WO2023188082A1 - 加工装置 - Google Patents
加工装置 Download PDFInfo
- Publication number
- WO2023188082A1 WO2023188082A1 PCT/JP2022/015889 JP2022015889W WO2023188082A1 WO 2023188082 A1 WO2023188082 A1 WO 2023188082A1 JP 2022015889 W JP2022015889 W JP 2022015889W WO 2023188082 A1 WO2023188082 A1 WO 2023188082A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- processing
- processing light
- light
- irradiation
- optical system
- Prior art date
Links
- 238000012545 processing Methods 0.000 title claims abstract description 3016
- 230000003287 optical effect Effects 0.000 claims abstract description 882
- 239000000463 material Substances 0.000 claims abstract description 279
- 230000001678 irradiating effect Effects 0.000 claims abstract description 155
- 230000008859 change Effects 0.000 claims description 192
- 230000004075 alteration Effects 0.000 claims description 36
- 238000010521 absorption reaction Methods 0.000 claims description 25
- 238000001816 cooling Methods 0.000 claims description 23
- 238000001514 detection method Methods 0.000 claims description 16
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 8
- 229910052802 copper Inorganic materials 0.000 claims description 8
- 239000010949 copper Substances 0.000 claims description 8
- 238000012937 correction Methods 0.000 claims description 8
- 238000009826 distribution Methods 0.000 claims description 5
- 239000013256 coordination polymer Substances 0.000 description 96
- 238000012986 modification Methods 0.000 description 61
- 230000004048 modification Effects 0.000 description 61
- 238000003754 machining Methods 0.000 description 43
- 238000003672 processing method Methods 0.000 description 39
- 239000007789 gas Substances 0.000 description 36
- 238000007639 printing Methods 0.000 description 36
- RFHAOTPXVQNOHP-UHFFFAOYSA-N fluconazole Chemical group C1=NC=NN1CC(C=1C(=CC(F)=CC=1)F)(O)CN1C=NC=N1 RFHAOTPXVQNOHP-UHFFFAOYSA-N 0.000 description 35
- 238000000034 method Methods 0.000 description 26
- 239000004566 building material Substances 0.000 description 20
- 238000004590 computer program Methods 0.000 description 13
- 238000010586 diagram Methods 0.000 description 13
- 238000002156 mixing Methods 0.000 description 13
- 239000013307 optical fiber Substances 0.000 description 13
- 230000008569 process Effects 0.000 description 12
- 238000010926 purge Methods 0.000 description 11
- 239000003507 refrigerant Substances 0.000 description 11
- 230000006870 function Effects 0.000 description 10
- 230000005540 biological transmission Effects 0.000 description 9
- 238000012423 maintenance Methods 0.000 description 9
- 238000003466 welding Methods 0.000 description 9
- 238000004364 calculation method Methods 0.000 description 8
- 230000000694 effects Effects 0.000 description 7
- 238000000465 moulding Methods 0.000 description 7
- 230000010287 polarization Effects 0.000 description 7
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 6
- 239000000654 additive Substances 0.000 description 6
- 230000000996 additive effect Effects 0.000 description 6
- 230000007423 decrease Effects 0.000 description 6
- 239000007769 metal material Substances 0.000 description 6
- 230000004308 accommodation Effects 0.000 description 5
- 238000004422 calculation algorithm Methods 0.000 description 5
- 238000010438 heat treatment Methods 0.000 description 5
- 239000011261 inert gas Substances 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 5
- 238000005259 measurement Methods 0.000 description 5
- 239000000155 melt Substances 0.000 description 5
- 238000002844 melting Methods 0.000 description 5
- 230000008018 melting Effects 0.000 description 5
- 239000000843 powder Substances 0.000 description 5
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 4
- 239000011324 bead Substances 0.000 description 4
- 239000011248 coating agent Substances 0.000 description 4
- 238000000576 coating method Methods 0.000 description 4
- 239000002826 coolant Substances 0.000 description 4
- 229910001873 dinitrogen Inorganic materials 0.000 description 4
- 238000009434 installation Methods 0.000 description 4
- 238000010801 machine learning Methods 0.000 description 4
- 239000000203 mixture Substances 0.000 description 4
- 230000008439 repair process Effects 0.000 description 4
- 238000003860 storage Methods 0.000 description 4
- 239000000470 constituent Substances 0.000 description 3
- 230000015654 memory Effects 0.000 description 3
- 238000005192 partition Methods 0.000 description 3
- 239000012260 resinous material Substances 0.000 description 3
- 239000004065 semiconductor Substances 0.000 description 3
- 229910001220 stainless steel Inorganic materials 0.000 description 3
- 239000010935 stainless steel Substances 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 230000001133 acceleration Effects 0.000 description 2
- 229910052786 argon Inorganic materials 0.000 description 2
- 238000013528 artificial neural network Methods 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 239000011230 binding agent Substances 0.000 description 2
- 238000004040 coloring Methods 0.000 description 2
- 238000004891 communication Methods 0.000 description 2
- 238000000151 deposition Methods 0.000 description 2
- 230000008021 deposition Effects 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 238000001465 metallisation Methods 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 230000001902 propagating effect Effects 0.000 description 2
- 238000005086 pumping Methods 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- 230000003746 surface roughness Effects 0.000 description 2
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 2
- 229910052721 tungsten Inorganic materials 0.000 description 2
- 239000010937 tungsten Substances 0.000 description 2
- 239000013598 vector Substances 0.000 description 2
- 230000001154 acute effect Effects 0.000 description 1
- 238000013473 artificial intelligence Methods 0.000 description 1
- 230000015271 coagulation Effects 0.000 description 1
- 238000005345 coagulation Methods 0.000 description 1
- 238000005094 computer simulation Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 238000005265 energy consumption Methods 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 238000007730 finishing process Methods 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
- 238000003384 imaging method Methods 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 238000010884 ion-beam technique Methods 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 238000012806 monitoring device Methods 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 238000007500 overflow downdraw method Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 238000000110 selective laser sintering Methods 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
Images
























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/04—Automatically aligning, aiming or focusing the laser beam, e.g. using the back-scattered light
- B23K26/046—Automatically focusing the laser beam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/064—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/073—Shaping the laser spot
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/34—Laser welding for purposes other than joining
- B23K26/342—Build-up welding
Definitions
- the present invention relates, for example, to the technical field of a processing device that can perform additional processing on an object.
- Patent Document 1 An example of a processing device that can perform additional processing on an object is described in Patent Document 1.
- One of the technical challenges for such processing devices is properly processing objects.
- the first processing light emitted from the first light source and the second processing light emitted from the second light source different from the first light source and having a different peak wavelength from the first processing light.
- an irradiation optical system capable of irradiating an object, and a material supply member capable of supplying a modeling material to a molten pool formed by the first and second processing lights, the peak wavelength of the second processing light being is shorter than the peak wavelength of the first processing light, and a second region irradiated with the second processing light is wider than a first region irradiated with the first processing light.
- the processing device performs additional processing on an object, the first optical system capable of irradiating the object with a first processing light emitted from a first light source, and the first light source.
- a second optical system capable of irradiating the object with second processing light emitted from a different second light source and having a peak wavelength different from that of the first processing light; and a molten pool formed by the first and second processing light.
- a material supply member capable of supplying a modeling material
- the first optical system includes a first condenser that can change the condensing position of the first processing light along the irradiation direction of the first processing light.
- a light position changing member capable of deflecting the first processing light so as to change a first irradiation position where the first processing light is irradiated along a direction intersecting the irradiation direction of the first processing light
- a first deflection member the second optical system includes a second focusing position changing member capable of changing the focusing position of the second processing light along the irradiation direction of the second processing light; a second deflection member capable of deflecting the second processing light so as to change a second irradiation position where the second processing light is irradiated along a direction intersecting the irradiation direction of the second processing light; Processing equipment is provided.
- a processing apparatus that performs additional processing on an object, wherein the object is irradiated with first processing light emitted from a first light source, and a second light source different from the first light source.
- a first optical system capable of irradiating the object with second processing light emitted from the object and having a peak wavelength different from that of the first processing light; and a molten pool formed by the first and second processing lights, a modeling material.
- a material supplying member capable of supplying the first processing light
- the first optical system includes a first focusing position changing member capable of changing the focusing position of the first processing light along the irradiation direction of the first processing light.
- a processing device including a first deflection member capable of deflecting processing light is provided.
- the processing apparatus performs additional processing on an object, and is capable of irradiating the object with a first processing light, and irradiates the object with a second processing light having a different peak wavelength from the first processing light.
- a first optical system capable of irradiating an object; and a second optical system capable of irradiating the object with a fourth processing light having a peak wavelength different from that of the third processing light.
- the first optical system includes a first light focusing position changing member capable of changing the focusing position of the first processing light along the irradiation direction of the first processing light; a second light focusing position changing member that can be changed along the irradiation direction of the processing light; a first irradiation position where the first processing light is irradiated; and a second irradiation position where the second processing light is irradiated; a first deflection member capable of deflecting the first processing light and the second processing light so as to change the direction intersecting the irradiation direction of the first processing light and the second processing light;
- the second optical system includes a third light focusing position changing member capable of changing the focusing position of the third processing light along the irradiation direction of the third processing light, and a focusing position of the fourth processing light, 3.
- a fourth condensing position changing member that can be changed along the irradiation direction of the fourth processing light, a third irradiation position where the third processing light is irradiated, and a fourth irradiation where the fourth processing light is irradiated.
- a second deflection member capable of deflecting the third processing light and the fourth processing light so as to change the position along a direction intersecting the irradiation direction of the third processing light and the fourth processing light;
- a processing apparatus is provided that includes.
- a processing apparatus that performs additional processing on an object, the first optical system capable of irradiating the object with a first processing light, and the second optical system capable of irradiating the object with a second processing light.
- the first optical system includes an optical system and a material supply member capable of supplying a modeling material to a molten pool formed by the first and second processing lights, and the first optical system is configured to control the condensing position of the first processing lights. , a first light focusing position changing member that can be changed along the irradiation direction of the first processing light, and a first irradiation position where the first processing light is irradiated, intersecting the irradiation direction of the first processing light.
- a first deflection member capable of deflecting the first processing light so as to change along a first direction
- the second optical system changes the condensing position of the second processing light to
- a second light focusing position changing member that can be changed along the light irradiation direction and a second irradiation position where the second processing light is irradiated are arranged along a second direction intersecting the irradiation direction of the second processing light.
- a second deflection member capable of deflecting the second processing light so as to change the processing light.
- a processing apparatus that performs additional processing on an object, the first optical system capable of irradiating the object with a first processing light, and the second optical system capable of irradiating the object with a second processing light.
- an optical system capable of supplying a modeling material to a molten pool formed by the first and second processing lights; a first deflection member capable of deflecting the first processing light so as to change the irradiation position along a direction intersecting the irradiation direction of the first processing light; and a first deflection member capable of deflecting the first processing light, and detecting the intensity of the first processing light.
- a processing apparatus including a second deflection member capable of deflecting the second processing light, and a second detector capable of detecting the intensity of the second processing light.
- the processing head includes a focusing optical system that focuses processing light on an object, an electrical component used to control the processing light, and an optical axis of the focusing optical system.
- a support member adjacent to the processing head and supporting the processing head along the intersecting direction, the first distance between the electrical component and the support member in the direction intersecting the optical axis,
- a processing device is provided that is longer than a second distance between the optical axis and the support member in a direction intersecting the optical axis.
- an irradiation device capable of irradiating an object with a first processing light and a second processing light having a peak wavelength different from that of the first processing light;
- a processing device includes a material supply member capable of supplying a modeling material to a molten pool formed by at least one of the parts.
- an irradiation device capable of irradiating an object with a first processing light and a second processing light having a peak wavelength different from that of the first processing light; 2.
- a processing device includes a material supply member capable of supplying a modeling material at a position where the processing light is irradiated.
- an irradiation device capable of irradiating an object with a first processing light and a second processing light having a peak wavelength different from that of the first processing light;
- the irradiation area to be irradiated is provided with a material supply member capable of supplying a modeling material, and the irradiation area to which the first processing light is irradiated is at least partially overlapped with the area to which the second processing light is irradiated.
- Equipment is provided.
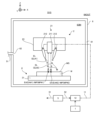
- FIG. 1 is a sectional view showing the appearance of the processing system of this embodiment.
- FIG. 2 is a sectional view showing the structure of the processing system of this embodiment.
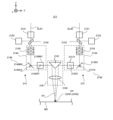
- FIG. 3 is a block diagram showing the configuration of the processing system of this embodiment.
- FIG. 4 is a cross-sectional view showing the structure of the irradiation optical system.
- FIG. 5(a) is a plan view showing the movement trajectory of the target irradiation area within the processing unit area
- FIG. 5(b) is a plan view showing the movement trajectory of the target irradiation area on the modeling surface.
- FIGS. 6(a) and 6(b) is a plan view showing the movement locus of the target irradiation area within the processing unit area
- FIG. 6(c) is a plan view showing the movement locus of the target irradiation area on the modeling surface.
- FIG. 3 is a plan view showing a movement trajectory.
- FIG. 7 is a perspective view showing a housing unit in which the irradiation optical system is housed.
- FIG. 8 is a bottom view showing the positional relationship between the X scanning motor and the Y scanning motor.
- FIG. 9 is a cross-sectional view showing an example of an irradiation optical system housed in a head housing to facilitate maintenance of the irradiation optical system.
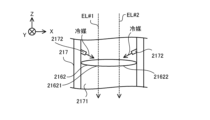
- FIG. 10 is a cross-sectional view showing a coolant supply nozzle that supplies coolant to at least a portion of the irradiation optical system.
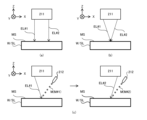
- FIGS. 11(a) to 11(e) is a cross-sectional view showing a situation in which a certain area on a workpiece is irradiated with processing light and a modeling material is supplied.
- FIGS. 11(a) to 11(e) is a cross-sectional view showing a situation in which a certain area on a workpiece is irradiated with processing light and a modeling material is supplied.
- FIGS. 11(a) to 11(e) is a cross-sectional view showing a situation in which a certain area on
- FIG. 12(a) to 12(c) is a cross-sectional view showing the process of modeling a three-dimensional structure.
- FIGS. 13(a) to 13(c) is a cross-sectional view showing two processing lights irradiated onto the modeling surface.
- FIGS. 14(a) and 14(b) is a cross-sectional view showing a three-dimensional structure modeled using a plurality of different types of modeling materials M.
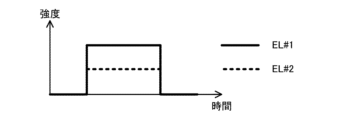
- FIG. 15 is a timing chart showing the intensities of the two processing lights.
- FIG. 16 is a timing chart showing the intensities of the two processing lights.
- FIG. 17 is a timing chart showing the intensities of the two processing lights.
- FIG. 18 is a timing chart showing the intensities of the two processing lights.
- FIG. 15 is a timing chart showing the intensities of the two processing lights.
- FIG. 16 is a timing chart showing the intensities of the two processing lights.
- FIG. 17 is a timing chart showing the intensities of the two processing lights.
- FIG. 19(a) is a plan view showing two beam spots formed on the modeling surface by two processing lights
- FIG. 19(b) is a plan view showing two beam spots (that is, two target irradiation areas). It is a top view which shows the movement locus on a modeling surface.
- FIG. 20(a) is a plan view showing two beam spots formed by two processing lights on the modeling surface
- FIG. 20(b) is a plan view showing two beam spots (that is, two target irradiation areas). It is a top view which shows the movement locus on a modeling surface.
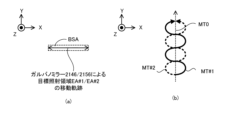
- FIG. 21 is a cross-sectional view showing processing light when a galvano-focus interlock control operation is performed to control the galvano mirror based on the control amount of the focus control optical system.
- FIG. 21 is a cross-sectional view showing processing light when a galvano-focus interlock control operation is performed to control the galvano mirror based on the control amount of the focus control optical system.
- FIG. 22 is a cross-sectional view showing processing light when a galvano-focus interlock control operation is performed to control the focus control optical system based on the control amount of the galvano mirror.
- FIG. 23 is a cross-sectional view showing the structure of the irradiation optical system included in the processing system in the first modification.
- FIG. 24 is a cross-sectional view showing the structure of the irradiation optical system included in the processing system in the second modification.
- FIG. 25 is a block diagram showing the configuration of a processing system in the third modification.
- FIG. 26 is a cross-sectional view showing the structure of the irradiation optical system included in the processing system in the third modification.
- FIG. 27 is a cross-sectional view showing the structure of the irradiation optical system included in the processing system in the fourth modification.
- FIG. 28 is a cross-sectional view showing the structure of the irradiation optical system included in the processing system in the fifth modification.
- FIG. 29 is a cross-sectional view showing the structure of the irradiation optical system included in the processing system in the fifth modification.
- FIG. 30 is a cross-sectional view showing the structure of the irradiation optical system included in the processing system in the sixth modification.
- a processing apparatus and a processing method will be described using a processing system SYS that can process a workpiece W, which is an example of an object.
- a processing system SYS that performs additional processing based on laser metal deposition (LMD).
- Additional processing based on the laser metallization welding method melts the modeling material M supplied to the workpiece W with processing light EL (that is, an energy beam having the form of light), thereby forming a part that is integrated with the workpiece W or a part of the workpiece W.
- processing light EL that is, an energy beam having the form of light
- each of the X-axis direction and the Y-axis direction is a horizontal direction (that is, a predetermined direction within a horizontal plane), and the Z-axis direction is a vertical direction (that is, a direction perpendicular to the horizontal plane). (and substantially in the vertical direction).
- the rotation directions (in other words, the tilt directions) around the X-axis, Y-axis, and Z-axis are referred to as the ⁇ X direction, the ⁇ Y direction, and the ⁇ Z direction, respectively.
- the Z-axis direction may be the direction of gravity.
- the XY plane may be set in the horizontal direction.
- FIG. 1 is a perspective view schematically showing the appearance of the processing system SYS of this embodiment.
- FIG. 2 is a sectional view schematically showing the structure of the processing system SYS of this embodiment.
- FIG. 3 is a system configuration diagram showing the system configuration of the processing system SYS of this embodiment.
- the processing system SYS is capable of performing additional processing on the workpiece W.
- the processing system SYS can form a molded object that is integrated with (or is separable from) the workpiece W by performing additional processing on the workpiece W.
- the additional processing performed on the workpiece W corresponds to processing for adding a shaped object to the workpiece W that is integrated with (or separable from) the workpiece W.
- the modeled object in this embodiment may mean any object modeled by the processing system SYS.
- the processing system SYS uses a three-dimensional structure (that is, a three-dimensional structure that has a size in any three-dimensional direction) as an example of a modeled object. , a structure having dimensions in the Y-axis direction and the Z-axis direction) ST can be formed.
- the processing system SYS can perform additional processing on the stage 31.
- the workpiece W is a placed object, which is an object placed on the stage 31, the processing system SYS can perform additional processing on the placed object.
- the object placed on the stage 31 may be another three-dimensional structure ST (that is, an existing structure) modeled by the processing system SYS.
- FIGS. 1 and 2 show an example in which the workpiece W is an existing structure placed on a stage 31. Further, the explanation will be continued below using an example in which the workpiece W is an existing structure placed on the stage 31.
- the workpiece W may be an item that requires repair and has a defective part.
- the processing system SYS may perform repair processing to repair the item requiring repair by performing additional processing to form a modeled object to compensate for the missing portion. That is, the additional processing performed by the processing system SYS may include additional processing that adds a shaped object to the workpiece W to compensate for a missing portion.
- the processing system SYS is capable of performing additional processing based on the laser overlay welding method.
- the processing system SYS can be said to be a 3D printer that processes objects using layered processing technology.
- the layered processing technology may also be referred to as rapid prototyping, rapid manufacturing, or additive manufacturing.
- the laser deposition welding method may be referred to as DED (Directed Energy Deposition).
- the processing system SYS using the lamination processing technique forms a three-dimensional structure ST in which the plurality of structural layers SL are stacked by sequentially forming a plurality of structural layers SL (see FIG. 12 described later).
- the processing system SYS first sets the surface of the workpiece W as a modeling surface MS for actually modeling the object, and models the first structural layer SL on the modeling surface MS.
- the processing system SYS sets the surface of the first structural layer SL as a new modeling surface MS, and models the second structural layer SL on the new modeling surface MS.
- the processing system SYS repeats the same operation to form a three-dimensional structure ST in which a plurality of structural layers SL are stacked.
- the processing system SYS performs additional processing by processing the modeling material M using the processing light EL, which is an energy beam.
- the modeling material M is a material that can be melted by irradiation with processing light EL having a predetermined intensity or higher.
- a modeling material M for example, at least one of a metallic material and a resinous material can be used.
- the metallic material include at least one of a material containing copper, a material containing tungsten, and a material containing stainless steel.
- the modeling material M other materials different from metal materials and resin materials may be used.
- the modeling material M is a powder material. That is, the modeling material M is a powder. However, the modeling material M may not be a powder.
- at least one of a wire-shaped modeling material and a gaseous modeling material may be used.
- the workpiece W may also be an object containing a material that can be melted by irradiation with the processing light EL having a predetermined intensity or higher.
- the material of the work W may be the same as the modeling material M, or may be different.
- the material of the workpiece W for example, at least one of a metallic material and a resinous material can be used.
- the metallic material include at least one of a material containing copper, a material containing tungsten, and a material containing stainless steel.
- other materials different from the metallic material and the resinous material may be used.
- the processing system SYS includes a material supply source 1, a processing unit 2, a stage unit 3, a light source 4, a gas supply source 5, and a control device, as shown in FIGS. 1 to 3. 7.
- the processing unit 2 and the stage unit 3 may be housed in a chamber space 63IN inside the housing 6.
- the processing system SYS may perform additional processing in the chamber space 63IN.
- at least one of the processing system SYS and the processing unit 2 may be referred to as a processing device.
- a material supply source 1 supplies a modeling material M to a processing unit 2.
- the material supply source 1 supplies a desired amount of modeling material M according to the required amount so that the amount of modeling material M required per unit time to perform additional processing is supplied to the processing unit 2. do.
- the processing unit 2 processes the modeling material M supplied from the material supply source 1 to create a modeled object.
- the processing unit 2 includes a processing head 21 and a head drive system 22.
- the processing head 21 includes an irradiation optical system 211 and a plurality of material nozzles 212.
- the processing head 21 may include a plurality of irradiation optical systems 211.
- Processing head 21 may include a single material nozzle 212.
- the irradiation optical system 211 is an optical system for emitting processing light EL. Specifically, the irradiation optical system 211 is optically connected to the light source 4 that emits (generates) the processing light EL via the light transmission member 41.
- An example of the optical transmission member 41 is at least one of an optical fiber and a light pipe.
- the processing system SYS includes two light sources 4 (specifically, light sources 4#1 and 4#2), and the irradiation optical system 211 includes a light transmission member 41#1. and 41#2, they are optically connected to light sources 4#1 and 4#2, respectively.
- the irradiation optical system 211 receives processing light EL propagating from the light source 4#1 via the light transmission member 41#1 and processing light EL propagating from the light source 4#2 via the light transmission member 41#2. and eject both.
- processing light EL when it is necessary to distinguish between the two processing lights EL emitted by the irradiation optical system 211, the processing light EL generated by the light source 4#1 may be referred to as “processing light EL” as necessary. #1”, and the processing light EL generated by the light source 4#2 is called “processing light EL#2”.
- the irradiation optical system 211 emits the processing light EL downward (that is, to the ⁇ Z side).
- a stage 31 is arranged below the irradiation optical system 211.
- the irradiation optical system 211 irradiates the molding surface MS with the emitted processing light EL.
- the irradiation optical system 211 may be referred to as an irradiation device.
- the irradiation optical system 211 directs the processing light to a target irradiation area (target irradiation position) EA that is set on the modeling surface MS as an area where the processing light EL is irradiated (typically, focused).
- the irradiation optical system 211 may change the processing light EL as necessary.
- the target irradiation area EA to which the processing light EL#1 is irradiated is referred to as the "target irradiation area EA#1"
- the target irradiation area EA to which the irradiation optical system 211 irradiates the processing light EL#2 is referred to as the "target irradiation area EA#2”. ”.
- the state of the irradiation optical system 211 can be switched between a state in which the target irradiation area EA is irradiated with the processed light EL and a state in which the target irradiation area EA is not irradiated with the processed light EL under the control of the control device 7.
- the direction of the processing light EL emitted from the irradiation optical system 211 is not limited to directly below (that is, coincident with the ⁇ Z-axis direction), but may be, for example, a direction tilted by a predetermined angle with respect to the Z-axis. Good too.
- the third optical system 216 (or the f ⁇ lens 2162 described below), which will be described later, is not limited to an optical system that is telecentric on the object side, but may be an optical system that is non-telecentric on the object side.
- the irradiation optical system 211 may form a molten pool MP on the modeling surface MS by irradiating the processing light EL to the modeling surface MS.
- the irradiation optical system 211 may form the molten pool MP#1 on the modeling surface MS by irradiating the processing light EL#1 onto the modeling surface MS.
- the irradiation optical system 211 may form the molten pool MP#2 on the modeling surface MS by irradiating the processing light EL#2 onto the modeling surface MS.
- Molten pool MP#1 and molten pool MP#2 may be integrated. Alternatively, molten pool MP#1 and molten pool MP#2 may be separated from each other.
- the molten pool MP#1 may not be formed on the modeling surface MS by the irradiation with the processing light EL#1.
- the molten pool MP#2 may not be formed on the modeling surface MS by the irradiation with the processing light EL#2.
- the material nozzle 212 supplies (for example, injects, jets, squirts, or sprays) the modeling material M.
- material nozzle 212 may be referred to as a material supply member.
- the material nozzle 212 is physically connected to the material supply source 1, which is a supply source of the modeling material M, via the supply pipe 11 and the mixing device 12.
- the material nozzle 212 supplies the modeling material M supplied from the material supply source 1 via the supply pipe 11 and the mixing device 12 .
- the material nozzle 212 may force-feed the modeling material M supplied from the material supply source 1 via the supply pipe 11.
- the modeling material M from the material supply source 1 and the transport gas (that is, a pressurized gas, for example, an inert gas such as nitrogen or argon) are mixed in the mixing device 12 and then passed through the supply pipe 11.
- the material may be pumped through the material nozzle 212 .
- the material nozzle 212 supplies the modeling material M together with the transport gas.
- the transport gas for example, purge gas supplied from the gas supply source 5 is used.
- a gas supplied from a gas supply source different from the gas supply source 5 may be used.
- the material nozzle 212 is drawn in a tube shape in FIG. 2, the shape of the material nozzle 212 is not limited to this shape.
- the material nozzle 212 supplies the modeling material M downward (that is, to the -Z side).
- a stage 31 is arranged below the material nozzle 212.
- the material nozzle 212 supplies the modeling material M toward the modeling surface MS. Note that the direction in which the modeling material M supplied from the material nozzle 212 is inclined at a predetermined angle (for example, an acute angle) with respect to the Z-axis direction, but even if it is on the ⁇ Z side (that is, directly below) good.
- the material nozzle 212 applies the modeling material M to a position where at least one of the processing lights EL#1 and EL#2 is irradiated (that is, at least one of the target irradiation areas EA#1 and EA#2). supply Therefore, the target supply area MA, which is set on the modeling surface MS as the area where the material nozzle 212 supplies the modeling material M, is configured to at least partially overlap with at least one of the target irradiation areas EA#1 and EA#2. , the material nozzle 212 and the irradiation optical systems 211#1 and 211#2 are aligned.
- the size of the target supply area MA may be larger than, smaller than, or the same as the size of at least one of the target irradiation areas EA#1 and EA#2.
- the material nozzle 212 may supply the modeling material M to the molten pool MP. Specifically, the material nozzle 212 may supply the modeling material M to at least one of the molten pool MP#1 and the molten pool MP#2. As described above, since the material nozzle 212 supplies the modeling material M from above the workpiece W, the material nozzle 212 supplies the modeling material M from a position away from the molten pool MP formed on the workpiece W. It may be assumed that there is. However, the material nozzle 212 does not need to supply the modeling material M to the molten pool MP.
- the processing system SYS melts the modeling material M from the material nozzle 212 with the processing light EL emitted from the irradiation optical system 211 before the modeling material M reaches the workpiece W, and transfers the melted modeling material M to the workpiece W. It may be attached to W.
- the processing head 21 may be housed in the head housing 23.
- the head housing 23 is a housing in which a housing space 231 (see FIG. 7 described later) for housing the irradiation optical system 211 and the material nozzle 212 is formed.
- the irradiation optical system 211 and the material nozzle 212 may be housed in the head housing 23.
- the head housing 23 may function as a support member that supports the processing head 21.
- the head housing 23 may be adjacent to the processing head 21 along a direction intersecting the Z-axis direction (for example, a direction along the XY plane).
- the head housing 23 may include a member adjacent to the processing head 21 along a direction intersecting the Z-axis direction (for example, a direction along the XY plane). Note that the head housing 23 will be described in detail later with reference to FIG. 7, etc., which will be described later.
- the head drive system 22 moves the processing head 21 under the control of the control device 7. That is, the head drive system 22 moves the irradiation optical system 211 and the material nozzle 212 under the control of the control device 7 .
- the head drive system 22 moves the processing head 21 along at least one of the X-axis direction, the Y-axis direction, the Z-axis direction, the ⁇ X direction, the ⁇ Y direction, and the ⁇ Z direction, for example.
- the operation of moving the processing head 21 along at least one of the ⁇ X direction, ⁇ Y direction, and ⁇ Z direction includes the rotational axis along the X-axis, the Y-axis, and the Z-axis. It may be considered that the operation is equivalent to rotating the processing head 21 around at least one rotation.
- the head drive system 22 moves the processing head 21 along the X-axis direction and the Z-axis direction.
- the head drive system 22 is attached to (or formed on) a column 221, which is a wall-shaped member extending upward along the Z-axis direction from the bed 30, which is the base of the stage unit 3, and the column 221, for example.
- a column 221 which is a wall-shaped member extending upward along the Z-axis direction from the bed 30, which is the base of the stage unit 3, and the column 221, for example.
- an X guide member 222 extending along the X-axis direction
- an X block member 223 attached to the X guide member 222 and movable along the X guide member 222
- a servo motor 224 that generates a force, a Z guide member 225 that is attached to (or formed on) the X block member 223 and extends along the Z-axis direction, and a Z guide member 225 that is attached to the Z guide member 225 and extends along the Z guide member 225.
- the Z-block member 226 may be movable, and a servo motor 227 that generates a driving force for moving the Z-block member 226 may be provided.
- the head drive system 22 particularly the Z block member 226) to which the processing head 21 is attached may be considered to be a support member that supports the processing head 21.
- the processing head 21 may be attached to the Z block member 226.
- the head housing 23 that accommodates the processing head 21 may be attached to the Z block member 226.
- the Z block member 226 may function as a support member that supports the processing head 21.
- the Z block member 226 may be adjacent to the processing head 21 along a direction intersecting the Z-axis direction (for example, a direction along the XY plane).
- the processing head 21 moves in the X-axis direction as the X-block member 223 moves, and moves in the Z-axis direction as the Z-block member 226 moves.
- the position of the processing head 21 in the X-axis direction changes, and as the position of the Z-block member 226 changes in the Z-axis direction, the position of the processing head 21 in the Z-axis direction changes.
- the position of the processing head 21 in is changed.
- the relative positional relationship between the processing head 21 and the stage 31 and the work W placed on the stage 31 changes.
- the positions of the processing head 21 relative to the stage 31 and the workpiece W change.
- the relative positional relationship between each of the target irradiation areas EA#1 and EA#2 and the target supply area MA and the workpiece W also changes.
- the target irradiation areas EA#1 and EA#2 and the target supply area MA are arranged in the X-axis direction and the Y-axis on the surface of the workpiece W (more specifically, the modeling surface MS on which additional processing is performed).
- the head drive system 22 may be considered to be moving the processing head 21 so that each of the target irradiation areas EA#1 and EA#2 and the target supply area MA moves on the modeling surface MS. .
- the stage unit 3 includes a bed 30, a stage 31, and a stage drive system 32.
- the stage 31 may be referred to as a mounting device.
- the stage 31 can support a work W placed on the stage 31.
- the stage 31 may be able to hold the work W placed on the stage 31.
- the stage 31 may include at least one of a mechanical chuck, an electrostatic chuck, a vacuum chuck, etc. to hold the workpiece W.
- the stage 31 does not need to be able to hold the work W placed on the stage 31.
- the work W may be placed on the stage 31 without a clamp.
- the workpiece W may be attached to a holder, or the holder to which the workpiece W is attached may be placed on the stage 31.
- the above-mentioned irradiation optical system 211 emits each of the processing lights EL#1 and EL#2 during at least part of the period during which the workpiece W is placed on the stage 31. Furthermore, the material nozzle 212 described above supplies the modeling material M during at least part of the period when the work W is placed on the stage 31.
- the stage drive system 32 moves the stage 31.
- the stage drive system 32 moves the stage 31 along at least one of the X axis, Y axis, Z axis, ⁇ X direction, ⁇ Y direction, and ⁇ Z direction, for example.
- the operation of moving the stage 31 along at least one of the ⁇ X direction, ⁇ Y direction, and ⁇ Z direction includes a rotation axis along the X axis (that is, the A axis) and a rotation axis along the Y axis (that is, the B axis). This may be considered to be equivalent to the operation of rotating the stage 31 around at least one of the rotation axis (that is, the C axis) and the rotation axis along the Z axis (in other words, the C axis).
- the stage drive system 32 moves the stage 31 along the Y-axis direction, and rotates the stage 31 around the respective rotation axes of the A-axis and the C-axis.
- the stage drive system 32 includes, for example, a Y guide member 321 that is attached to (or formed on) the bed 30 and extends along the Y-axis direction, and a Y guide member 321 that is attached to the Y guide member 321 and extends along the Y guide member 321.
- a trunnion (Y block member) 322 that is movable, a servo motor 323 that generates a driving force for moving the trunnion 322, and a cradle that is attached to the trunnion 322 and that is rotatable around the A axis relative to the trunnion 322.
- 324 and a servo motor (not shown) that generates a driving force for rotating the cradle 324.
- the stage 31 may be attached to the cradle 324 so as to be rotatable around the C-axis relative to the cradle 324 using a driving force generated by a servo motor (not shown).
- the stage 31 moves in the Y-axis direction in accordance with the movement of the trunnion 322, rotates around the A-axis in accordance with the rotation of the cradle 324, and rotates around the C-axis.
- each of the target irradiation areas EA#1 and EA#2 and the target supply area MA and the workpiece W also changes.
- each of the target irradiation areas EA#1 and EA#2 and the target supply area MA is arranged in the X-axis direction, the Y-axis direction, and the Z-axis direction on the surface of the workpiece W (more specifically, the modeling surface MS).
- the stage drive system 32 may be considered to be moving the stage 31 so that each of the target irradiation areas EA#1 and EA#2 and the target supply area MA moves on the modeling surface MS.
- the light source 4 emits, for example, at least one of infrared light, visible light, and ultraviolet light as processing light EL.
- the processing light EL may include a plurality of pulsed lights (that is, a plurality of pulsed beams).
- the processing light EL may be a laser beam.
- the light source 4 may include a laser light source (for example, a semiconductor laser such as a laser diode (LD). Examples of the laser light source include a fiber laser, a CO 2 laser, a YAG laser, an excimer laser, etc.
- the processing light EL does not need to be a laser beam.
- the light source 4 may include any light source (for example, at least one of an LED (Light Emitting Diode) and a discharge lamp). May contain.
- the processing system SYS includes a plurality of light sources 4 (specifically, light sources 4#1 and 4#2).
- the characteristics of the processing light EL#1 emitted by the light source 4#1 and the characteristics of the processing light EL#2 emitted by the light source 4#2 may be the same.
- the wavelength of processing light EL#1 typically, the peak wavelength that is the wavelength at which the intensity is maximum in the wavelength band of processing light EL#1
- the wavelength of processing light EL#2 typically, peak wavelength
- the wavelength band of the processing light EL#1 (typically, the range of wavelengths where the intensity is a certain value or more) and the wavelength band of the processing light EL#2 may be the same.
- the intensity of processing light EL#1 and the intensity of processing light EL#2 may be the same.
- the absorption rate of the workpiece W to the processing light EL#1 (or an object whose surface is the modeling surface MS, the same applies hereinafter) may be the same as the absorption rate of the workpiece W to the processing light EL#2. .
- the absorption rate of the workpiece W with respect to the peak wavelength of the processing light EL#1 and the absorption rate of the workpiece W with respect to the peak wavelength of the processing light EL#2 may be the same.
- the characteristics of the processing light EL#1 emitted by the light source 4#1 and the characteristics of the processing light EL#2 emitted by the light source 4#2 may be different.
- the wavelength (typically, peak wavelength) of processing light EL#1 and the wavelength (typically, peak wavelength) of processing light EL#2 may be different.
- the wavelength band of processing light EL#1 and the wavelength band of processing light EL#2 may be different.
- the intensity of processing light EL#1 and the intensity of processing light EL#2 may be different.
- the absorption rate of the workpiece W to the processing light EL#1 and the absorption rate of the workpiece W to the processing light EL#2 may be different.
- the peak wavelength of processing light EL#2 is shorter than the peak wavelength of processing light EL#1. That is, in this embodiment, an example will be described in which the peak wavelength of processing light EL#1 is longer than the peak wavelength of processing light EL#2.
- the light source 4#1 may emit near-infrared light (for example, light with a peak wavelength of 1070 nm or close to 1070 nm) as the processing light EL#1.
- the light source 4#2 may emit blue visible light (for example, light with a peak wavelength of 450 nm or close to 450 nm) as processing light EL#2.
- the processing system SYS includes a plurality of light sources 4 .
- the processing system SYS does not need to include the plurality of light sources 4.
- the processing system SYS does not need to include a single light source 4.
- the processing system may include, as a single light source 4, a light source that emits (supplies) light in a wide wavelength band or multiple wavelengths.
- the processing system SYS may generate processing light EL#1 and processing light EL#2 having different wavelengths by wavelength-dividing the light emitted from the light source.
- the gas supply source 5 is a purge gas supply source for purging the chamber space 63IN inside the housing 6.
- the purge gas includes an inert gas.
- An example of the inert gas is nitrogen gas or argon gas.
- the gas supply source 5 is connected to the chamber space 63IN via a supply port 62 formed in the partition member 61 of the housing 6 and a supply pipe 51 connecting the gas supply source 5 and the supply port 62.
- the gas supply source 5 supplies purge gas to the chamber space 63IN via the supply pipe 51 and the supply port 62.
- the chamber space 63IN becomes a space purged with the purge gas.
- the purge gas supplied to the chamber space 63IN may be exhausted from an outlet (not shown) formed in the partition member 61.
- the gas supply source 5 may be a cylinder containing an inert gas.
- the gas supply source 5 may be a nitrogen gas generator that generates nitrogen gas using the atmosphere as a raw material.
- the gas supply source 5 supplies the purge gas to the mixing device 12 to which the modeling material M from the material supply source 1 is supplied.
- the gas supply source 5 may be connected to the mixing device 12 via a supply pipe 52 that connects the gas supply source 5 and the mixing device 12.
- the gas supply source 5 supplies purge gas to the mixing device 12 via the supply pipe 52.
- the modeling material M from the material supply source 1 is supplied (specifically, , pumping). That is, the gas supply source 5 may be connected to the material nozzle 212 via the supply pipe 52, the mixing device 12, and the supply pipe 11. In that case, the material nozzle 212 supplies the modeling material M together with the purge gas for pumping the modeling material M.
- the control device 7 controls the operation of the processing system SYS.
- the control device 7 may control the processing unit 2 (for example, at least one of the processing head 21 and the head drive system 22) included in the processing system SYS to perform additional processing on the workpiece W.
- the control device 7 may control the stage unit 3 (for example, the stage drive system 32) included in the processing system SYS to perform additional processing on the workpiece W.
- the control device 7 may include, for example, a calculation device and a storage device.
- the arithmetic device may include, for example, at least one of a CPU (Central Processing Unit) and a GPU (Graphics Processing Unit).
- the storage device may include, for example, memory.
- the control device 7 functions as a device that controls the operation of the processing system SYS by the arithmetic device executing a computer program.
- This computer program is a computer program for causing the arithmetic device to perform (that is, execute) the operation to be performed by the control device 7, which will be described later. That is, this computer program is a computer program for causing the control device 7 to function so as to cause the processing system SYS to perform the operations described below.
- the computer program executed by the arithmetic device may be recorded in a storage device (that is, a recording medium) provided in the control device 7, or may be stored in any storage device built into the control device 7 or externally attachable to the control device 7. It may be recorded on a medium (for example, a hard disk or a semiconductor memory). Alternatively, the computing device may download the computer program to be executed from a device external to the control device 7 via the network interface.
- a storage device that is, a recording medium
- the computing device may download the computer program to be executed from a device external to the control device 7 via the network interface.
- the control device 7 may control the emission mode of the processing light EL by the irradiation optical system 211.
- the injection mode may include, for example, at least one of the intensity of the processing light EL and the emission timing of the processing light EL.
- the emission mode is, for example, the light emission time of the pulsed light, the light emission period of the pulsed light, and the ratio of the length of the light emission time of the pulsed light to the light emission period of the pulsed light. (so-called duty ratio).
- the control device 7 may control the manner in which the processing head 21 is moved by the head drive system 22.
- the control device 7 may control the manner in which the stage 31 is moved by the stage drive system 32.
- the movement mode may include, for example, at least one of a movement amount, a movement speed, a movement direction, and a movement timing (movement timing). Furthermore, the control device 7 may control the manner in which the modeling material M is supplied by the material nozzle 212.
- the supply mode may include, for example, at least one of supply amount (particularly supply amount per unit time) and supply timing (supply timing).
- the control device 7 does not need to be provided inside the processing system SYS.
- the control device 7 may be provided as a server or the like outside the processing system SYS.
- the control device 7 and the processing system SYS may be connected via a wired and/or wireless network (or a data bus and/or a communication line).
- a wired network for example, a network using a serial bus type interface represented by at least one of IEEE1394, RS-232x, RS-422, RS-423, RS-485, and USB may be used.
- a network using a parallel bus interface may be used.
- a network using an interface compliant with Ethernet typified by at least one of 10BASE-T, 100BASE-TX, and 1000BASE-T may be used.
- a network using radio waves may be used.
- An example of a network using radio waves is a network compliant with IEEE802.1x (for example, at least one of a wireless LAN and Bluetooth (registered trademark)).
- a network using infrared rays may be used.
- a network using optical communication may be used as the wireless network.
- the control device 7 and the processing system SYS may be configured to be able to transmit and receive various information via a network.
- control device 7 may be capable of transmitting information such as commands and control parameters to the processing system SYS via a network.
- the processing system SYS may include a receiving device that receives information such as commands and control parameters from the control device 7 via the network.
- the processing system SYS may include a transmitting device (that is, an output device outputting information to the control device 7) that transmits information such as commands and control parameters to the control device 7 via the network. good.
- a first control device that performs some of the processing performed by the control device 7 is provided inside the processing system SYS, while a second control device that performs another part of the processing performed by the control device 7 is provided inside the processing system SYS.
- the control device may be provided outside the processing system SYS.
- An arithmetic model that can be constructed by machine learning may be installed in the control device 7 by the arithmetic device executing a computer program.
- An example of a calculation model that can be constructed by machine learning is a calculation model that includes a neural network (so-called artificial intelligence (AI)).
- learning the computational model may include learning parameters (eg, at least one of weights and biases) of the neural network.
- the control device 7 may control the operation of the processing system SYS using the calculation model. That is, the operation of controlling the operation of the processing system SYS may include the operation of controlling the operation of the processing system SYS using a calculation model.
- the control device 7 may be equipped with an arithmetic model that has been constructed by offline machine learning using teacher data.
- the calculation model installed in the control device 7 may be updated by online machine learning on the control device 7.
- the control device 7 may use a calculation model installed in a device external to the control device 7 (that is, a device provided outside the processing system SYS). may be used to control the operation of the processing system SYS.
- the recording medium for recording the computer program executed by the control device 7 includes CD-ROM, CD-R, CD-RW, flexible disk, MO, DVD-ROM, DVD-RAM, DVD-R, DVD+R, and DVD.
- At least one of optical disks such as RW, DVD+RW and Blu-ray (registered trademark), magnetic media such as magnetic tape, magneto-optical disks, semiconductor memories such as USB memory, and any other arbitrary medium capable of storing programs is used. It's okay to be hit.
- the recording medium may include a device capable of recording a computer program (for example, a general-purpose device or a dedicated device in which a computer program is implemented in an executable state in the form of at least one of software and firmware).
- each process or function included in the computer program may be realized by a logical processing block that is realized within the control device 7 when the control device 7 (that is, the computer) executes the computer program, or It may be realized by hardware such as a predetermined gate array (FPGA (Field Programmable Gate Array), ASIC (Application Specific Integrated Circuit)) included in the control device 7, or it may be realized by a logical processing block and hardware.
- FPGA Field Programmable Gate Array
- ASIC Application Specific Integrated Circuit
- FIG. 4 is a cross-sectional view showing the structure of the irradiation optical system 211.
- the irradiation optical system 211 includes a first optical system 214, a second optical system 215, and a third optical system 216.
- the first optical system 214 is an optical system into which the processing light EL#1 emitted from the light source 4#1 enters.
- the first optical system 214 is an optical system that emits processing light EL#1 emitted from the light source 4#1 toward the third optical system 216.
- the second optical system 215 is an optical system into which the processing light EL#2 emitted from the light source 4#2 enters.
- the second optical system 215 is an optical system that emits processing light EL#2 emitted from the light source 4#2 toward the third optical system 216.
- the third optical system 216 is an optical system into which the processing light EL#1 emitted from the first optical system 214 and the processing light EL#2 emitted from the second optical system 215 enter.
- the third optical system 216 is an optical system that emits processing light EL#1 emitted from the first optical system 214 and processing light EL#2 emitted from the second optical system 215 toward the modeling surface MS. .
- the first optical system 214, the second optical system 215, and the third optical system 216 will be explained in order.
- the first optical system 214 includes a collimator lens 2141, a parallel plate 2142, a power meter 2143, and a galvano scanner 2144.
- the galvano scanner 2144 includes a focus control optical system 2145 and a galvanometer mirror 2146.
- the first optical system 214 does not need to include at least one of the collimator lens 2141, the parallel plate 2142, the power meter 2143, and the galvano scanner 2144.
- the galvano scanner 2144 does not need to include at least one of the focus control optical system 2145 and the galvanometer mirror 2146.
- Processing light EL#1 emitted from light source 4#1 enters collimator lens 2141.
- the collimator lens 2141 converts the processing light EL#1 that has entered the collimator lens 2141 into parallel light. Note that when the processed light EL#1 emitted from the light source 4#1 is parallel light (that is, the processed light EL#1 that is parallel light enters the first optical system 214), the first optical system 214 may not include the collimator lens 2141. In other words, the installation of the collimator lens 2141 may be omitted.
- the front focal point of the collimator lens 2141 is located near the exit end of the optical fiber.
- the collimator lens 2141 may be positioned such that the collimator lens 2141 converts the processing light EL#1 emitted from the optical fiber as a divergent light beam into parallel light. Processing light EL#1 converted into parallel light by the collimator lens 2141 enters the parallel plate 2142. A part of the processing light EL#1 incident on the parallel plate 2142 passes through the parallel plate 2142. Another part of the processing light EL#1 that has entered the parallel plate 2142 is reflected by the parallel plate 2142.
- the processing light EL#1 that has passed through the parallel plate 2142 is incident on the galvano scanner 2144. Specifically, the processing light EL#1 that has passed through the parallel plate 2142 is incident on the focus control optical system 2145 of the galvano scanner 2144.
- the focus control optical system 2145 is an optical member that can change the focusing position CP of the processing light EL#1 (hereinafter referred to as "focusing position CP#1"). For this reason, the focus control optical system 2145 may be referred to as a focusing position changing member. Specifically, the focus control optical system 2145 can change the focusing position CP#1 of the processing light EL#1 along the irradiation direction of the processing light EL#1 irradiated onto the modeling surface MS. In the example shown in FIG. 4, the irradiation direction of the processing light EL#1 irradiated onto the modeling surface MS is a direction in which the Z-axis direction is the main component.
- the focus control optical system 2145 can change the focusing position CP#1 of the processing light EL#1 along the Z-axis direction. Furthermore, since the irradiation optical system 211 irradiates the processing light EL onto the modeling surface MS from above the workpiece W, the irradiation direction of the processing light EL#1 is directed toward the modeling surface MS (for example, the surface of the workpiece W or the structural layer SL). This is the direction that intersects with Therefore, the focus control optical system 2145 can change the focusing position CP#1 of the processing light EL#1 along the direction intersecting the modeling surface MS (for example, the surface of the workpiece W or the structural layer SL). It may be considered as
- the focus control optical system 2145 may change the focusing position CP#1 of the processing light EL#1 so that the focusing position CP#1 of the processing light EL#1 is located on the modeling surface MS. That is, the focus control optical system 2145 may change the focusing position CP#1 of the processing light EL#1 so that the processing light EL#1 in the focused state is irradiated onto the modeling surface MS. In other words, the focus control optical system 2145 may change the focusing position CP#1 of the processing light EL#1 so that the object is modeled by the processing light EL#1 in the focused state.
- the focus control optical system 2145 adjusts the condensing position of the processing light EL#1 so that the condensing position CP#1 of the processing light EL#1 is located at a position away from the modeling surface MS along the Z-axis direction.
- CP#1 may be changed. That is, the focus control optical system 2145 may change the focusing position CP#1 of the processing light EL#1 so that the processing light EL#1 in a defocused state is irradiated onto the modeling surface MS. In other words, the focus control optical system 2145 may change the focusing position CP#1 of the processing light EL#1 so that the object is modeled by the processing light EL#1 in a defocused state.
- the amount of energy transmitted per unit time from the processing light EL#1 in the focused state to the modeling surface MS is the same as the amount of energy transmitted per unit time from the processing light EL#1 in the defocused state to the modeling surface MS. is different. Furthermore, the amount of energy transmitted per unit time from the processing light EL#1 in the defocused state to the modeling surface MS varies depending on the amount of defocus of the processing light EL#1. For this reason, the focus control optical system 2145 sets the condensing position CP# of the processing light L#1 so that the amount of energy transmitted per unit time from the processing light EL#1 to the modeling surface MS becomes a desired amount of energy. 1 may be changed. The focus control optical system 2145 may change the focusing position CP#1 of the processing light L#1 so that the defocus amount of the processing light EL#1 becomes a desired defocus amount.
- the irradiation direction of the processing light EL#1 may mean the irradiation direction of the processing light EL#1 emitted from the third optical system 216.
- the irradiation direction of the processing light EL#1 may be the same as the direction along the optical axis of the third optical system 216.
- the irradiation direction of the processing light EL#1 may be the same as the direction along the optical axis of the final optical member disposed closest to the modeling surface MS among the optical members constituting the third optical system 216.
- the final optical member may be an f ⁇ lens 2162, which will be described later.
- the final optical member may be the optical member disposed closest to the modeling surface MS among the plurality of optical members configuring the f ⁇ lens 2162. good.
- the focus control optical system 2145 may include, for example, a plurality of lenses arranged along the irradiation direction of the processing light EL#1. In this case, the focus control optical system 2145 moves at least one of the plurality of lenses along its optical axis direction to change the focusing position CP#1 of the processing light EL#1. good.
- the focus control optical system 2145 changes the focusing position CP#1 of the processing light EL#1, the positional relationship between the focusing position CP#1 of the processing light EL#1 and the modeling surface MS changes. In particular, the positional relationship between the focusing position CP#1 of the processing light EL#1 and the modeling surface MS in the irradiation direction of the processing light EL#1 changes. Therefore, the focus control optical system 2145 changes the focus position CP#1 of the processing light EL#1 and the modeling surface MS by changing the focus position CP#1 of the processing light EL#1. It may be considered that the positional relationship between the
- the galvano scanner 2144 does not need to include the focus control optical system 2145. Even in this case, if the positional relationship between the irradiation optical system 211 and the modeling surface MS in the irradiation direction of the processing light EL#1 changes, the condensing position of the processing light EL#1 in the irradiation direction of the processing light EL#1 The positional relationship between CP#1 and the modeling surface MS changes.
- the processing system SYS can adjust the focus position CP#1 of the processing light EL#1 in the irradiation direction of the processing light EL#1 and the The positional relationship with the surface MS can be changed.
- the processing system SYS uses the head drive system 22 to move the processing head 21 along the irradiation direction of the processing light EL#1, thereby increasing the processing light EL#1 in the irradiation direction of the processing light EL#1.
- the positional relationship between the condensing position CP#1 and the modeling surface MS may be changed.
- the processing system SYS uses the stage drive system 32 to move the stage 31 along the irradiation direction of the processing light EL#1, thereby concentrating the processing light EL#1 in the irradiation direction of the processing light EL#1.
- the positional relationship between optical position CP#1 and modeling surface MS may be changed.
- Processing light EL#1 emitted from the focus control optical system 2145 enters the galvanometer mirror 2146.
- the galvanometer mirror 2146 changes the emission direction of the processing light EL#1 emitted from the galvano mirror 2146 by deflecting the processing light EL#1. For this reason, galvano mirror 2146 may be referred to as a deflection member.
- the direction of the processing light EL#1 emitted from the galvanometer mirror 2146 is changed, the position from which the processing light EL#1 is emitted from the processing head 21 is changed.
- the target irradiation area EA#1 to which the processing light EL#1 is irradiated on the modeling surface MS moves. That is, the irradiation position on the modeling surface MS where the processing light EL#1 is irradiated is changed. Specifically, target irradiation area EA#1 moves along modeling surface MS. Target irradiation area EA#1 moves along the direction along modeling surface MS.
- the target irradiation area EA#1 moves along the direction intersecting the irradiation direction of the processing light EL#1. .
- the irradiation position of processing light EL#1 is changed along the modeling surface MS.
- the irradiation position of the processing light EL#1 is changed along the direction along the modeling surface MS.
- the irradiation position of processing light EL#1 is changed along the direction intersecting the irradiation direction of processing light EL#1.
- the target irradiation area EA#1 may be an area that is stationary with respect to the irradiation optical system 211 at a certain specific timing.
- the galvanometer mirror 2146 includes, for example, an X-scanning mirror 2146MX, an X-scanning motor 2146AX, a Y-scanning mirror 2146MY, and a Y-scanning motor 2146AY.
- Processing light EL#1 emitted from the focus control optical system 2145 enters the X scanning mirror 2146MX.
- the X-scanning mirror 2146MX reflects the processing light EL#1 that has entered the X-scanning mirror 2146MX toward the Y-scanning mirror 2146MY.
- the Y scanning mirror 2146MY reflects the processing light EL#1 that has entered the Y scanning mirror 2146MY toward the third optical system 216. Note that each of the X scanning mirror 2146MX and the Y scanning mirror 2146MY may be referred to as a galvano mirror.
- the X scanning motor 2146AX is a specific example of an electrical component used to control the processing light EL#1. Specifically, the X scanning motor 2146AX is a drive system that can electrically generate force. The X-scanning motor 2146AX uses electrically generated force to swing or rotate the X-scanning mirror 2146MX around a rotation axis along the Y-axis. As a result, the angle of the X-scanning mirror 2146MX with respect to the optical path of the processing light EL#1 incident on the X-scanning mirror 2146MX is changed.
- the processing light EL#1 scans the modeling surface MS along the X-axis direction by swinging or rotating the X-scanning mirror 2146MX. That is, the target irradiation area EA#1 moves along the X-axis direction on the modeling surface MS.
- the Y scanning motor 2146AY is a specific example of an electrical component used to control the processing light EL#1.
- Y scan motor 2146AY is a drive system that can electrically generate force.
- Y scan motor 2146AY uses electrically generated force to swing or rotate Y scan mirror 2146MY around a rotation axis along the X axis.
- the angle of the Y scanning mirror 2146MY with respect to the optical path of the processing light EL#1 incident on the Y scanning mirror 2146MY is changed.
- the processing light EL#1 scans the modeling surface MS along the Y-axis direction by swinging or rotating the Y-scanning mirror 2146MY. That is, the target irradiation area EA#1 moves along the Y-axis direction on the modeling surface MS.
- the virtual area in which the galvano mirror 2146 moves the target irradiation area EA#1 on the modeling surface MS is referred to as a processing unit area BSA (particularly processing unit area BSA#1).
- the target irradiation area EA#1 may be considered to move on the surface (first surface) of the modeling surface MS that overlaps with the processing unit area BSA#1.
- the galvanometer mirror 2146 moves the target irradiation area EA#1 on the printing surface MS while the positional relationship between the irradiation optical system 211 and the printing surface MS is fixed (that is, without changing).
- This area is referred to as a processing unit area BSA (particularly, processing unit area BSA#1).
- the processing unit area BSA#1 is a virtual area where the processing head 21 actually performs additional processing using the processing light EL#1 while the positional relationship between the irradiation optical system 211 and the modeling surface MS is fixed (in other words, , range).
- the processing unit area BSA#1 is a virtual area (in other words, a range) that the processing head 21 actually scans with the processing light EL#1 while the positional relationship between the irradiation optical system 211 and the modeling surface MS is fixed. show.
- the processing unit area BSA#1 indicates an area (in other words, a range) in which the target irradiation area EA#1 actually moves while the positional relationship between the irradiation optical system 211 and the modeling surface MS is fixed.
- the processing unit area BSA#1 may be considered to be a virtual area determined based on the processing head 21 (in particular, the irradiation optical system 211). That is, the processing unit area BSA#1 may be considered to be a virtual area located on the modeling surface MS at a position determined based on the processing head 21 (in particular, the irradiation optical system 211). Note that the maximum area in which the galvanometer mirror 2146 can move the target irradiation area EA#1 on the printing surface MS with the positional relationship between the irradiation optical system 211 and the printing surface MS fixed is defined as the processing unit area BSA#. It may be called 1.
- the positional relationship between the processing head 21 and the modeling surface MS changes. Therefore, the positional relationship between the galvanometer mirror 2146 provided in the processing head 21 and the modeling surface MS changes.
- the processing unit area BSA#1 determined based on the processing head 21 that is, the processing unit area BSA#1 in which the galvanometer mirror 2146 moves the target irradiation area EA#1 on the printing surface MS
- the operation of moving at least one of the processing head 21 and the stage 31 may be considered to be equivalent to the operation of moving the processing unit area BSA#1 with respect to the modeling surface MS.
- the galvanometer mirror 2146 performs processing under the assumption that the processing unit area BSA#1 is stationary (that is, not moving) on the modeling surface MS. Processing light EL#1 may be deflected so that target irradiation area EA#1 moves along a single direction within unit area BSA#1. In other words, the galvanometer mirror 2146 deflects the processing light EL#1 so that the target irradiation area EA#1 moves along a single direction within the coordinate system determined based on the processing unit area BSA#1. Good too.
- the galvano mirror 2146 is configured to move the target irradiation area EA#1 within the processing unit area BSA#1 under the assumption that the processing unit area BSA is stationary (that is, not moving) on the modeling surface MS.
- the processing light EL#1 may be deflected so that it reciprocates at least once along a single direction (in some cases, reciprocates repeatedly and regularly (that is, periodically)).
- the shape of the processing unit area BSA#1 to which the target irradiation area EA#1 moves may be a rectangular shape in which the moving direction of the target irradiation area EA#1 is the longitudinal direction.
- the galvanometer mirror 2146 is configured such that the processing unit area BSA#1 is stationary (that is, not moving) on the modeling surface MS. Under the assumed situation, processing light EL#1 may be deflected so that target irradiation area EA#1 moves along a plurality of directions within processing unit area BSA#1. In other words, the galvanometer mirror 2146 deflects the processing light EL#1 so that the target irradiation area EA#1 moves along a plurality of directions within the coordinate system determined based on the processing unit area BSA#1. good.
- the galvano mirror 2146 is configured to operate within the processing unit area BSA#1 under the assumption that the processing unit area BSA#1 is stationary (that is, not moving) on the modeling surface MS.
- Processing light EL#1 is set so that target irradiation area EA#1 reciprocates at least once along each of a plurality of directions (in some cases, repeatedly and regularly (that is, periodically) reciprocates). may be deflected.
- the target irradiation area EA#1 is moved in the X-axis direction and in the X-axis direction within the processing unit area BSA#1 so that the movement locus of the target irradiation area EA#1 within the processing unit area BSA#1 is circular.
- FIG. 6(b) shows that the target irradiation area EA#1 within the processing unit area BSA#1 is An example of reciprocating movement along each of the axial direction and the Y-axis direction is shown.
- the shape of the processing unit area BSA#1 to which the target irradiation area EA#1 moves may be rectangular.
- the control device 7 causes the processing unit area BSA#1 to move on the modeling surface MS during the period when the target irradiation area EA#1 is being moved within the processing unit area BSA#1 using the galvanometer mirror 2146. , at least one of the processing head 21 and the stage 31 may be moved. For example, in the example shown in FIG. 5(a), the control device 7 follows a movement trajectory MT0 that intersects (perpendicularly intersects) the movement direction of the target irradiation area EA#1 within the processing unit area BSA#1. Processing unit area BSA#1 may be moved along the same line. As a result, on the modeling surface MS, the target irradiation area EA#1 may move along the movement trajectory MT#1 shown in FIG.
- the target irradiation area EA#1 may move along a direction intersecting the movement trajectory MT0 while moving along the movement trajectory MT0 of the processing unit area BSA#1. That is, the target irradiation area EA#1 may move along a wave-shaped movement trajectory MT#1 that oscillates around the movement trajectory MT0.
- the control device 7 controls the direction along the movement direction of the target irradiation area EA#1 within the processing unit area BSA#1 and the processing unit area BSA.
- the processing unit area BSA#1 is moved along a movement trajectory MT0 extending along at least one of the directions intersecting (in some cases, orthogonal to) the movement direction of the target irradiation area EA#1 within #1.
- FIG. 6(c) shows the target irradiation area EA# on the modeling surface MS when the processing unit area BSA#1 shown in FIG. 6(a) moves along the movement trajectory MT0 on the modeling surface MS.
- 1 shows a movement trajectory MT#1 of No. 1.
- Each of the size in the X-axis direction and the size in the Y-axis direction of the processing unit area BSA#1 may be several millimeters. However, the size of the processing unit area BSA#1 is not limited to several millimeters.
