WO2023199635A1 - Article formé par estampage à chaud - Google Patents
Article formé par estampage à chaud Download PDFInfo
- Publication number
- WO2023199635A1 WO2023199635A1 PCT/JP2023/007780 JP2023007780W WO2023199635A1 WO 2023199635 A1 WO2023199635 A1 WO 2023199635A1 JP 2023007780 W JP2023007780 W JP 2023007780W WO 2023199635 A1 WO2023199635 A1 WO 2023199635A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- hot
- less
- content
- region
- stamped
- Prior art date
Links
- 239000002344 surface layer Substances 0.000 claims abstract description 31
- 229910001563 bainite Inorganic materials 0.000 claims abstract description 22
- 239000000203 mixture Substances 0.000 claims abstract description 15
- 239000000126 substance Substances 0.000 claims abstract description 15
- 239000012535 impurity Substances 0.000 claims description 8
- 229910052785 arsenic Inorganic materials 0.000 claims description 2
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 67
- 229910052739 hydrogen Inorganic materials 0.000 description 67
- 239000001257 hydrogen Substances 0.000 description 67
- 229910000831 Steel Inorganic materials 0.000 description 60
- 239000010959 steel Substances 0.000 description 60
- 239000010410 layer Substances 0.000 description 42
- 238000007747 plating Methods 0.000 description 37
- 238000005259 measurement Methods 0.000 description 34
- 230000000694 effects Effects 0.000 description 33
- 229910001566 austenite Inorganic materials 0.000 description 24
- 238000010438 heat treatment Methods 0.000 description 24
- 238000000034 method Methods 0.000 description 24
- 239000013078 crystal Substances 0.000 description 19
- 238000001887 electron backscatter diffraction Methods 0.000 description 19
- 229910000734 martensite Inorganic materials 0.000 description 18
- 238000000137 annealing Methods 0.000 description 17
- 239000012298 atmosphere Substances 0.000 description 17
- 238000004458 analytical method Methods 0.000 description 13
- 229910052751 metal Inorganic materials 0.000 description 13
- 239000002184 metal Substances 0.000 description 13
- 229910000859 α-Fe Inorganic materials 0.000 description 13
- 238000005096 rolling process Methods 0.000 description 12
- 239000003973 paint Substances 0.000 description 11
- 229920006395 saturated elastomer Polymers 0.000 description 11
- 238000005336 cracking Methods 0.000 description 10
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 10
- 230000000717 retained effect Effects 0.000 description 10
- 230000015572 biosynthetic process Effects 0.000 description 9
- 230000001590 oxidative effect Effects 0.000 description 9
- 238000005498 polishing Methods 0.000 description 9
- 229910052761 rare earth metal Inorganic materials 0.000 description 9
- 239000007788 liquid Substances 0.000 description 8
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 8
- 230000007423 decrease Effects 0.000 description 6
- 238000005246 galvanizing Methods 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 6
- 239000000446 fuel Substances 0.000 description 5
- 239000007789 gas Substances 0.000 description 5
- 238000001336 glow discharge atomic emission spectroscopy Methods 0.000 description 5
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 5
- 229910010271 silicon carbide Inorganic materials 0.000 description 5
- 238000005728 strengthening Methods 0.000 description 5
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 4
- 229910052799 carbon Inorganic materials 0.000 description 4
- 238000001816 cooling Methods 0.000 description 4
- 230000000593 degrading effect Effects 0.000 description 4
- 230000002542 deteriorative effect Effects 0.000 description 4
- 229910003460 diamond Inorganic materials 0.000 description 4
- 239000010432 diamond Substances 0.000 description 4
- 229910052742 iron Inorganic materials 0.000 description 4
- 239000000843 powder Substances 0.000 description 4
- 239000006104 solid solution Substances 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- 230000001133 acceleration Effects 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 3
- -1 aluminum-magnesium-zinc Chemical compound 0.000 description 3
- 238000004364 calculation method Methods 0.000 description 3
- 238000005097 cold rolling Methods 0.000 description 3
- 238000002485 combustion reaction Methods 0.000 description 3
- 229910000765 intermetallic Inorganic materials 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 239000002245 particle Substances 0.000 description 3
- 238000001556 precipitation Methods 0.000 description 3
- 238000004804 winding Methods 0.000 description 3
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 2
