WO2024023972A1 - 付加製造装置 - Google Patents
付加製造装置 Download PDFInfo
- Publication number
- WO2024023972A1 WO2024023972A1 PCT/JP2022/028946 JP2022028946W WO2024023972A1 WO 2024023972 A1 WO2024023972 A1 WO 2024023972A1 JP 2022028946 W JP2022028946 W JP 2022028946W WO 2024023972 A1 WO2024023972 A1 WO 2024023972A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- processing
- supply
- temperature
- workpiece
- additive manufacturing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K15/00—Electron-beam welding or cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/21—Bonding by welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/34—Laser welding for purposes other than joining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/34—Laser welding for purposes other than joining
- B23K26/342—Build-up welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/264—Arrangements for irradiation
- B29C64/268—Arrangements for irradiation using laser beams; using electron beams [EB]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/386—Data acquisition or data processing for additive manufacturing
- B29C64/393—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
- B33Y50/02—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Definitions
- the present disclosure relates to an additive manufacturing device that manufactures three-dimensional objects.
- Patent Document 1 discloses a material injection unit that injects material for a three-dimensional structure onto a modeling table on which a three-dimensional structure is formed, and a light irradiation unit that irradiates the injected material with a light beam, which is an example of a processing beam.
- a data acquisition section that acquires monitoring data for monitoring the printing state of the 3D object during the printing of the 3D object; and a data acquisition section that estimates the printing quality of the 3D object based on the monitoring data.
- An additive manufacturing apparatus is disclosed that includes a modeling quality estimator.
- emissivity that differs depending on the composition of the workpiece is used.
- the composition of the 3D object in the processing area which is the area where the processing beam is irradiated onto the workpiece, includes multiple materials, for example If the composition differs from that of the workpiece, there exists. In such a case, there is a problem in that it is difficult to accurately measure temperature using emissivity. If the temperature of the processing area cannot be measured accurately, processing parameters including the scanning speed of the processing beam and the supply rate of the feed material cannot be controlled with high precision. As a result, there has been a problem in that the deviation between the shape of the three-dimensional structure formed by additive modeling and the target shape becomes large.
- the present disclosure has been made in view of the above, and even when a feed material having a chemical composition different from that of the workpiece is additively modeled on the workpiece, the additive manufacturing between different materials is compared to the conventional method.
- the objective is to obtain an additive manufacturing device that can be realized with high precision.
- an additive manufacturing apparatus includes a first material supply section, a processing beam source, a processing head, a two-color temperature camera, and a control section.
- the first material supply section supplies a first supply material having a chemical composition different from that of the workpiece toward a processing area of the workpiece.
- the processing beam source outputs a processing beam that heats the first feed material and the workpiece.
- the processing head irradiates a processing area with a processing beam from a processing beam source.
- a two-color temperature camera images an imaging area including a processing area using light in at least two wavelength bands.
- the control unit is configured to control the temperature distribution of the imaging region including the temperature of the workpiece in the processing region, the first supply material, and the molten pool in which the workpiece and the first supply material are melted, based on the measurement results by the two-color temperature camera. Calculate temperature distribution information indicating. Further, the control unit selects an output of the processing beam of the processing beam source, a scan speed that is a speed at which the processing beam is scanned, and a material supply speed that is the supply speed of the first supply material based on the temperature distribution information. controlling processing parameters including at least one;
- the additive manufacturing apparatus realizes additive manufacturing between different materials with higher accuracy than before even when a workpiece is additively manufactured with a feed material having a chemical composition different from that of the workpiece. It has the effect of being able to
- a diagram showing an example of a contour map of temperature distribution in the imaging area of a two-color temperature camera Diagram schematically showing an example of emissivity distribution in the imaging range of a two-color temperature camera Flowchart illustrating an example of a procedure of a method for controlling the additive manufacturing apparatus according to Embodiment 1
- Diagram schematically showing an example of a contour map of preheated feed material and temperature distribution near the processing area Diagram schematically showing an example of a focused spot split by a diffraction grating
- a diagram showing an example of the configuration of an additive manufacturing apparatus according to Embodiment 3 A diagram showing an example of the hardware configuration of the control unit of the additive manufacturing apparatus according to Embodiments 1 to 3.
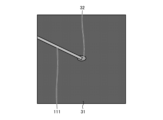
- FIG. 1 is a diagram schematically showing an example of the configuration of an additive manufacturing apparatus according to a first embodiment.