- the processing unit area BSA#1 is scanned by the processing light EL#1 by the galvanometer mirror 2146. Therefore, the amount of energy transmitted from the processing light EL#1 to the processing unit area BSA#1 is greater than when the processing light EL#1 is irradiated onto the modeling surface MS without using the galvanometer mirror 2146.
- the possibility of variation within the processing unit area BSA#1 is reduced. That is, it is possible to equalize the amount of energy transmitted from the processing light EL#1 to the processing unit area BSA#1.
- the processing system SYS is able to model the object on the modeling surface MS with relatively high modeling accuracy.
- the processing system SYS does not need to irradiate the modeling surface MS with the processing light EL#1 in units of processing unit areas BSA#1.
- the processing system SYS may irradiate the modeling surface MS with the processing light EL#1 without using the galvanometer mirror 2146.
- the target irradiation area EA#1 may move on the modeling surface MS as at least one of the processing head 21 and the stage 31 moves.
- Power meter 2143 is a specific example of an electrical component used to control processing light EL#1.
- the power meter 2143 can detect the intensity of the processing light EL#1 that is incident on the power meter 2143.
- the power meter 2143 may include a light receiving element that detects the processing light EL#1 as light.
- the power meter 2143 may detect the intensity of the processing light EL#1 by detecting the processing light EL#1 as heat.
- the power meter 2143 may include a heat detection element that detects the heat of the processing light EL#1.
- the processing light EL#1 reflected by the parallel plate 2142 is incident on the power meter 2143. Therefore, the power meter 2143 detects the intensity of the processing light EL#1 reflected by the parallel plate 2142. Since the parallel plate 2142 is placed on the optical path of the processing light EL#1 between the light source 4#1 and the galvano mirror 2146, the power meter 2143 is arranged on the optical path of the processing light EL#1 between the light source 4#1 and the galvano mirror 2146. It may be assumed that the intensity of the processing light EL#1 traveling is detected.
- the power meter 2143 can stably detect the intensity of the processing light EL#1 without being affected by the deflection of the processing light EL#1 by the galvanometer mirror 2146.
- the arrangement position of the power meter 2143 is not limited to the example shown in FIG. 4.
- the power meter 2143 may detect the intensity of the processing light EL#1 traveling along the optical path between the galvanometer mirror 2146 and the modeling surface MS.
- the power meter 2143 may detect the intensity of the processing light EL#1 traveling along the optical path within the galvanometer mirror 2146.
- the detection result of the power meter 2143 is output to the control device 7.
- the control device 7 may control (in other words, change) the intensity of the processing light EL#1 based on the detection result of the power meter 2143 (that is, the detection result of the intensity of the processing light EL#1).
- the control device 7 may control the intensity of the processing light EL#1 so that the intensity of the processing light EL#1 on the modeling surface MS becomes a desired intensity.
- the control device 7 changes the intensity of the processing light EL#1 emitted from the light source 4#1 based on the detection result of the power meter 2143.
- the light source 4#1 may be controlled.
- the processing system SYS can appropriately model the object on the modeling surface MS by irradiating the processing light EL#1 having an appropriate intensity onto the modeling surface MS.
- the control device 7 that can control (change) the intensity of the processing light EL#1 may be referred to as an intensity changing device.
- an optical attenuator that can actively change the degree of optical attenuation may be disposed between the light source 4 #1 and the parallel plate 2142.
- the control device 7 uses an optical attenuator to change the intensity of the processing light EL#1. You may.
- the processing light EL#1 has an intensity capable of melting the modeling material M. Therefore, the processing light EL#1 incident on the power meter 2143 may have an intensity capable of melting the modeling material M. However, if the processing light EL#1 having an intensity capable of melting the modeling material M is incident on the power meter 2143, the power meter 2143 may be damaged by the processing light EL#1. Therefore, the processing light EL#1 having an intensity that is not strong enough to damage the power meter 2143 may be incident on the power meter 2143.
- the first optical system 214 controls the processing light EL#1 that is incident on the power meter 2143 so that the processing light EL#1 having an intensity that is not strong enough to damage the power meter 2143 is incident on the power meter 2143. You may weaken the strength of
- the reflectance of the parallel plate 2142 for the processing light EL#1 may be set to an appropriate value. Specifically, the lower the reflectance of the parallel plate 2142 for the processing light EL#1, the weaker the intensity of the processing light EL#1 that enters the power meter 2143. Therefore, the reflectance of the parallel plate 2142 is set to a value low enough to allow processing light EL#1 having an intensity that is not strong enough to damage the power meter 2143 to enter the power meter 2143. May be set.
- the reflectance of the parallel plate 2142 may be less than 10%.
- the reflectance of the parallel plate 2142 may be less than a few percent. Raw glass may be used as the parallel flat plate 2142 with low reflectance.
- the first optical system 214 may cause the processed light EL#1 to enter the power meter 2143 via a plurality of parallel plates 2142. good. Specifically, the processing light EL#1 that has been reflected multiple times by each of the parallel flat plates 2142 may be incident on the power meter 2143. In this case, the intensity of the processing light EL#1 reflected multiple times by the plurality of parallel flat plates 2142 is weaker than the intensity of the processing light EL#1 reflected once by one parallel plate 2142. Therefore, there is a high possibility that the processing light EL#1 having an intensity that is not strong enough to damage the power meter 2143 will be incident on the power meter 2143.
- the surface of the parallel plate 2142 (particularly at least one of the incident surface on which the processing light EL#1 is incident and the reflective surface on which the processing light EL#1 is reflected) may be subjected to a desired coating treatment.
- the surface of the parallel plate 2142 may be subjected to anti-reflection coating treatment (AR).
- AR anti-reflection coating treatment
- the second optical system 215 includes a collimator lens 2151, a parallel plate 2152, a power meter 2153, and a galvano scanner 2154.
- the galvano scanner 2154 includes a focus control optical system 2155 and a galvanometer mirror 2156.
- the second optical system 215 does not need to include at least one of the collimator lens 2151, the parallel plate 2152, the power meter 2153, and the galvano scanner 2154.
- the galvano scanner 2154 does not need to include at least one of the focus control optical system 2155 and the galvanometer mirror 2156.
- Processing light EL#2 emitted from light source 4#2 enters collimator lens 2151.
- the collimator lens 2151 converts the processing light EL#2 that has entered the collimator lens 2151 into parallel light. Note that when the processed light EL#2 emitted from the light source 4#2 is parallel light (that is, the processed light EL#2 that is parallel light enters the second optical system 215), the second optical system 215 may not include the collimator lens 2151. In other words, the installation of the collimator lens 2151 may be omitted.
- the front focal point of the collimator lens 2151 is located near the exit end of the optical fiber.
- the collimator lens 2151 may be positioned such that the collimator lens 2151 converts the processed light EL#2 emitted from the optical fiber as a divergent light beam into parallel light. Processing light EL#2 converted into parallel light by the collimator lens 2151 enters the parallel plate 2152. A part of the processing light EL#2 incident on the parallel plate 2152 passes through the parallel plate 2152. Another part of the processing light EL#2 that has entered the parallel plate 2152 is reflected by the parallel plate 2152.
- the processing light EL#2 that has passed through the parallel plate 2152 is incident on the galvano scanner 2154. Specifically, the processing light EL#2 that has passed through the parallel plate 2152 is incident on the focus control optical system 2155 of the galvano scanner 2154.
- the focus control optical system 2155 is an optical member that can change the focusing position CP of the processing light EL#2 (hereinafter referred to as "focusing position CP#2"). For this reason, the focus control optical system 2155 may be referred to as a focusing position changing member. Specifically, the focus control optical system 2155 can change the focusing position CP#2 of the processing light EL#2 along the irradiation direction of the processing light EL#2 that is irradiated onto the modeling surface MS. In the example shown in FIG. 4, the irradiation direction of the processing light EL#2 irradiated onto the modeling surface MS is a direction in which the Z-axis direction is the main component.
- the focus control optical system 2155 can change the focusing position CP#2 of the processing light EL#2 along the Z-axis direction. Furthermore, since the irradiation optical system 211 irradiates the processing light EL onto the modeling surface MS from above the workpiece W, the irradiation direction of the processing light EL#2 is directed toward the modeling surface MS (for example, the surface of the workpiece W or the structural layer SL). This is the direction that intersects with Therefore, the focus control optical system 2155 can change the focusing position CP#2 of the processing light EL#2 along the direction intersecting the modeling surface MS (for example, the surface of the workpiece W or the structural layer SL). It may be considered as
- the focus control optical system 2155 may change the focusing position CP#2 of the processing light EL#2 so that the focusing position CP#2 of the processing light EL#2 is located on the modeling surface MS. That is, the focus control optical system 2155 may change the focusing position CP#2 of the processing light EL#2 so that the processing light EL#2 in the focused state is irradiated onto the modeling surface MS. In other words, the focus control optical system 2155 may change the focusing position CP#2 of the processing light EL#2 so that the object is modeled by the processing light EL#2 in the focused state.
- the focus control optical system 2155 adjusts the condensing position of the processing light EL#2 such that the condensing position CP#2 of the processing light EL#2 is located at a position away from the modeling surface MS along the Z-axis direction.
- CP#2 may be changed. That is, the focus control optical system 2155 may change the focusing position CP#2 of the processing light EL#2 so that the processing light EL#2 in a defocused state is irradiated onto the modeling surface MS. In other words, the focus control optical system 2155 may change the focusing position CP#2 of the processing light EL#2 so that the object is modeled by the processing light EL#2 in a defocused state.
- the amount of energy transmitted per unit time from the processing light EL#2 in the focused state to the modeling surface MS is the same as the amount of energy transmitted per unit time from the processing light EL#2 in the defocused state to the modeling surface MS. is different. Furthermore, the amount of energy transmitted per unit time from the processing light EL#2 in the defocused state to the modeling surface MS varies depending on the amount of defocus of the processing light EL#2. For this reason, the focus control optical system 2155 sets the condensing position CP# of the processing light L#2 so that the amount of energy transmitted per unit time from the processing light EL#2 to the modeling surface MS becomes a desired amount of energy. 2 may be changed. The focus control optical system 2155 may change the focusing position CP#2 of the processing light L#2 so that the defocus amount of the processing light EL#2 becomes a desired defocus amount.
- the irradiation direction of the processing light EL#2 may mean the irradiation direction of the processing light EL#2 emitted from the third optical system 216.
- the irradiation direction of the processing light EL#2 may be the same as the direction along the optical axis of the third optical system 216.
- the irradiation direction of the processing light EL#2 may be the same as the direction along the optical axis of the final optical member disposed closest to the modeling surface MS among the optical members constituting the third optical system 216.
- the final optical member may be an f ⁇ lens 2162, which will be described later.
- the final optical member may be the optical member disposed closest to the modeling surface MS among the plurality of optical members configuring the f ⁇ lens 2162. good.
- the focus control optical system 2155 may include, for example, a plurality of lenses arranged along the irradiation direction of the processing light EL#2. In this case, the focus control optical system 2155 may change the focusing position CP of the processing light EL#2 by moving at least one of the plurality of lenses along its optical axis direction.
- the focus control optical system 2155 changes the focusing position CP#2 of the processing light EL#2, the positional relationship between the focusing position CP#2 of the processing light EL#2 and the modeling surface MS changes. In particular, the positional relationship between the focusing position CP#2 of the processing light EL#2 and the modeling surface MS in the irradiation direction of the processing light EL#2 changes. Therefore, the focus control optical system 2155 changes the focus position CP#2 of the processing light EL#2 and the modeling surface MS by changing the focus position CP#2 of the processing light EL#2. It may be considered that the positional relationship between the two is being changed.
- the galvano scanner 2154 does not need to include the focus control optical system 2155. Even in this case, if the positional relationship between the irradiation optical system 211 and the modeling surface MS in the irradiation direction of the processing light EL#2 changes, the condensing position of the processing light EL#2 in the irradiation direction of the processing light EL#2 The positional relationship between CP#2 and the modeling surface MS changes.
- the processing system SYS can adjust the focus position CP#2 of the processing light EL#2 in the irradiation direction of the processing light EL#2 and the The positional relationship with the surface MS can be changed.
- the processing system SYS uses the head drive system 22 to move the processing head 21 along the irradiation direction of the processing light EL#2, thereby increasing the processing light EL#2 in the irradiation direction of the processing light EL#2.
- the positional relationship between the condensing position CP#2 and the modeling surface MS may be changed.
- the processing system SYS uses the stage drive system 32 to move the stage 31 along the irradiation direction of the processing light EL#2, thereby concentrating the processing light EL#2 in the irradiation direction of the processing light EL#2.
- the positional relationship between optical position CP#2 and modeling surface MS may be changed.
- the galvano mirror 2156 changes the emission direction of the processing light EL#2 emitted from the galvanometer mirror 2156 by deflecting the processing light EL#2. For this reason, galvano mirror 2156 may be referred to as a deflection member.
- the direction of the processing light EL#2 emitted from the galvanometer mirror 2156 is changed, the position from which the processing light EL#2 is emitted from the processing head 21 is changed.
- the target irradiation area EA#2 to which the processing light EL#2 is irradiated on the modeling surface MS moves.
- the irradiation position on the modeling surface MS where the processing light EL#2 is irradiated is changed.
- target irradiation area EA#2 moves along modeling surface MS.
- Target irradiation area EA#2 moves along the direction along modeling surface MS.
- the target irradiation area EA#2 moves along the direction intersecting the irradiation direction of processing light EL#2.
- the irradiation position of processing light EL#2 is changed along the modeling surface MS.
- the irradiation position of the processing light EL#2 is changed along the direction along the modeling surface MS.
- the irradiation position of processing light EL#2 is changed along the direction intersecting the irradiation direction of processing light EL#2.
- the target irradiation area EA#2 may be an area that is stationary with respect to the irradiation optical system 211 at a certain specific timing.
- the galvanometer mirror 2156 includes, for example, an X-scanning mirror 2156MX, an X-scanning motor 2156AX, a Y-scanning mirror 2156MY, and a Y-scanning motor 2156AY.
- Processing light EL#2 emitted from the focus control optical system 2155 enters the X scanning mirror 2156MX.
- the X-scanning mirror 2156MX reflects the processing light EL#2 that has entered the X-scanning mirror 2156MX toward the Y-scanning mirror 2156MY.
- the Y scanning mirror 2156MY reflects the processing light EL#2 that has entered the Y scanning mirror 2156MY toward the third optical system 216. Note that each of the X scanning mirror 2156MX and the Y scanning mirror 2156MY may be referred to as a galvano mirror.
- the X scanning motor 2156AX is a specific example of an electrical component used to control the processing light EL#2. Specifically, the X scanning motor 2156AX is a drive system that can electrically generate force. The X-scanning motor 2156AX uses electrically generated force to swing or rotate the X-scanning mirror 2156MX around the rotation axis along the Y-axis. As a result, the angle of the X-scanning mirror 2156MX with respect to the optical path of the processing light EL#2 incident on the X-scanning mirror 2156MX is changed.
- the processing light EL#2 scans the modeling surface MS along the X-axis direction by swinging or rotating the X-scanning mirror 2156MX. That is, the target irradiation area EA#2 moves along the X-axis direction on the modeling surface MS.
- the Y scanning motor 2156AY is a specific example of an electrical component used to control the processing light EL#2.
- Y scan motor 2156AY is a drive system that can electrically generate force.
- Y scan motor 2156AY uses electrically generated force to swing or rotate Y scan mirror 2156MY around a rotation axis along the X axis.
- the angle of the Y scanning mirror 2156MY with respect to the optical path of the processing light EL#2 incident on the Y scanning mirror 2156MY is changed.
- the processing light EL#2 scans the modeling surface MS along the Y-axis direction by swinging or rotating the Y-scanning mirror 2156MY. That is, the target irradiation area EA#2 moves along the Y-axis direction on the modeling surface MS.
- the virtual area in which the galvano mirror 2156 moves the target irradiation area EA#2 on the modeling surface MS is referred to as a processing unit area BSA (particularly processing unit area BSA#2).
- the target irradiation area EA#2 may be considered to move on the surface (first surface) of the modeling surface MS that overlaps with the processing unit area BSA#2.
- the galvanometer mirror 2156 moves the target irradiation area EA#2 on the printing surface MS while the positional relationship between the irradiation optical system 211 and the printing surface MS is fixed (that is, without changing).
- This area is referred to as a processing unit area BSA (particularly, processing unit area BSA#2).
- the processing unit area BSA#2 is a virtual area where the processing head 21 actually performs additional processing using the processing light EL#2 while the positional relationship between the irradiation optical system 211 and the modeling surface MS is fixed (in other words, , range).
- the processing unit area BSA#2 is a virtual area (in other words, a range) that the processing head 21 actually scans with the processing light EL#2 while the positional relationship between the irradiation optical system 211 and the modeling surface MS is fixed. show.
- the processing unit area BSA#2 indicates an area (in other words, a range) in which the target irradiation area EA#2 actually moves while the positional relationship between the irradiation optical system 211 and the modeling surface MS is fixed.
- the processing unit area BSA#2 may be considered to be a virtual area determined based on the processing head 21 (in particular, the irradiation optical system 211). That is, the processing unit area BSA#2 may be considered to be a virtual area located on the modeling surface MS at a position determined based on the processing head 21 (in particular, the irradiation optical system 211). Note that the maximum area in which the galvanometer mirror 2146 can move the target irradiation area EA#2 on the printing surface MS with the positional relationship between the irradiation optical system 211 and the printing surface MS fixed is defined as the processing unit area BSA#. It may be called 2.
- the positional relationship between the processing head 21 and the modeling surface MS changes. Therefore, the positional relationship between the galvanometer mirror 2156 provided in the processing head 21 and the modeling surface MS changes.
- the processing unit area BSA#2 determined based on the processing head 21 that is, the processing unit area BSA#2 in which the galvanometer mirror 2156 moves the target irradiation area EA#2 on the printing surface MS
- the operation of moving at least one of the processing head 21 and the stage 31 may be considered to be equivalent to the operation of moving the processing unit area BSA#2 with respect to the modeling surface MS.
- the characteristics of the processing unit area BSA#2 may be the same as the characteristics of the processing unit area BSA#1 described above.
- the manner of movement of the target irradiation area EA#2 within the processing unit area BSA#2 is the same as the movement manner of the target irradiation area EA#1 within the processing unit area BSA#1 described above. There may be. Therefore, a detailed explanation of the characteristics of the processing unit area BSA#2 and the movement mode (for example, movement trajectory, etc.) of the target irradiation area EA#2 within the processing unit area BSA#2 will be omitted, but an example thereof is provided below. I will briefly explain about.
- the galvanometer mirror 2156 controls the processing unit area BSA #2 under the assumption that the processing unit area BSA#2 is stationary (that is, not moving) on the modeling surface MS.
- Processing light EL#2 may be deflected so that target irradiation area EA#2 moves along a single direction within #2.
- the target irradiation area EA#2 on the printing surface MS becomes as shown in FIG. 5(b). It is also possible to move along a movement trajectory MT#2 shown (for example, a wave-shaped movement trajectory MT#2 that vibrates around the movement trajectory MT0).
- the galvanometer mirror 2156 operates under the assumption that the processing unit area BSA#2 is stationary (that is, not moving) on the modeling surface MS.
- the processing light EL#2 may be deflected so that the target irradiation area EA#2 moves along a plurality of directions within the processing unit area BSA#2.
- the processing unit area BSA#1 and the processing unit area BSA#2 match. That is, the processing unit area BSA#1 is the same as the processing unit area BSA#2. Therefore, the galvanometer mirror 2156 may be considered to be deflecting the processing light EL#2 so that the target irradiation area EA#2 moves within the processing unit area BSA#1.
- the galvanometer mirror 2146 may be regarded as deflecting the processing light EL#1 so that the target irradiation area EA#1 moves within the processing unit area BSA#2.
- the processing unit area BSA#1 and the processing unit area BSA#2 may be partially different.
- the processing system SYS does not need to irradiate the modeling surface MS with the processing light EL#2 in units of processing unit areas BSA#2.
- the processing system SYS may irradiate the modeling surface MS with the processing light EL#2 without using the galvanometer mirror 2156.
- the target irradiation area EA#2 may move on the modeling surface MS as at least one of the processing head 21 and the stage 31 moves.
- Power meter 2153 is a specific example of an electrical component used to control processing light EL#2.
- the power meter 2153 can detect the intensity of the processing light EL#2 that is incident on the power meter 2153.
- the power meter 2153 may include a light receiving element that detects the processing light EL#2 as light.
- the power meter 2153 may detect the intensity of the processing light EL#2 by detecting the processing light EL#2 as heat.
- the power meter 2153 may include a heat detection element that detects the heat of the processing light EL#2.
- the power meter 2153 detects the intensity of the processing light EL#2 reflected by the parallel plate 2152. Since the parallel plate 2152 is placed on the optical path of the processing light EL#2 between the light source 4#2 and the galvano mirror 2156, the power meter 2153 is arranged on the optical path of the processing light EL#2 between the light source 4#2 and the galvano mirror 2156. It may be considered that the intensity of the processing light EL#2 traveling is detected.
- the power meter 2153 can stably detect the intensity of the processing light EL#2 without being affected by the deflection of the processing light EL#2 by the galvanometer mirror 2156.
- the arrangement position of the power meter 2153 is not limited to the example shown in FIG. 4.
- the power meter 2153 may detect the intensity of the processing light EL#2 traveling on the optical path between the galvanometer mirror 2156 and the modeling surface MS.
- the power meter 2153 may detect the intensity of the processing light EL#2 traveling along the optical path within the galvanometer mirror 2156.
- the detection result of the power meter 2153 is output to the control device 7.
- the control device 7 may control (in other words, change) the intensity of the processing light EL#2 based on the detection result of the power meter 2153 (that is, the detection result of the intensity of the processing light EL#2).
- the control device 7 may control the intensity of the processing light EL#2 so that the intensity of the processing light EL#2 on the modeling surface MS becomes a desired intensity.
- the control device 7 changes the intensity of the processing light EL#2 emitted from the light source 4#2 based on the detection result of the power meter 2153.
- the light source 4#2 may be controlled.
- the processing system SYS can appropriately model a model on the model surface MS by irradiating the model surface MS with the processing light EL#2 having an appropriate intensity.
- the control device 7 that can control (change) the intensity of the processing light EL#2 may be referred to as an intensity changing device.
- an optical attenuator that can actively change the degree of optical attenuation may be disposed between the light source 4 #2 and the parallel plate 2152.
- the control device 7 uses an optical attenuator to change the intensity of the processing light EL#2. You may.
- the processing light EL#2 has an intensity capable of melting the modeling material M. Therefore, the processing light EL#2 that enters the power meter 2153 may have an intensity that can melt the modeling material M. However, if the processing light EL#2 having an intensity capable of melting the modeling material M is incident on the power meter 2153, the power meter 2153 may be damaged by the processing light EL#2. Therefore, the processing light EL#2 having an intensity that is not strong enough to damage the power meter 2153 may be incident on the power meter 2153.
- the second optical system 215 controls the processing light EL#2 that is incident on the power meter 2153 so that the processing light EL#2 having an intensity that is not strong enough to damage the power meter 2153 is incident on the power meter 2153.
- the strength may be weakened.
- the reflectance of the parallel plate 2152 with respect to the processing light EL#2 may be set to an appropriate value. Specifically, the lower the reflectance of the parallel plate 2152 for the processing light EL#2, the weaker the intensity of the processing light EL#2 that enters the power meter 2153. Therefore, the reflectance of the parallel plate 2152 is set to a value low enough to allow processing light EL#2 having an intensity that is not strong enough to damage the power meter 2153 to enter the power meter 2153. May be set.
- the reflectance of the parallel plate 2152 may be less than 10%.
- the reflectance of the parallel plate 2152 may be less than a few percent. Raw glass may be used as the parallel flat plate 2152 with low reflectance.
- the second optical system 215 may cause the processed light EL#2 to enter the power meter 2153 via a plurality of parallel plates 2152. good. Specifically, the processing light EL#2 reflected multiple times by the parallel flat plates 2152 may be incident on the power meter 2153. In this case, the intensity of the processing light EL#2 reflected multiple times by the plurality of parallel flat plates 2152 is weaker than the intensity of the processing light EL#2 reflected once by the single parallel plate 2152. Therefore, there is a high possibility that the processing light EL#2 having an intensity that is not strong enough to damage the power meter 2153 will be incident on the power meter 2153.
- a desired coating treatment may be applied to the surface of the parallel plate 2152 (particularly at least one of the incident surface on which the processing light EL#2 is incident and the reflective surface on which the processing light EL#2 is reflected).
- the surface of the parallel plate 2152 may be subjected to anti-reflection coating treatment (AR).
- the third optical system 216 includes a prism mirror 2161 and an f ⁇ lens 2162.
- the prism mirror 2161 reflects each of the processing lights EL#1 and EL#2 toward the f ⁇ lens 2162.
- the prism mirror 2161 reflects the processing lights EL#1 and EL#2, which are incident on the prism mirror 2161 from different directions, in the same direction (specifically, towards the f ⁇ lens 2162).
- each of the processed light EL#1 emitted from the first optical system 214 and the processed light EL#2 emitted from the second optical system 215 can directly enter the f ⁇ lens 2162,
- the three-optical system 216 does not need to include the prism mirror 2161.
- the f ⁇ lens 2162 is an optical system for emitting each of the processing lights EL#1 and EL#2 reflected by the prism mirror 2161 toward the modeling surface MS. That is, the f ⁇ lens 2162 is an optical system for irradiating each of the processing lights EL#1 and EL#2 reflected by the prism mirror 2161 onto the modeling surface MS. As a result, the processing lights EL#1 and EL#2 that have passed through the f ⁇ lens 2162 are irradiated onto the modeling surface MS. Therefore, the f ⁇ lens 2162 may be referred to as an objective optical member.
- the f ⁇ lens 2162 may be an optical element that can condense each of the processing lights EL#1 and EL#2 onto a condensing surface.
- the f ⁇ lens 2162 may be referred to as a condensing optical system.
- the condensing surface of the f ⁇ lens 2162 may be set, for example, on the modeling surface MS.
- the third optical system 216 may be considered to include a condensing optical system with a projection characteristic of f ⁇ .
- the third optical system 216 may include a condensing optical system whose projection characteristics are different from f ⁇ .
- the third optical system 216 may include a condensing optical system with a projection characteristic of f ⁇ tan ⁇ .
- the third optical system 216 may include a condensing optical system with a projection characteristic of f ⁇ sin ⁇ .
- the optical axis AX of the f ⁇ lens 2162 is an axis along the Z-axis. Therefore, the f ⁇ lens 2162 emits each of the processing lights EL#1 and EL#2 along the Z-axis direction.
- the irradiation direction of the processing light EL#1 and the irradiation direction of the processing light EL#2 may be the same direction. Both the irradiation direction of processing light EL#1 and the irradiation direction of processing light EL#2 may be in the Z-axis direction.
- the irradiation direction of the processing light EL#1 and the irradiation direction of the processing light EL#2 may both be directions along the optical axis AX of the f ⁇ lens 2162. However, the irradiation direction of the processing light EL#1 and the irradiation direction of the processing light EL#2 may not be the same direction. The irradiation direction of processing light EL#1 and the irradiation direction of processing light EL#2 may be different directions.
- the f ⁇ lens 2162 may be composed of a single lens or a plurality of lenses.
- the f ⁇ lens 2162 may include a reflective mirror or a diffractive optical element.
- FIG. 7 is a perspective view showing the housing unit 217 in which the irradiation optical system 211 is housed. Note that the housing unit 217 shown in FIG. 7 is an example, and the structure of the housing unit 217 is not limited to the example shown in FIG. 7.
- the housing unit 217 includes a housing 21741, a housing 21751, a housing 21743, a housing 21753, a housing 21745, a housing 21755, a housing 21761, and a housing. 21762.
- the housing 21741 is a housing for accommodating the collimator lens 2141 inside.
- the housing 21751 is a housing for accommodating the collimator lens 2151 inside.
- the housing 21743 is a housing for accommodating the parallel plate 2142 and the power meter 2143 inside.
- the housing 21753 is a housing for accommodating the parallel plate 2152 and the power meter 2153 inside.
- the housing 21745 is a housing for accommodating the focus control optical system 2145 inside.
- the housing 21755 is a housing for accommodating the focus control optical system 2155 inside.
- the housing 21761 is a housing for accommodating the galvano mirror 2146, the galvano mirror 2156, and the prism mirror 2161 inside.
- the housing 21762 is a housing for accommodating the f ⁇ lens 2162 inside.
- the housing 21741, the housing 21751, the housing 21743, the housing 21753, the housing 21745, the housing 21755, the housing 21761, and the housing 21762 may be connected.
- the case 21741 is connected to the case 21743, the case 21751 is connected to the case 21753, the case 21743 is connected to the case 21745, and the case 21753 is connected to the case 21755.
- the cases 21745 and 21755 are connected to the case 21761, and the case 21761 is connected to the case 21762.
- the two casings that are connected to each other may be connected so that they can be separated from each other.
- two casings connected to each other may be inseparably connected to each other.
- Two casings that are connected to each other may be connected using a fastening member such as a screw.
- the housing 21751, the housing 21743, the housing 21753, the housing 21745, the housing 21755, the housing 21761, and the housing 21762 are arranged in the Z-axis direction (that is, processing lights EL#1 and EL# 2, which is the direction of the optical axis AX of the f ⁇ lens 2162).
- the housings 21741 and 21743 are aligned along the Z-axis direction
- the housings 21751 and 21753 are aligned along the Z-axis direction
- the housings 21743 and 21745 are aligned along the Z-axis direction.
- the housings 21753 and 21755 are lined up along the Z-axis direction
- the housings 21745 and 21755 and the housing 21761 are lined up along the Z-axis direction
- the housings 21761 and the housing 21762 are lined up along the Z-axis direction.
- the size of the housing unit 217 can be reduced in the direction intersecting the Z-axis direction. In other words, it is possible to reduce the size of the irradiation optical system 211 in the direction intersecting the Z-axis direction.
- the positional relationship between the X scanning motors 2146AX and 2156AX and the Y scanning motors 2146AY and 2156AY may be set. For example, as shown in FIG.
- the angles ⁇ 1 and ⁇ 2 may be set so that the size of the irradiation optical system 211 in the direction intersecting the Z-axis direction (in the example shown in FIG. 8, the X-axis direction) becomes a desired size.
- each of the angles ⁇ 1 and ⁇ 2 may be set to be 30° or more, for example.
- the size of the irradiation optical system 211 in the direction intersecting the Z-axis direction is smaller than when at least one of the angles ⁇ 1 and ⁇ 2 is less than 30°.
- the housing unit 217 may be housed in the head housing 23 for housing the processing head 21. That is, the irradiation optical system 211 may be housed in the head housing 23 while the irradiation optical system 211 is housed in the housing unit 217.
- the head housing 23 includes a plate-shaped rear wall member 232 along the XZ plane, and ⁇ Y It includes a pair of side wall members 233 that protrude along the axial direction and extend along the YZ plane. In this case, a space surrounded by the rear wall member 232 and the pair of side wall members 233 becomes the accommodation space 231 for accommodating the processing head 21.
- the housing unit 217 may be housed in a housing space 231 surrounded by a rear wall member 232 and a pair of side wall members 233.
- the head housing 23 may function as a support member that supports the processing head 21.
- each of the rear wall member 232 and the pair of side wall members 233 may also function as a support member that supports the processing head 21 (in particular, the irradiation optical system 211).
- Each of the rear wall member 232 and the pair of side wall members 233 may also be adjacent to the processing head 21 along a direction intersecting the Z-axis direction (for example, a direction along the XY plane).
- the housing unit 217 may be housed in the head housing 23 using an alignment member 2170 for aligning the housing unit 217 with the head housing 23.
- the alignment member 2170 may be a member for positioning the housing unit 217 with respect to the reference coordinates of the head drive system 22 to which the head housing 23 is attached.
- the housing unit 217 (in particular, the irradiation optical system 211 housed in the housing unit 217) is accommodated at an appropriate position within the housing unit 217. Therefore, the load of positioning the irradiation optical system 211 can be reduced.
- the material nozzle 212 is omitted in FIG. 7 to simplify the drawing.
- the material nozzle 212 may also be mounted in a fixed position relative to the irradiation optics 211. That is, the material nozzle 212 may be attached to a fixed position with respect to the housing unit 217 that houses the irradiation optical system 211.
- material nozzle 212 may be attached to alignment member 2170.
- material nozzle 212 may be attached to housing unit 217.
- the material nozzle 212 may be attached to the head housing 23.
- a general machine tool for example, an NC machine tool
- the head housing 23 may be attached to the main shaft of a machine tool as a tool (that is, as an end mill).
- the head housing 23 may be attached to a position secured by removing the main shaft of the machine tool.
- the head housing 23 (that is, the processing head 21) can be attached to a general machine tool.
- the size of the head housing 23 is reduced by arranging the housings 21751 to 21762 in the Z-axis direction as described above, the head housing 23 (that is, the processing head 21) becomes even easier to attach.
- the head housing 23 may house the irradiation optical system 211 so that the irradiation optical system 211 can be easily maintained. That is, the irradiation optical system 211 may be housed in the housing unit 217 so that maintenance of the irradiation optical system 211 is facilitated. In other words, the housing unit 217 housing the irradiation optical system 211 may be housed in the head housing 23 so that maintenance of the irradiation optical system 211 can be facilitated.
- An example of the irradiation optical system 211 housed in the head housing 23 to facilitate maintenance of the irradiation optical system 211 is shown in FIG. As shown in FIG.
- the irradiation optical system 211 is housed in the head housing 23 such that electrical components that are relatively likely to require maintenance are disposed at the front inside the head housing 23. You can leave it there.
- the electrical components is at least one of the power meter 2143, the power meter 2153, the X scan motor 2146AX, the X scan motor 2156AX, the Y scan motor 2146AY, and the Y scan motor 2146AY. be.
- the head housing 23 that accommodates the processing head 21 is also arranged in the chamber space 63IN.
- a door 65 that can be opened and closed may be formed in the partition member 61 of the casing 6 that forms the chamber space 63IN.
- the irradiation optical system 211 is configured such that an operator who performs maintenance of the irradiation optical system 211 can easily access the irradiation optical system 211 from the outside of the housing 6 through the door 65. It may be housed in the head housing 23. As an example, as shown in FIG.
- the head housing 23 is located on the opposite side of the rear wall member 232 of the head housing 23 with respect to the processing head 21 (in particular, the irradiation optical system 211) (in the example shown in FIG. , -Y side) such that the chamber space 63IN is located on the -Y side).
- the door 65 may be placed closer to the chamber space 63IN (in the example shown in FIG. 9, the ⁇ Y side) than the processing head 21 (in particular, the irradiation optical system 211).
- the electrical component may be placed closer to the door 65 than the rear wall member 232.
- the distance D1 between the electrical component and the rear wall member 232 in the direction intersecting the optical axis AX of the f ⁇ lens 2162 (in the example shown in FIG. 9, the direction intersecting the Z axis and the Y axis direction) is
- the irradiation optical system 211 may be housed in the head housing 23 so as to be longer than the distance D2 between the optical axis AX of the f ⁇ lens 2162 and the rear wall member 232 in the direction intersecting the optical axis AX.
- the distance D11 between each of the power meters 2143 and 2153 and the rear wall member 232 is longer than the distance D2 between the optical axis AX and the rear wall member 232.
- the X scanning motors 2146AX and 2156AX are arranged such that the distance D12 between each of the X scanning motors 2146AX and 2156AX and the rear wall member 232 is the same as that between the optical axis AX and the rear wall member 232. They are arranged in the head housing 23 so as to be longer than the distance D2. As a result, electrical components that are more likely to require maintenance are placed closer to the door 65 than when the distance D1 is shorter than the distance D2. As a result, maintenance of electrical components becomes easier.
- the processing system SYS may cool at least a portion of the irradiation optical system 211 housed in the accommodation space 2171. That is, the processing system SYS may cool the optical member included in the irradiation optical system 211. As a result, even if the irradiation optical system 211 is heated due to the processing light EL passing through the irradiation optical system 211, the temperature of the irradiation optical system 211 is maintained at an appropriate temperature. For example, the processing system SYS may cool at least one of the collimator lens 2141, the parallel plate 2142, the power meter 2143, and the galvano scanner 2144.
- the processing system SYS may cool at least one of the collimator lens 2151, the parallel plate 2152, the power meter 2153, and the galvano scanner 2154.
- the processing system SYS may cool at least one of the prism mirror 2161 and the f ⁇ lens 2162. An example in which the processing system SYS cools the f ⁇ lens 2162 will be described below.
- the processing system SYS may cool at least a portion of the irradiation optical system 211 housed in the housing space 2171 by using gas as a coolant.
- the processing system SYS may cool at least a portion of the irradiation optical system 211 housed in the housing space 2171 by using a liquid as a coolant.
- the housing unit 217 includes a refrigerant supply nozzle 2172 that supplies refrigerant to at least a portion of the irradiation optical system 211 (in the example shown in FIG. 10, at least a portion of the f ⁇ lens 2162). may be formed.
- the refrigerant supply nozzle 2172 is oriented diagonally downward so that the refrigerant supply direction by the refrigerant supply nozzle 2172 is directed toward the passing position of the processing lights EL#1 and EL#2 in the f ⁇ lens 2162. It is directed towards.
- the direction in which the refrigerant is supplied by the refrigerant supply nozzle 2172 is not limited to diagonally downward.
- the refrigerant is not limited to gas, and may be, for example, liquid.
- the f ⁇ lens 2162 irradiates each of the processing lights EL#1 and EL#2 onto the modeling surface MS.
- the processing light EL#1 and the characteristics of the processing light EL#2 are different, the processing light EL#1 of the first portion 21621 that is irradiated with the processing light EL#1 of the f ⁇ lens 2162
- the heating manner by the processing light EL#2 of the f ⁇ lens 2162 and the heating manner by the processing light EL#2 of the second portion 21622 that is irradiated with the processing light EL#2 of the f ⁇ lens 2162 may be different.
- the heating mode includes the temperature of the heated part, the temperature distribution of the heated part, the amount of change in temperature of the heated part (for example, the amount of change in temperature per unit time), and the amount of change in temperature of the heated part (for example, the amount of change in temperature per unit time).
- the energy consumption may include at least one of the following amounts of heat (for example, the amount of heat per unit time). For example, if the intensity of processing light EL#1 and the intensity of processing light EL#2 are different, the heating manner of the first portion 21621 and the heating manner of the second portion 21622 may be different. . As a result, the temperature of the first portion 21621 and the temperature of the second portion 21622 may become different.
- the processing system SYS may cool the f ⁇ lens 2162 so that the first portion 21621 and the second portion 21622 are cooled in different manners.
- the processing system SYS changes the cooling mode of the first portion 21621 and the cooling mode of the second portion 21622 so that the difference between the temperature of the first portion 21621 and the temperature of the second portion 21622 does not become excessively large.
- the f ⁇ lens 2162 may be cooled.
- the processing system SYS changes the cooling mode of the first portion 21621 and the cooling mode of the second portion 21622 so that the temperature of the first portion 21621 and the temperature of the second portion 21622 become the same. may be cooled.
- the cooling mode includes the temperature of the cooled part, the temperature distribution of the cooled part, the amount of change in temperature of the cooled part (for example, the amount of change in temperature per unit time), and the absorption from the cooled part. may include at least one of the amount of heat per unit time (for example, the amount of heat per unit time).
- first portion 21621 may be heated faster than second portion 21622.
- the processing system SYS may cool the first portion 21621 faster than the second portion 21622.
- the intensity of processing light EL#1 and the intensity of processing light EL#2 can be detected by power meters 2143 and 2153, respectively. Therefore, the processing system SYS may cool the f ⁇ lens 2162 based on the detection results of the power meters 2143 and 2153. For example, if the detection results of the power meters 2143 and 2153 indicate that the intensity of the processing light EL#1 is higher than the intensity of the processing light EL#2, the processing system SYS It may cool faster than the second portion 21622.
- the gas supplied from the refrigerant supply nozzle 2172 reduces the pressure in the housing space 2171 inside the housing unit 217 to the space outside the housing unit 217 (e.g. , chamber space 63IN). That is, the accommodation space 2171 inside the housing unit 217 may be a positive pressure space.
- unnecessary substances for example, modeling material M
- the possibility that unnecessary substances will adhere to the irradiation optical system 211 is reduced.
- the possibility that unnecessary substances adhering to the irradiation optical system 211 will prevent the irradiation of the processing light EL onto the modeling surface MS is reduced.
- the additional processing performed on the workpiece W corresponds to an operation of forming a formed object such that a formed object integrated with the workpiece W (or separable from it) is added to the workpiece W.
- additional processing for forming a three-dimensional structure ST which is a modeled object having a desired shape, will be described.
- the processing system SYS forms the three-dimensional structure ST by performing additional processing based on the laser overlay welding method. Therefore, the processing system SYS may model the three-dimensional structure ST by performing existing additional processing based on the laser overlay welding method.
- an example of the operation of modeling the three-dimensional structure ST using the laser overlay welding method will be briefly described.
- the processing system SYS forms a three-dimensional structure ST on the workpiece W based on three-dimensional model data (in other words, three-dimensional model information) of the three-dimensional structure ST to be formed.
- three-dimensional model data measurement data of a three-dimensional object measured by at least one of a measuring device provided within the processing system SYS and a three-dimensional shape measuring machine provided separately from the processing system SYS may be used.
- the processing system SYS sequentially models, for example, a plurality of layered partial structures (hereinafter referred to as "structural layers") SL arranged along the Z-axis direction.
- the processing system SYS sequentially shapes a plurality of structural layers SL one layer at a time based on data on the plurality of layers obtained by cutting the three-dimensional model of the three-dimensional structure ST into rounds along the Z-axis direction. To go.
- a three-dimensional structure ST which is a layered structure in which a plurality of structural layers SL are stacked, is modeled.
- the structural layer SL does not necessarily have to be a shaped object having a layered shape.
- a flow of operations for modeling a three-dimensional structure ST by sequentially modeling a plurality of structural layers SL one by one will be described.
- processing unit areas BSA#1 and BSA#2 are set in desired areas on the modeling surface MS corresponding to the surface of the workpiece W or the surface of the structured layer SL that has been modeled. At least one of the processing head 21 and the stage 31 is moved so that the processing head 21 and the stage 31 are moved. After that, the irradiation optical system 211 irradiates the processing unit areas BSA#1 and BSA#2 with processing lights EL#1 and EL#2, respectively.
- condensing positions CP#1 and CP#2 at which processing lights EL#1#1 and EL#2 are condensed, respectively, in the Z-axis direction may coincide with the modeling surface MS.
- the focusing positions CP#1 and CP#2 at which the processing lights EL#1#1 and EL#2 are focused, respectively, in the Z-axis direction may be located outside the modeling surface MS.
- molten pools MP#1 and MP#2 are formed on the modeling surface MS irradiated with the processing beams EL#1 and EL#2, respectively.
- FIG. 11(a) molten pools MP#1 and MP#2 are formed on the modeling surface MS irradiated with the processing beams EL#1 and EL#2, respectively.
- the processing system SYS supplies the modeling material M from the material nozzle 212 under the control of the control device 7.
- the modeling material M is supplied to each of the molten pools MP#1 and MP#2.
- the modeling material M supplied to the molten pool MP#1 is melted by the processing light EL#1 that is irradiated to the molten pool MP#1.
- the modeling material M supplied to the molten pool MP#2 is melted by the processing light EL#2 that is irradiated to the molten pool MP#2.
- the irradiation optical system 211 uses galvano mirrors 2146 and 2156 to move target irradiation areas EA#1 and EA#2 within processing unit areas BSA#1 and BSA#2, respectively. That is, the irradiation optical system 211 scans the processing unit areas BSA#1 and BSA#2 with the processing light beams EL#1 and EL#2, respectively, using the galvanometer mirrors 2146 and 2156, respectively.
- the processing light EL#1 is no longer irradiated to the molten pool MP#1 due to the movement of the target irradiation area EA#1
- the modeling material M melted in the molten pool MP#1 is cooled and solidified (that is, solidified). do.
- the processing light EL#2 stops irradiating the molten pool MP#2 with the movement of the target irradiation area EA#2 with the movement of the target irradiation area EA#2, the modeling material M melted in the molten pool MP#2 is cooled and solidified (i.e. , coagulation). Furthermore, as the target irradiation areas EA#1 and EA#2 move, the molten pools MP#1 and MP#2 also move. As a result, as shown in FIG. 11(c), within the processing unit areas BSA#1 and BSA#2 where the molten pools MP#1 and MP#2 move, a modeled object made of the solidified modeling material M is It is deposited on the modeling surface MS.
- a modeled object is composed of a modeling material M solidified in the processing unit area BSA#1
- a modeled object is composed of a modeling material M solidified in the processing unit area BSA#2.
- the model is physically separated from the model.
- the modeled object made of the solidified modeling material M in the processing unit area BSA#1 and the modeled object made of the solidified modeling material M in the processing unit area BSA#2 may be integrated. .
- the processing unit areas BSA#1 and BSA#2 match (or partially overlap)
- the modeling made of the solidified modeling material M within the processing unit area BSA#1 The object and the modeled object made of the model material M solidified within the processing unit area BSA#2 may be integrated.
- the processing system SYS processes the modeling surface MS. At least one of the processing head 21 and the stage 31 may be moved so that the unit areas BSA#1 and BSA#2 are moved.
- the processing system SYS moves the target irradiation areas EA#1 and EA#2 within the processing unit areas BSA#1 and BSA#2, and moves the processing unit areas BSA#1 and BSA on the modeling surface MS. Movement #2 may be performed in parallel.
- the processing system SYS moves the processing unit area BSA#1 on the modeling surface MS. It is not necessary to move the processing head 21 and the stage 31 so that BSA #2 does not move. In this case, after the additional processing (that is, modeling) is completed within the processing unit areas BSA#1 and BSA#2, the processing system SYS moves the processing unit areas BSA#1 and BSA#1 to another area on the modeling surface MS. At least one of the processing head 21 and the stage 31 may be moved so that BSA #2 is set.
- the processing system SYS may move at least one of the processing head 21 and the stage 31 so that the processing unit areas BSA#1 and BSA#2 move on the modeling surface MS.
- the machining system SYS selects the area where machining unit areas BSA#1 and BSA#2 have already been set on the printing surface MS (that is, the area where additional machining has already been performed), and the machining unit area BSA#1 and BSA#2 on the printing surface MS.
- At least one of the processing head 21 and the stage 31 may be moved so that the areas BSA#1 and BSA#2 are adjacent to the newly set area (that is, the area where additional processing will now be performed).
- the machining system SYS has an area where machining unit areas BSA#1 and BSA#2 have already been set on the printing surface MS, and a newly set machining unit area BSA#1 and BSA#2 on the printing surface MS. At least one of the processing head 21 and the stage 31 may be moved so that the regions do not overlap. However, the machining system SYS is configured so that the machining unit areas BSA#1 and BSA#2 are already set on the printing surface MS, and the machining unit areas BSA#1 and BSA#2 are newly set on the printing surface MS. At least one of the processing head 21 and the stage 31 may be moved so that the regions partially overlap with each other.
- the processing system SYS forms a molten pool MP by irradiating the processing light EL within the processing unit area BSA, supplies the modeling material M to the molten pool MP, melts the supplied modeling material M, and melts the melted modeling material M.
- a series of modeling processes including solidification are repeated while moving the processing head 21 with respect to the modeling surface MS along at least one of the X-axis direction and the Y-axis direction, as shown in FIG. 11(d).
- FIG. 11(e) a structural layer SL corresponding to a modeled object, which is an aggregate of the modeling material M that has been melted and then solidified, is modeled on the model surface MS.
- the structural layer SL corresponds to an aggregate of objects formed on the modeling surface MS in a pattern corresponding to the movement trajectory of the processing unit area BSA (in other words, in a plan view, the structural layer SL corresponds to the movement trajectory of the processing unit area BSA).
- a structural layer SL) having a shape is formed.
- the processing system SYS does not need to irradiate the target irradiation area EA#1 with the processing light EL#1.
- the processing system SYS may irradiate the target irradiation area EA#1 with the processing light EL#1 and stop supplying the modeling material M.
- the processing system SYS may supply the modeling material M to the target irradiation area EA#1, and may also irradiate the target irradiation area EA#1 with processing light EL#1 having an intensity that does not produce the molten pool MP.
- the target irradiation area EA#2 is set in an area where it is not desired to model a modeled object.
- the movement path (in other words, movement trajectory) of the processing unit area BSA may be referred to as a processing path (in other words, a tool path).
- the machining path information may include information (for example, coordinate information) regarding a plurality of positions where the machining unit areas BSA are sequentially set. In this case, each position where the machining unit area BSA is set may be referred to as a unit machining path.
- the control device 7 may move at least one of the processing head 21 and the stage 31 so that the processing unit area BSA moves along the movement path specified by the processing path information. Note that since additional processing (that is, modeling) is performed within the processing unit area BSA, the processing path may mean a path along which the processing unit 2 performs modeling on the modeling surface MS.
- the processing system SYS repeatedly performs operations for modeling the structural layer SL as described above based on the three-dimensional model data under the control of the control device 7. Specifically, first, before performing an operation for modeling the structural layer SL, the control device 7 creates slice data by slicing the three-dimensional model data at a stacking pitch. The processing system SYS performs an operation for modeling the first structural layer SL#1 on the modeling surface MS corresponding to the surface of the work W based on the slice data corresponding to the structural layer SL#1. Specifically, the control device 7 acquires processing path information for modeling the first structural layer SL#1, which is generated based on the slice data corresponding to the structural layer SL#1.
- control device 7 may generate the machining path information after or before the machining system SYS starts additional machining. Thereafter, the control device 7 controls the processing unit 2 and the stage unit 3 to model the first structural layer SL#1 based on the processing path information. As a result, a structural layer SL#1 is formed on the modeling surface MS, as shown in FIG. 12(a). After that, the processing system SYS sets the surface (that is, the upper surface) of the structural layer SL#1 as a new modeling surface MS, and then builds the second structural layer SL#2 on the new modeling surface MS. do.
- the control device 7 In order to print the structural layer SL#2, the control device 7 first operates at least one of the head drive system 22 and the stage drive system 32 so that the processing head 21 moves along the Z-axis relative to the stage 31. Control. Specifically, the control device 7 controls at least one of the head drive system 22 and the stage drive system 32 so that the processing unit areas BSA#1 and BSA#2 are aligned with the surface of the structural layer SL#1 (that is, the new The processing head 21 is moved toward the +Z side and/or the stage 31 is moved toward the ⁇ Z side so as to be set on the modeling surface MS).
- the processing system SYS performs an operation similar to the operation for modeling the structural layer SL#1 to form the structural layer SL#1 based on the slice data corresponding to the structural layer SL#2.
- a structural layer SL#2 is formed.
- the structural layer SL#2 is formed as shown in FIG. 12(b).
- similar operations are repeated until all structural layers SL constituting the three-dimensional structure ST to be modeled on the workpiece W are modeled.
- FIG. 12(c) a three-dimensional structure ST is formed by a layered structure in which a plurality of structural layers SL are stacked.
- the control device 7 determines whether the machining path is a molded object that functions as a wall or a molded object for infill (that is, a tertiary Processing path information may be generated that includes information that allows identification of whether the object is a shaped object (for filling the inside of the original structure ST).
- control device 7 (or another device that generates processing path information, hereinafter the same in this paragraph) generates bead width information that defines the width of the modeled object (which may also be referred to as line width or bead width). Processing path information including the following may be generated. Specifically, the control device 7 controls a plurality of bead widths so that there is no gap between the infill objects and/or a thin object (particularly a object functioning as a wall) can be appropriately formed. Processing path information for modeling a modeled object may be generated by using the processing path information. In this case, the processing unit 2 may model the object for each bead width.
- control device 7 in addition to the machining path information used by the machining unit 2 to mold the molded object, Processing path information used by the processing unit 2 to finish-process the object may be generated.
- the finishing process may include a process of reducing the flatness of the surface of the modeled object (that is, reducing the surface roughness or making the surface close to a flat surface).
- the algorithm for generating the machining path information used by the machining unit 2 to form the object is the algorithm for generating the machining path information used by the machining unit 2 to perform finishing machining of the formed object.
- the algorithm may be the same or different.
- the control device 7 controls the processing unit 2 to perform modeling (processing).
- measurement path information indicating the route to be measured by the measuring device may be generated.
- the algorithm for generating measurement path information may be the same as the algorithm for generating machining path information, or may be different.
- an example of the measurement device is a monitoring device (for example, an imaging device that captures an image of the spot) that monitors the state of a spot formed by measurement light on the modeling surface MS.
- processing system SYS uses processing light EL#1 and processing light EL#2 to It is possible to perform additional processing to create a shape.
- the irradiation position of processing light EL#1 and the irradiation position of processing light EL#2 may be different.
- the processing system SYS irradiates processing light EL#1 onto a first portion of the modeling surface MS, and emits processing light EL#2 which is different from the first portion of the modeling surface MS.
- the second portion may also be irradiated.
- the processing system SYS may perform additional processing using processing light EL#1 and additional processing using processing light EL#2 in parallel.
- the processing system SYS performs additional processing for modeling the first part of the three-dimensional structure ST using the processing light EL#1, and additional processing for modeling the first part of the same three-dimensional structure ST using the processing light EL#2. Additional processing for shaping a second portion different from the first portion may be performed in parallel. For example, during a period of modeling a certain structural layer SL, the processing system SYS performs additional processing for modeling the first part of the structural layer SL using processing light EL#1 and processing light EL#2 for modeling the first part of the structural layer SL. Additional processing for shaping a second portion different from the first portion of the same structural layer SL may be performed in parallel. As a result, the throughput of additional processing is improved.
- the irradiation position of processing light EL#1 and the irradiation position of processing light EL#2 may be the same.
- the processing system SYS may irradiate both processing lights EL#1 and EL#2 to the same part of the modeling surface MS, as shown in FIG. 13(b).
- the processing system SYS may perform additional processing using both processing lights EL#1 and EL#2.
- the processing system SYS may perform additional processing for modeling the same portion of the three-dimensional structure ST using both processing lights EL#1 and EL#2.
- the processing system SYS performs additional processing to model the same portion of the structural layer SL using both processing lights EL#1 and EL#2. Good too.
- processing light EL#1 and the use of processing light EL#2 may be different.
- An example of the use of the processing lights EL#1 and EL#2 will be described below.
- processing system SYS uses processing light EL#2 for preheating the modeling surface MS, while processing light EL#1 is used for preheating the modeling surface MS. It may also be used for forming a molten pool MP on the molding surface MS (as a result, molding a molded object). As a result, even under conditions where it is not possible to increase the amount of energy transmitted from the processing light EL#1 to the modeling surface MS, the processing system SYS can appropriately form the molten pool MP on the modeling surface MS. .
- the modeling surface MS may be preheated using EL#2.
- the absorption rate of the workpiece W to the processing light EL#2 may be higher than the absorption rate of the workpiece W to the processing light EL#1.
- the processing system SYS can efficiently preheat the modeling surface MS using the processing light EL#2, and appropriately form the molten pool MP on the modeling surface MS using the processing light EL#1.
- the processing system SYS may form a molten pool MP on the modeling surface MS by preheating the modeling surface MS using the processing light EL#2.
- the processing system SYS may irradiate the processing light EL#1 to the molten pool MP formed on the modeling surface MS by the processing light EL#2.
- the processing system SYS may expand the molten pool MP by irradiating the processing light EL#1 onto the molten pool MP formed on the modeling surface MS by the processing light EL#2.
- the processing system SYS may preheat the modeling surface MS using the processing light EL#2 without forming the molten pool MP on the modeling surface MS.
- the processing system SYS may form the molten pool MP by irradiating the processing light EL#1 onto the modeling surface MS preheated by the processing light EL#2.
- the processing system SYS uses the processing light EL#1 and the first type of modeling material M#1, as shown in FIG. 13(c).
- the processing light EL#2 is used for modeling a modeled object using a second type of modeling material M#2 different from the first type. May be used in In this case, the absorption rate of the first type of building material M for processing light EL#1 may be higher than the absorption rate of the first type of building material M for processing light EL#2.
- the absorption rate of the second type of building material M for processing light EL#2 may be higher than the absorption rate of the second type of building material M for processing light EL#1.
- the processing system SYS can model a model using each of the plurality of different types of building materials M. For example, due to the low absorption rate of the second type of building material M#2 to the processing light EL#1, the second type of building material M#2 cannot be efficiently processed using the processing light EL#1. Even if it cannot be melted, the processing system SYS can efficiently melt the second type of modeling material M#2 using the processing light EL#2. As a result, the processing system SYS can efficiently model a model using the second type of model material M#2.
- processing light EL#2 may be used to efficiently convert the first type of building material M#1. Even if it cannot be melted, the processing system SYS can efficiently melt the first type of modeling material M#1 using the processing light EL#1. As a result, the processing system SYS can efficiently model a model using the first type of model material M#1.
- the processing system SYS may use the processing light EL#1 including infrared light for modeling a model using a modeling material M including stainless steel.
- the processing system SYS may use the processing light EL#2 containing visible light (for example, blue light) for modeling a model using the modeling material M containing copper.
- visible light for example, blue light
- the processing system SYS uses processing light EL#2 that includes visible light, which is different from infrared light, to properly print the modeled object from the modeling material M containing copper. It can be shaped into. Further, even if the workpiece W is made of copper, the processing system SYS can appropriately form a shaped object on the workpiece W.
- the processing system SYS capable of forming objects using each of a plurality of different types of building materials M is capable of forming a plurality of objects, each of which is formed from a plurality of different types of building materials M.
- a three-dimensional structure ST including a plurality of objects may be formed by sequentially forming objects.
- the processing system SYS supplies the first type of printing material M#1 to the printing surface MS without supplying the second type of printing material M#2 to the printing surface MS, and also supplies the first type of printing material M#1 that is supplied to the printing surface MS.
- the object BO#1 formed from the first type of modeling material M#1 may be modeled.
- the processing system SYS supplies the second type of building material M#2 to the building surface MS without supplying the first type of building material M#1 to the building surface MS, and also supplies the second type of building material M#2 to the modeling surface MS.
- the object BO#2 formed from the second type of object M#2 is formed on the object BO#1. It's okay.
- a three-dimensional structure ST including objects BO#1 and BO#2 is modeled.
- the processing system SYS which can form a model using each of a plurality of different types of building materials M, can create objects by mixing a plurality of different types of building materials M, as shown in FIG. 14(b).
- the three-dimensional structure ST may be modeled by supplying the mixed model material M_mix to the model surface MS.
- the processing system SYS supplies a mixed building material M_mix obtained by mixing a first type of building material M#1 and a second type of building material M#2 at a predetermined mixing ratio to the building surface MS.
- the three-dimensional structure ST formed from the mixed modeling material M_mix may be modeled by irradiating the supplied mixed modeling material M_mix with each of the processing lights EL#1 and EL#2.
- the processing system SYS may change the mixing ratio during the period of modeling the three-dimensional structure ST.
- the processing system SYS may gradually increase or decrease the mixing ratio during the period of modeling the three-dimensional structure ST.
- the processing system SYS can model a three-dimensional structure ST whose linear expansion coefficient changes gradually (in other words, relatively smoothly) along the stacking direction of the structural layers SL.
- the processing system SYS is able to print a three-dimensional structure ST that is less likely to be damaged by heat than a model whose coefficient of linear expansion changes rapidly along the stacking direction of the structural layers SL. can.
- the processing system SYS uses the processing light EL#1 for forming a molded object, while using the processing light EL#2 for processing. It may also be used to smooth the surface of a model formed by the light EL #1. Specifically, the processing system SYS may melt the surface of the object formed by the processing light EL#1 by irradiating the surface of the object with the processing light EL#2. After that, when the surface of the molten object solidifies, the surface of the object becomes smoother than the surface before being irradiated with the processing light EL#2. As a result, the processing system SYS can model objects with smoother surfaces.
- the irradiation control operation processing system SYS (in particular, the control device 7) for controlling the irradiation mode of the two processing lights EL#1 and EL#2 performs additional processing for modeling the object. During at least part of the period, an irradiation control operation may be performed to control the irradiation mode of the processing lights EL#1 and EL#2. Specifically, the control device 7 may perform an irradiation control operation to control the irradiation mode of the two processing lights EL#1 and EL#2 to the modeling surface MS. The irradiation control operation will be explained below.
- the control device 7 performs an irradiation control operation so that the irradiation mode of processing light EL#1 on the modeling surface MS and the irradiation mode of processing light EL#2 on the modeling surface MS are the same. good.
- the control device 7 performs an irradiation control operation so that the irradiation mode of the processing light EL#1 on the modeling surface MS is different from the irradiation mode of the processing light EL#2 on the modeling surface MS. Good too.
- the control device 7 may perform an irradiation control operation so that the irradiation mode of the processing light EL#1 on the modeling surface MS becomes a desired first mode.
- the control device 7 may perform an irradiation control operation so that the irradiation mode of the processing light EL#2 on the modeling surface MS becomes a desired second mode.
- the irradiation mode of the processing light EL may include the intensity of the processing light EL on the modeling surface MS (typically, the peak intensity corresponding to the maximum intensity).
- the irradiation mode of the processing light EL may include the intensity distribution of the processing light EL on the modeling surface MS.
- the irradiation mode of the processing light EL may include an irradiation period of the processing light EL to the modeling surface MS.
- the processing light EL includes a plurality of pulsed lights
- the irradiation period of the processing light EL may mean a series of periods during which the modeling surface MS is continuously irradiated with the plurality of pulsed lights.
- the irradiation mode of the processing light EL may include an irradiation period (that is, a time corresponding to the pulse width) during which the modeling surface MS is irradiated with pulsed light included in the processing light EL.
- the irradiation mode of the processing light EL may include the timing at which the processing light EL starts irradiating the modeling surface MS.
- the irradiation mode of the processing light EL may include the timing at which the irradiation of the processing light EL to the modeling surface MS ends.
- the irradiation mode of the processing light EL may include the position on the modeling surface MS where the processing light EL is irradiated (that is, the position of the target irradiation area EA).
- the irradiation mode of the processing light EL may include the diameter (that is, the size) of the beam spot BS formed by the processing light EL on the modeling surface MS.
- the irradiation mode of the processing light EL may include the movement mode of the processing light EL on the modeling surface MS (that is, the movement mode of the target irradiation area EA).
- the moving manner of the target irradiation area EA may include the moving direction of the target irradiation area EA.
- the movement mode of the target irradiation area EA may include a movement locus (particularly its shape) of the target irradiation area EA.
- the movement mode of the target irradiation area EA may include the movement speed of the target irradiation area EA.