- CSDREXVUYHZDNP-UHFFFAOYSA-N alumanylidynesilicon Chemical compound [Al].[Si] CSDREXVUYHZDNP-UHFFFAOYSA-N 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- FJMNNXLGOUYVHO-UHFFFAOYSA-N aluminum zinc Chemical compound [Al].[Zn] FJMNNXLGOUYVHO-UHFFFAOYSA-N 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 230000002950 deficient Effects 0.000 description 2
- 230000003111 delayed effect Effects 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 238000002354 inductively-coupled plasma atomic emission spectroscopy Methods 0.000 description 2
- 239000011261 inert gas Substances 0.000 description 2
- 229910052748 manganese Inorganic materials 0.000 description 2
- QELJHCBNGDEXLD-UHFFFAOYSA-N nickel zinc Chemical compound [Ni].[Zn] QELJHCBNGDEXLD-UHFFFAOYSA-N 0.000 description 2
- 150000004767 nitrides Chemical class 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 230000000149 penetrating effect Effects 0.000 description 2
- 238000007670 refining Methods 0.000 description 2
- 229910052717 sulfur Inorganic materials 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 238000005275 alloying Methods 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- 238000005422 blasting Methods 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000002050 diffraction method Methods 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- 238000005315 distribution function Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 238000005324 grain boundary diffusion Methods 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 238000005098 hot rolling Methods 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 229910052747 lanthanoid Inorganic materials 0.000 description 1
- 150000002602 lanthanoids Chemical class 0.000 description 1
- 150000001247 metal acetylides Chemical class 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 239000012299 nitrogen atmosphere Substances 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 238000010422 painting Methods 0.000 description 1
- 229910001562 pearlite Inorganic materials 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 238000005554 pickling Methods 0.000 description 1
- 230000002250 progressing effect Effects 0.000 description 1
- 238000010791 quenching Methods 0.000 description 1
- 230000000171 quenching effect Effects 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 229910052706 scandium Inorganic materials 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 238000005496 tempering Methods 0.000 description 1
- 238000009864 tensile test Methods 0.000 description 1
- 150000003568 thioethers Chemical class 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
- 229910052727 yttrium Inorganic materials 0.000 description 1
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/02—Stamping using rigid devices or tools
- B21D22/022—Stamping using rigid devices or tools by heating the blank or stamping associated with heat treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/34—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
Definitions
- Hot stamping technology is progressing, in which press forming is performed after heating the steel plate to a high temperature in the austenite region where the steel plate becomes soft.
- Hot stamping is attracting attention as a technology that achieves both moldability into automobile parts and strength of automobile parts by performing quenching treatment in a mold at the same time as press working.
- Patent Document 1 discloses a high-yield ratio, high-strength electrogalvanized steel sheet in which the amount of diffusible hydrogen in the steel is 0.20 mass ppm or less and excellent bendability.
- Hydrogen embrittlement cracking is a phenomenon in which a steel member under high stress during use breaks down due to hydrogen penetrating into the steel from the external environment. This phenomenon is also called delayed fracture because of the manner in which the fracture occurs. It is generally known that hydrogen embrittlement cracking of a steel plate occurs more easily as the tensile strength of the steel plate increases. This is thought to be because the higher the tensile strength of the steel plate, the greater the stress remaining in the steel plate after forming the part. This susceptibility to hydrogen embrittlement cracking (delayed fracture) is called hydrogen embrittlement resistance.
- Patent Document 1 bendability is considered, but hydrogen embrittlement resistance is not considered.
- An object of the present invention is to provide a hot-stamped molded article that has high strength and excellent hydrogen embrittlement resistance.
