びフェライトを特定し、JIS G 0551:2020に定められる「鋼-結晶粒度の顕微鏡試験方法」に基づく方法を用いて、それらの面積率の合計量を求める。残留オーステナイトは、SEMではマルテンサイトとの区別が困難であるため、X線回折法によって残留オーステナイトの面積率の測定を行う。最後に、上記の方法によって得られたパーライト、ベイナイト、フェライト及び残留オーステナイトの合計面積率を100%から差し引くことによってマルテンサイトの面積率を決定する。
マルテンサイトの同定及び面積率の算出は以下のようにして行われる。まず、ホットスタンプ成形体の圧延方向及び板厚方向に平行な断面が観察面となるように試料を採取する。次いで、当該観察面を鏡面研磨し、ナイタール腐食液で腐食した後、走査電子顕微鏡(SEM)を用いて組織観察を行う。上記観察面の板厚1/4深さ位置において、1000倍で300μm×300μmの範囲を撮影する。得られたミクロ組織写真を白黒の二値化処理を施してから画像解析を行い、パーライト、ベイナイト及びフェライトを特定し、JIS G 0551:2020に定められる「鋼-結晶粒度の顕微鏡試験方法」に基づく方法を用いて、それらの面積率の合計量を求める。残留オーステナイトは、SEMではマルテンサイトとの区別が困難であるため、X線回折法によって残留オーステナイトの面積率の測定を行う。最後に、上記の方法によって得られたパーライト、ベイナイト、フェライト及び残留オーステナイトの合計面積率を100%から差し引くことによってマルテンサイトの面積率を決定する。
[機械的特性]
本発明の実施形態に係るホットスタンプ成形体によれば、優れた機械的特性、例えば400HV以上のビッカース硬さ、より具体的には鋼母材の厚さの1/2位置において400HV以上のビッカース硬さを達成することができる。ビッカース硬さは500HV以上が好ましく、550HV以上がより好ましい。上限は特に限定されないが、例えばビッカース硬さは650HV以下又は600HV以下であってもよい。
本発明の実施形態に係るホットスタンプ成形体によれば、優れた機械的特性、例えば400HV以上のビッカース硬さ、より具体的には鋼母材の厚さの1/2位置において400HV以上のビッカース硬さを達成することができる。ビッカース硬さは500HV以上が好ましく、550HV以上がより好ましい。上限は特に限定されないが、例えばビッカース硬さは650HV以下又は600HV以下であってもよい。
[硬さの測定]
ビッカース硬さは、以下のようにして決定される。まず、ホットスタンプ成形体の端部を除く任意の位置から表面に垂直な断面(厚さ断面)が観察できるように試験片を切り出す。試験片の板厚断面を#600~#1500の炭化珪素ペーパーを使用して研磨し、次いで粒度1~6μmのダイヤモンドパウダーをアルコール等の希釈液又は純水に分散させた液体を使用して鏡面に仕上げ、この厚さ断面を測定面とする。次に、マイクロビッカース硬さ試験機を用いて荷重1kgfで、圧痕の3倍以上の間隔でビッカース硬さを測定する。低炭素濃度化された表層部を含めないように鋼母材の厚さの1/2位置付近において無作為に合計で20点測定してそれらの算術平均をホットスタンプ成形体の硬さとして決定する。
ビッカース硬さは、以下のようにして決定される。まず、ホットスタンプ成形体の端部を除く任意の位置から表面に垂直な断面(厚さ断面)が観察できるように試験片を切り出す。試験片の板厚断面を#600~#1500の炭化珪素ペーパーを使用して研磨し、次いで粒度1~6μmのダイヤモンドパウダーをアルコール等の希釈液又は純水に分散させた液体を使用して鏡面に仕上げ、この厚さ断面を測定面とする。次に、マイクロビッカース硬さ試験機を用いて荷重1kgfで、圧痕の3倍以上の間隔でビッカース硬さを測定する。低炭素濃度化された表層部を含めないように鋼母材の厚さの1/2位置付近において無作為に合計で20点測定してそれらの算術平均をホットスタンプ成形体の硬さとして決定する。
[鋼母材の好ましい化学組成]
本発明の実施形態に係る鋼母材の化学組成は、ホットスタンプ成形体において一般的に適用され、かつ400HV以上のビッカース硬さを達成し得る任意の化学組成であってよい。以下、鋼母材の好ましい化学組成について詳しく説明するが、これらの説明は、400HV以上のビッカース硬さを達成するのに適した鋼母材の好ましい化学組成の単なる例示を意図するものであり、本発明をこのような特定の化学組成を有する鋼母材を使用したものに限定することを意図するものではない。
本発明の実施形態に係る鋼母材の化学組成は、ホットスタンプ成形体において一般的に適用され、かつ400HV以上のビッカース硬さを達成し得る任意の化学組成であってよい。以下、鋼母材の好ましい化学組成について詳しく説明するが、これらの説明は、400HV以上のビッカース硬さを達成するのに適した鋼母材の好ましい化学組成の単なる例示を意図するものであり、本発明をこのような特定の化学組成を有する鋼母材を使用したものに限定することを意図するものではない。
本発明の実施形態において、例えば、鋼母材は、質量%で、
C:0.13~0.50%、
Si:0.001~3.000%、
Mn:0.30~3.00%、
Al:0.0002~2.000%、
P :0.100%以下、
S :0.1000%以下、
N :0.0100%以下、
Nb:0~0.15%、
Ti:0~0.15%、
V :0~0.15%、
Mo:0~1.0%、
Cr:0~1.0%、
Cu:0~1.0%、
Ni:0~1.0%、
B :0~0.0100%、
W :0~1.000%、
Hf:0~0.050%、
Mg:0~0.050%、
Zr:0~0.050%、
Ca:0~0.010%、
REM:0~0.30%、
Ir:0~1.000%、並びに
残部:Fe及び不純物
からなる化学組成を有することが好ましい。以下、各元素についてより詳しく説明する。
C:0.13~0.50%、
Si:0.001~3.000%、
Mn:0.30~3.00%、
Al:0.0002~2.000%、
P :0.100%以下、
S :0.1000%以下、
N :0.0100%以下、
Nb:0~0.15%、
Ti:0~0.15%、
V :0~0.15%、
Mo:0~1.0%、
Cr:0~1.0%、
Cu:0~1.0%、
Ni:0~1.0%、
B :0~0.0100%、
W :0~1.000%、
Hf:0~0.050%、
Mg:0~0.050%、
Zr:0~0.050%、
Ca:0~0.010%、
REM:0~0.30%、
Ir:0~1.000%、並びに
残部:Fe及び不純物
からなる化学組成を有することが好ましい。以下、各元素についてより詳しく説明する。
[C:0.13~0.50%]
Cは、安価に引張強さを増加させる元素であり、鋼の強度を制御するために重要な元素である。このような効果を十分に得るために、C含有量は0.13%以上とすることが好ましい。C含有量は0.15%以上、0.20%以上、0.30%以上又は0.35%以上であってもよい。一方で、Cを過度に含有すると、伸びの低下を招く場合がある。このため、C含有量は0.50%以下とすることが好ましい。C含有量は0.45%以下又は0.40%以下であってもよい。