- the first specific example of irradiation control operation is an irradiation control operation for controlling at least the intensity of at least one of processing lights EL#1 and EL#2. .
- the control device 7 controls the processing light EL#1 so that the intensity (e.g., peak intensity) is higher than the processing light EL#2 (e.g., peak intensity).
- an irradiation control operation may be performed.
- the "intensity of the processing light EL" described in the first specific example of the irradiation control operation may mean the intensity of the processing light EL on the modeling surface MS, or the intensity at the focus position of the irradiation optical system 211. It may also mean the intensity of the processing light EL.
- the control device 7 determines that the period during which the processing light EL#1 is irradiated onto the modeling surface MS and the period during which the processing light EL#2 is irradiated onto the modeling surface MS overlap, and The irradiation control operation may be performed so that the intensity of the processing light EL#1 is higher than the intensity of the processing light EL#2. That is, the control device 7 controls the irradiation so that the processing light EL#1 and EL#2 are simultaneously irradiated onto the modeling surface MS, and the intensity of the processing light EL#1 is higher than the intensity of the processing light EL#2. Control operations may also be performed.
- control device 7 may cause the processing light EL#1 to control the modeling during at least part of the period from when the processing light EL#2 starts irradiating the modeling surface MS until the processing light EL#2 finishes irradiating the modeling surface MS.
- the irradiation control operation may be performed so that the surface MS is irradiated and the intensity of the processing light EL#1 is higher than the intensity of the processing light EL#2.
- the control device 7 causes the processing light EL#2 to irradiate one part of the printing surface MS, and then the processing light EL#1 to irradiate the same part of the printing surface MS. , and the irradiation control operation may be performed so that the intensity of the processing light EL#1 is higher than the intensity of the processing light EL#2.
- the control device 7 irradiates the processing light EL#2 onto the modeling surface MS before the processing light EL#1, and the intensity of the processing light EL#1 becomes higher than the intensity of the processing light EL#2.
- the irradiation control operation may be performed as shown in FIG. In addition, in FIG.
- the irradiation period of processing light EL#2 and the irradiation period of processing light EL#1 partially overlap, but the irradiation period of processing light EL#2 and the irradiation period of processing light EL#1 overlap. It does not have to overlap with .
- the irradiation period of the processing light EL#1 may be set between the first irradiation period of the processing light EL#2 and the second irradiation period of the processing light EL#2.
- the control device 7 causes the processing light EL#1 to be irradiated to the modeling surface MS multiple times during at least part of the period in which the processing light EL#2 is irradiated to the modeling surface MS,
- the irradiation control operation may be performed so that the intensity of the processing light EL#1 is higher than the intensity of the processing light EL#2.
- the processing light EL#1 may include a plurality of pulsed lights.
- the processing light EL#2 may include a plurality of pulse lights. The same applies to FIG. 18, which will be described later.
- the control device 7 uses processing light EL#2 for preheating the modeling surface MS, and forms a molten pool MP on the preheated modeling surface MS (as a result, printing a modeled object).
- processing light EL#1 is used for a purpose different from the purpose described above
- the irradiation control operations shown in FIGS. 15 to 17 may be performed.
- the processing system SYS can efficiently preheat the modeling surface MS using the processing light EL#2, and appropriately form the molten pool MP on the modeling surface MS using the processing light EL#1.
- the control device 7 may perform the irradiation mode control operations shown in FIGS.
- the control device 7 controls the processing according to FIG. From this, the irradiation mode control operation shown in FIG. 17 may be performed.
- the control device 7 performs control operation according to the movement of target irradiation areas EA#1 and EA#2.
- An irradiation control operation may be performed to modulate (that is, change) the intensity (for example, peak intensity) of the processing lights EL#1 and EL#2.
- target irradiation areas EA#1 and EA#2 are arranged regularly along the first direction (X-axis direction in FIG. 18) within processing unit areas BSA#1 and BSA#2.
- FIG. 18 shows the relationship between the movement trajectories MT#1 and MT#2 and the intensities of the processing lights EL#1 and EL#2.
- FIG. 18 shows the relationship between the position of the target irradiation area EA#1 on the movement trajectory MT#1 and the processing light EL#1, and the relationship between the position of the target irradiation area EA#2 on the movement trajectory MT#2. It shows the relationship between the position and processing light EL#2.
- the control device 7 operates at a reversal position P1 where the moving direction of the target irradiation area EA#1 is reversed in the first direction and an overlapping position P3 where the target irradiation area EA#1 overlaps with the target irradiation area EA#2.
- the irradiation control operation may be performed such that the intensity of the processing light EL#1 irradiated to at least one of the processing light EL#1 is weaker than the intensity of the processing light EL#1 at a position different from the reversal position P1 and the overlapping position P3. .
- the irradiation control operation may be performed so that the intensity is weaker than the intensity of the processing light EL#1 at a timing different from the first reversal timing and the overlap timing.
- the reversal position P1 may be a position where the sign of the differential value of the moving speed of the target moving area EA#1 (that is, the acceleration of the target moving area EA#1 during movement) changes.
- FIG. 18 shows the intensity of the processing light EL#1, which is pulsed light, when the processing light EL#1 is irradiated onto the modeling surface MS.
- the control device 7 performs an irradiation control operation such that the intensity of the processing light EL#1 increases and then decreases during a period in which the target irradiation area EA#1 moves from the overlapping position P3 toward the reversal position P1. You may do so. Furthermore, the control device 7 performs the irradiation control operation so that the intensity of the processing light EL#1 increases and then decreases during a period when the target irradiation area EA#1 moves from the reversal position P1 toward the overlapping position P3. You may go.
- the control device 7 operates at a reversal position P2 where the moving direction of the target irradiation area EA#2 is reversed in the first direction and at which the target irradiation area EA#2 overlaps the target irradiation area EA#1.
- the irradiation control operation may be performed such that the intensity of the processing light EL#2 at at least one of the overlapping positions P3 is weaker than the intensity of the processing light EL#2 at a position different from the reversal position P2 and the overlapping position P3. .
- the irradiation control operation may be performed such that the intensity is weaker than the intensity of the processing light EL#2 at a timing different from the second reversal timing and the overlap timing.
- the reversal position P2 may be a position where the sign of the differential value of the moving speed of the target moving area EA#2 (that is, the acceleration of the target moving area EA#1 during movement) changes.
- FIG. 18 shows the intensity of the processing light EL#2, which is pulsed light, when the processing light EL#2 is irradiated onto the modeling surface MS.
- the control device 7 performs an irradiation control operation such that the intensity of the processing light EL#2 increases and then decreases during a period in which the target irradiation area EA#2 moves from the overlap position P3 toward the reversal position P2. You may do so. Furthermore, the control device 7 performs the irradiation control operation so that the intensity of the processing light EL#2 increases and then decreases during the period when the target irradiation area EA#2 moves from the reversal position P2 toward the overlapping position P3. You may go.
- the processing system SYS increases the amount of energy transmitted from each of the processing lights EL#1 and EL#2 to the printing surface MS per unit time on the printing surface MS. It is possible to reduce the possibility that the target irradiation areas EA#1 and EA#2 vary depending on their respective positions. The technical reasons for this will be explained below.
- the moving direction of the target irradiation area EA#1 is reversed at the reversal position P1. Therefore, the moving speed of the target irradiation area EA#1, which moves toward the reversal position P1, decreases in the vicinity of the reversal position P1 and becomes zero at the reversal position P1.
- the moving speed of the target irradiation area EA#1, which moves away from the reversal position P1 after reaching the reversal position P1 increases from zero. That is, the moving speed of the target irradiation area EA#1 changes in the vicinity of the reversal position P1.
- the amount of energy transmitted from processing light EL#1 to the modeling surface MS per unit time increases. Therefore, if the intensity of processing light EL#1 is not modulated (that is, fixed to a constant value), the amount of energy transmitted from processing light EL#1 to the modeling surface MS per unit time will be It may vary depending on the position of the target irradiation area EA#1 on the surface MS. Typically, the amount of energy transmitted from the processing light EL#1 to the modeling surface MS per unit time at the reversal position P1 is the same as the amount of energy transmitted from the processing light EL#1 to the molding surface MS per unit time at a position away from the reversal position P1.
- the amount of energy transmitted from the processing light EL#2 to the modeling surface MS per unit time at the reversal position P2 is the same as the amount of energy transmitted from the processing light EL#2 to the molding surface per unit time at a position away from the reversal position P2. may be greater than the amount of energy transferred to the MS.
- the target irradiation areas EA#1 and EA#2 overlap at the overlapping position P3. Therefore, at the overlapping position P3, energy is transmitted from both processing lights EL#1 and EL#2 to the modeling surface MS. Therefore, the amount of energy transmitted from both processing lights EL#1 and EL#2 to the modeling surface MS per unit time at the overlap position P3 is equal to the amount of energy transmitted to the modeling surface MS from both processing lights EL#1 and EL#2 per unit time at a position away from the overlap position P3.
- the amount of energy transmitted from either one of EL #1 and EL #2 to the modeling surface MS may be greater than the amount of energy transmitted to the modeling surface MS.
- the processing system SYS has the intensity of the processing light EL#1 at the reversal position P1 higher than the intensity of the processing light EL#1 at a position different from the reversal position P1 and the overlapping position P3.
- the irradiation control operation is performed so that the irradiation is also weakened. Therefore, the amount of energy transmitted from the processing light EL#1 to the modeling surface MS per unit time at the reversal position P1, and the amount of energy transmitted from the processing light EL#1 to the molding surface MS per unit time at a position away from the reversal position P1. The difference between the amount of energy transmitted becomes smaller.
- the processing system SYS is configured such that the intensity of the processing light EL#2 at the reversal position P2 is weaker than the intensity of the processing light EL#1 at a position different from the reversal position P2 and the overlapping position P3. Then, the irradiation control operation is performed. Therefore, the amount of energy transmitted from the processing light EL#2 to the modeling surface MS per unit time at the reversal position P2, and the amount of energy transmitted from the processing light EL#2 to the molding surface MS per unit time at a position away from the reversal position P2. The difference between the amount of energy transmitted becomes smaller.
- the intensity of the processing lights EL#1 and EL#2 at the overlapping position P3 is different from that of the processing lights EL#1 and EL#2 at the reversal position P1, the reversal position P2, and the overlapping position P3, respectively.
- the irradiation control operation is performed so that the intensity is lower than that of EL#1 and EL#2. Therefore, the amount of energy transmitted from both processing lights EL#1 and EL#2 to the modeling surface MS per unit time at the overlapping position P3, and the amount of energy transmitted to the modeling surface MS from both processing lights EL#1 and EL#2 per unit time at a position away from the overlapping position P3 are determined.
- the processing system SYS is configured such that the amount of energy transmitted from each of the processing lights EL#1 and EL#2 to the modeling surface MS per unit time is the same as that of the target irradiation areas EA#1 and EA# on the modeling surface MS. It is possible to reduce the possibility of variation depending on the respective positions of 2.
- the second specific example of irradiation control operation is irradiation for controlling at least the diameter of the beam spot BS of at least one of the processing lights EL#1 and EL#2. It is a control operation.
- the irradiation control operation may be performed so that the diameter is larger than that of (BS#1).
- the control device 7 may control the focus control optical system 2145 so that the diameter of the beam spot BS#2 becomes larger than the diameter of the beam spot BS#1. That is, changing the diameter of the beam spot BS#1 may include changing the focusing position CP#1 of the processing light EL#1 (that is, changing the focus).
- the control device 7 may control the focus control optical system 2155 so that the diameter of the beam spot BS#2 is larger than the diameter of the beam spot BS#1. That is, changing the diameter of the beam spot BS#2 may include changing the focusing position CP#2 of the processing light EL#2 (that is, changing the focus).
- the diameter of beam spot BS#2 is The irradiation control operation that makes the diameter of the beam spot BS#1 larger than the diameter of the beam spot BS#1 may be considered to be substantially equivalent to the irradiation control operation that makes the target irradiation area EA#2 wider than the target irradiation area EA#1.
- the irradiation control operation that makes the diameter of beam spot BS#2 larger than the diameter of beam spot BS#1 is equivalent to the irradiation control operation that makes the target irradiation area EA#1 narrower than the target irradiation area EA#2. It may be considered as
- the width of the beam spots BS#1 and BS#2 in the direction along the axis perpendicular to the optical axis of the irradiation optical system 211 is different from the circular shape.
- the maximum widths of the beam spots BS#1 and BS#2 in the direction along the axis orthogonal to the optical axis of the irradiation optical system 211 may be used as the diameters of the beam spots BS#1 and BS#2, respectively. good.
- the average value of the widths of beam spots BS#1 and BS#2 in the direction along the axis orthogonal to the optical axis of the irradiation optical system 211 may be used as the diameter of beam spots BS#1 and BS#2, respectively. Good too.
- the control device 7 uses processing light EL#2 for preheating the modeling surface MS, and forms a molten pool MP on the preheated modeling surface MS (as a result, printing a modeled object).
- processing light EL#1 is used for a purpose different from the purpose described above, the irradiation control operations shown in FIGS. 19 to 20 may be performed.
- the processing system SYS can efficiently preheat the modeling surface MS using the processing light EL#2, and appropriately form the molten pool MP on the modeling surface MS using the processing light EL#1.
- the processing system SYS preheats the relatively wide area by irradiating the processing light EL#2 onto a relatively wide area on the modeling surface MS, and the molten pool MP within the preheated area. This is because the molten pool MP can be formed by irradiating the processing light EL#1 onto the part where it is desired to form.
- the control device 7 performs the irradiation mode control operations shown in FIGS. 19(a) and 20(a). You may do so.
- the control device 7 performs the process shown in FIG.
- the irradiation mode control operation shown in FIG. 20(a) and FIG. 20(a) may be performed.
- the control device 7 may perform the irradiation control operation so that the diameter of the beam spot BS#1 is larger than the diameter of the beam spot BS#2. In other words, the control device 7 controls the irradiation so that the target irradiation area EA#1 is wider than the target irradiation area EA#2 (in other words, the target irradiation area EA#2 is narrower than the target irradiation area EA#1). Control operations may also be performed. Alternatively, the control device 7 may perform the irradiation control operation so that the diameter of the beam spot BS#1 is the same as the diameter of the beam spot BS#2. That is, the control device 7 may perform the irradiation control operation so that the target irradiation area EA#1 has the same size as the target irradiation area EA#2.
- the control device 7 may also control the position of at least one of beam spots BS#1 and BS#2. Since the beam spots BS#1 and BS#2 are formed in the target irradiation areas EA#1 and EA#2, respectively, the control device 7 controls at least one position of the target irradiation areas EA#1 and EA#2. may be changed. For example, as shown in FIGS. 19(a) and 20(a), the control device 7 performs the irradiation control operation so that at least a portion of the beam spot BS#1 overlaps with the beam spot BS#2. Good too. That is, the control device 7 may perform the irradiation control operation so that at least a portion of the target irradiation area EA#1 overlaps with the target irradiation area EA#2.
- the entire beam spot BS#1 with a small diameter is included in the beam spot BS#2 with a large diameter.
- the beam spot BS#1 with a smaller diameter may move inside the beam spot BS#2 with a larger diameter.
- the processing system SYS can appropriately irradiate the area preheated by the processing light EL#2 with the processing light EL#1, it is not possible to efficiently form the molten pool MP on the modeling surface MS. can.
- the entire beam spot BS#2 which has a smaller diameter, is included in beam spot BS#1, which has a larger diameter. Good too. In this case, the beam spot BS#2 with a small diameter may move inside the beam spot BS#1 with a large diameter.
- the control device 7 controls the beam spot BS#1 included in the beam spot BS#2. The diameter may be changed. For example, the control device 7 may change the diameter of the beam spot BS#1 included in the beam spot BS#2 while moving the beam spots BS#1 and BS#2 on the modeling surface MS.
- the control device 7 changes the diameter of beam spot BS#2 included in beam spot BS#1. You can. For example, the control device 7 may change the diameter of the beam spot BS#2 included in the beam spot BS#1 while moving the beam spots BS#1 and BS#2 on the modeling surface MS.
- the control device 7 controls the moving direction of beam spot BS#1 within processing unit area BSA#1 and processing unit area BSA#. At least one of the moving directions of the beam spot BS#2 within the beam spot BS#2 may be controlled (for example, changed). Note that the moving direction of the beam spot BS#1 within the processing unit area BSA#1 is equivalent to the moving direction of the target irradiation area #1 within the processing unit area BSA#1. The moving direction of beam spot BS#2 within processing unit area BSA#2 is equivalent to the moving direction of target irradiation area #2 within processing unit area BSA#2.
- the control device 7 moves the beam spot BS#1 (target irradiation area EA#1) along the Y axis that intersects with the moving direction of the processing unit areas BSA#1 and BSA#2
- the beam spot BS#2 (target irradiation area EA#2) moves along the X-axis direction along the moving direction of the processing unit areas BSA#1 and BSA#2.
- the irradiation control operation may be performed so as to regularly move back and forth. As a result, as shown in FIG.
- the beam spot BS#2 (target irradiation area EA#2) is A wave-shaped movement trajectory MT in which the beam spot BS#1 (target irradiation area EA#1) vibrates around the movement trajectory MT#2, which moves along a linear movement trajectory MT#2 along the axial direction. Move along #1.
- the processing system SYS can appropriately irradiate the area preheated by the processing light EL#2 with the processing light EL#1, it is not possible to efficiently form the molten pool MP on the modeling surface MS. can.
- the control device 7 controls the movement trajectory of the beam spot BS#1 within the processing unit area BSA#1 and the processing unit area BSA#. At least one of the movement trajectories of the beam spot BS#2 within the beam spot BS#2 may be controlled (for example, changed). Note that the movement trajectory of the beam spot BS#1 within the processing unit area BSA#1 is equivalent to the movement trajectory of the target irradiation area #1 within the processing unit area BSA#1. The movement trajectory of beam spot BS#2 within processing unit area BSA#2 is equivalent to the movement trajectory of target irradiation area #2 within processing unit area BSA#2.
- the control device 7 moves the beam spot BS#1 (target irradiation area EA#1) along the Y axis that intersects the moving direction of the processing unit areas BSA#1 and BSA#2.
- the beam spot BS#2 (target irradiation area EA#2) moves along a circular movement trajectory (see FIG. 6(a)) within the processing unit area BSA#2.
- the irradiation control operation may be performed so as to move. As a result, as shown in FIG.
- the beam spot BS#2 (target irradiation area EA#2) is A wave-shaped movement trajectory MT in which the beam spot BS#1 (target irradiation area EA#1) vibrates around the movement trajectory MT#2, which moves along a spiral movement trajectory MT#2 along the axial direction. Move along #1.
- the processing system SYS can appropriately irradiate the area preheated by the processing light EL#2 with the processing light EL#1, it is not possible to efficiently form the molten pool MP on the modeling surface MS. can.
- the moving direction of beam spot BS#1 (target irradiation area EA#1) and the moving direction of beam spot BS#2 (target irradiation area EA#2) are If the moving directions are different, it may be assumed that beam spot BS#1 (target irradiation area EA#1) and beam spot BS#2 (target irradiation area EA#2) are moving relative to each other.
- beam spot BS#1 (target irradiation area EA#1) and the movement trajectory of beam spot BS#2 (target irradiation area EA#2) are different, beam spot BS#1 ( It may be assumed that the target irradiation area EA#1) and the beam spot BS#2 (target irradiation area EA#2) are moving relative to each other.
- the control device 7 changes the movement mode of at least one of the beam spot BS#1 (target irradiation area EA#1) and the beam spot BS#2 (target irradiation area EA#2).
- #1 (target irradiation area EA#1) and beam spot BS#2 (target irradiation area EA#2) may be considered to be moving relative to each other.
- the control device 7 controls (for example, changes) the shape of at least one of beam spots BS#1 and BS#2. Good too. That is, the control device 7 may control (for example, change) the shape of at least one of the target irradiation areas EA#1 and EA#2.
- the irradiation optical system 211 may include an optical system that can control (for example, change) the shape of at least one of the beam spots BS#1 and BS#2.
- the control device 7 may perform control to change the diameters of the beam spots BS#1 and BS#2 while the beam spots BS#1 and/or BS#2 are moving. For example, the control device 7 may change the diameters of the beam spots BS#1 and BS#2 depending on their positions on the processing path.
- the processing system SYS uses the focus control optical system 2145 to control the processing light EL#1 at the condensing position CP#1 in the direction intersecting the modeling surface MS. is changed, and the target irradiation area EA#1 is moved in the direction along the modeling surface MS using the galvanometer mirror 2146.
- the processing system SYS (in particular, the control device 7) controls either the focus control optical system 2145 or the galvano mirror 2146 based on the control amount of either the focus control optical system 2145 or the galvano mirror 2146.
- a galvano-focus interlocking control operation may also be performed.
- control device 7 may perform a galvano-focus interlock control operation to control the galvanometer mirror 2146 based on the control amount of the focus control optical system 2145 (for example, the amount of change in the condensing position CP#1).
- control device 7 controls the focus control optical system 2145 based on the control amount of the galvano mirror 2146 (for example, the amount of movement of the target irradiation area EA#1, and the amount of change in the position of the target irradiation area EA#1).
- a galvano-focus interlocking control operation may be performed.
- the processing system SYS controls either the focus control optical system 2155 or the galvano mirror 2156 based on the control amount of either the focus control optical system 2155 or the galvano mirror 2156.
- a galvano-focus interlocking control operation may also be performed.
- the control device 7 may perform a galvano-focus interlock control operation to control the galvanometer mirror 2156 based on the control amount of the focus control optical system 2155 (for example, the amount of change in the condensing position CP#2).
- control device 7 controls the focus control optical system 2145 based on the control amount of the galvanometer mirror 2156 (for example, the amount of movement of the target irradiation area EA#2, and the amount of change in the position of the target irradiation area EA#2).
- a galvano-focus interlocking control operation may be performed to control the control amount.
- FIG. 21 An example of a galvano-focus interlock control operation for controlling the galvano mirror 2146 based on the control amount of the focus control optical system 2145 is shown in FIG. Specifically, the first diagram in FIG. 21 shows the positional relationship between the condensing position CP#1 and the modeling surface MS before the focus control optical system 2145 changes the condensing position CP#1. . The second diagram in FIG. 21 shows the positional relationship between the condensing position CP#1 and the modeling surface MS after the focus control optical system 2145 changes the condensing position CP#1. As shown in FIG. 21, when the focus control optical system 2145 changes the light focusing position CP#1 along the direction intersecting the modeling surface MS (in FIG.
- the focusing position CP#1 may change depending on the case.
- #1 moves unintentionally along the direction along the modeling surface MS (in FIG. 21, the direction intersecting the Z axis). That is, there is a possibility that the target irradiation area #1 moves unintentionally along the direction along the modeling surface MS. Therefore, as shown in the third diagram in FIG.
- the galvanometer mirror 2146 may be controlled so that the movement of the condensing position CP#1 (that is, the movement of the irradiation position of the processing light EL#1) in the direction along the modeling surface MS is offset.
- control device 7 controls the focus control optical system 2145 to change the focus position CP#1 along the direction intersecting the build surface MS.
- the galvanometer mirror 2146 may be controlled so as to correct the positional deviation of CP#1 (that is, the positional deviation of the irradiation position of processing light EL#1).
- the processing system SYS can appropriately irradiate the processing light EL#1 to a desired position on the modeling surface MS.
- the focus control optical system 2145 changes the focus position CP#1 along the direction intersecting the build surface MS, and the focus position CP#1 moves in the direction along the build surface MS.
- the processing system SYS moves the light condensing position CP#1 in the direction along the modeling surface MS (i.e., by moving the processing head 21 in the direction along the modeling surface MS using the head drive system 22).
- movement of the irradiation position of processing light EL#1 can also be offset.
- the processing head 21 is moved, the supply position of the modeling material M will also be moved.
- a technical problem may arise in that the processing system SYS may not be able to supply the modeling material M to the irradiation position of the processing light EL#1.
- the processing system SYS may not be able to supply the modeling material M to the irradiation position of the processing light EL#1.
- the irradiation position of the processing light EL#1 is moved independently of the supply position of the modeling material M, such a technical problem does not occur.
- the control device 7 controls the galvano mirror 2146 based on the control amount of the focus control optical system 2145.
- the same operation as the galvano-focus interlocking control operation may be performed.
- the control device 7 controls the focus control optical system 2155 to change the focus position CP#2 along the direction intersecting the build surface MS.
- the galvanometer mirror 2156 may be controlled so that the movement of CP#2 (that is, the movement of the irradiation position of processing light EL#2) is offset.
- control device 7 controls the focus control optical system 2155 to change the focus position CP#2 along the direction intersecting the build surface MS.
- the galvanometer mirror 2156 may be controlled so as to correct the positional deviation of CP#2 (that is, the positional deviation of the irradiation position of processing light EL#2).
- the processing system SYS can appropriately irradiate the desired position on the modeling surface MS with the processing light EL#2.
- FIG. 22 An example of a galvano-focus interlock control operation for controlling the focus control optical system 2145 based on the control amount of the galvano mirror 2146 is shown in FIG. Specifically, the first diagram in FIG. 22 shows the position of target irradiation area EA#1 on modeling surface MS before galvanometer mirror 2146 moves target irradiation area EA#1. The second diagram in FIG. 22 shows the position of the target irradiation area EA#1 on the modeling surface MS after the galvanometer mirror 2146 has moved the target irradiation area EA#1. As shown in FIG.
- the control device 7 is configured to control the problem caused by the movement of the galvanometer mirror 2146 in the target irradiation area EA#1 along the direction along the modeling surface MS.
- the focus control optical system 2145 may be controlled so that the movement of the condensing position CP#1 in the direction intersecting the modeling surface MS is offset.
- the control device 7 controls the light convergence position CP# in the direction intersecting the modeling surface MS, which is caused by the galvanometer mirror 2146 moving the target irradiation area EA#1 along the direction along the modeling surface MS.
- the focus control optical system 2145 may be controlled to correct the positional deviation of 1.
- the processing system SYS can set the light condensing position CP#1 at a desired position in the direction intersecting the modeling surface MS. That is, the processing system SYS can irradiate the modeling surface MS with the processing light EL#1 in a desired focus state.
- the processing system SYS uses the head drive system 22 to move the processing head 21 in the direction intersecting the printing surface MS, thereby offsetting the movement of the condensing position CP#1 in the direction intersecting the printing surface MS. You can also do it.
- the processing head 21 is moved, the supply position of the modeling material M will also be moved. As a result, a technical problem may arise in that the processing system SYS may not be able to supply the modeling material M to the irradiation position of the processing light EL#1. In this embodiment, since the irradiation position of the processing light EL#1 is moved independently of the supply position of the modeling material M, such a technical problem does not occur.
- the control device 7 controls the focus control optical system 2145 based on the control amount of the galvano mirror 2146.
- the same operation as the galvano-focus interlocking control operation may be performed.
- the control device 7 controls the light convergence position CP# in the direction intersecting the modeling surface MS, which is caused by the movement of the galvano mirror 2156 in the target irradiation area EA#2 along the direction along the modeling surface MS.
- the focus control optical system 2155 may be controlled so that the movements of 2 are offset.
- control device 7 controls the light convergence position CP# in the direction intersecting the modeling surface MS, which is caused by the movement of the galvano mirror 2156 in the target irradiation area EA#2 along the direction along the modeling surface MS.
- the focus control optical system 2155 may be controlled to correct the positional deviation of 2.
- the processing system SYS can set the light condensing position CP#2 at a desired position in the direction intersecting the modeling surface MS.
- the processing system SYS can irradiate the modeling surface MS with the processing light EL#2 in a desired focus state.
- the processing system SYS of this embodiment can perform additional processing using the two processing lights EL#1 and EL#2. That is, the processing system SYS can model a shaped object using the two processing lights EL#1 and EL#2. For this reason, the processing system SYS can appropriately model a modeled object compared to the case where a modeled object is modeled using a single processing light EL. For example, as described above, the processing system SYS performs additional processing using processing light EL#1 and processing light EL#2 in parallel, thereby increasing the throughput of additional processing (i.e., Throughput for modeling a modeled object) can be improved.
- additional processing i.e., Throughput for modeling a modeled object
- the processing system SYS efficiently preheats the modeling surface MS using the processing light EL#2, and appropriately forms the molten pool MP on the modeling surface MS using the processing light EL#1.
- the processing system SYS can model a model using each of a plurality of different types of modeling materials M that have different absorption rates for the two processing lights EL#1 and EL#2. .
- the processing system SYS uses the processing light EL#1 to form a modeled object, and uses the processing light EL#2 to create a model formed by the processing light EL#1. By using it for purposes of smoothing the surface, it is possible to create objects with smoother surfaces.
- the processing system SYS is separately and independently equipped with a first optical system 214 for controlling the processing light EL#1 and a second optical system 215 for controlling the processing light EL#2. ing. Therefore, the processing system SYS can control the processing lights EL#1 and EL#2 separately and independently. As a result, the processing system SYS can flexibly control the irradiation mode of processing lights EL#1 and EL#2 compared to the case where processing lights EL#1 and EL#2 cannot be controlled separately. Can be done.
- the processing system SYSa differs from the processing system SYS described above in that it includes a processing unit 2a instead of the processing unit 2. Other characteristics of the processing system SYSa may be the same as other characteristics of the processing system SYS.
- the processing unit 2a differs from the processing unit 2 described above in that it includes a processing head 21a instead of the processing head 21. Other features of the processing unit 2a may be the same as other features of the processing unit 2.
- the processing head 21a differs from the processing head 21 described above in that it includes an irradiation optical system 211a instead of the irradiation optical system 211.
- Other features of the processing head 21a may be the same as other features of the processing head 21. Therefore, the irradiation optical system 211a in the first modification will be described below with reference to FIG. 23.
- FIG. 23 is a cross-sectional view showing the structure of the irradiation optical system 211a in the first modification.
- the irradiation optical system 211a differs from the irradiation optical system 211 described above in that it includes a third optical system 216a instead of the third optical system 216.
- Other features of the irradiation optical system 211a may be the same as other features of the irradiation optical system 211.
- the third optical system 216a differs from the third optical system 216 described above in that it includes two f ⁇ lenses 2162 (specifically, f ⁇ lenses 2162#1 and 2162#2). Other features of the third optical system 216a may be the same as other features of the third optical system 216.
- processing light EL#1 emitted from the first optical system 214 enters the f ⁇ lens 2162#1.
- Processing light EL#2 emitted from the second optical system 215 enters the f ⁇ lens 2162#2.
- Processing light EL#1 that has passed through f ⁇ lens 2162#1 and processing light EL#2 that has passed through f ⁇ lens 2162#2 are each incident on prism mirror 2161.
- the prism mirror 2161 reflects each of the processing lights EL#1 and EL#2 toward the modeling surface MS.
- the f ⁇ lens 2162#1 emits the processing light EL#1 toward the modeling surface MS via the prism mirror 2161
- the f ⁇ lens 2162#2 emits the processing light EL#1 via the prism mirror 2161.
- the irradiation optical system 211a emits the processed light EL#1 emitted from the f ⁇ lens 2162#1 and the processed light EL# emitted from the f ⁇ lens 2162#2 without passing through the prism mirror 2161. 2 may be irradiated onto the modeling surface MS. In this case, the irradiation optical system 211a does not need to include the prism mirror 2161. Further, f ⁇ lenses 2162#1 and 2162#2 are positioned such that the optical axis of f ⁇ lens 2162#1 and the optical axis of f ⁇ lens 2162#2 intersect on or near the modeling surface MS. You can.
- each of the f ⁇ lenses 2162#1 and 2161#2 is connected to the final optical member. It may also be called. Furthermore, when each of the f ⁇ lenses 2162#1 and 2161#2 is composed of a plurality of optical members, the most modeling surface MS of the plurality of optical members included in each of the f ⁇ lenses 2162#1 and 2162#2 is The optical element arranged on the side may be referred to as the final optical element.
- the processing system SYSb differs from the processing system SYSa described above in that it includes a processing unit 2a instead of the processing unit 2a. Other characteristics of the processing system SYSb may be the same as other characteristics of the processing system SYSa.
- the processing unit 2b differs from the processing unit 2a described above in that it includes a processing head 21b instead of the processing head 21a. Other features of the processing unit 2b may be the same as other features of the processing unit 2a.
- the processing head 21b differs from the processing head 21a described above in that it includes an irradiation optical system 211b instead of the irradiation optical system 211a.
- Other features of the processing head 21b may be the same as other features of the processing head 21a. Therefore, the irradiation optical system 211b in the second modification will be described below with reference to FIG. 24.
- FIG. 24 is a cross-sectional view showing the structure of the irradiation optical system 211b in the second modification.
- the irradiation optical system 211b includes a first optical system 214b instead of the first optical system 214, the second optical system 215, and the third optical system 216a. , is different in that it includes a second optical system 215b and a third optical system 216b.
- Other features of the irradiation optical system 211b may be the same as other features of the irradiation optical system 211a.
- the first optical system 214b differs from the first optical system 214 described above in that it includes an f ⁇ lens 2162#1.
- the f ⁇ lens 2162#1 is arranged on the optical path of the processing light EL#1 between the parallel plate 2142 and the galvano scanner 2144.
- the arrangement position of the f ⁇ lens 2162#1 is not limited to the position shown in FIG. 24.
- Other features of the first optical system 214b may be the same as other features of the first optical system 214a.
- the second optical system 215b differs from the second optical system 215 described above in that it includes an f ⁇ lens 2162#2.
- the f ⁇ lens 2162#2 is arranged on the optical path of the processing light EL#2 between the parallel plate 2152 and the galvano scanner 2154.
- the arrangement position of the f ⁇ lens 2162#2 is not limited to the position shown in FIG. 24.
- Other features of the second optical system 215b may be the same as other features of the second optical system 215a.
- the third optical system 216b differs from the third optical system 216a described above in that it does not need to include the two f ⁇ lenses 2162#1 and 2162#2. Other features of the third optical system 216b may be the same as other features of the third optical system 216a.
- the prism mirror 2161 having a plurality of reflective surfaces may be referred to as the final optical member.
- the processing system SYSb of the second modification example does not need to include the third optical system 216b.
- the first optical system 214b is arranged such that the exit-side optical axis of the first optical system 214b and the exit-side optical axis of the second optical system 215b intersect on or near the modeling surface MS. and the second optical system 215b may be positioned.
- the optical axis of the third optical system 2161 may be an axis extending in the direction of a vector obtained by combining the normal vectors of each reflective surface of the prism mirror 2161.
- the irradiation direction of the processing light EL#1 is It may mean the optical axis direction of the exit side after bending of the first optical system 214b, and the irradiation direction of the processing light EL#2 may mean the optical axis direction of the exit side of the second optical system 215b after bending. It may also mean the optical axis direction.
- the irradiation optical system 211b differs from the irradiation optical system 211a in that the positions of the two f ⁇ lenses 2162#1 and 2162#2 have been changed. Even the processing system SYSb in the second modified example including such an irradiation optical system 211b can enjoy the same effects as the above-mentioned processing system SYSa.
- FIG. 25 is a block diagram showing the configuration of a third modified example of the processing system SYS.
- the third modification of the processing system SYS will be referred to as the "processing system SYSc.”
- the processing system SYSc differs from the processing system SYS described above in that it includes a processing unit 2c instead of the processing unit 2. Furthermore, the processing system SYSc differs from the processing system SYS described above in that it does not need to include a plurality of light sources 4 (that is, it may include a single light source 4). Other characteristics of the processing system SYSc may be the same as other characteristics of the processing system SYS.
- the processing unit 2c differs from the processing unit 2 described above in that it includes a processing head 21c instead of the processing head 21. Other features of the processing unit 2c may be the same as other features of the processing unit 2.
- the processing head 21c differs from the processing head 21 described above in that it includes an irradiation optical system 211c instead of the irradiation optical system 211. Other features of the processing head 21c may be the same as other features of the processing head 21.
- FIG. 26 is a cross-sectional view showing the structure of the irradiation optical system 211c in the third modification.
- the irradiation optical system 211c differs from the irradiation optical system 211 described above in that it further includes a fourth optical system 218c.
- Other features of the irradiation optical system 211c may be the same as other features of the irradiation optical system 211.
- the fourth optical system 218c includes a wavelength plate 2181c, a polarizing beam splitter 2182c, and a mirror 2183c.
- the processing light EL emitted from the light source 4 enters the polarizing beam splitter 2182c via the wavelength plate 2181c.
- the p-polarized light included in the processing light EL0 passes through the polarization beam splitter 2182c.
- the s-polarized light included in the processing light EL0 is reflected by the polarization beam splitter 2182c.
- the p-polarized light that has passed through the polarization beam splitter 2182c enters the first optical system 214 as processed light EL#1.
- the s-polarized light reflected by the polarizing beam splitter 2182c enters the second optical system 215 as processing light EL#2 via a mirror 2183c.
- the irradiation optical system 211c uses a wavelength plate 2181c to determine the polarization state (typically the polarization direction, in the case of elliptically polarized light, of the elliptically polarized light) of the processed light EL0 that enters the polarizing beam splitter 2182c. (may be in the long axis direction) to change the intensity of the processing light EL#1 incident on the first optical system 214 and the intensity of the processing light EL#2 incident on the second optical system 215. Good too.
- a 1/2 wavelength plate may be used as the wavelength plate 2181c.
- the irradiation optical system 211c may change the polarization direction of the processed light EL0 emitted from the wavelength plate 2181c by rotating the wavelength plate 2181c, which is a 1/2 wavelength plate, around its optical axis.
- the collimator lenses 2141 and 2151 in the third modification convert the processing lights EL#1 and EL#2 split by the fourth optical system 218c into parallel lights, respectively.
- at least one of the collimator lenses 2141 and 2151 may convert the processed light EL0 that is not split by the polarizing beam splitter 2182c into parallel light.
- a collimator lens instead of the collimator lenses 2141 and 2151, a collimator lens may be placed in the optical path of the wavelength plate 2181c on the light source side.
- a collimator lens may be placed in the optical path between the wavelength plate 2181c and the polarizing beam splitter 2182c.
- the processing system SYSc can divide the processing light EL0 emitted from the single light source 4 into two processing lights EL#1 and EL#2. Therefore, the processing system SYSc does not need to be provided with two light sources 4, so the cost of the processing system SYSc can be reduced.
- the processing system SYSd differs from the above-described processing system SYSc in that it includes a processing unit 2d instead of the processing unit 2c. Other characteristics of the processing system SYSd may be the same as other characteristics of the processing system SYSc.
- the processing unit 2d differs from the processing unit 2c described above in that it includes a processing head 21d instead of the processing head 21c. Other features of the processing unit 2d may be the same as other features of the processing unit 2c.
- the processing head 21d differs from the processing head 21c described above in that it includes an irradiation optical system 211d instead of the irradiation optical system 211c.
- Other features of the processing head 21d may be the same as other features of the processing head 21c. Therefore, the irradiation optical system 211d in the fourth modification will be described below with reference to FIG. 27.
- FIG. 27 is a cross-sectional view showing the structure of the irradiation optical system 211d in the fourth modification.
- the irradiation optical system 211d includes a third optical system 216d and a fourth optical system 218d instead of the third optical system 216 and the fourth optical system 218c. It is different in that it is equipped with Other features of the irradiation optical system 211d may be the same as other features of the irradiation optical system 211c.
- the fourth optical system 218d differs from the fourth optical system 218c described above in that it includes an f ⁇ lens 2162.
- the f ⁇ lens 2162 is placed on the optical path of the processing light EL0 between the wavelength plate 2181c and the polarizing beam splitter 2182c.
- the arrangement position of the f ⁇ lens 2162 is not limited to the position shown in FIG. 27.
- Other features of the fourth optical system 218d may be the same as other features of the fourth optical system 218c.
- the third optical system 216d differs from the third optical system 216 described above in that it does not need to include the f ⁇ lens 2162. Other features of the third optical system 216d may be the same as other features of the third optical system 216.
- the processing system SYSe differs from the processing system SYS (or processing systems SYSa to SYSd) described above in that it includes a processing unit 2e instead of the processing unit 2. Other characteristics of the processing system SYSe may be the same as other characteristics of the processing system SYS.
- the processing unit 2e differs from the processing unit 2 described above in that it includes a processing head 21e instead of the processing head 21. Other features of the processing unit 2e may be the same as other features of the processing unit 2.
- the processing head 21e differs from the processing head 21 described above in that it includes an irradiation optical system 211e instead of the irradiation optical system 211.
- Other features of the processing head 21e may be the same as other features of the processing head 21. Therefore, the irradiation optical system 211e in the fifth modification will be described below with reference to FIG. 28.
- FIG. 28 is a cross-sectional view showing the structure of the irradiation optical system 211e in the fifth modification.
- the irradiation optical system 211e includes a first optical system 214e and a second optical system 215e instead of the first optical system 214 and the second optical system 215. It is different in that it is equipped with Other features of the irradiation optical system 211e may be the same as other features of the irradiation optical system 211.
- the first optical system 214e differs from the first optical system 214 described above in that it includes a collimator lens 2141e and a beam splitter 2147e. Other features of the first optical system 214e may be the same as other features of the first optical system 214.
- the processing light EL#3 is incident on the collimator lens 2141e.
- Processing light EL#3 may be light in the same wavelength band as that of processing light EL#2 that enters the second optical system 215e.
- processing light EL#2 emitted from light source 4#2 may be incident on collimator lens 2141e as processing light EL#3.
- the processing system SYSe may include a light source that generates the processing light EL#3, separately from the light source 4#2.
- the processing light EL#3 may be any type of light as long as it can be used for processing the workpiece W.
- the collimator lens 2141e converts the processing light EL#3 incident on the collimator lens 2141e into parallel light. Note that when the processing light EL#3, which is parallel light, enters the first optical system 214e, the first optical system 214e does not need to include the collimator lens 2141e. In other words, the installation of the collimator lens 2141e may be omitted.
- the collimator lens 2141e is arranged so that the front focal point of the collimator lens 2141e is located near the exit end of the optical fiber.
- the collimator lens 2141e may convert the processed light EL#3 emitted from the optical fiber as a divergent light beam into parallel light. Processing light EL#3 converted into parallel light by the collimator lens 2141e enters the beam splitter 2147e. Furthermore, the processing light EL#1 converted into parallel light by the collimator lens 2141 also enters the beam splitter 2147e.
- the beam splitter 2147e functions as a combining optical system that combines the processing lights EL#1 and EL#3. Specifically, processing light EL#1 passes through beam splitter 2147e. Processing light EL#3 is reflected by beam splitter 2147e.
- the processing lights EL#1 and EL#3 that have entered the parallel plate 2142 are irradiated onto the modeling surface MS via the galvano scanner 2144 and the third optical system 216. Therefore, in the fifth modification, the first optical system 214e emits the processing lights EL#1 and EL#3 toward the third optical system 216, and the third optical system 216 emits the processing lights EL#1 and EL#3. and EL#3 are irradiated onto the modeling surface MS.
- the irradiation direction of processing light EL#1 and the irradiation direction of processing light EL#3 may be the same direction.
- the irradiation direction of each of the processing lights EL#1 and EL#3 may be along the optical axis AX of the f ⁇ lens 2162 (in FIG. 28, the Z-axis direction).
- the irradiation direction of the processing light EL#1 and the irradiation direction of the processing light EL#3 may be different from each other.
- the irradiation optical system 211e may irradiate the processing light EL#1 and EL#3 onto the modeling surface MS at the same time. That is, the irradiation optical system 211e may irradiate the processing light EL#3 to the modeling surface MS during at least part of the period in which the processing light EL#1 is irradiating the modeling surface MS. The irradiation optical system 211e may irradiate the processing light EL#1 onto the modeling surface MS during at least part of the period in which the processing light EL#3 is irradiated onto the modeling surface MS.
- the irradiation optical system 211e may separately irradiate the processing light EL#1 and EL#3 onto the modeling surface MS. That is, the irradiation optical system 211e may irradiate the processing light EL#3 to the modeling surface MS during at least part of the period in which the processing light EL#1 is not irradiated to the modeling surface MS. The irradiation optical system 211e may irradiate the processing light EL#1 to the modeling surface MS during at least part of the period in which the processing light EL#3 is not irradiating the modeling surface MS.
- processing light EL#1 is irradiated onto the modeling surface MS via the first optical system 214e and the third optical system 216.
- the focusing position CP of the processing light EL#3 irradiated onto the modeling surface MS via the first optical system 214e and the third optical system 216 are the processing light EL#1 and the processing light EL#3.
- the position of the beam spot BS#1 formed on the modeling surface MS by the processing light EL#1 irradiated onto the modeling surface MS via the first optical system 214e and the third optical system 216, and the first optical system 214e There is a possibility that the position of the beam spot BS#3 (not shown in FIG. 28) formed on the modeling surface MS by the processing light EL#3 irradiated onto the modeling surface MS via the third optical system 216 is not the same. be. That is, chromatic aberration (especially lateral chromatic aberration or lateral chromatic aberration) may occur. Therefore, as shown in FIG. 29, the first optical system 214e may include an aberration correction member 2148e that corrects such chromatic aberration.
- the aberration correction member 2148e may include at least one of an achromatic lens, a coloring lens, a direct viewing prism, or the like.
- the processing system SYSe can irradiate the modeling surface MS with the processing lights EL#1 and EL#3 while reducing the influence of chromatic aberration.
- the control device 7 may correct chromatic aberration by controlling the amount of drive of the galvano mirror 2146 (that is, the amount of rotation of at least one of the X scanning mirror 2146MX and the Y scanning mirror 2146MY). For example, the control device 7 determines the driving amount of the galvano mirror 2146 when the processing light EL#1 is irradiated onto the modeling surface MS, and the driving amount of the galvano mirror 2146 when the processing light EL#3 is irradiating the printing surface MS. Chromatic aberration may be corrected by controlling the drive amount of the galvano mirror 2146 so that the values are different. As a result, the processing system SYSe can irradiate the modeling surface MS with the processing lights EL#1 and EL#3 while reducing the influence of chromatic aberration.
- the second optical system 215e differs from the second optical system 215 described above in that it includes a collimator lens 2151e and a beam splitter 2157e. Other features of the second optical system 215e may be the same as other features of the second optical system 215.
- Processing light EL#4 is incident on the collimator lens 2151e.
- Processing light EL#4 may be light in the same wavelength band as that of processing light EL#1 that enters the first optical system 214e.
- processing light EL#1 emitted from light source 4#1 may be incident on collimator lens 2151e as processing light EL#4.
- the processing system SYSe may include a light source that generates the processing light EL#4, separately from the light source 4#1.
- the processing light EL#4 may be any type of light as long as it can be used for processing the workpiece W.
- the collimator lens 2151e converts the processing light EL#4 incident on the collimator lens 2151e into parallel light. Note that when the parallel processing light EL#4 is incident on the second optical system 215e, the second optical system 215e does not need to include the collimator lens 2151e. In other words, the installation of the collimator lens 2151e may be omitted. In addition, when an optical fiber is interposed on the incident side of the beam splitter 2157e as a light transmission member for transmitting the processing light EL#4, the collimator lens 2151e is arranged so that the front focal point of the collimator lens 2151e is located near the exit end of the optical fiber.
- the collimator lens 2151e may convert the processing light EL#4 emitted from the optical fiber as a divergent beam into parallel light. Processing light EL#4 converted into parallel light by the collimator lens 2151e enters the beam splitter 2157e. Further, the processing light EL#2 converted into parallel light by the collimator lens 2151 also enters the beam splitter 2157e.
- the beam splitter 2157e functions as a combining optical system that combines the processing lights EL#2 and EL#4. Specifically, processing light EL#2 passes through beam splitter 2157e. Processing light EL#4 is reflected by beam splitter 2157e.
- the processing light EL#2 that has passed through the beam splitter 2157e and the processing light EL#4 that has been reflected by the beam splitter 2157e both enter the parallel plate 2152.
- the processing lights EL#2 and EL#4 that have entered the parallel plate 2152 are irradiated onto the modeling surface MS via the galvano scanner 2154 and the third optical system 216. Therefore, in the fifth modification, the second optical system 215e emits the processing lights EL#2 and EL#4 toward the third optical system 216, and the third optical system 216 emits the processing lights EL#2 and EL#4. and EL#4 are irradiated onto the modeling surface MS.
- the irradiation direction of processing light EL#2 and the irradiation direction of processing light EL#4 may be the same direction.
- the irradiation direction of each of the processing lights EL#2 and EL#4 may be along the optical axis AX of the f ⁇ lens 2162 (in FIG. 28, the Z-axis direction).
- the irradiation direction of the processing light EL#2 and the irradiation direction of the processing light EL#4 may be different from each other.
- the irradiation optical system 211e may irradiate the processing light EL#2 and EL#4 onto the modeling surface MS at the same time. That is, the irradiation optical system 211e may irradiate the processing light EL#4 to the modeling surface MS during at least part of the period in which the processing light EL#2 is irradiating the modeling surface MS. The irradiation optical system 211e may irradiate the processing light EL#2 onto the modeling surface MS during at least part of the period in which the processing light EL#4 is irradiated onto the modeling surface MS.
- the irradiation optical system 211e may separately irradiate the processing light EL#2 and EL#4 onto the modeling surface MS. That is, the irradiation optical system 211e may irradiate the processing light EL#4 to the modeling surface MS during at least part of the period in which the processing light EL#2 is not irradiating the modeling surface MS. The irradiation optical system 211e may irradiate the processing light EL#2 onto the modeling surface MS during at least part of the period in which the processing light EL#4 is not irradiated onto the modeling surface MS.
- the processing light EL#2 irradiated onto the modeling surface MS via the second optical system 215e and the third optical system 216 is The condensing position CP of the processing light EL#4 irradiated onto the modeling surface MS via the second optical system 215e and the third optical system 216 is the same as that of the processing light EL#2 and EL#4.
- the position of the beam spot BS#2 formed on the modeling surface MS by the processing light EL#2 irradiated onto the modeling surface MS via the second optical system 215e and the third optical system 216, and the second optical system 215e There is a possibility that the position of the beam spot BS#4 (not shown in FIG. 28) formed on the modeling surface MS by the processing light EL#4 irradiated onto the modeling surface MS via the third optical system 216 is not the same. be. That is, chromatic aberration (especially lateral chromatic aberration or lateral chromatic aberration) may occur. Therefore, as shown in FIG. 28, the second optical system 215e may include an aberration correction member 2158e that corrects such chromatic aberration.
- the aberration correction member 2158e may include at least one of an achromatic lens, a coloring lens, a direct viewing prism, or the like.
- the processing system SYSe can irradiate the modeling surface MS with the processing lights EL#2 and EL#4 while reducing the influence of chromatic aberration.
- the control device 7 may correct chromatic aberration by controlling the amount of drive of the galvano mirror 2156 (that is, the amount of rotation of at least one of the X scanning mirror 2156MX and the Y scanning mirror 2156MY). For example, the control device 7 determines the driving amount of the galvano mirror 2156 when the processing light EL#2 is irradiated onto the modeling surface MS, and the driving amount of the galvano mirror 2156 when the processing light EL#4 is irradiating the printing surface MS. Chromatic aberration may be corrected by controlling the driving amount of the galvano mirror 2156 so that the values are different. As a result, the processing system SYSe can irradiate the modeling surface MS with the processing lights EL#2 and EL#4 while reducing the influence of chromatic aberration.
- the first optical system 214e includes a focus control optical system 2145 for collectively changing the focusing position CP of the processing light EL#1 and the focusing position of the processing light EL#3.
- a focus control optical system 2145e#1 may be provided to change the focusing position CP of the processing light EL#1 separately and independently from the focusing position of the processing light EL#3.
- the first optical system 214e provides focus control for changing the focusing position CP of the processing light EL#3 separately and independently from the focusing position of the processing light EL#1.
- An optical system 2145e#3 may be provided. In this case, the processing system SYSe can irradiate the modeling surface MS with the processing lights EL#1 and EL#3 while reducing the influence of chromatic aberration.
- the second optical system 215e provides processing light
- a focus control optical system 2155e#2 may be provided for changing the focusing position CP of EL#2 independently from the focusing position of processing light EL#4.
- the second optical system 215e provides focus control for changing the focusing position CP of the processing light EL#4 separately and independently from the focusing position of the processing light EL#2.
- An optical system 2155e#4 may be included. In this case, the processing system SYSe can irradiate the modeling surface MS with the processing lights EL#2 and EL#4 while reducing the influence of chromatic aberration.
- the first optical system 214e may separately include a power meter for detecting the intensity of the processing light EL#1 and a power meter for detecting the intensity of the processing light EL#3.
- the processing lights EL#1 and EL#3 reflected by the parallel plate 2142 enter the two power meters through an optical member for separating the processing lights EL#1 and EL#3.
- a dichroic mirror is an example of an optical member for separating the processing lights EL#1 and EL#3.
- the second optical system 215e may separately include a power meter for detecting the intensity of the processing light EL#2 and a power meter for detecting the intensity of the processing light EL#4.
- the processing lights EL#2 and EL#4 reflected by the parallel plate 2152 enter the two power meters through an optical member for separating the processing lights EL#2 and EL#4.
- a dichroic mirror is an example of an optical member for separating the processing lights EL#2 and EL#4.
- the processing system SYSf differs from the processing system SYSe described above in that it includes a processing unit 2f instead of the processing unit 2e. Other characteristics of the processing system SYSf may be the same as other characteristics of the processing system SYSe.
- the processing unit 2f differs from the processing unit 2e described above in that it includes a processing head 21f instead of the processing head 21e. Other features of the processing unit 2f may be the same as other features of the processing unit 2e.
- the processing head 21f differs from the processing head 21e described above in that it includes an irradiation optical system 211f instead of the irradiation optical system 211e.
- Other features of the processing head 21f may be the same as other features of the processing head 21e. Therefore, the irradiation optical system 211f in the sixth modification will be described below with reference to FIG. 30.
- FIG. 30 is a cross-sectional view showing the structure of the irradiation optical system 211f in the sixth modification.
- the irradiation optical system 211e includes the first optical system 214e that emits the processing lights EL#1 and EL#3 toward the third optical system 216.
- the irradiation optical system 211f includes a first optical system 214 (214#1) that emits processing light EL#1 toward a third optical system 216; A first optical system 214 (214#2) that emits processing light EL#3 toward a third optical system 216 is separately provided.
- the irradiation optical system 211e includes a second optical system 215e that emits processing lights EL#2 and EL#4 toward the third optical system 216.
- the irradiation optical system 211f includes a second optical system 215 (215#1) that emits the processing light EL#2 toward the third optical system 216; A second optical system 215 (215#2) that emits processing light EL#4 toward a third optical system 216 is separately provided.
- the irradiation optical system 211f has four optical systems (that is, the first optical It differs in that it includes systems 214#1 and 214#2 and second optical systems 215#1 and 215#2).
- Other features of the irradiation optical system 211f may be the same as other features of the irradiation optical system 211e.
- the processing system SYSf in the sixth modification can also enjoy the same effects as the processing system SYSe described above.
- the light source 4 included in the processing system SYS may be replaceable.
- the first light source 4 when the processing system SYS includes a first light source 4 that emits processing light EL having a first wavelength, the first light source 4 emits a second wavelength different from the first wavelength.
- the second light source 4 may be replaced with a second light source 4 that emits the processing light EL.
- the processing system SYS includes a third light source 4 that emits processing light EL having a first intensity
- the third light source 4 emits a fourth wavelength different from the first intensity.
- the fourth light source 4 may be replaced with a fourth light source 4 that emits the processing light EL. If the processing system SYS includes a light source 4 that has deteriorated over time, the light source 4 may be replaced with a new light source 4.
- the processing unit 2 melts the modeling material M by irradiating the modeling material M with the processing light EL.
- the processing unit 2 may melt the modeling material M by irradiating the modeling material M with an arbitrary energy beam.
- arbitrary energy beams include at least one of charged particle beams and electromagnetic waves.
- charged particle beams include at least one of electron beams and ion beams.
- the processing unit 2 forms the three-dimensional structure ST by performing additional processing based on the laser overlay welding method.
- the processing unit 2 may model the three-dimensional structure ST by performing additional processing based on other methods capable of modeling the three-dimensional structure ST.
- other methods capable of manufacturing the three-dimensional structure ST include powder bed fusion methods such as powder sintering additive manufacturing method (SLS: Selective Laser Sintering), and binder jetting method. At least one of the following methods may be used: Binder Jetting, Material Jetting, Stereolithography, and Laser Metal Fusion (LMF).
- the processing unit 2 may model the three-dimensional structure ST by performing removal processing in addition to or instead of performing additional processing.
- the processing unit 2 may model the three-dimensional structure ST by performing machining in addition to or instead of performing at least one of addition processing and removal processing.
- the processing system SYS may perform both addition processing and removal processing.
- the processing system SYS shown in FIGS. 1 to 3 performs additional processing using either the processing light EL#1 or EL#2, and the processing
- the removal process may be performed using
- the removal process may be performed using at least one of the above. In this case, the processing system SYS, SYSe, or SYSf can perform addition processing and removal processing at the same time.
- the machining system SYS, SYSe or SYSf can perform the additive machining and the removal machining using the same machining light EL. You may do so.
- the processing system SYS reduces the flatness of the surface of the workpiece W (or the object formed on the workpiece W) processed by the addition processing or the removal processing. , to reduce surface roughness, or to make the surface close to a flat surface).
- the processing system SYS shown in FIGS. 1 to 3 performs at least one of addition processing and removal processing using one of processing lights EL#1 and EL#2, and also performs at least one of addition processing and removal processing using processing lights EL#1 and EL#2.
- Remelt processing may be performed using either #2.
- Remelt processing may be performed using at least one of EL#1 to EL#4.
- the processing system SYS, SYSe, or SYSf can simultaneously perform at least one of the addition processing and the removal processing, and the remelt processing.
- the processing system SYS, SYSe or SYSf uses the same processing light EL, At least one of addition processing and removal processing and remelt processing may be performed.
- the processing unit 2 (particularly the processing head 21) described above may be attached to a robot.
- the processing unit 2 (particularly the processing head 21) may be attached to a welding robot for performing welding.
- the processing unit 2 (particularly the processing head 21) may be attached to a self-propelled mobile robot.
- a first processing light emitted from a first light source and a second processing light emitted from a second light source different from the first light source and having a different peak wavelength from the first processing light can be irradiated onto the object.
- an irradiation optical system a material supply member capable of supplying a modeling material to the molten pool formed by the first and second processing lights, The peak wavelength of the second processing light is shorter than the peak wavelength of the first processing light, A second region irradiated with the second processing light is wider than a first region irradiated with the first processing light.
- the irradiation optical system is a first optical system that emits the first processing light; and a second optical system that emits the second processing light.
- the irradiation optical system is configured to receive the first processing light emitted from the first optical system and the second processing light emitted from the second optical system, and to The processing apparatus according to appendix 6, further comprising a third optical system that irradiates the object with two processing lights.
- the third optical system includes a final optical member through which the first processing light and the second processing light pass, and which is disposed closest to the object side among the optical members constituting the third optical system. 7.
- the processing device according to 7.
- the processing apparatus according to appendix 7 or 8, wherein the third optical system includes a focusing optical system that focuses the first processing light and the second processing light on the object.
- the first optical system includes a first focusing position changing member capable of changing a focusing position of the first processing light along an irradiation direction of the first processing light, and a first processing light that is irradiated with the first processing light.
- the second optical system includes a second focusing position changing member that can change the focusing position of the second processing light along the irradiation direction of the first processing light, and the second processing light is irradiated with the second processing light. and a second deflection member capable of deflecting the second processing light so as to change the second irradiation position along a direction intersecting the irradiation direction of the first processing light.
- the irradiation optical system applies the first processing light and the second processing light to the surface of the object such that the irradiation mode of the first processing light and the irradiation mode of the second processing light are different.
- the processing device according to any one of Supplementary Notes 1 to 10, which irradiates.
- the irradiation mode includes at least one of intensity, intensity distribution, irradiation period, irradiation time, the diameter of a spot formed on the surface of the object, and the movement mode of the irradiation position on the surface of the object. Processing equipment described.
- the irradiation optical system irradiates the object with the first processing light and the second processing light such that the peak intensity of the first processing light is higher than the peak intensity of the second processing light.
- Supplementary Note 1 The processing device according to any one of 12 to 12.
- the irradiation optical system is configured such that the size of the area scanned by the second processing light per unit time on the surface of the object is larger than the size of the area scanned by the first processing light per unit time on the surface of the object.
- the processing apparatus according to any one of Supplementary notes 1 to 13, wherein the object is irradiated with the first processing light and the second processing light so that the size of the object increases.
- the irradiation optical system is configured such that (i) a period in which the object is irradiated with the first processing light overlaps a period in which the object is irradiated with the second processing light, and (ii) a period in which the object is irradiated with the first processing light.
- the irradiation optical system is configured such that (i) the first processing light is irradiated to the one part of the object after the second processing light is irradiated to the one part of the object, and (ii) the first processing light is irradiated to the one part of the object.
- the object is irradiated with the first processing light and the second processing light so that the intensity of the first processing light is higher than the intensity of the second processing light. processing equipment.
- the irradiation optical system is configured such that (i) the object is irradiated with the first processing light a plurality of times during at least part of the period in which the object is irradiated with the second processing light, and (ii) the object is irradiated with the first processing light a plurality of times; 16.
- the first processing light and the second processing light are irradiated onto the object such that the intensity of the first processing light is higher than the intensity of the second processing light. Processing equipment.
- the irradiation optical system includes (i) a first irradiation position where the first processing light is irradiated on a first surface intersecting the irradiation direction of the first processing light and a second irradiation position where the second processing light is irradiated; Each of the positions reciprocates regularly along the movement direction within the first plane, and (ii) a first reversal timing and the first irradiation at which the movement direction of the first irradiation position is reversed in the movement direction.
- the intensity of the first processing light at at least one of the overlapping timings where the position and the second irradiation position overlap is weaker than the intensity of the first processing light at a timing different from the first reversal timing and the overlapping timing.
- the intensity of the second processed light at at least one of the second reversal timing and the overlapping timing at which the moving direction of the second irradiation position is reversed in the moving direction is different from the second reversing timing and the overlapping timing.
- the first processing light and the second processing light are irradiated onto the object so that the intensity is weaker than the intensity of the second processing light at a timing different from the timing. Processing equipment.
- the irradiation optical system is configured such that (i) a first irradiation position where the first processing light is irradiated on a first surface intersecting the irradiation direction of the first processing light is in a first movement direction within the first surface; (ii) a second irradiation position at which the second processing light is irradiated on the first surface is along the first surface and intersects with the first movement direction; (iii) the diameter of the spot formed on the object by the second processing light is the diameter of the spot formed on the object by the first processing light; 18.