- the hot stamp molded article according to one embodiment of the present invention has a chemical composition in mass %, C: more than 0.40%, less than 0.70%, Si: 0.010-3.000%, Mn: 0.10% or more, less than 0.60%, P: 0.100% or less, S: 0.0100% or less, N: 0.0200% or less, O: 0.0200% or less, Al: 0.0010-0.5000%, Nb: 0.0010-0.1000%, Ti: 0.010-0.200%, Cr: 0.010-0.800%, Mo: 0.0010-1.0000%, B: 0.0005-0.0200%, Co: 0-4.00%, Ni: 0-3.00%, Cu: 0-3.00%, V: 0 to 3.00%, W: 0-3.00%, Ca: 0-1.0000%, Mg: 0 to 1.0000%, REM: 0-1.0000%, Sb: 0 to 1.000%, Sn: 0-1.000%, Zr: 0
- the hot-stamped molded article according to (1) above has the chemical composition in mass %, Co: 0.01-4.00%, Ni: 0.01 to 3.00%, Cu: 0.01-3.00%, V: 0.01 to 3.00%, W: 0.01-3.00%, Ca: 0.0001-1.0000%, Mg: 0.0001 to 1.0000%, REM: 0.0001-1.0000%, Sb: 0.001 to 1.000%, Sn: 0.001 to 1.000%, Zr: 0.001 to 1.000%, and As: 0.001 to 0.100% It may contain one or more selected from the group consisting of:
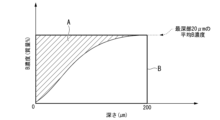
- FIG. 3 is a diagram for explaining how to obtain a B-free index.
- the present inventors have succeeded in improving the hydrogen embrittlement resistance of hot-stamped bodies by generating a desired amount of bainite in the surface layer region, creating a texture with a desired crystal orientation, and achieving a desired B removal index. It was found that the chemical properties can be improved.
- the hot-stamped molded article according to this embodiment has a chemical composition in mass %: C: more than 0.40% and 0.70% or less, Si: 0.010 to 3.000%, and Mn: 0.10%. or more, less than 0.60%, P: 0.100% or less, S: 0.0100% or less, N: 0.0200% or less, O: 0.0200% or less, Al: 0.0010 to 0.5000% , Nb: 0.0010-0.1000%, Ti: 0.010-0.200%, Cr: 0.010-0.800%, Mo: 0.0010-1.0000%, B: 0.0005 ⁇ 0.0200%, and the balance: Contains Fe and impurities. Each element will be explained below.
- C More than 0.40% and 0.70% or less C is an element that improves the strength of the hot stamp molded product. If the C content is less than 0.40%, the desired strength cannot be obtained in the hot-stamped molded product. Therefore, the C content is set to exceed 0.40%. The C content is preferably 0.42% or more or 0.44% or more. On the other hand, if the C content exceeds 0.70%, the amount of hydrogen trapped in martensite increases, making it impossible to obtain excellent hydrogen embrittlement resistance. Therefore, the C content is set to 0.70% or less. Preferably, the C content is 0.65% or less or 0.60% or less.
- Si 0.010-3.000% Si is an element that improves the strength of the hot stamp molded product through solid solution strengthening. If the Si content is less than 0.010%, desired strength cannot be obtained. Therefore, the Si content is set to 0.010% or more. The Si content is preferably 0.050% or more, 0.100% or more, or 0.150% or more. On the other hand, if the Si content exceeds 3.000%, the amount of ferrite increases and a desired metal structure cannot be obtained. Therefore, the Si content is set to 3.000% or less. The Si content is preferably 2.000% or less, 1.000% or less, or 0.600% or less.
- Mn 0.10% or more, less than 0.60%
- Mn is an element that improves the hardenability of steel and increases the strength of hot stamped compacts.
- the Mn content is set to 0.10% or more.
- the Mn content is preferably 0.20% or more or 0.25% or more.
