WO2024090474A1 - シート状研磨物品 - Google Patents
シート状研磨物品 Download PDFInfo
- Publication number
- WO2024090474A1 WO2024090474A1 PCT/JP2023/038502 JP2023038502W WO2024090474A1 WO 2024090474 A1 WO2024090474 A1 WO 2024090474A1 JP 2023038502 W JP2023038502 W JP 2023038502W WO 2024090474 A1 WO2024090474 A1 WO 2024090474A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- abrasive
- layer
- polishing
- adhesive binder
- abrasive article
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K3/00—Materials not provided for elsewhere
- C09K3/14—Anti-slip materials; Abrasives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D11/00—Constructional features of flexible abrasive materials; Special features in the manufacture of such materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/02—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent
- B24D3/20—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially organic
- B24D3/28—Resins or natural or synthetic macromolecular compounds
- B24D3/32—Resins or natural or synthetic macromolecular compounds for porous or cellular structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D11/00—Constructional features of flexible abrasive materials; Special features in the manufacture of such materials
- B24D11/001—Manufacture of flexible abrasive materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/001—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as supporting member
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/34—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents characterised by additives enhancing special physical properties, e.g. wear resistance, electric conductivity, self-cleaning properties
- B24D3/342—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents characterised by additives enhancing special physical properties, e.g. wear resistance, electric conductivity, self-cleaning properties incorporated in the bonding agent
- B24D3/344—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents characterised by additives enhancing special physical properties, e.g. wear resistance, electric conductivity, self-cleaning properties incorporated in the bonding agent the bonding agent being organic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/34—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents characterised by additives enhancing special physical properties, e.g. wear resistance, electric conductivity, self-cleaning properties
- B24D3/346—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents characterised by additives enhancing special physical properties, e.g. wear resistance, electric conductivity, self-cleaning properties utilised during polishing, or grinding operation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/065—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of foam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/08—Interconnection of layers by mechanical means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/02—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent
- B24D3/20—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially organic
- B24D3/28—Resins or natural or synthetic macromolecular compounds
- B24D3/30—Resins or natural or synthetic macromolecular compounds for close-grained structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
- B32B2255/102—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer synthetic resin or rubber layer being a foamed layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/08—Closed cell foam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/10—Composition of foam characterised by the foam pores
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2432/00—Cleaning articles, e.g. mops or wipes
Definitions
- the present invention relates to a sheet-like abrasive article.
- the present invention relates to a sheet-like abrasive article that can be suitably used for polishing paint films to a mirror finish or a roughness just before a mirror finish.
- the sheet-like abrasive article according to the present invention is not limited to industrial grinding and polishing processes, but can also be effectively used in the cleaning field, such as removing scale from metal and induction heater surfaces, toilet ware, and glass surfaces.
- a lapping film (abrasive material), which is a precision polishing product, is usually used.
- the lapping film does not have sufficient polishing power. For this reason, lapping films are hardly used in the market for mirror finishing of paint films.
- 3M's abrasives brand name Trizact
- Trizact abrasives are said to be an abrasive that applies a technology called "microreplication.”
- Trizact abrasives feature a regular microreplication structure, which is said to be able to achieve a stable finish and a stable polishing rate while preventing distortion due to heat.
- the three-dimensional structure collapses and new polishing grains appear, a uniform finish is maintained for a long time, preventing the need for rework.
- the polishing residue falls into the gaps in the three-dimensional surface structure, it is said that it is less likely to clog and maintains its polishing performance.
- it is extremely difficult to use the pyramidal structure of the Trizact abrasive until it is completely worn down, and therefore there is a demand for a product with a longer life than Trizact.
- Patent Document 1 discloses an abrasive material that contains a porous body that contains a cured product of a thermosetting resin powder and has a plurality of bubbles derived from heat-expandable microspheres, and abrasive grains dispersed in the porous body.
- the present invention provides a sheet-like abrasive article in which the abrasive layer of the sheet-like abrasive article contains closed cells having a specified inner diameter and abrasive grains having an average particle diameter that is in a specified relationship with the inner diameter of the closed cells, and the volume ratio of the closed cells to the abrasive grains in the entire abrasive layer is within a specified range, so that the closed cells in the abrasive layer of the sheet-like abrasive article not only provide pores in the abrasive layer for discharging chips, but also secure a space between the surface of the abrasive layer (the surface of the topcoat, if a thin topcoat is provided on the abrasive layer) and the workpiece, thereby facilitating the discharge of chips from the workpiece.