- the additive manufacturing apparatus 1 is an apparatus that melts a supply material 111 using a processing beam B and adds the melted material onto a workpiece 31 to form a target shape.
- the additive manufacturing apparatus 1 includes a material supply unit 11 that supplies a supply material 111 onto a workpiece 31, a processing beam source 12 that emits a processing beam B, and a processing beam B that irradiates the supply material 111 and the workpiece 31.
- a processing head 13 is provided.
- the material supply unit 11 supplies a supply material 111 to the processing area.
- the material supply section 11 can change the material supply speed, which is the speed at which the supply material 111 is supplied onto the workpiece 31, according to instructions from the control section 17, which will be described later.
- the feed material 111 is fed toward the processing area, the feeding angle and direction are not particularly limited. In the example of FIG. 1, a case is shown in which the supply material 111 is supplied to the workpiece 31 from diagonally above the workpiece 31 and the processing beam B is made perpendicularly incident on the workpiece 31, but the supply material 111 The processing beam B may be supplied perpendicularly to the workpiece 31 and the processing beam B may be incident obliquely.
- the supply material 111 is a metal wire, which is a metal formed into a wire shape. Additionally, the metal wire has a different chemical composition than the workpiece 31.
- feed material 111 corresponds to a first feed material.
- the additive manufacturing apparatus 1 of Embodiment 1 performs additive manufacturing between different materials, and has a plurality of material supply units 11 that supply materials having different chemical compositions (not shown). That is, in FIG. 1, the workpiece 31 is shaped by supplying a supply material having a different chemical composition from the illustrated supply material 111 from a material supply unit (not shown).
- the processing beam source 12 emits a processing beam B.
- the processing beam source 12 is a laser oscillator that emits a laser beam such as a solid-state laser, a gas laser, or a semiconductor laser.
- the processing beam source 12 is an electron gun.
- the processing head 13 irradiates the processing beam B emitted from the processing beam source 12 onto the workpiece 31 .
- the processing beam B is a laser beam
- the processing beam source 12 and the processing head 13 are connected by an optical fiber 14.
- the laser beam is transmitted through the optical fiber 14.
- the processing head 13 has a drive mechanism (not shown).
- the drive mechanism drives the processing head 13 in the horizontal direction with respect to the workpiece 31. Thereby, the processing head 13 can scan the processing beam B over the workpiece 31.
- the drive mechanism can change the scan speed, which is the speed at which the processing beam B scans the workpiece 31, according to instructions from the control unit 17.
- the drive mechanism may drive the processing head 13 in a direction perpendicular to the workpiece 31.
- the supply material 111, the workpiece 31, or both the supply material 111 and the workpiece 31 are heated and melted, thereby causing melting.
- a pond 32 is formed.
- the formed high-temperature molten pool 32 is cooled on the workpiece 31, cools below its melting point, and solidifies, thereby adding metal onto the workpiece 31.
- beads, which are linear additional layers, are formed, and by repeatedly stacking the beads, a three-dimensional object of an arbitrary shape can be modeled. Can be done.
- the additive manufacturing apparatus 1 includes a two-color temperature camera 15 that images a predetermined area including the processing area on the workpiece 31 that is irradiated with the processing beam B using light in at least two wavelength bands.
- the two-color temperature camera 15 measures the temperature distribution in the processing area and its surrounding area.
- the area where the two-color temperature camera 15 measures the temperature distribution will be referred to as an imaging area.
- the two-color temperature camera 15 is a radiation thermometer that obtains a two-dimensional temperature distribution, and obtains the surface temperature of an object included in its field of view by measuring the thermal radiance from the object.
- the two-color temperature camera 15 is installed outside the processing head 13, as shown in FIG. However, this is just an example, and it may be built into the processing head 13 by sharing a part of the optical system with the processing beam B.
- the two-color temperature camera 15 in the first embodiment is installed so as to include the molten pool 32, the feed material 111, and the workpiece 31 around the molten pool 32, that is, the processing area, in its field of view.
- the two-color temperature camera 15 it becomes possible to simultaneously measure the temperature distribution of the feed material 111, the workpiece 31, and the molten pool 32, which have different chemical compositions, in real time during processing.
- the additive manufacturing apparatus 1 uses a display 16 that displays information indicating the state of the processing area to the operator and measurement results from the two-color temperature camera 15 to set parameters for operating the additive manufacturing apparatus 1 during processing. It includes a control section 17 that controls a certain machining parameter and displays information indicating the state of the machining area on a display 16.
