WO2023199635A1 - Hot-stamp-formed article - Google Patents
Hot-stamp-formed article Download PDFInfo
- Publication number
- WO2023199635A1 WO2023199635A1 PCT/JP2023/007780 JP2023007780W WO2023199635A1 WO 2023199635 A1 WO2023199635 A1 WO 2023199635A1 JP 2023007780 W JP2023007780 W JP 2023007780W WO 2023199635 A1 WO2023199635 A1 WO 2023199635A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- hot
- less
- content
- region
- stamped
- Prior art date
Links
- 239000002344 surface layer Substances 0.000 claims abstract description 31
- 229910001563 bainite Inorganic materials 0.000 claims abstract description 22
- 239000000203 mixture Substances 0.000 claims abstract description 15
- 239000000126 substance Substances 0.000 claims abstract description 15
- 239000012535 impurity Substances 0.000 claims description 8
- 229910052785 arsenic Inorganic materials 0.000 claims description 2
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 67
- 229910052739 hydrogen Inorganic materials 0.000 description 67
- 239000001257 hydrogen Substances 0.000 description 67
- 229910000831 Steel Inorganic materials 0.000 description 60
- 239000010959 steel Substances 0.000 description 60
- 239000010410 layer Substances 0.000 description 42
- 238000007747 plating Methods 0.000 description 37
- 238000005259 measurement Methods 0.000 description 34
- 230000000694 effects Effects 0.000 description 33
- 229910001566 austenite Inorganic materials 0.000 description 24
- 238000010438 heat treatment Methods 0.000 description 24
- 238000000034 method Methods 0.000 description 24
- 239000013078 crystal Substances 0.000 description 19
- 238000001887 electron backscatter diffraction Methods 0.000 description 19
- 229910000734 martensite Inorganic materials 0.000 description 18
- 238000000137 annealing Methods 0.000 description 17
- 239000012298 atmosphere Substances 0.000 description 17
- 238000004458 analytical method Methods 0.000 description 13
- 229910052751 metal Inorganic materials 0.000 description 13
- 239000002184 metal Substances 0.000 description 13
- 229910000859 α-Fe Inorganic materials 0.000 description 13
- 238000005096 rolling process Methods 0.000 description 12
- 239000003973 paint Substances 0.000 description 11
- 229920006395 saturated elastomer Polymers 0.000 description 11
- 238000005336 cracking Methods 0.000 description 10
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 10
- 230000000717 retained effect Effects 0.000 description 10
- 230000015572 biosynthetic process Effects 0.000 description 9
- 230000001590 oxidative effect Effects 0.000 description 9
- 238000005498 polishing Methods 0.000 description 9
- 229910052761 rare earth metal Inorganic materials 0.000 description 9
- 239000007788 liquid Substances 0.000 description 8
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 8
- 230000007423 decrease Effects 0.000 description 6
- 238000005246 galvanizing Methods 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 6
- 239000000446 fuel Substances 0.000 description 5
- 239000007789 gas Substances 0.000 description 5
- 238000001336 glow discharge atomic emission spectroscopy Methods 0.000 description 5
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 5
- 229910010271 silicon carbide Inorganic materials 0.000 description 5
- 238000005728 strengthening Methods 0.000 description 5
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 4
- 229910052799 carbon Inorganic materials 0.000 description 4
- 238000001816 cooling Methods 0.000 description 4
- 230000000593 degrading effect Effects 0.000 description 4
- 230000002542 deteriorative effect Effects 0.000 description 4
- 229910003460 diamond Inorganic materials 0.000 description 4
- 239000010432 diamond Substances 0.000 description 4
- 229910052742 iron Inorganic materials 0.000 description 4
- 239000000843 powder Substances 0.000 description 4
- 239000006104 solid solution Substances 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- 230000001133 acceleration Effects 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 3
- -1 aluminum-magnesium-zinc Chemical compound 0.000 description 3
- 238000004364 calculation method Methods 0.000 description 3
- 238000005097 cold rolling Methods 0.000 description 3
- 238000002485 combustion reaction Methods 0.000 description 3
- 229910000765 intermetallic Inorganic materials 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 239000002245 particle Substances 0.000 description 3
- 238000001556 precipitation Methods 0.000 description 3
- 238000004804 winding Methods 0.000 description 3
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 2
- CSDREXVUYHZDNP-UHFFFAOYSA-N alumanylidynesilicon Chemical compound [Al].[Si] CSDREXVUYHZDNP-UHFFFAOYSA-N 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- FJMNNXLGOUYVHO-UHFFFAOYSA-N aluminum zinc Chemical compound [Al].[Zn] FJMNNXLGOUYVHO-UHFFFAOYSA-N 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 230000002950 deficient Effects 0.000 description 2
- 230000003111 delayed effect Effects 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 238000002354 inductively-coupled plasma atomic emission spectroscopy Methods 0.000 description 2
- 239000011261 inert gas Substances 0.000 description 2
- 229910052748 manganese Inorganic materials 0.000 description 2
- QELJHCBNGDEXLD-UHFFFAOYSA-N nickel zinc Chemical compound [Ni].[Zn] QELJHCBNGDEXLD-UHFFFAOYSA-N 0.000 description 2
- 150000004767 nitrides Chemical class 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 230000000149 penetrating effect Effects 0.000 description 2
- 238000007670 refining Methods 0.000 description 2
- 229910052717 sulfur Inorganic materials 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 238000005275 alloying Methods 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- 238000005422 blasting Methods 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000002050 diffraction method Methods 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- 238000005315 distribution function Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 238000005324 grain boundary diffusion Methods 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 238000005098 hot rolling Methods 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 229910052747 lanthanoid Inorganic materials 0.000 description 1
- 150000002602 lanthanoids Chemical class 0.000 description 1
- 150000001247 metal acetylides Chemical class 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 239000012299 nitrogen atmosphere Substances 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 238000010422 painting Methods 0.000 description 1
- 229910001562 pearlite Inorganic materials 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 238000005554 pickling Methods 0.000 description 1
- 230000002250 progressing effect Effects 0.000 description 1
- 238000010791 quenching Methods 0.000 description 1
- 230000000171 quenching effect Effects 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 229910052706 scandium Inorganic materials 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 238000005496 tempering Methods 0.000 description 1
- 238000009864 tensile test Methods 0.000 description 1
- 150000003568 thioethers Chemical class 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
- 229910052727 yttrium Inorganic materials 0.000 description 1
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/02—Stamping using rigid devices or tools
- B21D22/022—Stamping using rigid devices or tools by heating the blank or stamping associated with heat treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/34—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
Definitions
- Hot stamping technology is progressing, in which press forming is performed after heating the steel plate to a high temperature in the austenite region where the steel plate becomes soft.
- Hot stamping is attracting attention as a technology that achieves both moldability into automobile parts and strength of automobile parts by performing quenching treatment in a mold at the same time as press working.
- Patent Document 1 discloses a high-yield ratio, high-strength electrogalvanized steel sheet in which the amount of diffusible hydrogen in the steel is 0.20 mass ppm or less and excellent bendability.
- Hydrogen embrittlement cracking is a phenomenon in which a steel member under high stress during use breaks down due to hydrogen penetrating into the steel from the external environment. This phenomenon is also called delayed fracture because of the manner in which the fracture occurs. It is generally known that hydrogen embrittlement cracking of a steel plate occurs more easily as the tensile strength of the steel plate increases. This is thought to be because the higher the tensile strength of the steel plate, the greater the stress remaining in the steel plate after forming the part. This susceptibility to hydrogen embrittlement cracking (delayed fracture) is called hydrogen embrittlement resistance.
- Patent Document 1 bendability is considered, but hydrogen embrittlement resistance is not considered.
- An object of the present invention is to provide a hot-stamped molded article that has high strength and excellent hydrogen embrittlement resistance.
- the hot stamp molded article according to one embodiment of the present invention has a chemical composition in mass %, C: more than 0.40%, less than 0.70%, Si: 0.010-3.000%, Mn: 0.10% or more, less than 0.60%, P: 0.100% or less, S: 0.0100% or less, N: 0.0200% or less, O: 0.0200% or less, Al: 0.0010-0.5000%, Nb: 0.0010-0.1000%, Ti: 0.010-0.200%, Cr: 0.010-0.800%, Mo: 0.0010-1.0000%, B: 0.0005-0.0200%, Co: 0-4.00%, Ni: 0-3.00%, Cu: 0-3.00%, V: 0 to 3.00%, W: 0-3.00%, Ca: 0-1.0000%, Mg: 0 to 1.0000%, REM: 0-1.0000%, Sb: 0 to 1.000%, Sn: 0-1.000%, Zr: 0
- the hot-stamped molded article according to (1) above has the chemical composition in mass %, Co: 0.01-4.00%, Ni: 0.01 to 3.00%, Cu: 0.01-3.00%, V: 0.01 to 3.00%, W: 0.01-3.00%, Ca: 0.0001-1.0000%, Mg: 0.0001 to 1.0000%, REM: 0.0001-1.0000%, Sb: 0.001 to 1.000%, Sn: 0.001 to 1.000%, Zr: 0.001 to 1.000%, and As: 0.001 to 0.100% It may contain one or more selected from the group consisting of:
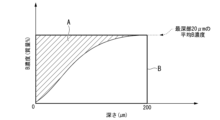
- FIG. 3 is a diagram for explaining how to obtain a B-free index.
- the present inventors have succeeded in improving the hydrogen embrittlement resistance of hot-stamped bodies by generating a desired amount of bainite in the surface layer region, creating a texture with a desired crystal orientation, and achieving a desired B removal index. It was found that the chemical properties can be improved.
- the hot-stamped molded article according to this embodiment has a chemical composition in mass %: C: more than 0.40% and 0.70% or less, Si: 0.010 to 3.000%, and Mn: 0.10%. or more, less than 0.60%, P: 0.100% or less, S: 0.0100% or less, N: 0.0200% or less, O: 0.0200% or less, Al: 0.0010 to 0.5000% , Nb: 0.0010-0.1000%, Ti: 0.010-0.200%, Cr: 0.010-0.800%, Mo: 0.0010-1.0000%, B: 0.0005 ⁇ 0.0200%, and the balance: Contains Fe and impurities. Each element will be explained below.
- C More than 0.40% and 0.70% or less C is an element that improves the strength of the hot stamp molded product. If the C content is less than 0.40%, the desired strength cannot be obtained in the hot-stamped molded product. Therefore, the C content is set to exceed 0.40%. The C content is preferably 0.42% or more or 0.44% or more. On the other hand, if the C content exceeds 0.70%, the amount of hydrogen trapped in martensite increases, making it impossible to obtain excellent hydrogen embrittlement resistance. Therefore, the C content is set to 0.70% or less. Preferably, the C content is 0.65% or less or 0.60% or less.
- Si 0.010-3.000% Si is an element that improves the strength of the hot stamp molded product through solid solution strengthening. If the Si content is less than 0.010%, desired strength cannot be obtained. Therefore, the Si content is set to 0.010% or more. The Si content is preferably 0.050% or more, 0.100% or more, or 0.150% or more. On the other hand, if the Si content exceeds 3.000%, the amount of ferrite increases and a desired metal structure cannot be obtained. Therefore, the Si content is set to 3.000% or less. The Si content is preferably 2.000% or less, 1.000% or less, or 0.600% or less.
- Mn 0.10% or more, less than 0.60%
- Mn is an element that improves the hardenability of steel and increases the strength of hot stamped compacts.
- the Mn content is set to 0.10% or more.
- the Mn content is preferably 0.20% or more or 0.25% or more.
- the Mn content is made less than 0.60%.
- the Mn content is 0.55% or less, 0.50% or less or 0.45% or less.
- P 0.100% or less
- P is an impurity element and reduces grain boundary strength by segregating at grain boundaries. This deteriorates the hydrogen embrittlement resistance of the hot stamped body.
- the P content is set to 0.100% or less.
- the P content is preferably 0.050% or less or 0.010% or less.
- the lower limit of the P content is not particularly limited, but may be 0%. However, reducing the P content to less than 0.0001% significantly increases the cost of removing P, which is economically unfavorable. Therefore, the P content may be 0.0001% or more, 0.001% or more, or 0.005% or more.
- S 0.0100% or less
- S is an impurity element and forms inclusions in steel. These inclusions trap a large amount of hydrogen and form regions where the hydrogen concentration locally increases, thereby degrading the hydrogen embrittlement resistance of the hot-stamped compact.