Cは、安価に引張強さを増加させる元素であり、鋼の強度を制御するために重要な元素である。このような効果を十分に得るために、C含有量は0.13%以上とすることが好ましい。C含有量は0.15%以上、0.20%以上、0.30%以上又は0.35%以上であってもよい。一方で、Cを過度に含有すると、伸びの低下を招く場合がある。このため、C含有量は0.50%以下とすることが好ましい。C含有量は0.45%以下又は0.40%以下であってもよい。
[Si:0.001~3.000%]
Siは、脱酸剤として作用し、冷延板焼鈍中の冷却過程における炭化物の析出を抑制する元素である。このような効果を十分に得るために、Si含有量は0.001%以上とすることが好ましい。Si含有量は0.010%以上、0.100%以上又は0.200%以上であってもよい。一方で、Siを過度に含有すると、鋼強度の増加とともに伸びの低下を招く場合がある。このため、Si含有量は3.000%以下とすることが好ましい。Si含有量は2.500%以下、2.000%以下、1.500%以下又は1.000%以下であってもよい。
Siは、脱酸剤として作用し、冷延板焼鈍中の冷却過程における炭化物の析出を抑制する元素である。このような効果を十分に得るために、Si含有量は0.001%以上とすることが好ましい。Si含有量は0.010%以上、0.100%以上又は0.200%以上であってもよい。一方で、Siを過度に含有すると、鋼強度の増加とともに伸びの低下を招く場合がある。このため、Si含有量は3.000%以下とすることが好ましい。Si含有量は2.500%以下、2.000%以下、1.500%以下又は1.000%以下であってもよい。
[Mn:0.30~3.00%]
Mnは、鋼の焼入れ性を高める元素であり、強度上昇に有効な元素である。このような効果を十分に得るために、Mn含有量は0.30%以上とすることが好ましい。Mn含有量は0.50%以上、1.00%以上又は1.30%以上であってもよい。一方で、Mnを過度に含有すると、鋼強度の増加とともに伸びの低下を招く場合がある。このため、Mn含有量は3.00%以下とすることが好ましい。Mn含有量は2.80%以下、2.50%以下又は2.00%以下であってもよい。
Mnは、鋼の焼入れ性を高める元素であり、強度上昇に有効な元素である。このような効果を十分に得るために、Mn含有量は0.30%以上とすることが好ましい。Mn含有量は0.50%以上、1.00%以上又は1.30%以上であってもよい。一方で、Mnを過度に含有すると、鋼強度の増加とともに伸びの低下を招く場合がある。このため、Mn含有量は3.00%以下とすることが好ましい。Mn含有量は2.80%以下、2.50%以下又は2.00%以下であってもよい。
[Al:0.0002~2.000%]
Alは、鋼の脱酸剤として作用し、鋼を健全化する作用を有する元素である。このような効果を十分に得るために、Al含有量は0.0002%以上とすることが好ましい。Al含有量は0.001%以上、0.010%以上、0.050%以上又は0.100%以上であってもよい。一方で、Alを過度に含有すると、粗大なAl酸化物が生成して鋼材の伸びが低下する場合がある。このため、Al含有量は2.000%以下とすることが好ましい。Al含有量は1.500%以下、1.000%以下、0.800%以下又は0.500%以下であってもよい。
Alは、鋼の脱酸剤として作用し、鋼を健全化する作用を有する元素である。このような効果を十分に得るために、Al含有量は0.0002%以上とすることが好ましい。Al含有量は0.001%以上、0.010%以上、0.050%以上又は0.100%以上であってもよい。一方で、Alを過度に含有すると、粗大なAl酸化物が生成して鋼材の伸びが低下する場合がある。このため、Al含有量は2.000%以下とすることが好ましい。Al含有量は1.500%以下、1.000%以下、0.800%以下又は0.500%以下であってもよい。
[P:0.100%以下]
Pは、粒界に偏析して鋼の脆化を促す元素である。P含有量は少ないほど好ましいため、理想的には0%である。しかしながら、P含有量の過度な低減はコストの大幅な増加を招く場合がある。このため、P含有量は0.0001%以上としてもよく、0.001%以上又は0.005%以上であってもよい。一方で、Pを過度に含有すると、上記のとおり粒界偏析により鋼の脆化を招く場合がある。したがって、P含有量は0.100%以下とすることが好ましい。P含有量は0.050%以下、0.030%以下又は0.010%以下であってもよい。
Pは、粒界に偏析して鋼の脆化を促す元素である。P含有量は少ないほど好ましいため、理想的には0%である。しかしながら、P含有量の過度な低減はコストの大幅な増加を招く場合がある。このため、P含有量は0.0001%以上としてもよく、0.001%以上又は0.005%以上であってもよい。一方で、Pを過度に含有すると、上記のとおり粒界偏析により鋼の脆化を招く場合がある。したがって、P含有量は0.100%以下とすることが好ましい。P含有量は0.050%以下、0.030%以下又は0.010%以下であってもよい。
[S:0.1000%以下]
Sは、鋼中でMnS等の非金属介在物を生成し、鋼材部品の延性の低下を招く元素である。S含有量は少ないほど好ましいため、理想的には0%である。しかしながら、S含有量の過度な低減はコストの大幅な増加を招く場合がある。このため、S含有量は0.0001%以上としてもよく、0.0002%以上、0.0010%以上又は0.0050%以上であってもよい。一方で、Sを過度に含有すると、冷間成形時に非金属介在物を起点とした割れの発生を招く場合がある。したがって、S含有量は0.1000%以下とすることが好ましい。S含有量は0.0500%以下、0.0200%以下又は0.0100%以下であってもよい。
Sは、鋼中でMnS等の非金属介在物を生成し、鋼材部品の延性の低下を招く元素である。S含有量は少ないほど好ましいため、理想的には0%である。しかしながら、S含有量の過度な低減はコストの大幅な増加を招く場合がある。このため、S含有量は0.0001%以上としてもよく、0.0002%以上、0.0010%以上又は0.0050%以上であってもよい。一方で、Sを過度に含有すると、冷間成形時に非金属介在物を起点とした割れの発生を招く場合がある。したがって、S含有量は0.1000%以下とすることが好ましい。S含有量は0.0500%以下、0.0200%以下又は0.0100%以下であってもよい。
[N:0.0100%以下]
Nは、鋼材中で粗大な窒化物を形成し、鋼材の加工性を低下させる元素である。N含有量は少ないほど好ましいため、理想的には0%である。しかしながら、N含有量の過度な低減は製造コストの大幅な増加を招く場合がある。このため、N含有量は0.0001%以上としてもよく、0.0005%以上又は0.0010%以上であってもよい。一方で、Nを過度に含有すると、上記のとおり粗大な窒化物を形成して鋼材の加工性を低下させる場合がある。したがって、N含有量は0.0100%以下とすることが好ましい。N含有量は0.0080%以下又は0.0050%以下であってもよい。
Nは、鋼材中で粗大な窒化物を形成し、鋼材の加工性を低下させる元素である。N含有量は少ないほど好ましいため、理想的には0%である。しかしながら、N含有量の過度な低減は製造コストの大幅な増加を招く場合がある。このため、N含有量は0.0001%以上としてもよく、0.0005%以上又は0.0010%以上であってもよい。一方で、Nを過度に含有すると、上記のとおり粗大な窒化物を形成して鋼材の加工性を低下させる場合がある。したがって、N含有量は0.0100%以下とすることが好ましい。N含有量は0.0080%以下又は0.0050%以下であってもよい。