- the processing apparatus according to any one of Supplementary Notes 1 to 17, wherein the object is irradiated with the first processing light and the second processing light so that the processing light becomes larger than the first processing light.
- the irradiation optical system is configured such that (i) a first irradiation position where the first processing light is irradiated on a first surface intersecting the irradiation direction of the first processing light moves regularly along a first movement trajectory; (ii) a second irradiation position on the first surface where the second processing light is irradiated moves regularly along a second movement trajectory different from the first movement trajectory, and (iii) ) the first processing light and the second processing light such that the diameter of the spot formed on the object by the second processing light is larger than the diameter of the spot formed on the object by the first processing light;
- the processing device according to any one of Supplementary Notes 1 to 17, wherein the processing device irradiates the object with light.
- the irradiation optical system further irradiates the object with third processing light having the same wavelength band as the second processing light and fourth processing light having the same wavelength band as the first processing light.
- the processing device according to any one of Supplementary Notes 1 to 20.
- the irradiation optical system is a first optical system that emits the first and third processing lights; and a second optical system that emits the second and fourth processing lights.
- the first optical system includes a first light focusing position changing member that can change the focusing position of each of the first and third processing lights along the irradiation direction of the first processing light; the first irradiation position such that the first irradiation position where the light is irradiated and the third irradiation position where the third processing light is irradiated are changed along a direction intersecting the irradiation direction of the first processing light; and a first deflection member capable of deflecting the third processing light
- the second optical system includes a second light focusing position changing member that can change the focusing position of each of the second and fourth processing lights along the irradiation direction of the first processing light; the second irradiation position to which the light is irradiated and the fourth irradiation position to which the fourth processing light is irradiated are changed along a direction intersecting the irradiation direction of the first processing light; and a second deflection member capable of deflecting the
- the first optical system includes a first aberration correction member for correcting chromatic aberration caused by the first and third processing lights
- the processing apparatus according to any one of appendices 22 to 24, wherein the second optical system includes a second aberration correction member for correcting chromatic aberration caused by the second and fourth processing lights.
- the irradiation optical system is a first optical system that emits the first processing light; a second optical system that emits the second processing light; a third optical system that emits the third processing light; and a fourth optical system that emits the fourth processing light.
- the first optical system includes a first focusing position changing member capable of changing a focusing position of the first processing light along an irradiation direction of the first processing light, and a first processing light that is irradiated with the first processing light.
- a first deflection member capable of deflecting the first processing light so as to change the first irradiation position along a direction intersecting the irradiation direction of the first processing light;
- the second optical system includes a second focusing position changing member that can change the focusing position of the second processing light along the irradiation direction of the first processing light, and the second processing light is irradiated with the second processing light.
- the third optical system includes a third focusing position changing member that can change the focusing position of the third processing light along the irradiation direction of the first processing light, and the third processing light is irradiated with the third processing light.
- the fourth optical system includes a fourth light focusing position changing member that can change the focusing position of the fourth processing light along the irradiation direction of the first processing light, and the fourth processing light is irradiated.
- FIG. 28 further comprising a cooling device capable of cooling optical members included in the irradiation optical system, In the cooling device, a cooling mode of a first portion of the optical member into which the first processing light is incident is different from a cooling mode of a second portion of the optical member into which the second processing light is incident.
- the processing device according to any one of Supplementary Notes 1 to 27, wherein the optical member is cooled so as to cool the optical member.
- the processing device according to attachment 28, wherein the first portion can be cooled faster than the second portion by the cooling device.
- a processing device that performs additional processing on an object, a first optical system capable of irradiating the object with first processing light emitted from a first light source; a second optical system capable of irradiating the object with second processing light emitted from a second light source different from the first light source and having a peak wavelength different from that of the first processing light; a material supply member capable of supplying a modeling material to the molten pool formed by the first and second processing lights;
- the first optical system includes a first focusing position changing member capable of changing a focusing position of the first processing light along an irradiation direction of the first processing light, and a first processing light that is irradiated with the first processing light.
- the second optical system includes a second focusing position changing member that can change a focusing position of the second processing light along an irradiation direction of the second processing light, and a second processing light that is irradiated with the second processing light. and a second deflection member capable of deflecting the second processing light so as to change the second irradiation position along a direction intersecting the irradiation direction of the second processing light.
- a processing device that performs additional processing on an object, A first processing light emitted from a first light source can be irradiated onto the object, and a second processing light emitted from a second light source different from the first light source and having a peak wavelength different from the first processing light is emitted.
- the first optical system is a first light focusing position changing member capable of changing the focusing position of the first processing light along the irradiation direction of the first processing light; a second light focusing position changing member capable of changing the focusing position of the second processing light along the irradiation direction of the second processing light; A first irradiation position where the first processing light is irradiated and a second irradiation position where the second processing light is irradiated along a direction intersecting the irradiation directions of the first processing light and the second processing light.
- a processing device that performs additional processing on an object, a first optical system capable of irradiating the object with a first processing light, and capable of irradiating the object with a second processing light having a different peak wavelength from the first processing light; a second optical system capable of irradiating the object with a third processing light, and capable of irradiating the object with a fourth processing light having a different peak wavelength from the third processing light; a material supply member capable of supplying a modeling material to the molten pool formed by the first processing light, the second processing light, the third processing light, and the fourth processing light;
- the first optical system is a first light focusing position changing member capable of changing the focusing position of the first processing light along the irradiation direction of the first processing light; a second light focusing position changing member capable of changing the focusing position of the second processing light along the irradi
- the second optical system is a third light focusing position changing member capable of changing the focusing position of the third processing light along the irradiation direction of the third processing light; a fourth light focusing position changing member capable of changing the focusing position of the fourth processing light along the irradiation direction of the fourth processing light; A third irradiation position where the third processing light is irradiated and a fourth irradiation position where the fourth processing light is irradiated are arranged along a direction intersecting the irradiation directions of the third processing light and the fourth processing light.
- a processing device that performs additional processing on an object, a first optical system capable of irradiating the object with a first processing light; a second optical system capable of irradiating the object with second processing light; a material supply member capable of supplying a modeling material to the molten pool formed by the first and second processing lights;
- the first optical system includes a first focusing position changing member capable of changing a focusing position of the first processing light along an irradiation direction of the first processing light, and a first processing light that is irradiated with the first processing light.
- the second optical system includes a second focusing position changing member that can change a focusing position of the second processing light along an irradiation direction of the second processing light, and a second processing light that is irradiated with the second processing light. and a second deflection member capable of deflecting the second processing light so as to change the second irradiation position along a second direction intersecting the irradiation direction of the second processing light.
- the first deflection member is controlled based on the amount of change in the focusing position of the first processing light by the first focusing position changing member, The processing device according to attachment 33, wherein the second deflection member is controlled based on the amount of change in the focusing position of the second processing light by the second focusing position changing member.
- the first deflection member corrects a deviation of the first irradiation position in the direction along the surface of the object, which is caused by the first focusing position changing member changing the focusing position of the first processing light.
- the second deflection member corrects a deviation of the second irradiation position in the direction along the surface of the object, which is caused by the second focusing position changing member changing the focusing position of the second processing light.
- the processing apparatus according to appendix 33 or 34, wherein the second irradiation position is changed along a direction along the surface of the object.
- the first light collection position changing member is controlled based on the amount of change in the first irradiation position by the first deflection member, The processing apparatus according to any one of appendices 33 to 35, wherein the second light collection position changing member is controlled based on the amount of change in the second irradiation position by the second deflection member.
- the first focusing position changing member corrects a shift in the focusing position of the first processing light in a direction intersecting the surface of the object, which is caused by the first deflection member changing the first irradiation position.
- the second focusing position changing member corrects a shift in the focusing position of the second processing light in a direction intersecting the surface of the object, which is caused by the second deflection member changing the second irradiation position.
- the processing apparatus according to any one of appendices 33 to 36, wherein the condensing position of the second processing light is changed along a direction intersecting the surface of the object.
- the first optical system includes a first detector capable of detecting the intensity of the first processing light
- the processing apparatus according to any one of Supplementary Notes 33 to 37, wherein the second optical system includes a second detector capable of detecting the intensity of the second processing light.
- a processing device that performs additional processing on an object, a first optical system capable of irradiating the object with a first processing light; a second optical system capable of irradiating the object with second processing light; a material supply member capable of supplying a modeling material to the molten pool formed by the first and second processing lights,
- the first optical system is capable of deflecting the first processing light so as to change a first irradiation position where the first processing light is irradiated along a direction intersecting an irradiation direction of the first processing light.
- the second optical system is capable of deflecting the second processing light so as to change a second irradiation position where the second processing light is irradiated along a direction intersecting the irradiation direction of the second processing light. and a second detector capable of detecting the intensity of the second processing light.
- the first detector is capable of detecting the intensity of the first processing light traveling on an optical path between a first light source that emits the first processing light and the first deflection member
- the second detector is capable of detecting the intensity of the second processing light that travels on an optical path between the second light source that emits the second processing light and the second deflection member. processing equipment.
- the processing device includes: an objective optical member for irradiating the object with the first processing light and the second processing light; further comprising a cooling device capable of cooling the objective optical member, The processing device according to any one of appendices 38 to 41, wherein the cooling device cools the objective optical member based on a detection result of at least one of the first detector and the second detector.
- a processing head comprising a condensing optical system that focuses processing light on an object, and an electrical component used to control the processing light; a support member adjacent to the processing head along the direction intersecting the optical axis of the condensing optical system and supporting the processing head; A first distance between the electrical component and the support member in the direction intersecting the optical axis is longer than a second distance between the optical axis and the support member in the direction intersecting the optical axis.
- the electrical component includes a detector capable of detecting the intensity of the processing light.
- the electric component is configured to drive a deflection member capable of deflecting the processing light so as to change an irradiation position on the surface of the object at which the processing light is irradiated along a direction along the surface of the object.
- the processing device according to appendix 43 or 44, including a drive system.
- the processing apparatus according to any one of appendices 43 to 45, wherein the processing head can change its position with respect to the object.
- the processing device further includes a drive device that changes the position of the support member, The processing device according to any one of appendices 43 to 46, wherein the position of the processing head is changed in conjunction with the change in the position of the support member.
- an irradiation device capable of irradiating an object with first processing light and second processing light having a peak wavelength different from the first processing light
- a processing device comprising: a material supply member capable of supplying a modeling material to a molten pool formed by at least one of the first and second processing lights.
- an irradiation device capable of irradiating an object with first processing light and second processing light having a peak wavelength different from the first processing light;
- a processing device comprising: a material supply member capable of supplying a modeling material to a position irradiated with the first and second processing light by the irradiation device.
- an irradiation device capable of irradiating an object with first processing light and second processing light having a peak wavelength different from the first processing light; a material supply member capable of supplying a modeling material to an irradiation area to which the first processing light is irradiated by the irradiation device; The irradiation area to which the first processing light is irradiated at least partially overlaps the area to which the second processing light is irradiated.
- the processing apparatus according to any one of appendices 51 to 53, wherein the first region irradiated with the first processing light is the same as the second region irradiated with the second processing light.
- the processing apparatus according to any one of appendices 51 to 53, wherein the first region irradiated with the first processing light is narrower than the second region irradiated with the second processing light.
- the processing device according to attachment 55, wherein the first processing light is movable inside the second region.
- the processing apparatus according to attachment 55 or 56, wherein the size of the first processing light is changed within the second region.
- the processing apparatus according to any one of appendices 51 to 53, wherein the second region to which the second processing light is irradiated is narrower than the first region to which the first processing light is irradiated.
- Changing the size of the irradiation area of at least one of the first processing light and the second processing light means changing the focus of at least one of the first processing light and the second processing light.
- a processing device that performs additional processing on an object, a first optical system capable of irradiating the object with a first processing light; a second optical system capable of irradiating the object with second processing light having a different peak wavelength from the first processing light; a material supply member capable of supplying a modeling material to a molten pool formed by at least one of the first and second processing lights,
- the first optical system includes a first focusing position changing member capable of changing a focusing position of the first processing light along an irradiation direction of the first processing light, and a first processing light that is irradiated with the first processing light.
- the second optical system includes a second focusing position changing member that can change a focusing position of the second processing light along an irradiation direction of the second processing light, and a second processing light that is irradiated with the second processing light.
- a processing device including at least one of a second deflection member capable of deflecting the second processing light so as to change the second irradiation position along a direction intersecting the irradiation direction of the second processing light.
- a processing device that performs additional processing on an object, a first optical system capable of irradiating the object with a first processing light, and capable of irradiating the object with a second processing light having a different peak wavelength from the first processing light; a material supply member capable of supplying a modeling material to a molten pool formed by at least one of the first and second processing lights,
- the first optical system includes a first light focusing position changing member that can change the focusing position of the first processing light along the irradiation direction of the first processing light, and a focusing position of the second processing light.
- a second light focusing position changing member that can be changed along the irradiation direction of the second processing light; a first irradiation position that is irradiated with the first processing light; and a second irradiation position that is irradiated with the second processing light; a first deflection member capable of deflecting the first processing light and the second processing light so as to change the irradiation position along a direction intersecting the irradiation direction of the first processing light and the second processing light; Processing equipment including at least one of the following.
- a processing device that performs additional processing on an object, a first optical system capable of irradiating the object with a first processing light, and capable of irradiating the object with a second processing light having a different peak wavelength from the first processing light; a second optical system capable of irradiating the object with a third processing light, and capable of irradiating the object with a fourth t processing light having a different peak wavelength from the third processing light; a material supply member capable of supplying a modeling material to a molten pool formed by at least one of the first processing light, the second processing light, the third processing light, and the fourth processing light; Equipped with The first optical system includes a first light focusing position changing member that can change the focusing position of the first processing light along the irradiation direction of the first processing light, and a focusing position of the second processing light.
- the second optical system includes a third light focusing position changing member that can change the focusing position of the third processing light along the irradiation direction of the third processing light, and a focusing position of the fourth processing light.
- a fourth light focusing position changing member that can be changed along the irradiation direction of the second processing light; a third irradiation position where the third processing light is irradiated; and a fourth light collection position where the fourth processing light is irradiated; a second deflection member capable of deflecting the third processing light and the fourth processing light so as to change the irradiation position along a direction intersecting the irradiation direction of the third processing light and the fourth processing light; Processing equipment including at least one of the following.
- a processing device that performs additional processing on an object, a first optical system capable of irradiating the object with a first processing light; a second optical system capable of irradiating the object with second processing light having a different peak wavelength from the first processing light; a material supply member capable of supplying a modeling material at a position irradiated with at least one of the first and second processing light;
- the first optical system includes a first focusing position changing member capable of changing a focusing position of the first processing light along an irradiation direction of the first processing light, and a first processing light that is irradiated with the first processing light.
- the second optical system includes a second focusing position changing member that can change a focusing position of the second processing light along an irradiation direction of the second processing light, and a second processing light that is irradiated with the second processing light.
- a processing device including at least one of a second deflection member capable of deflecting the second processing light so as to change the second irradiation position along a direction intersecting the irradiation direction of the second processing light.
- a processing device that performs additional processing on an object, A first processing light emitted from a first light source can be irradiated onto the object, and a second processing light emitted from a second light source different from the first light source and having a peak wavelength different from the first processing light is emitted.
- a first optical system capable of irradiating the object; a material supply member capable of supplying a modeling material at a position irradiated with at least one of the first and second processing light;
- the first optical system includes a first light focusing position changing member that can change the focusing position of the first processing light along the irradiation direction of the first processing light, and a focusing position of the second processing light.
- a second light focusing position changing member that can be changed along the irradiation direction of the second processing light; a first irradiation position that is irradiated with the first processing light; and a second irradiation position that is irradiated with the second processing light; a first deflection member capable of deflecting the first processing light and the second processing light so as to change the irradiation position along a direction intersecting the irradiation direction of the first processing light and the second processing light; Processing equipment including at least one of the following.
- a processing device that performs additional processing on an object, a first optical system capable of irradiating the object with a first processing light, and capable of irradiating the object with a second processing light having a different peak wavelength from the first processing light; a second optical system capable of irradiating the object with a third processing light, and capable of irradiating the object with a fourth processing light having a different peak wavelength from the third processing light; a material supply member capable of supplying a modeling material to a position irradiated with at least one of the first processing light, the second processing light, the third processing light, and the fourth processing light; Equipped with The first optical system includes a first light focusing position changing member that can change the focusing position of the first processing light along the irradiation direction of the first processing light, and a focusing position of the second processing light.
- the second optical system includes a third light focusing position changing member that can change the focusing position of the third processing light along the irradiation direction of the third processing light, and a focusing position of the fourth processing light.
- a fourth light focusing position changing member that can be changed along the irradiation direction of the second processing light; a third irradiation position where the third processing light is irradiated; and a fourth light collection position where the fourth processing light is irradiated; a second deflection member capable of deflecting the third processing light and the fourth processing light so as to change the irradiation position along a direction intersecting the irradiation direction of the third processing light and the fourth processing light; Processing equipment including at least one of the following.
- a processing device that performs additional processing on an object, a first optical system capable of irradiating the object with a first processing light; a second optical system capable of irradiating the object with second processing light; a material supply member capable of supplying a modeling material to a molten pool formed by at least one of the first and second processing lights,
- the first optical system includes a first focusing position changing member that can change the focusing position of the first processing light along the irradiation direction of the first processing light
- the second optical system includes a second light focusing position changing member that can change the focusing position of the second processing light along the irradiation direction of the second processing light.
- a processing device that performs additional processing on an object, a first optical system capable of irradiating the object with a first processing light; a second optical system capable of irradiating the object with second processing light; a material supply member capable of supplying a modeling material at a position irradiated with at least one of the first and second processing light;
- the first optical system includes a first focusing position changing member that can change the focusing position of the first processing light along the irradiation direction of the first processing light
- the second optical system includes a second light focusing position changing member that can change the focusing position of the second processing light along the irradiation direction of the second processing light.
- a processing device that performs additional processing on an object, a first optical system capable of irradiating the object with a first processing light and including a first detector capable of detecting the intensity of the first processing light; a second optical system capable of irradiating the object with a second processing light and including a second detector capable of detecting the intensity of the second processing light;
- a processing device comprising: a material supply member capable of supplying a modeling material to a molten pool formed by at least one of the first and second processing lights.
- a processing device that performs additional processing on an object, a first optical system capable of irradiating the object with a first processing light and including a first detector capable of detecting the intensity of the first processing light; a second optical system capable of irradiating the object with a second processing light and including a second detector capable of detecting the intensity of the second processing light;
- a processing device comprising: a material supply member capable of supplying a modeling material to a position where at least one of the first and second processing light is irradiated.
- a processing device that performs additional processing on an object, a first optical system capable of irradiating the object with a first processing light; a second optical system capable of irradiating the object with second processing light; a material supply member capable of supplying a modeling material to a molten pool formed by at least one of the first and second processing lights,
- the first optical system includes a first focusing position changing member that can change the focusing position of the first processing light along the irradiation direction of the first processing light
- the second optical system includes: , a processing device including a second light focusing position changing member capable of changing the focusing position of the second processing light along the irradiation direction of the second processing light.
- a processing device that performs additional processing on an object, a first optical system capable of irradiating the object with a first processing light; a second optical system capable of irradiating the object with second processing light; a material supply member capable of supplying a modeling material at a position irradiated with at least one of the first and second processing light;
- the first optical system includes a first focusing position changing member that can change the focusing position of the first processing light along the irradiation direction of the first processing light
- the second optical system includes: , a processing device including a second light focusing position changing member capable of changing the focusing position of the second processing light along the irradiation direction of the second processing light.
- a processing device that performs additional processing on an object, a first optical system capable of irradiating the object with a first processing light; a second optical system capable of irradiating the object with second processing light; a material supply member capable of supplying a modeling material to a molten pool formed by at least one of the first and second processing lights,
- the first optical system is capable of deflecting the first processing light so as to change a first irradiation position where the first processing light is irradiated along a direction intersecting an irradiation direction of the first processing light.
- the second optical system is capable of deflecting the second processing light so as to change a second irradiation position where the second processing light is irradiated along a direction intersecting the irradiation direction of the second processing light.
- a processing device including a second deflection member.
- a processing device that performs additional processing on an object, a first optical system capable of irradiating the object with a first processing light; a second optical system capable of irradiating the object with second processing light; a material supply member capable of supplying a modeling material at a position irradiated with at least one of the first and second processing light;
- the first optical system is capable of deflecting the first processing light so as to change a first irradiation position where the first processing light is irradiated along a direction intersecting an irradiation direction of the first processing light.
- the second optical system is capable of deflecting the second processing light so as to change a second irradiation position where the second processing light is irradiated along a direction intersecting the irradiation direction of the second processing light.
- a processing device including a second deflection member.
- the processing apparatus according to any one of appendices 76 to 83, wherein the first region irradiated with the first processing light is narrower than the second region irradiated with the second processing light.
- the processing apparatus according to any one of appendices 76 to 83, wherein the second region to which the second processing light is irradiated is narrower than the first region to which the first processing light is irradiated.
- the processing apparatus according to any one of appendices 76 to 92, wherein the second processing light is irradiated onto the object before the first processing light.
- [Additional note 94] 94.
- Appendix 95 95.
- the processing device according to any one of appendices 76 to 94, wherein the processing device modulates the peak intensity of at least one of the first processing light and the second processing light.
- Changing the size of the irradiation area of at least one of the first processing light and the second processing light means changing the focus of at least one of the first processing light and the second processing light.
- the processing device according to any one of appendices 76 to 98.
- the peak wavelength of the second processing light is shorter than the peak wavelength of the first processing light, A processing method in which a second area irradiated with the second processing light is wider than a first area irradiated with the first processing light.
- a processing method that performs additional processing on an object, irradiating the object with first processing light emitted from a first light source using a first optical system; irradiating the object with second processing light emitted from a second light source different from the first light source and having a different peak wavelength than the first processing light using a second optical system; supplying a modeling material to the molten pool formed by the first and second processing lights,
- the first optical system includes a first focusing position changing member capable of changing a focusing position of the first processing light along an irradiation direction of the first processing light, and a first processing light that is irradiated with the first processing light.
- the second optical system includes a second focusing position changing member that can change a focusing position of the second processing light along an irradiation direction of the second processing light, and a second processing light that is irradiated with the second processing light.
- a second deflection member capable of deflecting the second processing light so as to change the second irradiation position along a direction intersecting the irradiation direction of the second processing light.
- a processing method that performs additional processing on an object, irradiating the object with first processing light emitted from a first light source using a first optical system; Using the first optical system, irradiating the object with second processing light that is emitted from a second light source different from the first light source and has a peak wavelength different from that of the first processing light; supplying a modeling material to the molten pool formed by the first and second processing lights,