- the present invention also provides a sheet-like abrasive article in which the abrasive layer has self-dressing properties because the abrasive grains in the abrasive layer containing closed cells are present on the wall surface of the closed cells, and friction caused by the abrasive work causes the closed cells on the surface of the abrasive layer to collapse, and new abrasive grains act on the workpiece, resulting in a long-life sheet-like abrasive article in which the abrasive layer has self-dressing properties.
- the present invention is a sheet-like abrasive article comprising a substrate and an abrasive layer provided on one surface of the substrate, the abrasive layer comprising closed cells, first abrasive grains, and a first adhesive binder, the inner diameter of the closed cells being 30 ⁇ m to 200 ⁇ m, the average particle size of the first abrasive grains being one-third or less of the inner diameter of the closed cells, the first adhesive binder bonding the abrasive layer to the substrate, and the closed cells occupying 70 vol % to 85 vol %, the first abrasive grains 5 vol % to 13 vol %, and the remainder being the first adhesive binder, based on the total volume of the abrasive layer.
- the abrasive article of the present invention may further comprise a top coat provided on the surface of the abrasive layer opposite the surface in contact with the substrate, the top coat comprising second abrasive grains, a second adhesive binder, and a metal soap, the second adhesive binder adhering the top coat to the abrasive layer.
- the closed cells are preferably derived from thermally expandable microcapsules.
- the first adhesive binder is preferably a photocurable resin.
- the abrasive article of the present invention may further comprise a buffer layer provided on the surface of the substrate opposite to the surface in contact with the abrasive layer.
- the buffer layer is preferably made of sponge.
- the abrasive article of the present invention may further comprise an adhesive layer provided on the surface of the substrate opposite to the surface in contact with the abrasive layer (the back side of the abrasive surface of the abrasive article).
- the abrasive article provided with the buffer layer may further comprise an adhesive layer on the back side of the abrasive surface.
- the abrasive article of the present invention may further comprise an engagement member layer provided on the surface of the substrate opposite to the surface in contact with the abrasive layer, and may further comprise an engagement member layer on the back side of the abrasive surface of the abrasive article provided with the buffer layer.
- the engaging member layer is preferably a hook-and-loop fastener.
- the closed cells in the abrasive layer create pores in the abrasive layer and secure space between the surface of the abrasive layer and the workpiece, resulting in a sheet-like abrasive product that is excellent in chip removal properties and has self-dressing properties due to the large amount of closed cells present in the abrasive layer.
- the sheet-like abrasive product according to the present invention has efficient abrasive workability and a large abrasive processing area per unit abrasive area.
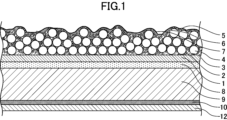
- FIG. 1 is a schematic enlarged cross-sectional view of one embodiment of a sheet-like abrasive article according to the present invention.
- FIG. 2 is a schematic enlarged cross-sectional view of another embodiment of a sheet-like abrasive article according to the present invention.
- the substrate used in the sheet-like abrasive article of the present invention may be a polyester film, or a latex-impregnated paper, a latex barrier base paper, a combination of these, or a substrate that has been surface-treated, etc.
- a polyester film substrate is used as the substrate, a substrate that has been subjected to an easy-adhesion treatment to improve adhesion can be preferably used.
- the thickness of the substrate may be from 25 to 500 ⁇ m, preferably from 50 to 220 ⁇ m.
- the abrasive layer of the sheet-shaped abrasive article of the present invention comprises closed cells, first abrasive grains, and a first adhesive binder.
- the thickness of the abrasive layer formed on the substrate is desirably 400 ⁇ m or less, since the abrasive article of the present invention is in the form of a sheet.
- closed cell As the closed cell bodies, hollow balloons, specifically phenol hollow balloons, glass hollow balloons, acrylonitrile heat-expanded hollow balloons, etc., can be used. Among them, acrylonitrile heat-expanded balloons (heat-expandable microcapsules) are particularly preferred in that when preparing a coating solution for the abrasive layer in the step of producing the abrasive layer, the balloons before expansion have a relatively high strength and are easy to handle, and the specific gravity of the balloons before expansion is not significantly different from that of the other raw materials for the abrasive layer, so that the raw materials can be uniformly mixed and stirred to prepare a coating solution for the abrasive layer, and it is easy to uniformly distribute the closed cell bodies in the abrasive layer.