- the display 16 displays temperature distribution information that is information indicating the temperature distribution of the imaging area including the processing area calculated by the control unit 17.
- An example of the display 16 is a liquid crystal display panel.
- the display 16 corresponds to a display section.
- the control unit 17 calculates the temperature distribution of the imaging area including the processing area from the measurement results by the two-color temperature camera 15, and controls the processing parameters based on the calculated temperature distribution.
- the control unit 17 calculates the radiance ratio from the light intensity of each pixel in the image of the imaging region in two similar wavelength bands by the two-color temperature camera 15, and calculates the temperature at each pixel from the radiance ratio. As a result, a temperature distribution obtained by determining the temperature at each pixel of the image in the imaging region is obtained.
- the control unit 17 displays temperature distribution information, which is information indicating the temperature distribution in the imaging region, on the display 16.
- the control unit 17 uses a contour map to display the temperature distribution of the imaging region on the display 16 as temperature distribution information. As a result, the temperature of the imaging area measured by the two-color temperature camera 15 is visually displayed.
- FIG. 2 is a diagram showing an example of a contour map of temperature distribution in an imaging region of a two-color temperature camera. As shown in FIG. 2, the results of simultaneously measuring the temperature of the molten pool 32, the solid workpiece 31 around it, and the feed material 111 just before being conveyed to the molten pool 32 are displayed on the display 16. be done. In the contour diagram shown in FIG.
- the temperature of the feed material 111 is the highest.
- the operator can visually check the temperature, the temperature of the molten pool 32, the temperature distribution in the imaging region, and the maximum temperature in the imaging region in a short time.
- the control unit 17 obtains the measured temperature of the molten pool 32 using the temperature distribution information calculated from the results measured by the two-color temperature camera 15, and controls the temperature so that the measured temperature of the molten pool 32 approaches a preset target value.
- the output of the processing beam B of the processing beam source 12, in this case the laser output is controlled.
- the control unit 17 sets the upper and lower limit values T H and T L of the set temperature range as the target temperature value.
- the control unit 17 reduces the laser output when the measured temperature T of the molten pool 32 measured by the two-color temperature camera 15 is larger than the upper limit value T H , that is, when T> TH .
- the control unit 17 increases the laser output when the measured temperature T of the molten pool 32 is smaller than the lower limit T L , that is, when T ⁇ T L. By performing such control, the amount of energy incident on the molten pool 32 is adjusted.
- the control unit 17 slows down the scanning speed that is the scanning speed of the processing beam B to increase the amount of heat input per unit area of the workpiece 31, and at the same time increases the amount of heat input per unit area of the workpiece 31.
- the material supply rate which is the supply rate of the workpiece 111, is slowed down and controlled to keep the modeling volume per unit area of the workpiece 31 constant.
- the control unit 17 increases the scanning speed of the processing beam B to reduce the amount of heat input per unit area of the workpiece 31, and at the same time increases the material supply speed of the supply material 111.
- the modeling volume per unit area of the workpiece 31 may be kept constant. Note that in the first embodiment, the scanning speed of the processing beam B is also the speed at which the processing head 13 is scanned.
- control unit 17 controls processing parameters including at least one selected from the output of the processing beam B of the processing beam source 12, the scanning speed of the processing beam B, and the material supply rate of the supply material 111.
- the control unit 17 also calculates the emissivity at each position in the imaging range captured by the two-color temperature camera 15 using the temperature measured by the two-color temperature camera 15, and provides information indicating the distribution of emissivity in the imaging range.
- the emissivity distribution information is displayed on the display section. Emissivity is measured for each pixel of the two-color temperature camera 15.
- An ideal object whose absorption rate is 1 for light of all wavelengths is called a black body, and the spectral radiance I bb due to thermal radiation from the black body is expressed by Planck's law as shown in the following equation (1).
- T is the absolute temperature
- ⁇ is the wavelength of light
- a and B are known constants consisting of scientific constants.
- I bb ( ⁇ , T) A/ ⁇ 5 (exp(B/ ⁇ T)-1) ⁇ ...(1)
- emissivity The radiance of thermal radiation emitted by an object that is not a black body is weaker than the radiance of a black body, and the coefficient representing the ratio is called emissivity. It is generally known as Kirchhoff's law that emissivity coincides with absorption rate. Spectral radiance I from an actual object is expressed by the following equation (2), where emissivity is ⁇ ( ⁇ ).