鋼母材の好ましい基本化学組成は上記のとおりである。さらに、鋼母材は、必要に応じて、残部のFeの一部に代えて、Nb:0~0.15%、Ti:0~0.15%、V:0~0.15%、Mo:0~1.0%、Cr:0~1.0%、Cu:0~1.0%、Ni:0~1.0%、B:0~0.0100%、W:0~1.000%、Hf:0~0.050%、Mg:0~0.050%、Zr:0~0.050%、Ca:0~0.010%、REM:0~0.30%、及びIr:0~1.000%からなる群より選択される1種又は2種以上を含有してもよい。これらの元素はそれぞれ0.0001%以上、0.0005%以上、0.001%以上又は0.01%以上であってもよい。
鋼母材において、上記の元素以外の残部はFe及び不純物からなる。鋼母材における不純物とは、鋼母材を工業的に製造する際に、鉱石やスクラップ等のような原料を始めとして、製造工程の種々の要因によって混入する成分等である。
鋼母材の化学組成は、一般的な分析方法によって測定すればよい。例えば、鋼母材の化学組成は、まず機械研削によりめっき層を除去し、次いでJIS G 1201:2014に準じて切粉に対するICP-AES(Inductively Coupled Plasma-Atomic Emission Spectrometry)を用いて測定すればよい。具体的には、例えば、鋼母材の厚さの1/2位置付近から35mm角の試験片を取得し、島津製作所製ICPS-8100等(測定装置)により、予め作成した検量線に基づいた条件で測定することにより特定することができる。ICP-AESで測定できないC及びSは燃焼-赤外線吸収法を用い、Nは不活性ガス融解-熱伝導度法を用い、Oは不活性ガス融解-非分散型赤外線吸収法を用いて測定すればよい。
<ホットスタンプ成形体の製造方法>
次に、本発明の実施形態に係るホットスタンプ成形体の好ましい製造方法について説明する。以下の説明は、本発明の実施形態に係るホットスタンプ成形体を製造するための特徴的な方法の例示を意図するものであって、当該ホットスタンプ成形体を以下に説明するような製造方法によって製造されるものに限定することを意図するものではない。
次に、本発明の実施形態に係るホットスタンプ成形体の好ましい製造方法について説明する。以下の説明は、本発明の実施形態に係るホットスタンプ成形体を製造するための特徴的な方法の例示を意図するものであって、当該ホットスタンプ成形体を以下に説明するような製造方法によって製造されるものに限定することを意図するものではない。
本発明の実施形態に係るホットスタンプ成形体は、例えば、化学組成を調整した溶鋼を鋳造して鋼片を形成する鋳造工程、鋼片を熱間圧延して熱延鋼板を得る熱延工程、熱延鋼板を巻取る巻取工程、巻取った熱延鋼板を冷間圧延して冷延鋼板を得る冷延工程、冷延鋼板を焼鈍する焼鈍工程、焼鈍された冷延鋼板を冷却する冷却工程、得られた鋼母材にめっき層を形成するめっき工程、及び得られためっき鋼板をホットスタンプ成形するホットスタンプ成形工程を行うことで製造することができる。代替的に、熱延工程後に巻き取らず、酸洗してそのまま冷延工程を行ってもよい。以下、各工程について詳しく説明する。
[鋳造工程]
鋳造工程の条件は特に限定されない。例えば、高炉や電炉等による溶製に引き続き、各種の二次製錬を行い、次いで、通常の連続鋳造、インゴット法による鋳造などの方法で鋳造すればよい。
鋳造工程の条件は特に限定されない。例えば、高炉や電炉等による溶製に引き続き、各種の二次製錬を行い、次いで、通常の連続鋳造、インゴット法による鋳造などの方法で鋳造すればよい。
[熱延工程]
鋳造した鋼片を熱間圧延して熱延鋼板を得ることができる。熱延工程は、鋳造した鋼片を直接又は一旦冷却した後に再加熱して熱間圧延することにより行われる。再加熱を行う場合には、鋼片の加熱温度は、例えば1100~1250℃であってよい。熱延工程においては、通常、粗圧延と仕上げ圧延とが行われる。各圧延の温度や圧下率は、所望の金属組織や板厚に応じて適宜決定することができる。例えば仕上げ圧延の終了温度は900~1050℃であってよく、仕上げ圧延の圧下率は10~50%であってよい。
鋳造した鋼片を熱間圧延して熱延鋼板を得ることができる。熱延工程は、鋳造した鋼片を直接又は一旦冷却した後に再加熱して熱間圧延することにより行われる。再加熱を行う場合には、鋼片の加熱温度は、例えば1100~1250℃であってよい。熱延工程においては、通常、粗圧延と仕上げ圧延とが行われる。各圧延の温度や圧下率は、所望の金属組織や板厚に応じて適宜決定することができる。例えば仕上げ圧延の終了温度は900~1050℃であってよく、仕上げ圧延の圧下率は10~50%であってよい。
[巻取工程]
熱延鋼板は所定の温度で巻取ることができる。巻取温度は、所望の金属組織等に応じて適宜決定することができ、例えば500~800℃であってよい。巻取る前又は巻取った後に巻き戻して、熱延鋼板に所定の熱処理を与えてもよい。代替的に、巻取工程は行わずに熱延工程後に酸洗して後述する冷延工程を行うこともできる。
熱延鋼板は所定の温度で巻取ることができる。巻取温度は、所望の金属組織等に応じて適宜決定することができ、例えば500~800℃であってよい。巻取る前又は巻取った後に巻き戻して、熱延鋼板に所定の熱処理を与えてもよい。代替的に、巻取工程は行わずに熱延工程後に酸洗して後述する冷延工程を行うこともできる。
[冷延工程]
熱延鋼板に酸洗等を行った後、熱延鋼板を冷間圧延して冷延鋼板を得ることができる。冷間圧延の圧下率は、所望の金属組織や板厚に応じて適宜決定することができ、例えば20~80%であってよい。冷延工程後は、例えば空冷して室温まで冷却してもよい。
熱延鋼板に酸洗等を行った後、熱延鋼板を冷間圧延して冷延鋼板を得ることができる。冷間圧延の圧下率は、所望の金属組織や板厚に応じて適宜決定することができ、例えば20~80%であってよい。冷延工程後は、例えば空冷して室温まで冷却してもよい。
[焼鈍工程]
次に、得られた冷延鋼板に焼鈍を行う。焼鈍工程は、冷延鋼板を露点が-20~10℃の雰囲気中730~900℃の温度に加熱して10~300秒間保持することを含む。このような比較的高露点の条件下で焼鈍工程を実施することにより、冷延鋼板の表層部を適切に脱炭することができる。このような脱炭処理により、ホットスタンプ成形前のめっき鋼板において、鋼母材の表層部にパーライトの量が比較的少ない領域を形成することができ、より具体的には鋼母材の表面から板厚方向にパーライトの面積率が20%以下となる深さ領域を3μm以上形成することが可能となる。鋼母材の表層部にこのようなパーライト量が比較的少ない組織を形成することで、最終的に得られるホットスタンプ成形体において鋼母材の表面から深さ方向に1μmまでの平均C濃度を0.25質量%以下に確実に抑制することが可能となる。露点が-20℃未満であるか、加熱温度が730℃未満であるか及び/又は保持時間が10秒未満であると、冷延鋼板の表層部における脱炭が不十分となる。その結果として、鋼母材の表層部に上記のようなパーライトの量が比較的少ない領域を形成することができなくなる。一方で、露点が10℃超であるか、加熱温度が900℃超であるか及び/又は保持時間が300秒超であると、鋼板表面に外部酸化層が生成し、めっき性が低下したり、過度な脱炭により最終的に得られるホットスタンプ成形体の強度が低下したりする場合がある。露点は、好ましくは-10~5℃であり、より好ましくは-5~5℃である。また、焼鈍工程における雰囲気は、還元雰囲気、より具体的には窒素及び水素を含む還元雰囲気、例えば水素1~10%の還元雰囲気(例えば、水素4%及び窒素バランス)であってよい。