- the Mn content is made less than 0.60%.
- the Mn content is 0.55% or less, 0.50% or less or 0.45% or less.
- P 0.100% or less
- P is an impurity element and reduces grain boundary strength by segregating at grain boundaries. This deteriorates the hydrogen embrittlement resistance of the hot stamped body.
- the P content is set to 0.100% or less.
- the P content is preferably 0.050% or less or 0.010% or less.
- the lower limit of the P content is not particularly limited, but may be 0%. However, reducing the P content to less than 0.0001% significantly increases the cost of removing P, which is economically unfavorable. Therefore, the P content may be 0.0001% or more, 0.001% or more, or 0.005% or more.
- S 0.0100% or less
- S is an impurity element and forms inclusions in steel. These inclusions trap a large amount of hydrogen and form regions where the hydrogen concentration locally increases, thereby degrading the hydrogen embrittlement resistance of the hot-stamped compact.
- the S content is set to 0.0100% or less.
- the S content is preferably 0.0080% or less, 0.0050% or less, or 0.0030% or less.
- the lower limit of the S content is not particularly limited, but may be 0%. However, if the S content is reduced to less than 0.0001%, the cost for removing S will increase significantly, which is economically unfavorable. Therefore, the S content may be 0.0001% or more, 0.0002% or more, 0.0003% or more, or 0.0010% or more.
- N is an impurity element and forms nitrides in steel. This nitride traps a large amount of hydrogen and forms regions where the hydrogen concentration locally increases, thereby degrading the hydrogen embrittlement resistance of the hot stamped body.
- the N content is set to 0.0200% or less.
- the N content is preferably 0.0150% or less, 0.0100% or less, 0.0060% or less, or 0.0040% or less.
- the lower limit of the N content is not particularly limited, but may be 0%. However, reducing the N content to less than 0.0001% significantly increases the cost of removing N, which is economically unfavorable. Therefore, the N content may be 0.0001% or more or 0.0010% or more.
- O 0.0200% or less
- O When O is contained in large amounts in steel, it forms coarse oxides. This oxide traps a large amount of hydrogen and forms regions where the hydrogen concentration locally increases, thereby deteriorating the hydrogen embrittlement resistance of the hot stamped product.
- the O content exceeds 0.0200%, the above effects become significant. Therefore, the O content is set to 0.0200% or less.
- the O content is preferably 0.0100% or less, 0.0070% or less, or 0.0040% or less.
- the O content may be 0%, but in order to disperse a large number of fine oxides during deoxidation of molten steel, the O content may be 0.0005% or more or 0.0010% or more.
- Al 0.0010-0.5000%
- Al is an element that has the effect of deoxidizing molten steel and making the steel sound.
- the Al content is set to 0.0010% or more.
- the Al content is preferably 0.0050% or more, 0.0100% or more, or 0.0300% or more.
- the Al content exceeds 0.5000%, coarse oxides will be generated in the steel.
- the Al content is set to 0.5000% or less.
- the Al content is preferably 0.4000% or less, 0.3000% or less, 0.2000% or less, or 0.1000% or less.
- Ti 0.010-0.200%
- Ti is an element that forms carbonitrides in steel and improves the strength of hot stamped products through precipitation strengthening. If the Ti content is less than 0.010%, desired strength cannot be obtained. Therefore, the Ti content is set to 0.010% or more.
- the Ti content is preferably 0.020% or more or 0.025% or more.
- the Ti content exceeds 0.200%, a large amount of coarse carbonitrides will be generated in the steel, resulting in sites where the hydrogen concentration locally increases, resulting in the durability of the hot-stamped compact. Hydrogen embrittlement properties deteriorate. Therefore, the Ti content is set to 0.200% or less.
- the Ti content is preferably 0.150% or less, 0.090% or less, 0.080% or less, 0.070% or less, 0.060% or less, or 0.050% or less.