- I sys (T) ⁇ C( ⁇ )A/ ⁇ 5 (exp(B/ ⁇ T)-1) ⁇ d ⁇ ...(3)
- a known technique is to measure temperature by approximating the emissivity to be the same when radiance is measured in two similar wavelength bands. This technique is disclosed, for example, in Japanese Patent Laid-Open No. 2004-45306.
- the two-color temperature camera 15 is a method of measuring temperature using this technique.
- the two-color temperature camera 15 can measure temperature without providing emissivity. Therefore, it is also possible to calculate the emissivity from the measured temperature. From the radiance I obs and I sys measured by the two-color temperature camera 15, the emissivity ⁇ is calculated from the following equation (4).
- the radiance I obs is determined based on the temperature calculated for each pixel of the two-color temperature camera 15 from the relationship at a determined wavelength ⁇ between the temperature of the member to be measured and the radiance. It is the radiance at the wavelength.
- the radiance I sys is the radiance of the black body at a predetermined wavelength, which is determined based on the temperature calculated for each pixel of the two-color temperature camera 15 from the predetermined relationship between the temperature and the radiance of the black body. It is.
- control unit 17 displays the emissivity distribution information of the imaging area including the processing area obtained by the two-color temperature camera 15 on the display 16.
- control unit 17 desirably displays the temperature distribution information and the emissivity distribution information on the display 16 by arranging them side by side on one screen. This allows the operator to check the emissivity distribution displayed on the display 16.
- the emissivity of the workpiece 31 and the feed material 111 is uniform, in the molten pool 32 and its surroundings, the workpiece 31 and the feed material 111 may be mixed, alloyed, or a compound or oxide may be formed.
- the emissivity changes due to the following reasons. That is, by generating an emissivity distribution, changes in the chemical state or composition around the processing area can be visualized during processing.
- FIG. 3 is a diagram schematically showing an example of the emissivity distribution in the imaging range of the two-color temperature camera.
- the feed material 111 and the workpiece 31 have a constant emissivity, and the emissivity is different near the molten pool 32. That is, different compositions or chemical states are realized near the molten pool 32, and this appears as a difference in emissivity.
- the emissivity distribution becomes a visualization of changes in the chemical state or composition in the imaging range.
- the change in composition can also be referred to as the spatial distribution of the composition.
- information indicating the processing state can be provided to the operator in real time. Then, the operator estimates the machining quality from the spatial distribution of the visualized chemical state or composition among the information indicating the machining state. Note that the work of estimating processing quality from the visualized chemical state or spatial distribution of composition depends on the combination of the workpiece 31 and the feed material 111, and the operator must estimate the processing quality based on empirically obtained information. Estimate processing quality.
- FIG. 4 is a flowchart illustrating an example of the procedure of the control method for the additive manufacturing apparatus according to the first embodiment.
- the control unit 17 of the additive manufacturing apparatus 1 acquires images in two similar wavelength bands in the imaging region measured by the two-color temperature camera 15 (step S11).
- the control unit 17 calculates the radiance ratio in each pixel of the two acquired images, and calculates the temperature of each pixel from the radiance ratio (step S12).
- the temperature is calculated from the radiance ratio using information that has been calculated in advance about the relationship between the radiance ratio of two wavelength bands and the surface temperature of the measurement target.
- the control unit 17 generates temperature distribution information indicating the temperature distribution of each pixel in the imaging region (step S13).
- the control unit 17 displays the temperature distribution information on the display 16 (step S14).
- the control unit 17 also calculates the radiance I obs at a predetermined wavelength and the blackbody radiance I sys at the predetermined wavelength from the temperature at each pixel, and calculates the emissivity of each pixel in the imaging area. is calculated (step S15).
- the control unit 17 generates emissivity distribution information indicating the emissivity distribution of each pixel in the imaging region (step S16).
- the control unit 17 displays the emissivity distribution information on the display 16 (step S17). At this time, when there is only one display 16, it is preferable that the control unit 17 causes the display 16 to display the emissivity distribution information together with the temperature distribution information. By doing so, it is possible to provide the operator with the temperature distribution in the processing region as well as the emissivity distribution corresponding to changes in the chemical state or composition in the processing region.
- the control unit 17 acquires the temperature in the molten pool 32 from the temperature distribution information (step S18), and determines whether the temperature of the molten pool 32 is higher than the upper limit of the set temperature range (step S19).
- the set temperature range is the temperature range of the molten pool 32 that is determined by the combination of the workpiece 31 and the feed material 111 and that is desired to be maintained during the shaping process.