- acrylonitrile heat-expanded balloons heat-expandable microcapsules
- the inner diameter of the closed cells (meaning the size of the pores in the abrasive layer, and corresponding to the inner diameter of the expanded thermal expansion balloon when the closed cells are derived from a thermal expansion balloon) is 30 ⁇ m to 200 ⁇ m. If the inner diameter of the closed cells is 30 ⁇ m or less, it is considered difficult to form a space sufficient for discharging the chips generated during polishing. On the other hand, from the viewpoint of stabilizing the strength of the abrasive layer, it is considered desirable for the inner diameter of the closed cells to be half or less of the thickness of the abrasive layer.
- the thickness of the abrasive layer is 400 ⁇ m or less, so the upper limit of the inner diameter of the closed cells is 200 ⁇ m.
- the inner diameter of the closed cells is preferably 50 ⁇ m to 150 ⁇ m.
- the inner diameter of the closed cells can be measured using a digital microscope (e.g., KEYENCE Digital Microscope VHX-6000).
- the inner diameter of the closed cell body is at least three times the average particle size of the abrasive grains used (in other words, the average particle size of the abrasive grains is one-third or less of the inner diameter of the closed cell body).
- the reason for making the average particle size of the abrasive grains equal to or less than one-third of the inner diameter of the closed cell is that when the abrasive layer coating liquid is applied and the thermal expansion balloon is expanded, if the average particle size of the abrasive grains exceeds one-third of the inner diameter of the closed cell, the presence of the abrasive grains around the thermal expansion balloon is likely to become uneven.
- the average particle size of the abrasive grains can be measured, for example, by an electrical resistance test method (see JIS R 6001-2:2017).
- the average particle size of the abrasive grains (first abrasive grains) in the abrasive layer is not more than one-third the inner diameter of the closed cell bodies.
- the abrasive grains in the abrasive layer preferably have an average grain size of 0.3 ⁇ m to 46 ⁇ m.
- the average grain size of the abrasive grains can be determined by, for example, an electrical resistance method as a grain size measurement method.
- the abrasive grains in the abrasive layer may be made of diamond, cubic boron nitride, alumina, silicon carbide, cerium oxide, or silicon dioxide, either alone or in combination.
- the adhesive binder for the abrasive layer is not particularly limited as long as it can adhere the abrasive layer to the substrate, and examples include photocurable acrylic resin, photocurable epoxy resin, photocurable urethane resin, thermosetting epoxy resin, thermosetting phenolic resin, thermosetting urethane resin, ethylene vinyl acetate resin, polyethylene resin, polyvinyl chloride resin, polypropylene resin, acrylonitrile butadiene styrene copolymer synthetic resin, ethylene propylene rubber, etc.
- a suitable type of adhesive binder to be used in combination with the thermally expandable microcapsule is a photocurable adhesive. This is because the adhesive binder can be cured by photocuring at any time after the expansion of the thermally expandable balloon is completed, making it easy to realize an abrasive layer containing closed cell, abrasive grains, and adhesive binder in a (volume) ratio as designed in advance.
- the thermally expandable balloon and the adhesive binder can be selected while paying attention to the competition between the expansion temperature of the thermally expandable balloon, the resin curing temperature, and the resin softening temperature.
- the abrasive article of the present invention may have a top coat provided on the surface of the abrasive layer opposite to the surface in contact with the substrate.
- the top coat contains second abrasive grains, a second adhesive binder, and a metal soap, and may contain an antifoaming agent, a leveling agent, and the like, as necessary.
- the abrasive grains in the topcoat may be the same as the abrasive grains in the abrasive layer (first abrasive grains), or may be of a different type and/or a different grain size.
- the adhesive binder (second adhesive binder) of the top coat is not particularly limited as long as it can adhere the top coat to the abrasive layer.