- Cr:0.010 ⁇ 0.800% Cr is an element that increases the strength of the hot-stamped molded product by forming a solid solution in the prior austenite grains during heating before hot-stamping. If the Cr content is less than 0.010%, desired strength cannot be obtained. Therefore, the Cr content is set to 0.010% or more. The Cr content is preferably 0.100% or more, 0.150% or more, or 0.200% or more. On the other hand, if the Cr content exceeds 0.800%, a desired texture cannot be obtained in the hot-stamped molded product, and the hydrogen embrittlement resistance deteriorates. Therefore, the Cr content is set to 0.800% or less. The Cr content is preferably 0.700% or less, 0.500% or less, or 0.400% or less.
- Mo 0.0010-1.0000%
- Mo is an element that increases the strength of the hot-stamped molded product by forming a solid solution in the prior austenite grains during heating before hot-stamping. If the Mo content is less than 0.0010%, desired strength cannot be obtained. Therefore, the Mo content is set to 0.0010% or more.
- the Mo content is preferably 0.0100% or more, 0.0500% or more, or 0.1000% or more.
- the Mo content exceeds 1.0000%, a desired texture cannot be obtained in the hot-stamped molded product, and the hydrogen embrittlement resistance deteriorates. Therefore, the Mo content is set to 1.0000% or less. Mo content is preferably 0.8000% or less, 0.6000% or less, or 0.4000% or less.
- B 0.0005-0.0200%
- B is an element that improves the hardenability of steel. If the B content is less than 0.0005%, desired strength cannot be obtained. Therefore, the B content is set to 0.0005% or more.
- the B content is preferably 0.0010% or more or 0.0015% or more.
- the B content exceeds 0.0200%, coarse intermetallic compounds will be formed in the hot stamped product. This intermetallic compound becomes a site where the hydrogen concentration locally increases, degrading the hydrogen embrittlement resistance of the hot stamped product. Therefore, the B content is set to 0.0200% or less.
- the B content is preferably 0.0150% or less, 0.0100% or less, 0.0080% or less, 0.0040% or less, or 0.0030% or less.
- the hot stamp molded product may contain the following elements as optional elements. When the following arbitrary elements are not included, the content is 0%.
- Ni 0-3.00%
- Ni has the effect of increasing the strength of the hot-stamped molded product by solidly dissolving in the prior austenite grains during heating before hot-stamping.
- the Ni content is preferably 0.01% or more.
- the Ni content is 3.00% or less. If necessary, the upper limit of the Ni content may be set to 1.50%, 1.00%, 0.50%, 0.10%, 0.05% or 0.02%.
- V 0-3.00%
- V has the effect of forming carbonitrides in the steel and improving the strength of the hot stamped product through precipitation strengthening.
- the V content is preferably 0.01% or more.
- the V content is more preferably 0.05% or more.
- the V content is set to 3.00% or less. If necessary, the upper limit of the V content may be set to 1.50%, 1.00%, 0.50%, 0.10%, 0.05% or 0.02%.
- W 0-3.00% W has the effect of improving the strength of the hot stamp molded product.
- the W content is preferably 0.01% or more.
- the W content is preferably 0.05% or more.
- the W content is set to 3.00% or less. If necessary, the upper limit of the W content may be set to 1.50%, 1.00%, 0.50%, 0.10%, 0.05% or 0.02%.
- Ca 0 ⁇ 1.0000%
- Ca is an element that suppresses the formation of oxides that become the starting point of fracture, and contributes to improving the hydrogen embrittlement resistance of the hot stamped compact.
- the Ca content is preferably 0.0001% or more.
- the Ca content is set to 1.0000% or less. If necessary, the upper limit of the Ca content may be set to 0.1000%, 0.0100%, 0.0050%, 0.0010%, 0.0005% or 0.0002%.
- Mg 0-1.0000% Mg forms oxides and sulfides in molten steel, suppresses the formation of coarse MnS, and disperses many fine oxides, thereby refining the metal structure. This contributes to improving the hydrogen embrittlement resistance of the hot-stamped molded body.