次に、得られた冷延鋼板に焼鈍を行う。焼鈍工程は、冷延鋼板を露点が-20~10℃の雰囲気中730~900℃の温度に加熱して10~300秒間保持することを含む。このような比較的高露点の条件下で焼鈍工程を実施することにより、冷延鋼板の表層部を適切に脱炭することができる。このような脱炭処理により、ホットスタンプ成形前のめっき鋼板において、鋼母材の表層部にパーライトの量が比較的少ない領域を形成することができ、より具体的には鋼母材の表面から板厚方向にパーライトの面積率が20%以下となる深さ領域を3μm以上形成することが可能となる。鋼母材の表層部にこのようなパーライト量が比較的少ない組織を形成することで、最終的に得られるホットスタンプ成形体において鋼母材の表面から深さ方向に1μmまでの平均C濃度を0.25質量%以下に確実に抑制することが可能となる。露点が-20℃未満であるか、加熱温度が730℃未満であるか及び/又は保持時間が10秒未満であると、冷延鋼板の表層部における脱炭が不十分となる。その結果として、鋼母材の表層部に上記のようなパーライトの量が比較的少ない領域を形成することができなくなる。一方で、露点が10℃超であるか、加熱温度が900℃超であるか及び/又は保持時間が300秒超であると、鋼板表面に外部酸化層が生成し、めっき性が低下したり、過度な脱炭により最終的に得られるホットスタンプ成形体の強度が低下したりする場合がある。露点は、好ましくは-10~5℃であり、より好ましくは-5~5℃である。また、焼鈍工程における雰囲気は、還元雰囲気、より具体的には窒素及び水素を含む還元雰囲気、例えば水素1~10%の還元雰囲気(例えば、水素4%及び窒素バランス)であってよい。
[冷却工程]
焼鈍工程において表層部を脱炭された冷延鋼板は、所望の表層部組織を得るために、次の冷却工程において適切に冷却される必要がある。具体的には、冷却工程は、焼鈍工程の加熱温度から620~670℃の制御温度まで20℃/s以上の平均冷却速度で冷却すること(1次冷却)、及び当該制御温度からめっき浴温(例えばめっき浴の融点+20℃)まで10℃/s以下の平均冷却速度で冷却すること(2次冷却)を含む。以下、1次冷却及び2次冷却についてより詳しく説明する。
焼鈍工程において表層部を脱炭された冷延鋼板は、所望の表層部組織を得るために、次の冷却工程において適切に冷却される必要がある。具体的には、冷却工程は、焼鈍工程の加熱温度から620~670℃の制御温度まで20℃/s以上の平均冷却速度で冷却すること(1次冷却)、及び当該制御温度からめっき浴温(例えばめっき浴の融点+20℃)まで10℃/s以下の平均冷却速度で冷却すること(2次冷却)を含む。以下、1次冷却及び2次冷却についてより詳しく説明する。
[1次冷却]
1次冷却においては、高温下でのパーライトの析出を抑制することが重要である。より詳しく説明すると、焼鈍工程における730~900℃の加熱温度から620~670℃の制御温度までの高温下で析出するパーライトは拡散が速いため、析出後に粒界に拡散して粒界に沿ったパーライトを形成しやすい。この粒界に沿って形成されたパーライトは、ホットスタンプ成形の高温加熱時にオーステナイト変態することで、粒界に沿ったオーステナイトによる炭素の復炭経路を形成してしまい、バルク中の炭素の鋼母材表層部への復炭を促進させてしまうこととなる。したがって、焼鈍工程の加熱温度から上記制御温度までの温度域においては、冷延鋼板を20℃/s以上の比較的速い平均冷却速度で冷却することにより、鋼母材表層部において高温下でパーライトが析出することを抑制することが極めて重要となる。上記平均冷却速度が20℃/s未満であるか及び/又は制御温度が670℃超であると、拡散が速い高温下でパーライトが析出するため、粒界に沿ったパーライトの形成を促してしまう。これに関連して、ホットスタンプ成形前のめっき鋼板において、鋼母材表層部の粗大なパーライトの量を低減することができなくなり、より具体的には鋼母材表層部において粒界に沿って円相当直径5μm以上の粗大なパーライトが多く形成してしまう。粒界に沿って形成されるこのような粗大なパーライトの量が多くなると、ホットスタンプ成形の高温加熱時に粒界に沿ったオーステナイトによる炭素の復炭経路の形成が促進されることとなる。その結果として、最終的に得られるホットスタンプ成形体において鋼母材の表面から深さ方向に1μmまでの平均C濃度を0.25質量%以下に抑制することができなくなり、スポット溶接時に十分な耐LME性を達成することができなくなる。
1次冷却においては、高温下でのパーライトの析出を抑制することが重要である。より詳しく説明すると、焼鈍工程における730~900℃の加熱温度から620~670℃の制御温度までの高温下で析出するパーライトは拡散が速いため、析出後に粒界に拡散して粒界に沿ったパーライトを形成しやすい。この粒界に沿って形成されたパーライトは、ホットスタンプ成形の高温加熱時にオーステナイト変態することで、粒界に沿ったオーステナイトによる炭素の復炭経路を形成してしまい、バルク中の炭素の鋼母材表層部への復炭を促進させてしまうこととなる。したがって、焼鈍工程の加熱温度から上記制御温度までの温度域においては、冷延鋼板を20℃/s以上の比較的速い平均冷却速度で冷却することにより、鋼母材表層部において高温下でパーライトが析出することを抑制することが極めて重要となる。上記平均冷却速度が20℃/s未満であるか及び/又は制御温度が670℃超であると、拡散が速い高温下でパーライトが析出するため、粒界に沿ったパーライトの形成を促してしまう。これに関連して、ホットスタンプ成形前のめっき鋼板において、鋼母材表層部の粗大なパーライトの量を低減することができなくなり、より具体的には鋼母材表層部において粒界に沿って円相当直径5μm以上の粗大なパーライトが多く形成してしまう。粒界に沿って形成されるこのような粗大なパーライトの量が多くなると、ホットスタンプ成形の高温加熱時に粒界に沿ったオーステナイトによる炭素の復炭経路の形成が促進されることとなる。その結果として、最終的に得られるホットスタンプ成形体において鋼母材の表面から深さ方向に1μmまでの平均C濃度を0.25質量%以下に抑制することができなくなり、スポット溶接時に十分な耐LME性を達成することができなくなる。
[2次冷却]