- the adhesive binder (second adhesive binder) of the top coat can be a photocurable acrylic resin, a photocurable epoxy resin, a photocurable urethane resin, a thermosetting epoxy resin, a thermosetting phenolic resin, a thermosetting urethane resin, an ethylene vinyl acetate resin, a polyethylene resin, a polyvinyl chloride resin, a polypropylene resin, an acrylonitrile butadiene styrene copolymer synthetic resin, an ethylene propylene rubber, a hydroxypropyl methylcellulose, a hydroxypropyl cellulose, an ethyl cellulose, a polyvinyl butyral, a polyvinyl acetal, or the like.
- the adhesive binder (second adhesive binder) of the top coat can be the same as
- Metal soap examples include zinc stearate, magnesium stearate, calcium stearate, lithium stearate, or mixtures thereof. By incorporating metal soap, the probability of deep scratches occurring due to the slipperiness of the metal soap can be reduced. In some polishing processes, in cases where the use of abrasive articles containing metal soap is prohibited, a top coat that does not contain metal soap can be used.
- a sponge such as a sponge cushion can be attached as a buffer layer to the back side of the abrasive surface of the abrasive article (the surface of the substrate opposite to the surface in contact with the abrasive layer).
- the thickness of the sponge is preferably 2 mm to 20 mm, more preferably 3 mm to 10 mm.
- the abrasive article may also have an adhesive layer or an engaging member layer such as a hook-and-loop fastener on the back side of the abrasive surface.
- the abrasive article of the present invention can be produced, for example, by the following method. 1, first, a coating liquid for an abrasive layer is prepared, containing abrasive grains 2, an adhesive binder 3, thermally expandable microcapsules (thermally expandable hollow balloons) 4, and a solvent.
- the solvent is preferably a solvent that is compatible with the adhesive binder 3 or a volatile solvent that can dissolve the adhesive binder 3.
- the solvent examples include methyl ethyl ketone, methyl isobutyl ketone, toluene, xylene, methanol, ethanol, isopropyl alcohol, ethyl acetate, butyl acetate, propylene glycol monomethyl ether, propylene glycol monomethyl ether acetate, water, and the like.
- the coating solution for the abrasive layer is applied onto the substrate (polyester film) 1 with a knife coater, and the thermally expandable hollow balloon 4 is expanded by heating, and the solvent is removed and dried.
- a thermosetting resin is used as the adhesive binder 3
- curing polymerization may be performed.
- the adhesive binder is then polymerized, for example by irradiating it with ultraviolet light using a photoinitiator.
- photoinitiators include IGM Resin BV Omnirad651, Omnirad184, Omnirad907, Omnirad1173, Omnirad2959, Omnirad127, Omnirad369, Omnirad369E, Omnirad379EG, OmniradTPO, Omnirad819, OmniradMBF, Omnirad754, OmniradOXE01, OmniradOXE02, OmniradOXE03, OmniradOXE04, etc.
- a top coat containing abrasive grains 5 and metal soap 6 is provided. If necessary, an antifoaming agent, a leveling agent, etc. may be added to the top coat.
- a coating liquid for the top coat is prepared using a solvent capable of dissolving or dispersing the abrasive grains 5, metal soap 6, and adhesive binder 7. The coating liquid is applied to the surface of the abrasive layer of the abrasive article using a two-point roll coater or the like, and then hot air drying (when a thermosetting resin is used as the adhesive binder 7) or ultraviolet light irradiation (when a photopolymerizable adhesive binder is used as the adhesive binder 7) is performed to prepare the top coat.
- a pressure sensitive adhesive (or adhesive) 8 is applied to the back of the abrasive surface of the abrasive article, a sponge 9 is attached, and a pressure sensitive adhesive (or double-sided tape) 10 applied on a suitable release paper 12 can be attached.
- an adhesive (or glue) 8 to the back side of the abrasive surface of the abrasive article, attach a sponge 9, apply another adhesive (or glue) 8 onto the sponge that now serves as the back side of the abrasive surface of the abrasive article, and then attach a hook-and-loop fastener 11.
- the desired shape is cut out using laser processing or a hydraulic press blade to complete an abrasive article of the desired dimensions and shape.
- Example 1 First, a polyester film (CRISPER K2312 manufactured by Toyobo Co., Ltd.) was prepared as a substrate. Next, in order to prepare a coating liquid for an abrasive layer to be applied to the substrate, the following raw materials were mixed and stirred to have the following composition.
- the prepared coating solution for the abrasive layer was applied to the substrate at a thickness of 250 g/ m2 using a knife coater.