- the S content is set to 0.0100% or less.
- the S content is preferably 0.0080% or less, 0.0050% or less, or 0.0030% or less.
- the lower limit of the S content is not particularly limited, but may be 0%. However, if the S content is reduced to less than 0.0001%, the cost for removing S will increase significantly, which is economically unfavorable. Therefore, the S content may be 0.0001% or more, 0.0002% or more, 0.0003% or more, or 0.0010% or more.
- N is an impurity element and forms nitrides in steel. This nitride traps a large amount of hydrogen and forms regions where the hydrogen concentration locally increases, thereby degrading the hydrogen embrittlement resistance of the hot stamped body.
- the N content is set to 0.0200% or less.
- the N content is preferably 0.0150% or less, 0.0100% or less, 0.0060% or less, or 0.0040% or less.
- the lower limit of the N content is not particularly limited, but may be 0%. However, reducing the N content to less than 0.0001% significantly increases the cost of removing N, which is economically unfavorable. Therefore, the N content may be 0.0001% or more or 0.0010% or more.
- O 0.0200% or less
- O When O is contained in large amounts in steel, it forms coarse oxides. This oxide traps a large amount of hydrogen and forms regions where the hydrogen concentration locally increases, thereby deteriorating the hydrogen embrittlement resistance of the hot stamped product.
- the O content exceeds 0.0200%, the above effects become significant. Therefore, the O content is set to 0.0200% or less.
- the O content is preferably 0.0100% or less, 0.0070% or less, or 0.0040% or less.
- the O content may be 0%, but in order to disperse a large number of fine oxides during deoxidation of molten steel, the O content may be 0.0005% or more or 0.0010% or more.
- Al 0.0010-0.5000%
- Al is an element that has the effect of deoxidizing molten steel and making the steel sound.
- the Al content is set to 0.0010% or more.
- the Al content is preferably 0.0050% or more, 0.0100% or more, or 0.0300% or more.
- the Al content exceeds 0.5000%, coarse oxides will be generated in the steel.
- the Al content is set to 0.5000% or less.
- the Al content is preferably 0.4000% or less, 0.3000% or less, 0.2000% or less, or 0.1000% or less.
- Ti 0.010-0.200%
- Ti is an element that forms carbonitrides in steel and improves the strength of hot stamped products through precipitation strengthening. If the Ti content is less than 0.010%, desired strength cannot be obtained. Therefore, the Ti content is set to 0.010% or more.
- the Ti content is preferably 0.020% or more or 0.025% or more.
- the Ti content exceeds 0.200%, a large amount of coarse carbonitrides will be generated in the steel, resulting in sites where the hydrogen concentration locally increases, resulting in the durability of the hot-stamped compact. Hydrogen embrittlement properties deteriorate. Therefore, the Ti content is set to 0.200% or less.
- the Ti content is preferably 0.150% or less, 0.090% or less, 0.080% or less, 0.070% or less, 0.060% or less, or 0.050% or less.
- Cr:0.010 ⁇ 0.800% Cr is an element that increases the strength of the hot-stamped molded product by forming a solid solution in the prior austenite grains during heating before hot-stamping. If the Cr content is less than 0.010%, desired strength cannot be obtained. Therefore, the Cr content is set to 0.010% or more. The Cr content is preferably 0.100% or more, 0.150% or more, or 0.200% or more. On the other hand, if the Cr content exceeds 0.800%, a desired texture cannot be obtained in the hot-stamped molded product, and the hydrogen embrittlement resistance deteriorates. Therefore, the Cr content is set to 0.800% or less. The Cr content is preferably 0.700% or less, 0.500% or less, or 0.400% or less.
- Mo 0.0010-1.0000%
- Mo is an element that increases the strength of the hot-stamped molded product by forming a solid solution in the prior austenite grains during heating before hot-stamping. If the Mo content is less than 0.0010%, desired strength cannot be obtained. Therefore, the Mo content is set to 0.0010% or more.
- the Mo content is preferably 0.0100% or more, 0.0500% or more, or 0.1000% or more.
- the Mo content exceeds 1.0000%, a desired texture cannot be obtained in the hot-stamped molded product, and the hydrogen embrittlement resistance deteriorates. Therefore, the Mo content is set to 1.0000% or less. Mo content is preferably 0.8000% or less, 0.6000% or less, or 0.4000% or less.
- B 0.0005-0.0200%
- B is an element that improves the hardenability of steel. If the B content is less than 0.0005%, desired strength cannot be obtained. Therefore, the B content is set to 0.0005% or more.
- the B content is preferably 0.0010% or more or 0.0015% or more.
- the B content exceeds 0.0200%, coarse intermetallic compounds will be formed in the hot stamped product. This intermetallic compound becomes a site where the hydrogen concentration locally increases, degrading the hydrogen embrittlement resistance of the hot stamped product. Therefore, the B content is set to 0.0200% or less.
- the B content is preferably 0.0150% or less, 0.0100% or less, 0.0080% or less, 0.0040% or less, or 0.0030% or less.
- the hot stamp molded product may contain the following elements as optional elements. When the following arbitrary elements are not included, the content is 0%.
- Ni 0-3.00%
- Ni has the effect of increasing the strength of the hot-stamped molded product by solidly dissolving in the prior austenite grains during heating before hot-stamping.
- the Ni content is preferably 0.01% or more.
- the Ni content is 3.00% or less. If necessary, the upper limit of the Ni content may be set to 1.50%, 1.00%, 0.50%, 0.10%, 0.05% or 0.02%.
- V 0-3.00%
- V has the effect of forming carbonitrides in the steel and improving the strength of the hot stamped product through precipitation strengthening.
- the V content is preferably 0.01% or more.
- the V content is more preferably 0.05% or more.
- the V content is set to 3.00% or less. If necessary, the upper limit of the V content may be set to 1.50%, 1.00%, 0.50%, 0.10%, 0.05% or 0.02%.
- W 0-3.00% W has the effect of improving the strength of the hot stamp molded product.
- the W content is preferably 0.01% or more.
- the W content is preferably 0.05% or more.
- the W content is set to 3.00% or less. If necessary, the upper limit of the W content may be set to 1.50%, 1.00%, 0.50%, 0.10%, 0.05% or 0.02%.
- Ca 0 ⁇ 1.0000%
- Ca is an element that suppresses the formation of oxides that become the starting point of fracture, and contributes to improving the hydrogen embrittlement resistance of the hot stamped compact.
- the Ca content is preferably 0.0001% or more.
- the Ca content is set to 1.0000% or less. If necessary, the upper limit of the Ca content may be set to 0.1000%, 0.0100%, 0.0050%, 0.0010%, 0.0005% or 0.0002%.
- Mg 0-1.0000% Mg forms oxides and sulfides in molten steel, suppresses the formation of coarse MnS, and disperses many fine oxides, thereby refining the metal structure. This contributes to improving the hydrogen embrittlement resistance of the hot-stamped molded body.
- the Mg content is 0.0001% or more.
- the Mg content is set to 1.0000% or less. If necessary, the upper limit of the Mg content may be set to 0.1000%, 0.0100%, 0.0050%, 0.0010%, 0.0005% or 0.0002%.
- Sb 0-1.000% Sb suppresses the formation of coarse oxides that become sites that are accompanied by a local increase in hydrogen concentration. This contributes to improving the hydrogen embrittlement resistance of the hot-stamped molded body.
- the Sb content is preferably 0.001% or more.
- the Sb content is set to 1.000% or less. If necessary, the upper limit of the Sb content may be set to 0.100%, 0.050%, 0.020%, 0.010%, 0.005% or 0.002%.
- Sn 0-1.000% Sn suppresses the formation of coarse oxides that become sites that cause a local increase in hydrogen concentration. This contributes to improving the hydrogen embrittlement resistance of the hot-stamped molded body.
- the Sn content is preferably 0.001% or more.
- the Sn content is set to 1.000% or less. If necessary, the upper limit of the Sn content may be set to 0.100%, 0.050%, 0.020%, 0.010%, 0.005% or 0.002%.
- Zr 0-1.000% Zr suppresses the formation of coarse oxides that become sites associated with local increases in hydrogen concentration. This contributes to improving the hydrogen embrittlement resistance of the hot-stamped molded body.
- the Zr content is preferably 0.001% or more.
- the Zr content is set to 1.000% or less. If necessary, the upper limit of the Zr content may be set to 0.100%, 0.050%, 0.020%, 0.010%, 0.005% or 0.002%.
- the As content is preferably 0.001% or more.
- the As content is set to 0.100% or less. If necessary, the upper limit of the As content may be set to 0.100%, 0.050%, 0.020%, 0.010%, 0.005% or 0.002%.
- the surface of the hot-stamped molded product has a plating layer, a paint film, etc., as described below, for convenience, the area where the iron concentration is less than 90% by mass in GD-OES measurement, that is, the plating layers, paint films, etc. are excluded from the hot-stamped molded body, and the measurement point where the iron concentration is 90% by mass (that is, the interface between the base steel material and the plating layer, etc.) is regarded as the surface of the hot-stamped molded body.
- the plating layer, paint film, etc. were excluded from the hot-stamped product, but the thickness of the plating layer, paint film, etc.
- the thickness section of the sampled test piece by mirror polishing After finishing the thickness section of the sampled test piece by mirror polishing, it is observed using an optical microscope at 100x, 200x, 500x, and 1000x magnification. Depending on the size of the inclusion, select an observation result with an appropriate magnification that allows the size of the inclusion to be measured.
- the observation range is a width of 500 ⁇ m or more and the full thickness of the plate, and areas with low brightness are determined to be inclusions. When observing, you may observe from multiple fields of view.
- the same method as above is applied to the plane parallel to the plane rotated in 5° increments in the range of 0° to 180° with the thickness direction as the axis, using the thickness cross section initially observed by the above method as a reference. Observe the cross section according to the method.
- the hot stamping steel plate has the above-mentioned chemical composition.
- the metal structure of the steel sheet for hot stamping is not particularly limited as long as the desired strength and hydrogen embrittlement resistance can be obtained after hot stamping, but for example, in terms of area ratio, ferrite: 5 to 90%, bainite and martensite: 0 ⁇ 100%, pearlite: 10 ⁇ 95%, and retained austenite: 0 ⁇ 5%.
- iron carbides, alloy carbides, intermetallic compounds, and inclusions may be included.
- the oxidizing atmosphere may be any heating atmosphere that generates oxide scale on the surface layer of the steel sheet, and may be a general condition.
- a gas combustion atmosphere it is preferable to create an atmosphere in which the mixture ratio of air and fuel (air-fuel ratio) is controlled to 1.00 or more, and more preferably to be controlled to 1.10 or more.
- air-fuel ratio air-fuel ratio
- the oxidized scale on the surface of the steel sheet remain in subsequent steps. That is, it is preferable to perform hot stamping, which will be described later, with the oxide scale remaining. Oxide scale is removed by shot blasting after hot stamping.
- the conditions in the example are examples of conditions adopted to confirm the feasibility and effects of the present invention, and the present invention is based on this example of conditions. It is not limited.
- the present invention can adopt various conditions as long as the purpose of the present invention is achieved without departing from the gist of the present invention.
- the underline in the table indicates that it is outside the scope of the present invention, that it falls outside of the preferred manufacturing conditions, or that the characteristic value is unfavorable.
- the metal structure of the surface layer region of the hot-stamped molded article according to the example of the present invention contains martensite of 90% or more in terms of area %, and ferrite and retained austenite of 65% or less in total. was.
- the metal structure of the hot-stamped molded article according to the example of the present invention in a region other than the surface region consists of a total of 90% or more of martensite and bainite, and 10% or less of ferrite and retained austenite, in terms of area %. Ta.
- the measurement of the metallographic structure, B removal index, and extreme density of the texture of the hot-stamped compact was performed by the method described above.
- the mechanical properties of the hot-stamped molded product were evaluated by the following method.