一方で、1次冷却後の2次冷却では、拡散が比較的遅い低温下でパーライトを析出させることが重要である。より具体的には、620~670℃の制御温度からめっき浴温(例えばめっき浴の融点+20℃)まで10℃/s以下の平均冷却速度で冷却することで、パーライトを析出させることができ、このような制御温度以下の低温域で析出したパーライトは拡散が比較的遅いために、粒界に沿って繋がったような形態では形成せず、パーライトを粒界上で分散して存在させることが可能となる。このような組織の場合には、ホットスタンプ成形の高温加熱時においても、Ac1点以上でパーライトから変態したオーステナイトを同様に粒界上で分散させて存在させることができるので、オーステナイトによる炭素の復炭経路を確実に分断することが可能となる。一方で、上記平均冷却速度が10℃/s超であるか及び/又は制御温度が620℃未満であると、パーライトではなくマルテンサイトやベイナイトが主として析出してしまう。マルテンサイトやベイナイトは、パーライトに比べてオーステナイトへの変態速度が速く、Ac1点直上で即座にオーステナイトに変態する。このため、パーライトの場合と比較して、ホットスタンプ成形の際にフェライトとオーステナイトの二相組織で高温にさらされる時間が長くなる。このような場合も同様に、粒界に復炭経路が形成されやすくなるため、十分な耐LME性を達成することができなくなる。
一方で、1次冷却後の2次冷却では、拡散が比較的遅い低温下でパーライトを析出させることが重要である。より具体的には、620~670℃の制御温度からめっき浴温(例えばめっき浴の融点+20℃)まで10℃/s以下の平均冷却速度で冷却することで、パーライトを析出させることができ、このような制御温度以下の低温域で析出したパーライトは拡散が比較的遅いために、粒界に沿って繋がったような形態では形成せず、パーライトを粒界上で分散して存在させることが可能となる。このような組織の場合には、ホットスタンプ成形の高温加熱時においても、Ac1点以上でパーライトから変態したオーステナイトを同様に粒界上で分散させて存在させることができるので、オーステナイトによる炭素の復炭経路を確実に分断することが可能となる。一方で、上記平均冷却速度が10℃/s超であるか及び/又は制御温度が620℃未満であると、パーライトではなくマルテンサイトやベイナイトが主として析出してしまう。マルテンサイトやベイナイトは、パーライトに比べてオーステナイトへの変態速度が速く、Ac1点直上で即座にオーステナイトに変態する。このため、パーライトの場合と比較して、ホットスタンプ成形の際にフェライトとオーステナイトの二相組織で高温にさらされる時間が長くなる。このような場合も同様に、粒界に復炭経路が形成されやすくなるため、十分な耐LME性を達成することができなくなる。
[めっき工程]
次に、めっき工程において、冷延鋼板(鋼母材)の少なくとも一方、好ましくは両方の表面にめっき層が形成される。より具体的には、めっき工程は、所定の化学組成を有するめっき浴(めっき浴温:例えば420~480℃)を用いて溶融めっき処理により行われ、当該溶融めっき処理後に合金化処理を行ってもよい。また、めっき処理は、溶融めっき法には限定されず、電気めっき法、蒸着めっき法、溶射、又はコールドスプレー法などであってもよい。めっき工程の他の条件は、めっき層の厚さ及び付着量等を考慮して適宜設定すればよい。例えば、冷延鋼板をめっき浴に浸漬した後、これを引き上げ、ガスワイピング法により直ちにN2ガス又は空気を吹き付け、その後冷却するようにすることでめっき層の付着量を所定の範囲内、例えば、片面当たり60~200g/m2の範囲内に調整することができる。
次に、めっき工程において、冷延鋼板(鋼母材)の少なくとも一方、好ましくは両方の表面にめっき層が形成される。より具体的には、めっき工程は、所定の化学組成を有するめっき浴(めっき浴温:例えば420~480℃)を用いて溶融めっき処理により行われ、当該溶融めっき処理後に合金化処理を行ってもよい。また、めっき処理は、溶融めっき法には限定されず、電気めっき法、蒸着めっき法、溶射、又はコールドスプレー法などであってもよい。めっき工程の他の条件は、めっき層の厚さ及び付着量等を考慮して適宜設定すればよい。例えば、冷延鋼板をめっき浴に浸漬した後、これを引き上げ、ガスワイピング法により直ちにN2ガス又は空気を吹き付け、その後冷却するようにすることでめっき層の付着量を所定の範囲内、例えば、片面当たり60~200g/m2の範囲内に調整することができる。
[ホットスタンプ成形工程]
最後に、得られためっき鋼板は、ホットスタンプ成形工程においてホットスタンプ成形されて所望の表層部組成及び硬質組織を有するホットスタンプ成形体が製造される。所望の硬質組織を得る観点からは、めっき鋼板を800~1000℃の炉内に装入し、めっき鋼板の温度が所定の温度、例えば炉内温度-10℃に到達した後、炉内で60~600秒間保持することが好ましい。加熱温度が800℃未満であるか及び/又は保持時間が60秒未満であると、オーステナイト化が不十分となり、所望の硬質組織の面積率(すなわちマルテンサイトの面積率90%以上)を得ることができず、最終的に得られるホットスタンプ成形体において400HV以上のビッカース硬さを達成することができない場合がある。加熱雰囲気は特に限定されず、通常の条件でよく、例えば、大気中や、空気と燃料の比率を制御したガス燃焼雰囲気や、窒素雰囲気であればよく、これらガスにおいて露点を制御してもよい。炉内での加熱保持後、めっき鋼板を炉から取り出し、次いでめっき鋼板が所定の温度、例えば850℃以下の所定の温度に到達した後、通常の条件下でホットスタンプ成形を行うことができる。ホットスタンプ成形後には、特に限定されないが、例えば250℃以下の温度域まで20℃/秒以上の平均冷却速度で冷却すればよい。
最後に、得られためっき鋼板は、ホットスタンプ成形工程においてホットスタンプ成形されて所望の表層部組成及び硬質組織を有するホットスタンプ成形体が製造される。所望の硬質組織を得る観点からは、めっき鋼板を800~1000℃の炉内に装入し、めっき鋼板の温度が所定の温度、例えば炉内温度-10℃に到達した後、炉内で60~600秒間保持することが好ましい。加熱温度が800℃未満であるか及び/又は保持時間が60秒未満であると、オーステナイト化が不十分となり、所望の硬質組織の面積率(すなわちマルテンサイトの面積率90%以上)を得ることができず、最終的に得られるホットスタンプ成形体において400HV以上のビッカース硬さを達成することができない場合がある。加熱雰囲気は特に限定されず、通常の条件でよく、例えば、大気中や、空気と燃料の比率を制御したガス燃焼雰囲気や、窒素雰囲気であればよく、これらガスにおいて露点を制御してもよい。炉内での加熱保持後、めっき鋼板を炉から取り出し、次いでめっき鋼板が所定の温度、例えば850℃以下の所定の温度に到達した後、通常の条件下でホットスタンプ成形を行うことができる。ホットスタンプ成形後には、特に限定されないが、例えば250℃以下の温度域まで20℃/秒以上の平均冷却速度で冷却すればよい。
以下、実施例によって本発明をより詳細に説明するが、本発明はこれらの実施例に何ら限定されるものではない。
以下の実施例では、本発明の実施形態に係るホットスタンプ成形体を種々の条件下で製造し、製造されたホットスタンプ成形体の特性について調べた。
まず、溶鋼を連続鋳造法にて鋳造して表1に示す化学組成を有する鋼片を形成し、当該鋼片を一旦冷却した後、1200℃に再加熱して熱間圧延し、次いで600℃以下の温度で巻き取った。熱間圧延は、粗圧延と仕上げ圧延を行うことにより実施し、仕上げ圧延の終了温度は900~1050℃、仕上げ圧延の圧下率は30%であった。次に、得られた熱延鋼板に酸洗を施し、次いで圧下率50%で冷間圧延して、1.6mmの板厚を有する冷延鋼板を得た。次に、得られた冷延鋼板に対し、酸素濃度20ppm以下の炉内において水素4%及び窒素バランスの混合ガス雰囲気中、表2に示す条件下で焼鈍工程を実施し、次いで同様に表2に示す条件下で冷却工程を実施して鋼母材を製造した。