- the first optical system is a first light focusing position changing member capable of changing the focusing position of the first processing light along the irradiation direction of the first processing light; a second light focusing position changing member capable of changing the focusing position of the second processing light along the irradiation direction of the second processing light; A first irradiation position where the first processing light is irradiated and a second irradiation position where the second processing light is irradiated along a direction intersecting the irradiation directions of the first processing light and the second processing
- a processing method that performs additional processing on an object, Irradiating the object with a first processing light using a first optical system; irradiating the object with second processing light having a different peak wavelength from the first processing light using the first optical system; Irradiating the object with third processing light using a second optical system; irradiating the object with fourth processing light having a different peak wavelength from the third processing light using the second optical system; Supplying a modeling material to a molten pool formed by the first processing light, the second processing light, the third processing light, and the fourth processing light,
- the first optical system is a first light focusing position changing member capable of changing the focusing position of the first processing light along the irradiation direction of the first processing light; a second light focusing position changing member capable of changing the focusing position of the second processing light along the irradiation direction of the second processing light;
- a first optical system is a first light focusing position changing member capable of changing the focusing position of the first processing light along the irradiation direction of
- the second optical system is a third light focusing position changing member capable of changing the focusing position of the third processing light along the irradiation direction of the third processing light; a fourth light focusing position changing member capable of changing the focusing position of the fourth processing light along the irradiation direction of the fourth processing light; A third irradiation position where the third processing light is irradiated and a fourth irradiation position where the fourth processing light is irradiated are arranged along a direction intersecting the irradiation directions of the third processing light and the fourth processing light.
- a processing method that performs additional processing on an object Irradiating the object with a first processing light using a first optical system; Irradiating the object with second processing light using a second optical system; supplying a modeling material to the molten pool formed by the first and second processing lights,
- the first optical system includes a first focusing position changing member capable of changing a focusing position of the first processing light along an irradiation direction of the first processing light, and a first processing light that is irradiated with the first processing light.
- the second optical system includes a second focusing position changing member that can change a focusing position of the second processing light along an irradiation direction of the second processing light, and a second processing light that is irradiated with the second processing light.
- a second deflection member capable of deflecting the second processing light so as to change the second irradiation position along a second direction intersecting the irradiation direction of the second processing light.
- a processing method that performs additional processing on an object, Irradiating the object with a first processing light using a first optical system; Irradiating the object with second processing light using a second optical system; supplying a modeling material to the molten pool formed by the first and second processing lights,
- the first optical system is capable of deflecting the first processing light so as to change a first irradiation position where the first processing light is irradiated along a direction intersecting an irradiation direction of the first processing light.
- the second optical system is capable of deflecting the second processing light so as to change a second irradiation position where the second processing light is irradiated along a direction intersecting the irradiation direction of the second processing light.
- a processing head comprising a condensing optical system that focuses processing light on an object, and an electrical component used to control the processing light;
- a processing method using a processing device comprising: a support member adjacent to the processing head along a direction intersecting the optical axis of the condensing optical system and supporting the processing head, A first distance between the electrical component and the support member in the direction intersecting the optical axis is longer than a second distance between the optical axis and the support member in the direction intersecting the optical axis.
- a processing method comprising: supplying a modeling material to a molten pool formed by at least one of the first and second processing lights.
- a processing method comprising: supplying a modeling material to a position irradiated with the first and second processing light.
- a processing method that performs additional processing on an object, Irradiating the object with a first processing light using a first optical system; irradiating the object with a second processing light having a different peak wavelength from the first processing light using a second optical system; supplying a modeling material to a molten pool formed by at least one of the first and second processing lights,
- the first optical system includes a first focusing position changing member capable of changing a focusing position of the first processing light along an irradiation direction of the first processing light, and a first processing light that is irradiated with the first processing light.
- the second optical system includes a second focusing position changing member that can change a focusing position of the second processing light along an irradiation direction of the second processing light, and a second processing light that is irradiated with the second processing light.
- a processing method including at least one of a second deflection member capable of deflecting the second processing light so as to change the second irradiation position along a direction intersecting the irradiation direction of the second processing light.
- a processing method that performs additional processing on an object, Irradiating the object with a first processing light using a first optical system; irradiating the object with second processing light having a different peak wavelength from the first processing light using the first optical system; supplying a modeling material to a molten pool formed by at least one of the first and second processing lights,
- the first optical system includes a first light focusing position changing member that can change the focusing position of the first processing light along the irradiation direction of the first processing light, and a focusing position of the second processing light.
- a processing method including at least one of the following.
- a processing method that performs additional processing on an object, Irradiating the object with a first processing light using a first optical system; irradiating the object with second processing light having a different peak wavelength from the first processing light using the first optical system; Irradiating the object with third processing light using a second optical system; irradiating the object with fourth processing light having a different peak wavelength from the third processing light using the second optical system; Supplying a modeling material to a molten pool formed by at least one of the first processing light, the second processing light, the third processing light, and the fourth processing light; Equipped with The first optical system includes a first light focusing position changing member that can change the focusing position of the first processing light along the irradiation direction of the first processing light, and a focusing position of the second processing light.
- the second optical system includes a third light focusing position changing member that can change the focusing position of the third processing light along the irradiation direction of the third processing light, and a focusing position of the fourth processing light.
- a processing method including at least one of the following.
- a processing method that performs additional processing on an object, Irradiating the object with a first processing light using a first optical system; irradiating the object with a second processing light having a different peak wavelength from the first processing light using a second optical system; supplying a modeling material to a position irradiated with at least one of the first and second processing light;
- the first optical system includes a first focusing position changing member capable of changing a focusing position of the first processing light along an irradiation direction of the first processing light, and a first processing light that is irradiated with the first processing light.
- the second optical system includes a second focusing position changing member that can change a focusing position of the second processing light along an irradiation direction of the second processing light, and a second processing light that is irradiated with the second processing light.
- a processing method including at least one of a second deflection member capable of deflecting the second processing light so as to change the second irradiation position along a direction intersecting the irradiation direction of the second processing light.
- a processing method that performs additional processing on an object, irradiating the object with first processing light emitted from a first light source using a first optical system; Using the first optical system, irradiating the object with second processing light that is emitted from a second light source different from the first light source and has a peak wavelength different from that of the first processing light; supplying a modeling material to a position irradiated with at least one of the first and second processing light;
- the first optical system includes a first light focusing position changing member that can change the focusing position of the first processing light along the irradiation direction of the first processing light, and a focusing position of the second processing light.
- a processing method including at least one of the following.
- a processing method that performs additional processing on an object, Irradiating the object with a first processing light using a first optical system; irradiating the object with second processing light having a different peak wavelength from the first processing light using the first optical system; Irradiating the object with third processing light using a second optical system; irradiating the object with fourth processing light having a different peak wavelength from the third processing light using the second optical system; supplying a modeling material to a position irradiated with at least one of the first processing light, the second processing light, the third processing light, and the fourth processing light; Equipped with The first optical system includes a first light focusing position changing member that can change the focusing position of the first processing light along the irradiation direction of the first processing light, and a focusing position of the second processing light.
- the second optical system includes a third light focusing position changing member that can change the focusing position of the third processing light along the irradiation direction of the third processing light, and a focusing position of the fourth processing light.
- a processing method including at least one of the following.
- a processing method that performs additional processing on an object, Irradiating the object with a first processing light using a first optical system; Irradiating the object with second processing light using a second optical system; supplying a modeling material to a molten pool formed by at least one of the first and second processing lights,
- the first optical system includes a first focusing position changing member that can change the focusing position of the first processing light along the irradiation direction of the first processing light
- the second optical system includes a second light focusing position changing member that can change the focusing position of the second processing light along the irradiation direction of the second processing light.
- a processing method that performs additional processing on an object, Irradiating the object with a first processing light using a first optical system; Irradiating the object with second processing light using a second optical system; supplying a modeling material to a position irradiated with at least one of the first and second processing light;
- the first optical system includes a first focusing position changing member that can change the focusing position of the first processing light along the irradiation direction of the first processing light
- the second optical system includes a second light focusing position changing member that can change the focusing position of the second processing light along the irradiation direction of the second processing light.
- a processing method that performs additional processing on an object, Irradiating the object with a first processing light using a first optical system; Irradiating the object with second processing light using a second optical system; supplying a modeling material to a molten pool formed by at least one of the first and second processing lights,
- the first optical system includes a first detector capable of detecting the intensity of the first processing light
- the second optical system includes a second detector capable of detecting the intensity of the second processing light.
- a processing method that performs additional processing on an object, Irradiating the object with a first processing light using a first optical system; Irradiating the object with second processing light using a second optical system; supplying a modeling material to a position irradiated with at least one of the first and second processing light;
- the first optical system includes a first detector capable of detecting the intensity of the first processing light
- the second optical system includes a second detector capable of detecting the intensity of the second processing light.
- a processing method that performs additional processing on an object, Irradiating the object with a first processing light using a first optical system; Irradiating the object with second processing light using a second optical system; supplying a modeling material to a molten pool formed by at least one of the first and second processing lights,
- the first optical system includes a first focusing position changing member that can change the focusing position of the first processing light along the irradiation direction of the first processing light
- the second optical system includes: A processing method comprising: a second light focusing position changing member capable of changing a focusing position of the second processing light along an irradiation direction of the second processing light.
- a processing method that performs additional processing on an object, Irradiating the object with a first processing light using a first optical system; Irradiating the object with second processing light using a second optical system; supplying a modeling material to a position irradiated with at least one of the first and second processing light;
- the first optical system includes a first focusing position changing member that can change the focusing position of the first processing light along the irradiation direction of the first processing light
- the second optical system includes: A processing method comprising: a second light focusing position changing member capable of changing a focusing position of the second processing light along an irradiation direction of the second processing light.
- a processing method that performs additional processing on an object, Irradiating the object with a first processing light using a first optical system; Irradiating the object with second processing light using a second optical system; supplying a modeling material to a molten pool formed by at least one of the first and second processing lights,
- the first optical system is capable of deflecting the first processing light so as to change a first irradiation position where the first processing light is irradiated along a direction intersecting an irradiation direction of the first processing light.
- the second optical system is capable of deflecting the second processing light so as to change a second irradiation position where the second processing light is irradiated along a direction intersecting the irradiation direction of the second processing light.
- a processing method including a second deflection member.
- a processing method that performs additional processing on an object, Irradiating the object with a first processing light using a first optical system; Irradiating the object with second processing light using a second optical system; supplying a modeling material to a position irradiated with at least one of the first and second processing light;
- the first optical system is capable of deflecting the first processing light so as to change a first irradiation position where the first processing light is irradiated along a direction intersecting an irradiation direction of the first processing light.
- the second optical system is capable of deflecting the second processing light so as to change a second irradiation position where the second processing light is irradiated along a direction intersecting the irradiation direction of the second processing light.
- a processing method including a second deflection member.
- SYS Processing system 2 Processing unit 21 Processing head 211 Irradiation optical system 212 Material nozzle 214 First optical system 2143 Power meter 2144 Galvano scanner 2145 Focus control optical system 2146 Galvano mirror 215 Second optical system 2153 Power meter 2154 Galvano scanner 2155 Focus control optical system System 2156 Galvano mirror 216 Third optical system 2162 f ⁇ lens 212 Material nozzle 22 Head drive system 23 Head housing 231 Accommodation space 232 Rear wall member 233 Side wall member 3 Stage unit 31 Stage 32 Stage drive system 6 Housing 63IN Chamber space W Work MS Modeling surface EL, EL#1, EL#2, EL#3, EL#4 Processing light MP Molten pool EA, EA#1, EA#2 Target irradiation area
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Engineering & Computer Science (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
Abstract
加工装置は、第1光源から射出される第1加工光と、第1光源とは異なる第2光源から射出され且つ第1加工光とはピーク波長が異なる第2加工光とを、物体に照射可能な照射光学系と、第1及び第2加工光によって形成される溶融池に、造形材料を供給可能な材料供給部材とを備え、第2加工光のピーク波長は、第1加工光のピーク波長よりも短く、第2加工光が照射される第2領域は、第1加工光が照射される第1領域よりも広い。
Description
本発明は、例えば、物体に付加加工を行うことが可能な加工装置の技術分野に関する。
物体に付加加工を行うことが可能な加工装置の一例が、特許文献1に記載されている。このような加工装置の技術的課題の一つとして、物体を適切に加工することがあげられる。
第1の態様によれば、第1光源から射出される第1加工光と、前記第1光源とは異なる第2光源から射出され且つ前記第1加工光とはピーク波長が異なる第2加工光とを、物体に照射可能な照射光学系と、前記第1及び第2加工光によって形成される溶融池に、造形材料を供給可能な材料供給部材とを備え、前記第2加工光のピーク波長は、前記第1加工光のピーク波長よりも短く、前記第2加工光が照射される第2領域は、前記第1加工光が照射される第1領域よりも広い加工装置が提供される。
第2の態様によれば、物体に付加加工を行う加工装置であって、第1光源から射出される第1加工光を前記物体に照射可能な第1光学系と、前記第1光源とは異なる第2光源から射出され且つ前記第1加工光とはピーク波長が異なる第2加工光を前記物体に照射可能な第2光学系と、前記第1及び第2加工光によって形成される溶融池に、造形材料を供給可能な材料供給部材とを備え、前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第1加工光が照射される第1照射位置を、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光を偏向可能な第1偏向部材とを含み、前記第2光学系は、前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第2加工光が照射される第2照射位置を、前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第2加工光を偏向可能な第2偏向部材とを含む加工装置が提供される。
第3の態様によれば、物体に付加加工を行う加工装置であって、第1光源から射出される第1加工光を前記物体に照射可能であり、前記第1光源とは異なる第2光源から射出され且つ前記第1加工光とはピーク波長が異なる第2加工光を前記物体に照射可能な第1光学系と、前記第1及び第2加工光によって形成される溶融池に、造形材料を供給可能な材料供給部材とを備え、前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第1加工光が照射される第1照射位置及び前記第2加工光が照射される第2照射位置を、前記第1加工光及び前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光及び前記第2加工光を偏向可能な第1偏向部材とを含む加工装置が提供される。
第4の態様によれば、物体に付加加工を行う加工装置であって、第1加工光を前記物体に照射可能であり、前記第1加工光とはピーク波長が異なる第2加工光を前記物体に照射可能な第1光学系と、第3加工光を前記物体に照射可能であり、前記第3加工光とはピーク波長が異なる第4加工光を前記物体に照射可能な第2光学系と、前記第1加工光、第2加工光、第3加工光、及び、第4加工光によって形成される溶融池に、造形材料を供給可能な材料供給部材とを備え、前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第1加工光が照射される第1照射位置及び前記第2加工光が照射される第2照射位置を、前記第1加工光及び前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光及び前記第2加工光を偏向可能な第1偏向部材とを含み、前記第2光学系は、前記第3加工光の集光位置を、前記第3加工光の照射方向に沿って変更可能な第3集光位置変更部材と、前記第4加工光の集光位置を、3前記第4加工光の照射方向に沿って変更可能な第4集光位置変更部材と、前記第3加工光が照射される第3照射位置及び前記第4加工光が照射される第4照射位置を、前記第3加工光及び前記第4加工光の照射方向と交差する方向に沿って変更するように、前記第3加工光及び前記第4加工光を偏向可能な第2偏向部材とを含む加工装置が提供される。
第5の態様によれば、物体に付加加工を行う加工装置であって、第1加工光を前記物体に照射可能な第1光学系と、第2加工光を前記物体に照射可能な第2光学系と、前記第1及び第2加工光によって形成される溶融池に、造形材料を供給可能な材料供給部材とを備え、前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第1加工光が照射される第1照射位置を、前記第1加工光の照射方向と交差する第1方向に沿って変更するように、前記第1加工光を偏向可能な第1偏向部材とを含み、前記第2光学系は、前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第2加工光が照射される第2照射位置を、前記第2加工光の照射方向と交差する第2方向に沿って変更するように前記第2加工光を偏向可能な第2偏向部材とを含む加工装置が提供される。
第6の態様によれば、物体に付加加工を行う加工装置であって、第1加工光を前記物体に照射可能な第1光学系と、第2加工光を前記物体に照射可能な第2光学系と、前記第1及び第2加工光によって形成される溶融池に、造形材料を供給可能な材料供給部材とを備え、前記第1光学系は、前記第1加工光が照射される第1照射位置を、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光を偏向可能な第1偏向部材と、前記第1加工光の強度を検出可能な第1検出器とを含み、前記第2光学系は、前記第2加工光が照射される第2照射位置を、前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第2加工光を偏向可能な第2偏向部材と、前記第2加工光の強度を検出可能な第2検出器とを含む加工装置が提供される。
第7の態様によれば、加工光を物体に集光する集光光学系と、前記加工光を制御するために用いられる電気部品とを備える加工ヘッドと、前記集光光学系の光軸に交差する方向に沿って前記加工ヘッドに隣接し、且つ、加工ヘッドを支持する支持部材とを備え、前記光軸に交差する方向における前記電気部品と前記支持部材との間の第1距離は、前記光軸に交差する方向における前記光軸と前記支持部材との間の第2距離よりも長い加工装置が提供される。
第8の態様によれば、第1加工光と、前記第1加工光とはピーク波長が異なる第2加工光とを、物体に照射可能な照射装置と、前記第1及び第2加工光の少なくとも一方によって形成される溶融池に、造形材料を供給可能な材料供給部材とを備える加工装置が提供される。
第9の態様によれば、第1加工光と、前記第1加工光とはピーク波長が異なる第2加工光とを、物体に照射可能な照射装置と、前記照射装置によって前記第1及び第2加工光が照射される位置に、造形材料を供給可能な材料供給部材とを備える加工装置が提供される。
第10の態様によれば、第1加工光と、前記第1加工光とはピーク波長が異なる第2加工光とを、物体に照射可能な照射装置と、前記照射装置によって第1加工光が照射される照射領域に、造形材料を供給可能な材料供給部材とを備え、前記第1加工光が照射される照射領域は、前記第2加工光が照射される領域と少なくとも一部が重なる加工装置が提供される。
本発明の作用及び他の利得は次に説明する実施するための形態から明らかにされる。
以下、図面を参照しながら、加工装置及び加工方法の実施形態について説明する。以下では、物体の一例であるワークWに対する加工を行うことが可能な加工システムSYSを用いて、加工装置及び加工方法の実施形態を説明する。特に、以下では、レーザ肉盛溶接法(LMD:Laser Metal Deposition)に基づく付加加工を行う加工システムSYSを用いて、加工装置及び加工方法の実施形態を説明する。レーザ肉盛溶接法に基づく付加加工は、ワークWに供給した造形材料Mを加工光EL(つまり、光の形態を有するエネルギビーム)で溶融することで、ワークWと一体化された又はワークWから分離可能な造形物を造形する付加加工である。
また、以下の説明では、互いに直交するX軸、Y軸及びZ軸から定義されるXYZ直交座標系を用いて、加工システムSYSを構成する各種構成要素の位置関係について説明する。尚、以下の説明では、説明の便宜上、X軸方向及びY軸方向のそれぞれが水平方向(つまり、水平面内の所定方向)であり、Z軸方向が鉛直方向(つまり、水平面に直交する方向であり、実質的には上下方向)であるものとする。また、X軸、Y軸及びZ軸周りの回転方向(言い換えれば、傾斜方向)を、それぞれ、θX方向、θY方向及びθZ方向と称する。ここで、Z軸方向を重力方向としてもよい。また、XY平面を水平方向としてもよい。
(1)加工システムSYSの構造
(1-1)加工システムSYSの全体構造
初めに、図1から図3を参照しながら、本実施形態の加工システムSYSの構造について説明する。図1は、本実施形態の加工システムSYSの外観を模式的に示す斜視図である。図2は、本実施形態の加工システムSYSの構造を模式的に示す断面図である。図3は、本実施形態の加工システムSYSのシステム構成を示すシステム構成図である。
(1-1)加工システムSYSの全体構造
初めに、図1から図3を参照しながら、本実施形態の加工システムSYSの構造について説明する。図1は、本実施形態の加工システムSYSの外観を模式的に示す斜視図である。図2は、本実施形態の加工システムSYSの構造を模式的に示す断面図である。図3は、本実施形態の加工システムSYSのシステム構成を示すシステム構成図である。
加工システムSYSは、ワークWに対して付加加工を行うことが可能である。加工システムSYSは、ワークWに対して付加加工を行うことで、ワークWと一体化された(或いは、分離可能な)造形物を造形可能である。この場合、ワークWに対して行われる付加加工は、ワークWと一体化された(或いは、分離可能な)造形物をワークWに付加する加工に相当する。尚、本実施形態における造形物は、加工システムSYSが造形する任意の物体を意味していてもよい。例えば、加工システムSYSは、造形物の一例として、三次元構造物(つまり、三次元方向のいずれの方向においても大きさを持つ三次元の構造物であり、立体物、言い換えると、X軸方向、Y軸方向及びZ軸方向において大きさを持つ構造物)STを造形可能である。
ワークWが後述するステージ31である場合には、加工システムSYSは、ステージ31に対して付加加工を行うことが可能である。ワークWがステージ31に載置されている物体である載置物である場合には、加工システムSYSは、載置物に対して付加加工を行うことが可能である。ステージ31に載置される載置物は、加工システムSYSが造形した別の三次元構造物ST(つまり、既存構造物)であってもよい。尚、図1及び図2は、ワークWが、ステージ31に載置されている既存構造物である例を示している。また、以下でも、ワークWがステージ31に載置されている既存構造物である例を用いて説明を進める。
ワークWは、欠損箇所がある要修理品であってもよい。この場合、加工システムSYSは、欠損個所を補填するための造形物を造形する付加加工を行うことで、要修理品を補修する補修加工を行ってもよい。つまり、加工システムSYSが行う付加加工は、欠損箇所を補填するための造形物をワークWに付加する付加加工を含んでいてもよい。
上述したように、加工システムSYSは、レーザ肉盛溶接法に基づく付加加工を行うことが可能である。つまり、加工システムSYSは、積層加工技術を用いて物体を加工する3Dプリンタであるとも言える。尚、積層加工技術は、ラピッドプロトタイピング(Rapid Prototyping)、ラピッドマニュファクチャリング(Rapid Manufacturing)、又は、アディティブマニュファクチャリング(Additive Manufacturing)とも称されてもよい。なお、レーザ肉盛溶接法(LMD)は、DED(Directed Energy Deposition)と称されてもよい。
積層加工技術を用いる加工システムSYSは、複数の構造層SL(後述する図12参照)を順に形成することで、複数の構造層SLが積層された三次元構造物STを造形する。この場合、加工システムSYSは、まず、ワークWの表面を、造形物を実際に造形する造形面MSに設定し、当該造形面MS上に、1層目の構造層SLを造形する。その後、加工システムSYSは、1層目の構造層SLの表面を新たな造形面MSに設定し、当該造形面MS上に、2層目の構造層SLを造形する。以降、加工システムSYSは、同様の動作を繰り返すことで、複数の構造層SLが積層された三次元構造物STを造形する。
加工システムSYSは、エネルギビームである加工光ELを用いて造形材料Mを加工することで付加加工を行う。造形材料Mは、所定強度以上の加工光ELの照射によって溶融可能な材料である。このような造形材料Mとして、例えば、金属性の材料及び樹脂性の材料の少なくとも一方が使用可能である。金属性の材料の一例として、銅を含む材料、タングステンを含む材料、及び、ステンレスを含む材料の少なくとも一つがあげられる。但し、造形材料Mとして、金属性の材料及び樹脂性の材料とは異なるその他の材料が用いられてもよい。造形材料Mは、粉状の材料である。つまり、造形材料Mは、粉体である。但し、造形材料Mは、粉体でなくてもよい。例えば、造形材料Mとして、ワイヤ状の造形材料及びガス状の造形材料の少なくとも一方が用いられてもよい。
ワークWもまた、造形材料Mと同様に、所定強度以上の加工光ELの照射によって溶融可能な材料を含む物体であってもよい。ワークWの材料は、造形材料Mと同一であってもよいし、異なっていてもよい。ワークWの材料として、例えば、金属性の材料及び樹脂性の材料の少なくとも一方が使用可能である。金属性の材料の一例として、銅を含む材料、タングステンを含む材料、及び、ステンレスを含む材料の少なくとも一つがあげられる。但し、ワークWの材料として、金属性の材料及び樹脂性の材料とは異なるその他の材料が用いられてもよい。
付加加工を行うために、加工システムSYSは、図1から図3に示すように、材料供給源1と、加工ユニット2と、ステージユニット3と、光源4と、気体供給源5と、制御装置7とを備える。加工ユニット2と、ステージユニット3とは、筐体6の内部のチャンバ空間63INに収容されていてもよい。この場合、加工システムSYSは、チャンバ空間63INにおいて付加加工を行ってもよい。尚、加工システムSYS及び加工ユニット2の少なくとも一つは、加工装置と称されてもよい。
材料供給源1は、加工ユニット2に造形材料Mを供給する。材料供給源1は、付加加工を行うために単位時間あたりに必要とする分量の造形材料Mが加工ユニット2に供給されるように、当該必要な分量に応じた所望量の造形材料Mを供給する。
加工ユニット2は、材料供給源1から供給される造形材料Mを加工して造形物を造形する。造形物を造形するために、加工ユニット2は、加工ヘッド21と、ヘッド駆動系22とを備える。更に、加工ヘッド21は、照射光学系211と、複数の材料ノズル212とを備えている。但し、加工ヘッド21は、複数の照射光学系211を備えていてもよい。加工ヘッド21は、単一の材料ノズル212を備えていてもよい。
照射光学系211は、加工光ELを射出するための光学系である。具体的には、照射光学系211は、加工光ELを射出する(生成する)光源4と、光伝送部材41を介して光学的に接続されている。光伝送部材41の一例として、光ファイバ及びライトパイプの少なくとも一つがあげられる。
図1から図3に示す例では、加工システムSYSが二つの光源4(具体的には、光源4#1及び4#2)を備えており、照射光学系211は、光伝送部材41#1及び41#2を介して、それぞれ、光源4#1及び4#2と光学的に接続されている。照射光学系211は、光伝送部材41#1を介して光源4#1から伝搬してくる加工光ELと、光伝送部材41#2を介して光源4#2から伝搬してくる加工光ELとの双方を射出する。尚、以下の説明では、照射光学系211が射出する二つの加工光ELを区別する必要がある場合には、必要に応じて、光源4#1が生成した加工光ELを、“加工光EL#1”と称し、且つ、光源4#2が生成した加工光ELを、“加工光EL#2”と称する。
照射光学系211は、照射光学系211から下方(つまり、-Z側)に向けて加工光ELを射出する。照射光学系211の下方には、ステージ31が配置されている。ステージ31にワークWが載置されている場合には、照射光学系211は、射出した加工光ELを造形面MSに照射する。このため、照射光学系211は、照射装置と称されてもよい。具体的には、照射光学系211は、加工光ELが照射される(典型的には、集光される)領域として造形面MSに設定される目標照射領域(目標照射位置)EAに加工光ELを照射可能である。尚、以下の説明では、照射光学系211が二つの加工光ELをそれぞれ照射する二つの目標照射領域EAを区別する必要がある場合には、必要に応じて、照射光学系211が加工光EL#1を照射する目標照射領域EAを、“目標照射領域EA#1”と称し、且つ、照射光学系211が加工光EL#2を照射する目標照射領域EAを、“目標照射領域EA#2”と称する。更に、照射光学系211の状態は、制御装置7の制御下で、目標照射領域EAに加工光ELを照射する状態と、目標照射領域EAに加工光ELを照射しない状態との間で切替可能である。尚、照射光学系211から射出される加工光ELの方向は真下(つまり、-Z軸方向と一致)には限定されず、例えば、Z軸に対して所定の角度だけ傾いた方向であってもよい。つまり、後述する第3光学系216(或いは後述するfθレンズ2162)は、物体側にテレセントリックな光学系には限定されず、物体側が非テレセントリックな光学系であってもよい。
照射光学系211は、造形面MSに加工光ELを照射することで、造形面MSに溶融池MPを形成してもよい。例えば、照射光学系211は、造形面MSに加工光EL#1を照射することで、造形面MSに溶融池MP#1を形成してもよい。例えば、照射光学系211は、造形面MSに加工光EL#2を照射することで、造形面MSに溶融池MP#2を形成してもよい。溶融池MP#1と溶融池MP#2とは、一体化されていてもよい。或いは、溶融池MP#1と溶融池MP#2とは、互いに離れていてもよい。但し、加工光EL#1の照射によって造形面MSに溶融池MP#1が形成されなくてもよい。加工光EL#2の照射によって造形面MSに溶融池MP#2が形成されなくてもよい。
材料ノズル212は、造形材料Mを供給する(例えば、射出する、噴射する、噴出する、又は、吹き付ける)。このため、材料ノズル212は、材料供給部材と称されてもよい。材料ノズル212は、供給管11及び混合装置12を介して造形材料Mの供給源である材料供給源1と物理的に接続されている。材料ノズル212は、供給管11及び混合装置12を介して材料供給源1から供給される造形材料Mを供給する。材料ノズル212は、供給管11を介して材料供給源1から供給される造形材料Mを圧送してもよい。即ち、材料供給源1からの造形材料Mと搬送用の気体(つまり、圧送ガスであり、例えば、窒素やアルゴン等の不活性ガス)とは、混合装置12で混合された後に供給管11を介して材料ノズル212に圧送されてもよい。その結果、材料ノズル212は、搬送用の気体と共に造形材料Mを供給する。搬送用の気体として、例えば、気体供給源5から供給されるパージガスが用いられる。但し、搬送用の気体として、気体供給源5とは異なる気体供給源から供給される気体が用いられてもよい。尚、図2において材料ノズル212は、チューブ状に描かれているが、材料ノズル212の形状は、この形状に限定されない。材料ノズル212は、材料ノズル212から下方(つまり、-Z側)に向けて造形材料Mを供給する。材料ノズル212の下方には、ステージ31が配置されている。ステージ31にワークWが搭載されている場合には、材料ノズル212は、造形面MSに向けて造形材料Mを供給する。尚、材料ノズル212から供給される造形材料Mの進行方向はZ軸方向に対して所定の角度(一例として鋭角)だけ傾いた方向であるが、-Z側(つまり、真下)であってもよい。
本実施形態では、材料ノズル212は、加工光EL#1及びEL#2の少なくとも一つが照射される位置(つまり、目標照射領域EA#1及びEA#2の少なくとも一つ)に造形材料Mを供給する。このため、材料ノズル212が造形材料Mを供給する領域として造形面MSに設定される目標供給領域MAが、目標照射領域EA#1及びEA#2の少なくとも一つと少なくとも部分的に重複するように、材料ノズル212と照射光学系211#1及び211#2とが位置合わせされている。目標供給領域MAのサイズは、目標照射領域EA#1及びEA#2の少なくとも一つのサイズよりも大きくてもよいし、小さくてもよいし、同じであってもよい。
材料ノズル212は、溶融池MPに造形材料Mを供給してもよい。具体的には、材料ノズル212は、溶融池MP#1及び溶融池MP#2の少なくとも一つに造形材料Mを供給してもよい。上述したように、材料ノズル212がワークWの上方から造形材料Mを供給するがゆえに、材料ノズル212は、ワークWに形成された溶融池MPから離れた位置から、造形材料Mを供給しているとみなしてもよい。但し、材料ノズル212は、溶融池MPに造形材料Mを供給しなくてもよい。例えば、加工システムSYSは、材料ノズル212からの造形材料MがワークWに到達する前に当該造形材料Mを照射光学系211から射出される加工光ELによって溶融させ、溶融した造形材料MをワークWに付着させてもよい。
加工ヘッド21は、ヘッド筐体23に収容されていてもよい。ヘッド筐体23は、内部に照射光学系211及び材料ノズル212を収容するための収容空間231(後述する図7参照)が形成された筐体である。この場合、照射光学系211及び材料ノズル212は、ヘッド筐体23に収容されていてもよい。
ヘッド筐体23は、加工ヘッド21を支持する支持部材として機能してもよい。加工ヘッド21を支持するために、ヘッド筐体23は、Z軸方向に交差する方向(例えば、XY平面に沿った方向)に沿って加工ヘッド21に隣接していてもよい。言い換えれば、ヘッド筐体23は、Z軸方向に交差する方向(例えば、XY平面に沿った方向)に沿って加工ヘッド21に隣接する部材を含んでいてもよい。尚、ヘッド筐体23については、後述する図7等を参照しながら、後に詳述する。
ヘッド駆動系22は、制御装置7の制御下で、加工ヘッド21を移動させる。つまり、ヘッド駆動系22は、制御装置7の制御下で、照射光学系211及びに材料ノズル212を移動させる。ヘッド駆動系22は、例えば、X軸方向、Y軸方向、Z軸方向、θX方向、θY方向及びθZ方向の少なくとも一つに沿って加工ヘッド21を移動させる。尚、θX方向、θY方向及びθZ方向の少なくとも一つに沿って加工ヘッド21を移動させる動作は、X軸に沿った回転軸、Y軸に沿った回転軸及びZ軸に沿った回転軸の少なくとも一つの周りに加工ヘッド21を回転させる動作と等価であるとみなしてもよい。
図1に示す例では、ヘッド駆動系22は、加工ヘッド21をX軸方向及びZ軸方向のそれぞれに沿って移動させる。この場合、ヘッド駆動系22は、例えば、ステージユニット3の基台であるベッド30からZ軸方向に沿って上方に延びる壁状の部材であるコラム221と、コラム221に取り付けられ(或いは、形成され)且つX軸方向に沿って延びるXガイド部材222と、Xガイド部材222に取り付けられ且つXガイド部材222に沿って移動可能なXブロック部材223と、Xブロック部材223を移動させるための駆動力を発生するサーボモータ224と、Xブロック部材223に取り付けられ(或いは、形成され)且つZ軸方向に沿って延びるZガイド部材225と、Zガイド部材225に取り付けられ且つZガイド部材225に沿って移動可能なZブロック部材226と、Zブロック部材226を移動させるための駆動力を発生するサーボモータ227とを備えていてもよい。この場合、加工ヘッド21が取り付けられるヘッド駆動系22(特に、Zブロック部材226)は、加工ヘッド21を支持する支持部材であるとみなしてもよい。
加工ヘッド21は、Zブロック部材226に取り付けられていてもよい。具体的には、加工ヘッド21を収容するヘッド筐体23が、Zブロック部材226に取り付けられていてもよい。この場合、Zブロック部材226は、加工ヘッド21を支持する支持部材として機能してもよい。加工ヘッド21を支持するために、Zブロック部材226は、Z軸方向に交差する方向(例えば、XY平面に沿った方向)に沿って加工ヘッド21に隣接していてもよい。その結果、加工ヘッド21は、Xブロック部材223の移動に合わせてX軸方向に移動し、Zブロック部材226の移動に合わせてZ軸方向に移動する。つまり、Xブロック部材223のX軸方向における位置の変更に伴って、X軸方向における加工ヘッド21の位置が変更され、Zブロック部材226のZ軸方向における位置の変更に伴って、Z軸方向における加工ヘッド21の位置が変更される。
ヘッド駆動系22が加工ヘッド21を移動させると、加工ヘッド21とステージ31及びステージ31に載置されたワークWのそれぞれとの間の相対的な位置関係が変わる。つまり、ステージ31及びワークWのそれぞれに対する加工ヘッド21の位置が変わる。その結果、目標照射領域EA#1及びEA#2並びに目標供給領域MAのそれぞれとワークWとの間の相対的な位置関係もまた変わる。つまり、目標照射領域EA#1及びEA#2並びに目標供給領域MAのそれぞれが、ワークWの表面(より具体的には、付加加工が行われる造形面MS)上において、X軸方向、Y軸方向、Z軸方向、θX方向、θY方向及びθZ方向の少なくとも一つに沿って移動する。この場合、ヘッド駆動系22は、目標照射領域EA#1及びEA#2並びに目標供給領域MAのそれぞれが造形面MS上において移動するように、加工ヘッド21を移動させているとみなしてもよい。
ステージユニット3は、ベッド30と、ステージ31と、ステージ駆動系32とを備えている。
ステージ31には、ワークWが載置される。このため、ステージ31は、載置装置と称されてもよい。ステージ31は、ステージ31に載置されたワークWを支持可能である。ステージ31は、ステージ31に載置されたワークWを保持可能であってもよい。この場合、ステージ31は、ワークWを保持するために、機械的なチャック、静電チャック及び真空吸着チャック等の少なくとも一つを備えていてもよい。或いは、ステージ31は、ステージ31に載置されたワークWを保持可能でなくてもよい。この場合、ワークWは、クランプレスでステージ31に載置されていてもよい。また、ワークWは、保持具に取り付けられていてもよく、ワークWが取り付けられた保持具がステージ31に載置されていてもよい。上述した照射光学系211は、ステージ31にワークWが載置されている期間の少なくとも一部において加工光EL#1及びEL#2のそれぞれを射出する。更に、上述した材料ノズル212は、ステージ31にワークWが載置されている期間の少なくとも一部において造形材料Mを供給する。
ステージ駆動系32は、ステージ31を移動させる。ステージ駆動系32は、例えば、X軸、Y軸、Z軸、θX方向、θY方向及びθZ方向の少なくとも一つに沿ってステージ31を移動させる。尚、θX方向、θY方向及びθZ方向の少なくとも一つに沿ってステージ31を移動させる動作は、X軸に沿った回転軸(つまり、A軸)、Y軸に沿った回転軸(つまり、B軸)及びZ軸に沿った回転軸(つまり、C軸)の少なくとも一つの周りにステージ31を回転させる動作と等価であるとみなしてもよい。
図1に示す例では、ステージ駆動系32は、Y軸方向に沿ってステージ31を移動させ、且つ、A軸及びC軸のそれぞれの回転軸の周りにステージ31を回転させる。この場合、ステージ駆動系32は、例えば、ベッド30に取り付けられ(或いは、形成され)且つY軸方向に沿って延びるYガイド部材321と、Yガイド部材321に取り付けられ且つYガイド部材321に沿って移動可能なトラニオン(Yブロック部材)322と、トラニオン322を移動させるための駆動力を発生するサーボモータ323と、トラニオン322に取り付けられ且つトラニオン322に対してA軸の周りに回転可能なクレードル324と、クレードル324を回転させるための駆動力を発生する不図示のサーボモータとを備えていてもよい。ステージ31は、不図示のサーボモータが発生する駆動力を用いて、クレードル324に対してC軸の周りに回転可能となるように、クレードル324に取り付けられていてもよい。その結果、ステージ31は、トラニオン322の移動に合わせてY軸方向に移動し、クレードル324の回転に合わせてA軸周りに回転し、且つ、C軸周りに回転する。
ステージ駆動系32がステージ31を移動させると、加工ヘッド21とステージ31及びワークWのそれぞれとの間の相対的な位置関係が変わる。つまり、ステージ31及びワークWのそれぞれに対する加工ヘッド21の位置が変わる。その結果、目標照射領域EA#1及びEA#2並びに目標供給領域MAのそれぞれとワークWとの間の相対的な位置関係もまた変わる。つまり、目標照射領域EA#1及びEA#2並びに目標供給領域MAのそれぞれが、ワークWの表面(より具体的には、造形面MS)上において、X軸方向、Y軸方向、Z軸方向、θX方向、θY方向及びθZ方向の少なくとも一つに沿って移動する。この場合、ステージ駆動系32は、目標照射領域EA#1及びEA#2並びに目標供給領域MAのそれぞれが造形面MS上において移動するように、ステージ31を移動させているとみなしてもよい。
光源4は、例えば、赤外光、可視光及び紫外光のうちの少なくとも一つを、加工光ELとして射出する。但し、加工光ELとして、その他の種類の光が用いられてもよい。加工光ELは、複数のパルス光(つまり、複数のパルスビーム)を含んでいてもよい。加工光ELは、レーザ光であってもよい。この場合、光源4は、レーザ光源(例えば、レーザダイオード(LD:Laser Diode)等の半導体レーザを含んでいてもよい。レーザ光源としては、ファイバ・レーザ、CO2レーザ、YAGレーザ及びエキシマレーザ等の少なくとも一つが用いられてもよい。但し、加工光ELはレーザ光でなくてもよい。光源4は、任意の光源(例えば、LED(Light Emitting Diode)及び放電ランプ等の少なくとも一つ)を含んでいてもよい。
上述したように、加工システムSYSは、複数の光源4(具体的には、光源4#1及び4#2)を備えている。この場合、光源4#1が射出する加工光EL#1の特性と、光源4#2が射出する加工光EL#2の特性とは、同一であってもよい。例えば、加工光EL#1の波長(典型的には、加工光EL#1の波長帯域において強度が最大となる波長であるピーク波長)と、加工光EL#2の波長(典型的には、ピーク波長)とは、同一であってもよい。例えば、加工光EL#1の波長帯域(典型的には、強度が一定値以上となる波長の範囲)と、加工光EL#2の波長帯域とは、同一であってもよい。例えば、加工光EL#1の強度と、加工光EL#2の強度とは、同一であってもよい。例えば、加工光EL#1に対するワークWの吸収率(或いは、造形面MSが表面となる物体、以下同じ)と、加工光EL#2に対するワークWの吸収率とは、同一であってもよい。このとき、加工光EL#1のピーク波長に対するワークWの吸収率と、加工光EL#2のピーク波長に対するワークWの吸収率とは、同一であってもよい。或いは、光源4#1が射出する加工光EL#1の特性と、光源4#2が射出する加工光EL#2の特性とは、異なっていてもよい。例えば、加工光EL#1の波長(典型的には、ピーク波長)と、加工光EL#2の波長(典型的には、ピーク波長)とは、異なっていてもよい。例えば、加工光EL#1の波長帯域と、加工光EL#2の波長帯域とは、異なっていてもよい。例えば、加工光EL#1の強度と、加工光EL#2の強度とは、異なっていてもよい。例えば、加工光EL#1に対するワークWの吸収率と、加工光EL#2に対するワークWの吸収率とは、異なっていてもよい。
本実施形態では、加工光EL#2のピーク波長が加工光EL#1のピーク波長よりも短い例について説明する。つまり、本実施形態では、加工光EL#1のピーク波長が加工光EL#2のピーク波長よりも長い例について説明する。一例として、光源4#1は、近赤外光(例えば、ピーク波長が1070nmとなる又は1070nmに近い光)を、加工光EL#1として射出してもよい。光源4#2は、青色の可視光(例えば、ピーク波長が450nmとなる又は450nmに近い光)を、加工光EL#2として射出してもよい。
尚、本実施形態では、加工システムSYSが複数の光源4を備えている例について説明されている。しかしながら、加工システムSYSは、複数の光源4を備えていなくてもよい。加工システムSYSは、単一の光源4を備えていなくてもよい。一例として、加工システムは、単一の光源4として、広波長帯域又は複数波長の光を射出(供給)する光源を備えていてもよい。この場合には、加工システムSYSは、この光源から射出される光を波長分割することで、互いに異なる波長の加工光EL#1と加工光EL#2とを生成してもよい。
気体供給源5は、筐体6の内部のチャンバ空間63INをパージするためのパージガスの供給源である。パージガスは、不活性ガスを含む。不活性ガスの一例として、窒素ガス又はアルゴンガスがあげられる。気体供給源5は、筐体6の隔壁部材61に形成された供給口62及び気体供給源5と供給口62とを接続する供給管51を介して、チャンバ空間63INに接続されている。気体供給源5は、供給管51及び供給口62を介して、チャンバ空間63INにパージガスを供給する。その結果、チャンバ空間63INは、パージガスによってパージされた空間となる。チャンバ空間63INに供給されたパージガスは、隔壁部材61に形成された不図示の排出口から排出されてもよい。尚、気体供給源5は、不活性ガスが格納されたボンベであってもよい。不活性ガスが窒素ガスである場合には、気体供給源5は、大気を原料として窒素ガスを発生する窒素ガス発生装置であってもよい。
上述したように、材料ノズル212がパージガスと共に造形材料Mを供給する場合には、気体供給源5は、材料供給源1からの造形材料Mが供給される混合装置12にパージガスを供給してもよい。具体的には、気体供給源5は、気体供給源5と混合装置12とを接続する供給管52を介して混合装置12と接続されていてもよい。その結果、気体供給源5は、供給管52を介して、混合装置12にパージガスを供給する。この場合、材料供給源1からの造形材料Mは、供給管52を介して気体供給源5から供給されたパージガスによって、供給管11内を通って材料ノズル212に向けて供給(具体的には、圧送)されてもよい。つまり、気体供給源5は、供給管52、混合装置12及び供給管11を介して、材料ノズル212に接続されていてもよい。その場合、材料ノズル212は、造形材料Mを圧送するためのパージガスと共に造形材料Mを供給することになる。
制御装置7は、加工システムSYSの動作を制御する。例えば、制御装置7は、ワークWに対して付加加工を行うように、加工システムSYSが備える加工ユニット2(例えば、加工ヘッド21及びヘッド駆動系22の少なくとも一方)を制御してもよい。例えば、制御装置7は、ワークWに対して付加加工を行うように、加工システムSYSが備えるステージユニット3(例えば、ステージ駆動系32)を制御してもよい。
制御装置7は、例えば、演算装置と、記憶装置とを備えていてもよい。演算装置は、例えば、CPU(Central Processing Unit)及びGPU(Graphics Processing Unit)の少なくとも一方を含んでいてもよい。記憶装置は、例えば、メモリを含んでいてもよい。制御装置7は、演算装置がコンピュータプログラムを実行することで、加工システムSYSの動作を制御する装置として機能する。このコンピュータプログラムは、制御装置7が行うべき後述する動作を演算装置に行わせる(つまり、実行させる)ためのコンピュータプログラムである。つまり、このコンピュータプログラムは、加工システムSYSに後述する動作を行わせるように制御装置7を機能させるためのコンピュータプログラムである。演算装置が実行するコンピュータプログラムは、制御装置7が備える記憶装置(つまり、記録媒体)に記録されていてもよいし、制御装置7に内蔵された又は制御装置7に外付け可能な任意の記憶媒体(例えば、ハードディスクや半導体メモリ)に記録されていてもよい。或いは、演算装置は、実行するべきコンピュータプログラムを、ネットワークインタフェースを介して、制御装置7の外部の装置からダウンロードしてもよい。
制御装置7は、照射光学系211による加工光ELの射出態様を制御してもよい。射出態様は、例えば、加工光ELの強度及び加工光ELの射出タイミングの少なくとも一方を含んでいてもよい。加工光ELが複数のパルス光を含む場合には、射出態様は、例えば、パルス光の発光時間、パルス光の発光周期、及び、パルス光の発光時間の長さとパルス光の発光周期との比(いわゆる、デューティ比)の少なくとも一つを含んでいてもよい。更に、制御装置7は、ヘッド駆動系22による加工ヘッド21の移動態様を制御してもよい。制御装置7は、ステージ駆動系32によるステージ31の移動態様を制御してもよい。移動態様は、例えば、移動量、移動速度、移動方向及び移動タイミング(移動時期)の少なくとも一つを含んでいてもよい。更に、制御装置7は、材料ノズル212による造形材料Mの供給態様を制御してもよい。供給態様は、例えば、供給量(特に、単位時間当たりの供給量)及び供給タイミング(供給時期)の少なくとも一方を含んでいてもよい。
制御装置7は、加工システムSYSの内部に設けられていなくてもよい。例えば、制御装置7は、加工システムSYS外にサーバ等として設けられていてもよい。この場合、制御装置7と加工システムSYSとは、有線及び/又は無線のネットワーク(或いは、データバス及び/又は通信回線)で接続されていてもよい。有線のネットワークとして、例えばIEEE1394、RS-232x、RS-422、RS-423、RS-485及びUSBの少なくとも一つに代表されるシリアルバス方式のインタフェースを用いるネットワークが用いられてもよい。有線のネットワークとして、パラレルバス方式のインタフェースを用いるネットワークが用いられてもよい。有線のネットワークとして、10BASE-T、100BASE-TX及び1000BASE-Tの少なくとも一つに代表されるイーサネット(登録商標)に準拠したインタフェースを用いるネットワークが用いられてもよい。無線のネットワークとして、電波を用いたネットワークが用いられてもよい。電波を用いたネットワークの一例として、IEEE802.1xに準拠したネットワーク(例えば、無線LAN及びBluetooth(登録商標)の少なくとも一方)があげられる。無線のネットワークとして、赤外線を用いたネットワークが用いられてもよい。無線のネットワークとして、光通信を用いたネットワークが用いられてもよい。この場合、制御装置7と加工システムSYSとはネットワークを介して各種の情報の送受信が可能となるように構成されていてもよい。また、制御装置7は、ネットワークを介して加工システムSYSにコマンドや制御パラメータ等の情報を送信可能であってもよい。加工システムSYSは、制御装置7からのコマンドや制御パラメータ等の情報を、上記ネットワークを介して受信する受信装置を備えていてもよい。加工システムSYSは、制御装置7に対してコマンドや制御パラメータ等の情報を、上記ネットワークを介して送信する送信装置(つまり、制御装置7に対して情報を出力する出力装置)を備えていてもよい。或いは、制御装置7が行う処理のうちの一部を行う第1制御装置が加工システムSYSの内部に設けられている一方で、制御装置7が行う処理のうちの他の一部を行う第2制御装置が加工システムSYSの外部に設けられていてもよい。
制御装置7内には、演算装置がコンピュータプログラムを実行することで、機械学習によって構築可能な演算モデルが実装されてもよい。機械学習によって構築可能な演算モデルの一例として、例えば、ニューラルネットワークを含む演算モデル(いわゆる、人工知能(AI:Artificial Intelligence))があげられる。この場合、演算モデルの学習は、ニューラルネットワークのパラメータ(例えば、重み及びバイアスの少なくとも一つ)の学習を含んでいてもよい。制御装置7は、演算モデルを用いて、加工システムSYSの動作を制御してもよい。つまり、加工システムSYSの動作を制御する動作は、演算モデルを用いて加工システムSYSの動作を制御する動作を含んでいてもよい。尚、制御装置7には、教師データを用いたオフラインでの機械学習により構築済みの演算モデルが実装されてもよい。また、制御装置7に実装された演算モデルは、制御装置7上においてオンラインでの機械学習によって更新されてもよい。或いは、制御装置7は、制御装置7に実装されている演算モデルに加えて又は代えて、制御装置7の外部の装置(つまり、加工システムSYSの外部に設けられる装置に実装された演算モデルを用いて、加工システムSYSの動作を制御してもよい。
尚、制御装置7が実行するコンピュータプログラムを記録する記録媒体としては、CD-ROM、CD-R、CD-RWやフレキシブルディスク、MO、DVD-ROM、DVD-RAM、DVD-R、DVD+R、DVD-RW、DVD+RW及びBlu-ray(登録商標)等の光ディスク、磁気テープ等の磁気媒体、光磁気ディスク、USBメモリ等の半導体メモリ、及び、その他プログラムを格納可能な任意の媒体の少なくとも一つが用いられてもよい。記録媒体には、コンピュータプログラムを記録可能な機器(例えば、コンピュータプログラムがソフトウェア及びファームウェア等の少なくとも一方の形態で実行可能な状態に実装された汎用機器又は専用機器)が含まれていてもよい。更に、コンピュータプログラムに含まれる各処理や機能は、制御装置7(つまり、コンピュータ)がコンピュータプログラムを実行することで制御装置7内に実現される論理的な処理ブロックによって実現されてもよいし、制御装置7が備える所定のゲートアレイ(FPGA(Field Programmable Gate Array)、ASIC(Application Specific Integrated Circuit)等のハードウェアによって実現されてもよいし、論理的な処理ブロックとハードウェアの一部の要素を実現する部分的ハードウェアモジュールとが混在する形式で実現してもよい。
(1-2)照射光学系211の構造
続いて、図4を参照しながら、照射光学系211の構造について説明する。図4は、照射光学系211の構造を示す断面図である。