- the control unit 17 can acquire the temperature in the molten pool 32 by estimating that the highest region in the temperature distribution information is the molten pool 32 . If the temperature of the molten pool 32 is below the upper limit of the set temperature range (No in step S19), the control unit 17 determines whether the temperature of the molten pool 32 is lower than the lower limit of the set temperature range. (Step S20).
- step S20 If the temperature of the molten pool 32 is equal to or higher than the lower limit of the set temperature range (No in step S20), the temperature of the molten pool 32 is controlled to be within the set temperature range. Therefore, the process returns to step S11 without performing any special processing.
- the control unit 17 sets at least one of the processing parameters including the laser output, the scanning speed of the processing beam B, and the material supply rate of the supply material 111 so that the temperature of the molten pool 32 is the set temperature. It is changed so that it falls within the range (step S21). In one example, when the temperature of the molten pool 32 is higher than the upper limit of the set temperature range, the control unit 17 reduces the laser output.
- control unit 17 increases the laser output, or in other examples, slows down the scanning speed of the processing beam B, and Slow down the material feed rate of the feed material 111. After that, the process returns to step S11.
- the additive manufacturing apparatus 1 includes a material supply unit 11 that supplies a feed material 111 having a chemical composition different from that of the workpiece 31 toward a processing area of the workpiece 31, and A processing beam source 12 that supplies a processing beam B that heats an object 31 toward a processing area, a processing head 13 that irradiates the processing area with the processing beam B from the processing beam source 12, and an imaging area that includes at least the processing area.
- a two-color temperature camera 15 that captures images using light in two wavelength bands is provided.
- the additive manufacturing apparatus 1 determines that the workpiece 31 and the feed material 111 in the processing area are melted, and the workpiece 31 and the feed material 111 are melted based on the measurement results by the two-color temperature camera 15.
- Temperature distribution information indicating the temperature distribution of the imaging region including the temperature of the molten pool 32 is calculated, and based on the temperature distribution information, the output of the processing beam B of the processing beam source 12 and the scan speed, which is the speed at which the processing beam B is scanned, are calculated. , and a control unit 17 that controls processing parameters including at least one selected from the following: , and the material supply rate of the supply material 111.
- processing parameters including at least one selected from the output of the processing beam source 12, the scanning speed of the processing beam B, and the material supply speed of the supply material 111 can be controlled with high precision, compared to the conventional method. It is possible to realize additive manufacturing between different materials with high precision.
- control unit 17 displays temperature distribution information on the display 16. This allows the operator to understand the temperature distribution in the processing area. Further, the control unit 17 causes the display 16 to display emissivity distribution information indicating the emissivity of each pixel in the imaging area determined from the measurement results by the two-color temperature camera 15. The emissivity distribution visualizes changes in the chemical state or composition in the imaging range. This allows the operator to estimate processing quality from the relationship between changes in chemical state or composition and processing quality.
- FIG. 5 is a diagram schematically showing an example of the configuration of the additive manufacturing apparatus according to the second embodiment.
- FIG. 5 shows a case where the processing beam B is a laser beam L. Note that the same components as in FIG. 1 are given the same reference numerals, and their explanations will be omitted.
- a processing head 13A is different from that in the first embodiment. Further, in the additive manufacturing apparatus 1A according to the second embodiment, the two-color temperature camera 15 is provided at a position within the processing head 13A where it can image the processing area.
- the processing head 13A includes a transmission optical system 130 that emits the laser beam L from the optical fiber 14 from the output end, and a preheating optical element 132 that branches part of the laser beam LB to preheat the feed material 111.
- the preheating optical element 132 corresponds to a preheating section. In the example of FIG.
- the processing head 13A includes a collimating lens 131 that converts the laser beam L from the optical fiber 14 into a parallel beam, a preheating optical element 132 that irradiates part of the laser beam L onto the feed material 111, and a preheating It includes a reflecting mirror 133 that reflects the laser beams LA and LB that have passed through the optical element 132, and a condenser lens 134 that focuses the laser beams LA and LB reflected by the reflecting mirror 133 onto a processing position.
- the collimating lens 131, the reflecting mirror 133, and the condensing lens 134 are just examples, and any configuration may be used as long as the laser beam L from the optical fiber 14 can be focused on the processing position. Good too.
- a preheating optical element 132 which is a preheating section, is inserted into a transmission optical system 130 that guides a laser beam L, which is a processing beam B, to a processing area.
- a part of the laser beam L can be irradiated onto the feed material 111 before entering the processing area, and the feed material 111 can be preheated.