次に、製造した鋼母材を100mm×200mmに切断し、自社製のバッチ式溶融めっき試験装置を用いて当該鋼母材にめっきを施した。より具体的には、まず、製造した鋼母材を所定の化学組成を有するめっき浴に約3秒間浸漬し、次いでこれを引上速度20~200mm/sで引き上げ、N2ガスワイピングによりめっき層の付着量を表2に示す値に調整した。次に、めっき層を付着した鋼母材を、冷却ガスとして窒素ガスを用いてめっき浴温(約420~480℃)から室温まで冷却することにより、鋼母材の両面にめっき層が形成されためっき鋼板を得た。板温は鋼母材の中心部にスポット溶接した熱電対を用いて測定した。
[めっき層の化学組成分析]
めっき層の化学組成は以下のようにして決定した。まず、めっき鋼板を900℃の大気加熱炉中に装入し、めっき鋼板の温度が炉内温度-10℃に到達した後、100秒間保持した。次に、めっき鋼板を炉から取り出し、室温程度の温度にある平板金型でめっき鋼板を挟み込み急冷した。加熱及び急冷後に30mm×30mmに切断したサンプルを10%の塩酸に1%のヒビロン(A-6)(スギムラ化学工業株式会社製)を加えた室温の酸性水溶液に浸漬し、めっき層を酸洗剥離した後、水溶液中に溶解しためっき成分をICP発光分光法によって測定することにより決定した。その結果を表2に示す。
めっき層の化学組成は以下のようにして決定した。まず、めっき鋼板を900℃の大気加熱炉中に装入し、めっき鋼板の温度が炉内温度-10℃に到達した後、100秒間保持した。次に、めっき鋼板を炉から取り出し、室温程度の温度にある平板金型でめっき鋼板を挟み込み急冷した。加熱及び急冷後に30mm×30mmに切断したサンプルを10%の塩酸に1%のヒビロン(A-6)(スギムラ化学工業株式会社製)を加えた室温の酸性水溶液に浸漬し、めっき層を酸洗剥離した後、水溶液中に溶解しためっき成分をICP発光分光法によって測定することにより決定した。その結果を表2に示す。
[スポット溶接時の耐LME性の評価]
まず、めっき鋼板を900℃の大気加熱炉中に装入し、めっき鋼板の温度が炉内温度-10℃に到達した後、100秒間保持した。次に、めっき鋼板を炉から取り出し、室温程度の温度にある平板金型でめっき鋼板を挟み込み急冷した。加熱及び急冷後のめっき鋼板のサンプル50mm×100mmを2枚準備し、これら2枚のめっき鋼板試料に対して、ドームラジアス型の先端直径8mmの溶接電極を用いて、打角2°、加圧力4.0kN、通電時間0.5秒、及び通電電流12kAにてスポット溶接を行うことで、溶接継手を作製した。次に、溶接部の電極直下に生じたLMEき裂長さを測定し、以下のようにして耐LME性を評価した。
AAA:0μm
AA :0超~20μm
A :20μm超~80μm未満
B :80μm以上
まず、めっき鋼板を900℃の大気加熱炉中に装入し、めっき鋼板の温度が炉内温度-10℃に到達した後、100秒間保持した。次に、めっき鋼板を炉から取り出し、室温程度の温度にある平板金型でめっき鋼板を挟み込み急冷した。加熱及び急冷後のめっき鋼板のサンプル50mm×100mmを2枚準備し、これら2枚のめっき鋼板試料に対して、ドームラジアス型の先端直径8mmの溶接電極を用いて、打角2°、加圧力4.0kN、通電時間0.5秒、及び通電電流12kAにてスポット溶接を行うことで、溶接継手を作製した。次に、溶接部の電極直下に生じたLMEき裂長さを測定し、以下のようにして耐LME性を評価した。
AAA:0μm
AA :0超~20μm
A :20μm超~80μm未満
B :80μm以上
[耐食性の評価]
ホットスタンプ成形後の耐食性は以下のようにして評価した。まず、めっき鋼板を900℃の大気加熱炉中に装入し、めっき鋼板の温度が炉内温度-10℃に到達した後、100秒間保持した。次に、めっき鋼板を炉から取り出し、室温程度の温度にある平板金型でめっき鋼板を挟み込み急冷した。加熱及び急冷後のホットスタンプ成形体のサンプル50mm×100mmを、りん酸Zn処理(SD5350システム:日本ペイント・インダストリアルコーディング社製規格)に従い実施し、次いで電着塗装(PN110パワーニクスグレー:日本ペイント・インダストリアルコーディング社製規格)を20μmで実施して、温度150℃及び20分で焼き付け処理を行った。次に、サンプル中央に地鉄(鋼母材)へ到達するカットを導入した。次いで、JASO(M609-91)に従った複合サイクル腐食試験を120サイクル実施して塗膜膨れ幅を測定し、以下のようにして耐食性を評価した。
AAA:2mm以下
AA :2超~3mm
A :3超~4mm
B :4mm超
ホットスタンプ成形後の耐食性は以下のようにして評価した。まず、めっき鋼板を900℃の大気加熱炉中に装入し、めっき鋼板の温度が炉内温度-10℃に到達した後、100秒間保持した。次に、めっき鋼板を炉から取り出し、室温程度の温度にある平板金型でめっき鋼板を挟み込み急冷した。加熱及び急冷後のホットスタンプ成形体のサンプル50mm×100mmを、りん酸Zn処理(SD5350システム:日本ペイント・インダストリアルコーディング社製規格)に従い実施し、次いで電着塗装(PN110パワーニクスグレー:日本ペイント・インダストリアルコーディング社製規格)を20μmで実施して、温度150℃及び20分で焼き付け処理を行った。次に、サンプル中央に地鉄(鋼母材)へ到達するカットを導入した。次いで、JASO(M609-91)に従った複合サイクル腐食試験を120サイクル実施して塗膜膨れ幅を測定し、以下のようにして耐食性を評価した。
AAA:2mm以下
AA :2超~3mm
A :3超~4mm
B :4mm超
[ホットスタンプ(HS)後の硬さの評価]
まず、耐食性の評価の場合と同様に、めっき鋼板を900℃の大気加熱炉中に装入し、めっき鋼板の温度が炉内温度-10℃に到達した後、100秒間保持した。次に、めっき鋼板を炉から取り出し、室温程度の温度にある平板金型でめっき鋼板を挟み込み急冷してホットスタンプ成形体を得た(HS条件A)。一方で、めっき鋼板を700℃の大気加熱炉中に装入したこと以外はHS条件Aと同様にして、比較例42のホットスタンプ成形体を得た(HS条件B)。得られたホットスタンプ成形体の端部を除く任意の位置から表面に垂直な断面(板厚断面)が観察できるように試験片を切り出した。試験片の板厚断面を#600~#1500の炭化珪素ペーパーを使用して研磨し、次いで粒度1~6μmのダイヤモンドパウダーをアルコール等の希釈液又は純水に分散させた液体を使用して鏡面に仕上げ、この板厚断面を測定面とした。次に、マイクロビッカース硬さ試験機を用いて荷重1kgfで、圧痕の3倍以上の間隔でビッカース硬さを測定した。低炭素濃度化された表層部を含めないように鋼母材の厚さの1/2位置付近において無作為に合計で20点測定してそれらの算術平均をホットスタンプ(HS)後の硬さとして決定し、以下のようにして評価した。
AAA:HS後硬さが550HV超
AA :HS後硬さが500超~550HV
A :HS後硬さが400~500HV
B :HS後硬さが400HV未満