続いて、図4を参照しながら、照射光学系211の構造について説明する。図4は、照射光学系211の構造を示す断面図である。
図4に示すように、照射光学系211は、第1光学系214と、第2光学系215と、第3光学系216とを備える。第1光学系214は、光源4#1から射出される加工光EL#1が入射する光学系である。第1光学系214は、光源4#1から射出される加工光EL#1を、第3光学系216に向けて射出する光学系である。第2光学系215は、光源4#2から射出される加工光EL#2が入射する光学系である。第2光学系215は、光源4#2から射出される加工光EL#2を、第3光学系216に向けて射出する光学系である。第3光学系216は、第1光学系214から射出される加工光EL#1と、第2光学系215から射出される加工光EL#2とが入射する光学系である。第3光学系216は、第1光学系214から射出される加工光EL#1及び第2光学系215から射出される加工光EL#2を、造形面MSに向けて射出する光学系である。以下、第1光学系214、第2光学系215及び第3光学系216について、順に説明する。
第1光学系214は、コリメータレンズ2141と、平行平板2142と、パワーメータ2143と、ガルバノスキャナ2144とを備える。ガルバノスキャナ2144は、フォーカス制御光学系2145と、ガルバノミラー2146とを備える。但し、第1光学系214は、コリメータレンズ2141、平行平板2142、パワーメータ2143及びガルバノスキャナ2144の少なくとも一つを備えていなくてもよい。ガルバノスキャナ2144は、フォーカス制御光学系2145及びガルバノミラー2146の少なくとも一つを備えていなくてもよい。
光源4#1から射出される加工光EL#1は、コリメータレンズ2141に入射する。コリメータレンズ2141は、コリメータレンズ2141に入射した加工光EL#1を平行光に変換する。尚、光源4#1から射出される加工光EL#1が平行光である(つまり、平行光である加工光EL#1が第1光学系214に入射する)場合には、第1光学系214は、コリメータレンズ2141を備えていなくてもよい。つまり、コリメータレンズ2141の設置が省略されてもよい。また、光源4#1とコリメータレンズ2141との間に、加工光EL#1を伝送する光伝送部材として光ファイバが介在する場合には、コリメータレンズ2141の前側焦点が光ファイバの射出端近傍に位置するようにコリメータレンズ2141を位置決めし、コリメータレンズ2141は、光ファイバから発散光束として射出される加工光EL#1を、平行光に変換してもよい。コリメータレンズ2141が平行光に変換した加工光EL#1は、平行平板2142に入射する。平行平板2142に入射した加工光EL#1の一部は、平行平板2142を通過する。平行平板2142に入射した加工光EL#1の他の一部は、平行平板2142によって反射される。
平行平板2142を通過した加工光EL#1は、ガルバノスキャナ2144に入射する。具体的には、平行平板2142を通過した加工光EL#1は、ガルバノスキャナ2144のフォーカス制御光学系2145に入射する。
フォーカス制御光学系2145は、加工光EL#1の集光位置CP(以降、“集光位置CP#1”と称する)を変更可能な光学部材である。このため、フォーカス制御光学系2145は、集光位置変更部材と称されてもよい。具体的には、フォーカス制御光学系2145は、加工光EL#1の集光位置CP#1を、造形面MSに照射される加工光EL#1の照射方向に沿って変更可能である。図4に示す例では、造形面MSに照射される加工光EL#1の照射方向は、Z軸方向が主成分となる方向である。この場合、フォーカス制御光学系2145は、加工光EL#1の集光位置CP#1をZ軸方向に沿って変更可能である。また、照射光学系211がワークWの上方から加工光ELを造形面MSに照射するがゆえに、加工光EL#1の照射方向は、造形面MS(例えば、ワークW又は構造層SLの表面)に交差する方向である。このため、フォーカス制御光学系2145は、加工光EL#1の集光位置CP#1を、造形面MS(例えば、ワークW又は構造層SLの表面)に交差する方向に沿って変更可能であるとみなしてもよい。
フォーカス制御光学系2145は、加工光EL#1の集光位置CP#1が造形面MSに位置するように、加工光EL#1の集光位置CP#1を変更してもよい。つまり、フォーカス制御光学系2145は、フォーカス状態にある加工光EL#1が造形面MSに照射されるように、加工光EL#1の集光位置CP#1を変更してもよい。言い換えれば、フォーカス制御光学系2145は、フォーカス状態にある加工光EL#1によって造形物が造形されるように、加工光EL#1の集光位置CP#1を変更してもよい。或いは、フォーカス制御光学系2145は、加工光EL#1の集光位置CP#1がZ軸方向に沿って造形面MSから離れた位置に位置するように、加工光EL#1の集光位置CP#1を変更してもよい。つまり、フォーカス制御光学系2145は、デフォーカス状態にある加工光EL#1が造形面MSに照射されるように、加工光EL#1の集光位置CP#1を変更してもよい。言い換えれば、フォーカス制御光学系2145は、デフォーカス状態にある加工光EL#1によって造形物が造形されるように、加工光EL#1の集光位置CP#1を変更してもよい。
フォーカス状態にある加工光EL#1から造形面MSに単位時間当たりに伝達されるエネルギ量は、デフォーカス状態にある加工光EL#1から造形面MSに単位時間当たりに伝達されるエネルギ量とは異なる。更に、デフォーカス状態にある加工光EL#1から造形面MSに単位時間当たりに伝達されるエネルギ量は、加工光EL#1のデフォーカス量に応じて変動する。このため、フォーカス制御光学系2145は、加工光EL#1から造形面MSに単位時間当たりに伝達されるエネルギ量が所望のエネルギ量となるように、加工光L#1の集光位置CP#1を変更してもよい。フォーカス制御光学系2145は、加工光EL#1のデフォーカス量が所望のデフォーカス量となるように、加工光L#1の集光位置CP#1を変更してもよい。
尚、加工光EL#1の照射方向は、第3光学系216から射出される加工光EL#1の照射方向を意味していてもよい。この場合、加工光EL#1の照射方向は、第3光学系216の光軸に沿った方向と同一であってもよい。加工光EL#1の照射方向は、第3光学系216を構成する光学部材のうち最も造形面MS側に配置される最終光学部材の光軸に沿った方向と同一であってもよい。最終光学部材は、後述するfθレンズ2162であってもよい。また、後述するfθレンズ2162が複数の光学部材で構成される場合、最終光学部材は、fθレンズ2162を構成する複数の光学部材のうち最も造形面MS側に配置される光学部材であってもよい。
フォーカス制御光学系2145は、例えば、加工光EL#1の照射方向に沿って並ぶ複数枚のレンズを含んでいてもよい。この場合、フォーカス制御光学系2145は、複数枚のレンズのうちの少なくとも一つをその光軸方向に沿って移動させることで、加工光EL#1の集光位置CP#1を変更してもよい。
フォーカス制御光学系2145が加工光EL#1の集光位置CP#1を変更すると、加工光EL#1の集光位置CP#1と造形面MSとの間の位置関係が変わる。特に、加工光EL#1の照射方向における加工光EL#1の集光位置CP#1と造形面MSとの間の位置関係が変わる。このため、フォーカス制御光学系2145は、フォーカス制御光学系2145が加工光EL#1の集光位置CP#1を変更することで、加工光EL#1の集光位置CP#1と造形面MSとの間の位置関係を変更しているとみなしてもよい。
尚、上述したように、ガルバノスキャナ2144は、フォーカス制御光学系2145を備えていなくてもよい。この場合であっても、加工光EL#1の照射方向における照射光学系211と造形面MSとの位置関係が変わると、加工光EL#1の照射方向における加工光EL#1の集光位置CP#1と造形面MSとの間の位置関係が変わる。このため、ガルバノスキャナ2144がフォーカス制御光学系2145を備えていない場合であっても、加工システムSYSは、加工光EL#1の照射方向における加工光EL#1の集光位置CP#1と造形面MSとの間の位置関係を変更することができる。例えば、加工システムSYSは、ヘッド駆動系22を用いて、加工光EL#1の照射方向に沿って加工ヘッド21を移動させることで、加工光EL#1の照射方向における加工光EL#1の集光位置CP#1と造形面MSとの間の位置関係を変更してもよい。例えば、加工システムSYSは、ステージ駆動系32を用いて、加工光EL#1の照射方向に沿ってステージ31を移動させることで、加工光EL#1の照射方向における加工光EL#1の集光位置CP#1と造形面MSとの間の位置関係を変更してもよい。
フォーカス制御光学系2145から射出された加工光EL#1は、ガルバノミラー2146に入射する。ガルバノミラー2146は、加工光EL#1を偏向することで、ガルバノミラー2146から射出される加工光EL#1の射出方向を変更する。このため、ガルバノミラー2146は、偏向部材と称されてもよい。ガルバノミラー2146から射出される加工光EL#1の射出方向が変更されると、加工ヘッド21から加工光EL#1が射出される位置が変更される。加工ヘッド21から加工光EL#1が射出される位置が変更されると、造形面MS上において加工光EL#1が照射される目標照射領域EA#1が移動する。つまり、造形面MS上において加工光EL#1が照射される照射位置が変更される。具体的には、目標照射領域EA#1は、造形面MSに沿って移動する。目標照射領域EA#1は、造形面MSに沿った方向に沿って移動する。上述したように加工光EL#1の照射方向が造形面MSに交差する方向であるがゆえに、目標照射領域EA#1は、加工光EL#1の照射方向に交差する方向に沿って移動する。加工光EL#1の照射位置は、造形面MSに沿って変更される。加工光EL#1の照射位置は、造形面MSに沿った方向に沿って変更される。加工光EL#1の照射位置は、加工光EL#1の照射方向に交差する方向に沿って変更される。このように目標照射領域EA#1は、ある特定のタイミングで照射光学系211に対して静止している領域であってもよい。
ガルバノミラー2146は、例えば、X走査ミラー2146MXと、X走査モータ2146AXと、Y走査ミラー2146MYと、Y走査モータ2146AYとを含む。フォーカス制御光学系2145から射出された加工光EL#1は、X走査ミラー2146MXに入射する。X走査ミラー2146MXは、X走査ミラー2146MXに入射した加工光EL#1を、Y走査ミラー2146MYに向けて反射する。Y走査ミラー2146MYは、Y走査ミラー2146MYに入射した加工光EL#1を、第3光学系216に向けて反射する。尚、X走査ミラー2146MX及びY走査ミラー2146MYのそれぞれが、ガルバノミラーと称されてもよい。
X走査モータ2146AXは、加工光EL#1を制御するために用いられる電気部品の一具体例である。具体的には、X走査モータ2146AXは、電気的に力を発生させることが可能な駆動系である。X走査モータ2146AXは、電気的に発生させた力を用いて、X走査ミラー2146MXを、Y軸に沿った回転軸周りに揺動又は回転させる。その結果、X走査ミラー2146MXに入射する加工光EL#1の光路に対するX走査ミラー2146MXの角度が変更される。この場合、X走査ミラー2146MXの揺動又は回転により、加工光EL#1は、造形面MSをX軸方向に沿って走査する。つまり、目標照射領域EA#1は、造形面MS上をX軸方向に沿って移動する。
Y走査モータ2146AYは、加工光EL#1を制御するために用いられる電気部品の一具体例である。具体的には、Y走査モータ2146AYは、電気的に力を発生させることが可能な駆動系である。Y走査モータ2146AYは、電気的に発生させた力を用いて、Y走査ミラー2146MYを、X軸に沿った回転軸周りに揺動又は回転させる。その結果、Y走査ミラー2146MYに入射する加工光EL#1の光路に対するY走査ミラー2146MYの角度が変更される。この場合、Y走査ミラー2146MYの揺動又は回転により、加工光EL#1は、造形面MSをY軸方向に沿って走査する。つまり、目標照射領域EA#1は、造形面MS上をY軸方向に沿って移動する。
本実施形態では、ガルバノミラー2146が造形面MS上で目標照射領域EA#1を移動させる仮想的な領域を、加工単位領域BSA(特に、加工単位領域BSA#1)と称する。この場合、目標照射領域EA#1は、造形面MSのうち加工単位領域BSA#1と重複する面(第1面)上を移動するとみなしてもよい。具体的には、照射光学系211と造形面MSとの位置関係を固定した状態で(つまり、変更することなく)ガルバノミラー2146が造形面MS上で目標照射領域EA#1を移動させる仮想的な領域を、加工単位領域BSA(特に、加工単位領域BSA#1)と称する。加工単位領域BSA#1は、照射光学系211と造形面MSとの位置関係を固定した状態で加工ヘッド21が加工光EL#1を用いて実際に付加加工を行う仮想的な領域(言い換えれば、範囲)を示す。加工単位領域BSA#1は、照射光学系211と造形面MSとの位置関係を固定した状態で加工ヘッド21が加工光EL#1で実際に走査する仮想的な領域(言い換えれば、範囲)を示す。加工単位領域BSA#1は、照射光学系211と造形面MSとの位置関係を固定した状態で目標照射領域EA#1が実際に移動する領域(言い換えれば、範囲)を示す。このため、加工単位領域BSA#1は、加工ヘッド21(特に、照射光学系211)を基準に定まる仮想的な領域であるとみなしてもよい。つまり、加工単位領域BSA#1は、造形面MS上において、加工ヘッド21(特に、照射光学系211)を基準に定まる位置に位置する仮想的な領域であるとみなしてもよい。尚、照射光学系211と造形面MSとの位置関係を固定した状態でガルバノミラー2146が造形面MS上で目標照射領域EA#1を移動することが可能な最大領域を、加工単位領域BSA#1と称してもよい。
ここで、上述したように、加工ヘッド21及びステージ31の少なくとも一方が移動すると、加工ヘッド21と造形面MSとの位置関係が変わる。このため、加工ヘッド21が備えるガルバノミラー2146と造形面MSとの位置関係が変わる。その結果、加工ヘッド21を基準に定まる加工単位領域BSA#1(つまり、ガルバノミラー2146が造形面MS上で目標照射領域EA#1を移動させる加工単位領域BSA#1)が造形面MS上で移動する。このため、本実施形態では、加工ヘッド21及びステージ31の少なくとも一方を移動させる動作は、造形面MSに対して加工単位領域BSA#1を移動させる動作と等価であるとみなしてもよい。
一例として、図5(a)に示すように、ガルバノミラー2146は、加工単位領域BSA#1が造形面MS上で静止している(つまり、移動していない)と仮定した状況下において、加工単位領域BSA#1内において目標照射領域EA#1が単一の方向に沿って移動するように、加工光EL#1を偏向してもよい。つまり、ガルバノミラー2146は、加工単位領域BSA#1を基準に定まる座標系内において、目標照射領域EA#1が単一の方向に沿って移動するように、加工光EL#1を偏向してもよい。特に、ガルバノミラー2146は、加工単位領域BSAが造形面MS上で静止している(つまり、移動していない)と仮定した状況下において、加工単位領域BSA#1内において目標照射領域EA#1が単一の方向に沿って少なくとも一回往復移動する(場合によっては、繰り返し規則的に(つまり、周期的に)往復移動する)ように、加工光EL#1を偏向してもよい。この場合、目標照射領域EA#1が移動する加工単位領域BSA#1の形状は、目標照射領域EA#1の移動方向が長手方向となる矩形の形状となっていてもよい。
他の一例として、図6(a)及び図6(b)に示すように、ガルバノミラー2146は、加工単位領域BSA#1が造形面MS上で静止している(つまり、移動していない)と仮定した状況下において、加工単位領域BSA#1内において目標照射領域EA#1が複数の方向に沿って移動するように、加工光EL#1を偏向してもよい。つまり、ガルバノミラー2146は、加工単位領域BSA#1を基準に定まる座標系内において、目標照射領域EA#1が複数の方向に沿って移動するように、加工光EL#1を偏向してもよい。特に、ガルバノミラー2146は、ガルバノミラー2146は、加工単位領域BSA#1が造形面MS上で静止している(つまり、移動していない)と仮定した状況下において、加工単位領域BSA#1内において目標照射領域EA#1が複数の方向のそれぞれに沿って少なくとも一回往復移動する(場合によっては、繰り返し規則的に(つまり、周期的に)往復移動する)ように、加工光EL#1を偏向してもよい。図6(a)は、加工単位領域BSA#1内における目標照射領域EA#1の移動軌跡が円形となるように、加工単位領域BSA#1内において目標照射領域EA#1がX軸方向及びY軸方向のそれぞれに沿って往復移動する例を示している。この場合、目標照射領域EA#1が移動する加工単位領域BSA#1の形状は、円形となっていてもよい。図6(b)は、加工単位領域BSA#1内における目標照射領域EA#1の移動軌跡が網目状の形状となるように、加工単位領域BSA#1内において目標照射領域EA#1がX軸方向及びY軸方向のそれぞれに沿って往復移動する例を示している。この場合、目標照射領域EA#1が移動する加工単位領域BSA#1の形状は、矩形となっていてもよい。
制御装置7は、ガルバノミラー2146を用いて加工単位領域BSA#1内において目標照射領域EA#1を移動させている期間中に、造形面MS上を加工単位領域BSA#1が移動するように、加工ヘッド21及びステージ31の少なくとも一方を移動させてもよい。例えば、図5(a)に示す例において、制御装置7は、加工単位領域BSA#1内での目標照射領域EA#1の移動方向と交差する(場合によっては、直交する)移動軌跡MT0に沿って、加工単位領域BSA#1を移動させてもよい。その結果、造形面MS上において、目標照射領域EA#1は、図5(b)に示す移動軌跡MT#1に沿って移動してもよい。具体的には、目標照射領域EA#1は、加工単位領域BSA#1の移動軌跡MT0に沿って移動しながら、移動軌跡MT0に交差する方向に沿って移動してもよい。つまり、目標照射領域EA#1は、移動軌跡MT0を中心に振動する波形状の移動軌跡MT#1に沿って移動してもよい。例えば、図6(a)又は図6(b)に示す例において、制御装置7は、加工単位領域BSA#1内での目標照射領域EA#1の移動方向に沿った方向及び加工単位領域BSA#1内での目標照射領域EA#1の移動方向に交差する(場合によっては、直交する)方向の少なくとも一つに沿って延びる移動軌跡MT0に沿って、加工単位領域BSA#1を移動させてもよい。尚、図6(c)は、図6(a)に示す加工単位領域BSA#1が造形面MS上を移動軌跡MT0に沿って移動した場合の、造形面MS上での目標照射領域EA#1の移動軌跡MT#1を示している。
加工単位領域BSA#1のX軸方向のサイズ及びY軸方向のサイズのそれぞれは、数ミリメートルであってもよい。但し、加工単位領域BSA#1のサイズが数ミリメートルに限定されることはない。
加工単位領域BSA#1の単位で加工光EL#1が造形面MSに照射される場合には、ガルバノミラー2146によって加工単位領域BSA#1が加工光EL#1で走査される。このため、ガルバノミラー2146を用いることなく加工光EL#1が造形面MSに照射される場合と比較して、加工光EL#1から加工単位領域BSA#1に伝達されるエネルギ量の大きさが、加工単位領域BSA#1内においてばらつく可能性が低くなる。つまり、加工光EL#1から加工単位領域BSA#1に伝達されるエネルギ量の均一化を図ることができる。その結果、加工システムSYSは、造形面MSに造形物を相対的に高い造形精度で造形することができる。
但し、加工システムSYSは、加工単位領域BSA#1の単位で加工光EL#1を造形面MSに照射しなくてもよい。加工システムSYSは、ガルバノミラー2146を用いることなく、加工光EL#1を造形面MSに照射してもよい。この場合、目標照射領域EA#1は、加工ヘッド21及びステージ31の少なくとも一方の移動に伴って、造形面MS上を移動してもよい。
再び図4において、平行平板2142によって反射された加工光EL#1は、パワーメータ2143に入射する。パワーメータ2143は、加工光EL#1を制御するために用いられる電気部品の一具体例である。具体的には、パワーメータ2143は、パワーメータ2143に入射した加工光EL#1の強度を検出可能である。例えば、パワーメータ2143は、加工光EL#1を光として検出する受光素子を含んでいてもよい。或いは、加工光EL#1の強度が強くなるほど、加工光EL#1が生成するエネルギ量が多くなる。その結果、加工光EL#1が発生する熱量が多くなる。このため、パワーメータ2143は、加工光EL#1を熱として検出することで、加工光EL#1の強度を検出してもよい。この場合、パワーメータ2143は、加工光EL#1の熱を検出する熱検出素子を含んでいてもよい。
上述したように、パワーメータ2143には、平行平板2142によって反射された加工光EL#1が入射する。このため、パワーメータ2143は、平行平板2142によって反射された加工光EL#1の強度を検出する。平行平板2142が光源4#1とガルバノミラー2146との間における加工光EL#1の光路上に配置されているがゆえに、パワーメータ2143は、光源4#1とガルバノミラー2146との間における光路を進行する加工光EL#1の強度を検出しているとみなしてもよい。この場合、パワーメータ2143は、ガルバノミラー2146による加工光EL#1の偏向の影響を受けることなく、加工光EL#1の強度を安定的に検出することができる。但し、パワーメータ2143の配置位置が、図4に示す例に限定されることはない。例えば、パワーメータ2143は、ガルバノミラー2146と造形面MSとの間における光路を進行する加工光EL#1の強度を検出してもよい。パワーメータ2143は、ガルバノミラー2146内における光路を進行する加工光EL#1の強度を検出してもよい。
パワーメータ2143の検出結果は、制御装置7に出力される。制御装置7は、パワーメータ2143の検出結果(つまり、加工光EL#1の強度の検出結果)に基づいて、加工光EL#1の強度を制御(言い換えれば、変更)してもよい。例えば、制御装置7は、造形面MSにおける加工光EL#1の強度が所望強度となるように、加工光EL#1の強度を制御してもよい。加工光EL#1の強度を制御するために、例えば、制御装置7は、パワーメータ2143の検出結果に基づいて、光源4#1から射出される加工光EL#1の強度を変更するように、光源4#1を制御してもよい。その結果、加工システムSYSは、適切な強度を有する加工光EL#1を造形面MSに照射することで、造形面MSに造形物を適切に造形することができる。尚、加工光EL#1の強度を制御(変更)可能な制御装置7は、強度変更装置と称されてもよい。
尚、光源4#1から平行平板2142までの間に、光減衰の程度を能動的に変更することができる光アッテネータが配置されていてもよい。この場合には、制御装置7は、光源4#1から射出される加工光EL#1の強度を変更することに加えて又は代えて、光アッテネータを用いて加工光EL#1の強度を変更してもよい。
上述したように、加工光EL#1は、造形材料Mを溶融させることが可能な強度を有している。このため、パワーメータ2143に入射する加工光EL#1が、造形材料Mを溶融させることが可能な強度を有する可能性がある。しかしながら、造形材料Mを溶融させることが可能な強度を有する加工光EL#1がパワーメータ2143に入射すると、パワーメータ2143が加工光EL#1によって損傷する可能性がある。このため、パワーメータ2143には、パワーメータ2143を損傷させるほどには強くない強度を有する加工光EL#1が入射してもよい。言い換えれば、第1光学系214は、パワーメータ2143を損傷させるほどには強くない強度を有する加工光EL#1がパワーメータ2143に入射するように、パワーメータ2143に入射する加工光EL#1の強度を弱めてもよい。
例えば、パワーメータ2143に入射する加工光EL#1の強度を弱めるために、加工光EL#1に対する平行平板2142の反射率が適切な値に設定されていてもよい。具体的には、加工光EL#1に対する平行平板2142の反射率が低くなればなるほど、パワーメータ2143に入射する加工光EL#1の強度が弱くなる。このため、平行平板2142の反射率は、パワーメータ2143を損傷させるほどには強くない強度を有する加工光EL#1がパワーメータ2143に入射する状態を実現することが可能な程度に低い値に設定されていてもよい。例えば、平行平板2142の反射率は、10%未満であってもよい。例えば、平行平板2142の反射率は、数%未満であってもよい。このような反射率が低い平行平板2142として、素ガラスが用いられてもよい。
例えば、パワーメータ2143に入射する加工光EL#1の強度を弱めるために、第1光学系214は、複数の平行平板2142を介して、加工光EL#1をパワーメータ2143に入射させてもよい。具体的には、複数の平行平板2142によってそれぞれ複数回反射された加工光EL#1が、パワーメータ2143に入射してもよい。この場合、複数の平行平板2142によってそれぞれ複数回反射された加工光EL#1の強度は、一枚の平行平板2142によって一回反射された加工光EL#1の強度よりも弱くなる。このため、パワーメータ2143を損傷させるほどには強くない強度を有する加工光EL#1がパワーメータ2143に入射する可能性が高くなる。
平行平板2142の表面(特に、加工光EL#1が入射する入射面及び加工光EL#1が反射される反射面の少なくとも一つ)には、所望のコーティング処理が施されていてもよい。例えば、平行平板2142の表面には、反射防止コーティング処理(AR:Anti Reflection Coating)が施されていてもよい。
第2光学系215は、コリメータレンズ2151と、平行平板2152と、パワーメータ2153と、ガルバノスキャナ2154とを備える。ガルバノスキャナ2154は、フォーカス制御光学系2155と、ガルバノミラー2156とを備える。但し、第2光学系215は、コリメータレンズ2151、平行平板2152、パワーメータ2153及びガルバノスキャナ2154の少なくとも一つを備えていなくてもよい。ガルバノスキャナ2154は、フォーカス制御光学系2155及びガルバノミラー2156の少なくとも一つを備えていなくてもよい。
光源4#2から射出される加工光EL#2は、コリメータレンズ2151に入射する。コリメータレンズ2151は、コリメータレンズ2151に入射した加工光EL#2を平行光に変換する。尚、光源4#2から射出される加工光EL#2が平行光である(つまり、平行光である加工光EL#2が第2光学系215に入射する)場合には、第2光学系215は、コリメータレンズ2151を備えていなくてもよい。つまり、コリメータレンズ2151の設置が省略されてもよい。また、光源4#2とコリメータレンズ2151との間に、加工光EL#2を伝送する光伝送部材として光ファイバが介在する場合には、コリメータレンズ2151の前側焦点が光ファイバの射出端近傍に位置するようにコリメータレンズ2151を位置決めし、コリメータレンズ2151は、光ファイバから発散光束として射出される加工光EL#2を、平行光に変換してもよい。コリメータレンズ2151が平行光に変換した加工光EL#2は、平行平板2152に入射する。平行平板2152に入射した加工光EL#2の一部は、平行平板2152を通過する。平行平板2152に入射した加工光EL#2の他の一部は、平行平板2152によって反射される。
平行平板2152を通過した加工光EL#2は、ガルバノスキャナ2154に入射する。具体的には、平行平板2152を通過した加工光EL#2は、ガルバノスキャナ2154のフォーカス制御光学系2155に入射する。
フォーカス制御光学系2155は、加工光EL#2の集光位置CP(以降、“集光位置CP#2”と称する)を変更可能な光学部材である。このため、フォーカス制御光学系2155は、集光位置変更部材と称されてもよい。具体的には、フォーカス制御光学系2155は、加工光EL#2の集光位置CP#2を、造形面MSに照射される加工光EL#2の照射方向に沿って変更可能である。図4に示す例では、造形面MSに照射される加工光EL#2の照射方向は、Z軸方向が主成分となる方向である。この場合、フォーカス制御光学系2155は、加工光EL#2の集光位置CP#2をZ軸方向に沿って変更可能である。また、照射光学系211がワークWの上方から加工光ELを造形面MSに照射するがゆえに、加工光EL#2の照射方向は、造形面MS(例えば、ワークW又は構造層SLの表面)に交差する方向である。このため、フォーカス制御光学系2155は、加工光EL#2の集光位置CP#2を、造形面MS(例えば、ワークW又は構造層SLの表面)に交差する方向に沿って変更可能であるとみなしてもよい。
フォーカス制御光学系2155は、加工光EL#2の集光位置CP#2が造形面MSに位置するように、加工光EL#2の集光位置CP#2を変更してもよい。つまり、フォーカス制御光学系2155は、フォーカス状態にある加工光EL#2が造形面MSに照射されるように、加工光EL#2の集光位置CP#2を変更してもよい。言い換えれば、フォーカス制御光学系2155は、フォーカス状態にある加工光EL#2によって造形物が造形されるように、加工光EL#2の集光位置CP#2を変更してもよい。或いは、フォーカス制御光学系2155は、加工光EL#2の集光位置CP#2がZ軸方向に沿って造形面MSから離れた位置に位置するように、加工光EL#2の集光位置CP#2を変更してもよい。つまり、フォーカス制御光学系2155は、デフォーカス状態にある加工光EL#2が造形面MSに照射されるように、加工光EL#2の集光位置CP#2を変更してもよい。言い換えれば、フォーカス制御光学系2155は、デフォーカス状態にある加工光EL#2によって造形物が造形されるように、加工光EL#2の集光位置CP#2を変更してもよい。
フォーカス状態にある加工光EL#2から造形面MSに単位時間当たりに伝達されるエネルギ量は、デフォーカス状態にある加工光EL#2から造形面MSに単位時間当たりに伝達されるエネルギ量とは異なる。更に、デフォーカス状態にある加工光EL#2から造形面MSに単位時間当たりに伝達されるエネルギ量は、加工光EL#2のデフォーカス量に応じて変動する。このため、フォーカス制御光学系2155は、加工光EL#2から造形面MSに単位時間当たりに伝達されるエネルギ量が所望のエネルギ量となるように、加工光L#2の集光位置CP#2を変更してもよい。フォーカス制御光学系2155は、加工光EL#2のデフォーカス量が所望のデフォーカス量となるように、加工光L#2の集光位置CP#2を変更してもよい。
尚、加工光EL#2の照射方向は、第3光学系216から射出される加工光EL#2の照射方向を意味していてもよい。この場合、加工光EL#2の照射方向は、第3光学系216の光軸に沿った方向と同一であってもよい。加工光EL#2の照射方向は、第3光学系216を構成する光学部材のうち最も造形面MS側に配置される最終光学部材の光軸に沿った方向と同一であってもよい。最終光学部材は、後述するfθレンズ2162であってもよい。また、後述するfθレンズ2162が複数の光学部材で構成される場合、最終光学部材は、fθレンズ2162を構成する複数の光学部材のうち最も造形面MS側に配置される光学部材であってもよい。
フォーカス制御光学系2155は、例えば、加工光EL#2の照射方向に沿って並ぶ複数枚のレンズを含んでいてもよい。この場合、フォーカス制御光学系2155は、複数枚のレンズのうちの少なくとも一つをその光軸方向に沿って移動させることで、加工光EL#2の集光位置CPを変更してもよい。
フォーカス制御光学系2155が加工光EL#2の集光位置CP#2を変更すると、加工光EL#2の集光位置CP#2と造形面MSとの間の位置関係が変わる。特に、加工光EL#2の照射方向における加工光EL#2の集光位置CP#2と造形面MSとの間の位置関係が変わる。このため、フォーカス制御光学系2155は、フォーカス制御光学系2155が加工光EL#2の集光位置CP#2を変更することで、加工光EL#2の集光位置CP#2と造形面MSとの間の位置関係を変更しているとみなしてもよい。
尚、上述したように、ガルバノスキャナ2154は、フォーカス制御光学系2155を備えていなくてもよい。この場合であっても、加工光EL#2の照射方向における照射光学系211と造形面MSとの位置関係が変わると、加工光EL#2の照射方向における加工光EL#2の集光位置CP#2と造形面MSとの間の位置関係が変わる。このため、ガルバノスキャナ2154がフォーカス制御光学系2155を備えていない場合であっても、加工システムSYSは、加工光EL#2の照射方向における加工光EL#2の集光位置CP#2と造形面MSとの間の位置関係を変更することができる。例えば、加工システムSYSは、ヘッド駆動系22を用いて、加工光EL#2の照射方向に沿って加工ヘッド21を移動させることで、加工光EL#2の照射方向における加工光EL#2の集光位置CP#2と造形面MSとの間の位置関係を変更してもよい。例えば、加工システムSYSは、ステージ駆動系32を用いて、加工光EL#2の照射方向に沿ってステージ31を移動させることで、加工光EL#2の照射方向における加工光EL#2の集光位置CP#2と造形面MSとの間の位置関係を変更してもよい。
フォーカス制御光学系2155から射出された加工光EL#2は、ガルバノミラー2156に入射する。ガルバノミラー2156は、加工光EL#2を偏向することで、ガルバノミラー2156から射出される加工光EL#2の射出方向を変更する。このため、ガルバノミラー2156は、偏向部材と称されてもよい。ガルバノミラー2156から射出される加工光EL#2の射出方向が変更されると、加工ヘッド21から加工光EL#2が射出される位置が変更される。加工ヘッド21から加工光EL#2が射出される位置が変更されると、造形面MS上において加工光EL#2が照射される目標照射領域EA#2が移動する。つまり、造形面MS上において加工光EL#2が照射される照射位置が変更される。具体的には、目標照射領域EA#2は、造形面MSに沿って移動する。目標照射領域EA#2は、造形面MSに沿った方向に沿って移動する。上述したように加工光EL#2の照射方向が造形面MSに交差する方向であるがゆえに、目標照射領域EA#2は、加工光EL#2の照射方向に交差する方向に沿って移動する。加工光EL#2の照射位置は、造形面MSに沿って変更される。加工光EL#2の照射位置は、造形面MSに沿った方向に沿って変更される。加工光EL#2の照射位置は、加工光EL#2の照射方向に交差する方向に沿って変更される。このように目標照射領域EA#2は、ある特定のタイミングで照射光学系211に対して静止している領域であってもよい。
ガルバノミラー2156は、例えば、X走査ミラー2156MXと、X走査モータ2156AXと、Y走査ミラー2156MYと、Y走査モータ2156AYとを含む。フォーカス制御光学系2155から射出された加工光EL#2は、X走査ミラー2156MXに入射する。X走査ミラー2156MXは、X走査ミラー2156MXに入射した加工光EL#2を、Y走査ミラー2156MYに向けて反射する。Y走査ミラー2156MYは、Y走査ミラー2156MYに入射した加工光EL#2を、第3光学系216に向けて反射する。尚、X走査ミラー2156MX及びY走査ミラー2156MYのそれぞれが、ガルバノミラーと称されてもよい。
X走査モータ2156AXは、加工光EL#2を制御するために用いられる電気部品の一具体例である。具体的には、X走査モータ2156AXは、電気的に力を発生させることが可能な駆動系である。X走査モータ2156AXは、電気的に発生させた力を用いて、X走査ミラー2156MXを、Y軸に沿った回転軸周りに揺動又は回転させる。その結果、X走査ミラー2156MXに入射する加工光EL#2の光路に対するX走査ミラー2156MXの角度が変更される。この場合、X走査ミラー2156MXの揺動又は回転により、加工光EL#2は、造形面MSをX軸方向に沿って走査する。つまり、目標照射領域EA#2は、造形面MS上をX軸方向に沿って移動する。
Y走査モータ2156AYは、加工光EL#2を制御するために用いられる電気部品の一具体例である。具体的には、Y走査モータ2156AYは、電気的に力を発生させることが可能な駆動系である。Y走査モータ2156AYは、電気的に発生させた力を用いて、Y走査ミラー2156MYを、X軸に沿った回転軸周りに揺動又は回転させる。その結果、Y走査ミラー2156MYに入射する加工光EL#2の光路に対するY走査ミラー2156MYの角度が変更される。この場合、Y走査ミラー2156MYの揺動又は回転により、加工光EL#2は、造形面MSをY軸方向に沿って走査する。つまり、目標照射領域EA#2は、造形面MS上をY軸方向に沿って移動する。
本実施形態では、ガルバノミラー2156が造形面MS上で目標照射領域EA#2を移動させる仮想的な領域を、加工単位領域BSA(特に、加工単位領域BSA#2)と称する。この場合、目標照射領域EA#2は、造形面MSのうち加工単位領域BSA#2と重複する面(第1面)上を移動するとみなしてもよい。具体的には、照射光学系211と造形面MSとの位置関係を固定した状態で(つまり、変更することなく)ガルバノミラー2156が造形面MS上で目標照射領域EA#2を移動させる仮想的な領域を、加工単位領域BSA(特に、加工単位領域BSA#2)と称する。加工単位領域BSA#2は、照射光学系211と造形面MSとの位置関係を固定した状態で加工ヘッド21が加工光EL#2を用いて実際に付加加工を行う仮想的な領域(言い換えれば、範囲)を示す。加工単位領域BSA#2は、照射光学系211と造形面MSとの位置関係を固定した状態で加工ヘッド21が加工光EL#2で実際に走査する仮想的な領域(言い換えれば、範囲)を示す。加工単位領域BSA#2は、照射光学系211と造形面MSとの位置関係を固定した状態で目標照射領域EA#2が実際に移動する領域(言い換えれば、範囲)を示す。このため、加工単位領域BSA#2は、加工ヘッド21(特に、照射光学系211)を基準に定まる仮想的な領域であるとみなしてもよい。つまり、加工単位領域BSA#2は、造形面MS上において、加工ヘッド21(特に、照射光学系211)を基準に定まる位置に位置する仮想的な領域であるとみなしてもよい。尚、照射光学系211と造形面MSとの位置関係を固定した状態でガルバノミラー2146が造形面MS上で目標照射領域EA#2を移動することが可能な最大領域を、加工単位領域BSA#2と称してもよい。
ここで、上述したように、加工ヘッド21及びステージ31の少なくとも一方が移動すると、加工ヘッド21と造形面MSとの位置関係が変わる。このため、加工ヘッド21が備えるガルバノミラー2156と造形面MSとの位置関係が変わる。その結果、加工ヘッド21を基準に定まる加工単位領域BSA#2(つまり、ガルバノミラー2156が造形面MS上で目標照射領域EA#2を移動させる加工単位領域BSA#2)が造形面MS上で移動する。このため、本実施形態では、加工ヘッド21及びステージ31の少なくとも一方を移動させる動作は、造形面MSに対して加工単位領域BSA#2を移動させる動作と等価であるとみなしてもよい。
加工単位領域BSA#2の特徴(例えば、形状及び移動態様等)は、上述した加工単位領域BSA#1の特徴と同一であってもよい。加工単位領域BSA#2内での目標照射領域EA#2の移動態様(例えば、移動軌跡等)は、上述した加工単位領域BSA#1内での目標照射領域EA#1の移動態様と同一であってもよい。このため、加工単位領域BSA#2の特徴及び加工単位領域BSA#2内での目標照射領域EA#2の移動態様(例えば、移動軌跡等)の詳細な説明は省略するが、以下のその一例について簡単に説明する。図5(a)に示すように、ガルバノミラー2156は、加工単位領域BSA#2が造形面MS上で静止している(つまり、移動していない)と仮定した状況下において、加工単位領域BSA#2内において目標照射領域EA#2が単一の方向に沿って移動するように、加工光EL#2を偏向してもよい。図5(a)に示す加工単位領域BSA#2が造形面MS上で移動軌跡MT0に沿って移動することで、造形面MS上において、目標照射領域EA#2は、図5(b)に示す移動軌跡MT#2(例えば、移動軌跡MT0を中心に振動する波形状の移動軌跡MT#2)に沿って移動してもよい。図6(a)及び図6(b)に示すように、ガルバノミラー2156は、加工単位領域BSA#2が造形面MS上で静止している(つまり、移動していない)と仮定した状況下において、加工単位領域BSA#2内において目標照射領域EA#2が複数の方向に沿って移動するように、加工光EL#2を偏向してもよい。
典型的には、加工単位領域BSA#1と加工単位領域BSA#2とは一致している。つまり、加工単位領域BSA#1は、加工単位領域BSA#2と同一である。このため、ガルバノミラー2156は、加工単位領域BSA#1内で目標照射領域EA#2が移動するように加工光EL#2を偏向しているとみなしてもよい。ガルバノミラー2146は、加工単位領域BSA#2内で目標照射領域EA#1が移動するように加工光EL#1を偏向しているとみなしてもよい。但し、加工単位領域BSA#1と加工単位領域BSA#2とは、部分的に異なっていてもよい。
但し、加工システムSYSは、加工単位領域BSA#2の単位で加工光EL#2を造形面MSに照射しなくてもよい。加工システムSYSは、ガルバノミラー2156を用いることなく、加工光EL#2を造形面MSに照射してもよい。この場合、目標照射領域EA#2は、加工ヘッド21及びステージ31の少なくとも一方の移動に伴って、造形面MS上を移動してもよい。
再び図4において、平行平板2152によって反射された加工光EL#2は、パワーメータ2153に入射する。パワーメータ2153は、加工光EL#2を制御するために用いられる電気部品の一具体例である。具体的には、パワーメータ2153は、パワーメータ2153に入射した加工光EL#2の強度を検出可能である。例えば、パワーメータ2153は、加工光EL#2を光として検出する受光素子を含んでいてもよい。或いは、加工光EL#2の強度が強くなるほど、加工光EL#2が生成するエネルギ量が多くなる。その結果、加工光EL#2が発生する熱量が多くなる。このため、パワーメータ2153は、加工光EL#2を熱として検出することで、加工光EL#2の強度を検出してもよい。この場合、パワーメータ2153は、加工光EL#2の熱を検出する熱検出素子を含んでいてもよい。
上述したように、パワーメータ2153には、平行平板2152によって反射された加工光EL#2が入射する。このため、パワーメータ2153は、平行平板2152によって反射された加工光EL#2の強度を検出する。平行平板2152が光源4#2とガルバノミラー2156との間における加工光EL#2の光路上に配置されているがゆえに、パワーメータ2153は、光源4#2とガルバノミラー2156との間における光路を進行する加工光EL#2の強度を検出しているとみなしてもよい。この場合、パワーメータ2153は、ガルバノミラー2156による加工光EL#2の偏向の影響を受けることなく、加工光EL#2の強度を安定的に検出することができる。但し、パワーメータ2153の配置位置が、図4に示す例に限定されることはない。例えば、パワーメータ2153は、ガルバノミラー2156と造形面MSとの間における光路を進行する加工光EL#2の強度を検出してもよい。パワーメータ2153は、ガルバノミラー2156内における光路を進行する加工光EL#2の強度を検出してもよい。
パワーメータ2153の検出結果は、制御装置7に出力される。制御装置7は、パワーメータ2153の検出結果(つまり、加工光EL#2の強度の検出結果)に基づいて、加工光EL#2の強度を制御(言い換えれば、変更)してもよい。例えば、制御装置7は、造形面MSにおける加工光EL#2の強度が所望強度となるように、加工光EL#2の強度を制御してもよい。加工光EL#2の強度を制御するために、例えば、制御装置7は、パワーメータ2153の検出結果に基づいて、光源4#2から射出される加工光EL#2の強度を変更するように、光源4#2を制御してもよい。その結果、加工システムSYSは、適切な強度を有する加工光EL#2を造形面MSに照射することで、造形面MSに造形物を適切に造形することができる。尚、加工光EL#2の強度を制御(変更)可能な制御装置7は、強度変更装置と称されてもよい。
尚、光源4#2から平行平板2152までの間に、光減衰の程度を能動的に変更することができる光アッテネータが配置されていてもよい。この場合には、制御装置7は、光源4#2から射出される加工光EL#2の強度を変更することに加えて又は代えて、光アッテネータを用いて加工光EL#2の強度を変更してもよい。
上述したように、加工光EL#2は、造形材料Mを溶融させることが可能な強度を有している。このため、パワーメータ2153に入射する加工光EL#2が、造形材料Mを溶融させることが可能な強度を有する可能性がある。しかしながら、造形材料Mを溶融させることが可能な強度を有する加工光EL#2がパワーメータ2153に入射すると、パワーメータ2153が加工光EL#2によって損傷する可能性がある。このため、パワーメータ2153には、パワーメータ2153を損傷させるほどには強くない強度を有する加工光EL#2が入射してもよい。言い換えれば、第2光学系215は、パワーメータ2153を損傷させるほどには強くない強度を有する加工光EL#2がパワーメータ2153に入射するように、パワーメータ2153に入射する加工光EL#2の強度を弱めてもよい。
例えば、パワーメータ2153に入射する加工光EL#2の強度を弱めるために、加工光EL#2に対する平行平板2152の反射率が適切な値に設定されていてもよい。具体的には、加工光EL#2に対する平行平板2152の反射率が低くなればなるほど、パワーメータ2153に入射する加工光EL#2の強度が弱くなる。このため、平行平板2152の反射率は、パワーメータ2153を損傷させるほどには強くない強度を有する加工光EL#2がパワーメータ2153に入射する状態を実現することが可能な程度に低い値に設定されていてもよい。例えば、平行平板2152の反射率は、10%未満であってもよい。例えば、平行平板2152の反射率は、数%未満であってもよい。このような反射率が低い平行平板2152として、素ガラスが用いられてもよい。
例えば、パワーメータ2153に入射する加工光EL#2の強度を弱めるために、第2光学系215は、複数の平行平板2152を介して、加工光EL#2をパワーメータ2153に入射させてもよい。具体的には、複数の平行平板2152によってそれぞれ複数回反射された加工光EL#2が、パワーメータ2153に入射してもよい。この場合、複数の平行平板2152によってそれぞれ複数回反射された加工光EL#2の強度は、一枚の平行平板2152によって一回反射された加工光EL#2の強度よりも弱くなる。このため、パワーメータ2153を損傷させるほどには強くない強度を有する加工光EL#2がパワーメータ2153に入射する可能性が高くなる。
平行平板2152の表面(特に、加工光EL#2が入射する入射面及び加工光EL#2が反射される反射面の少なくとも一つ)には、所望のコーティング処理が施されていてもよい。例えば、平行平板2152の表面には、反射防止コーティング処理(AR:Anti Reflection Coating)が施されていてもよい。
第3光学系216は、プリズムミラー2161と、fθレンズ2162とを備える。
第1光学系214から射出された加工光EL#1及び第2光学系215から射出された加工光EL#2のそれぞれは、プリズムミラー2161に入射する。プリズムミラー2161は、加工光EL#1及びEL#2のそれぞれを、fθレンズ2162に向けて反射する。プリズムミラー2161は、それぞれ異なる方向からプリズムミラー2161に入射してくる加工光EL#1及びEL#2を、同じ方向に向けて(具体的には、fθレンズ2162に向けて)反射する。
尚、第1光学系214から射出された加工光EL#1及び第2光学系215から射出された加工光EL#2のそれぞれが直接的にfθレンズ2162に入射可能である場合には、第3光学系216は、プリズムミラー2161を備えていなくてもよい。
fθレンズ2162は、プリズムミラー2161が反射した加工光EL#1及びEL#2のそれぞれを造形面MSに向けて射出するための光学系である。つまり、fθレンズ2162は、プリズムミラー2161が反射した加工光EL#1及びEL#2のそれぞれを造形面MSに照射するための光学系である。その結果、fθレンズ2162を通過した加工光EL#1及びEL#2が、造形面MSに照射される。このため、fθレンズ2162は、対物光学部材と称されてもよい。
fθレンズ2162は、加工光EL#1及びEL#2のそれぞれを、集光面に集光可能な光学素子であってもよい。この場合、fθレンズ2162は、集光光学系と称されてもよい。fθレンズ2162の集光面は、例えば、造形面MSに設定されてもよい。この場合、第3光学系216は、射影特性がfθとなる集光光学系を備えているとみなしてもよい。但し、第3光学系216は、射影特性がfθとは異なる特性となる集光光学系を備えていてもよい。例えば、第3光学系216は、射影特性がf・tanθとなる集光光学系を備えていてもよい。例えば、第3光学系216は、射影特性がf・sinθとなる集光光学系を備えていてもよい。
fθレンズ2162の光軸AXは、Z軸に沿った軸である。このため、fθレンズ2162は、加工光EL#1及びEL#2のそれぞれを、Z軸方向に沿って射出する。この場合、加工光EL#1の照射方向と、加工光EL#2の照射方向とは、同一の方向であってもよい。加工光EL#1の照射方向と、加工光EL#2の照射方向とは、共にZ軸方向であってもよい。加工光EL#1の照射方向と、加工光EL#2の照射方向とは、共にfθレンズ2162の光軸AXに沿った方向であってもよい。但し、加工光EL#1の照射方向と、加工光EL#2の照射方向とは、同一の方向でなくてもよい。加工光EL#1の照射方向と、加工光EL#2の照射方向とは、互いに異なる方向であってもよい。尚、fθレンズ2162は、単一のレンズから構成されていてもよいし、複数のレンズから構成されていてもよい。fθレンズ2162は、反射ミラーを含んでいてもよいし、回折光学素子を含んでいてもよい。
以上説明した照射光学系211は、筐体ユニット217の内部の収容空間2171に収容されていてもよい。以下、図7を参照しながら、照射光学系211が収容された筐体ユニット217について説明する。図7は、照射光学系211が収容された筐体ユニット217を示す斜視図である。尚、図7に示す筐体ユニット217は一例であり、筐体ユニット217の構造が図7に示す例に限定されることはない。
図7に示すように、筐体ユニット217は、筐体21741と、筐体21751と、筐体21743と、筐体21753と、筐体21745と、筐体21755と、筐体21761と、筐体21762とを備えている。筐体21741は、内部にコリメータレンズ2141を収容するための筐体である。筐体21751は、内部にコリメータレンズ2151を収容するための筐体である。筐体21743は、内部に平行平板2142及びパワーメータ2143を収容するための筐体である。筐体21753は、内部に平行平板2152及びパワーメータ2153を収容するための筐体である。筐体21745は、内部にフォーカス制御光学系2145を収容するための筐体である。筐体21755は、内部にフォーカス制御光学系2155を収容するための筐体である。筐体21761は、内部にガルバノミラー2146、ガルバノミラー2156及びプリズムミラー2161を収容するための筐体である。筐体21762は、内部にfθレンズ2162を収容するための筐体である。
筐体21741と、筐体21751と、筐体21743と、筐体21753と、筐体21745と、筐体21755と、筐体21761と、筐体21762とが接続されていてもよい。例えば、図7に示す例では、筐体21741が筐体21743に接続され、筐体21751が筐体21753に接続され、筐体21743が筐体21745に接続され、筐体21753が筐体21755に接続され、筐体21745及び21755が筐体21761に接続され、且つ、筐体21761が筐体21762に接続されている。この場合、互いに接続される二つの筐体は、互いに分離可能となるように接続されていてもよい。或いは、互いに接続される二つの筐体は、互いに分離できないように接続されていてもよい。互いに接続される二つの筐体は、ねじ等の締結部材を用いて接続されていてもよい。
筐体21751と、筐体21743と、筐体21753と、筐体21745と、筐体21755と、筐体21761と、筐体21762とは、Z軸方向(つまり、加工光EL#1及びEL#2の照射方向であり、fθレンズ2162の光軸AXの方向)に沿って並んでいてもよい。例えば、図7に示す例では、筐体21741と筐体21743とがZ軸方向に沿って並び、筐体21751と筐体21753とがZ軸方向に沿って並び、筐体21743と筐体21745とがZ軸方向に沿って並び、筐体21753と筐体21755とがZ軸方向に沿って並び、筐体21745及び21755と筐体21761とがZ軸方向に沿って並び、且つ、筐体21761と筐体21762とがZ軸方向に沿って並んでいる。この場合、Z軸方向に交差する方向において、筐体ユニット217の小サイズ化が可能となる。つまり、Z軸方向に交差する方向において、照射光学系211の小サイズ化が可能となる。
Z軸方向に交差する方向において照射光学系211の小サイズ化を図るために、X走査モータ2146AX及び2156AX並びにY走査モータ2146AY及び2156AYの位置関係が設定されていてもよい。例えば、X走査モータ2146AX及び2156AX並びにY走査モータ2146AY及び2156AYの位置関係を示す下面図である図8に示すように、Z軸方向に交差するX走査モータ2146AXの回転軸(つまり、モータ軸)M46Xと、二つのY走査モータ2146AY及び2156AYを結ぶと共にfθレンズ2162の光軸AXを通過する軸46Aとがなす角度θ1が大きくなればなるほど、Z軸方向に交差する方向(図8に示す例では、X軸方向)における照射光学系211のサイズが小さくなる。同様に、Z軸方向に交差するX走査モータ2156AXの回転軸(つまり、モータ軸)M56Xと軸46Aとがなす角度θ2が大きくなればなるほど、Z軸方向に交差する方向(図8に示す例では、X軸方向)における照射光学系211のサイズが小さくなる。このため、Z軸方向に交差する方向(図8に示す例では、X軸方向)における照射光学系211のサイズが所望のサイズとなるように、角度θ1及びθ2が設定されていてもよい。一例として、角度θ1及びθ2のそれぞれは、例えば、30°以上となるように設定されていてもよい。その結果、角度θ1及びθ2の少なくとも一つが30°未満となる場合と比較して、Z軸方向に交差する方向(図8に示す例では、X軸方向)における照射光学系211のサイズが小さくなる。
再び図7において、筐体ユニット217は、加工ヘッド21を収容するためのヘッド筐体23に収容されていてもよい。つまり、照射光学系211は、照射光学系211が筐体ユニット217に収容された状態で、ヘッド筐体23に収容されていてもよい。例えば、図7に示す例では、ヘッド筐体23は、XZ平面に沿った板状の後壁部材232と、後壁部材232の+X側の端部及び-X側の端部からそれぞれ-Y軸方向に沿って突き出且つYZ平面に沿った一対の側壁部材233とを備えている。この場合、後壁部材232と一対の側壁部材233とによって囲まれた空間が、加工ヘッド21を収容するための収容空間231となる。筐体ユニット217は、後壁部材232と一対の側壁部材233とによって囲まれた収容空間231に収容されていてもよい。
上述したように、ヘッド筐体23は、加工ヘッド21を支持する支持部材として機能してもよい。この場合、後壁部材232と一対の側壁部材233とのそれぞれもまた、加工ヘッド21(特に、照射光学系211)を支持する支持部材として機能してもよい。後壁部材232と一対の側壁部材233とのそれぞれもまた、Z軸方向に交差する方向(例えば、XY平面に沿った方向)に沿って加工ヘッド21に隣接していてもよい。
図7に示すように、筐体ユニット217は、筐体ユニット217をヘッド筐体23に位置合わせするためのアライメント部材2170を用いて、ヘッド筐体23に収容されてもよい。アライメント部材2170は、ヘッド筐体23が取り付けられるヘッド駆動系22の基準座標に対して筐体ユニット217を位置合わせるための部材であってもよい。その結果、筐体ユニット217(特に、筐体ユニット217に収容されている照射光学系211)は、筐体ユニット217内の適切な位置に収容される。このため、照射光学系211の位置合わせの負荷が軽減可能となる。
尚、図7においては、図面の簡略化のために、材料ノズル212が省略されている。しかしながら、材料ノズル212が、照射光学系211に対して固定された位置に取り付けられていてもよい。つまり、材料ノズル212が、照射光学系211を収容する筐体ユニット217に対して固定された位置に取り付けられていてもよい。例えば、材料ノズル212は、アライメント部材2170に取り付けられていてもよい。例えば、材料ノズル212は、筐体ユニット217に取り付けられていてもよい。例えば、材料ノズル212は、ヘッド筐体23に取り付けられていてもよい。
図1に示す加工システムSYSの外観から分かるように、一般的な工作機械(例えば、NC工作機械)が、加工システムSYSを製造するために用いられてもよい。この場合、ヘッド筐体23は、工作機械の主軸に、ツールとして(つまり、エンドミルとして)取り付けられてもよい。或いは、ヘッド筐体23は、工作機械の主軸が取り外されることで確保される位置に取り付けられてもよい。いずれにおいても、一般的な工作機械にヘッド筐体23(つまり、加工ヘッド21)を取り付けることができる。この場合、上述したように筐体21751から21762がZ軸方向に並ぶことでヘッド筐体23の小サイズ化が図られていれば、一般的な工作機械にヘッド筐体23(つまり、加工ヘッド21)を取り付けることがより一層容易となる。
ヘッド筐体23には、照射光学系211のメンテナンスが容易になるように、照射光学系211が収容されていてもよい。つまり、筐体ユニット217には、照射光学系211のメンテナンスが容易になるように、照射光学系211が収容されてもよい。言い換えれば、照射光学系211のメンテナンスが容易になるように照射光学系211が収容された筐体ユニット217が、ヘッド筐体23に収容されていてもよい。照射光学系211のメンテナンスが容易になるようにヘッド筐体23に収容されている照射光学系211の一例が、図9に示されている。図9に示すように、照射光学系211は、メンテナンスが必要になる可能性が相対的に高い電気部品が、ヘッド筐体23内において正面に配置されるように、ヘッド筐体23に収容されていてもよい。尚、電気部品の一具体例として、パワーメータ2143、パワーメータ2153、X走査モータ2146AX、X走査モータ2156AX、Y走査モータ2146AY及びY走査モータ2146AYの少なくとも一つがあげられることは、上述したとおりである。
具体的には、上述したように、加工ヘッド21が、付加加工が行われるチャンバ空間63INに配置されるがゆえに、加工ヘッド21を収容するヘッド筐体23もまた、チャンバ空間63INに配置される。照射光学系211のメンテナンスのために、チャンバ空間63INを形成する筐体6の隔壁部材61には、開閉可能な扉65が形成されていてもよい。この場合、図9に示すように、照射光学系211は、照射光学系211のメンテナンスを行うオペレータが、筐体6の外部から扉65を介して照射光学系211にアクセスしやすくなるように、ヘッド筐体23に収容されていてもよい。一例として、図9に示すように、ヘッド筐体23は、加工ヘッド21(特に、照射光学系211)に対してヘッド筐体23の後壁部材232とは反対側(図9に示す例では、-Y側)にチャンバ空間63INが位置するように、配置されていてもよい。更に、加工ヘッド21(特に、照射光学系211)よりもチャンバ空間63IN側(図9に示す例では、-Y側)に、扉65が配置されていてもよい。この場合、電気部品は、後壁部材232よりも、扉65に近い位置に配置されていてもよい。例えば、fθレンズ2162の光軸AXに交差する方向(図9に示す例では、Z軸に交差する方向であり、Y軸方向)における電気部品と後壁部材232との間の距離D1が、fθレンズ2162の光軸AXに交差する方向における光軸AXと後壁部材232との間の距離D2よりも長くなるように、照射光学系211がヘッド筐体23に収容されていてもよい。図9に示す例では、パワーメータ2143及び2153は、パワーメータ2143及び2153のそれぞれと後壁部材232との間の距離D11が、光軸AXと後壁部材232との間の距離D2よりも長くなるように、ヘッド筐体23に配置されている。更に、図9に示す例では、X走査モータ2146AX及び2156AXは、X走査モータ2146AX及び2156AXのそれぞれと後壁部材232との間の距離D12が、光軸AXと後壁部材232との間の距離D2よりも長くなるように、ヘッド筐体23に配置されている。その結果、距離D1が距離D2よりも短くなる場合と比較して、メンテナンスが必要になる可能性が相対的に高い電気部品が、扉65により近い位置に配置される。その結果、電気部品のメンテナンスがより容易になる。
加工システムSYSは、収容空間2171に収容された照射光学系211の少なくとも一部を冷却してもよい。つまり、加工システムSYSは、照射光学系211に含まれる光学部材を冷却してもよい。その結果、照射光学系211を通過する加工光ELに起因して照射光学系211が加熱されたとしても、照射光学系211の温度が適切な温度に維持される。例えば、加工システムSYSは、コリメータレンズ2141、平行平板2142、パワーメータ2143及びガルバノスキャナ2144の少なくとも一つを冷却してもよい。例えば、加工システムSYSは、コリメータレンズ2151、平行平板2152、パワーメータ2153及びガルバノスキャナ2154の少なくとも一つを冷却してもよい。例えば、加工システムSYSは、プリズムミラー2161及びfθレンズ2162の少なくとも一つを冷却してもよい。以下では、加工システムSYSがfθレンズ2162を冷却する例について説明する。
加工システムSYSは、気体を冷媒として用いることで、収容空間2171に収容された照射光学系211の少なくとも一部を冷却してもよい。例えば、加工システムSYSは、液体を冷媒として用いることで、収容空間2171に収容された照射光学系211の少なくとも一部を冷却してもよい。この場合、図10に示すように、筐体ユニット217には、照射光学系211の少なくとも一部(図10に示す例では、fθレンズ2162の少なくとも一部)に冷媒を供給する冷媒供給ノズル2172が形成されていてもよい。
尚、図10に示す例では、冷媒供給ノズル2172による冷媒の供給方向が、fθレンズ2162における加工光EL#1及びEL#2の通過位置に向けられるように、冷媒供給ノズル2172が斜め下向きに向けられている。しかしながら、冷媒供給ノズル2172による冷媒の供給方向は斜め下向きには限定されない。尚、冷媒は気体には限定されず、例えば液体であってもよい。
上述したように、fθレンズ2162は、加工光EL#1及びEL#2のそれぞれを、造形面MSに照射する。ここで、加工光EL#1の特性と加工光EL#2の特性とが異なる場合には、fθレンズ2162のうちの加工光EL#1が照射される第1部分21621の加工光EL#1による加熱態様と、fθレンズ2162のうちの加工光EL#2が照射される第2部分21622の加工光EL#2による加熱態様とが、異なるものとなる可能性がある。尚、加熱態様は、加熱された部位の温度、加熱された部位の温度分布、加熱された部位の温度の変化量(例えば、単位時間当たりの温度の変化量)、加熱された部位に伝達される熱量(例えば、単位時間当たりの熱量)のうちの少なくとも一つを含んでいてもよい。例えば、加工光EL#1の強度と加工光EL#2の強度とが異なる場合には、第1部分21621の加熱態様と第2部分21622の加熱態様とが、異なるものとなる可能性がある。その結果、第1部分21621の温度と第2部分21622の温度とが、異なるものとなる可能性がある。このため、加工システムSYSは、第1部分21621の冷却態様と第2部分21622の冷却態様とが異なるものとなるように、fθレンズ2162を冷却してもよい。つまり、加工システムSYSは、第1部分21621の冷却態様と第2部分21622の冷却態様とを変えることで、第1部分21621の温度と第2部分21622の温度との差分が過度に大きくならないように、fθレンズ2162を冷却してもよい。加工システムSYSは、第1部分21621の冷却態様と第2部分21622の冷却態様とを変えることで、第1部分21621の温度と第2部分21622の温度とが同じになるように、fθレンズ2162を冷却してもよい。尚、冷却態様は、冷却された部位の温度、冷却された部位の温度分布、冷却された部位の温度の変化量(例えば、単位時間当たりの温度の変化量)及び、冷却された部位から吸収される熱量(例えば、単位時間当たりの熱量)のうちの少なくとも一つを含んでいてもよい。
一例として、加工光EL#1の強度が加工光EL#2の強度よりも高い場合には、第1部分21621は、第2部分21622よりも速く加熱される可能性がある。この場合、加工システムSYSは、第1部分21621を、第2部分21622よりも速く冷却してもよい。
加工光EL#1の強度及び加工光EL#2の強度は、それぞれ、パワーメータ2143及び2153によって検出可能である。このため、加工システムSYSは、パワーメータ2143及び2153の検出結果に基づいて、fθレンズ2162を冷却してもよい。例えば、パワーメータ2143及び2153の検出結果が、加工光EL#1の強度が加工光EL#2の強度よりも高いことを示している場合には、加工システムSYSは、第1部分21621を、第2部分21622よりも速く冷却してもよい。
冷媒供給ノズル2172が気体を冷媒として供給する場合には、冷媒供給ノズル2172から供給される気体によって、筐体ユニット217の内部の収容空間2171の圧力が、筐体ユニット217の外部の空間(例えば、チャンバ空間63IN)の圧力よりも高くなるように、設定されてもよい。つまり、筐体ユニット217の内部の収容空間2171は、陽圧空間であってもよい。この場合、収容空間2171が陽圧空間でない場合と比較して、筐体ユニット217の外部の空間(例えば、チャンバ空間63IN)から不要物質(例えば、造形材料M)が筐体ユニット217に進入する可能性が低くなる。このため、不要物質が照射光学系211に付着する可能性が低くなる。その結果、照射光学系211に付着した不要物質によって加工光ELの造形面MSへの照射が妨げられる可能性が低くなる。
(2)加工システムSYSの動作
続いて、加工システムSYSの動作について説明する。
続いて、加工システムSYSの動作について説明する。
(2-1)付加加工動作
初めに、加工システムSYSがワークWに対して行う付加加工(付加加工動作)について説明する。ワークWに対して行われる付加加工は、ワークWと一体化された(或いは、分離可能な)造形物をワークWに付加するように造形物を造形する動作に相当する。以下では、説明の便宜上、所望形状を有する造形物である三次元構造物STを造形する付加加工について説明する。上述したように、加工システムSYSは、レーザ肉盛溶接法に基づく付加加工を行うことで、三次元構造物STを造形する。このため、加工システムSYSは、レーザ肉盛溶接法に準拠した既存の付加加工を行うことで、三次元構造物STを造形してもよい。以下、レーザ肉盛溶接法を用いて三次元構造物STを造形する動作の一例について簡単に説明する。
初めに、加工システムSYSがワークWに対して行う付加加工(付加加工動作)について説明する。ワークWに対して行われる付加加工は、ワークWと一体化された(或いは、分離可能な)造形物をワークWに付加するように造形物を造形する動作に相当する。以下では、説明の便宜上、所望形状を有する造形物である三次元構造物STを造形する付加加工について説明する。上述したように、加工システムSYSは、レーザ肉盛溶接法に基づく付加加工を行うことで、三次元構造物STを造形する。このため、加工システムSYSは、レーザ肉盛溶接法に準拠した既存の付加加工を行うことで、三次元構造物STを造形してもよい。以下、レーザ肉盛溶接法を用いて三次元構造物STを造形する動作の一例について簡単に説明する。
加工システムSYSは、造形するべき三次元構造物STの三次元モデルデータ(言い換えれば、三次元モデル情報)等に基づいて、ワークW上に三次元構造物STを造形する。三次元モデルデータとして、加工システムSYS内に設けられた計測装置及び加工システムSYSとは別に設けられた三次元形状計測機の少なくとも一方で計測された立体物の計測データが用いられてもよい。加工システムSYSは、三次元構造物STを造形するために、例えば、Z軸方向に沿って並ぶ複数の層状の部分構造物(以下、“構造層”と称する)SLを順に造形していく。例えば、加工システムSYSは、三次元構造物STの三次元モデルをZ軸方向に沿って輪切りにすることで得られる複数の層のデータに基づいて複数の構造層SLを1層ずつ順に造形していく。その結果、複数の構造層SLが積層された積層構造体である三次元構造物STが造形される。尚、構造層SLは、必ずしも層状の形状を有する造形物でなくてもよい。以下、複数の構造層SLを1層ずつ順に造形していくことで三次元構造物STを造形する動作の流れについて説明する。
まず、各構造層SLを造形する動作について図11(a)から図11(e)を参照して説明する。加工システムSYSは、制御装置7の制御下で、ワークWの表面又は造形済みの構造層SLの表面に相当する造形面MS上の所望領域に加工単位領域BSA#1及びBSA#2が設定されるように、加工ヘッド21及びステージ31の少なくとも一方を移動させる。その後、照射光学系211は、加工単位領域BSA#1及びBSA#2に加工光EL#1及びEL#2をそれぞれ照射する。この際、Z軸方向において加工光EL#1#1及びEL#2がそれぞれ集光される集光位置CP#1及びCP#2は、造形面MSに一致していてもよい。或いは、Z軸方向において加工光EL#1#1及びEL#2がそれぞれ集光される集光位置CP#1及びCP#2は、造形面MSから外れていてもよい。その結果、図11(a)に示すように、加工光EL#1及びEL#2が照射された造形面MS上に溶融池MP#1及びMP#2がそれぞれ形成される。更に、図11(b)に示すように、加工システムSYSは、制御装置7の制御下で、材料ノズル212から造形材料Mを供給する。その結果、溶融池MP#1及びMP#2のそれぞれに造形材料Mが供給される。溶融池MP#1に供給された造形材料Mは、溶融池MP#1に照射されている加工光EL#1によって溶融する。同様に、溶融池MP#2に供給された造形材料Mは、溶融池MP#2に照射されている加工光EL#2によって溶融する。
更に、照射光学系211は、ガルバノミラー2146及び2156を用いて、それぞれ、加工単位領域BSA#1及びBSA#2内で目標照射領域EA#1及びEA#2を移動させる。つまり、照射光学系211は、それぞれ、ガルバノミラー2146及び2156を用いて、それぞれ、加工単位領域BSA#1及びBSA#2を加工光EL#1及びEL#2で走査する。目標照射領域EA#1の移動に伴って溶融池MP#1に加工光EL#1が照射されなくなると、溶融池MP#1において溶融した造形材料Mは、冷却されて固化(つまり、凝固)する。同様に、目標照射領域EA#2の移動に伴って溶融池MP#2に加工光EL#2が照射されなくなると、溶融池MP#2において溶融した造形材料Mは、冷却されて固化(つまり、凝固)する。更に、目標照射領域EA#1及びEA#2の移動に伴って、溶融池MP#1及びMP#2もまた移動する。その結果、図11(c)に示すように、溶融池MP#1及びMP#2が移動する加工単位領域BSA#1及びBSA#2内において、固化した造形材料Mから構成される造形物が造形面MS上に堆積される。
尚、図11(c)では、説明の便宜上、加工単位領域BSA#1内において固化した造形材料Mから構成される造形物と、加工単位領域BSA#2内において固化した造形材料Mから構成される造形物とが物理的に分離している。しかしながら、加工単位領域BSA#1内において固化した造形材料Mから構成される造形物と、加工単位領域BSA#2内において固化した造形材料Mから構成される造形物とが一体化していてもよい。特に、加工単位領域BSA#1及びBSA#2が一致している(或いは、部分的に重複している)場合には、加工単位領域BSA#1内において固化した造形材料Mから構成される造形物と、加工単位領域BSA#2内において固化した造形材料Mから構成される造形物とが一体化していてもよい。物理的に分離している
加工単位領域BSA#1及びBSA#2内で目標照射領域EA#1及びEA#2がそれぞれ移動している期間中において、加工システムSYSは、造形面MS上を加工単位領域BSA#1及びBSA#2が移動するように、加工ヘッド21及びステージ31の少なくとも一方を移動させてもよい。つまり、加工システムSYSは、加工単位領域BSA#1及びBSA#2内での目標照射領域EA#1及びEA#2のそれぞれの移動と、造形面MS上での加工単位領域BSA#1及びBSA#2の移動とを並行して行ってもよい。
加工単位領域BSA#1及びBSA#2内で目標照射領域EA#1及びEA#2がそれぞれ移動している期間中において、加工システムSYSは、造形面MS上を加工単位領域BSA#1及びBSA#2が移動するように、加工ヘッド21及びステージ31の少なくとも一方を移動させてもよい。つまり、加工システムSYSは、加工単位領域BSA#1及びBSA#2内での目標照射領域EA#1及びEA#2のそれぞれの移動と、造形面MS上での加工単位領域BSA#1及びBSA#2の移動とを並行して行ってもよい。
或いは、加工単位領域BSA#1及びBSA#2内で目標照射領域EA#1及びEA#2がそれぞれ移動している期間中において、加工システムSYSは、造形面MS上を加工単位領域BSA#1及びBSA#2が移動しないように、加工ヘッド21及びステージ31を移動させなくてもよい。この場合、加工単位領域BSA#1及びBSA#2内での付加加工(つまり、造形)が完了した後には、加工システムSYSは、造形面MS上の別の領域に加工単位領域BSA#1及びBSA#2が設定されるように、加工ヘッド21及びステージ31の少なくとも一方を移動させてもよい。つまり、加工システムSYSは、造形面MS上において加工単位領域BSA#1及びBSA#2が移動するように、加工ヘッド21及びステージ31の少なくとも一方を移動させてもよい。この場合、加工システムSYSは、造形面MS上で既に加工単位領域BSA#1及びBSA#2が設定された領域(つまり、付加加工が既に行われた領域)と、造形面MS上で加工単位領域BSA#1及びBSA#2が新たに設定された領域(つまり、付加加工が今から行われる領域)とが隣接するように、加工ヘッド21及びステージ31の少なくとも一方を移動させてもよい。特に、加工システムSYSは、造形面MS上で既に加工単位領域BSA#1及びBSA#2が設定された領域と、造形面MS上で加工単位領域BSA#1及びBSA#2が新たに設定された領域とが重複しないように、加工ヘッド21及びステージ31の少なくとも一方を移動させてもよい。但し、加工システムSYSは、造形面MS上で既に加工単位領域BSA#1及びBSA#2が設定された領域と、造形面MS上で加工単位領域BSA#1及びBSA#2が新たに設定された領域とが部分的に重複するように、加工ヘッド21及びステージ31の少なくとも一方を移動させてもよい。
加工システムSYSは、加工単位領域BSA内での加工光ELの照射による溶融池MPの形成、溶融池MPへの造形材料Mの供給、供給された造形材料Mの溶融及び溶融した造形材料Mの固化を含む一連の造形処理を、図11(d)に示すように、造形面MSに対して加工ヘッド21を、X軸方向及びY軸方向の少なくとも一方に沿って移動させながら繰り返す。その結果、図11(e)に示すように、造形面MS上に、溶融した後に固化した造形材料Mの集合体である造形物に相当する構造層SLが造形される。つまり、加工単位領域BSAの移動軌跡に応じたパターンで造形面MS上に造形された造形物の集合体に相当する構造層SL(つまり、平面視において、加工単位領域BSAの移動軌跡に応じた形状を有する構造層SL)が造形される。
尚、造形物を造形したくない領域に目標照射領域EA#1が設定されている場合、加工システムSYSは、目標照射領域EA#1に、加工光EL#1を照射しなくてもよい。或いは、加工システムSYSは、加工光EL#1を目標照射領域EA#1に照射するとともに、造形材料Mの供給を停止してもよい。或いは、加工システムSYSは、造形材料Mを目標照射領域EA#1に供給するとともに、溶融池MPができない強度の加工光EL#1を目標照射領域EA#1に照射してもよい。造形物を造形したくない領域に目標照射領域EA#2が設定されている場合も同様である。
加工単位領域BSAの移動経路(言い換えれば、移動軌跡)は、加工パス(言い換えれば、ツールパス)と称されてもよい。加工パス情報は、加工単位領域BSAが順次設定される複数の位置に関する情報(例えば、座標情報)を含んでいてもよい。この場合、加工単位領域BSAが設定される各位置は、単位加工パスと称されてもよい。制御装置7は、加工パス情報が指定する移動経路に沿って加工単位領域BSAが移動するように、加工ヘッド21及びステージ31の少なくとも一方を移動させてもよい。尚、加工単位領域BSA内において付加加工(つまり、造形)が行われるがゆえに、加工パスは、造形面MS上で加工ユニット2が造形を行う経路を意味していてもよい。
加工システムSYSは、このような構造層SLを造形するための動作を、制御装置7の制御下で、三次元モデルデータに基づいて繰り返し行う。具体的には、まず、制御装置7は、構造層SLを造形するための動作を行う前に、三次元モデルデータを積層ピッチでスライス処理してスライスデータを作成する。加工システムSYSは、ワークWの表面に相当する造形面MS上に1層目の構造層SL#1を造形するための動作を、構造層SL#1に対応するスライスデータに基づいて行う。具体的には、制御装置7は、構造層SL#1に対応するスライスデータに基づいて生成された、1層目の構造層SL#1を造形するための加工パス情報を取得する。尚、加工システムSYSが付加加工を開始した後に又は開始する前に、制御装置7が加工パス情報を生成してもよい。その後、制御装置7は、加工パス情報に基づいて、1層目の構造層SL#1を造形するように加工ユニット2及びステージユニット3を制御する。その結果、造形面MS上には、図12(a)に示すように、構造層SL#1が造形される。その後、加工システムSYSは、構造層SL#1の表面(つまり、上面)を新たな造形面MSに設定した上で、当該新たな造形面MS上に2層目の構造層SL#2を造形する。構造層SL#2を造形するために、制御装置7は、まず、ステージ31に対して加工ヘッド21がZ軸に沿って移動するように、ヘッド駆動系22及びステージ駆動系32の少なくとも一方を制御する。具体的には、制御装置7は、ヘッド駆動系22及びステージ駆動系32の少なくとも一方を制御して、加工単位領域BSA#1及びBSA#2が構造層SL#1の表面(つまり、新たな造形面MS)に設定されるように、+Z側に向かって加工ヘッド21を移動させる及び/又は-Z側に向かってステージ31を移動させる。その後、加工システムSYSは、制御装置7の制御下で、構造層SL#1を造形する動作と同様の動作で、構造層SL#2に対応するスライスデータに基づいて、構造層SL#1上に構造層SL#2を造形する。その結果、図12(b)に示すように、構造層SL#2が造形される。以降、同様の動作が、ワークW上に造形するべき三次元構造物STを構成する全ての構造層SLが造形されるまで繰り返される。その結果、図12(c)に示すように、複数の構造層SLが積層された積層構造物によって、三次元構造物STが造形される。
尚、制御装置7(或いは、加工パス情報を生成する他の装置、以下、この段落において同じ)は、加工パスが、ウォールとして機能する造形物であるか又はインフィル用の造形物(つまり、三次元構造物STの内部を充填するための造形物)であるかを識別可能な情報が付与された加工パス情報を生成してもよい。
更に、制御装置7(或いは、加工パス情報を生成する他の装置、以下、この段落において同じ)は、造形物の幅(線幅又はビード幅と称されてもよい)を規定するビード幅情報を含む加工パス情報を生成してもよい。具体的には、制御装置7は、インフィル用の造形物の隙間がなくなる及び/又は幅が薄い造形物(特に、ウォールとして機能する造形物)を適切に形成できるように、複数のビード幅を用いて造形物を造形するための加工パス情報を生成してもよい。この場合、加工ユニット2は、ビード幅毎に造形物を造形してもよい。
更に、制御装置7(或いは、加工パス情報を生成する他の装置、以下、この段落において同じ)は、加工ユニット2が造形物を造形するために用いる加工パス情報に加えて、造形された造形物を加工ユニット2が仕上げ加工するために用いる加工パス情報を生成してもよい。仕上げ加工は、造形物の表面の平面度を小さくする(つまり、表面粗さを小さくする、表面を平面に近づける)加工を含んでいてもよい。この場合、加工ユニット2が造形物を造形するために用いる加工パス情報を生成するためのアルゴリズムは、造形された造形物を加工ユニット2が仕上げ加工するために用いる加工パス情報を生成するためのアルゴリズムと同一であってもよいし、異なっていてもよい。
更に、加工システムSYSが計測装置を備えている場合には、制御装置7(或いは、加工パス情報を生成する他の装置、以下、この段落において同じ)は、加工ユニット2が造形(加工)を行う経路を示す加工パス情報に加えて又は代えて、計測装置が計測を行う経路を示す計測パス情報を生成してもよい。この場合、計測パス情報を生成するためのアルゴリズムは、加工パス情報を生成するためのアルゴリズムと同一であってもよいし、異なっていてもよい。尚、計測装置の一例として、計測光が造形面MS上に形成するスポットの状態を監視する監視装置(例えば、スポットを撮像する撮像装置)があげられる。
(2-2)二つの加工光EL#1及びEL#2の利用方法の具体例
上述したように、加工システムSYSは、加工光EL#1と加工光EL#2とを用いて、造形物を造形するための付加加工を行うことができる。
上述したように、加工システムSYSは、加工光EL#1と加工光EL#2とを用いて、造形物を造形するための付加加工を行うことができる。
この場合、加工光EL#1の照射位置と加工光EL#2の照射位置とが異なっていてもよい。例えば、加工システムSYSは、図13(a)に示すように、加工光EL#1を造形面MSの第1部分に照射し、加工光EL#2を造形面MSの第1部分とは異なる第2部分に照射してもよい。この場合、加工システムSYSは、加工光EL#1を用いた付加加工と、加工光EL#2を用いた付加加工とを並行して行ってもよい。例えば、加工システムSYSは、加工光EL#1を用いて三次元構造物STの第1部分を造形するための付加加工と、加工光EL#2を用いて同じ三次元構造物STの第1部分とは異なる第2部分を造形するための付加加工とを並行して行ってもよい。例えば、加工システムSYSは、ある構造層SLを造形する期間中において、加工光EL#1を用いて構造層SLの第1部分を造形するための付加加工と、加工光EL#2を用いて同じ構造層SLの第1部分とは異なる第2部分を造形するための付加加工とを並行して行ってもよい。その結果、付加加工のスループットが向上する。
或いは、加工光EL#1の照射位置と加工光EL#2の照射位置とが同一であってもよい。例えば、加工システムSYSは、図13(b)に示すように、加工光EL#1及びEL#2の双方を造形面MSの同じ一の部分に照射してもよい。この場合、加工システムSYSは、加工光EL#1及びEL#2の双方を用いた付加加工を行ってもよい。例えば、加工システムSYSは、加工光EL#1及びEL#2の双方を用いて三次元構造物STの同じ一の部分を造形するための付加加工を行ってもよい。例えば、加工システムSYSは、ある構造層SLを造形する期間中において、加工光EL#1及びEL#2の双方を用いて構造層SLの同じ一の部分を造形するための付加加工を行ってもよい。
加工光EL#1の用途と、加工光EL#2の用途とが異なっていてもよい。以下、加工光EL#1及びEL#2の用途の一例について説明する。
加工光EL#1及びEL#2の用途の一例として、加工システムSYSは、加工光EL#2を、造形面MSを予熱するための用途で用いる一方で、加工光EL#1を、予熱された造形面MSに溶融池MPを形成する(その結果、造形物を造形する)ための用途で用いてもよい。その結果、加工光EL#1から造形面MSに伝達されるエネルギ量をそれほど多くすることができない状況下においても、加工システムSYSは、造形面MSに溶融池MPを適切に形成することができる。一例として、加工光EL#1に対するワークWの吸収率(或いは、造形面MSが表面となる物体、以下同じ)が低くなるほど、加工光EL#1から造形面MSに伝達されるエネルギ量が小さくなる。この場合、加工光EL#2に対するワークWの吸収率(或いは、造形面MSが表面となる物体、以下同じ)は、加工光EL#1に対するワークWの吸収率と異なるという条件を満たす加工光EL#2を用いて、造形面MSを予熱してもよい。その結果、加工光EL#1に対するワークWの吸収率が相応に低い状況下においても、加工システムSYSは、造形面MSに溶融池MPを適切に形成することができる。
この場合、加工光EL#2に対するワークWの吸収率(或いは、造形面MSが表面となる物体、以下同じ)は、加工光EL#1に対するワークWの吸収率よりも高くてもよい。その結果、加工システムSYSは、加工光EL#2を用いて造形面MSを効率的に予熱し、加工光EL#1を用いて造形面MSに溶融池MPを適切に形成することができる。
加工システムSYSは、加工光EL#2を用いて造形面MSを予熱することで、造形面MSに溶融池MPを形成してもよい。この場合、加工システムSYSは、加工光EL#2によって造形面MSに形成された溶融池MPに加工光EL#1を照射してもよい。加工システムSYSは、加工光EL#2によって造形面MSに形成された溶融池MPに加工光EL#1を照射することで、溶融池MPを拡大してもよい。或いは、加工システムSYSは、造形面MSに溶融池MPを形成することなく、加工光EL#2を用いて造形面MSを予熱してもよい。この場合、加工システムSYSは、加工光EL#2によって予熱された造形面MSに加工光EL#1を照射することで、溶融池MPを形成してもよい。