- the Mg content is 0.0001% or more.
- the Mg content is set to 1.0000% or less. If necessary, the upper limit of the Mg content may be set to 0.1000%, 0.0100%, 0.0050%, 0.0010%, 0.0005% or 0.0002%.
- Sb 0-1.000% Sb suppresses the formation of coarse oxides that become sites that are accompanied by a local increase in hydrogen concentration. This contributes to improving the hydrogen embrittlement resistance of the hot-stamped molded body.
- the Sb content is preferably 0.001% or more.
- the Sb content is set to 1.000% or less. If necessary, the upper limit of the Sb content may be set to 0.100%, 0.050%, 0.020%, 0.010%, 0.005% or 0.002%.
- Sn 0-1.000% Sn suppresses the formation of coarse oxides that become sites that cause a local increase in hydrogen concentration. This contributes to improving the hydrogen embrittlement resistance of the hot-stamped molded body.
- the Sn content is preferably 0.001% or more.
- the Sn content is set to 1.000% or less. If necessary, the upper limit of the Sn content may be set to 0.100%, 0.050%, 0.020%, 0.010%, 0.005% or 0.002%.
- Zr 0-1.000% Zr suppresses the formation of coarse oxides that become sites associated with local increases in hydrogen concentration. This contributes to improving the hydrogen embrittlement resistance of the hot-stamped molded body.
- the Zr content is preferably 0.001% or more.
- the Zr content is set to 1.000% or less. If necessary, the upper limit of the Zr content may be set to 0.100%, 0.050%, 0.020%, 0.010%, 0.005% or 0.002%.
- the As content is preferably 0.001% or more.
- the As content is set to 0.100% or less. If necessary, the upper limit of the As content may be set to 0.100%, 0.050%, 0.020%, 0.010%, 0.005% or 0.002%.
- the surface of the hot-stamped molded product has a plating layer, a paint film, etc., as described below, for convenience, the area where the iron concentration is less than 90% by mass in GD-OES measurement, that is, the plating layers, paint films, etc. are excluded from the hot-stamped molded body, and the measurement point where the iron concentration is 90% by mass (that is, the interface between the base steel material and the plating layer, etc.) is regarded as the surface of the hot-stamped molded body.
- the plating layer, paint film, etc. were excluded from the hot-stamped product, but the thickness of the plating layer, paint film, etc.
- the thickness section of the sampled test piece by mirror polishing After finishing the thickness section of the sampled test piece by mirror polishing, it is observed using an optical microscope at 100x, 200x, 500x, and 1000x magnification. Depending on the size of the inclusion, select an observation result with an appropriate magnification that allows the size of the inclusion to be measured.
- the observation range is a width of 500 ⁇ m or more and the full thickness of the plate, and areas with low brightness are determined to be inclusions. When observing, you may observe from multiple fields of view.
- the same method as above is applied to the plane parallel to the plane rotated in 5° increments in the range of 0° to 180° with the thickness direction as the axis, using the thickness cross section initially observed by the above method as a reference. Observe the cross section according to the method.
- the hot stamping steel plate has the above-mentioned chemical composition.
- the metal structure of the steel sheet for hot stamping is not particularly limited as long as the desired strength and hydrogen embrittlement resistance can be obtained after hot stamping, but for example, in terms of area ratio, ferrite: 5 to 90%, bainite and martensite: 0 ⁇ 100%, pearlite: 10 ⁇ 95%, and retained austenite: 0 ⁇ 5%.
- iron carbides, alloy carbides, intermetallic compounds, and inclusions may be included.
- the oxidizing atmosphere may be any heating atmosphere that generates oxide scale on the surface layer of the steel sheet, and may be a general condition.
- a gas combustion atmosphere it is preferable to create an atmosphere in which the mixture ratio of air and fuel (air-fuel ratio) is controlled to 1.00 or more, and more preferably to be controlled to 1.10 or more.