- the laser beam L is irradiated as the laser beam LA to the processing area where the molten pool 32 is formed, but when the preheating optical element 132 is inserted.
- part of the laser beam LB of the laser beam L is irradiated onto the feed material 111 before entering the processing area. That is, the vicinity of the tip of the feed material 111 is preheated.
- FIG. 6 is a diagram schematically showing an example of a contour map of the preheated feed material and the temperature distribution near the processing area.
- the feed material 111 is at a high temperature at the preheating location.
- the preheating point for feed material 111 is near the processing area.
- the preheating optical element 132 to be inserted is any optical element designed according to the processing purpose, such as a lens, lens array, diffraction grating, metalens, etc., or a spatial phase modulator. These preheating optical elements 132 slightly modulate the processing beam B, thereby changing the shape of the focused spot in the processing area.
- the preheating optical element 132 in FIG. 5 is a diffraction grating, and by modulating the traveling direction of a part of the laser beam L that is the processing beam B, the laser beam LA irradiated onto the processing area and the supply material 111 are It is made to branch into the irradiated laser beam LB. As a result, the focused spot in the processing area is split into two.
- FIG. 7 is a diagram schematically showing an example of a focused spot split by a diffraction grating.
- the focused spot SP1 heats the processing area, and the branched focused spot SP2 preheats the feed material 111.
- the profile may be adjusted in accordance with the preheating conditions and processing conditions, such as by increasing the beam diameter of the preheating optical element 132 or forming an elliptical spot.
- the processing head 13A includes a transmission optical system 130 that emits the laser beam L from the optical fiber 14 from the output end, and a preheating optical element that branches part of the laser beam L to preheat the feed material 111. It has 132.
- the laser beam L is branched into two laser beams LA and LB, one laser beam LA is irradiated onto the processing area, and the other laser beam LB is irradiated onto the feed material 111 just before entering the processing area. , preheat the feed material 111.
- the feed material 111 that has entered the processing area is quickly melted, allowing stable continuous processing.
- FIG. 8 is a diagram illustrating an example of the configuration of an additive manufacturing apparatus according to the third embodiment. Note that the same components as those in Embodiment 1 are given the same reference numerals, and their explanations will be omitted.
- the additive manufacturing apparatus 1B further includes a material supply unit 18 that supplies powdered supply material 181 to the processing area.
- the material supply unit 18 injects powdered supply material 181 into the processing area.
- the material supply unit 18 can change the material supply rate, which is the rate at which the powdered supply material 181 is supplied onto the workpiece 31, according to instructions from the control unit 17.
- the powdered feed material 181 is fed toward the processing area, but the feeding angle and direction are not particularly limited.
- the wire-shaped feed material 111 corresponds to a first feed material and powder-like feed material 181 corresponds to a second feed material.
- the wire-shaped feed material 111 has the same composition as the workpiece 31 in FIG. Let us take as an example the case of forming .
- Joint surfaces of dissimilar materials are generally more brittle than interfaces of similar materials. This may cause processing failure when modeling different materials. Therefore, when modeling different materials on the workpiece 31, if the composition is changed little by little for each layer so that the composition distribution at the bonding surface of the different materials becomes a gradation, a strong bonding interface can be created. known to be obtained.
- a bonding interface whose composition is changed little by little along a gradation pattern will be referred to as a gradation layer.
- the gradation layer is, for example, a layer made of an alloy of wire-like feed material 111 and powder-like feed material 181.
- the composition obtained after heating, melting, and mixing a plurality of materials is determined by the heating and cooling paths. That is, it is determined by the temperature process of the molten pool 32. If the temperature of the molten pool 32 is inappropriate, alloying will not occur as designed, and metals will precipitate or compounds such as oxides will form.
- the alloying process is designed by calculating in advance the phase diagram for the composition at a certain temperature. To realize the designed process, it is necessary to maintain a constant temperature during processing. Since the additive manufacturing apparatus 1B of the third embodiment includes the two-color temperature camera 15 for measuring the temperature of the processing area, the temperature of the molten pool 32 can be accurately measured regardless of the composition of the molten pool 32 as described above. Is possible.
- the control unit 17 controls the processing parameters as described in the first embodiment so that the measured temperature of the molten pool 32 becomes the temperature in the designed process.