- the tensile (maximum) strength TS of the hot-stamped molded product can be determined by preparing a No. 5 test piece from any position of the hot-stamped molded product in accordance with JIS Z 2241:2011 and performing a tensile test. Obtained. Note that the crosshead speed was 1 mm/min. A case where the tensile strength TS was 2200 MPa or more was judged to have high strength and was determined to pass, and a case where the tensile strength TS was less than 2200 MPa was judged to be failed as not to have high strength.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Thermal Sciences (AREA)
- Physics & Mathematics (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Heat Treatment Of Steel (AREA)
- Road Signs Or Road Markings (AREA)
- Heat Treatment Of Articles (AREA)
Abstract
Description
本願は、2022年4月14日に、日本に出願された特願2022-067023号に基づき優先権を主張し、その内容をここに援用する。 The present invention relates to a hot stamp molded article.
This application claims priority based on Japanese Patent Application No. 2022-067023 filed in Japan on April 14, 2022, the contents of which are incorporated herein.
(1)本発明の一態様に係るホットスタンプ成形体は、化学組成が、質量%で、
C :0.40%超、0.70%以下、
Si:0.010~3.000%、
Mn:0.10%以上、0.60%未満、
P :0.100%以下、
S :0.0100%以下、
N :0.0200%以下、
O :0.0200%以下、
Al:0.0010~0.5000%、
Nb:0.0010~0.1000%、
Ti:0.010~0.200%、
Cr:0.010~0.800%、
Mo:0.0010~1.0000%、
B :0.0005~0.0200%、
Co:0~4.00%、
Ni:0~3.00%、
Cu:0~3.00%、
V :0~3.00%、
W :0~3.00%、
Ca:0~1.0000%、
Mg:0~1.0000%、
REM:0~1.0000%、
Sb:0~1.000%、
Sn:0~1.000%、
Zr:0~1.000%、
As:0~0.100%、並びに、
残部:Feおよび不純物であり、
ホットスタンプ成形体の表面から、前記表面から板厚の1/25深さまでの領域である表層領域において、
ベイナイトの面積率が10%超であり、
集合組織の極密度の最大値が4.0以下であり、
脱B指標が0.05以上である。
(2)上記(1)に記載のホットスタンプ成形体は、前記化学組成が、質量%で、
Co:0.01~4.00%、
Ni:0.01~3.00%、
Cu:0.01~3.00%、
V :0.01~3.00%、
W :0.01~3.00%、
Ca:0.0001~1.0000%、
Mg:0.0001~1.0000%、
REM:0.0001~1.0000%、
Sb:0.001~1.000%、
Sn:0.001~1.000%、
Zr:0.001~1.000%、および
As:0.001~0.100%
からなる群から選択される1種または2種以上を含有してもよい。 The gist of the invention is as follows.
(1) The hot stamp molded article according to one embodiment of the present invention has a chemical composition in mass %,
C: more than 0.40%, less than 0.70%,
Si: 0.010-3.000%,
Mn: 0.10% or more, less than 0.60%,
P: 0.100% or less,
S: 0.0100% or less,
N: 0.0200% or less,
O: 0.0200% or less,
Al: 0.0010-0.5000%,
Nb: 0.0010-0.1000%,
Ti: 0.010-0.200%,
Cr: 0.010-0.800%,
Mo: 0.0010-1.0000%,
B: 0.0005-0.0200%,
Co: 0-4.00%,
Ni: 0-3.00%,
Cu: 0-3.00%,
V: 0 to 3.00%,
W: 0-3.00%,
Ca: 0-1.0000%,
Mg: 0 to 1.0000%,
REM: 0-1.0000%,
Sb: 0 to 1.000%,
Sn: 0-1.000%,
Zr: 0 to 1.000%,
As: 0 to 0.100%, and
The remainder: Fe and impurities,
In a surface layer region that is a region from the surface of the hot stamp molded body to a depth of 1/25 of the plate thickness from the surface,
The area ratio of bainite is more than 10%,
The maximum value of the polar density of the texture is 4.0 or less,
The anti-B index is 0.05 or more.
(2) The hot-stamped molded article according to (1) above has the chemical composition in mass %,
Co: 0.01-4.00%,
Ni: 0.01 to 3.00%,
Cu: 0.01-3.00%,
V: 0.01 to 3.00%,
W: 0.01-3.00%,
Ca: 0.0001-1.0000%,
Mg: 0.0001 to 1.0000%,
REM: 0.0001-1.0000%,
Sb: 0.001 to 1.000%,
Sn: 0.001 to 1.000%,
Zr: 0.001 to 1.000%, and As: 0.001 to 0.100%
It may contain one or more selected from the group consisting of:
以下、各元素について説明する。 The hot-stamped molded article according to this embodiment has a chemical composition in mass %: C: more than 0.40% and 0.70% or less, Si: 0.010 to 3.000%, and Mn: 0.10%. or more, less than 0.60%, P: 0.100% or less, S: 0.0100% or less, N: 0.0200% or less, O: 0.0200% or less, Al: 0.0010 to 0.5000% , Nb: 0.0010-0.1000%, Ti: 0.010-0.200%, Cr: 0.010-0.800%, Mo: 0.0010-1.0000%, B: 0.0005 ~0.0200%, and the balance: Contains Fe and impurities.
Each element will be explained below.
Cは、ホットスタンプ成形体の強度を向上させる元素である。C含有量が0.40%以下では、ホットスタンプ成形体において所望の強度を得ることができない。そのため、C含有量は0.40%超とする。C含有量は、好ましくは0.42%以上または0.44%以上である。
一方、C含有量が0.70%超では、マルテンサイト中にトラップされる水素量が多くなるため、優れた耐水素脆化特性を得ることができない。そのため、C含有量は0.70%以下とする。好ましくは、C含有量は、0.65%以下または0.60%以下である。 C: More than 0.40% and 0.70% or less C is an element that improves the strength of the hot stamp molded product. If the C content is less than 0.40%, the desired strength cannot be obtained in the hot-stamped molded product. Therefore, the C content is set to exceed 0.40%. The C content is preferably 0.42% or more or 0.44% or more.
On the other hand, if the C content exceeds 0.70%, the amount of hydrogen trapped in martensite increases, making it impossible to obtain excellent hydrogen embrittlement resistance. Therefore, the C content is set to 0.70% or less. Preferably, the C content is 0.65% or less or 0.60% or less.
Siは、固溶強化により、ホットスタンプ成形体の強度を向上する元素である。Si含有量が0.010%未満では、所望の強度を得ることができない。そのため、Si含有量は0.010%以上とする。Si含有量は、好ましくは0.050%以上、0.100%以上または0.150%以上である。
一方、Si含有量が3.000%超では、フェライト量が増加し、所望の金属組織を得ることができない。そのため、Si含有量は3.000%以下とする。Si含有量は、好ましくは2.000%以下、1.000%以下または0.600%以下である。 Si: 0.010-3.000%
Si is an element that improves the strength of the hot stamp molded product through solid solution strengthening. If the Si content is less than 0.010%, desired strength cannot be obtained. Therefore, the Si content is set to 0.010% or more. The Si content is preferably 0.050% or more, 0.100% or more, or 0.150% or more.
On the other hand, if the Si content exceeds 3.000%, the amount of ferrite increases and a desired metal structure cannot be obtained. Therefore, the Si content is set to 3.000% or less. The Si content is preferably 2.000% or less, 1.000% or less, or 0.600% or less.
Mnは、鋼の焼き入れ性を高め、ホットスタンプ成形体の強度を高める元素である。所望の強度を得るために、Mn含有量は0.10%以上とする。Mn含有量は、好ましくは0.20%以上または0.25%以上である。
一方、Mn含有量が0.60%以上であると、所望の集合組織を得ることができない。そのため、Mn含有量は0.60%未満とする。好ましくは、Mn含有量は0.55%以下、0.50%以下または0.45%以下である。 Mn: 0.10% or more, less than 0.60% Mn is an element that improves the hardenability of steel and increases the strength of hot stamped compacts. In order to obtain the desired strength, the Mn content is set to 0.10% or more. The Mn content is preferably 0.20% or more or 0.25% or more.
On the other hand, if the Mn content is 0.60% or more, the desired texture cannot be obtained. Therefore, the Mn content is made less than 0.60%. Preferably, the Mn content is 0.55% or less, 0.50% or less or 0.45% or less.
Pは、不純物元素であり、粒界に偏析することで粒界強度を低下させる。これにより、ホットスタンプ成形体の耐水素脆化特性を劣化させる。P含有量が0.100%超であると上記作用が顕著となる。そのため、P含有量は0.100%以下とする。P含有量は、好ましくは0.050%以下または0.010%以下である。
P含有量の下限は特に限定しないが、0%であってもよい。ただし、P含有量を0.0001%未満に低減すると、脱Pコストが大幅に上昇し、経済的に好ましくない。そのため、P含有量は0.0001%以上、0.001%以上または0.005%以上としてもよい。 P: 0.100% or less P is an impurity element and reduces grain boundary strength by segregating at grain boundaries. This deteriorates the hydrogen embrittlement resistance of the hot stamped body. When the P content exceeds 0.100%, the above effects become significant. Therefore, the P content is set to 0.100% or less. The P content is preferably 0.050% or less or 0.010% or less.
The lower limit of the P content is not particularly limited, but may be 0%. However, reducing the P content to less than 0.0001% significantly increases the cost of removing P, which is economically unfavorable. Therefore, the P content may be 0.0001% or more, 0.001% or more, or 0.005% or more.
Sは、不純物元素であり、鋼中に介在物を形成する。この介在物は多量の水素をトラップし、局所的に水素濃度が高くなる領域を形成することで、ホットスタンプ成形体の耐水素脆化特性を劣化させる。S含有量が0.0100%超であると、上記作用が顕著となる。そのため、S含有量は0.0100%以下とする。S含有量は、好ましくは0.0080%以下、0.0050%以下または0.0030%以下である。
S含有量の下限は特に限定しないが、0%であってもよい。ただし、S含有量を0.0001%未満に低減すると、脱Sコストが大幅に上昇し、経済的に好ましくない。そのため、S含有量は0.0001%以上、0.0002%以上、0.0003%以上または0.0010%以上としてもよい。 S: 0.0100% or less S is an impurity element and forms inclusions in steel. These inclusions trap a large amount of hydrogen and form regions where the hydrogen concentration locally increases, thereby degrading the hydrogen embrittlement resistance of the hot-stamped compact. When the S content is more than 0.0100%, the above effects become significant. Therefore, the S content is set to 0.0100% or less. The S content is preferably 0.0080% or less, 0.0050% or less, or 0.0030% or less.
The lower limit of the S content is not particularly limited, but may be 0%. However, if the S content is reduced to less than 0.0001%, the cost for removing S will increase significantly, which is economically unfavorable. Therefore, the S content may be 0.0001% or more, 0.0002% or more, 0.0003% or more, or 0.0010% or more.
Nは、不純物元素であり、鋼中に窒化物を形成する。この窒化物は多量の水素をトラップし、局所的に水素濃度が高くなる領域を形成することで、ホットスタンプ成形体の耐水素脆化特性を劣化させる。N含有量が0.0200%超であると、上記作用が顕著となる。そのため、N含有量は0.0200%以下とする。N含有量は、好ましくは0.0150%以下、0.0100%以下、0.0060%以下または0.0040%以下である。
N含有量の下限は特に限定しないが、0%であってもよい。ただし、N含有量を0.0001%未満に低減すると、脱Nコストが大幅に上昇し、経済的に好ましくない。そのため、N含有量は0.0001%以上または0.0010%以上としてもよい。 N: 0.0200% or less N is an impurity element and forms nitrides in steel. This nitride traps a large amount of hydrogen and forms regions where the hydrogen concentration locally increases, thereby degrading the hydrogen embrittlement resistance of the hot stamped body. When the N content exceeds 0.0200%, the above effects become significant. Therefore, the N content is set to 0.0200% or less. The N content is preferably 0.0150% or less, 0.0100% or less, 0.0060% or less, or 0.0040% or less.
The lower limit of the N content is not particularly limited, but may be 0%. However, reducing the N content to less than 0.0001% significantly increases the cost of removing N, which is economically unfavorable. Therefore, the N content may be 0.0001% or more or 0.0010% or more.