加工光EL#1及びEL#2の用途の他の一例として、加工システムSYSは、図13(c)に示すように、加工光EL#1を、第1の種類の造形材料M#1を用いて造形物を造形するための用途で用いる一方で、加工光EL#2を、第1の種類とは異なる第2の種類の造形材料M#2を用いて造形物を造形するための用途で用いてもよい。この場合、加工光EL#1に対する第1の種類の造形材料Mの吸収率は、加工光EL#2に対する第1の種類の造形材料Mの吸収率よりも高くてもよい。一方で、加工光EL#2に対する第2の種類の造形材料Mの吸収率は、加工光EL#1に対する第2の種類の造形材料Mの吸収率よりも高くてもよい。その結果、加工システムSYSは、材料ノズル212が複数の異なる種類の造形材料Mを供給可能な場合において、複数の異なる種類の造形材料Mのそれぞれを用いて造形物を造形することができる。例えば、加工光EL#1に対する第2の種類の造形材料M#2の吸収率が低いことに起因して加工光EL#1を用いて第2の種類の造形材料M#2を効率的に溶融させることができない場合であっても、加工システムSYSは、加工光EL#2を用いて第2の種類の造形材料M#2を効率的に溶融させることができる。その結果、加工システムSYSは、第2の種類の造形材料M#2を用いて、造形物を効率的に造形することができる。例えば、加工光EL#2に対する第1の種類の造形材料M#1の吸収率が低いことに起因して加工光EL#2を用いて第1の種類の造形材料M#1を効率的に溶融させることができない場合であっても、加工システムSYSは、加工光EL#1を用いて第1の種類の造形材料M#1を効率的に溶融させることができる。その結果、加工システムSYSは、第1の種類の造形材料M#1を用いて、造形物を効率的に造形することができる。
一例として、加工システムSYSは、赤外光を含む加工光EL#1を、ステンレスを含む造形材料Mを用いて造形物を造形するための用途で用いてもよい。一方で、加工システムSYSは、可視光(例えば、青色光)を含む加工光EL#2を、銅を含む造形材料Mを用いて造形物を造形するための用途で用いてもよい。この場合、赤外光に対する銅の吸収率は低いものの、加工システムSYSは、赤外光とは異なる可視光を含む加工光EL#2を用いて、銅を含む造形材料Mから造形物を適切に造形することができる。また、ワークWが銅である場合であっても、加工システムSYSは、ワークW上に造形物を適切に造形することができる。
複数の異なる種類の造形材料Mのそれぞれを用いて造形物を造形可能な加工システムSYSは、図14(a)に示すように、複数の異なる種類の造形材料Mからそれぞれ造形される複数の造形物を順に造形することで、複数の造形物を含む三次元構造物STを造形してもよい。例えば、加工システムSYSは、第2の種類の造形材料M#2を造形面MSに供給することなく第1の種類の造形材料M#1を造形面MSに供給すると共に、供給された第1の種類の造形材料M#1に加工光EL#1を照射することで、第1の種類の造形材料M#1から形成される造形物BO#1を造形してもよい。その後、加工システムSYSは、第1の種類の造形材料M#1を造形面MSに供給することなく第2の種類の造形材料M#2を造形面MSに供給すると共に、供給された第2の種類の造形材料M#2に加工光EL#2を照射することで、第2の種類の造形材料M#2から形成される造形物BO#2を、造形物BO#1上に造形してもよい。その結果、造形物BO#1及びBO#2を含む三次元構造物STが造形される。
或いは、複数の異なる種類の造形材料Mのそれぞれを用いて造形物を造形可能な加工システムSYSは、図14(b)に示すように、複数の異なる種類の造形材料Mを混合することで得られる混合造形材料M_mixを造形面MSに供給することで、三次元構造物STを造形してもよい。例えば、加工システムSYSは、第1の種類の造形材料M#1及び第2の種類の造形材料M#2を所定の混合比率で混合することで得られる混合造形材料M_mixを造形面MSに供給すると共に、供給された混合造形材料M_mixに加工光EL#1及びEL#2のそれぞれを照射することで、混合造形材料M_mixから形成される三次元構造物STを造形してもよい。
この場合、加工システムSYSは、三次元構造物STを造形する期間中に混合比率を変えてもよい。例えば、加工システムSYSは、三次元構造物STを造形する期間中に、混合比率を徐々に大きく又は小さくしてもよい。その結果、加工システムSYSは、構造層SLの積層方向に沿って線膨張係数が徐々に(言い換えれば、相対的に滑らかに)変化する三次元構造物STを造形することができる。その結果、加工システムSYSは、構造層SLの積層方向に沿って線膨張係数が急激に変化する造形物と比較して、熱によって破損する可能性が低い三次元構造物STを造形することができる。
加工光EL#1及びEL#2の用途の他の一例として、加工システムSYSは、加工光EL#1を、造形物を造形するための用途で用いる一方で、加工光EL#2を、加工光EL#1によって造形された造形物の表面を滑らかにする用途で用いてもよい。具体的には、加工システムSYSは、加工光EL#1によって造形された造形物の表面に加工光EL#2を照射することで、造形物の表面を溶融してもよい。その後、溶融した造形物の表面が固化すると、造形物の表面は、加工光EL#2が照射される前の表面よりも滑らかになる。その結果、加工システムSYSは、表面がより滑らかな造形物を造形することができる。
(2-3)二つの加工光EL#1及びEL#2の照射態様を制御するための照射制御動作
加工システムSYS(特に、制御装置7)は、造形物を造形するための付加加工を行う期間の少なくとも一部において、加工光EL#1及びEL#2の照射態様を制御するための照射制御動作を行ってもよい。具体的には、制御装置7は、造形面MSに対する二つの加工光EL#1及びEL#2の照射態様を制御するための照射制御動作を行ってもよい。以下、照射制御動作について説明する。
加工システムSYS(特に、制御装置7)は、造形物を造形するための付加加工を行う期間の少なくとも一部において、加工光EL#1及びEL#2の照射態様を制御するための照射制御動作を行ってもよい。具体的には、制御装置7は、造形面MSに対する二つの加工光EL#1及びEL#2の照射態様を制御するための照射制御動作を行ってもよい。以下、照射制御動作について説明する。
制御装置7は、造形面MS上での加工光EL#1の照射態様と、造形面MS上での加工光EL#2の照射態様とが同一となるように、照射制御動作を行ってもよい。制御装置7は、造形面MS上での加工光EL#1の照射態様と、造形面MS上での加工光EL#2の照射態様とが異なるものとなるように、照射制御動作を行ってもよい。制御装置7は、造形面MS上での加工光EL#1の照射態様が、所望の第1態様となるように、照射制御動作を行ってもよい。制御装置7は、造形面MS上での加工光EL#2の照射態様が、所望の第2態様となるように、照射制御動作を行ってもよい。
加工光ELの照射態様は、造形面MS上での加工光ELの強度(典型的には、最大強度に相当するピーク強度)を含んでいてもよい。加工光ELの照射態様は、造形面MS上での加工光ELの強度分布を含んでいてもよい。加工光ELの照射態様は、造形面MSに対する加工光ELの照射期間を含んでいてもよい。加工光ELが複数のパルス光を含む場合には、加工光ELの照射期間は、複数のパルス光が造形面MSに連続的に照射される一連の期間を意味していてもよい。加工光ELの照射態様は、加工光ELに含まれるパルス光が造形面MSに照射される照射期間(つまり、パルス幅に相当する時間)を含んでいてもよい。加工光ELの照射態様は、造形面MSに対する加工光ELの照射開始タイミングを含んでいてもよい。加工光ELの照射態様は、造形面MSに対する加工光ELの照射終了タイミングを含んでいてもよい。加工光ELの照射態様は、造形面MS上で加工光ELが照射される位置(つまり、目標照射領域EAの位置)を含んでいてもよい。加工光ELの照射態様は、造形面MS上に加工光ELが形成するビームスポットBSの径(つまり、サイズ)を含んでいてもよい。加工光ELの照射態様は、造形面MS上での加工光ELの移動態様(つまり、目標照射領域EAの移動態様)を含んでいてもよい。目標照射領域EAの移動態様は、目標照射領域EAの移動方向を含んでいてもよい。目標照射領域EAの移動態様は、目標照射領域EAの移動軌跡(特に、その形状)を含んでいてもよい。目標照射領域EAの移動態様は、目標照射領域EAの移動速度を含んでいてもよい。
以下、図15から図20を参照しながら、照射制御動作の具体例として、照射制御動作の第1具体例から第2具体例について順に説明する。
(2-3-1)照射制御動作の第1具体例
照射制御動作の第1具体例は、加工光EL#1及びEL#2の少なくとも一方の強度を少なくとも制御するための照射制御動作である。
照射制御動作の第1具体例は、加工光EL#1及びEL#2の少なくとも一方の強度を少なくとも制御するための照射制御動作である。
例えば、制御装置7は、図15から図17に示すように、加工光EL#1の強度(例えば、ピーク強度)が加工光EL#2の強度(例えば、ピーク強度)よりも高くなるように、照射制御動作を行ってもよい。尚、照射制御動作の第1具体例で説明する「加工光ELの強度」は、造形面MS上での加工光ELの強度を意味していてもよいし、照射光学系211のフォーカス位置における加工光ELの強度を意味していてもよい。
例えば、図15に示すように、制御装置7は、加工光EL#1が造形面MSに照射される期間と加工光EL#2が造形面MSに照射される期間とが重複し、且つ、加工光EL#1の強度が加工光EL#2の強度よりも高くなるように、照射制御動作を行ってもよい。つまり、制御装置7は、加工光EL#1及びEL#2が造形面MSに同時に照射され、且つ、加工光EL#1の強度が加工光EL#2の強度よりも高くなるように、照射制御動作を行ってもよい。或いは、制御装置7は、加工光EL#2が造形面MSに照射され始めてから加工光EL#2が造形面に照射され終わるまでの間の期間の少なくとも一部において加工光EL#1が造形面MSに照射さ、且つ、加工光EL#1の強度が加工光EL#2の強度よりも高くなるように、照射制御動作を行ってもよい。
例えば、図16に示すように、制御装置7は、加工光EL#2が造形面MSの一の部分に照射された後に、加工光EL#1が造形面MSの同じ一の部分に照射され、且つ、加工光EL#1の強度が加工光EL#2の強度よりも高くなるように、照射制御動作を行ってもよい。つまり、制御装置7は、加工光EL#1よりも先に加工光EL#2が造形面MSに照射され、且つ、加工光EL#1の強度が加工光EL#2の強度よりも高くなるように、照射制御動作を行ってもよい。尚、図16では、加工光EL#2の照射期間と加工光EL#1の照射期間とが一部重複しているが、加工光EL#2の照射期間と加工光EL#1の照射期間とは重複していなくてもよい。例えば、加工光EL#2の第1の照射期間と加工光EL#2の第2の照射期間との間に、加工光EL#1の照射期間が設定されていてもよい。
例えば、図17に示すように、制御装置7は、加工光EL#2が造形面MSに照射されている期間の少なくとも一部において、加工光EL#1が造形面MSに複数回照射され、且つ、加工光EL#1の強度が加工光EL#2の強度よりも高くなるように、照射制御動作を行ってもよい。
尚、図15から図17に示す加工光EL#1の一つの照射期間中において、加工光EL#1が複数のパルス光を含んでいてもよい。同様に、図15から図17に示す加工光EL#2の一つの照射期間中において、加工光EL#2が複数のパルス光を含んでいてもよい。後述する図18においても同様である。
制御装置7は、造形面MSを予熱するための用途で加工光EL#2が用いられ、且つ、予熱された造形面MSに溶融池MPを形成する(その結果、造形物を造形する)ための用途とは異なる用途で加工光EL#1が用いられる場合において、図15から図17に示す照射制御動作を行ってもよい。その結果、加工システムSYSは、加工光EL#2を用いて造形面MSを効率的に予熱し、加工光EL#1を用いて造形面MSに溶融池MPを適切に形成することができる。但し、造形面MSを予熱するための用途とは異なる用途で加工光EL#2が用いられる場合においても、制御装置7は、図15から図17に示す照射態様制御動作を行ってもよい。予熱された造形面MSに溶融池MPを形成する(その結果、造形物を造形する)ための用途とは異なる用途で加工光EL#1が用いられる場合においても、制御装置7は、図15から図17に示す照射態様制御動作を行ってもよい。
制御装置7は、加工光EL#1の強度を加工光EL#2の強度よりも高くするための照射制御動作に加えて又は代えて、目標照射領域EA#1及びEA#2の移動に合わせて加工光EL#1及びEL#2の強度(例えば、ピーク強度)を変調する(つまり、変更する)ための照射制御動作を行ってもよい。例えば、図18の上側の図は、加工単位領域BSA#1及びBSA#2内において目標照射領域EA#1及びEA#2が第1の方向(図18におけるX軸方向)に沿ってそれぞれ規則的に往復移動し、且つ、加工単位領域BSA#1及びBSA#2が第1の方向に直交するする第2の方向(図18におけるX軸方向)に沿って移動する場合の、造形面面MS上での目標照射領域EA#1及びEA#2の移動軌跡MT#1及びMT#2を示している。更に、図18の下側の図は、移動軌跡MT#1及びMT#2と共に、加工光EL#1及びEL#2の強度も示している。尚、図18の下側の図に示されるグラフは、縦軸が加工光EL#1及びEL#2の強度を示し且つ横軸がX軸方向における加工光EL#1及びEL#2の照射位置を示すグラフである。このため、図18は、移動軌跡MT#1及びMT#2と加工光EL#1及びEL#2の強度との間の関係を示している。言い換えれば、図18は、移動軌跡MT#1上の目標照射領域EA#1の位置と加工光EL#1との間の関係、及び、移動軌跡MT#2上の目標照射領域EA#2の位置と加工光EL#2との間の関係を示している。
図18に示すように、制御装置7は、第1方向において目標照射領域EA#1の移動方向が反転する反転位置P1及び目標照射領域EA#1が目標照射領域EA#2と重なる重複位置P3の少なくとも一方に照射される加工光EL#1の強度が、反転位置P1及び重複位置P3とは異なる位置における加工光EL#1の強度よりも弱くなるように、照射制御動作を行ってもよい。つまり、第1方向において目標照射領域EA#1の移動方向が反転する第1反転タイミング及び目標照射領域EA#1が目標照射領域EA#2と重なる重複タイミングの少なくとも一方における加工光EL#1の強度が、第1反転タイミング及び重複タイミングとは異なるタイミングにおける加工光EL#1の強度よりも弱くなるように、照射制御動作を行ってもよい。尚、反転位置P1は目標移動領域EA#1の移動速度の微分値(つまり、移動時の目標移動領域EA#1の加速度)の符号が変わる位置であってもよい。尚、図18は、パルス光である加工光EL#1が造形面MSに照射されている場合の加工光EL#1の強度を示している。
一例として、制御装置7は、目標照射領域EA#1が重複位置P3から反転位置P1に向かって移動する期間中に、加工光EL#1の強度が増加した後に減少するように、照射制御動作を行ってもよい。更に、制御装置7は、目標照射領域EA#1が反転位置P1から重複位置P3に向かって移動する期間中に、加工光EL#1の強度が増加した後に減少するように、照射制御動作を行ってもよい。
同様に、図18に示すように、制御装置7は、第1方向において目標照射領域EA#2の移動方向が反転する反転位置P2及び目標照射領域EA#2が目標照射領域EA#1と重なる重複位置P3の少なくとも一方における加工光EL#2の強度が、反転位置P2及び重複位置P3とは異なる位置における加工光EL#2の強度よりも弱くなるように、照射制御動作を行ってもよい。つまり、第1方向において目標照射領域EA#2の移動方向が反転する第2反転タイミング及び目標照射領域EA#2が目標照射領域EA#1と重なる重複タイミングの少なくとも一方における加工光EL#2の強度が、第2反転タイミング及び重複タイミングとは異なるタイミングにおける加工光EL#2の強度よりも弱くなるように、照射制御動作を行ってもよい。尚、反転位置P2は目標移動領域EA#2の移動速度の微分値(つまり、移動時の目標移動領域EA#1の加速度の)符号が変わる位置であってもよい。尚、図18は、パルス光である加工光EL#2が造形面MSに照射されている場合の加工光EL#2の強度を示している。
一例として、制御装置7は、目標照射領域EA#2が重複位置P3から反転位置P2に向かって移動する期間中に、加工光EL#2の強度が増加した後に減少するように、照射制御動作を行ってもよい。更に、制御装置7は、目標照射領域EA#2が反転位置P2から重複位置P3に向かって移動する期間中に、加工光EL#2の強度が増加した後に減少するように、照射制御動作を行ってもよい。
加工システムSYSは、図18に示す照射制御動作を行うことで、単位時間当たりに加工光EL#1及びEL#2のそれぞれから造形面MSに伝達されるエネルギ量が、造形面MS上での目標照射領域EA#1及びEA#2のそれぞれの位置に応じて変動する可能性を低減することができる。以下、その技術的理由について説明する。
図18に示すように、反転位置P1において目標照射領域EA#1の移動方向が反転する。このため、反転位置P1に近づくように移動する目標照射領域EA#1の移動速度は、反転位置P1の近傍において減少すると共に、反転位置P1においてゼロになる。反転位置P1に到達した後に反転位置P1から離れるように移動する目標照射領域EA#1の移動速度は、ゼロから増加する。つまり、反転位置P1の近傍において、目標照射領域EA#1の移動速度が変化する。ここで、目標照射領域EA#1の移動速度が遅くなればなるほど、単位時間あたりに加工光EL#1から造形面MSに伝達されるエネルギ量が多くなる。従って、仮に加工光EL#1の強度が変調されなければ(つまり、一定値に固定されていれば)、単位時間当たりに加工光EL#1から造形面MSに伝達されるエネルギ量が、造形面MS上での目標照射領域EA#1の位置に応じて変動する可能性がある。典型的には、反転位置P1において単位時間当たりに加工光EL#1から造形面MSに伝達されるエネルギ量は、反転位置P1から離れた位置において単位時間当たりに加工光EL#1から造形面MSに伝達されるエネルギ量よりも多くなる可能性がある。同様の理由から、反転位置P2において単位時間当たりに加工光EL#2から造形面MSに伝達されるエネルギ量は、反転位置P2から離れた位置において単位時間当たりに加工光EL#2から造形面MSに伝達されるエネルギ量よりも多くなる可能性がある。
また、重複位置P3において目標照射領域EA#1及びEA#2が重なる。このため、重複位置P3では、加工光EL#1及びEL#2の双方から造形面MSにエネルギが伝達される。このため、重複位置P3において単位時間当たりに加工光EL#1及びEL#2の双方から造形面MSに伝達されるエネルギ量は、重複位置P3から離れた位置において単位時間当たりに加工光EL#1及びEL#2のいずれか一方から造形面MSに伝達されるエネルギ量よりも多くなる可能性がある。
しかるに、本実施形態では、加工システムSYSは、上述したように、反転位置P1における加工光EL#1の強度が、反転位置P1及び重複位置P3とは異なる位置における加工光EL#1の強度よりも弱くなるように、照射制御動作を行う。このため、反転位置P1において単位時間当たりに加工光EL#1から造形面MSに伝達されるエネルギ量と、反転位置P1から離れた位置において単位時間当たりに加工光EL#1から造形面MSに伝達されるエネルギ量との差分が小さくなる。同様に、加工システムSYSは、上述したように、反転位置P2における加工光EL#2の強度が、反転位置P2及び重複位置P3とは異なる位置における加工光EL#1の強度よりも弱くなるように、照射制御動作を行う。このため、反転位置P2において単位時間当たりに加工光EL#2から造形面MSに伝達されるエネルギ量と、反転位置P2から離れた位置において単位時間当たりに加工光EL#2から造形面MSに伝達されるエネルギ量との差分が小さくなる。同様に、加工システムSYSは、上述したように、重複位置P3における加工光EL#1及びEL#2の強度が、それぞれ、反転位置P1、反転位置P2及び重複位置P3とは異なる位置における加工光EL#1及びEL#2の強度よりも弱くなるように、照射制御動作を行う。このため、重複位置P3において単位時間当たりに加工光EL#1及びEL#2の双方から造形面MSに伝達されるエネルギ量と、重複位置P3から離れた位置において単位時間当たりに加工光EL#1及びEL#2のいずれか一方から造形面MSに伝達されるエネルギ量との差分が小さくなる。このため、加工システムSYSは、単位時間当たりに加工光EL#1及びEL#2のそれぞれから造形面MSに伝達されるエネルギ量が、造形面MS上での目標照射領域EA#1及びEA#2のそれぞれの位置に応じて変動する可能性を低減することができる。
(2-3-2)照射制御動作の第2具体例
照射制御動作の第2具体例は、加工光EL#1及びEL#2の少なくとも一方のビームスポットBSの径を少なくとも制御するための照射制御動作である。
照射制御動作の第2具体例は、加工光EL#1及びEL#2の少なくとも一方のビームスポットBSの径を少なくとも制御するための照射制御動作である。
例えば、制御装置7は、図19(a)及び図20(a)に示すように、加工光EL#2のビームスポットBS(BS#2)の径が、加工光EL#1のビームスポットBS(BS#1)の径よりも大きくなるように、照射制御動作を行ってもよい。例えば、フォーカス制御光学系2145がZ軸方向における加工光EL#1の集光位置CP#1と造形面MSとの間の位置関係を変更すると、ビームスポットBS#1の径が変わる。このため、制御装置7は、ビームスポットBS#2の径がビームスポットBS#1の径よりも大きくなるように、フォーカス制御光学系2145を制御してもよい。つまり、ビームスポットBS#1の径を変更することは、加工光EL#1の集光位置CP#1を変更する(つまり、フォーカスを変更する)ことを含んでいてもよい。例えば、フォーカス制御光学系2155がZ軸方向における加工光EL#2の集光位置CP#2と造形面MSとの間の位置関係を変更すると、ビームスポットBS#2の径が変わる。このため、制御装置7は、ビームスポットBS#2の径がビームスポットBS#1の径よりも大きくなるように、フォーカス制御光学系2155を制御してもよい。つまり、ビームスポットBS#2の径を変更することは、加工光EL#2の集光位置CP#2を変更する(つまり、フォーカスを変更する)ことを含んでいてもよい。
ビームスポットBS#1及びBS#2が、それぞれ、目標照射領域EA#1及びEA#2に照射される加工光EL#1及びEL#2によって形成されるがゆえに、ビームスポットBS#2の径をビームスポットBS#1の径よりも大きくする照射制御動作は、目標照射領域EA#2を目標照射領域EA#1よりも広くする照射制御動作と実質的に等価であるとみなしてもよい。つまり、ビームスポットBS#2の径をビームスポットBS#1の径よりも大きくする照射制御動作は、目標照射領域EA#1を目標照射領域EA#2よりも狭くする照射制御動作と等価であるとみなしてもよい。
尚、ビームスポットBS#1及びBS#2の形状が円形とは異なる場合、例えば、照射光学系211の光軸と直交する軸に沿った方向におけるビームスポットBS#1及びBS#2の幅が、ビームスポットBS#1及びBS#2の径としてそれぞれ用いられてもよい。或いは、照射光学系211の光軸と直交する軸に沿った方向におけるビームスポットBS#1及びBS#2の最大幅を、ビームスポットビームスポットBS#1及びBS#2の径としてそれぞれ用いてもよい。或いは、照射光学系211の光軸と直交する軸に沿った方向におけるビームスポットBS#1及びBS#2の幅の平均値を、ビームスポットBS#1及びBS#2の径としてもそれぞれ用いてもよい。
制御装置7は、造形面MSを予熱するための用途で加工光EL#2が用いられ、且つ、予熱された造形面MSに溶融池MPを形成する(その結果、造形物を造形する)ための用途とは異なる用途で加工光EL#1が用いられる場合において、図19から図20に示す照射制御動作を行ってもよい。その結果、加工システムSYSは、加工光EL#2を用いて造形面MSを効率的に予熱し、加工光EL#1を用いて造形面MSに溶融池MPを適切に形成することができる。なぜならば、加工システムSYSは、造形面MS上の相対的に広い領域に加工光EL#2を照射することで、当該相対的に広い領域を予熱しつつ、予熱された領域内で溶融池MPを形成したい部分に加工光EL#1を照射することで、溶融池MPを形成することができるからである。但し、造形面MSを予熱するための用途とは異なる用途で加工光EL#2が用いられる場合においても、制御装置7は、図19(a)及び図20(a)に示す照射態様制御動作を行ってもよい。予熱された造形面MSに溶融池MPを形成する(その結果、造形物を造形する)ための用途とは異なる用途で加工光EL#1が用いられる場合においても、制御装置7は、図19(a)及び図20(a)に示す照射態様制御動作を行ってもよい。
或いは、図示しないものの、制御装置7は、ビームスポットBS#1の径がビームスポットBS#2の径よりも大きくなるように、照射制御動作を行ってもよい。つまり、制御装置7は、目標照射領域EA#1が目標照射領域EA#2よりも広くなる(言い換えれば、目標照射領域EA#2が目標照射領域EA#1よりも狭くなる)ように、照射制御動作を行ってもよい。或いは、制御装置7は、ビームスポットBS#1の径がビームスポットBS#2の径と同じになるように、照射制御動作を行ってもよい。つまり、制御装置7は、目標照射領域EA#1が目標照射領域EA#2と同じ大きさになるように、照射制御動作を行ってもよい。
制御装置7は、ビームスポットBS#1及びBS#2の少なくとも一つの径を制御することに加えて、ビームスポットBS#1及びBS#2の少なくとも一つの位置を制御してもよい。ビームスポットBS#1及びBS#2が、それぞれ、目標照射領域EA#1及びEA#2に形成されるがゆえに、制御装置7は、目標照射領域EA#1及びEA#2の少なくとも一つの位置を変更してもよい。例えば、図19(a)及び図20(a)に示すように、制御装置7は、ビームスポットBS#1の少なくとも一部が、ビームスポットBS#2と重なるように、照射制御動作を行ってもよい。つまり、制御装置7は、目標照射領域EA#1の少なくとも一部が、目標照射領域EA#2と重なるように、照射制御動作を行ってもよい。
図19(a)及び図20(a)に示す例では、径が小さいビームスポットBS#1の全体が、径が大きいビームスポットBS#2に包含されている。この場合、径が小さいビームスポットBS#1は、径が大きいビームスポットBS#2の内側で移動してもよい。この場合、加工システムSYSは、加工光EL#2によって予熱された領域に加工光EL#1を適切に照射することができるがゆえに、造形面MSに溶融池MPを効率的に形成することができる。但し、ビームスポットBS#1の径がビームスポットBS#2の径よりも大きくなる場合には、径が小さいビームスポットBS#2の全体が、径が大きいビームスポットBS#1に包含されていてもよい。この場合、径が小さいビームスポットBS#2は、径が大きいビームスポットBS#1の内側で移動してもよい
制御装置7は、ビームスポットBS#2に包含されているビームスポットBS#1の径を変更してもよい。例えば、制御装置7は、造形面MS上でビームスポットBS#1及びBS#2を移動させながら、ビームスポットBS#2に包含されているビームスポットBS#1の径を変更してもよい。但し、ビームスポットBS#1の径がビームスポットBS#2の径よりも大きくなる場合には、制御装置7は、ビームスポットBS#1に包含されているビームスポットBS#2の径を変更してもよい。例えば、制御装置7は、造形面MS上でビームスポットBS#1及びBS#2を移動させながら、ビームスポットBS#1に包含されているビームスポットBS#2の径を変更してもよい。
制御装置7は、ビームスポットBS#2に包含されているビームスポットBS#1の径を変更してもよい。例えば、制御装置7は、造形面MS上でビームスポットBS#1及びBS#2を移動させながら、ビームスポットBS#2に包含されているビームスポットBS#1の径を変更してもよい。但し、ビームスポットBS#1の径がビームスポットBS#2の径よりも大きくなる場合には、制御装置7は、ビームスポットBS#1に包含されているビームスポットBS#2の径を変更してもよい。例えば、制御装置7は、造形面MS上でビームスポットBS#1及びBS#2を移動させながら、ビームスポットBS#1に包含されているビームスポットBS#2の径を変更してもよい。
制御装置7は、ビームスポットBS#1及びBS#2の少なくとも一つの径を制御することに加えて、加工単位領域BSA#1内でのビームスポットBS#1の移動方向及び加工単位領域BSA#2内でのビームスポットBS#2の移動方向の少なくとも一つを制御(例えば、変更)してもよい。尚、加工単位領域BSA#1内でのビームスポットBS#1の移動方向は、加工単位領域BSA#1内での目標照射領域#1の移動方向と等価である。加工単位領域BSA#2内でのビームスポットBS#2の移動方向は、加工単位領域BSA#2内での目標照射領域#2の移動方向と等価である。
例えば、図19(a)に示すように、制御装置7は、ビームスポットBS#1(目標照射領域EA#1)が、加工単位領域BSA#1及びBSA#2の移動方向に交差するY軸方向に沿って規則的に往復移動し、且つ、ビームスポットBS#2(目標照射領域EA#2)が、加工単位領域BSA#1及びBSA#2の移動方向に沿ったX軸方向に沿って規則的に往復移動するように、照射制御動作を行ってもよい。その結果、図19(b)に示すように、加工単位領域BSA#1及びBSA#2の移動に伴い、造形面MS上において、ビームスポットBS#2(目標照射領域EA#2)が、X軸方向に沿った直線状の移動軌跡MT#2に沿って移動し、ビームスポットBS#1(目標照射領域EA#1)が、移動軌跡MT#2を中心に振動する波形状の移動軌跡MT#1に沿って移動する。この場合、加工システムSYSは、加工光EL#2によって予熱された領域に加工光EL#1を適切に照射することができるがゆえに、造形面MSに溶融池MPを効率的に形成することができる。
制御装置7は、ビームスポットBS#1及びBS#2の少なくとも一つの径を制御することに加えて、加工単位領域BSA#1内でのビームスポットBS#1の移動軌跡及び加工単位領域BSA#2内でのビームスポットBS#2の移動軌跡の少なくとも一つを制御(例えば、変更)してもよい。尚、加工単位領域BSA#1内でのビームスポットBS#1の移動軌跡は、加工単位領域BSA#1内での目標照射領域#1の移動軌跡と等価である。加工単位領域BSA#2内でのビームスポットBS#2の移動軌跡は、加工単位領域BSA#2内での目標照射領域#2の移動軌跡と等価である。
例えば、図20(a)に示すように、制御装置7は、ビームスポットBS#1(目標照射領域EA#1)が、加工単位領域BSA#1及びBSA#2の移動方向に交差するY軸方向に沿って規則的に往復移動し、且つ、ビームスポットBS#2(目標照射領域EA#2)が、加工単位領域BSA#2内において円形の移動軌跡(図6(a)参照)に沿って移動するように、照射制御動作を行ってもよい。その結果、図20(b)に示すように、加工単位領域BSA#1及びBSA#2の移動に伴い、造形面MS上において、ビームスポットBS#2(目標照射領域EA#2)が、X軸方向に沿ったスパイラル状の移動軌跡MT#2に沿って移動し、ビームスポットBS#1(目標照射領域EA#1)が、移動軌跡MT#2を中心に振動する波形状の移動軌跡MT#1に沿って移動する。この場合、加工システムSYSは、加工光EL#2によって予熱された領域に加工光EL#1を適切に照射することができるがゆえに、造形面MSに溶融池MPを効率的に形成することができる。
尚、図19(b)及び図20(b)に示すように、ビームスポットBS#1(目標照射領域EA#1)の移動方向と、ビームスポットBS#2(目標照射領域EA#2)の移動方向とが異なる場合には、ビームスポットBS#1(目標照射領域EA#1)と、ビームスポットBS#2(目標照射領域EA#2)とが相対移動しているとみなしてもよい。同様に、ビームスポットBS#1(目標照射領域EA#1)の移動軌跡と、ビームスポットBS#2(目標照射領域EA#2)の移動軌跡とが異なる場合には、ビームスポットBS#1(目標照射領域EA#1)と、ビームスポットBS#2(目標照射領域EA#2)とが相対移動しているとみなしてもよい。この場合、制御装置7は、ビームスポットBS#1(目標照射領域EA#1)及びビームスポットBS#2(目標照射領域EA#2)の少なくとも一つの移動態様を変更することで、ビームスポットBS#1(目標照射領域EA#1)と、ビームスポットBS#2(目標照射領域EA#2)とを相対移動させているとみなしてもよい。
制御装置7は、ビームスポットBS#1及びBS#2の少なくとも一つの径を制御することに加えて、ビームスポットBS#1及びBS#2の少なくとも一つの形状を制御(例えば、変更)してもよい。つまり、制御装置7は、目標照射領域EA#1及びEA#2の少なくとも一つの形状を制御(例えば、変更)してもよい。この場合、照射光学系211は、ビームスポットBS#1及びBS#2の少なくとも一つの形状を制御(例えば、変更)可能な光学系を含んでいてもよい。
制御装置7は、ビームスポットBS#1及び/又はBS#2の移動中に、ビームスポットBS#1及びBS#2の径を変更する制御を行ってもよい。例えば、制御装置7は、加工パス上の位置に応じてビームスポットBS#1及びBS#2の径を変更してもよい。
(2-4)ガルバノ-フォーカス連動制御動作
上述したように、加工システムSYSは、フォーカス制御光学系2145を用いて、造形面MSに交差する方向において加工光EL#1の集光位置CP#1を変更し、ガルバノミラー2146を用いて、造形面MSに沿った方向において目標照射領域EA#1を移動させている。この場合、加工システムSYS(特に、制御装置7)は、フォーカス制御光学系2145及びガルバノミラー2146のいずれか一方の制御量に基づいて、フォーカス制御光学系2145及びガルバノミラー2146のいずれか他方を制御するガルバノ-フォーカス連動制御動作を行ってもよい。例えば、制御装置7は、フォーカス制御光学系2145の制御量(例えば、集光位置CP#1の変更量)に基づいて、ガルバノミラー2146を制御するガルバノ-フォーカス連動制御動作を行ってもよい。例えば、制御装置7は、ガルバノミラー2146の制御量(例えば、目標照射領域EA#1の移動量であり、目標照射領域EA#1の位置の変更量)に基づいて、フォーカス制御光学系2145を制御するガルバノ-フォーカス連動制御動作を行ってもよい。
上述したように、加工システムSYSは、フォーカス制御光学系2145を用いて、造形面MSに交差する方向において加工光EL#1の集光位置CP#1を変更し、ガルバノミラー2146を用いて、造形面MSに沿った方向において目標照射領域EA#1を移動させている。この場合、加工システムSYS(特に、制御装置7)は、フォーカス制御光学系2145及びガルバノミラー2146のいずれか一方の制御量に基づいて、フォーカス制御光学系2145及びガルバノミラー2146のいずれか他方を制御するガルバノ-フォーカス連動制御動作を行ってもよい。例えば、制御装置7は、フォーカス制御光学系2145の制御量(例えば、集光位置CP#1の変更量)に基づいて、ガルバノミラー2146を制御するガルバノ-フォーカス連動制御動作を行ってもよい。例えば、制御装置7は、ガルバノミラー2146の制御量(例えば、目標照射領域EA#1の移動量であり、目標照射領域EA#1の位置の変更量)に基づいて、フォーカス制御光学系2145を制御するガルバノ-フォーカス連動制御動作を行ってもよい。
同様に、加工システムSYS(特に、制御装置7)は、フォーカス制御光学系2155及びガルバノミラー2156のいずれか一方の制御量に基づいて、フォーカス制御光学系2155及びガルバノミラー2156のいずれか他方を制御するガルバノ-フォーカス連動制御動作を行ってもよい。例えば、制御装置7は、フォーカス制御光学系2155の制御量(例えば、集光位置CP#2の変更量)に基づいて、ガルバノミラー2156を制御するガルバノ-フォーカス連動制御動作を行ってもよい。例えば、制御装置7は、ガルバノミラー2156の制御量(例えば、目標照射領域EA#2の移動量であり、目標照射領域EA#2の位置の変更量)に基づいて、フォーカス制御光学系2145の制御量を制御するガルバノ-フォーカス連動制御動作を行ってもよい。
フォーカス制御光学系2145の制御量に基づいて、ガルバノミラー2146を制御するガルバノ-フォーカス連動制御動作の一例が、図21に示されている。具体的には、図21の1段目の図は、フォーカス制御光学系2145が集光位置CP#1を変更する前の集光位置CP#1と造形面MSとの位置関係を示している。図21の2段目の図は、フォーカス制御光学系2145が集光位置CP#1を変更した後の集光位置CP#1と造形面MSとの位置関係を示している。図21に示すように、フォーカス制御光学系2145が造形面MSに交差する方向(図21では、Z軸方向)に沿って集光位置CP#1を変更すると、場合によっては、集光位置CP#1が造形面MSに沿った方向(図21では、Z軸に交差する方向)に沿って意図せず移動してしまう可能性がある。つまり、目標照射領域#1が造形面MSに沿った方向に沿って意図せず移動してしまう可能性がある。そこで、制御装置7は、図21の3段目の図に示すように、フォーカス制御光学系2145が造形面MSに交差する方向に沿って集光位置CP#1を変更することに起因して生ずる、造形面MSに沿った方向における集光位置CP#1の移動(つまり、加工光EL#1の照射位置の移動)が相殺されるように、ガルバノミラー2146を制御してもよい。つまり、制御装置7は、フォーカス制御光学系2145が造形面MSに交差する方向に沿って集光位置CP#1を変更することに起因して生ずる、造形面MSに沿った方向における集光位置CP#1の位置ずれ(つまり、加工光EL#1の照射位置の位置ずれ)を補正するように、ガルバノミラー2146を制御してもよい。その結果、加工システムSYSは、造形面MS上の所望位置に加工光EL#1を適切に照射することができる。
尚、フォーカス制御光学系2145が造形面MSに交差する方向に沿って集光位置CP#1を変更することに起因して造形面MSに沿った方向において集光位置CP#1が移動した場合には、加工システムSYSは、ヘッド駆動系22を用いて造形面MSに沿った方向において加工ヘッド21を移動させることで、造形面MSに沿った方向における集光位置CP#1の移動(つまり、加工光EL#1の照射位置の移動)を相殺することもできる。しかしながら、加工ヘッド21を移動させると、造形材料Mの供給位置もまた移動してしまう。その結果、加工システムSYSは、加工光EL#1の照射位置に造形材料Mを供給できなくなる可能性があるという技術的問題が生ずる可能性がある。本実施形態では、造形材料Mの供給位置とは独立して加工光EL#1の照射位置を移動させているがゆえに、このような技術的問題は生じない。
フォーカス制御光学系2155の制御量に基づいてガルバノミラー2156を制御するガルバノ-フォーカス連動制御動作を行う場合においても、制御装置7は、フォーカス制御光学系2145の制御量に基づいてガルバノミラー2146を制御するガルバノ-フォーカス連動制御動作を行う場合と同様の動作を行ってもよい。つまり、制御装置7は、フォーカス制御光学系2155が造形面MSに交差する方向に沿って集光位置CP#2を変更することに起因して生ずる、造形面MSに沿った方向における集光位置CP#2の移動(つまり、加工光EL#2の照射位置の移動)が相殺されるように、ガルバノミラー2156を制御してもよい。つまり、制御装置7は、フォーカス制御光学系2155が造形面MSに交差する方向に沿って集光位置CP#2を変更することに起因して生ずる、造形面MSに沿った方向における集光位置CP#2の位置ずれ(つまり、加工光EL#2の照射位置の位置ずれ)を補正するように、ガルバノミラー2156を制御してもよい。その結果、加工システムSYSは、造形面MS上の所望位置に加工光EL#2を適切に照射することができる。
ガルバノミラー2146の制御量に基づいて、フォーカス制御光学系2145を制御するガルバノ-フォーカス連動制御動作の一例が、図22に示されている。具体的には、図22の1段目の図は、ガルバノミラー2146が目標照射領域EA#1を移動する前の造形面MS上での目標照射領域EA#1の位置を示している。図22の2段目の図は、ガルバノミラー2146が目標照射領域EA#1を移動した後の造形面MS上での目標照射領域EA#1の位置を示している。図22に示すように、ガルバノミラー2146が造形面MSに沿った方向において目標照射領域EA#1を移動させる(つまり、集光位置CP#1を移動させる)と、場合によっては、集光位置CP#1が造形面MSに交差する方向(つまり、Z軸方向)に沿って意図せず移動してしまう可能性がある。そこで、制御装置7は、図22の3段目の図に示すように、ガルバノミラー2146が造形面MSに沿った方向に沿って目標照射領域EA#1を移動することに起因して生ずる、造形面MSに交差する方向における集光位置CP#1の移動が相殺されるように、フォーカス制御光学系2145を制御してもよい。つまり、制御装置7は、ガルバノミラー2146が造形面MSに沿った方向に沿って目標照射領域EA#1を移動することに起因して生ずる、造形面MSに交差する方向における集光位置CP#1の位置ずれを補正するように、フォーカス制御光学系2145を制御してもよい。その結果、加工システムSYSは、造形面MSに交差する方向における所望位置に、集光位置CP#1を設定することができる。つまり、加工システムSYSは、所望のフォーカス状態にある加工光EL#1を造形面MSに照射することができる。
尚、ガルバノミラー2146が造形面MSに沿った方向に沿って目標照射領域EA#1を移動することに起因して造形面MSに交差する方向において集光位置CP#1が移動した場合には、加工システムSYSは、ヘッド駆動系22を用いて造形面MSに交差する方向において加工ヘッド21を移動させることで、造形面MSに交差する方向における集光位置CP#1の移動を相殺することもできる。しかしながら、加工ヘッド21を移動させると、造形材料Mの供給位置もまた移動してしまう。その結果、加工システムSYSは、加工光EL#1の照射位置に造形材料Mを供給できなくなる可能性があるという技術的問題が生ずる可能性がある。本実施形態では、造形材料Mの供給位置とは独立して加工光EL#1の照射位置を移動させているがゆえに、このような技術的問題は生じない。
ガルバノミラー2156の制御量に基づいてフォーカス制御光学系2155を制御するガルバノ-フォーカス連動制御動作を行う場合においても、制御装置7は、ガルバノミラー2146の制御量に基づいてフォーカス制御光学系2145を制御するガルバノ-フォーカス連動制御動作を行う場合と同様の動作を行ってもよい。つまり、制御装置7は、ガルバノミラー2156が造形面MSに沿った方向に沿って目標照射領域EA#2を移動することに起因して生ずる、造形面MSに交差する方向における集光位置CP#2の移動が相殺されるように、フォーカス制御光学系2155を制御してもよい。つまり、制御装置7は、ガルバノミラー2156が造形面MSに沿った方向に沿って目標照射領域EA#2を移動することに起因して生ずる、造形面MSに交差する方向における集光位置CP#2の位置ずれを補正するように、フォーカス制御光学系2155を制御してもよい。その結果、加工システムSYSは、造形面MSに交差する方向における所望位置に、集光位置CP#2を設定することができる。つまり、加工システムSYSは、所望のフォーカス状態にある加工光EL#2を造形面MSに照射することができる。
(3)技術的効果
以上説明したように、本実施形態の加工システムSYSは、二つの加工光EL#1及びEL#2を用いて、付加加工を行うことができる。つまり、加工システムSYSは、二つの加工光EL#1及びEL#2を用いて、造形物を造形することができる。このため、単一の加工光ELを用いて造形物が造形される場合と比較して、加工システムSYSは、造形物を適切に造形することができる。例えば、上述したように、加工システムSYSは、加工光EL#1を用いた付加加工と、加工光EL#2を用いた付加加工とを並行して行うことで、付加加工のスループット(つまり、造形物を造形するためのスループット)を向上させることができる。例えば、上述したように、加工システムSYSは、加工光EL#2を用いて造形面MSを効率的に予熱し、加工光EL#1を用いて造形面MSに溶融池MPを適切に形成することができる。例えば、上述したように、加工システムSYSは、二つの加工光EL#1及びEL#2に対する吸収率が互いに異なる複数の異なる種類の造形材料Mのそれぞれを用いて造形物を造形することができる。例えば、上述したように、加工システムSYSは、加工光EL#1を、造形物を造形するための用途で用いる一方で、加工光EL#2を、加工光EL#1によって造形された造形物の表面を滑らかにする用途で用いることで、表面がより滑らかな造形物を造形することができる。
以上説明したように、本実施形態の加工システムSYSは、二つの加工光EL#1及びEL#2を用いて、付加加工を行うことができる。つまり、加工システムSYSは、二つの加工光EL#1及びEL#2を用いて、造形物を造形することができる。このため、単一の加工光ELを用いて造形物が造形される場合と比較して、加工システムSYSは、造形物を適切に造形することができる。例えば、上述したように、加工システムSYSは、加工光EL#1を用いた付加加工と、加工光EL#2を用いた付加加工とを並行して行うことで、付加加工のスループット(つまり、造形物を造形するためのスループット)を向上させることができる。例えば、上述したように、加工システムSYSは、加工光EL#2を用いて造形面MSを効率的に予熱し、加工光EL#1を用いて造形面MSに溶融池MPを適切に形成することができる。例えば、上述したように、加工システムSYSは、二つの加工光EL#1及びEL#2に対する吸収率が互いに異なる複数の異なる種類の造形材料Mのそれぞれを用いて造形物を造形することができる。例えば、上述したように、加工システムSYSは、加工光EL#1を、造形物を造形するための用途で用いる一方で、加工光EL#2を、加工光EL#1によって造形された造形物の表面を滑らかにする用途で用いることで、表面がより滑らかな造形物を造形することができる。
更に、本実施形態では、加工システムSYSは、加工光EL#1を制御するための第1光学系214と、加工光EL#2を制御するための第2光学系215とを別個独立に備えている。このため、加工システムSYSは、加工光EL#1及びEL#2を別個独立に制御することができる。その結果、加工システムSYSは、加工光EL#1及びEL#2を別個独立に制御することができない場合と比較して、加工光EL#1及びEL#2の照射態様を柔軟に制御することができる。
(4)変形例
続いて、加工システムSYSの変形例について説明する。
続いて、加工システムSYSの変形例について説明する。
(4-1)第1変形例
はじめに、加工システムSYSの第1変形例について説明する。尚、以下の説明では、加工システムSYSの第1変形例を、“加工システムSYSa”と称する。加工システムSYSaは、上述した加工システムSYSと比較して、加工ユニット2に代えて、加工ユニット2aを備えているという点で異なる。加工システムSYSaのその他の特徴は、加工システムSYSのその他の特徴と同一であってもよい。加工ユニット2aは、上述した加工ユニット2と比較して、加工ヘッド21に代えて、加工ヘッド21aを備えているという点で異なる。加工ユニット2aのその他の特徴は、加工ユニット2のその他の特徴と同一であってもよい。加工ヘッド21aは、上述した加工ヘッド21と比較して、照射光学系211に代えて、照射光学系211aを備えているという点で異なる。加工ヘッド21aのその他の特徴は、加工ヘッド21のその他の特徴と同一であってもよい。このため、以下では、図23を参照しながら、第1変形例における照射光学系211aについて説明する。図23は、第1変形例における照射光学系211aの構造を示す断面図である。
はじめに、加工システムSYSの第1変形例について説明する。尚、以下の説明では、加工システムSYSの第1変形例を、“加工システムSYSa”と称する。加工システムSYSaは、上述した加工システムSYSと比較して、加工ユニット2に代えて、加工ユニット2aを備えているという点で異なる。加工システムSYSaのその他の特徴は、加工システムSYSのその他の特徴と同一であってもよい。加工ユニット2aは、上述した加工ユニット2と比較して、加工ヘッド21に代えて、加工ヘッド21aを備えているという点で異なる。加工ユニット2aのその他の特徴は、加工ユニット2のその他の特徴と同一であってもよい。加工ヘッド21aは、上述した加工ヘッド21と比較して、照射光学系211に代えて、照射光学系211aを備えているという点で異なる。加工ヘッド21aのその他の特徴は、加工ヘッド21のその他の特徴と同一であってもよい。このため、以下では、図23を参照しながら、第1変形例における照射光学系211aについて説明する。図23は、第1変形例における照射光学系211aの構造を示す断面図である。
図23に示すように、照射光学系211aは、上述した照射光学系211と比較して、第3光学系216に代えて、第3光学系216aを備えているという点で異なる。照射光学系211aのその他の特徴は、照射光学系211のその他の特徴と同一であってもよい。
第3光学系216aは、上述した第3光学系216と比較して、二つのfθレンズ2162(具体的には、fθレンズ2162#1及び2162#2)を備えているという点で異なる。第3光学系216aのその他の特徴は、第3光学系216のその他の特徴と同一であってもよい。
第1変形例では、第1光学系214から射出された加工光EL#1は、fθレンズ2162#1に入射する。第2光学系215から射出された加工光EL#2は、fθレンズ2162#2に入射する。fθレンズ2162#1を通過した加工光EL#1及びfθレンズ2162#2を通過した加工光EL#2のそれぞれは、プリズムミラー2161に入射する。プリズムミラー2161は、加工光EL#1及びEL#2のそれぞれを、造形面MSに向けて反射する。つまり、第1変形例では、fθレンズ2162#1は、プリズムミラー2161を介して、加工光EL#1を造形面MSに向けて射出し、fθレンズ2162#2は、プリズムミラー2161を介して、加工光EL#2を造形面MSに向けて射出する。
尚、第1変形例において、照射光学系211aは、プリズムミラー2161を介することなく、fθレンズ2162#1から射出される加工光EL#1及びfθレンズ2162#2から射出される加工光EL#2を造形面MSに照射してもよい。この場合、照射光学系211aは、プリズムミラー2161を備えていなくてもよい。更に、fθレンズ2162#1の光軸とfθレンズ2162#2の光軸とが造形面MS上又は造形面MSの近傍で交差するように、fθレンズ2162#1及び2162#2が位置決めされていてもよい。また、第1変形例で説明したように照射光学系211aが複数のfθレンズ2162#1及び2162#2を備えている場合には、fθレンズ2162#1及び2161#2のそれぞれを最終光学部材と称してもよい。更に、fθレンズ2162#1及び2161#2のそれぞれが複数の光学部材で構成されている場合には、fθレンズ2162#1及び2162#2のそれぞれが備える複数の光学部材のうち最も造形面MS側に配置される光学部材を最終光学部材と称してもよい。
このような第1変形例における加工システムSYSaであっても、上述した加工システムSYSが享受可能な効果と同様の効果を享受することができる。
(4-2)第2変形例
続いて、加工システムSYSの第2変形例について説明する。尚、以下の説明では、加工システムSYSの第2変形例を、“加工システムSYSb”と称する。加工システムSYSbは、上述した加工システムSYSaと比較して、加工ユニット2aに代えて、加工ユニット2aを備えているという点で異なる。加工システムSYSbのその他の特徴は、加工システムSYSaのその他の特徴と同一であってもよい。加工ユニット2bは、上述した加工ユニット2aと比較して、加工ヘッド21aに代えて、加工ヘッド21bを備えているという点で異なる。加工ユニット2bのその他の特徴は、加工ユニット2aのその他の特徴と同一であってもよい。加工ヘッド21bは、上述した加工ヘッド21aと比較して、照射光学系211aに代えて、照射光学系211bを備えているという点で異なる。加工ヘッド21bのその他の特徴は、加工ヘッド21aのその他の特徴と同一であってもよい。このため、以下では、図24を参照しながら、第2変形例における照射光学系211bについて説明する。図24は、第2変形例における照射光学系211bの構造を示す断面図である。
続いて、加工システムSYSの第2変形例について説明する。尚、以下の説明では、加工システムSYSの第2変形例を、“加工システムSYSb”と称する。加工システムSYSbは、上述した加工システムSYSaと比較して、加工ユニット2aに代えて、加工ユニット2aを備えているという点で異なる。加工システムSYSbのその他の特徴は、加工システムSYSaのその他の特徴と同一であってもよい。加工ユニット2bは、上述した加工ユニット2aと比較して、加工ヘッド21aに代えて、加工ヘッド21bを備えているという点で異なる。加工ユニット2bのその他の特徴は、加工ユニット2aのその他の特徴と同一であってもよい。加工ヘッド21bは、上述した加工ヘッド21aと比較して、照射光学系211aに代えて、照射光学系211bを備えているという点で異なる。加工ヘッド21bのその他の特徴は、加工ヘッド21aのその他の特徴と同一であってもよい。このため、以下では、図24を参照しながら、第2変形例における照射光学系211bについて説明する。図24は、第2変形例における照射光学系211bの構造を示す断面図である。
図24に示すように、照射光学系211bは、上述した照射光学系211aと比較して、第1光学系214、第2光学系215及び第3光学系216aに代えて、第1光学系214b、第2光学系215b及び第3光学系216bを備えているという点で異なる。照射光学系211bのその他の特徴は、照射光学系211aのその他の特徴と同一であってもよい。
第1光学系214bは、上述した第1光学系214と比較して、fθレンズ2162#1を備えているという点で異なる。図24に示す例では、fθレンズ2162#1は、平行平板2142とガルバノスキャナ2144との間における加工光EL#1の光路上に配置されている。但し、fθレンズ2162#1の配置位置が、図24に示す位置に限定されることはない。第1光学系214bのその他の特徴は、第1光学系214aのその他の特徴と同一であってもよい。
第2光学系215bは、上述した第2光学系215と比較して、fθレンズ2162#2を備えているという点で異なる。図24に示す例では、fθレンズ2162#2は、平行平板2152とガルバノスキャナ2154との間における加工光EL#2の光路上に配置されている。但し、fθレンズ2162#2の配置位置が、図24に示す位置に限定されることはない。第2光学系215bのその他の特徴は、第2光学系215aのその他の特徴と同一であってもよい。
第3光学系216bは、上述した第3光学系216aと比較して、二つのfθレンズ2162#1及び2162#2を備えていなくてもよいという点で異なる。第3光学系216bのその他の特徴は、第3光学系216aのその他の特徴と同一であってもよい。
尚、第2変形例では、複数の反射面を持つプリズムミラー2161を、最終光学部材と称してもよい。また、第2変形例の加工システムSYSbは、第3光学系216bを備えていなくてもよい。この場合、第1光学系214bの射出側の光軸と第2光学系215bの射出側の光軸とが、造形面MS上又は造形面MSの近傍で交差するように、第1光学系214b及び第2光学系215bが位置決めされていてもよい。尚、第2変形例において、第3光学系2161の光軸は、プリズムミラー2161の各反射面の法線ベクトルを合成することで得られるベクトルの方向に延びる軸であってもよい。第1光学系214bの射出側の光軸と第2光学系215bの射出側の光軸とがプリズムミラー2161によって折り曲げられていると見なす場合には、加工光EL#1の照射方向は、第1光学系214bの折り曲げられた後の射出側の光軸方向とを意味していてもよいし、加工光EL#2の照射方向は、第2光学系215bの折り曲げられた後の射出側の光軸方向を意味していてもよい。
このように、照射光学系211bは、照射光学系211aと比較して、二つのfθレンズ2162#1及び2162#2の配置位置が変更されているという点で異なる。このような照射光学系211bを備える第2変形例における加工システムSYSbであっても、上述した加工システムSYSaが享受可能な効果と同様の効果を享受することができる。
(4-3)第3変形例
続いて、図25を参照しながら、加工システムSYSの第3変形例について説明する。図25は、加工システムSYSの第3変形例のシステムの構成を示すブロック図である。尚、以下の説明では、加工システムSYSの第3変形例を、“加工システムSYSc”と称する。
続いて、図25を参照しながら、加工システムSYSの第3変形例について説明する。図25は、加工システムSYSの第3変形例のシステムの構成を示すブロック図である。尚、以下の説明では、加工システムSYSの第3変形例を、“加工システムSYSc”と称する。
図25に示すように、加工システムSYScは、上述した加工システムSYSと比較して、加工ユニット2に代えて、加工ユニット2cを備えているという点で異なる。更に、加工システムSYScは、上述した加工システムSYSと比較して、複数の光源4を備えていなくてもよい(つまり、単一の光源4を備えていてもよい)という点で異なる。加工システムSYScのその他の特徴は、加工システムSYSのその他の特徴と同一であってもよい。加工ユニット2cは、上述した加工ユニット2と比較して、加工ヘッド21に代えて、加工ヘッド21cを備えているという点で異なる。加工ユニット2cのその他の特徴は、加工ユニット2のその他の特徴と同一であってもよい。加工ヘッド21cは、上述した加工ヘッド21と比較して、照射光学系211に代えて、照射光学系211cを備えているという点で異なる。加工ヘッド21cのその他の特徴は、加工ヘッド21のその他の特徴と同一であってもよい。
続いて、図26を参照しながら、第3変形例における照射光学系211cについて説明する。図26は、第3変形例における照射光学系211cの構造を示す断面図である。
図26に示すように、照射光学系211cは、上述した照射光学系211と比較して、第4光学系218cを更に備えているという点で異なる。照射光学系211cのその他の特徴は、照射光学系211のその他の特徴と同一であってもよい。
第4光学系218cは、波長板2181cと、偏光ビームスプリッタ2182cと、ミラー2183cとを備えている。光源4から射出された加工光EL(以降、“加工光EL0”と称する)は、波長板2181cを介して、偏光ビームスプリッタ2182cに入射する。加工光EL0に含まれるp偏光は、偏光ビームスプリッタ2182cを通過する。一方で、加工光EL0に含まれるs偏光は、偏光ビームスプリッタ2182cによって反射される。偏光ビームスプリッタ2182cを通過したp偏光は、加工光EL#1として第1光学系214に入射する。偏光ビームスプリッタ2182cが反射したs偏光は、ミラー2183cを介して、加工光EL#2として第2光学系215に入射する。
尚、第3変形例において、照射光学系211cは、波長板2181cを用いて、偏光ビームスプリッタ2182cに入射する加工光EL0の偏光状態(典型的には偏光方向、楕円偏光の場合は楕円偏光の長軸方向であってもよい)を変更して、第1光学系214に入射する加工光EL#1の強度と第2光学系215に入射する加工光EL#2の強度とを変更してもよい。光源4から射出される加工光EL0が直線偏光である場合、波長板2181cとして1/2波長板が用いられてもよい。照射光学系211cは、1/2波長板である波長板2181cをその光軸周りに回転させることで、波長板2181cから射出される加工光EL0の偏光方向を変更してもよい。
また、第3変形例におけるコリメータレンズ2141及び2151は、第4光学系218cによって分割された加工光EL#1及びEL#2をそれぞれ平行光に変換している。しかしながら、コリメータレンズ2141及び2151の少なくとも一方は、偏光ビームスプリッタ2182cによって分割されていない加工光EL0を平行光に変換してもよい。この場合、コリメータレンズ2141及び2151に代えて、波長板2181cの光源側の光路にコリメータレンズが配置されてもよい。波長板2181cと偏光ビームスプリッタ2182cとの間の光路にコリメータレンズが配置されてもよい。これにより、偏光光学部材としての波長板2181c及び偏光ビームスプリッタ2182cを通過する加工光EL0が平行光となるため、偏光制御を精度よく実現できる。
このような第3変形例における加工システムSYScであっても、上述した加工システムSYSが享受可能な効果と同様の効果を享受することができる。更に、加工システムSYScは、単一の光源4から射出された加工光EL0を、二つの加工光EL#1及びEL#2に分割することができる。このため、加工システムSYScが二つの光源4を備えていなくてもよくなるため、加工システムSYScのコストが低減可能となる。
(4-4)第4変形例
続いて、加工システムSYSの第4変形例について説明する。尚、以下の説明では、加工システムSYSの第4変形例を、“加工システムSYSd”と称する。加工システムSYSdは、上述した加工システムSYScと比較して、加工ユニット2cに代えて、加工ユニット2dを備えているという点で異なる。加工システムSYSdのその他の特徴は、加工システムSYScのその他の特徴と同一であってもよい。加工ユニット2dは、上述した加工ユニット2cと比較して、加工ヘッド21cに代えて、加工ヘッド21dを備えているという点で異なる。加工ユニット2dのその他の特徴は、加工ユニット2cのその他の特徴と同一であってもよい。加工ヘッド21dは、上述した加工ヘッド21cと比較して、照射光学系211cに代えて、照射光学系211dを備えているという点で異なる。加工ヘッド21dのその他の特徴は、加工ヘッド21cのその他の特徴と同一であってもよい。このため、以下では、図27を参照しながら、第4変形例における照射光学系211dについて説明する。図27は、第4変形例における照射光学系211dの構造を示す断面図である。
続いて、加工システムSYSの第4変形例について説明する。尚、以下の説明では、加工システムSYSの第4変形例を、“加工システムSYSd”と称する。加工システムSYSdは、上述した加工システムSYScと比較して、加工ユニット2cに代えて、加工ユニット2dを備えているという点で異なる。加工システムSYSdのその他の特徴は、加工システムSYScのその他の特徴と同一であってもよい。加工ユニット2dは、上述した加工ユニット2cと比較して、加工ヘッド21cに代えて、加工ヘッド21dを備えているという点で異なる。加工ユニット2dのその他の特徴は、加工ユニット2cのその他の特徴と同一であってもよい。加工ヘッド21dは、上述した加工ヘッド21cと比較して、照射光学系211cに代えて、照射光学系211dを備えているという点で異なる。加工ヘッド21dのその他の特徴は、加工ヘッド21cのその他の特徴と同一であってもよい。このため、以下では、図27を参照しながら、第4変形例における照射光学系211dについて説明する。図27は、第4変形例における照射光学系211dの構造を示す断面図である。
図27に示すように、照射光学系211dは、上述した照射光学系211cと比較して、第3光学系216及び第4光学系218cに代えて、第3光学系216d及び第4光学系218dを備えているという点で異なる。照射光学系211dのその他の特徴は、照射光学系211cのその他の特徴と同一であってもよい。
第4光学系218dは、上述した第4光学系218cと比較して、fθレンズ2162を備えているという点で異なる。図27に示す例では、fθレンズ2162は、波長板2181cと偏光ビームスプリッタ2182cとの間における加工光EL0の光路上に配置されている。但し、fθレンズ2162の配置位置が、図27に示す位置に限定されることはない。第4光学系218dのその他の特徴は、第4光学系218cのその他の特徴と同一であってもよい。
第3光学系216dは、上述した第3光学系216と比較して、fθレンズ2162を備えていなくてもよいという点で異なる。第3光学系216dのその他の特徴は、第3光学系216のその他の特徴と同一であってもよい。
このような第4変形例における加工システムSYSdであっても、上述した加工システムSYScが享受可能な効果と同様の効果を享受することができる。
(4-5)第5変形例
続いて、加工システムSYSの第5変形例について説明する。尚、以下の説明では、加工システムSYSの第5変形例を、“加工システムSYSe”と称する。加工システムSYSeは、上述した加工システムSYS(或いは、加工システムSYSaからSYSd)と比較して、加工ユニット2に代えて、加工ユニット2eを備えているという点で異なる。加工システムSYSeのその他の特徴は、加工システムSYSのその他の特徴と同一であってもよい。加工ユニット2eは、上述した加工ユニット2と比較して、加工ヘッド21に代えて、加工ヘッド21eを備えているという点で異なる。加工ユニット2eのその他の特徴は、加工ユニット2のその他の特徴と同一であってもよい。加工ヘッド21eは、上述した加工ヘッド21と比較して、照射光学系211に代えて、照射光学系211eを備えているという点で異なる。加工ヘッド21eのその他の特徴は、加工ヘッド21のその他の特徴と同一であってもよい。このため、以下では、図28を参照しながら、第5変形例における照射光学系211eについて説明する。図28は、第5変形例における照射光学系211eの構造を示す断面図である。
続いて、加工システムSYSの第5変形例について説明する。尚、以下の説明では、加工システムSYSの第5変形例を、“加工システムSYSe”と称する。加工システムSYSeは、上述した加工システムSYS(或いは、加工システムSYSaからSYSd)と比較して、加工ユニット2に代えて、加工ユニット2eを備えているという点で異なる。加工システムSYSeのその他の特徴は、加工システムSYSのその他の特徴と同一であってもよい。加工ユニット2eは、上述した加工ユニット2と比較して、加工ヘッド21に代えて、加工ヘッド21eを備えているという点で異なる。加工ユニット2eのその他の特徴は、加工ユニット2のその他の特徴と同一であってもよい。加工ヘッド21eは、上述した加工ヘッド21と比較して、照射光学系211に代えて、照射光学系211eを備えているという点で異なる。加工ヘッド21eのその他の特徴は、加工ヘッド21のその他の特徴と同一であってもよい。このため、以下では、図28を参照しながら、第5変形例における照射光学系211eについて説明する。図28は、第5変形例における照射光学系211eの構造を示す断面図である。
図28に示すように、照射光学系211eは、上述した照射光学系211と比較して、第1光学系214及び第2光学系215に代えて、第1光学系214e及び第2光学系215eを備えているという点で異なる。照射光学系211eのその他の特徴は、照射光学系211のその他の特徴と同一であってもよい。
第1光学系214eは、上述した第1光学系214と比較して、コリメータレンズ2141eと、ビームスプリッタ2147eとを備えているという点で異なる。第1光学系214eのその他の特徴は、第1光学系214のその他の特徴と同一であってもよい。
コリメータレンズ2141eには、加工光EL#3が入射する。加工光EL#3は、第2光学系215eに入射する加工光EL#2の波長帯域と同じ波長帯域の光であってもよい。この場合、光源4#2から射出される加工光EL#2が、加工光EL#3としてコリメータレンズ2141eに入射してもよい。或いは、加工システムSYSeは、加工光EL#3を生成する光源を、光源4#2とは別に備えていてもよい。但し、加工光EL#3は、ワークWの加工に利用可能である限りは、どのような光であってもよい。
コリメータレンズ2141eは、コリメータレンズ2141eに入射した加工光EL#3を平行光に変換する。尚、平行光である加工光EL#3が第1光学系214eに入射する場合には、第1光学系214eは、コリメータレンズ2141eを備えていなくてもよい。つまり、コリメータレンズ2141eの設置が省略されてもよい。また、ビームスプリッタ2147eの入射側に、加工光EL#3を伝送する光伝送部材として光ファイバが介在する場合には、コリメータレンズ2141eの前側焦点が光ファイバの射出端近傍に位置するようにコリメータレンズ2141eを位置決めし、コリメータレンズ2141eは、光ファイバから発散光束として射出される加工光EL#3を、平行光に変換してもよい。コリメータレンズ2141eが平行光に変換した加工光EL#3は、ビームスプリッタ2147eに入射する。更に、コリメータレンズ2141が平行光に変換した加工光EL#1もまた、ビームスプリッタ2147eに入射する。ビームスプリッタ2147eは、加工光EL#1及びEL#3を合成する合成光学系として機能する。具体的には、加工光EL#1は、ビームスプリッタ2147eを通過する。加工光EL#3は、ビームスプリッタ2147eによって反射される。ビームスプリッタ2147eを通過した加工光EL#1及びビームスプリッタ2147eが反射した加工光EL#3は、共に、平行平板2142に入射する。平行平板2142に入射した加工光EL#1及びEL#3は、ガルバノスキャナ2144及び第3光学系216を介して、造形面MSに照射される。このため、第5変形例では、第1光学系214eは、加工光EL#1及びEL#3を、第3光学系216に向けて射出し、第3光学系216は、加工光EL#1及びEL#3を、造形面MSに照射する。
加工光EL#1の照射方向と、加工光EL#3の照射方向とは、同一の方向であってもよい。例えば、加工光EL#1及びEL#3のそれぞれの照射方向は、fθレンズ2162の光軸AXに沿った方向(図28では、Z軸方向)であってもよい。或いは、加工光EL#1の照射方向と、加工光EL#3の照射方向とは、互いに異なる方向であってもよい。
照射光学系211eは、加工光EL#1及びEL#3を同時に造形面MSに照射してもよい。つまり、照射光学系211eは、加工光EL#1が造形面MSに照射されている期間の少なくとも一部において、加工光EL#3を造形面MSに照射してもよい。照射光学系211eは、加工光EL#3が造形面MSに照射されている期間の少なくとも一部において、加工光EL#1を造形面MSに照射してもよい。或いは、照射光学系211eは、加工光EL#1及びEL#3を別々に造形面MSに照射してもよい。つまり、照射光学系211eは、加工光EL#1が造形面MSに照射されていない期間の少なくとも一部において、加工光EL#3を造形面MSに照射してもよい。照射光学系211eは、加工光EL#3が造形面MSに照射されていない期間の少なくとも一部において、加工光EL#1を造形面MSに照射してもよい。
加工光EL#1の波長帯域と加工光EL#3の波長帯域とが異なる場合には、第1光学系214e及び第3光学系216を介して造形面MSに照射される加工光EL#1の集光位置CPと、第1光学系214e及び第3光学系216を介して造形面MSに照射される加工光EL#3の集光位置CPとが、加工光EL#1及びEL#3の照射方向(図28では、Z軸方向)に沿ってずれる可能性がある。つまり、色収差(特に、軸上色収差又は縦の色収差)が発生する可能性がある。更には、第1光学系214e及び第3光学系216を介して造形面MSに照射される加工光EL#1が造形面MSに形成するビームスポットBS#1の位置と、第1光学系214e及び第3光学系216を介して造形面MSに照射される加工光EL#3が造形面MSに形成するビームスポットBS#3(図28では不図示)の位置とが同じにならない可能性がある。つまり、色収差(特に、倍率色収差又は横の色収差)が発生する可能性がある。そこで、図29に示すように、第1光学系214eは、このような色収差を補正する収差補正部材2148eを備えていてもよい。収差補正部材2148eは、色消しレンズ、色出しレンズ及び直視プリズム等の少なくとも一つを含んでいてもよい。その結果、加工システムSYSeは、色収差の影響を低減しながら、加工光EL#1及びEL#3を造形面MSに照射することができる。
制御装置7は、ガルバノミラー2146の駆動量(つまり、X走査ミラー2146MX及びY走査ミラー2146MYの少なくとも一方の回転量)を制御することで、色収差を補正してもよい。例えば、制御装置7は、加工光EL#1を造形面MSに照射する場合のガルバノミラー2146の駆動量と、加工光EL#3を造形面MSに照射する場合のガルバノミラー2146の駆動量とが異なるものとなるように、ガルバノミラー2146の駆動量を制御することで、色収差を補正してもよい。その結果、加工システムSYSeは、色収差の影響を低減しながら、加工光EL#1及びEL#3を造形面MSに照射することができる。
続いて、第2光学系215eは、上述した第2光学系215と比較して、コリメータレンズ2151eと、ビームスプリッタ2157eとを備えているという点で異なる。第2光学系215eのその他の特徴は、第2光学系215のその他の特徴と同一であってもよい。
コリメータレンズ2151eには、加工光EL#4が入射する。加工光EL#4は、第1光学系214eに入射する加工光EL#1の波長帯域と同じ波長帯域の光であってもよい。この場合、光源4#1から射出される加工光EL#1が、加工光EL#4としてコリメータレンズ2151eに入射してもよい。或いは、加工システムSYSeは、加工光EL#4を生成する光源を、光源4#1とは別に備えていてもよい。但し、加工光EL#4は、ワークWの加工に利用可能である限りは、どのような光であってもよい。
コリメータレンズ2151eは、コリメータレンズ2151eに入射した加工光EL#4を平行光に変換する。尚、平行光である加工光EL#4が第2光学系215eに入射する場合には、第2光学系215eは、コリメータレンズ2151eを備えていなくてもよい。つまり、コリメータレンズ2151eの設置が省略されてもよい。また、ビームスプリッタ2157eの入射側に、加工光EL#4を伝送する光伝送部材として光ファイバが介在する場合には、コリメータレンズ2151eの前側焦点が光ファイバの射出端近傍に位置するようにコリメータレンズ2151eを位置決めし、コリメータレンズ2151eは、光ファイバから発散光束として射出される加工光EL#4を、平行光に変換してもよい。コリメータレンズ2151eが平行光に変換した加工光EL#4は、ビームスプリッタ2157eに入射する。更に、コリメータレンズ2151が平行光に変換した加工光EL#2もまた、ビームスプリッタ2157eに入射する。ビームスプリッタ2157eは、加工光EL#2及びEL#4を合成する合成光学系として機能する。具体的には、加工光EL#2は、ビームスプリッタ2157eを通過する。加工光EL#4は、ビームスプリッタ2157eによって反射される。ビームスプリッタ2157eを通過した加工光EL#2及びビームスプリッタ2157eが反射した加工光EL#4は、共に、平行平板2152に入射する。平行平板2152に入射した加工光EL#2及びEL#4は、ガルバノスキャナ2154及び第3光学系216を介して、造形面MSに照射される。このため、第5変形例では、第2光学系215eは、加工光EL#2及びEL#4を、第3光学系216に向けて射出し、第3光学系216は、加工光EL#2及びEL#4を、造形面MSに照射する。
加工光EL#2の照射方向と、加工光EL#4の照射方向とは、同一の方向であってもよい。例えば、加工光EL#2及びEL#4のそれぞれの照射方向は、fθレンズ2162の光軸AXに沿った方向(図28では、Z軸方向)であってもよい。或いは、加工光EL#2の照射方向と、加工光EL#4の照射方向とは、互いに異なる方向であってもよい。
照射光学系211eは、加工光EL#2及びEL#4を同時に造形面MSに照射してもよい。つまり、照射光学系211eは、加工光EL#2が造形面MSに照射されている期間の少なくとも一部において、加工光EL#4を造形面MSに照射してもよい。照射光学系211eは、加工光EL#4が造形面MSに照射されている期間の少なくとも一部において、加工光EL#2を造形面MSに照射してもよい。或いは、照射光学系211eは、加工光EL#2及びEL#4を別々に造形面MSに照射してもよい。つまり、照射光学系211eは、加工光EL#2が造形面MSに照射されていない期間の少なくとも一部において、加工光EL#4を造形面MSに照射してもよい。照射光学系211eは、加工光EL#4が造形面MSに照射されていない期間の少なくとも一部において、加工光EL#2を造形面MSに照射してもよい。
加工光EL#2の波長帯域と加工光EL#4の波長帯域とが異なるがゆえに、第2光学系215e及び第3光学系216を介して造形面MSに照射される加工光EL#2の集光位置CPと、第2光学系215e及び第3光学系216を介して造形面MSに照射される加工光EL#4の集光位置CPとが、加工光EL#2及びEL#4の照射方向(図28では、Z軸方向)に沿ってずれる可能性がある。つまり、色収差(特に、軸上色収差又は縦の色収差)が発生する可能性がある。更には、第2光学系215e及び第3光学系216を介して造形面MSに照射される加工光EL#2が造形面MSに形成するビームスポットBS#2の位置と、第2光学系215e及び第3光学系216を介して造形面MSに照射される加工光EL#4が造形面MSに形成するビームスポットBS#4(図28では不図示)の位置とが同じにならない可能性がある。つまり、色収差(特に、倍率色収差又は横の色収差)が発生する可能性がある。そこで、図28に示すように、第2光学系215eは、このような色収差を補正する収差補正部材2158eを備えていてもよい。収差補正部材2158eは、色消しレンズ、色出しレンズ及び直視プリズム等の少なくとも一つを含んでいてもよい。その結果、加工システムSYSeは、色収差の影響を低減しながら、加工光EL#2及びEL#4を造形面MSに照射することができる。
制御装置7は、ガルバノミラー2156の駆動量(つまり、X走査ミラー2156MX及びY走査ミラー2156MYの少なくとも一方の回転量)を制御することで、色収差を補正してもよい。例えば、制御装置7は、加工光EL#2を造形面MSに照射する場合のガルバノミラー2156の駆動量と、加工光EL#4を造形面MSに照射する場合のガルバノミラー2156の駆動量とが異なるものとなるように、ガルバノミラー2156の駆動量を制御することで、色収差を補正してもよい。その結果、加工システムSYSeは、色収差の影響を低減しながら、加工光EL#2及びEL#4を造形面MSに照射することができる。
このような第5変形例における加工システムSYSeであっても、上述した加工システムSYSが享受可能な効果と同様の効果を享受することができる。
尚、図29に示すように、第1光学系214eは、加工光EL#1の集光位置CP及び加工光EL#3の集光位置をまとめて変更するためのフォーカス制御光学系2145に加えて又は代えて、加工光EL#1の集光位置CPを、加工光EL#3の集光位置とは別個に独立に変更するためのフォーカス制御光学系2145e#1を備えていてもよい。第1光学系214eは、フォーカス制御光学系2145に加えて又は代えて、加工光EL#3の集光位置CPを、加工光EL#1の集光位置と別個独立に変更するためのフォーカス制御光学系2145e#3を備えていてもよい。この場合、加工システムSYSeは、色収差の影響を低減しながら、加工光EL#1及びEL#3を造形面MSに照射することができる。
また、第2光学系215eは、加工光EL#2の集光位置CP及び加工光EL#4の集光位置をまとめて変更するためのフォーカス制御光学系2155に加えて又は代えて、加工光EL#2の集光位置CPを、加工光EL#4の集光位置とは別個に独立に変更するためのフォーカス制御光学系2155e#2を備えていてもよい。第2光学系215eは、フォーカス制御光学系2155に加えて又は代えて、加工光EL#4の集光位置CPを、加工光EL#2の集光位置と別個独立に変更するためのフォーカス制御光学系2155e#4を備えていてもよい。この場合、加工システムSYSeは、色収差の影響を低減しながら、加工光EL#2及びEL#4を造形面MSに照射することができる。
また、第1光学系214eは、加工光EL#1の強度を検出するためのパワーメータと、加工光EL#3の強度を検出するためのパワーメータとを別々に備えていてもよい。この場合、平行平板2142で反射された加工光EL#1及びEL#3は、加工光EL#1及びEL#3を分離するための光学部材を介して、二つのパワーメータにそれぞれ入射してもよい。加工光EL#1及びEL#3を分離するための光学部材の一例として、ダイクロックミラーがあげられる。
また、第2光学系215eは、加工光EL#2の強度を検出するためのパワーメータと、加工光EL#4の強度を検出するためのパワーメータとを別々に備えていてもよい。この場合、平行平板2152で反射された加工光EL#2及びEL#4は、加工光EL#2及びEL#4を分離するための光学部材を介して、二つのパワーメータにそれぞれ入射してもよい。加工光EL#2及びEL#4を分離するための光学部材の一例として、ダイクロックミラーがあげられる。
(4-6)第6変形例
続いて、加工システムSYSの第6変形例について説明する。尚、以下の説明では、加工システムSYSの第6変形例を、“加工システムSYSf”と称する。加工システムSYSfは、上述した加工システムSYSeと比較して、加工ユニット2eに代えて、加工ユニット2fを備えているという点で異なる。加工システムSYSfのその他の特徴は、加工システムSYSeのその他の特徴と同一であってもよい。加工ユニット2fは、上述した加工ユニット2eと比較して、加工ヘッド21eに代えて、加工ヘッド21fを備えているという点で異なる。加工ユニット2fのその他の特徴は、加工ユニット2eのその他の特徴と同一であってもよい。加工ヘッド21fは、上述した加工ヘッド21eと比較して、照射光学系211eに代えて、照射光学系211fを備えているという点で異なる。加工ヘッド21fのその他の特徴は、加工ヘッド21eのその他の特徴と同一であってもよい。このため、以下では、図30を参照しながら、第6変形例における照射光学系211fについて説明する。図30は、第6変形例における照射光学系211fの構造を示す断面図である。
続いて、加工システムSYSの第6変形例について説明する。尚、以下の説明では、加工システムSYSの第6変形例を、“加工システムSYSf”と称する。加工システムSYSfは、上述した加工システムSYSeと比較して、加工ユニット2eに代えて、加工ユニット2fを備えているという点で異なる。加工システムSYSfのその他の特徴は、加工システムSYSeのその他の特徴と同一であってもよい。加工ユニット2fは、上述した加工ユニット2eと比較して、加工ヘッド21eに代えて、加工ヘッド21fを備えているという点で異なる。加工ユニット2fのその他の特徴は、加工ユニット2eのその他の特徴と同一であってもよい。加工ヘッド21fは、上述した加工ヘッド21eと比較して、照射光学系211eに代えて、照射光学系211fを備えているという点で異なる。加工ヘッド21fのその他の特徴は、加工ヘッド21eのその他の特徴と同一であってもよい。このため、以下では、図30を参照しながら、第6変形例における照射光学系211fについて説明する。図30は、第6変形例における照射光学系211fの構造を示す断面図である。
上述したように、第5変形例では、照射光学系211eは、加工光EL#1及びEL#3を第3光学系216に向けて射出する第1光学系214eを備えている。一方で、第6変形例では、図30に示すように、照射光学系211fは、加工光EL#1を第3光学系216に向けて射出する第1光学系214(214#1)と、加工光EL#3を第3光学系216に向けて射出する第1光学系214(214#2)とを別々に備えている。同様に、第5変形例では、照射光学系211eは、加工光EL#2及びEL#4を第3光学系216に向けて射出する第2光学系215eを備えている。一方で、第6変形例では、図30に示すように、照射光学系211fは、加工光EL#2を第3光学系216に向けて射出する第2光学系215(215#1)と、加工光EL#4を第3光学系216に向けて射出する第2光学系215(215#2)とを別々に備えている。つまり、照射光学系211fは、照射光学系211eと比較して、四つの加工光EL#1からEL#4を第3光学系216に向けてそれぞれ射出する四つの光学系(つまり、第1光学系214#1及び214#2並びに第2光学系215#1及び215#2)を備えているという点で異なる。照射光学系211fのその他の特徴は、照射光学系211eのその他の特徴と同一であってもよい。
このような第6変形例における加工システムSYSfであっても、上述した加工システムSYSeが享受可能な効果と同様の効果を享受することができる。
(4-7)その他の変形例
加工システムSYSが備える光源4は、交換可能であってもよい。例えば、加工システムSYSが第1の波長を有する加工光ELを射出する第1の光源4を備えている場合には、第1の光源4が、第1の波長とは異なる第2の波長を有する加工光ELを射出する第2の光源4に交換されてもよい。例えば、加工システムSYSが第1の強度を有する加工光ELを射出する第3の光源4を備えている場合には、第3の光源4が、第1の強度とは異なる第4の波長を有する加工光ELを射出する第4の光源4に交換されてもよい。加工システムSYSが経年劣化した光源4を備えている場合には、当該光源4は、新たな光源4に交換されてもよい。
加工システムSYSが備える光源4は、交換可能であってもよい。例えば、加工システムSYSが第1の波長を有する加工光ELを射出する第1の光源4を備えている場合には、第1の光源4が、第1の波長とは異なる第2の波長を有する加工光ELを射出する第2の光源4に交換されてもよい。例えば、加工システムSYSが第1の強度を有する加工光ELを射出する第3の光源4を備えている場合には、第3の光源4が、第1の強度とは異なる第4の波長を有する加工光ELを射出する第4の光源4に交換されてもよい。加工システムSYSが経年劣化した光源4を備えている場合には、当該光源4は、新たな光源4に交換されてもよい。
上述した説明では、加工ユニット2は、造形材料Mに加工光ELを照射することで、造形材料Mを溶融させている。しかしながら、加工ユニット2は、任意のエネルギビームを造形材料Mに照射することで、造形材料Mを溶融させてもよい。任意のエネルギビームの一例として、荷電粒子ビーム及び電磁波等の少なくとも一つがあげられる。荷電粒子ビームの一例として、電子ビーム及びイオンビーム等の少なくとも一つがあげられる。