- control of the composition is achieved by controlling the supply amount ratio of the wire-shaped feed material 111 and the powder-like feed material 181 having a chemical composition different from that of the wire-shaped feed material 111. That is, the control unit 17 controls the composition of the additional layer formed by changing the material supply rate of the wire-shaped supply material 111 and the material supply rate of the powdered supply material 181. Further, the control unit 17 uses the temperature distribution information calculated from the measurement results by the two-color temperature camera 15 to adjust the output of the processing beam B and the scan speed so that the temperature of the molten pool 32 falls within a predetermined range. control. This makes it possible to obtain a strong bonding interface when modeling dissimilar materials.
- the powdered supply material 181 and the wire-shaped supply material 111 are supplied at the same time when an interface between different materials is to be shaped. After modeling the interface between different materials, a wire-shaped supply material 111 or powdered supply material 181 is used, which is not the material used before modeling the interface between different materials.
- the additive manufacturing apparatus 1B includes a material supply section 11 that supplies a wire-shaped supply material 111 and a material supply section 18 that supplies a powdered supply material 181.
- the control unit 17 controls the temperature of the molten pool 32 based on the measurement results from the two-color temperature camera 15 so that the temperature of the molten pool 32 becomes the temperature of the process designed in advance based on the phase diagram.
- the processing parameters are controlled, and the feed ratio between the wire-like feed material 111 and the powder-like feed material 181 is controlled. As a result, a three-dimensional structure having a strong bonding interface between different materials can be obtained.
- the wire-shaped supply material 111 and the powder-shaped supply material 181 are made of metal.
- the metal may be not only a material made of a single metallic element, but also an alloy or an intermetallic compound.
- FIG. 9 is a diagram illustrating an example of the hardware configuration of the control unit of the additive manufacturing apparatus according to the first to third embodiments.
- the control unit 17 can be realized by the control circuit 400 shown in FIG. 9, that is, the processor 401 and the memory 402.
- the processor 401 is a CPU (also referred to as a central processing unit, processing unit, arithmetic unit, microprocessor, microcomputer, processor, or DSP (Digital Signal Processor)) or a system LSI (Large Scale Integration).
- the memory 402 is a RAM (Random Access Memory) or a ROM (Read Only Memory).
- control unit 17 The functions of the control unit 17 are realized by the processor 401 reading and executing a control program stored in the memory 402, which is a program for executing processing in the control unit 17. It can also be said that this control program causes the computer to execute the method of controlling the additive manufacturing apparatuses 1, 1A, and 1B in the control section 17.
- the control program executed by the control unit 17 calculates temperature distribution information and emissivity distribution information of the imaging area from the measurement results of the two-color temperature camera 15, and executes a process of controlling processing parameters based on the temperature distribution information in a module. It has a modular structure, which is loaded onto the main memory, and which is generated on the main memory. Note that the processing parameters include the output of the processing beam source 12, the scanning speed of the processing beam B, and the material supply speed of the material supply units 11 and 18.
- the memory 402 stores data used when modeling a three-dimensional object.
- the memory 402 is also used as temporary memory when the processor 401 executes various processes.
- the control program executed by the processor 401 may be an installable or executable file stored in a computer-readable storage medium and provided as a computer program product. Further, the control program executed by the processor 401 may be provided to the control unit 17 of the additive manufacturing apparatus 1, 1A, 1B via a network such as the Internet.
- control unit 17 may be realized by dedicated hardware. Furthermore, some of the functions of the control unit 17 may be realized by dedicated hardware, and some may be realized by software or firmware.
- 1, 1A, 1B additive manufacturing device 11, 18 material supply unit, 12 processing beam source, 13, 13A processing head, 14 optical fiber, 15 two-color temperature camera, 16 display, 17 control unit, 31 workpiece, 32 Molten pool, 111, 181 Supply material, 130 Transmission optical system, 131 Collimating lens, 132 Preheating optical element, 133 Reflection mirror, 134 Condensing lens, B Processing beam, L, LA, LB Laser light, SP1, SP2 collection light spot.