Oは、鋼中に多く含まれると粗大な酸化物を形成する。この酸化物は多量の水素をトラップし、局所的に水素濃度が高くなる領域を形成することで、ホットスタンプ成形体の耐水素脆化特性を劣化させる。O含有量が0.0200%超であると、上記作用が顕著となる。そのため、O含有量は0.0200%以下とする。O含有量は、0.0100%以下、0.0070%以下または0.0040%以下とすることが好ましい。
O含有量は0%であってもよいが、溶鋼の脱酸時に微細な酸化物を多数分散させるために、O含有量は0.0005%以上または0.0010%以上としてもよい。 O: 0.0200% or less When O is contained in large amounts in steel, it forms coarse oxides. This oxide traps a large amount of hydrogen and forms regions where the hydrogen concentration locally increases, thereby deteriorating the hydrogen embrittlement resistance of the hot stamped product. When the O content exceeds 0.0200%, the above effects become significant. Therefore, the O content is set to 0.0200% or less. The O content is preferably 0.0100% or less, 0.0070% or less, or 0.0040% or less.
The O content may be 0%, but in order to disperse a large number of fine oxides during deoxidation of molten steel, the O content may be 0.0005% or more or 0.0010% or more.
Alは、溶鋼を脱酸して鋼を健全化する作用を有する元素である。Al含有量が0.0010%未満では、脱酸が十分に行われず、粗大な酸化物が生成する。この酸化物は多量の水素をトラップし、局所的に水素濃度が高くなる領域を形成することで、ホットスタンプ成形体の耐水素脆化特性を劣化させる。そのため、Al含有量は0.0010%以上とする。Al含有量は、好ましくは0.0050%以上、0.0100%以上または0.0300%以上である。
一方、Al含有量が0.5000%超であると、鋼中に粗大な酸化物が生成する。この酸化物は多量の水素をトラップし、局所的に水素濃度が高くなる領域を形成することで、ホットスタンプ成形体の耐水素脆化特性を劣化させる。そのため、Al含有量は0.5000%以下とする。Al含有量は、好ましくは0.4000%以下、0.3000%以下0.2000%以下または0.1000%以下である。 Al: 0.0010-0.5000%
Al is an element that has the effect of deoxidizing molten steel and making the steel sound. When the Al content is less than 0.0010%, deoxidation is not performed sufficiently and coarse oxides are produced. This oxide traps a large amount of hydrogen and forms regions where the hydrogen concentration locally increases, thereby deteriorating the hydrogen embrittlement resistance of the hot stamped body. Therefore, the Al content is set to 0.0010% or more. The Al content is preferably 0.0050% or more, 0.0100% or more, or 0.0300% or more.
On the other hand, if the Al content exceeds 0.5000%, coarse oxides will be generated in the steel. This oxide traps a large amount of hydrogen and forms regions where the hydrogen concentration locally increases, thereby deteriorating the hydrogen embrittlement resistance of the hot stamped product. Therefore, the Al content is set to 0.5000% or less. The Al content is preferably 0.4000% or less, 0.3000% or less, 0.2000% or less, or 0.1000% or less.
Nbは、鋼中に炭窒化物を形成して、析出強化によりホットスタンプ成形体の強度を向上する元素である。Nb含有量が0.0010%未満であると、所望の強度を得ることができない。そのため、Nb含有量は0.0010%以上とする。Nb含有量は、好ましくは0.0050%以上、0.0090%以上または0.0150%以上である。
一方、Nb含有量が0.1000%超であると、鋼中に多量に炭窒化物が生成してホットスタンプ成形体の耐水素脆化特性が劣化する。そのため、Nb含有量は0.1000%以下とする。Nb含有量は、好ましくは0.0800%以下または0.0600%以下である。 Nb: 0.0010-0.1000%
Nb is an element that forms carbonitrides in steel and improves the strength of hot stamped products through precipitation strengthening. If the Nb content is less than 0.0010%, desired strength cannot be obtained. Therefore, the Nb content is set to 0.0010% or more. The Nb content is preferably 0.0050% or more, 0.0090% or more, or 0.0150% or more.
On the other hand, if the Nb content exceeds 0.1000%, a large amount of carbonitrides will be generated in the steel, deteriorating the hydrogen embrittlement resistance of the hot stamped body. Therefore, the Nb content is set to 0.1000% or less. The Nb content is preferably 0.0800% or less or 0.0600% or less.
Tiは、鋼中に炭窒化物を形成して、析出強化によりホットスタンプ成形体の強度を向上する元素である。Ti含有量が0.010%未満であると、所望の強度を得ることができない。そのため、Ti含有量は0.010%以上とする。Ti含有量は、好ましくは0.020%以上または0.025%以上である。
一方、Ti含有量が0.200%超であると、鋼中に多量の粗大な炭窒化物が生成して、局所的に水素濃度の上昇を伴うサイトとなるため、ホットスタンプ成形体の耐水素脆化特性が劣化する。そのため、Ti含有量は0.200%以下とする。Ti含有量は、好ましくは0.150%以下、0.090%以下、0.080%以下、0.070%以下、0.060%以下または0.050%以下である。 Ti: 0.010-0.200%
Ti is an element that forms carbonitrides in steel and improves the strength of hot stamped products through precipitation strengthening. If the Ti content is less than 0.010%, desired strength cannot be obtained. Therefore, the Ti content is set to 0.010% or more. The Ti content is preferably 0.020% or more or 0.025% or more.
On the other hand, if the Ti content exceeds 0.200%, a large amount of coarse carbonitrides will be generated in the steel, resulting in sites where the hydrogen concentration locally increases, resulting in the durability of the hot-stamped compact. Hydrogen embrittlement properties deteriorate. Therefore, the Ti content is set to 0.200% or less. The Ti content is preferably 0.150% or less, 0.090% or less, 0.080% or less, 0.070% or less, 0.060% or less, or 0.050% or less.
Crは、ホットスタンプ前の加熱時に旧オーステナイト粒に固溶することで、ホットスタンプ成形体の強度を高める元素である。Cr含有量が0.010%未満であると、所望の強度を得ることができない。そのため、Cr含有量は0.010%以上とする。Cr含有量は、好ましくは0.100%以上、0.150%以上または0.200%以上とする。
一方、Cr含有量が0.800%超であると、ホットスタンプ成形体において所望の集合組織が得られず、耐水素脆化特性が劣化する。そのため、Cr含有量は0.800%以下とする。Cr含有量は、好ましくは0.700%以下、0.500%以下または0.400%以下である。 Cr:0.010~0.800%
Cr is an element that increases the strength of the hot-stamped molded product by forming a solid solution in the prior austenite grains during heating before hot-stamping. If the Cr content is less than 0.010%, desired strength cannot be obtained. Therefore, the Cr content is set to 0.010% or more. The Cr content is preferably 0.100% or more, 0.150% or more, or 0.200% or more.
On the other hand, if the Cr content exceeds 0.800%, a desired texture cannot be obtained in the hot-stamped molded product, and the hydrogen embrittlement resistance deteriorates. Therefore, the Cr content is set to 0.800% or less. The Cr content is preferably 0.700% or less, 0.500% or less, or 0.400% or less.
Moは、ホットスタンプ前の加熱時に旧オーステナイト粒に固溶することで、ホットスタンプ成形体の強度を高める元素である。Mo含有量が0.0010%未満であると、所望の強度を得ることができない。そのため、Mo含有量は0.0010%以上とする。Mo含有量は、好ましくは0.0100%以上、0.0500%以上または0.1000%以上とする。
一方、Mo含有量が1.0000%超であると、ホットスタンプ成形体において所望の集合組織が得られず、耐水素脆化特性が劣化する。そのため、Mo含有量は1.0000%以下とする。Mo含有量は、好ましくは0.8000%以下、0.6000%以下または0.4000%以下である。 Mo: 0.0010-1.0000%
Mo is an element that increases the strength of the hot-stamped molded product by forming a solid solution in the prior austenite grains during heating before hot-stamping. If the Mo content is less than 0.0010%, desired strength cannot be obtained. Therefore, the Mo content is set to 0.0010% or more. The Mo content is preferably 0.0100% or more, 0.0500% or more, or 0.1000% or more.
On the other hand, if the Mo content exceeds 1.0000%, a desired texture cannot be obtained in the hot-stamped molded product, and the hydrogen embrittlement resistance deteriorates. Therefore, the Mo content is set to 1.0000% or less. Mo content is preferably 0.8000% or less, 0.6000% or less, or 0.4000% or less.
Bは、鋼の焼き入れ性を向上させる元素である。B含有量が0.0005%未満であると、所望の強度を得ることができない。そのため、B含有量は0.0005%以上とする。B含有量は、好ましくは0.0010%以上または0.0015%以上とする。
一方、B含有量が0.0200%超であると、ホットスタンプ成形体において粗大な金属間化合物が形成される。この金属間化合物は局所的に水素濃度の上昇を伴うサイトとなり、ホットスタンプ成形体の耐水素脆化特性を劣化させる。そのため、B含有量は0.0200%以下とする。B含有量は、好ましくは0.0150%以下、0.0100%以下、0.0080%以下、0.0040%以下または0.0030%以下である。 B: 0.0005-0.0200%
B is an element that improves the hardenability of steel. If the B content is less than 0.0005%, desired strength cannot be obtained. Therefore, the B content is set to 0.0005% or more. The B content is preferably 0.0010% or more or 0.0015% or more.
On the other hand, if the B content exceeds 0.0200%, coarse intermetallic compounds will be formed in the hot stamped product. This intermetallic compound becomes a site where the hydrogen concentration locally increases, degrading the hydrogen embrittlement resistance of the hot stamped product. Therefore, the B content is set to 0.0200% or less. The B content is preferably 0.0150% or less, 0.0100% or less, 0.0080% or less, 0.0040% or less, or 0.0030% or less.
Coは、固溶強化により、ホットスタンプ成形体の強度を向上させる元素である。この効果を確実に得る場合、Co含有量は0.01%以上とすることが好ましい。Co含有量は0.05%以上とすることがより好ましい。
一方、多量に含有させても上記効果は飽和するため、Co含有量は4.00%以下とする。必要に応じて、Co含有量の上限を1.00%、0.50%、0.10%、0.05%又は0.02%としてもよい。 Co: 0-4.00%
Co is an element that improves the strength of the hot stamp molded product through solid solution strengthening. To ensure this effect, the Co content is preferably 0.01% or more. More preferably, the Co content is 0.05% or more.
On the other hand, since the above effect is saturated even if it is contained in a large amount, the Co content is set to 4.00% or less. If necessary, the upper limit of the Co content may be set to 1.00%, 0.50%, 0.10%, 0.05% or 0.02%.
Niは、ホットスタンプ前の加熱時に旧オーステナイト粒に固溶することで、ホットスタンプ成形体の強度を高める作用を有する。この効果を確実に得る場合、Ni含有量は0.01%以上とすることが好ましい。
一方、多量に含有させても上記効果は飽和するため、Ni含有量は3.00%以下とすることが好ましい。必要に応じて、Ni含有量の上限を1.50%、1.00%、0.50%、0.10%、0.05%又は0.02%としてもよい。 Ni: 0-3.00%
Ni has the effect of increasing the strength of the hot-stamped molded product by solidly dissolving in the prior austenite grains during heating before hot-stamping. To ensure this effect, the Ni content is preferably 0.01% or more.
On the other hand, since the above effect is saturated even if Ni is contained in a large amount, it is preferable that the Ni content is 3.00% or less. If necessary, the upper limit of the Ni content may be set to 1.50%, 1.00%, 0.50%, 0.10%, 0.05% or 0.02%.
Cuは、ホットスタンプ前の加熱時に旧オーステナイト粒に固溶することで、ホットスタンプ成形体の強度を高める作用を有する。この効果を確実に得る場合、Cu含有量を0.01%以上とすることが好ましい。Cu含有量は、0.05%以上とすることがより好ましい。
一方、多量に含有させても上記効果は飽和するため、Cu含有量は3.00%以下とすることが好ましい。必要に応じて、Cu含有量の上限を1.50%、1.00%、0.50%、0.10%、0.05%又は0.02%としてもよい。 Cu: 0-3.00%
Cu has the effect of increasing the strength of the hot-stamped molded product by solidly dissolving in the prior austenite grains during heating before hot-stamping. To ensure this effect, the Cu content is preferably 0.01% or more. The Cu content is more preferably 0.05% or more.
On the other hand, since the above effects are saturated even if Cu is contained in a large amount, the Cu content is preferably 3.00% or less. If necessary, the upper limit of the Cu content may be set to 1.50%, 1.00%, 0.50%, 0.10%, 0.05% or 0.02%.