- air-fuel ratio air-fuel ratio
- the oxidized scale on the surface of the steel sheet remain in subsequent steps. That is, it is preferable to perform hot stamping, which will be described later, with the oxide scale remaining. Oxide scale is removed by shot blasting after hot stamping.
- the conditions in the example are examples of conditions adopted to confirm the feasibility and effects of the present invention, and the present invention is based on this example of conditions. It is not limited.
- the present invention can adopt various conditions as long as the purpose of the present invention is achieved without departing from the gist of the present invention.
- the underline in the table indicates that it is outside the scope of the present invention, that it falls outside of the preferred manufacturing conditions, or that the characteristic value is unfavorable.
- the metal structure of the surface layer region of the hot-stamped molded article according to the example of the present invention contains martensite of 90% or more in terms of area %, and ferrite and retained austenite of 65% or less in total. was.
- the metal structure of the hot-stamped molded article according to the example of the present invention in a region other than the surface region consists of a total of 90% or more of martensite and bainite, and 10% or less of ferrite and retained austenite, in terms of area %. Ta.
- the measurement of the metallographic structure, B removal index, and extreme density of the texture of the hot-stamped compact was performed by the method described above.
- the mechanical properties of the hot-stamped molded product were evaluated by the following method.
- the tensile (maximum) strength TS of the hot-stamped molded product can be determined by preparing a No. 5 test piece from any position of the hot-stamped molded product in accordance with JIS Z 2241:2011 and performing a tensile test. Obtained. Note that the crosshead speed was 1 mm/min. A case where the tensile strength TS was 2200 MPa or more was judged to have high strength and was determined to pass, and a case where the tensile strength TS was less than 2200 MPa was judged to be failed as not to have high strength.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Thermal Sciences (AREA)
- Physics & Mathematics (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Heat Treatment Of Steel (AREA)
- Road Signs Or Road Markings (AREA)
- Heat Treatment Of Articles (AREA)
Abstract
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202380019834.4A CN118647743A (zh) | 2022-04-14 | 2023-03-02 | 热冲压成形体 |
| KR1020247025947A KR20240132338A (ko) | 2022-04-14 | 2023-03-02 | 핫 스탬프 성형체 |
| JP2024514838A JPWO2023199635A1 (fr) | 2022-04-14 | 2023-03-02 | |
| MX2024009297A MX2024009297A (es) | 2022-04-14 | 2023-03-02 | Cuerpo formado por estampado en caliente. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022067023 | 2022-04-14 | ||
| JP2022-067023 | 2022-04-14 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023199635A1 true WO2023199635A1 (fr) | 2023-10-19 |
Family
ID=88329336
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/007780 WO2023199635A1 (fr) | 2022-04-14 | 2023-03-02 | Article formé par estampage à chaud |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JPWO2023199635A1 (fr) |
| KR (1) | KR20240132338A (fr) |
| CN (1) | CN118647743A (fr) |
| MX (1) | MX2024009297A (fr) |
| WO (1) | WO2023199635A1 (fr) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020079925A1 (fr) | 2018-10-18 | 2020-04-23 | Jfeスチール株式会社 | Tôle en acier électrozingué hautement résistante et à haut rendement, et procédé de fabrication de celle-ci |