- the coating solution was heated at 160°C for 5 minutes to volatilize the solvent and expand the thermally expandable microcapsules.
- the coating solution was irradiated with ultraviolet light using a HERAEUS D bulb under the conditions of output intensity 240 W/cm, output 100%, and speed 10 m/min to photopolymerize the adhesive binder, thereby curing the coating solution and forming an abrasive layer.
- the prepared coating solution for the top coat was applied onto the abrasive layer at a thickness of 50 g/ m2 using a two-point roll coater.
- the coating solution was heated at 100°C for 2 minutes to volatilize the solvent, forming a top coat.
- a double-sided tape (No. 5000NS, manufactured by Nitto Denko Corporation) was attached as an adhesive layer to the surface of the substrate opposite the surface on which the abrasive layer was formed, and this was then laser processed to produce a 32 ⁇ sheet-like abrasive article.
- Example 2 A sheet-shaped abrasive article was prepared in the same manner as in Example 1, except that the composition of the raw materials used to prepare the coating liquid for the abrasive layer was as follows (the amount of thermally expandable microcapsules was small).
- Example 1 A sheet-shaped abrasive article was prepared in the same manner as in Example 1, except that the composition of the raw materials used to prepare the coating liquid for the abrasive layer was as follows (the amount of thermally expandable microcapsules was much smaller):
- Example 3 A sheet-like abrasive article was prepared in the same manner as in Example 1, except that the composition of the raw materials for preparing the coating liquid for the abrasive layer was as follows.
- Abrasive article evaluation 1 The performance of the abrasive articles produced in Examples 1, 2, and 3 and Comparative Example 1 was evaluated as follows. That is, scratches were made on the surface of Ecorock Anti-Scratch Clear TR, a paint for vehicles manufactured by Rock Paint Co., Ltd., using a polishing film, Trecut K-2000, manufactured by Kovacs Co., Ltd.
- the abrasive articles manufactured in Examples 1, 2, 3 and Comparative Example 1 were attached to an air sander KT-501 manufactured by Kovacs Co., Ltd., and pressed against the workpiece at normal pressure when using a hand-held air tool under conditions of an air pressure of 0.5 MPa and an air flow rate control valve of 2.5, and the surface with the scratches was treated using grinding water, and the area where the scratches could be removed was measured.
- a similar evaluation was carried out using a 32 ⁇ abrasive manufactured by 3M Japan Co., Ltd. (equivalent to Trizact 466A A5 #3000, equivalent to Trizact 466LA A3 #4000) (Reference Example 1, Reference Example 2). The results are summarized in the following table.
- Example 4 The process was carried out in the same manner as in Example 1, up to the top coat. Next, the back side of the abrasive surface of the abrasive article (the surface of the substrate opposite to the surface in contact with the abrasive layer) was subjected to adhesive processing, and a 5 mm thick sponge (PLS-30, manufactured by Marusuzu Co., Ltd.) was attached. Furthermore, a hook-and-loop fastener was attached to the sponge. This was cut out with a hydraulic press blade to produce a 75 ⁇ sheet-shaped abrasive article.
- PLS-30 manufactured by Marusuzu Co., Ltd.
- Example 5 The process was carried out in the same manner as in Example 2, up to the top coat.
- the back side of the abrasive surface of the abrasive article (the surface of the substrate opposite to the surface in contact with the abrasive layer) was subjected to adhesive processing, and a 5 mm thick sponge (PLS-30, manufactured by Marusuzu Co., Ltd.) was attached.
- a hook-and-loop fastener was attached to the sponge. This was cut out with a hydraulic press blade to produce a 75 ⁇ sheet-shaped abrasive article.
- Example 6 The raw materials and their compositions for preparing the coating liquid for the abrasive layer were as follows. Furthermore, an abrasive article was prepared in the same manner as in Example 4, except that the coating liquid for the top coat also used the same abrasive grains (GC (green silicon carbide abrasive) #6000 manufactured by Fujimi Incorporated) as those used in the coating liquid for the abrasive layer.
- GC green silicon carbide abrasive
- Example 7 The raw materials and their compositions for preparing the coating liquid for the abrasive layer were as follows. Furthermore, an abrasive article was prepared in the same manner as in Example 4, except that the coating liquid for the top coat also used the same abrasive grains (GC (green silicon carbide abrasive) #8000 manufactured by Fujimi Incorporated) as those used in the coating liquid for the abrasive layer.