Vは、鋼中に炭窒化物を形成して、析出強化によりホットスタンプ成形体の強度を向上する効果を有する。この効果を確実に得る場合、V含有量を0.01%以上とすることが好ましい。V含有量は、0.05%以上とすることがより好ましい。
一方、V含有量が3.00%超であると、鋼中に粗大な炭窒化物が多量に生成する。この炭窒化物は局所的に水素濃度の上昇を伴うサイトとなり、ホットスタンプ成形体の耐水素脆化特性を劣化させる。そのため、V含有量は3.00%以下とする。必要に応じて、V含有量の上限を1.50%、1.00%、0.50%、0.10%、0.05%又は0.02%としてもよい。 V: 0-3.00%
V has the effect of forming carbonitrides in the steel and improving the strength of the hot stamped product through precipitation strengthening. To ensure this effect, the V content is preferably 0.01% or more. The V content is more preferably 0.05% or more.
On the other hand, if the V content exceeds 3.00%, a large amount of coarse carbonitrides will be generated in the steel. These carbonitrides become sites where the hydrogen concentration locally increases, degrading the hydrogen embrittlement resistance of the hot stamped compact. Therefore, the V content is set to 3.00% or less. If necessary, the upper limit of the V content may be set to 1.50%, 1.00%, 0.50%, 0.10%, 0.05% or 0.02%.
Wは、ホットスタンプ成形体の強度を向上する効果を有する。この効果を確実に得る場合、W含有量を0.01%以上とすることが好ましい。W含有量は、0.05%以上とすることが好ましい。
一方、多量に含有させても上記効果は飽和するため、W含有量は3.00%以下とする。必要に応じて、W含有量の上限を1.50%、1.00%、0.50%、0.10%、0.05%又は0.02%としてもよい。 W: 0-3.00%
W has the effect of improving the strength of the hot stamp molded product. To ensure this effect, the W content is preferably 0.01% or more. The W content is preferably 0.05% or more.
On the other hand, since the above effect is saturated even if it is contained in a large amount, the W content is set to 3.00% or less. If necessary, the upper limit of the W content may be set to 1.50%, 1.00%, 0.50%, 0.10%, 0.05% or 0.02%.
Caは、破壊の起点となる酸化物の生成を抑制する元素であり、ホットスタンプ成形体の耐水素脆化特性の向上に寄与する。この効果を確実に得る場合、Ca含有量を0.0001%以上とすることが好ましい。
一方、多量に含有させても上記効果は飽和するため、Ca含有量は1.0000%以下とする。必要に応じて、Ca含有量の上限を0.1000%、0.0100%、0.0050%、0.0010%、0.0005%又は0.0002%としてもよい。 Ca: 0~1.0000%
Ca is an element that suppresses the formation of oxides that become the starting point of fracture, and contributes to improving the hydrogen embrittlement resistance of the hot stamped compact. To ensure this effect, the Ca content is preferably 0.0001% or more.
On the other hand, since the above effect is saturated even if it is contained in a large amount, the Ca content is set to 1.0000% or less. If necessary, the upper limit of the Ca content may be set to 0.1000%, 0.0100%, 0.0050%, 0.0010%, 0.0005% or 0.0002%.
Mgは、溶鋼中に酸化物や硫化物を形成して、粗大なMnSの形成を抑制し、微細な酸化物を多数分散させることで、金属組織を微細化する。これにより、ホットスタンプ成形体の耐水素脆化特性の向上に寄与する。これらの効果を確実に得る場合、Mg含有量を0.0001%以上とすることが好ましい。
一方、多量に含有させても上記効果は飽和するため、Mg含有量は、1.0000%以下とする。必要に応じて、Mg含有量の上限を0.1000%、0.0100%、0.0050%、0.0010%、0.0005%又は0.0002%としてもよい。 Mg: 0-1.0000%
Mg forms oxides and sulfides in molten steel, suppresses the formation of coarse MnS, and disperses many fine oxides, thereby refining the metal structure. This contributes to improving the hydrogen embrittlement resistance of the hot-stamped molded body. In order to reliably obtain these effects, it is preferable that the Mg content is 0.0001% or more.
On the other hand, since the above effect is saturated even if it is contained in a large amount, the Mg content is set to 1.0000% or less. If necessary, the upper limit of the Mg content may be set to 0.1000%, 0.0100%, 0.0050%, 0.0010%, 0.0005% or 0.0002%.
REMは、局所的な水素濃度の上昇を伴うサイトとなる粗大な酸化物の生成を抑制する。これにより、ホットスタンプ成形体の耐水素脆化特性の向上に寄与する。この効果を確実に得る場合、REM含有量を0.0001%以上とすることが好ましい。
一方、多量に含有させても上記効果は飽和するため、REM含有量は1.0000%以下とする。必要に応じて、REM含有量の上限を0.1000%、0.0100%、0.0050%、0.0010%、0.0005%又は0.0002%としてもよい。
なお、本実施形態においてREMとは、Sc、Y及びランタノイドからなる合計17元素を指し、REMの含有量とはこれらの元素の合計含有量を指す。 REM: 0~1.0000%
REM suppresses the formation of coarse oxides that become sites with local increases in hydrogen concentration. This contributes to improving the hydrogen embrittlement resistance of the hot-stamped molded body. In order to reliably obtain this effect, it is preferable that the REM content is 0.0001% or more.
On the other hand, since the above effect is saturated even if it is contained in a large amount, the REM content is set to 1.0000% or less. If necessary, the upper limit of the REM content may be set to 0.1000%, 0.0100%, 0.0050%, 0.0010%, 0.0005% or 0.0002%.
In this embodiment, REM refers to a total of 17 elements consisting of Sc, Y, and lanthanoids, and the content of REM refers to the total content of these elements.
Sbは、局所的な水素濃度の上昇を伴うサイトとなる粗大な酸化物の生成を抑制する。これにより、ホットスタンプ成形体の耐水素脆化特性の向上に寄与する。この効果を確実に得る場合、Sb含有量は0.001%以上とすることが好ましい。
一方、多量に含有させても上記効果は飽和するため、Sb含有量は1.000%以下とする。必要に応じて、Sb含有量の上限を0.100%、0.050%、0.020%、0.010%、0.005%又は0.002%としてもよい。 Sb: 0-1.000%
Sb suppresses the formation of coarse oxides that become sites that are accompanied by a local increase in hydrogen concentration. This contributes to improving the hydrogen embrittlement resistance of the hot-stamped molded body. To ensure this effect, the Sb content is preferably 0.001% or more.
On the other hand, since the above effect is saturated even if it is contained in a large amount, the Sb content is set to 1.000% or less. If necessary, the upper limit of the Sb content may be set to 0.100%, 0.050%, 0.020%, 0.010%, 0.005% or 0.002%.
Snは、局所的な水素濃度の上昇を伴うサイトとなる粗大な酸化物の生成を抑制する。これにより、ホットスタンプ成形体の耐水素脆化特性の向上に寄与する。この効果を確実に得る場合、Sn含有量は0.001%以上とすることが好ましい。
一方、多量に含有させても上記効果は飽和するため、Sn含有量は1.000%以下とする。必要に応じて、Sn含有量の上限を0.100%、0.050%、0.020%、0.010%、0.005%又は0.002%としてもよい。 Sn: 0-1.000%
Sn suppresses the formation of coarse oxides that become sites that cause a local increase in hydrogen concentration. This contributes to improving the hydrogen embrittlement resistance of the hot-stamped molded body. To ensure this effect, the Sn content is preferably 0.001% or more.
On the other hand, since the above effect is saturated even if it is contained in a large amount, the Sn content is set to 1.000% or less. If necessary, the upper limit of the Sn content may be set to 0.100%, 0.050%, 0.020%, 0.010%, 0.005% or 0.002%.
Zrは、局所的な水素濃度の上昇を伴うサイトとなる粗大な酸化物の生成を抑制する。これにより、ホットスタンプ成形体の耐水素脆化特性の向上に寄与する。この効果を確実に得る場合、Zr含有量を0.001%以上とすることが好ましい。
一方、多量に含有させても上記効果は飽和するため、Zr含有量は1.000%以下とする。必要に応じて、Zr含有量の上限を0.100%、0.050%、0.020%、0.010%、0.005%又は0.002%としてもよい。 Zr: 0-1.000%
Zr suppresses the formation of coarse oxides that become sites associated with local increases in hydrogen concentration. This contributes to improving the hydrogen embrittlement resistance of the hot-stamped molded body. To ensure this effect, the Zr content is preferably 0.001% or more.
On the other hand, since the above effect is saturated even if it is contained in a large amount, the Zr content is set to 1.000% or less. If necessary, the upper limit of the Zr content may be set to 0.100%, 0.050%, 0.020%, 0.010%, 0.005% or 0.002%.
Asは、オーステナイト単相化温度を低下させることにより、旧オーステナイト粒を細粒化させる。これにより、ホットスタンプ成形体の耐水素脆化特性の向上に寄与する。この効果を確実に得る場合、As含有量を0.001%以上とすることが好ましい。
一方、多量に含有させても上記効果は飽和するため、As含有量は0.100%以下とする。必要に応じて、As含有量の上限を0.100%、0.050%、0.020%、0.010%、0.005%又は0.002%としてもよい。 As: 0~0.100%
As reduces the austenite single-phase temperature, thereby refining the prior austenite grains. This contributes to improving the hydrogen embrittlement resistance of the hot-stamped molded body. To ensure this effect, the As content is preferably 0.001% or more.
On the other hand, since the above effect is saturated even if it is contained in a large amount, the As content is set to 0.100% or less. If necessary, the upper limit of the As content may be set to 0.100%, 0.050%, 0.020%, 0.010%, 0.005% or 0.002%.
ホットスタンプ成形体の表面にめっき層や塗装皮膜などを備える場合は、機械研削によりめっき層や塗装皮膜などを除去してから化学組成の分析を行う。 The chemical composition of the hot-stamped molded article described above may be measured by a general analytical method. For example, it may be measured using ICP-AES (Inductively Coupled Plasma-Atomic Emission Spectrometry). Note that C and S may be measured using a combustion-infrared absorption method, N using an inert gas melting-thermal conductivity method, and O using an inert gas melting-non-dispersive infrared absorption method.
If the surface of the hot-stamped body is provided with a plating layer, paint film, etc., the chemical composition is analyzed after removing the plating layer, paint film, etc. by mechanical grinding.
本実施形態に係るホットスタンプ成形体は、ホットスタンプ成形体の表面から、前記表面から板厚(ホットスタンプ成形体の厚さ)の1/25深さまでの領域である表層領域において、ベイナイトの面積率が10%超であり、集合組織の極密度の最大値が4.0以下であり、脱B指標が0.05以上である。 Next, the metallographic structure of the hot-stamped molded body according to this embodiment will be explained.
The hot-stamped molded body according to the present embodiment has an area of bainite in a surface layer region that is a region from the surface of the hot-stamped molded body to a depth of 1/25 of the plate thickness (thickness of the hot-stamped molded body). ratio is more than 10%, the maximum value of the polar density of the texture is 4.0 or less, and the B removal index is 0.05 or more.
なお、ホットスタンプ成形体が表面にめっき層や塗装膜等を有する場合、ここでいう「表面」とはめっき層と母材鋼板との界面のことをいい、便宜的にホットスタンプ成形体からめっき層や塗装皮膜等を除外する。具体的には、ホットスタンプ成形体の表面にめっき層や塗装皮膜等を有する場合には、後述の通り、便宜的に、GD-OES測定において鉄濃度が90質量%未満となる領域、つまりめっき層や塗装皮膜等をホットスタンプ成形体から除外し、鉄濃度が90質量%となる測定点(つまり、母材鋼材とめっき層などとの界面)をホットスタンプ成形体の表面とみなす。なお、前述のとおり、ホットスタンプ成形体からめっき層や塗装皮膜等を除外したが、ホットスタンプ成形体の板厚(厚さ)に対し、めっき層や塗装皮膜等の厚さが非常に小さく無視できる場合(ただし、めっき層だけの場合は、めっき層の厚さは非常に小さい場合が多く、殆どの場合無視できる。)、ホットスタンプ成形体の板厚(厚さ)の測定時には、ホットスタンプ成形体の板厚(厚さ)をめっき層や塗装皮膜等を含んだ板厚(厚さ)としてもよい。 In this embodiment, the surface layer region refers to a region from the surface of the hot-stamped molded product to a depth of 1/25 of the plate thickness (thickness of the hot-stamped molded product) from the surface.