まず、耐食性の評価の場合と同様に、めっき鋼板を900℃の大気加熱炉中に装入し、めっき鋼板の温度が炉内温度-10℃に到達した後、100秒間保持した。次に、めっき鋼板を炉から取り出し、室温程度の温度にある平板金型でめっき鋼板を挟み込み急冷してホットスタンプ成形体を得た(HS条件A)。一方で、めっき鋼板を700℃の大気加熱炉中に装入したこと以外はHS条件Aと同様にして、比較例42のホットスタンプ成形体を得た(HS条件B)。得られたホットスタンプ成形体の端部を除く任意の位置から表面に垂直な断面(板厚断面)が観察できるように試験片を切り出した。試験片の板厚断面を#600~#1500の炭化珪素ペーパーを使用して研磨し、次いで粒度1~6μmのダイヤモンドパウダーをアルコール等の希釈液又は純水に分散させた液体を使用して鏡面に仕上げ、この板厚断面を測定面とした。次に、マイクロビッカース硬さ試験機を用いて荷重1kgfで、圧痕の3倍以上の間隔でビッカース硬さを測定した。低炭素濃度化された表層部を含めないように鋼母材の厚さの1/2位置付近において無作為に合計で20点測定してそれらの算術平均をホットスタンプ(HS)後の硬さとして決定し、以下のようにして評価した。
AAA:HS後硬さが550HV超
AA :HS後硬さが500超~550HV
A :HS後硬さが400~500HV
B :HS後硬さが400HV未満
HS後の硬さの評価がAAA、AA及びAであり、耐LME性の評価がAAA、AA及びAであり、耐食性の評価がAA及びAである場合を、高強度で、かつホットスタンプ成形後においても高い耐食性を維持しつつ、スポット溶接時におけるLME割れを抑制することができるホットスタンプ成形体として評価した。その結果を表2に示す。表2に示すホットスタンプ成形体において、マルテンサイト以外の残部組織は、ベイナイト、フェライト、残留オーステナイト及び/又はパーライトであった。

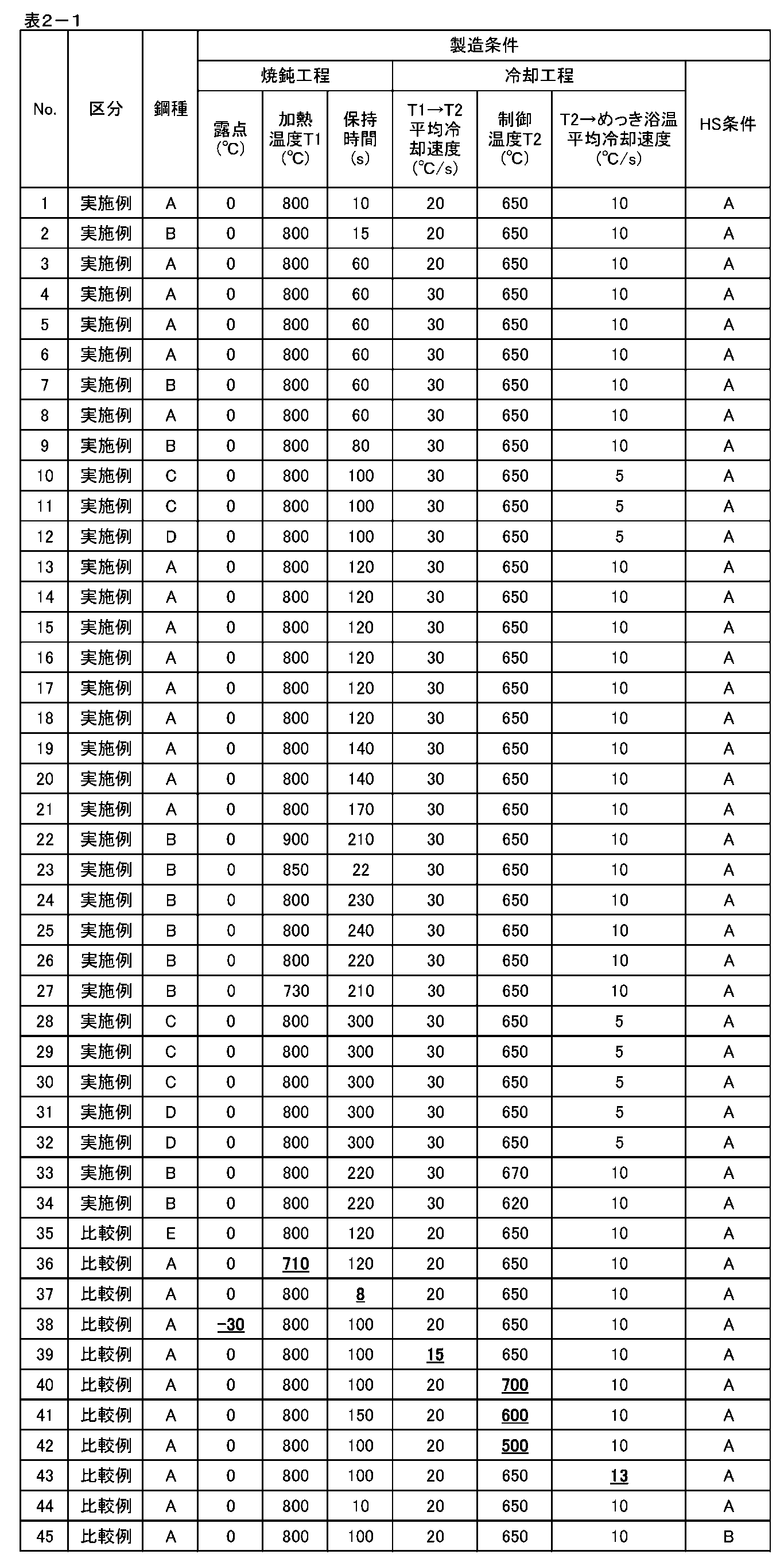

表2を参照すると、比較例35では、耐LME性及び耐食性は良好であったものの、HS後の硬さが低く、それゆえ所望の高強度を達成することができなかった。比較例36では、焼鈍工程の加熱温度が低かったために、冷延鋼板の表層部における脱炭が不十分であったと考えられる。その結果として鋼母材の表面から深さ方向に1μmまでの平均C濃度が高くなってしまい、耐LME性が低下した。比較例37では、焼鈍工程の保持時間が短かったために、同様に冷延鋼板の表層部における脱炭が不十分であったと考えられる。その結果として鋼母材の表面から深さ方向に1μmまでの平均C濃度が高くなってしまい、耐LME性が低下した。比較例38では、焼鈍工程の露点が低かったために、同様に冷延鋼板の表層部における脱炭が不十分であったと考えられる。その結果として鋼母材の表面から深さ方向に1μmまでの平均C濃度が高くなってしまい、耐LME性が低下した。比較例36~38に係るホットスタンプ成形前のめっき鋼板をSEMによって断面観察したところ、鋼母材の表面から板厚方向にパーライトの面積率が20%以下となる深さ領域はいずれも3μm未満であった。比較例39では、冷却工程における1次冷却の平均冷却速度が低かったために、高温下でパーライトが析出し、それが粒界に沿って形成し、ホットスタンプ成形の高温加熱時における復炭が促進されたものと考えられる。その結果として鋼母材の表面から深さ方向に1μmまでの平均C濃度が高くなってしまい、耐LME性が低下した。比較例40では、冷却工程における1次冷却の制御温度が高かったために、同様に高温下でパーライトが析出して粒界に沿って形成し、ホットスタンプ成形の高温加熱時における復炭が促進されたものと考えられる。その結果として鋼母材の表面から深さ方向に1μmまでの平均C濃度が高くなってしまい、耐LME性が低下した。比較例39及び40に係るホットスタンプ成形前のめっき鋼板をSEMによって断面観察したところ、鋼母材表層部において円相当直径5μm以上の粗大なパーライトが比較的多く形成していた。比較例41及び42では、冷却工程における2次冷却の制御温度が低かったために、パーライトではなく、ベイナイトが主として析出してしまい、ホットスタンプ成形の高温加熱時における復炭が促進されたものと考えられる。その結果として鋼母材の表面から深さ方向に1μmまでの平均C濃度が高くなってしまい、耐LME性が低下した。比較例43では、冷却工程における2次冷却の平均冷却速度が速かったために、同様にパーライトではなく、ベイナイトが主として析出してしまい、ホットスタンプ成形の高温加熱時における復炭が促進されたものと考えられる。その結果として鋼母材の表面から深さ方向に1μmまでの平均C濃度が高くなってしまい、耐LME性が低下した。比較例44では、めっき層の付着量が十分でなかったために、HS後の耐食性が低下した。比較例45では、ホットスタンプ条件が適切でなかったために、オーステナイト化が不十分となり、所望のマルテンサイト面積率を達成することができず、HS後の硬さが低下した。
これとは対照的に、全ての実施例に係るホットスタンプ成形体において所定のめっき化学組成を有し、めっき層の付着量を片面当たり60g/m2以上とするとともに、鋼母材の表面から深さ方向に1μmまでの平均C濃度を0.25質量%以下に制御することで、ホットスタンプ成形に適用した場合であっても、高強度でかつ高い耐食性を維持しつつ、当初の鋼母材表層部の低炭素濃度化によるLME抑制効果を十分に発揮して、その後のスポット溶接時におけるLME割れの発生を確実に抑制又は低減することができた。全ての実施例に係るホットスタンプ成形前のめっき鋼板をSEMによって断面観察したところ、鋼母材の表面から板厚方向にパーライトの面積率が20%以下となる深さ領域はいずれも3μm以上であり、また鋼母材表層部における円相当直径5μm以上の粗大なパーライトの割合は比較例39及び40と比較して十分に低いものであった。とりわけ、鋼母材の表面から深さ方向に1μmまでの平均C濃度を0.18質量%以下に制御した実施例4~34では、めっき層中のFe含有量を60.0質量%以下に低減することができ、結果として耐食性の評価がAAとなり、耐食性をさらに向上させることができた。また、各ホットスタンプ成形体についてGDS測定を行ったところ、全ての実施例に係るホットスタンプ成形体においてFe-Al固溶体層、Fe-Zn固溶体層、及び/又はFe-Al-Zn固溶体層を含む固溶体層の存在を確認した。
Claims (3)
- 鋼母材と、前記鋼母材の表面に配置されためっき層を備え、
前記めっき層が、質量%で、
Ni:0.5~25.0%、及び
Fe:20.0~70.0%
を含有し、さらに、
Al:0~1.000%、
Mg:0~0.500%未満、
Si:0~0.200%、
Ca:0~3.000%、
Sb:0~0.500%、
Pb:0~0.500%、
Cu:0~1.000%、
Sn:0~1.000%、
Ti:0~1.000%、
Cr:0~1.000%、
Nb:0~1.000%、
Zr:0~1.000%、
Mn:0~1.000%、
Mo:0~1.000%、
Ag:0~1.000%、
Li:0~1.000%、
La:0~0.500%、
Ce:0~0.500%、
B :0~0.500%、
Y :0~0.500%、
Sr:0~0.500%、
In:0~0.500%、
Co:0~0.500%、