| WO2020213179A1 (fr) * | 2019-04-17 | 2020-10-22 | 日本製鉄株式会社 | Tôle d'acier et procédé de fabrication associé, et article moulé |
| WO2021230149A1 (fr) * | 2020-05-13 | 2021-11-18 | 日本製鉄株式会社 | Corps moulé estampé à chaud |
| WO2021230150A1 (fr) * | 2020-05-13 | 2021-11-18 | 日本製鉄株式会社 | Tôle d'acier pour estampage à chaud et corps moulé par estampage à chaud |
| JP2022067023A (ja) | 2020-10-19 | 2022-05-02 | 株式会社カレントダイナミックス | 推進装置 |
-
2023
- 2023-03-02 KR KR1020247025947A patent/KR20240132338A/ko unknown
- 2023-03-02 WO PCT/JP2023/007780 patent/WO2023199635A1/fr active Application Filing
- 2023-03-02 JP JP2024514838A patent/JPWO2023199635A1/ja active Pending
- 2023-03-02 MX MX2024009297A patent/MX2024009297A/es unknown
- 2023-03-02 CN CN202380019834.4A patent/CN118647743A/zh active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020079925A1 (fr) | 2018-10-18 | 2020-04-23 | Jfeスチール株式会社 | Tôle en acier électrozingué hautement résistante et à haut rendement, et procédé de fabrication de celle-ci |
| WO2020213179A1 (fr) * | 2019-04-17 | 2020-10-22 | 日本製鉄株式会社 | Tôle d'acier et procédé de fabrication associé, et article moulé |
| WO2021230149A1 (fr) * | 2020-05-13 | 2021-11-18 | 日本製鉄株式会社 | Corps moulé estampé à chaud |
| WO2021230150A1 (fr) * | 2020-05-13 | 2021-11-18 | 日本製鉄株式会社 | Tôle d'acier pour estampage à chaud et corps moulé par estampage à chaud |
| JP2022067023A (ja) | 2020-10-19 | 2022-05-02 | 株式会社カレントダイナミックス | 推進装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| MX2024009297A (es) | 2024-08-06 |
| KR20240132338A (ko) | 2024-09-03 |
| CN118647743A (zh) | 2024-09-13 |
| JPWO2023199635A1 (fr) | 2023-10-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN113227428B (zh) | 高强度热浸镀锌钢板及其制造方法 | |
| EP2392683B1 (fr) | Tôle d'acier de haute résistance galvanisée à chaud par trempage et son procédé de fabrication | |
| JP2017048412A (ja) | 溶融亜鉛めっき鋼板、合金化溶融亜鉛めっき鋼板、およびそれらの製造方法 | |
| WO2020203979A1 (fr) | Élément en acier revêtu, tôle d'acier revêtue et procédés de production d'un tel élément et d'une telle tôle d'acier | |
| CN115003841A (zh) | 钢板、部件及它们的制造方法 | |
| WO2021193632A1 (fr) | Tôle d'acier allié galvanisée par immersion à chaud | |
| CN113906152B (zh) | 热压成型体 | |
| KR20180019213A (ko) | 냉연 강판, 도금 강판 및 이것들의 제조 방법 | |
| WO2021230311A1 (fr) | Tôle d'acier pour estampage à chaud | |
| WO2023199635A1 (fr) | Article formé par estampage à chaud | |
| WO2023199638A1 (fr) | Article formé par estampage à chaud | |
| EP4079884A1 (fr) | Tôle d'acier, élément et procédés respectivement pour la production de ladite tôle d'acier et dudit élément | |
| CN115244204A (zh) | 热轧钢板 | |
| JP7549277B2 (ja) | ホットスタンプ用鋼板およびホットスタンプ成形体 | |
| WO2021141097A1 (fr) | Corps moulé par estampage à chaud | |
| CN114787405B (zh) | 热压成形体 | |
| CN113874536B (zh) | 热冲压成型体 | |
| JP7063414B2 (ja) | 鋼板 | |
| CN113906151B (zh) | 热压成型体 | |
| CN116463546B (zh) | 一种100公斤级超高强度镀锌钢板及其制造方法 | |
| WO2023189183A1 (fr) | Article formé par estampage à chaud | |
| WO2023132344A1 (fr) | Tôle en acier, et procédé de fabrication de celle-ci | |
| WO2023189174A1 (fr) | Article formé par estampage à chaud | |
| WO2023234337A1 (fr) | Article formé par estampage à chaud | |
| WO2024195680A1 (fr) | Tôle d'acier |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23788057 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2024514838 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2024/009297 Country of ref document: MX |
|
| ENP | Entry into the national phase |
Ref document number: 20247025947 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2401005016 Country of ref document: TH |