In addition, when the hot-stamped molded product has a plating layer, a paint film, etc. on the surface, the "surface" here refers to the interface between the plating layer and the base steel plate, and for convenience, the plating from the hot-stamped molded product is Exclude layers, paint films, etc. Specifically, when the surface of the hot-stamped molded product has a plating layer, a paint film, etc., as described below, for convenience, the area where the iron concentration is less than 90% by mass in GD-OES measurement, that is, the plating layers, paint films, etc. are excluded from the hot-stamped molded body, and the measurement point where the iron concentration is 90% by mass (that is, the interface between the base steel material and the plating layer, etc.) is regarded as the surface of the hot-stamped molded body. As mentioned above, the plating layer, paint film, etc. were excluded from the hot-stamped product, but the thickness of the plating layer, paint film, etc. is very small compared to the plate thickness (thickness) of the hot-stamped product, so it can be ignored. If possible (however, in the case of only a plating layer, the thickness of the plating layer is often very small and can be ignored in most cases), when measuring the plate thickness (thickness) of a hot stamp molded product, use a hot stamp. The plate thickness (thickness) of the molded body may be the plate thickness (thickness) including the plating layer, paint film, etc.
表層領域にベイナイトを生成させることで、表層領域の転位密度を低減することができる。その結果、外部環境からの水素の侵入を抑制でき、ホットスタンプ成形体の耐水素脆化特性を向上することができる。さらに、表層領域にベイナイトを生成させることによって、表層が過度に軟化することを抑制できるため、部材における耐荷重を維持しながら、耐水素脆化特性をより高めることができる。表層領域のベイナイトの面積率が10%以下であると、ホットスタンプ成形体の耐水素脆化特性が劣化する。そのため、ベイナイトの面積率は10%超とする。好ましくは、20%以上、40%以上または60%以上である。
ベイナイトの面積率の上限は特に限定しないが、100%、90%または80%としてもよい。 (Surface region) Area ratio of bainite: more than 10% By generating bainite in the surface region, the dislocation density in the surface region can be reduced. As a result, the intrusion of hydrogen from the external environment can be suppressed, and the hydrogen embrittlement resistance of the hot-stamped molded article can be improved. Furthermore, by generating bainite in the surface layer region, excessive softening of the surface layer can be suppressed, so that the hydrogen embrittlement resistance can be further enhanced while maintaining the load capacity of the member. If the area ratio of bainite in the surface layer region is less than 10%, the hydrogen embrittlement resistance of the hot-stamped molded product deteriorates. Therefore, the area ratio of bainite is set to exceed 10%. Preferably, it is 20% or more, 40% or more, or 60% or more.
The upper limit of the area ratio of bainite is not particularly limited, but may be 100%, 90%, or 80%.
金属組織の面積率は、表層領域(表面から、表面から板厚の1/25深さまでの領域)について、次の方法により算出する。 In addition to bainite, the metal structure of the surface layer region includes 0 to 90% (0% or more, 90% or less) of martensite, and a total of 0 to 65% (0% or more, 65% or less) of ferrite and residual Austenite may be included. Note that martensite in this embodiment includes untempered martensite (fresh martensite) and tempered martensite.
The area ratio of the metal structure is calculated for the surface layer region (the region from the surface to a depth of 1/25 of the plate thickness) by the following method.
続いて、「Grain Average Misorientation」が0.5°以下の領域をフェライトとして抽出する。抽出したフェライトの面積率を算出することで、フェライトの面積率を得る。残部領域(「Grain Average Misorientation」が0.75°超の領域)をマルテンサイトとして抽出し、その面積率を算出することで、マルテンサイトの面積率を得る。
なお、本実施形態では、ホットスタンプ成形体の圧延方向は、以下の方法により判別する。
まず、ホットスタンプ成形体の端部から50mm以上離れた任意の位置から、板厚断面が観察できるように試験片を採取する。採取した試験片の板厚断面を鏡面研磨で仕上げた後、光学顕微鏡を用いて、倍率100倍、200倍、500倍、1000倍のそれぞれの倍率で観察する。介在物の寸法に応じて、介在物寸法が測定可能な適切な倍率の観察結果を選択する。観察範囲は、幅500μm以上、且つ板厚全厚の範囲とし、輝度が暗い領域を介在物と判定する。観察の際は複数の視野で観察してもよい。次に、上記方法により初めに観察した板厚断面を基準として、板厚方向を軸に0°~180°の範囲において5°刻みで回転させた面と平行となる面について、上記と同様の方法により断面観察する。各断面における複数の介在物の長軸の長さの平均値を各断面ごとに算出する。得られた介在物の長軸の長さの平均値が最大となる断面を特定する。その断面における介在物の長軸方向と平行な方向を圧延方向と判別する。 Using the obtained crystal orientation information and the "Phase Map" function installed in the software "OIM Analysis (registered trademark)" attached to the EBSD analyzer, those whose crystal structure is fcc are determined to be retained austenite. By calculating the area ratio of this retained austenite, the area ratio of retained austenite is obtained. Next, in the region where the crystal structure is bcc, using the "Grain Average Misorientation" function installed in the software "OIM Analysis (registered trademark)" included with the EBSD analyzer, 5° grain boundaries are regarded as grain boundaries. Under these conditions, a region where "Grain Average Misorientation" is greater than 0.50° and less than 0.75° is extracted as bainite. The area ratio of bainite is obtained by calculating the area ratio of the extracted bainite.
Subsequently, a region where "Grain Average Misorientation" is 0.5° or less is extracted as ferrite. The area ratio of ferrite is obtained by calculating the area ratio of the extracted ferrite. The remaining area (area where "Grain Average Misorientation" exceeds 0.75°) is extracted as martensite, and the area rate of martensite is calculated by calculating the area rate of martensite.
In addition, in this embodiment, the rolling direction of the hot stamp molded body is determined by the following method.
First, a test piece is taken from an arbitrary position 50 mm or more away from the end of the hot-stamped molded body so that the cross-section of the plate thickness can be observed. After finishing the thickness section of the sampled test piece by mirror polishing, it is observed using an optical microscope at 100x, 200x, 500x, and 1000x magnification. Depending on the size of the inclusion, select an observation result with an appropriate magnification that allows the size of the inclusion to be measured. The observation range is a width of 500 μm or more and the full thickness of the plate, and areas with low brightness are determined to be inclusions. When observing, you may observe from multiple fields of view. Next, the same method as above is applied to the plane parallel to the plane rotated in 5° increments in the range of 0° to 180° with the thickness direction as the axis, using the thickness cross section initially observed by the above method as a reference. Observe the cross section according to the method. The average value of the lengths of the long axes of the plurality of inclusions in each cross section is calculated for each cross section. The cross section in which the average length of the long axes of the obtained inclusions is maximum is specified. A direction parallel to the longitudinal direction of the inclusion in the cross section is determined as the rolling direction.
表層領域における集合組織を制御することで、表層領域における外部環境からの水素の侵入を抑制でき、ホットスタンプ成形体の耐水素脆化特性を向上することができる。表層領域における集合組織の極密度の最大値が4.0超であると、ホットスタンプ成形体の耐水素脆化特性が劣化する。そのため、表層領域における集合組織の極密度の最大値は4.0以下とする。好ましくは、3.5以下、3.0以下または2.5以下である。
表層領域における集合組織の極密度の下限は特に限定しないが、1.0または1.2としてもよい。 (Surface region) Crystal orientation in the surface region: The maximum value of the polar density of the texture is 4.0 or less By controlling the texture in the surface region, it is possible to suppress the intrusion of hydrogen from the external environment into the surface region, and hot stamping The hydrogen embrittlement resistance of the molded body can be improved. If the maximum value of the polar density of the texture in the surface region exceeds 4.0, the hydrogen embrittlement resistance of the hot-stamped molded product deteriorates. Therefore, the maximum value of the polar density of the texture in the surface layer region is set to 4.0 or less. Preferably, it is 3.5 or less, 3.0 or less, or 2.5 or less.
The lower limit of the polar density of the texture in the surface layer region is not particularly limited, but may be set to 1.0 or 1.2.
ホットスタンプ成形体の端面から50mm以上離れた任意の位置(この位置からサンプルを採取できない場合は、端部を避けた位置)から圧延方向に平行な板厚断面が観察できるようにサンプルを切り出す。サンプルの大きさは、測定装置にもよるが、圧延方向に10mm程度観察できる大きさとする。 The texture in the surface layer region is obtained for the surface layer region (the region from the surface to a depth of 1/25 of the plate thickness) by the following method.
A sample is cut out from an arbitrary position 50 mm or more away from the end surface of the hot-stamped compact (if the sample cannot be taken from this position, avoid the end) so that the thickness cross section parallel to the rolling direction can be observed. Although the size of the sample depends on the measuring device, it should be large enough to allow observation of about 10 mm in the rolling direction.
脱B指標は表層領域におけるBの濃度低下量を定量的に表す指標である。表層領域においてB濃度を低減させることにより、変態前の旧オーステナイトの強度が低下して旧オーステナイト粒の変形能が向上し、表層領域においてランダムな方位の結晶粒が生成し易くなる。表層領域の脱B指標が0.05未満であると、表層領域において所望の集合組織をもつ結晶粒を得ることができない。そのため、脱B指標は0.05以上とする。好ましくは、0.20以上、0.30以上、0.35以上である。
脱B指標の上限は特に限定しないが、1.00、0.80または0.60としてもよい。 (Surface layer region) B removal index: 0.05 or more The B removal index is an index that quantitatively represents the amount of decrease in B concentration in the surface layer region. By reducing the B concentration in the surface layer region, the strength of the prior austenite before transformation is reduced, the deformability of the prior austenite grains is improved, and randomly oriented crystal grains are more likely to be generated in the surface layer region. If the B removal index in the surface layer region is less than 0.05, crystal grains with a desired texture cannot be obtained in the surface layer region. Therefore, the de-B index is set to 0.05 or more. Preferably, it is 0.20 or more, 0.30 or more, or 0.35 or more.
The upper limit of the B removal index is not particularly limited, but may be 1.00, 0.80, or 0.60.
グロー放電発光分析装置(Glow Discharge Optical Emission Spectrometry、GD-OES:堀場製作所製 マーカス型高周波グロー放電発光分析装置、GD-PROFILER-HR)を用いてホットスタンプ成形体における板厚方向の元素濃度分布を測定する。測定条件は、分析径を4mmφ、スパッタ速度を4μm/min、アルゴン圧力を600Pa、RF出力を35Wとし、測定間隔を0.02μm以下とする。測定はホットスタンプ成形体に含まれる全ての元素について実施する。 The B removal index in the surface layer region is obtained by the following method.
Glow Discharge Optical Emission Spectrometry (GD-OES: Marcus type high frequency glow discharge optical emission spectrometer, GD-PROFILER-HR manufactured by Horiba, Ltd.) was used to determine the element concentration distribution in the thickness direction of the hot stamped compact. Measure. The measurement conditions are an analysis diameter of 4 mmφ, a sputtering rate of 4 μm/min, an argon pressure of 600 Pa, an RF output of 35 W, and a measurement interval of 0.02 μm or less. Measurements are performed for all elements contained in the hot stamped compact.