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Plasma & Fusion (AREA)
- Manufacturing & Machinery (AREA)
- Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Welding Or Cutting Using Electron Beams (AREA)
- Laser Beam Processing (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2022/028946 WO2024023972A1 (ja) | 2022-07-27 | 2022-07-27 | 付加製造装置 |
| JP2022575841A JP7330402B1 (ja) | 2022-07-27 | 2022-07-27 | 付加製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2022/028946 WO2024023972A1 (ja) | 2022-07-27 | 2022-07-27 | 付加製造装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024023972A1 true WO2024023972A1 (ja) | 2024-02-01 |
Family
ID=87577129
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/028946 Ceased WO2024023972A1 (ja) | 2022-07-27 | 2022-07-27 | 付加製造装置 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP7330402B1 (https=) |
| WO (1) | WO2024023972A1 (https=) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004045306A (ja) * | 2002-07-15 | 2004-02-12 | Noritake Co Ltd | 放射率分布測定方法および装置 |
| JP2020020045A (ja) * | 2017-08-25 | 2020-02-06 | ツェーエル・シュッツレヒツフェアヴァルトゥングス・ゲゼルシャフト・ミト・べシュレンクテル・ハフツング | 3次元の物体を付加製造する装置 |
| JP2021179422A (ja) * | 2020-04-01 | 2021-11-18 | アディジェ ソシエタ ペル アチオニ | 寸法測定および熱測定のための組合せ光学システム、およびその動作方法 |
-
2022
- 2022-07-27 WO PCT/JP2022/028946 patent/WO2024023972A1/ja not_active Ceased
- 2022-07-27 JP JP2022575841A patent/JP7330402B1/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004045306A (ja) * | 2002-07-15 | 2004-02-12 | Noritake Co Ltd | 放射率分布測定方法および装置 |
| JP2020020045A (ja) * | 2017-08-25 | 2020-02-06 | ツェーエル・シュッツレヒツフェアヴァルトゥングス・ゲゼルシャフト・ミト・べシュレンクテル・ハフツング | 3次元の物体を付加製造する装置 |
| JP2021179422A (ja) * | 2020-04-01 | 2021-11-18 | アディジェ ソシエタ ペル アチオニ | 寸法測定および熱測定のための組合せ光学システム、およびその動作方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2024023972A1 (https=) | 2024-02-01 |
| JP7330402B1 (ja) | 2023-08-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6771076B2 (ja) | 三次元の部材の生成的な製造の為の装置 | |
| JP7140828B2 (ja) | 演算装置、検出システム、造形装置、演算方法、検出方法、造形方法、演算プログラム、検出プログラムおよび造形プログラム | |
| JP7140829B2 (ja) | 演算装置、検出システム、造形装置、演算方法、検出方法、造形方法、演算プログラム、検出プログラムおよび造形プログラム | |
| US11701740B2 (en) | Method for producing a three-dimensional component | |
| CN104619454B (zh) | 采用三维成像焊接路径控制的自动化高温合金激光熔覆系统 | |
| Ma et al. | Online in-situ monitoring of melt pool characteristic based on a single high-speed camera in laser powder bed fusion process | |
| EP2032345B1 (en) | Procedure and apparatus for in-situ monitoring and feedback control of selective laser powder processing | |
| US9501821B2 (en) | Method for detecting defects during a laser-machining process and laser-machining device | |
| CA2467221C (en) | Method and system for real-time monitoring and controlling height of deposit by using image photographing and image processing technology in laser cladding and laser-aided direct metal manufacturing process | |
| Hu et al. | Improving solid freeform fabrication by laser-based additive manufacturing | |
| CN115279535B (zh) | 焊接方法、激光焊接系统、金属构件、电气部件以及电子设备 | |
| WO2018128746A1 (en) | System and methods for fabricating a component based on local thermal conductivity of a build material | |
| US20230405681A1 (en) | Powder bed fusion methods and related apparatus | |
| Smurov et al. | Temperature monitoring by optical methods in laser processing | |
| CN117161412B (zh) | 一种同轴slm实时监测与实时反馈控制装置及方法 | |
| Kotar et al. | Advances in the understanding of the annular laser beam wire cladding process | |
| JP2012247381A (ja) | 溶接部の温度測定装置 | |
| Stutzman et al. | Optical emission sensing for laser-based additive manufacturing—What are we actually measuring? | |
| JP2012011402A (ja) | ワークの加工方法、ワークの加工用光照射装置およびそれに用いるプログラム | |
| JP7330402B1 (ja) | 付加製造装置 | |
| Deyneka Dupriez et al. | Weld depth dynamics measured with optical coherence tomography during remote laser beam oscillation welding of battery system | |
| RU159233U1 (ru) | Устройство для лазерной обработки материалов | |
| EP3869171A1 (en) | Temperature measuring system, temperature measuring method, and laser processing device | |
| JP7806246B2 (ja) | 光学系を較正する方法及び装置 | |
| JPH07108390A (ja) | 肉盛り加工方法および肉盛り加工装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2022575841 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22953067 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 22953067 Country of ref document: EP Kind code of ref document: A1 |