Bi:0~0.500%、
P :0~0.500%、及び
W :0~0.500%
の少なくとも1種を合計で5.000%以下含有し、
残部:Zn及び不純物からなる化学組成を有し、
前記鋼母材の表面から深さ方向に1μmまでの平均C濃度が0.25質量%以下であり、
前記鋼母材が、面積率で、マルテンサイトを90%以上含み、
前記めっき層の付着量が片面当たり60g/m2以上であり、
400HV以上のビッカース硬さを有することを特徴とする、ホットスタンプ成形体。 - 前記平均C濃度が0.18質量%以下であり、前記めっき層のFe含有量が20.0~60.0質量%であることを特徴とする、請求項1に記載のホットスタンプ成形体。
- 前記平均C濃度が0.10質量%以下であることを特徴とする、請求項1又は2に記載のホットスタンプ成形体。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022197233 | 2022-12-09 | ||
| JP2022-197233 | 2022-12-09 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024122125A1 true WO2024122125A1 (ja) | 2024-06-13 |
Family
ID=91378723
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/030475 WO2024122125A1 (ja) | 2022-12-09 | 2023-08-24 | ホットスタンプ成形体 |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2024122125A1 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012120692A1 (ja) * | 2011-03-09 | 2012-09-13 | 新日本製鐵株式会社 | ホットスタンプ用鋼板及びその製造方法と高強度部品の製造方法 |
| WO2017169941A1 (ja) * | 2016-03-31 | 2017-10-05 | Jfeスチール株式会社 | 薄鋼板およびめっき鋼板、並びに、熱延鋼板の製造方法、冷延フルハード鋼板の製造方法、熱処理板の製造方法、薄鋼板の製造方法およびめっき鋼板の製造方法 |
| WO2019106894A1 (ja) * | 2017-11-29 | 2019-06-06 | Jfeスチール株式会社 | 高強度亜鉛めっき鋼板およびその製造方法 |
| WO2020196060A1 (ja) * | 2019-03-28 | 2020-10-01 | 日本製鉄株式会社 | 高強度鋼板 |
-
2023
- 2023-08-24 WO PCT/JP2023/030475 patent/WO2024122125A1/ja unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012120692A1 (ja) * | 2011-03-09 | 2012-09-13 | 新日本製鐵株式会社 | ホットスタンプ用鋼板及びその製造方法と高強度部品の製造方法 |
| WO2017169941A1 (ja) * | 2016-03-31 | 2017-10-05 | Jfeスチール株式会社 | 薄鋼板およびめっき鋼板、並びに、熱延鋼板の製造方法、冷延フルハード鋼板の製造方法、熱処理板の製造方法、薄鋼板の製造方法およびめっき鋼板の製造方法 |
| WO2019106894A1 (ja) * | 2017-11-29 | 2019-06-06 | Jfeスチール株式会社 | 高強度亜鉛めっき鋼板およびその製造方法 |
| WO2020196060A1 (ja) * | 2019-03-28 | 2020-10-01 | 日本製鉄株式会社 | 高強度鋼板 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8657969B2 (en) | High-strength galvanized steel sheet with excellent formability and method for manufacturing the same | |
| RU2693226C1 (ru) | Оцинкованный стальной лист для горячего прессования и способ производства горячепрессованного формованного изделия | |
| TWI682066B (zh) | Fe-Al系鍍敷熱壓印構件及Fe-Al系鍍敷熱壓印構件的製造方法 | |
| WO2020136988A1 (ja) | 高強度溶融亜鉛めっき鋼板およびその製造方法 | |
| KR20200076741A (ko) | 알루미늄계 도금 강판, 알루미늄계 도금 강판의 제조 방법 및 자동차용 부품의 제조 방법 | |
| KR20180119616A (ko) | 핫 프레스용 강판 및 그 제조 방법, 그리고 핫 프레스 부재 및 그 제조 방법 | |
| JP7095818B2 (ja) | 被覆鋼部材、被覆鋼板およびそれらの製造方法 | |
| JP7111252B2 (ja) | 被覆鋼部材、被覆鋼板およびそれらの製造方法 | |
| CN111511942B (zh) | 镀铝系钢板、镀铝系钢板的制造方法及汽车用部件的制造方法 | |
| JP7332967B2 (ja) | ホットスタンプ部品 | |
| JP2004018970A (ja) | バーリング加工性に優れた高強度高延性溶融亜鉛めっき鋼板とその製造方法 | |
| WO2023095920A1 (ja) | 鋼部材及び鋼板 | |
| WO2024122124A1 (ja) | ホットスタンプ成形体 | |
| WO2024122117A1 (ja) | ホットスタンプ成形体 | |
| WO2024122125A1 (ja) | ホットスタンプ成形体 | |
| WO2024122123A1 (ja) | めっき鋼板 | |
| WO2024122119A1 (ja) | ホットスタンプ成形体 | |
| WO2024122118A1 (ja) | めっき鋼板 | |
| WO2024122121A1 (ja) | めっき鋼板 | |
| WO2024122120A1 (ja) | めっき鋼板 | |
| CN115698364B (zh) | 冷轧退火钢板及其制造方法 | |
| WO2022158469A1 (ja) | 鋼材 | |
| US20230407448A1 (en) | Plated steel | |
| JP7541652B1 (ja) | 亜鉛めっき鋼板および部材、ならびに、それらの製造方法 | |
| WO2024053663A1 (ja) | めっき鋼板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23900252 Country of ref document: EP Kind code of ref document: A1 |