この測定終了の要件を満たさない場合、深さ方向のB濃度の測定を継続する。その上で、深さ方向に新しいB濃度の測定値を得た都度、最深部~最深部から表面側に20μmの領域のB濃度の平均値を算出し、その最深部~最深部から表面側に20μmの領域におけるB濃度の平均値と、最深部~最深部から表面側に20μmの領域におけるB濃度の測定値の最大値との差の絶対値が0.0006質量%以下であり、かつ、最深部~最深部から表面側に20μmの領域におけるB濃度の平均値と、最深部~最深部から表面側に20μmの領域におけるB濃度の測定値の最小値との差の絶対値が0.0006質量%以下である場合、その位置で深さ方向のB濃度の測定を終了する。例えば、表面から深さ150μm位置のB濃度の測定値を得た場合、表面から深さ130~150μmの領域におけるB濃度の平均値と表面から深さ130~150μmの領域におけるB濃度の測定値の最大値との差の絶対値が0.0006質量%以下であり、かつ表面から深さ130~150μmの領域におけるB濃度の平均値と表面から深さ130~150μmの領域におけるB濃度の測定値の最小値との差の絶対値が0.0006質量%以下である場合、表面から深さ150μm位置で深さ方向のB濃度の測定を終了する。
前記の測定終了の要件を満たさず、深さ方向のB濃度の測定を終了できない場合であっても、表面から深さ200μm位置のB濃度の測定を完了した時点で、深さ方向のB濃度の測定を終了する。その上で、深さ方向のB濃度の測定を終了した時点において、最深部(脱B指標の算出に用いるB濃度が得られた最も深い位置)~最深部から表面側に20μm位置の領域のB濃度の平均値(以下、この領域のB濃度の平均値を、最深部20μmの平均B濃度という。)を、以下の脱B指標の算出に用いる。
測定の都合上、例えば、表面から深さ200μm位置までのB濃度の測定を行った上で、表面から深さ100~200μmの領域において、前記の深さ方向のB濃度測定の終了条件を満たす最も浅い深さ位置を探し、その位置があった場合、その深さ位置より深い位置でのB濃度の測定結果を用いずに、脱B指標を算出してもよい。例えば、表面から深さ200μm位置までのB濃度の測定を行ってもよく、この場合、表面から100μm以上の領域において、前記の深さ方向のB濃度測定の終了条件を満たす最も浅い深さ位置があった場合、その深さ位置で測定を終了したと見做して、脱B指標を算出する。 Next, the B concentration is measured from the surface of the hot-stamped molded article to a depth of at least 100 μm from the surface. After measuring the B concentration at a depth of 100 μm from the surface, the absolute value of the difference between the average B concentration in the 80 to 100 μm region and the maximum measured B concentration in the 80 to 100 μm region is 0.0006. % by mass or less, and the absolute value of the difference between the average value of the B concentration in the 80 to 100 μm region and the minimum value of the measured B concentration in the 80 to 100 μm region is 0.0006 mass % or less , the measurement of the B concentration in the depth direction is completed at a depth of 100 μm from the surface.
If the requirements for ending the measurement are not met, the measurement of the B concentration in the depth direction is continued. Then, each time a new B concentration measurement value is obtained in the depth direction, calculate the average value of the B concentration in an area of 20 μm from the deepest part to the surface side, and from the deepest part to the surface side. The absolute value of the difference between the average value of B concentration in a region of 20 μm from the deepest part to the maximum value of the measured value of B concentration in a region of 20 μm from the deepest part to the surface side is 0.0006% by mass or less, and , the absolute value of the difference between the average value of the B concentration in the region of 20 μm from the deepest part to the surface side and the minimum value of the measured value of B concentration in the region of 20 μm from the deepest part to the surface side is 0. If it is .0006% by mass or less, the measurement of the B concentration in the depth direction ends at that position. For example, if the measured value of the B concentration is obtained at a depth of 150 μm from the surface, the average value of the B concentration in the region 130 to 150 μm deep from the surface and the measured value of the B concentration in the region 130 to 150 μm deep from the surface The absolute value of the difference between the maximum value of If the absolute value of the difference from the minimum value is 0.0006% by mass or less, the measurement of the B concentration in the depth direction is terminated at a depth of 150 μm from the surface.
Even if the measurement of the B concentration in the depth direction cannot be completed because the requirements for completing the measurement described above are not met, the B concentration in the depth direction will be terminated as soon as the measurement of the B concentration at a depth of 200 μm from the surface is completed. Finish the measurement. Then, at the point when the measurement of the B concentration in the depth direction is completed, the area from the deepest part (the deepest position where the B concentration used for calculating the B removal index was obtained) to the region 20 μm from the deepest part to the surface side is The average value of the B concentration (hereinafter, the average value of the B concentration in this region will be referred to as the average B concentration at the deepest part of 20 μm) is used in the calculation of the B removal index below.
For convenience of measurement, for example, after measuring the B concentration from the surface to a depth of 200 μm, the above-mentioned termination condition for B concentration measurement in the depth direction is satisfied in a region 100 to 200 μm deep from the surface. The shallowest depth position may be found, and if that position is found, the B removal index may be calculated without using the B concentration measurement results at positions deeper than that depth position. For example, the B concentration may be measured from the surface to a depth of 200 μm, and in this case, in a region 100 μm or more from the surface, the shallowest depth position that satisfies the termination condition for the B concentration measurement in the depth direction. If there is, it is assumed that the measurement has ended at that depth position, and the B removal index is calculated.
表層領域以外の領域の金属組織は以下の方法により測定する。なお、表層領域以外の領域の金属組織は、表面から板厚の1/8深さから、表面から板厚の3/8深さまでの領域の金属組織について測定を行う。その理由は、この領域における金属組織が、ホットスタンプ成形体の代表的な金属組織を示すためである。 The metallographic structure of the region other than the surface region of the hot-stamped compact (for example, the region from the surface of the hot-stamped compact to a depth of 4/16 of the plate thickness to a depth of 5/16 of the plate thickness from the surface) is as follows: There are no particular limitations as long as the desired strength and hydrogen embrittlement resistance properties can be obtained, but for example, martensite and bainite with a total area percentage of 90 to 100% (90% or more, 100% or less), and 0 to 100% martensite and bainite It may consist of 10% (0% or more, 10% or less) of ferrite and retained austenite.
The metal structure in areas other than the surface layer area is measured by the following method. Note that the metallographic structure in a region other than the surface layer region is measured from a depth of 1/8 of the plate thickness from the surface to a depth of 3/8 of the plate thickness from the surface. The reason for this is that the metal structure in this region shows a typical metal structure of a hot-stamped molded product.
ホットスタンプ用鋼板は、上述の化学組成を有する。ホットスタンプ用鋼板の金属組織は、ホットスタンプ後に所望の強度および耐水素脆化特性を得ることができれば特に限定されないが、例えば、面積率で、フェライト:5~90%、ベイナイトおよびマルテンサイト:0~100%、パーライト:10~95%および残留オーステナイト:0~5%からなってもよい。この他に鉄炭化物、合金炭化物、金属間化合物、介在物を含んでもよい。 Next, a hot stamping steel plate for obtaining a hot stamping molded article according to the present embodiment will be explained.
The hot stamping steel plate has the above-mentioned chemical composition. The metal structure of the steel sheet for hot stamping is not particularly limited as long as the desired strength and hydrogen embrittlement resistance can be obtained after hot stamping, but for example, in terms of area ratio, ferrite: 5 to 90%, bainite and martensite: 0 ~100%, pearlite: 10~95%, and retained austenite: 0~5%. In addition, iron carbides, alloy carbides, intermetallic compounds, and inclusions may be included.
以下、本実施形態に係るホットスタンプ成形体を得るための、ホットスタンプ用鋼板の製造方法について説明する。上述したホットスタンプ成形体を得るためには、ホットスタンプ用鋼板の製造方法において、特に、焼鈍条件を制御することが効果的である。 Method for manufacturing a steel plate for hot stamping Hereinafter, a method for manufacturing a steel plate for hot stamping to obtain a hot stamping molded body according to the present embodiment will be described. In order to obtain the hot-stamped molded body described above, it is particularly effective to control the annealing conditions in the method for manufacturing a hot-stamped steel plate.
また、熱延鋼板の軟質化を目的として、巻取後のコイルに軟質化熱処理を施してもよい。軟質化熱処理の方法は特に限定されず、一般的な条件とすればよい。 Note that the casting method of molten steel, the conditions for heating before hot rolling, rough rolling, finish rolling, winding, and cold rolling are not particularly limited, and may be general conditions.
Further, for the purpose of softening the hot rolled steel sheet, the coil after winding may be subjected to a softening heat treatment. The method of softening heat treatment is not particularly limited, and general conditions may be used.
冷間圧延後は、酸化雰囲気にて15秒以上加熱する、焼鈍を行うことが好ましい。通常、焼鈍はスケール生成を抑制するために還元雰囲気で行うことが好ましいが、本実施形態では、酸化雰囲気にて焼鈍を行うことで、鋼板表面におけるスケール生成を促進する。ホットスタンプの加熱時には、鋼板表面に形成されたスケールが酸化源となり、表層領域のCおよびBが酸化する。酸化したCおよびBは、鋼板表層から離脱するため、表層領域ではCおよびB量が低減される。そのため、旧オーステナイト粒の強度が低下して変形し易くなり、ランダムな方位の結晶粒が生成し易くなる。これにより、所望の集合組織を持つ結晶粒を表層領域に生成させることができる。 Annealing After cold rolling, it is preferable to perform annealing by heating in an oxidizing atmosphere for 15 seconds or more. Normally, it is preferable to perform annealing in a reducing atmosphere in order to suppress scale formation, but in this embodiment, scale formation on the steel plate surface is promoted by performing annealing in an oxidizing atmosphere. During heating during hot stamping, the scale formed on the surface of the steel sheet becomes an oxidation source, and C and B in the surface layer region are oxidized. Since the oxidized C and B separate from the surface layer of the steel sheet, the amounts of C and B are reduced in the surface layer region. As a result, the strength of the prior austenite grains decreases and becomes easily deformed, making it easier to generate randomly oriented crystal grains. Thereby, crystal grains having a desired texture can be generated in the surface layer region.
なお、酸化雰囲気にて焼鈍を行った後に、酸化スケールが除去される処理(例えば、酸洗など)を行わない限り、再度、酸化雰囲気または無酸化雰囲気にて焼鈍工程を経ても良い。 Note that the heating temperature during annealing may be in the temperature range of 730 to 900°C, and by staying in this heating temperature range for 15 seconds or more, scale formation can be promoted while suppressing scale peeling. . The time for annealing is preferably 100 seconds or more, more preferably 200 seconds or more, and even more preferably 300 seconds or more. On the other hand, annealing for more than 3,600 seconds is undesirable because the prior austenite grain size becomes coarser, the grain boundary diffusion rate of B decreases, B removal does not proceed, and the B removal index does not exceed 0.05. . Therefore, the annealing time is preferably 3600 seconds or less.
Note that, after annealing in an oxidizing atmosphere, the annealing process may be performed again in an oxidizing atmosphere or a non-oxidizing atmosphere unless a treatment for removing oxide scale (for example, pickling) is performed.
鋼板表面の酸化スケールは後の工程においても残存させることが好ましい。すなわち、酸化スケールを残存させた状態で、後述のホットスタンプを行うことが好ましい。酸化スケールはホットスタンプ後にショットブラストにより除去される。
また、ホットスタンプ用鋼板の表面にめっき層を形成させた場合であっても、母材鋼板とめっき層との界面に酸化スケールは残存する。めっき層を形成させた場合には、ホットスタンプ前の加熱における合金化反応により、ホットスタンプ後において酸化スケールは消滅する。 In this embodiment, the oxidizing atmosphere may be any heating atmosphere that generates oxide scale on the surface layer of the steel sheet, and may be a general condition. For example, in a gas combustion atmosphere, it is preferable to create an atmosphere in which the mixture ratio of air and fuel (air-fuel ratio) is controlled to 1.00 or more, and more preferably to be controlled to 1.10 or more. It is preferable to generate an oxide scale of 15 μm or more on the surface of the steel sheet by annealing in an oxidizing atmosphere.
It is preferable that the oxidized scale on the surface of the steel sheet remain in subsequent steps. That is, it is preferable to perform hot stamping, which will be described later, with the oxide scale remaining. Oxide scale is removed by shot blasting after hot stamping.
Further, even when a plating layer is formed on the surface of a hot stamping steel sheet, oxide scale remains at the interface between the base steel sheet and the plating layer. When a plating layer is formed, the oxide scale disappears after hot stamping due to an alloying reaction during heating before hot stamping.
上述の方法により製造したホットスタンプ用鋼板をホットスタンプすることで、本実施形態に係るホットスタンプ成形体を得る。ホットスタンプの条件は特に限定されないが、例えば、ホットスタンプ用鋼板を800℃~1000℃の温度域に加熱し、この温度域にて60~1200秒間保持することが好ましい。 Hot Stamping A hot-stamped molded body according to the present embodiment is obtained by hot-stamping the hot-stamping steel plate manufactured by the method described above. Although hot stamping conditions are not particularly limited, it is preferable, for example, to heat the steel plate for hot stamping to a temperature range of 800° C. to 1000° C. and hold it in this temperature range for 60 to 1200 seconds.