- GC green silicon carbide abrasive
- the evaluation results show that the present invention was able to remove polishing scratches over a wider area than the reference example.
- the evaluation results show that the present invention was able to remove polishing scratches over a wider area than the reference example.
- Example 7 The performance of the abrasive article prepared in Example 7 was evaluated in the same manner as in Evaluation 2, except that abrasive scratches were made with the abrasive article prepared in Example 5 (#4000). For reference, a similar evaluation was carried out using a 75 ⁇ foamed abrasive (Trizact Finishing Disk #8000) manufactured by 3M Japan Co., Ltd. (Reference Example 5). The results are summarized in the following table.
- the evaluation results show that the present invention was able to remove polishing scratches over a wider area than the reference example.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Polishing Bodies And Polishing Tools (AREA)
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020247011986A KR20240060644A (ko) | 2022-10-28 | 2023-10-25 | 시트 형상의 연마 물품 |
| MX2024005179A MX2024005179A (es) | 2022-10-28 | 2023-10-25 | Articulo abrasivo en forma de lamina. |
| EP23878363.3A EP4406699A4 (en) | 2022-10-28 | 2023-10-25 | LEAF-SHAPED POLISHING ARTICLE |
| AU2023348040A AU2023348040B2 (en) | 2022-10-28 | 2023-10-25 | Sheet-like abrasive article |
| CN202380014092.6A CN118265594A (zh) | 2022-10-28 | 2023-10-25 | 片状研磨物品 |
| US18/699,438 US20250235985A1 (en) | 2022-10-28 | 2023-10-25 | Sheet-like abrasive article |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022-173119 | 2022-10-28 | ||
| JP2022173119A JP7714513B2 (ja) | 2022-10-28 | 2022-10-28 | シート状研磨物品 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024090474A1 true WO2024090474A1 (ja) | 2024-05-02 |
Family
ID=90830893
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/038502 Ceased WO2024090474A1 (ja) | 2022-10-28 | 2023-10-25 | シート状研磨物品 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US20250235985A1 (https=) |
| EP (1) | EP4406699A4 (https=) |
| JP (1) | JP7714513B2 (https=) |
| KR (1) | KR20240060644A (https=) |
| CN (1) | CN118265594A (https=) |
| AR (1) | AR130503A1 (https=) |
| AU (1) | AU2023348040B2 (https=) |
| MX (1) | MX2024005179A (https=) |
| TW (1) | TWI872702B (https=) |
| WO (1) | WO2024090474A1 (https=) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN120326536B (zh) * | 2025-06-13 | 2025-10-21 | 上海亿钶气体股份有限公司 | 一种具有自修复功能的梯度结构复合砂轮及其制作方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH058179A (ja) * | 1990-08-22 | 1993-01-19 | Hitachi Maxell Ltd | 研磨テ−プ |
| JP2001293663A (ja) * | 2000-04-17 | 2001-10-23 | Hitachi Maxell Ltd | 研磨シ―ト |
| JP2002326169A (ja) * | 2001-05-02 | 2002-11-12 | Nihon Micro Coating Co Ltd | 接触子クリーニングシート及び方法 |
| JP2010520078A (ja) * | 2007-03-05 | 2010-06-10 | スリーエム イノベイティブ プロパティズ カンパニー | スーパーサイズコーティングを有する研磨材物品及び製造方法 |
| JP2018103342A (ja) | 2016-12-28 | 2018-07-05 | スリーエム イノベイティブ プロパティズ カンパニー | 研磨材及びその製造方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5370718A (en) * | 1990-08-22 | 1994-12-06 | Hitachi Maxell, Ltd. | Abrasive tape |
| AU6593796A (en) * | 1996-07-23 | 1998-02-10 | Minnesota Mining And Manufacturing Company | Structured abrasive article containing hollow spherical filler |
| JP5184448B2 (ja) * | 2009-06-23 | 2013-04-17 | 富士紡ホールディングス株式会社 | 研磨パッド、その製造方法および研磨加工方法 |
| WO2016076887A1 (en) * | 2014-11-14 | 2016-05-19 | Washington Mills Management, Inc. | Coated abrasive with low packing density ceramic grits |
-
2022
- 2022-10-28 JP JP2022173119A patent/JP7714513B2/ja active Active
-
2023