当該温度域で保持してから、ホットスタンプする。ホットスタンプ後には、250℃以下の温度域まで、20℃/s以上の平均冷却速度で冷却すればよい。 Note that the heating atmosphere is not particularly limited and may be under normal conditions, such as the atmosphere, a gas combustion atmosphere with a controlled ratio of air and fuel, or a nitrogen atmosphere, and the dew point of these gases is controlled. Also good.
After holding in the relevant temperature range, hot stamping is performed. After hot stamping, cooling may be performed to a temperature range of 250°C or lower at an average cooling rate of 20°C/s or higher.
ただし、一部の例については、表中に記載のように、再焼鈍、めっき付与、または軟質化のための熱処理を行った。 The obtained hot stamping steel plate was heated to the temperature range listed in Tables 3A to 3C in a furnace continuously supplied with nitrogen gas, held in the temperature range, hot stamped, and then heated to a temperature of 250°C or less. Hot stamping was performed under conditions of cooling down to the temperature range at an average cooling rate of 20° C./s or more. As a result, hot-stamped molded bodies shown in Tables 4A to 4C were obtained.
However, some examples were subjected to re-annealing, plating, or heat treatment for softening as described in the table.
ホットスタンプ成形体の引張(最大)強さTSは、ホットスタンプ成形体の任意の位置からJIS Z 2241:2011に準拠して、5号試験片を作製し、引張試験を行うことで得た。なお、クロスヘッド速度は1mm/minとした。引張強さTSが2200MPa以上の場合を高い強度を有するとして合格と判定し、2200MPa未満の場合を高い強度を有さないとして不合格と判定した。 Tensile strength The tensile (maximum) strength TS of the hot-stamped molded product can be determined by preparing a No. 5 test piece from any position of the hot-stamped molded product in accordance with JIS Z 2241:2011 and performing a tensile test. Obtained. Note that the crosshead speed was 1 mm/min. A case where the tensile strength TS was 2200 MPa or more was judged to have high strength and was determined to pass, and a case where the tensile strength TS was less than 2200 MPa was judged to be failed as not to have high strength.
ホットスタンプ成形体の耐水素脆化特性は、次の方法により評価した。ホットスタンプ成形体の任意の位置から長さ68mm、幅6mmの試験片を採取し、試験片の端部を対して#200から#1500の炭化珪素ペーパーを使用して研磨した後、粒度1~6μmのダイヤモンドパウダーをアルコール等の希釈液および純水に分散させた液体を使用して鏡面に仕上げた。さらに、試験片の角部を#200から#1500の炭化珪素ペーパーを使用して面取りを施した。試験片に800MPa以上の応力を負荷し、室温にてpH4に調整した塩酸1リットルに48時間浸漬し、割れの有無を判定した。 Hydrogen embrittlement resistance The hydrogen embrittlement resistance of the hot-stamped molded product was evaluated by the following method. A test piece with a length of 68 mm and a width of 6 mm is taken from any position of the hot stamp molded body, and the edges of the test piece are polished using #200 to #1500 silicon carbide paper, and the grain size is 1 to 1. A mirror finish was obtained using a liquid in which 6 μm diamond powder was dispersed in diluted liquid such as alcohol and pure water. Furthermore, the corners of the test pieces were chamfered using #200 to #1500 silicon carbide paper. A stress of 800 MPa or more was applied to the test piece, and the test piece was immersed in 1 liter of hydrochloric acid adjusted to pH 4 at room temperature for 48 hours, and the presence or absence of cracks was determined.












Claims (2)
- 化学組成が、質量%で、
C :0.40%超、0.70%以下、
Si:0.010~3.000%、
Mn:0.10%以上、0.60%未満、
P :0.100%以下、
S :0.0100%以下、
N :0.0200%以下、
O :0.0200%以下、
Al:0.0010~0.5000%、
Nb:0.0010~0.1000%、
Ti:0.010~0.200%、
Cr:0.010~0.800%、
Mo:0.0010~1.0000%、
B :0.0005~0.0200%、
Co:0~4.00%、
Ni:0~3.00%、
Cu:0~3.00%、
V :0~3.00%、
W :0~3.00%、
Ca:0~1.0000%、
Mg:0~1.0000%、
REM:0~1.0000%、
Sb:0~1.000%、
Sn:0~1.000%、
Zr:0~1.000%、
As:0~0.100%、並びに、
残部:Feおよび不純物であり、
ホットスタンプ成形体の表面から、前記表面から板厚の1/25深さまでの領域である表層領域において、
ベイナイトの面積率が10%超であり、
集合組織の極密度の最大値が4.0以下であり、
脱B指標が0.05以上である
ことを特徴とするホットスタンプ成形体。 The chemical composition is in mass%,
C: more than 0.40%, less than 0.70%,
Si: 0.010-3.000%,
Mn: 0.10% or more, less than 0.60%,
P: 0.100% or less,
S: 0.0100% or less,
N: 0.0200% or less,
O: 0.0200% or less,
Al: 0.0010-0.5000%,
Nb: 0.0010-0.1000%,
Ti: 0.010-0.200%,
Cr: 0.010-0.800%,
Mo: 0.0010-1.0000%,
B: 0.0005-0.0200%,
Co: 0-4.00%,
Ni: 0-3.00%,
Cu: 0-3.00%,
V: 0 to 3.00%,
W: 0-3.00%,
Ca: 0-1.0000%,
Mg: 0 to 1.0000%,
REM: 0-1.0000%,
Sb: 0 to 1.000%,
Sn: 0-1.000%,
Zr: 0 to 1.000%,
As: 0 to 0.100%, and
The remainder: Fe and impurities,
In a surface layer region that is a region from the surface of the hot stamp molded body to a depth of 1/25 of the plate thickness from the surface,
The area ratio of bainite is more than 10%,
The maximum value of the polar density of the texture is 4.0 or less,
A hot-stamped molded article having a B removal index of 0.05 or more. - 前記化学組成が、質量%で、
Co:0.01~4.00%、
Ni:0.01~3.00%、
Cu:0.01~3.00%、
V :0.01~3.00%、
W :0.01~3.00%、
Ca:0.0001~1.0000%、
Mg:0.0001~1.0000%、
REM:0.0001~1.0000%、
Sb:0.001~1.000%、
Sn:0.001~1.000%、
Zr:0.001~1.000%、および
As:0.001~0.100%
からなる群から選択される1種または2種以上を含有することを特徴とする請求項1に記載のホットスタンプ成形体。 The chemical composition is in mass%,
Co: 0.01-4.00%,
Ni: 0.01 to 3.00%,
Cu: 0.01-3.00%,
V: 0.01 to 3.00%,
W: 0.01-3.00%,
Ca: 0.0001-1.0000%,
Mg: 0.0001 to 1.0000%,
REM: 0.0001-1.0000%,
Sb: 0.001 to 1.000%,
Sn: 0.001 to 1.000%,
Zr: 0.001 to 1.000%, and As: 0.001 to 0.100%
The hot-stamped molded article according to claim 1, characterized in that it contains one or more selected from the group consisting of:
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202380019834.4A CN118647743A (en) | 2022-04-14 | 2023-03-02 | Hot-stamping forming body |
| KR1020247025947A KR20240132338A (en) | 2022-04-14 | 2023-03-02 | Hot stamped molded body |
| JP2024514838A JPWO2023199635A1 (en) | 2022-04-14 | 2023-03-02 | |
| MX2024009297A MX2024009297A (en) | 2022-04-14 | 2023-03-02 | Hot-stamp-formed article. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022067023 | 2022-04-14 | ||
| JP2022-067023 | 2022-04-14 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023199635A1 true WO2023199635A1 (en) | 2023-10-19 |
Family
ID=88329336
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/007780 WO2023199635A1 (en) | 2022-04-14 | 2023-03-02 | Hot-stamp-formed article |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JPWO2023199635A1 (en) |
| KR (1) | KR20240132338A (en) |
| CN (1) | CN118647743A (en) |
| MX (1) | MX2024009297A (en) |
| WO (1) | WO2023199635A1 (en) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020079925A1 (en) | 2018-10-18 | 2020-04-23 | Jfeスチール株式会社 | High yield ratio, high strength electro-galvanized steel sheet, and manufacturing method thereof |
| WO2020213179A1 (en) * | 2019-04-17 | 2020-10-22 | 日本製鉄株式会社 | Steel sheet and method for manufacturing same, and molded article |
| WO2021230149A1 (en) * | 2020-05-13 | 2021-11-18 | 日本製鉄株式会社 | Hot stamped molded body |
| WO2021230150A1 (en) * | 2020-05-13 | 2021-11-18 | 日本製鉄株式会社 | Hot stamp steel sheet and hot stamp molded body |
| JP2022067023A (en) | 2020-10-19 | 2022-05-02 | 株式会社カレントダイナミックス | Propulsion device |
-
2023
- 2023-03-02 KR KR1020247025947A patent/KR20240132338A/en unknown
- 2023-03-02 WO PCT/JP2023/007780 patent/WO2023199635A1/en active Application Filing
- 2023-03-02 JP JP2024514838A patent/JPWO2023199635A1/ja active Pending
- 2023-03-02 MX MX2024009297A patent/MX2024009297A/en unknown
- 2023-03-02 CN CN202380019834.4A patent/CN118647743A/en active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020079925A1 (en) | 2018-10-18 | 2020-04-23 | Jfeスチール株式会社 | High yield ratio, high strength electro-galvanized steel sheet, and manufacturing method thereof |
| WO2020213179A1 (en) * | 2019-04-17 | 2020-10-22 | 日本製鉄株式会社 | Steel sheet and method for manufacturing same, and molded article |
| WO2021230149A1 (en) * | 2020-05-13 | 2021-11-18 | 日本製鉄株式会社 | Hot stamped molded body |
| WO2021230150A1 (en) * | 2020-05-13 | 2021-11-18 | 日本製鉄株式会社 | Hot stamp steel sheet and hot stamp molded body |
| JP2022067023A (en) | 2020-10-19 | 2022-05-02 | 株式会社カレントダイナミックス | Propulsion device |
Also Published As
| Publication number | Publication date |
|---|---|
| MX2024009297A (en) | 2024-08-06 |
| KR20240132338A (en) | 2024-09-03 |
| CN118647743A (en) | 2024-09-13 |
| JPWO2023199635A1 (en) | 2023-10-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN113227428B (en) | High-strength hot-dip galvanized steel sheet and method for producing same | |
| EP2392683B1 (en) | High-strength hot-dip galvanized steel sheet and manufacturing method therefor | |
| JP2017048412A (en) | Hot-dip galvanized steel sheet, alloyed hot-dip galvanized steel sheet and production methods therefor | |
| WO2020203979A1 (en) | Coated steel member, coated steel sheet, and methods for producing same | |
| CN115003841A (en) | Steel sheet, member, and method for producing same | |
| WO2021193632A1 (en) | Hot-dipped galvanized steel sheet | |
| CN113906152B (en) | Hot-pressed molded body | |
| KR20180019213A (en) | Cold rolled steel sheet, plated steel sheet and methods for producing same | |
| WO2021230311A1 (en) | Steel sheet for hot stamping | |
| WO2023199635A1 (en) | Hot-stamp-formed article | |
| WO2023199638A1 (en) | Hot-stamp-formed article | |
| EP4079884A1 (en) | Steel sheet, member, and methods respectively for producing said steel sheet and said member | |
| CN115244204A (en) | Hot rolled steel plate | |
| JP7549277B2 (en) | Steel sheets for hot stamping and hot stamped products | |
| WO2021141097A1 (en) | Hot stamp molded body | |
| CN114787405B (en) | Hot-pressed molded body | |
| CN113874536B (en) | Hot stamp-molded body | |
| JP7063414B2 (en) | Steel plate | |
| CN113906151B (en) | Hot-pressed molded body | |
| CN116463546B (en) | 100 kg-level ultrahigh-strength galvanized steel sheet and manufacturing method thereof | |
| WO2023189183A1 (en) | Hot-stamp-formed article | |
| WO2023132344A1 (en) | Steel sheet and method for manufacturing same | |
| WO2023189174A1 (en) | Hot-stamp-formed article | |
| WO2023234337A1 (en) | Hot-stamp formed article | |
| WO2024195680A1 (en) | Steel sheet |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23788057 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2024514838 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2024/009297 Country of ref document: MX |
|
| ENP | Entry into the national phase |
Ref document number: 20247025947 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2401005016 Country of ref document: TH |