- 2023-09-14 TW TW112135086A patent/TWI872702B/zh active
- 2023-09-15 AR ARP230102468A patent/AR130503A1/es unknown
- 2023-10-25 AU AU2023348040A patent/AU2023348040B2/en active Active
- 2023-10-25 WO PCT/JP2023/038502 patent/WO2024090474A1/ja not_active Ceased
- 2023-10-25 US US18/699,438 patent/US20250235985A1/en active Pending
- 2023-10-25 MX MX2024005179A patent/MX2024005179A/es unknown
- 2023-10-25 EP EP23878363.3A patent/EP4406699A4/en active Pending
- 2023-10-25 KR KR1020247011986A patent/KR20240060644A/ko active Pending
- 2023-10-25 CN CN202380014092.6A patent/CN118265594A/zh active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH058179A (ja) * | 1990-08-22 | 1993-01-19 | Hitachi Maxell Ltd | 研磨テ−プ |
| JP2001293663A (ja) * | 2000-04-17 | 2001-10-23 | Hitachi Maxell Ltd | 研磨シ―ト |
| JP2002326169A (ja) * | 2001-05-02 | 2002-11-12 | Nihon Micro Coating Co Ltd | 接触子クリーニングシート及び方法 |
| JP2010520078A (ja) * | 2007-03-05 | 2010-06-10 | スリーエム イノベイティブ プロパティズ カンパニー | スーパーサイズコーティングを有する研磨材物品及び製造方法 |
| JP2018103342A (ja) | 2016-12-28 | 2018-07-05 | スリーエム イノベイティブ プロパティズ カンパニー | 研磨材及びその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4406699A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| TWI872702B (zh) | 2025-02-11 |
| CN118265594A (zh) | 2024-06-28 |
| JP7714513B2 (ja) | 2025-07-29 |
| US20250235985A1 (en) | 2025-07-24 |
| AU2023348040A1 (en) | 2024-05-16 |
| EP4406699A4 (en) | 2025-03-26 |
| MX2024005179A (es) | 2024-05-14 |
| JP2024064495A (ja) | 2024-05-14 |
| TW202421366A (zh) | 2024-06-01 |
| KR20240060644A (ko) | 2024-05-08 |
| AU2023348040B2 (en) | 2025-04-10 |
| AR130503A1 (es) | 2024-12-11 |
| EP4406699A1 (en) | 2024-07-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5739891B2 (ja) | 構造化研磨物品並びにその使用方法 | |
| TWI402136B (zh) | 研磨附聚物拋光方法 | |
| TW411306B (en) | Abrasive article for providing a clear surface finish on glass | |
| TWI399260B (zh) | 自含式修整研磨物件,製造自含式修整研磨物件之方法及包含自含式修整研磨物件之拋光系統 | |
| CN1767926A (zh) | 制造磨具的方法 | |
| JP6317842B1 (ja) | 研磨パッド及びその製造方法 | |
| JPH07502697A (ja) | くぼみ内に研磨複合部材を有する研磨物品 | |
| JPH05253852A (ja) | 研磨コンポジット部材間において精確な横方向間隔を有する研磨用品 | |
| US20130295821A1 (en) | Abrasive article with replicated microstructured backing and method of using same | |
| AU5717898A (en) | Rotogravure process for production of patterned abrasive surfaces | |
| JP7714513B2 (ja) | シート状研磨物品 | |
| FR2954723A1 (fr) | Article abrasif comprenant un espace creux entre ses faces avant et arriere, et procede de fabrication | |
| HK40106133A (zh) | 片状研磨物品 | |
| CN207593579U (zh) | 一种涂附泡沫磨具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 18699438 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 20247011986 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202380014092.6 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 12024550969 Country of ref document: PH |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2024/005179 Country of ref document: MX |
|
| ENP | Entry into the national phase |
Ref document number: 2023878363 Country of ref document: EP Effective date: 20240425 |
|
| ENP | Entry into the national phase |
Ref document number: 2023348040 Country of ref document: AU Date of ref document: 20231025 Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23878363 Country of ref document: EP Kind code of ref document: A1 |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112024008179 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 112024008179 Country of ref document: BR Kind code of ref document: A2 Effective date: 20240425 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWP | Wipo information: published in national office |
Ref document number: 18699438 Country of ref document: US |