上述した説明では、加工ユニット2は、レーザ肉盛溶接法に基づく付加加工を行うことで、三次元構造物STを造形している。しかしながら、加工ユニット2は、三次元構造物STを造形可能なその他の方式に準拠した付加加工を行うことで、三次元構造物STを造形してもよい。三次元構造物STを造形可能なその他の方式の一例として、粉末焼結積層造形法(SLS:Selective Laser Sintering)等の粉末床溶融結合法(Powder Bed Fusion)、結合材噴射法(バインダージェッティング方式:Binder Jetting)、材料噴射法(マテリアルジェッティング方式:Material Jetting)、光造形法及びレーザメタルフュージョン法(LMF:Laser Metal Fusion)のうちの少なくとも一つがあげられる。或いは、加工ユニット2は、付加加工を行うことに加えて又は代えて、除去加工を行うことで、三次元構造物STを造形してもよい。加工ユニット2は、付加加工及び除去加工の少なくとも一つを行うことに加えて又は代えて、機械加工を行うことで、三次元構造物STを造形してもよい。
加工システムSYSは、付加加工と除去加工との双方を行ってもよい。例えば、図1から図3に示す加工システムSYSは、加工光EL#1及びEL#2のいずれか一方を用いて付加加工を行うと共に、加工光及びEL#1及びEL#2のいずれか他方を用いて除去加工を行ってもよい。例えば、図28に示す加工システムSYSe又は図30に示す加工システムSYSfは、加工光EL#1からEL#3の少なくとも一つを用いて付加加工を行うと共に、加工光及びEL#1からEL#4の少なくとも他の一つを用いて除去加工を行ってもよい。この場合、加工システムSYS、SYSe又はSYSfは、付加加工と除去加工とを同時に行うことができる。尚、加工システムSYS、SYSe又はSYSfが付加加工と除去加工とを同時に行わなくてもよい場合には、加工システムSYS、SYSe又はSYSfは、同じ加工光ELを用いて、付加加工と除去加工とを行ってもよい。
加工システムSYSは、付加加工及び除去加工の少なくとも一方に加えて、付加加工又は除去加工によって加工されたワークW(或いは、ワークWに造形された造形物)の表面の平面度を小さくする(つまり、表面粗さを小さくする、表面を平面に近づける)ためのリメルト加工を行ってもよい。例えば、図1から図3に示す加工システムSYSは、加工光EL#1及びEL#2のいずれか一方を用いて付加加工及び除去加工の少なくとも一方を行うと共に、加工光及びEL#1及びEL#2のいずれか他方を用いてリメルト加工を行ってもよい。例えば、図28に示す加工システムSYSe又は図30に示す加工システムSYSfは、加工光EL#1からEL#3の少なくとも一つを用いて付加加工及び除去加工の少なくとも一方を行うと共に、加工光及びEL#1からEL#4の少なくとも他の一つを用いてリメルト加工を行ってもよい。この場合、加工システムSYS、SYSe又はSYSfは、付加加工及び除去加工の少なくとも一方とリメルト加工とを同時に行うことができる。尚、加工システムSYS、SYSe又はSYSfが付加加工及び除去加工の少なくとも一方とリメルト加工とを同時に行わなくてもよい場合には、加工システムSYS、SYSe又はSYSfは、同じ加工光ELを用いて、付加加工及び除去加工の少なくとも一方とリメルト加工とを行ってもよい。
上述した加工ユニット2(特に、加工ヘッド21)は、ロボットに取り付けられてもよい。例えば、加工ユニット2(特に、加工ヘッド21)は、溶接を行うための溶接ロボットに取り付けられてもよい。例えば、加工ユニット2(特に、加工ヘッド21)は、自走可能なモバイルロボットに取り付けられてもよい。
(5)付記
以上説明した実施形態に関して、更に以下の付記を記載する。
[付記1]
第1光源から射出される第1加工光と、前記第1光源とは異なる第2光源から射出され且つ前記第1加工光とはピーク波長が異なる第2加工光とを、物体に照射可能な照射光学系と、
前記第1及び第2加工光によって形成される溶融池に、造形材料を供給可能な材料供給部材と
を備え、
前記第2加工光のピーク波長は、前記第1加工光のピーク波長よりも短く、
前記第2加工光が照射される第2領域は、前記第1加工光が照射される第1領域よりも広い
加工装置。
[付記2]
前記第1加工光の波長帯域と、前記第2加工光の波長帯域とが異なる
付記1に記載の加工装置。
[付記3]
前記第2加工光に対する前記物体の吸収率は、前記第1加工光に対する前記物体の吸収率よりも高い
付記1又は2に記載の加工装置。
[付記4]
前記第1加工光は、近赤外光を含み、
前記第2加工光は、可視光を含む
付記1から3のいずれか一項に記載の加工装置。
[付記5]
前記造形材料は銅を含む
付記1から4のいずれか一項に記載の加工装置。
[付記6]
前記照射光学系は、
前記第1加工光を射出する第1光学系と、
前記第2加工光を射出する第2光学系と
を含む付記1から5のいずれか一項に記載の加工装置。
[付記7]
前記照射光学系は、前記第1光学系から射出される前記第1加工光と、前記第2光学系から射出される前記第2加工光とが入射し、且つ、入射した前記第1及び第2加工光を前記物体に照射する第3光学系を含む
付記6に記載の加工装置。
[付記8]
前記第3光学系は、前記第1加工光及び前記第2加工光が通過し、且つ、前記第3光学系を構成する光学部材のうち最も前記物体側に配置される最終光学部材を含む
付記7に記載の加工装置。
[付記9]
前記第3光学系は、前記第1加工光と前記第2加工光とを前記物体に集光する集光光学系を含む
付記7又は8に記載の加工装置。
[付記10]
前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第1加工光が照射される第1照射位置を、前記第1加工光の照射方向と交差する方向に沿って変更するように前記第1加工光を偏向可能な第1偏向部材とを含み、
前記第2光学系は、前記第2加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第2加工光が照射される第2照射位置を、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第2加工光を偏向可能な第2偏向部材とを含む
付記6から9のいずれか一項に記載の加工装置。
[付記11]
前記照射光学系は、前記第1加工光の照射態様と前記第2加工光の照射態様とが異なるものとなるように、前記第1加工光と前記第2加工光とを前記物体の表面に照射する
付記1から10のいずれか一項に記載の加工装置。
[付記12]
前記照射態様は、強度、強度分布、照射期間、照射時間、前記物体の表面に形成されるスポットの径、及び、前記物体の表面での照射位置の移動態様の少なくとも一つを含む
付記11に記載の加工装置。
[付記13]
前記照射光学系は、前記第1加工光のピーク強度が前記第2加工光のピーク強度よりも高くなるように、前記第1加工光と前記第2加工光とを前記物体に照射する
付記1から12のいずれか一項に記載の加工装置。
[付記14]
前記照射光学系は、前記物体の表面において前記第2加工光が単位時間あたりに走査する領域のサイズが、前記物体の表面において前記第1加工光が単位時間あたりに走査する領域のサイズよりも大きくなるように、前記第1加工光と前記第2加工光とを前記物体に照射する
付記1から13のいずれか一項に記載の加工装置。
[付記15]
前記照射光学系は、(i)前記第1加工光が前記物体に照射される期間と、前記第2加工光が前記物体に照射される期間とが重複し、且つ、(ii)前記第1加工光の強度が前記第2加工光の強度よりも高くなるように、前記第1加工光と前記第2加工光とを前記物体に照射する
付記1から14のいずれか一項に記載の加工装置。
[付記16]
前記照射光学系は、(i)前記第2加工光が前記物体の一の部分に照射された後に、前記第1加工光が前記物体の前記一の部分に照射され、且つ、(ii)前記第1加工光の強度が前記第2加工光の強度よりも高くなるように、前記第1加工光と前記第2加工光とを前記物体に照射する
付記1から14のいずれか一項に記載の加工装置。
[付記17]
前記照射光学系は、(i)前記第2加工光が前記物体に照射されている期間の少なくとも一部において、前記第1加工光が前記物体に複数回照射され、且つ、(ii)前記第1加工光の強度が前記第2加工光の強度よりも高くなるように、前記第1加工光と前記第2加工光とを前記物体に照射する
付記1から16のいずれか一項に記載の加工装置。
[付記18]
前記照射光学系は、(i)前記第1加工光の照射方向と交差する第1面において前記第1加工光が照射される第1照射位置及び前記第2加工光が照射される第2照射位置のそれぞれが、前記第1面内の移動方向に沿って規則的に往復移動し、(ii)前記移動方向において前記第1照射位置の移動方向が反転する第1反転タイミング及び前記第1照射位置と前記第2照射位置とが重なる重複タイミングの少なくとも一方における前記第1加工光の強度が、前記第1反転タイミング及び前記重複タイミングとは異なるタイミングにおける前記第1加工光の強度よりも弱くなり、且つ、(iii)前記移動方向において前記第2照射位置の移動方向が反転する第2反転タイミング及び前記重複タイミングの少なくとも一方における前記第2加工光の強度が、前記第2反転タイミング及び前記重複タイミングとは異なるタイミングにおける前記第2加工光の強度よりも弱くなるように、前記第1加工光と前記第2加工光とを前記物体に照射する
付記1から17のいずれか一項に記載の加工装置。
[付記19]
前記照射光学系は、(i)前記第1加工光の照射方向と交差する第1面において前記第1加工光が照射される第1照射位置が、前記第1面内の第1移動方向に沿って規則的に往復移動し、(ii)前記第1面において前記第2加工光が照射される第2照射位置が、前記第1面に沿っており且つ前記第1移動方向に交差する第2移動方向に沿って規則的に往復移動し、且つ、(iii)前記第2加工光によって前記物体に形成されるスポットの径が、前記第1加工光によって前記物体に形成されるスポットの径よりも大きくなるように、前記第1加工光と前記第2加工光とを前記物体に照射する
付記1から17のいずれか一項に記載の加工装置。
[付記20]
前記照射光学系は、(i)前記第1加工光の照射方向と交差する第1面において前記第1加工光が照射される第1照射位置が、第1移動軌跡に沿って規則的に移動し、(ii)前記第1面において前記第2加工光が照射される第2照射位置が、前記第1移動軌跡とは異なる第2移動軌跡に沿って規則的に移動し、且つ、(iii)前記第2加工光によって前記物体に形成されるスポットの径が、前記第1加工光によって前記物体に形成されるスポットの径よりも大きくなるように、前記第1加工光と前記第2加工光とを前記物体に照射する
付記1から17のいずれか一項に記載の加工装置。
[付記21]
前記照射光学系は更に、前記第2加工光の波長帯域と同じ波長帯域の第3加工光と、前記第1加工光の波長帯域と同じ波長帯域の第4加工光とを、前記物体に照射可能である
付記1から20のいずれか一項に記載の加工装置。
[付記22]
前記照射光学系は、
前記第1及び第3加工光を射出する第1光学系と、
前記第2及び第4加工光を射出する第2光学系と
を含む付記21に記載の加工装置。
[付記23]
前記第1光学系は、前記第1及び第3加工光のそれぞれの集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第1加工光が照射される第1照射位置及び前記第3加工光が照射される第3照射位置のそれぞれを、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第1及び第3加工光を偏向可能な第1偏向部材とを含み、
前記第2光学系は、前記第2及び第4加工光のそれぞれの集光位置を、前記第1加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第2加工光が照射される第2照射位置及び前記第4加工光が照射される第4照射位置のそれぞれを、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第2及び第4加工光を偏向可能な第2偏向部材とを含む
付記22に記載の加工装置。
[付記24]
前記第1光学系が前記第1加工光を前記物体の一の部分に照射する場合の前記第1偏向部材の駆動量と、前記第1光学系が前記第3加工光を前記物体の前記一の部分に照射する場合の前記第1偏向部材の駆動量とが異なり、
前記第2光学系が前記第2加工光を前記物体の一の部分に照射する場合の前記第2偏向部材の駆動量と、前記第2光学系が前記第4加工光を前記物体の前記一の部分に照射する場合の前記第2偏向部材の駆動量とが異なる
付記23に記載の加工装置。
[付記25]
前記第1光学系は、前記第1及び第3加工光に起因した色収差を補正するための第1収差補正部材を含み、
前記第2光学系は、前記第2及び第4加工光に起因した色収差を補正するための第2収差補正部材を含む
付記22から24のいずれか一項に記載の加工装置。
[付記26]
前記照射光学系は、
前記第1加工光を射出する第1光学系と、
前記第2加工光を射出する第2光学系と、
前記第3加工光を射出する第3光学系と、
前記第4加工光を射出する第4光学系と
を含む付記21に記載の加工装置。
[付記27]
前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第1加工光が照射される第1照射位置を、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光を偏向可能な第1偏向部材とを含み、
前記第2光学系は、前記第2加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第2加工光が照射される第2照射位置を、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第2加工光を偏向可能な第2偏向部材とを含み、
前記第3光学系は、前記第3加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第3集光位置変更部材と、前記第3加工光が照射される第3照射位置を、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第3加工光を偏向可能な第3偏向部材とを含み、
前記第4光学系は、前記第4加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第4集光位置変更部材と、前記第4加工光が照射される第4照射位置を、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第4加工光を偏向可能な第4偏向部材とを含む
付記26に記載の加工装置。
[付記28]
前記照射光学系に含まれる光学部材を冷却可能な冷却装置を更に備え、
前記冷却装置は、前記光学部材のうち前記第1加工光が入射する第1部分の冷却態様が、前記光学部材のうち前記第2加工光が入射する第2部分の冷却態様と異なるものとなるように、前記光学部材を冷却する
付記1から27のいずれか一項に記載の加工装置。
[付記29]
前記冷却装置によって、前記第1部分は、前記第2部分よりも速く冷却可能である
付記28に記載の加工装置。
[付記30]
物体に付加加工を行う加工装置であって、
第1光源から射出される第1加工光を前記物体に照射可能な第1光学系と、
前記第1光源とは異なる第2光源から射出され且つ前記第1加工光とはピーク波長が異なる第2加工光を前記物体に照射可能な第2光学系と、
前記第1及び第2加工光によって形成される溶融池に、造形材料を供給可能な材料供給部材と
を備え、
前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第1加工光が照射される第1照射位置を、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光を偏向可能な第1偏向部材とを含み、
前記第2光学系は、前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第2加工光が照射される第2照射位置を、前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第2加工光を偏向可能な第2偏向部材とを含む
加工装置。
[付記31]
物体に付加加工を行う加工装置であって、
第1光源から射出される第1加工光を前記物体に照射可能であり、前記第1光源とは異なる第2光源から射出され且つ前記第1加工光とはピーク波長が異なる第2加工光を前記物体に照射可能な第1光学系と、
前記第1及び第2加工光によって形成される溶融池に、造形材料を供給可能な材料供給部材と
を備え、
前記第1光学系は、
前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、
前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、
前記第1加工光が照射される第1照射位置及び前記第2加工光が照射される第2照射位置を、前記第1加工光及び前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光及び前記第2加工光を偏向可能な第1偏向部材と
を含む
加工装置。
[付記32]
物体に付加加工を行う加工装置であって、
第1加工光を前記物体に照射可能であり、前記第1加工光とはピーク波長が異なる第2加工光を前記物体に照射可能な第1光学系と、
第3加工光を前記物体に照射可能であり、前記第3加工光とはピーク波長が異なる第4加工光を前記物体に照射可能な第2光学系と、
前記第1加工光、第2加工光、第3加工光、及び、第4加工光によって形成される溶融池に、造形材料を供給可能な材料供給部材と
を備え、
前記第1光学系は、
前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、
前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、
前記第1加工光が照射される第1照射位置及び前記第2加工光が照射される第2照射位置を、前記第1加工光及び前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光及び前記第2加工光を偏向可能な第1偏向部材と
を含み、
前記第2光学系は、
前記第3加工光の集光位置を、前記第3加工光の照射方向に沿って変更可能な第3集光位置変更部材と、
前記第4加工光の集光位置を、3前記第4加工光の照射方向に沿って変更可能な第4集光位置変更部材と、
前記第3加工光が照射される第3照射位置及び前記第4加工光が照射される第4照射位置を、前記第3加工光及び前記第4加工光の照射方向と交差する方向に沿って変更するように、前記第3加工光及び前記第4加工光を偏向可能な第2偏向部材と
を含む
加工装置。
[付記33]
物体に付加加工を行う加工装置であって、
第1加工光を前記物体に照射可能な第1光学系と、
第2加工光を前記物体に照射可能な第2光学系と、
前記第1及び第2加工光によって形成される溶融池に、造形材料を供給可能な材料供給部材と
を備え、
前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第1加工光が照射される第1照射位置を、前記第1加工光の照射方向と交差する第1方向に沿って変更するように、前記第1加工光を偏向可能な第1偏向部材とを含み、
前記第2光学系は、前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第2加工光が照射される第2照射位置を、前記第2加工光の照射方向と交差する第2方向に沿って変更するように前記第2加工光を偏向可能な第2偏向部材とを含む
加工装置。
[付記34]
前記第1偏向部材は、前記第1集光位置変更部材による前記第1加工光の集光位置の変更量に基づいて制御され、
前記第2偏向部材は、前記第2集光位置変更部材による前記第2加工光の集光位置の変更量に基づいて制御される
付記33に記載の加工装置。
[付記35]
前記第1偏向部材は、前記第1集光位置変更部材が前記第1加工光の集光位置を変更することで生ずる前記第1照射位置の前記物体の表面に沿った方向におけるずれを補正するように、前記第1照射位置を前記物体の表面に沿った方向に沿って変更し、
前記第2偏向部材は、前記第2集光位置変更部材が前記第2加工光の集光位置を変更することで生ずる前記第2照射位置の前記物体の表面に沿った方向におけるずれを補正するように、前記第2照射位置を前記物体の表面に沿った方向に沿って変更する
付記33又は34に記載の加工装置。
[付記36]
前記第1集光位置変更部材は、前記第1偏向部材による前記第1照射位置の変更量に基づいて制御され、
前記第2集光位置変更部材は、前記第2偏向部材による前記第2照射位置の変更量に基づいて制御される
付記33から35のいずれか一項に記載の加工装置。
[付記37]
前記第1集光位置変更部材は、前記第1偏向部材が前記第1照射位置を変更することで生ずる前記第1加工光の集光位置の前記物体の表面に交差する方向におけるずれを補正するように、前記第1加工光の集光位置を前記物体の表面に交差する方向に沿って変更し、
前記第2集光位置変更部材は、前記第2偏向部材が前記第2照射位置を変更することで生ずる前記第2加工光の集光位置の前記物体の表面に交差する方向におけるずれを補正するように、前記第2加工光の集光位置を前記物体の表面に交差する方向に沿って変更する
付記33から36のいずれか一項に記載の加工装置。
[付記38]
前記第1光学系は、前記第1加工光の強度を検出可能な第1検出器を含み、
前記第2光学系は、前記第2加工光の強度を検出可能な第2検出器を含む
付記33から37のいずれか一項に記載の加工装置。
[付記39]
物体に付加加工を行う加工装置であって、
第1加工光を前記物体に照射可能な第1光学系と、
第2加工光を前記物体に照射可能な第2光学系と、
前記第1及び第2加工光によって形成される溶融池に、造形材料を供給可能な材料供給部材と
を備え、
前記第1光学系は、前記第1加工光が照射される第1照射位置を、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光を偏向可能な第1偏向部材と、前記第1加工光の強度を検出可能な第1検出器とを含み、
前記第2光学系は、前記第2加工光が照射される第2照射位置を、前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第2加工光を偏向可能な第2偏向部材と、前記第2加工光の強度を検出可能な第2検出器とを含む
加工装置。
[付記40]
前記第1検出器は、前記第1加工光を射出する第1光源と前記第1偏向部材との間の光路を進行する前記第1加工光の強度を検出可能であり、
前記第2検出器は、前記第2加工光を射出する第2光源と前記第2偏向部材との間の光路を進行する前記第2加工光の強度を検出可能である
付記38又は39に記載の加工装置。
[付記41]
前記第1加工光及び前記第2加工光の少なくとも一方の強度を変更可能な強度変更装置を更に備え、
前記強度変更装置は、前記第1検出器及び前記第2検出器の少なくとも一方の検出結果に基づいて、前記第1加工光及び前記第2加工光の少なくとも一方の強度を変更する
付記38から40のいずれか一項に記載の加工装置。
[付記42]
前記加工装置は、
前記第1加工光、及び、前記第2加工光を前記物体に照射するための対物光学部材と、
前記対物光学部材を冷却可能な冷却装置を更に備え、
前記冷却装置は、前記第1検出器及び前記第2検出器の少なくとも一方の検出結果に基づいて、前記対物光学部材を冷却する
付記38から41のいずれか一項に記載の加工装置。
[付記43]
加工光を物体に集光する集光光学系と、前記加工光を制御するために用いられる電気部品とを備える加工ヘッドと、
前記集光光学系の光軸に交差する方向に沿って前記加工ヘッドに隣接し、且つ、加工ヘッドを支持する支持部材と
を備え、
前記光軸に交差する方向における前記電気部品と前記支持部材との間の第1距離は、前記光軸に交差する方向における前記光軸と前記支持部材との間の第2距離よりも長い
加工装置。
[付記44]
前記電気部品は、前記加工光の強度を検出可能な検出器を含む
付記43に記載の加工装置。
[付記45]
前記電気部品は、前記加工光を偏向可能な偏向部材を、前記物体の表面において前記加工光が照射される照射位置を前記物体の表面に沿った方向に沿って変更するように駆動するための駆動系を含む
付記43又は44に記載の加工装置。
[付記46]
前記加工ヘッドは、前記物体に対する位置を変更可能である
付記43から45のいずれか一項に記載の加工装置。
[付記47]
前記加工装置は、前記支持部材の位置を変更する駆動装置を更に備え、
前記支持部材の位置の変更にともなって、前記加工ヘッドの位置が変更される
付記43から46のいずれか一項に記載の加工装置。
[付記48]
前記加工装置は、前記加工ヘッドに対して前記支持部材と反対側には第1空間を備える
付記43から47のいずれか一項に記載の加工装置。
[付記49]
前記加工装置は、前記加工ヘッドよりも前記第1空間側に開閉可能な扉を更に備える
付記48のいずれか一項に記載の加工装置。
[付記50]
前記第1空間内で付加加工が行われる
付記48又は49に記載の加工装置。
[付記51]
第1加工光と、前記第1加工光とはピーク波長が異なる第2加工光とを、物体に照射可能な照射装置と、
前記第1及び第2加工光の少なくとも一方によって形成される溶融池に、造形材料を供給可能な材料供給部材と
を備える加工装置。
[付記52]
第1加工光と、前記第1加工光とはピーク波長が異なる第2加工光とを、物体に照射可能な照射装置と、
前記照射装置によって前記第1及び第2加工光が照射される位置に、造形材料を供給可能な材料供給部材と
を備える加工装置。
[付記53]
第1加工光と、前記第1加工光とはピーク波長が異なる第2加工光とを、物体に照射可能な照射装置と、
前記照射装置によって第1加工光が照射される照射領域に、造形材料を供給可能な材料供給部材と
を備え、
前記第1加工光が照射される照射領域は、前記第2加工光が照射される領域と少なくとも一部が重なる
加工装置。
[付記54]
前記第1加工光が照射される第1領域は、前記第2加工光が照射される第2領域と同じである
付記51から53のいずれか一項に記載の加工装置。
[付記55]
前記第1加工光が照射される第1領域は、前記第2加工光が照射される第2領域よりも狭い
付記51から53のいずれか一項に記載の加工装置。
[付記56]
前記第1加工光は、前記第2領域の内側を移動可能である
付記55に記載の加工装置。
[付記57]
前記第1加工光の大きさは、前記第2領域内で変更される
付記55又は56に記載の加工装置。
[付記58]
前記第2加工光が照射される第2領域は、前記第1加工光が照射される第1領域よりも狭い
付記51から53のいずれか一項に記載の加工装置。
[付記59]
前記第2加工光は、前記第1領域の内側を移動可能である
付記57に記載の加工装置。
[付記60]
前記第2加工光の大きさは、前記第1領域内で変更される
付記58又は59に記載の加工装置。
[付記61]
前記第2加工光によって形成された溶融池に前記第1加工光が照射される
付記51から60のいずれか一項に記載の加工装置。
[付記62]
前記第1加工光と前記第2加工光は、同時に前記物体に照射される
付記51から61のいずれか一項に記載の加工装置。
[付記63]
前記第2加工光は、前記第1加工光よりも先に前記物体に照射される
付記51から62のいずれか一項に記載の加工装置。
[付記64]
前記第1加工光は、前記第2加工光が照射されている期間のうちの少なくとも一部の期間において、前記物体に照射される
付記51から63のいずれか一項に記載の加工装置。
[付記65]
前記加工装置は、前記第1加工光、及び、前記第2加工光の少なくとも一方のピーク強度を変調する
付記51から64のいずれか一項に記載の加工装置。
[付記66]
前記加工装置は、前記第1加工光、及び、前記第2加工光の少なくとも一方の照射領域の形状又は照射領域のサイズを変更可能である
付記51から65のいずれか一項に記載の加工装置。
[付記67]
前記加工装置は、前記第1加工光、及び、前記第2加工光の少なくとも一方の走査方向を変更可能である
付記51から66のいずれか一項に記載の加工装置。
[付記68]
前記加工装置は、前記第1加工光の照射領域と前記第2加工光の照射領域とを相対的に移動可能である
付記51から67のいずれか一項に記載の加工装置。
[付記69]
前記第1加工光、及び、前記第2加工光の少なくとも一方の照射領域の大きさを変更することは、前記第1加工光、及び、前記第2加工光の少なくとも一方のフォーカスを変更することを含む
付記51から68のいずれか一項に記載の加工装置。
[付記70]
物体に付加加工を行う加工装置であって、
第1加工光を前記物体に照射可能な第1光学系と、
前記第1加工光とはピーク波長が異なる第2加工光を前記物体に照射可能な第2光学系と、
前記第1及び第2加工光の少なくとも一方によって形成される溶融池に、造形材料を供給可能な材料供給部材と
を備え、
前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第1加工光が照射される第1照射位置を、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光を偏向可能な第1偏向部材との少なくとも一方を含み、
前記第2光学系は、前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第2加工光が照射される第2照射位置を、前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第2加工光を偏向可能な第2偏向部材との少なくとも一方を含む
加工装置。
[付記71]
物体に付加加工を行う加工装置であって、
第1加工光を前記物体に照射可能であり、前記第1加工光とはピーク波長が異なる第2加工光を前記物体に照射可能な第1光学系と、
前記第1及び第2加工光の少なくとも一方によって形成される溶融池に、造形材料を供給可能な材料供給部材と
を備え、
前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第1加工光が照射される第1照射位置及び前記第2加工光が照射される第2照射位置を、前記第1加工光及び前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光及び前記第2加工光を偏向可能な第1偏向部材との少なくとも一つを含む
加工装置。
[付記72]
物体に付加加工を行う加工装置であって、
第1加工光を前記物体に照射可能であり、前記第1加工光とはピーク波長が異なる第2加工光を前記物体に照射可能な第1光学系と、
第3加工光を前記物体に照射可能であり、前記第3加工光とはピーク波長が異なる第4t加工光を前記物体に照射可能な第2光学系と、
前記第1加工光、第2加工光、第3加工光、及び、第4加工光の少なくとも一つによって形成される溶融池に、造形材料を供給可能な材料供給部材と、
を備え、
前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第1加工光が照射される第1照射位置及び前記第2加工光が照射される第2照射位置を、前記第1加工光及び前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光及び前記第2加工光を偏向可能な第1偏向部材との少なくとも一つを含み、
前記第2光学系は、前記第3加工光の集光位置を、前記第3加工光の照射方向に沿って変更可能な第3集光位置変更部材と、前記第4加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第4集光位置変更部材と、前記第3加工光が照射される第3照射位置及び前記第4加工光が照射される第4照射位置を、前記第3加工光及び前記第4加工光の照射方向と交差する方向に沿って変更するように、前記第3加工光及び前記第4加工光を偏向可能な第2偏向部材との少なくとも一つを含む
加工装置。
[付記73]
物体に付加加工を行う加工装置であって、
第1加工光を前記物体に照射可能な第1光学系と、
前記第1加工光とはピーク波長が異なる第2加工光を前記物体に照射可能な第2光学系と、
前記第1及び第2加工光の少なくとも一方が照射される位置に、造形材料を供給可能な材料供給部材と
を備え、
前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第1加工光が照射される第1照射位置を、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光を偏向可能な第1偏向部材との少なくとも一方を含み、
前記第2光学系は、前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第2加工光が照射される第2照射位置を、前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第2加工光を偏向可能な第2偏向部材との少なくとも一方を含む
加工装置。
[付記74]
物体に付加加工を行う加工装置であって、
第1光源から射出される第1加工光を前記物体に照射可能であり、前記第1光源とは異なる第2光源から射出され且つ前記第1加工光とはピーク波長が異なる第2加工光を前記物体に照射可能な第1光学系と、
前記第1及び第2加工光の少なくとも一方が照射される位置に、造形材料を供給可能な材料供給部材と
を備え、
前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第1加工光が照射される第1照射位置及び前記第2加工光が照射される第2照射位置を、前記第1加工光及び前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光及び前記第2加工光を偏向可能な第1偏向部材との少なくとも一つを含む
加工装置。
[付記75]
物体に付加加工を行う加工装置であって、
第1加工光を前記物体に照射可能であり、前記第1加工光とはピーク波長が異なる第2加工光を前記物体に照射可能な第1光学系と、
第3加工光を前記物体に照射可能であり、前記第3加工光とはピーク波長が異なる第4加工光を前記物体に照射可能な第2光学系と、
前記第1加工光、第2加工光、第3加工光、及び、第4加工光の少なくとも一つが照射される位置に、造形材料を供給可能な材料供給部材と、
を備え、
前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第1加工光が照射される第1照射位置及び前記第2加工光が照射される第2照射位置を、前記第1加工光及び前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光及び前記第2加工光を偏向可能な第1偏向部材との少なくとも一つを含み、
前記第2光学系は、前記第3加工光の集光位置を、前記第3加工光の照射方向に沿って変更可能な第3集光位置変更部材と、前記第4加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第4集光位置変更部材と、前記第3加工光が照射される第3照射位置及び前記第4加工光が照射される第4照射位置を、前記第3加工光及び前記第4加工光の照射方向と交差する方向に沿って変更するように、前記第3加工光及び前記第4加工光を偏向可能な第2偏向部材との少なくとも一つを含む
加工装置。
[付記76]
物体に付加加工を行う加工装置であって、
第1加工光を前記物体に照射可能な第1光学系と、
第2加工光を前記物体に照射可能な第2光学系と、
前記第1及び第2加工光の少なくとも一方によって形成される溶融池に、造形材料を供給可能な材料供給部材と
を備え、
前記第1光学系は、前記第1加工光の集光位置を前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材を含み、
前記第2光学系は、前記第2加工光の集光位置を前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材を含む
加工装置。
[付記77]
物体に付加加工を行う加工装置であって、
第1加工光を前記物体に照射可能な第1光学系と、
第2加工光を前記物体に照射可能な第2光学系と、
前記第1及び第2加工光の少なくとも一方が照射される位置に、造形材料を供給可能な材料供給部材と
を備え、
前記第1光学系は、前記第1加工光の集光位置を前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材を含み、
前記第2光学系は、前記第2加工光の集光位置を前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材を含む
加工装置。
[付記78]
物体に付加加工を行う加工装置であって、
第1加工光を前記物体に照射可能であって、前記第1加工光の強度を検出可能な第1検出器を含む第1光学系と、
第2加工光を前記物体に照射可能であって、前記第2加工光の強度を検出可能な第2検出器を含む第2光学系と、
前記第1及び第2加工光の少なくとも一方によって形成される溶融池に、造形材料を供給可能な材料供給部材と
を備える加工装置。
[付記79]
物体に付加加工を行う加工装置であって、
第1加工光を前記物体に照射可能であって、前記第1加工光の強度を検出可能な第1検出器を含む第1光学系と、
第2加工光を前記物体に照射可能であって、前記第2加工光の強度を検出可能な第2検出器を含む第2光学系と、
前記第1及び第2加工光の少なくとも一方が照射される位置に、造形材料を供給可能な材料供給部材と
を備える加工装置。
[付記80]
物体に付加加工を行う加工装置であって、
第1加工光を前記物体に照射可能な第1光学系と、
第2加工光を前記物体に照射可能な第2光学系と、
前記第1及び第2加工光の少なくとも一方によって形成される溶融池に、造形材料を供給可能な材料供給部材と
を備え、
前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材を含む、又は、前記第2光学系は、前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材を含む
加工装置。
[付記81]
物体に付加加工を行う加工装置であって、
第1加工光を前記物体に照射可能な第1光学系と、
第2加工光を前記物体に照射可能な第2光学系と、
前記第1及び第2加工光の少なくとも一方が照射される位置に、造形材料を供給可能な材料供給部材と
を備え、
前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材を含む、又は、前記第2光学系は、前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材を含む
加工装置。
[付記82]
物体に付加加工を行う加工装置であって、
第1加工光を前記物体に照射可能な第1光学系と、
第2加工光を前記物体に照射可能な第2光学系と、
前記第1及び第2加工光の少なくとも一方によって形成される溶融池に、造形材料を供給可能な材料供給部材と
を備え、
前記第1光学系は、前記第1加工光が照射される第1照射位置を、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光を偏向可能な第1偏向部材を含み、
前記第2光学系は、前記第2加工光が照射される第2照射位置を、前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第2加工光を偏向可能な第2偏向部材を含む
加工装置。
[付記83]
物体に付加加工を行う加工装置であって、
第1加工光を前記物体に照射可能な第1光学系と、
第2加工光を前記物体に照射可能な第2光学系と、
前記第1及び第2加工光の少なくとも一方が照射される位置に、造形材料を供給可能な材料供給部材と
を備え、
前記第1光学系は、前記第1加工光が照射される第1照射位置を、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光を偏向可能な第1偏向部材を含み、
前記第2光学系は、前記第2加工光が照射される第2照射位置を、前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第2加工光を偏向可能な第2偏向部材を含む
加工装置。
[付記84]
前記第1加工光が照射される第1領域は、前記第2加工光が照射される第2領域と同じである
付記76から83のいずれか一項に記載の加工装置。
[付記85]
前記第1加工光が照射される第1領域は、前記第2加工光が照射される第2領域よりも狭い
付記76から83のいずれか一項に記載の加工装置。
[付記86]
前記第2加工光は、前記第1領域の内側を移動可能である
付記85に記載の加工装置。
[付記87]
前記第1加工光の大きさは、前記第2領域内で変更される
付記85又は86に記載の加工装置。
[付記88]
前記第2加工光が照射される第2領域は、前記第1加工光が照射される第1領域よりも狭い
付記76から83のいずれか一項に記載の加工装置。
[付記89]
前記第1加工光は、前記第2領域の内側を移動可能である
付記88に記載の加工装置。
[付記90]
前記第2加工光の大きさは、前記第1領域内で変更される
付記88又は89に記載の加工装置。
[付記91]
前記第2加工光によって形成された溶融池に前記第1加工光が照射される
付記76から90のいずれか一項に記載の加工装置。
[付記92]
前記第1加工光と前記第2加工光は、同時に前記物体に照射される
付記76から91のいずれか一項に記載の加工装置。
[付記93]
前記第2加工光は、前記第1加工光よりも先に前記物体に照射される
付記76から92のいずれか一項に記載の加工装置。
[付記94]
前記第1加工光は、前記第2加工光が照射されている期間のうちの少なくとも一部の期間において、前記物体に照射される
付記76から93のいずれか一項に記載の加工装置。
[付記95]
前記加工装置は、前記第1加工光、及び、前記第2加工光の少なくとも一方のピーク強度を変調する
付記76から94のいずれか一項に記載の加工装置。
[付記96]
前記加工装置は、前記第1加工光、及び、前記第2加工光の少なくとも一方の照射領域の形状又は照射領域のサイズを変更可能である
付記76から95のいずれか一項に記載の加工装置。
[付記97]
前記加工装置は、前記第1加工光、及び、前記第2加工光の少なくとも一方の走査方向を変更可能である
付記76から96のいずれか一項に記載の加工装置。
[付記98]
前記加工装置は、前記第1加工光の照射領域と前記第2加工光の照射領域とを相対的に移動可能である
付記76から97のいずれか一項に記載の加工装置。
[付記99]
前記第1加工光、及び、前記第2加工光の少なくとも一方の照射領域の大きさを変更することは、前記第1加工光、及び、前記第2加工光の少なくとも一方のフォーカスを変更することを含む
付記76から98のいずれか一項に記載の加工装置。
[付記100]
第1光源から射出される第1加工光と、前記第1光源とは異なる第2光源から射出され且つ前記第1加工光とはピーク波長が異なる第2加工光とを、物体に照射することと、
前記第1及び第2加工光によって形成される溶融池に、造形材料を供給することと
を含み、
前記第2加工光のピーク波長は、前記第1加工光のピーク波長よりも短く、
前記第2加工光が照射される第2領域は、前記第1加工光が照射される第1領域よりも広い
加工方法。
[付記101]
物体に付加加工を行う加工方法であって、
第1光学系を用いて、第1光源から射出される第1加工光を前記物体に照射することと、
第2光学系を用いて、前記第1光源とは異なる第2光源から射出され且つ前記第1加工光とはピーク波長が異なる第2加工光を前記物体に照射することと、
前記第1及び第2加工光によって形成される溶融池に、造形材料を供給することと
を備え、
前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第1加工光が照射される第1照射位置を、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光を偏向可能な第1偏向部材とを含み、
前記第2光学系は、前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第2加工光が照射される第2照射位置を、前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第2加工光を偏向可能な第2偏向部材とを含む
加工方法。
[付記102]
物体に付加加工を行う加工方法であって、
第1光学系を用いて、第1光源から射出される第1加工光を前記物体に照射することと、
前記第1光学系を用いて、前記第1光源とは異なる第2光源から射出され且つ前記第1加工光とはピーク波長が異なる第2加工光を前記物体に照射することと、
前記第1及び第2加工光によって形成される溶融池に、造形材料を供給することと
を備え、
前記第1光学系は、
前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、
前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、
前記第1加工光が照射される第1照射位置及び前記第2加工光が照射される第2照射位置を、前記第1加工光及び前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光及び前記第2加工光を偏向可能な第1偏向部材と
を含む
加工方法。
[付記103]
物体に付加加工を行う加工方法であって、
第1光学系を用いて、第1加工光を前記物体に照射することと、
前記第1光学系を用いて、前記第1加工光とはピーク波長が異なる第2加工光を前記物体に照射することと、
第2光学系を用いて、第3加工光を前記物体に照射することと、
前記第2光学系を用いて、前記第3加工光とはピーク波長が異なる第4加工光を前記物体に照射することと、
前記第1加工光、第2加工光、第3加工光、及び、第4加工光によって形成される溶融池に、造形材料を供給することと
を備え、
前記第1光学系は、
前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、
前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、
前記第1加工光が照射される第1照射位置及び前記第2加工光が照射される第2照射位置を、前記第1加工光及び前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光及び前記第2加工光を偏向可能な第1偏向部材と
を含み、
前記第2光学系は、
前記第3加工光の集光位置を、前記第3加工光の照射方向に沿って変更可能な第3集光位置変更部材と、
前記第4加工光の集光位置を、3前記第4加工光の照射方向に沿って変更可能な第4集光位置変更部材と、
前記第3加工光が照射される第3照射位置及び前記第4加工光が照射される第4照射位置を、前記第3加工光及び前記第4加工光の照射方向と交差する方向に沿って変更するように、前記第3加工光及び前記第4加工光を偏向可能な第2偏向部材と
を含む
加工方法。
[付記104]
物体に付加加工を行う加工方法であって、
第1光学系を用いて、第1加工光を前記物体に照射することと、
第2光学系を用いて、第2加工光を前記物体に照射することと、
前記第1及び第2加工光によって形成される溶融池に、造形材料を供給することと
を備え、
前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第1加工光が照射される第1照射位置を前記第1加工光の照射方向と交差する第1方向に沿って変更するように、前記第1加工光を偏向可能な第1偏向部材とを含み、
前記第2光学系は、前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第2加工光が照射される第2照射位置を前記第2加工光の照射方向と交差する第2方向に沿って変更するように、前記第2加工光を偏向可能な第2偏向部材とを含む
加工方法。
[付記105]
物体に付加加工を行う加工方法であって、
第1光学系を用いて、第1加工光を前記物体に照射することと、
第2光学系を用いて、第2加工光を前記物体に照射することと、
前記第1及び第2加工光によって形成される溶融池に、造形材料を供給することと
を備え、
前記第1光学系は、前記第1加工光が照射される第1照射位置を、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光を偏向可能な第1偏向部材と、前記第1加工光の強度を検出可能な第1検出器とを含み、
前記第2光学系は、前記第2加工光が照射される第2照射位置を、前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第2加工光を偏向可能な第2偏向部材と、前記第2加工光の強度を検出可能な第2検出器とを含む
加工方法。
[付記106]
加工光を物体に集光する集光光学系と、前記加工光を制御するために用いられる電気部品とを備える加工ヘッドと、
前記集光光学系の光軸に交差する方向に沿って前記加工ヘッドに隣接し、且つ、加工ヘッドを支持する支持部材と
を備える加工装置を用いる加工方法であって、
前記光軸に交差する方向における前記電気部品と前記支持部材との間の第1距離は、前記光軸に交差する方向における前記光軸と前記支持部材との間の第2距離よりも長い
加工方法。
[付記107]
第1加工光と、前記第1加工光とはピーク波長が異なる第2加工光とを、物体に照射することと、
前記第1及び第2加工光の少なくとも一方によって形成される溶融池に、造形材料を供給することと
を備える加工方法。
[付記108]
第1加工光と、前記第1加工光とはピーク波長が異なる第2加工光とを、物体に照射することと、
前記第1及び第2加工光が照射される位置に、造形材料を供給することと
を備える加工方法。
[付記109]
第1加工光と、前記第1加工光とはピーク波長が異なる第2加工光とを、物体に照射することと、
前記第1加工光が照射される照射領域に、造形材料を供給することと
を備え、
前記第1加工光が照射される照射領域は、前記第2加工光が照射される領域と少なくとも一部が重なる
加工方法。
[付記110]
物体に付加加工を行う加工方法であって、
第1光学系を用いて、第1加工光を前記物体に照射することと、
第2光学系を用いて、前記第1加工光とはピーク波長が異なる第2加工光を前記物体に照射することと、
前記第1及び第2加工光の少なくとも一方によって形成される溶融池に、造形材料を供給することと
を備え、
前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第1加工光が照射される第1照射位置を、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光を偏向可能な第1偏向部材との少なくとも一方を含み、
前記第2光学系は、前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第2加工光が照射される第2照射位置を、前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第2加工光を偏向可能な第2偏向部材との少なくとも一方を含む
加工方法。
[付記111]
物体に付加加工を行う加工方法であって、
第1光学系を用いて、第1加工光を前記物体に照射することと、
前記第1光学系を用いて、前記第1加工光とはピーク波長が異なる第2加工光を前記物体に照射することと、
前記第1及び第2加工光の少なくとも一方によって形成される溶融池に、造形材料を供給することと
を備え、
前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第1加工光が照射される第1照射位置及び前記第2加工光が照射される第2照射位置を、前記第1加工光及び前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光及び前記第2加工光を偏向可能な第1偏向部材との少なくとも一つを含む
加工方法。
[付記112]
物体に付加加工を行う加工方法であって、
第1光学系を用いて、第1加工光を前記物体に照射することと、
前記第1光学系を用いて、前記第1加工光とはピーク波長が異なる第2加工光を前記物体に照射することと、
第2光学系を用いて、第3加工光を前記物体に照射することと、
前記第2光学系を用いて、前記第3加工光とはピーク波長が異なる第4加工光を前記物体に照射することと、
前記第1加工光、第2加工光、第3加工光、及び、第4加工光の少なくとも一つによって形成される溶融池に、造形材料を供給することと、
を備え、
前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第1加工光が照射される第1照射位置及び前記第2加工光が照射される第2照射位置を、前記第1加工光及び前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光及び前記第2加工光を偏向可能な第1偏向部材との少なくとも一つを含み、
前記第2光学系は、前記第3加工光の集光位置を、前記第3加工光の照射方向に沿って変更可能な第3集光位置変更部材と、前記第4加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第4集光位置変更部材と、前記第3加工光が照射される第3照射位置及び前記第4加工光が照射される第4照射位置を、前記第3加工光及び前記第4加工光の照射方向と交差する方向に沿って変更するように、前記第3加工光及び前記第4加工光を偏向可能な第2偏向部材との少なくとも一つを含む
加工方法。
[付記113]
物体に付加加工を行う加工方法であって、
第1光学系を用いて、第1加工光を前記物体に照射することと、
第2光学系を用いて、前記第1加工光とはピーク波長が異なる第2加工光を前記物体に照射することと、
前記第1及び第2加工光の少なくとも一方が照射される位置に、造形材料を供給することと
を備え、
前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第1加工光が照射される第1照射位置を、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光を偏向可能な第1偏向部材との少なくとも一方を含み、
前記第2光学系は、前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第2加工光が照射される第2照射位置を、前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第2加工光を偏向可能な第2偏向部材との少なくとも一方を含む
加工方法。
[付記114]
物体に付加加工を行う加工方法であって、
第1光学系を用いて、第1光源から射出される第1加工光を前記物体に照射することと、
前記第1光学系を用いて、前記第1光源とは異なる第2光源から射出され且つ前記第1加工光とはピーク波長が異なる第2加工光を前記物体に照射することと、
前記第1及び第2加工光の少なくとも一方が照射される位置に、造形材料を供給することと
を備え、
前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第1加工光が照射される第1照射位置及び前記第2加工光が照射される第2照射位置を、前記第1加工光及び前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光及び前記第2加工光を偏向可能な第1偏向部材との少なくとも一つを含む
加工方法。
[付記115]
物体に付加加工を行う加工方法であって、
第1光学系を用いて、第1加工光を前記物体に照射することと、
前記第1光学系を用いて、前記第1加工光とはピーク波長が異なる第2加工光を前記物体に照射することと、
第2光学系を用いて、第3加工光を前記物体に照射することと、
前記第2光学系を用いて、前記第3加工光とはピーク波長が異なる第4加工光を前記物体に照射することと、
前記第1加工光、第2加工光、第3加工光、及び、第4加工光の少なくとも一つが照射される位置に、造形材料を供給することと、
を備え、
前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第1加工光が照射される第1照射位置及び前記第2加工光が照射される第2照射位置を、前記第1加工光及び前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光及び前記第2加工光を偏向可能な第1偏向部材との少なくとも一つを含み、
前記第2光学系は、前記第3加工光の集光位置を、前記第3加工光の照射方向に沿って変更可能な第3集光位置変更部材と、前記第4加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第4集光位置変更部材と、前記第3加工光が照射される第3照射位置及び前記第4加工光が照射される第4照射位置を、前記第3加工光及び前記第4加工光の照射方向と交差する方向に沿って変更するように、前記第3加工光及び前記第4加工光を偏向可能な第2偏向部材との少なくとも一つを含む
加工方法。
[付記116]
物体に付加加工を行う加工方法であって、
第1光学系を用いて、第1加工光を前記物体に照射することと、
第2光学系を用いて、第2加工光を前記物体に照射することと、
前記第1及び第2加工光の少なくとも一方によって形成される溶融池に、造形材料を供給することと
を備え、
前記第1光学系は、前記第1加工光の集光位置を前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材を含み、
前記第2光学系は、前記第2加工光の集光位置を前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材を含む
加工方法。
[付記117]
物体に付加加工を行う加工方法であって、
第1光学系を用いて、第1加工光を前記物体に照射することと、
第2光学系を用いて、第2加工光を前記物体に照射することと、
前記第1及び第2加工光の少なくとも一方が照射される位置に、造形材料を供給することと
を備え、
前記第1光学系は、前記第1加工光の集光位置を前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材を含み、
前記第2光学系は、前記第2加工光の集光位置を前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材を含む
加工方法。
[付記118]
物体に付加加工を行う加工方法であって、
第1光学系を用いて、第1加工光を前記物体に照射することと、
第2光学系を用いて、第2加工光を前記物体に照射することと、
前記第1及び第2加工光の少なくとも一方によって形成される溶融池に、造形材料を供給することと
を備え、
前記第1光学系は、前記第1加工光の強度を検出可能な第1検出器を含み、
前記第2光学系は、前記第2加工光の強度を検出可能な第2検出器を含む
加工方法。
[付記119]
物体に付加加工を行う加工方法であって、
第1光学系を用いて、第1加工光を前記物体に照射することと、
第2光学系を用いて、第2加工光を前記物体に照射することと、
前記第1及び第2加工光の少なくとも一方が照射される位置に、造形材料を供給することと
を備え、
前記第1光学系は、前記第1加工光の強度を検出可能な第1検出器を含み、
前記第2光学系は、前記第2加工光の強度を検出可能な第2検出器を含む
加工方法。
[付記120]
物体に付加加工を行う加工方法であって、
第1光学系を用いて、第1加工光を前記物体に照射することと、
第2光学系を用いて、第2加工光を前記物体に照射することと、
前記第1及び第2加工光の少なくとも一方によって形成される溶融池に、造形材料を供給することと
を備え、
前記第1光学系は、前記第1加工光の集光位置を前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材を含む、又は、前記第2光学系は、前記第2加工光の集光位置を前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材を含む
加工方法。
[付記121]
物体に付加加工を行う加工方法であって、
第1光学系を用いて、第1加工光を前記物体に照射することと、
第2光学系を用いて、第2加工光を前記物体に照射することと、
前記第1及び第2加工光の少なくとも一方が照射される位置に、造形材料を供給することと
を備え、
前記第1光学系は、前記第1加工光の集光位置を前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材を含む、又は、前記第2光学系は、前記第2加工光の集光位置を前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材を含む
加工方法。
[付記122]
物体に付加加工を行う加工方法であって、
第1光学系を用いて、第1加工光を前記物体に照射することと、
第2光学系を用いて、第2加工光を前記物体に照射することと、
前記第1及び第2加工光の少なくとも一方によって形成される溶融池に、造形材料を供給することと
を備え、
前記第1光学系は、前記第1加工光が照射される第1照射位置を、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光を偏向可能な第1偏向部材を含み、
前記第2光学系は、前記第2加工光が照射される第2照射位置を、前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第2加工光を偏向可能な第2偏向部材を含む
加工方法。
[付記123]
物体に付加加工を行う加工方法であって、
第1光学系を用いて、第1加工光を前記物体に照射することと、
第2光学系を用いて、第2加工光を前記物体に照射することと、
前記第1及び第2加工光の少なくとも一方が照射される位置に、造形材料を供給することと
を備え、
前記第1光学系は、前記第1加工光が照射される第1照射位置を、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光を偏向可能な第1偏向部材を含み、
前記第2光学系は、前記第2加工光が照射される第2照射位置を、前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第2加工光を偏向可能な第2偏向部材を含む
加工方法。
以上説明した実施形態に関して、更に以下の付記を記載する。
[付記1]
第1光源から射出される第1加工光と、前記第1光源とは異なる第2光源から射出され且つ前記第1加工光とはピーク波長が異なる第2加工光とを、物体に照射可能な照射光学系と、
前記第1及び第2加工光によって形成される溶融池に、造形材料を供給可能な材料供給部材と
を備え、
前記第2加工光のピーク波長は、前記第1加工光のピーク波長よりも短く、
前記第2加工光が照射される第2領域は、前記第1加工光が照射される第1領域よりも広い
加工装置。
[付記2]
前記第1加工光の波長帯域と、前記第2加工光の波長帯域とが異なる
付記1に記載の加工装置。
[付記3]
前記第2加工光に対する前記物体の吸収率は、前記第1加工光に対する前記物体の吸収率よりも高い
付記1又は2に記載の加工装置。
[付記4]
前記第1加工光は、近赤外光を含み、
前記第2加工光は、可視光を含む
付記1から3のいずれか一項に記載の加工装置。
[付記5]
前記造形材料は銅を含む
付記1から4のいずれか一項に記載の加工装置。
[付記6]
前記照射光学系は、
前記第1加工光を射出する第1光学系と、
前記第2加工光を射出する第2光学系と
を含む付記1から5のいずれか一項に記載の加工装置。
[付記7]
前記照射光学系は、前記第1光学系から射出される前記第1加工光と、前記第2光学系から射出される前記第2加工光とが入射し、且つ、入射した前記第1及び第2加工光を前記物体に照射する第3光学系を含む
付記6に記載の加工装置。
[付記8]
前記第3光学系は、前記第1加工光及び前記第2加工光が通過し、且つ、前記第3光学系を構成する光学部材のうち最も前記物体側に配置される最終光学部材を含む
付記7に記載の加工装置。
[付記9]
前記第3光学系は、前記第1加工光と前記第2加工光とを前記物体に集光する集光光学系を含む
付記7又は8に記載の加工装置。
[付記10]
前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第1加工光が照射される第1照射位置を、前記第1加工光の照射方向と交差する方向に沿って変更するように前記第1加工光を偏向可能な第1偏向部材とを含み、
前記第2光学系は、前記第2加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第2加工光が照射される第2照射位置を、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第2加工光を偏向可能な第2偏向部材とを含む
付記6から9のいずれか一項に記載の加工装置。
[付記11]
前記照射光学系は、前記第1加工光の照射態様と前記第2加工光の照射態様とが異なるものとなるように、前記第1加工光と前記第2加工光とを前記物体の表面に照射する
付記1から10のいずれか一項に記載の加工装置。
[付記12]
前記照射態様は、強度、強度分布、照射期間、照射時間、前記物体の表面に形成されるスポットの径、及び、前記物体の表面での照射位置の移動態様の少なくとも一つを含む
付記11に記載の加工装置。
[付記13]
前記照射光学系は、前記第1加工光のピーク強度が前記第2加工光のピーク強度よりも高くなるように、前記第1加工光と前記第2加工光とを前記物体に照射する
付記1から12のいずれか一項に記載の加工装置。
[付記14]
前記照射光学系は、前記物体の表面において前記第2加工光が単位時間あたりに走査する領域のサイズが、前記物体の表面において前記第1加工光が単位時間あたりに走査する領域のサイズよりも大きくなるように、前記第1加工光と前記第2加工光とを前記物体に照射する
付記1から13のいずれか一項に記載の加工装置。
[付記15]
前記照射光学系は、(i)前記第1加工光が前記物体に照射される期間と、前記第2加工光が前記物体に照射される期間とが重複し、且つ、(ii)前記第1加工光の強度が前記第2加工光の強度よりも高くなるように、前記第1加工光と前記第2加工光とを前記物体に照射する
付記1から14のいずれか一項に記載の加工装置。
[付記16]
前記照射光学系は、(i)前記第2加工光が前記物体の一の部分に照射された後に、前記第1加工光が前記物体の前記一の部分に照射され、且つ、(ii)前記第1加工光の強度が前記第2加工光の強度よりも高くなるように、前記第1加工光と前記第2加工光とを前記物体に照射する
付記1から14のいずれか一項に記載の加工装置。
[付記17]
前記照射光学系は、(i)前記第2加工光が前記物体に照射されている期間の少なくとも一部において、前記第1加工光が前記物体に複数回照射され、且つ、(ii)前記第1加工光の強度が前記第2加工光の強度よりも高くなるように、前記第1加工光と前記第2加工光とを前記物体に照射する
付記1から16のいずれか一項に記載の加工装置。
[付記18]
前記照射光学系は、(i)前記第1加工光の照射方向と交差する第1面において前記第1加工光が照射される第1照射位置及び前記第2加工光が照射される第2照射位置のそれぞれが、前記第1面内の移動方向に沿って規則的に往復移動し、(ii)前記移動方向において前記第1照射位置の移動方向が反転する第1反転タイミング及び前記第1照射位置と前記第2照射位置とが重なる重複タイミングの少なくとも一方における前記第1加工光の強度が、前記第1反転タイミング及び前記重複タイミングとは異なるタイミングにおける前記第1加工光の強度よりも弱くなり、且つ、(iii)前記移動方向において前記第2照射位置の移動方向が反転する第2反転タイミング及び前記重複タイミングの少なくとも一方における前記第2加工光の強度が、前記第2反転タイミング及び前記重複タイミングとは異なるタイミングにおける前記第2加工光の強度よりも弱くなるように、前記第1加工光と前記第2加工光とを前記物体に照射する
付記1から17のいずれか一項に記載の加工装置。
[付記19]
前記照射光学系は、(i)前記第1加工光の照射方向と交差する第1面において前記第1加工光が照射される第1照射位置が、前記第1面内の第1移動方向に沿って規則的に往復移動し、(ii)前記第1面において前記第2加工光が照射される第2照射位置が、前記第1面に沿っており且つ前記第1移動方向に交差する第2移動方向に沿って規則的に往復移動し、且つ、(iii)前記第2加工光によって前記物体に形成されるスポットの径が、前記第1加工光によって前記物体に形成されるスポットの径よりも大きくなるように、前記第1加工光と前記第2加工光とを前記物体に照射する
付記1から17のいずれか一項に記載の加工装置。
[付記20]
前記照射光学系は、(i)前記第1加工光の照射方向と交差する第1面において前記第1加工光が照射される第1照射位置が、第1移動軌跡に沿って規則的に移動し、(ii)前記第1面において前記第2加工光が照射される第2照射位置が、前記第1移動軌跡とは異なる第2移動軌跡に沿って規則的に移動し、且つ、(iii)前記第2加工光によって前記物体に形成されるスポットの径が、前記第1加工光によって前記物体に形成されるスポットの径よりも大きくなるように、前記第1加工光と前記第2加工光とを前記物体に照射する
付記1から17のいずれか一項に記載の加工装置。
[付記21]
前記照射光学系は更に、前記第2加工光の波長帯域と同じ波長帯域の第3加工光と、前記第1加工光の波長帯域と同じ波長帯域の第4加工光とを、前記物体に照射可能である
付記1から20のいずれか一項に記載の加工装置。
[付記22]
前記照射光学系は、
前記第1及び第3加工光を射出する第1光学系と、
前記第2及び第4加工光を射出する第2光学系と
を含む付記21に記載の加工装置。
[付記23]
前記第1光学系は、前記第1及び第3加工光のそれぞれの集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第1加工光が照射される第1照射位置及び前記第3加工光が照射される第3照射位置のそれぞれを、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第1及び第3加工光を偏向可能な第1偏向部材とを含み、
前記第2光学系は、前記第2及び第4加工光のそれぞれの集光位置を、前記第1加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第2加工光が照射される第2照射位置及び前記第4加工光が照射される第4照射位置のそれぞれを、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第2及び第4加工光を偏向可能な第2偏向部材とを含む
付記22に記載の加工装置。
[付記24]
前記第1光学系が前記第1加工光を前記物体の一の部分に照射する場合の前記第1偏向部材の駆動量と、前記第1光学系が前記第3加工光を前記物体の前記一の部分に照射する場合の前記第1偏向部材の駆動量とが異なり、
前記第2光学系が前記第2加工光を前記物体の一の部分に照射する場合の前記第2偏向部材の駆動量と、前記第2光学系が前記第4加工光を前記物体の前記一の部分に照射する場合の前記第2偏向部材の駆動量とが異なる
付記23に記載の加工装置。
[付記25]
前記第1光学系は、前記第1及び第3加工光に起因した色収差を補正するための第1収差補正部材を含み、
前記第2光学系は、前記第2及び第4加工光に起因した色収差を補正するための第2収差補正部材を含む
付記22から24のいずれか一項に記載の加工装置。
[付記26]
前記照射光学系は、
前記第1加工光を射出する第1光学系と、
前記第2加工光を射出する第2光学系と、
前記第3加工光を射出する第3光学系と、
前記第4加工光を射出する第4光学系と
を含む付記21に記載の加工装置。
[付記27]
前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第1加工光が照射される第1照射位置を、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光を偏向可能な第1偏向部材とを含み、
前記第2光学系は、前記第2加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第2加工光が照射される第2照射位置を、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第2加工光を偏向可能な第2偏向部材とを含み、
前記第3光学系は、前記第3加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第3集光位置変更部材と、前記第3加工光が照射される第3照射位置を、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第3加工光を偏向可能な第3偏向部材とを含み、
前記第4光学系は、前記第4加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第4集光位置変更部材と、前記第4加工光が照射される第4照射位置を、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第4加工光を偏向可能な第4偏向部材とを含む
付記26に記載の加工装置。
[付記28]
前記照射光学系に含まれる光学部材を冷却可能な冷却装置を更に備え、
前記冷却装置は、前記光学部材のうち前記第1加工光が入射する第1部分の冷却態様が、前記光学部材のうち前記第2加工光が入射する第2部分の冷却態様と異なるものとなるように、前記光学部材を冷却する
付記1から27のいずれか一項に記載の加工装置。
[付記29]
前記冷却装置によって、前記第1部分は、前記第2部分よりも速く冷却可能である
付記28に記載の加工装置。
[付記30]
物体に付加加工を行う加工装置であって、
第1光源から射出される第1加工光を前記物体に照射可能な第1光学系と、
前記第1光源とは異なる第2光源から射出され且つ前記第1加工光とはピーク波長が異なる第2加工光を前記物体に照射可能な第2光学系と、
前記第1及び第2加工光によって形成される溶融池に、造形材料を供給可能な材料供給部材と
を備え、
前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第1加工光が照射される第1照射位置を、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光を偏向可能な第1偏向部材とを含み、
前記第2光学系は、前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第2加工光が照射される第2照射位置を、前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第2加工光を偏向可能な第2偏向部材とを含む
加工装置。
[付記31]
物体に付加加工を行う加工装置であって、
第1光源から射出される第1加工光を前記物体に照射可能であり、前記第1光源とは異なる第2光源から射出され且つ前記第1加工光とはピーク波長が異なる第2加工光を前記物体に照射可能な第1光学系と、
前記第1及び第2加工光によって形成される溶融池に、造形材料を供給可能な材料供給部材と
を備え、
前記第1光学系は、
前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、
前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、
前記第1加工光が照射される第1照射位置及び前記第2加工光が照射される第2照射位置を、前記第1加工光及び前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光及び前記第2加工光を偏向可能な第1偏向部材と
を含む
加工装置。
[付記32]
物体に付加加工を行う加工装置であって、
第1加工光を前記物体に照射可能であり、前記第1加工光とはピーク波長が異なる第2加工光を前記物体に照射可能な第1光学系と、
第3加工光を前記物体に照射可能であり、前記第3加工光とはピーク波長が異なる第4加工光を前記物体に照射可能な第2光学系と、
前記第1加工光、第2加工光、第3加工光、及び、第4加工光によって形成される溶融池に、造形材料を供給可能な材料供給部材と
を備え、
前記第1光学系は、
前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、
前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、
前記第1加工光が照射される第1照射位置及び前記第2加工光が照射される第2照射位置を、前記第1加工光及び前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光及び前記第2加工光を偏向可能な第1偏向部材と
を含み、
前記第2光学系は、
前記第3加工光の集光位置を、前記第3加工光の照射方向に沿って変更可能な第3集光位置変更部材と、
前記第4加工光の集光位置を、3前記第4加工光の照射方向に沿って変更可能な第4集光位置変更部材と、
前記第3加工光が照射される第3照射位置及び前記第4加工光が照射される第4照射位置を、前記第3加工光及び前記第4加工光の照射方向と交差する方向に沿って変更するように、前記第3加工光及び前記第4加工光を偏向可能な第2偏向部材と
を含む
加工装置。
[付記33]
物体に付加加工を行う加工装置であって、
第1加工光を前記物体に照射可能な第1光学系と、
第2加工光を前記物体に照射可能な第2光学系と、
前記第1及び第2加工光によって形成される溶融池に、造形材料を供給可能な材料供給部材と
を備え、
前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第1加工光が照射される第1照射位置を、前記第1加工光の照射方向と交差する第1方向に沿って変更するように、前記第1加工光を偏向可能な第1偏向部材とを含み、
前記第2光学系は、前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第2加工光が照射される第2照射位置を、前記第2加工光の照射方向と交差する第2方向に沿って変更するように前記第2加工光を偏向可能な第2偏向部材とを含む
加工装置。
[付記34]
前記第1偏向部材は、前記第1集光位置変更部材による前記第1加工光の集光位置の変更量に基づいて制御され、
前記第2偏向部材は、前記第2集光位置変更部材による前記第2加工光の集光位置の変更量に基づいて制御される
付記33に記載の加工装置。
[付記35]
前記第1偏向部材は、前記第1集光位置変更部材が前記第1加工光の集光位置を変更することで生ずる前記第1照射位置の前記物体の表面に沿った方向におけるずれを補正するように、前記第1照射位置を前記物体の表面に沿った方向に沿って変更し、
前記第2偏向部材は、前記第2集光位置変更部材が前記第2加工光の集光位置を変更することで生ずる前記第2照射位置の前記物体の表面に沿った方向におけるずれを補正するように、前記第2照射位置を前記物体の表面に沿った方向に沿って変更する
付記33又は34に記載の加工装置。
[付記36]
前記第1集光位置変更部材は、前記第1偏向部材による前記第1照射位置の変更量に基づいて制御され、
前記第2集光位置変更部材は、前記第2偏向部材による前記第2照射位置の変更量に基づいて制御される
付記33から35のいずれか一項に記載の加工装置。
[付記37]
前記第1集光位置変更部材は、前記第1偏向部材が前記第1照射位置を変更することで生ずる前記第1加工光の集光位置の前記物体の表面に交差する方向におけるずれを補正するように、前記第1加工光の集光位置を前記物体の表面に交差する方向に沿って変更し、
前記第2集光位置変更部材は、前記第2偏向部材が前記第2照射位置を変更することで生ずる前記第2加工光の集光位置の前記物体の表面に交差する方向におけるずれを補正するように、前記第2加工光の集光位置を前記物体の表面に交差する方向に沿って変更する
付記33から36のいずれか一項に記載の加工装置。
[付記38]
前記第1光学系は、前記第1加工光の強度を検出可能な第1検出器を含み、
前記第2光学系は、前記第2加工光の強度を検出可能な第2検出器を含む
付記33から37のいずれか一項に記載の加工装置。
[付記39]
物体に付加加工を行う加工装置であって、
第1加工光を前記物体に照射可能な第1光学系と、
第2加工光を前記物体に照射可能な第2光学系と、
前記第1及び第2加工光によって形成される溶融池に、造形材料を供給可能な材料供給部材と
を備え、
前記第1光学系は、前記第1加工光が照射される第1照射位置を、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光を偏向可能な第1偏向部材と、前記第1加工光の強度を検出可能な第1検出器とを含み、
前記第2光学系は、前記第2加工光が照射される第2照射位置を、前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第2加工光を偏向可能な第2偏向部材と、前記第2加工光の強度を検出可能な第2検出器とを含む
加工装置。
[付記40]
前記第1検出器は、前記第1加工光を射出する第1光源と前記第1偏向部材との間の光路を進行する前記第1加工光の強度を検出可能であり、
前記第2検出器は、前記第2加工光を射出する第2光源と前記第2偏向部材との間の光路を進行する前記第2加工光の強度を検出可能である
付記38又は39に記載の加工装置。
[付記41]
前記第1加工光及び前記第2加工光の少なくとも一方の強度を変更可能な強度変更装置を更に備え、
前記強度変更装置は、前記第1検出器及び前記第2検出器の少なくとも一方の検出結果に基づいて、前記第1加工光及び前記第2加工光の少なくとも一方の強度を変更する
付記38から40のいずれか一項に記載の加工装置。
[付記42]
前記加工装置は、
前記第1加工光、及び、前記第2加工光を前記物体に照射するための対物光学部材と、
前記対物光学部材を冷却可能な冷却装置を更に備え、
前記冷却装置は、前記第1検出器及び前記第2検出器の少なくとも一方の検出結果に基づいて、前記対物光学部材を冷却する
付記38から41のいずれか一項に記載の加工装置。
[付記43]
加工光を物体に集光する集光光学系と、前記加工光を制御するために用いられる電気部品とを備える加工ヘッドと、
前記集光光学系の光軸に交差する方向に沿って前記加工ヘッドに隣接し、且つ、加工ヘッドを支持する支持部材と
を備え、
前記光軸に交差する方向における前記電気部品と前記支持部材との間の第1距離は、前記光軸に交差する方向における前記光軸と前記支持部材との間の第2距離よりも長い
加工装置。
[付記44]
前記電気部品は、前記加工光の強度を検出可能な検出器を含む
付記43に記載の加工装置。
[付記45]
前記電気部品は、前記加工光を偏向可能な偏向部材を、前記物体の表面において前記加工光が照射される照射位置を前記物体の表面に沿った方向に沿って変更するように駆動するための駆動系を含む
付記43又は44に記載の加工装置。
[付記46]
前記加工ヘッドは、前記物体に対する位置を変更可能である
付記43から45のいずれか一項に記載の加工装置。
[付記47]
前記加工装置は、前記支持部材の位置を変更する駆動装置を更に備え、
前記支持部材の位置の変更にともなって、前記加工ヘッドの位置が変更される
付記43から46のいずれか一項に記載の加工装置。
[付記48]
前記加工装置は、前記加工ヘッドに対して前記支持部材と反対側には第1空間を備える
付記43から47のいずれか一項に記載の加工装置。
[付記49]
前記加工装置は、前記加工ヘッドよりも前記第1空間側に開閉可能な扉を更に備える
付記48のいずれか一項に記載の加工装置。
[付記50]
前記第1空間内で付加加工が行われる
付記48又は49に記載の加工装置。
[付記51]
第1加工光と、前記第1加工光とはピーク波長が異なる第2加工光とを、物体に照射可能な照射装置と、
前記第1及び第2加工光の少なくとも一方によって形成される溶融池に、造形材料を供給可能な材料供給部材と
を備える加工装置。
[付記52]
第1加工光と、前記第1加工光とはピーク波長が異なる第2加工光とを、物体に照射可能な照射装置と、
前記照射装置によって前記第1及び第2加工光が照射される位置に、造形材料を供給可能な材料供給部材と
を備える加工装置。
[付記53]
第1加工光と、前記第1加工光とはピーク波長が異なる第2加工光とを、物体に照射可能な照射装置と、
前記照射装置によって第1加工光が照射される照射領域に、造形材料を供給可能な材料供給部材と
を備え、
前記第1加工光が照射される照射領域は、前記第2加工光が照射される領域と少なくとも一部が重なる
加工装置。
[付記54]
前記第1加工光が照射される第1領域は、前記第2加工光が照射される第2領域と同じである
付記51から53のいずれか一項に記載の加工装置。
[付記55]
前記第1加工光が照射される第1領域は、前記第2加工光が照射される第2領域よりも狭い
付記51から53のいずれか一項に記載の加工装置。
[付記56]
前記第1加工光は、前記第2領域の内側を移動可能である
付記55に記載の加工装置。
[付記57]
前記第1加工光の大きさは、前記第2領域内で変更される
付記55又は56に記載の加工装置。
[付記58]
前記第2加工光が照射される第2領域は、前記第1加工光が照射される第1領域よりも狭い
付記51から53のいずれか一項に記載の加工装置。
[付記59]
前記第2加工光は、前記第1領域の内側を移動可能である
付記57に記載の加工装置。
[付記60]
前記第2加工光の大きさは、前記第1領域内で変更される
付記58又は59に記載の加工装置。
[付記61]
前記第2加工光によって形成された溶融池に前記第1加工光が照射される
付記51から60のいずれか一項に記載の加工装置。
[付記62]
前記第1加工光と前記第2加工光は、同時に前記物体に照射される
付記51から61のいずれか一項に記載の加工装置。
[付記63]
前記第2加工光は、前記第1加工光よりも先に前記物体に照射される
付記51から62のいずれか一項に記載の加工装置。
[付記64]
前記第1加工光は、前記第2加工光が照射されている期間のうちの少なくとも一部の期間において、前記物体に照射される
付記51から63のいずれか一項に記載の加工装置。
[付記65]
前記加工装置は、前記第1加工光、及び、前記第2加工光の少なくとも一方のピーク強度を変調する
付記51から64のいずれか一項に記載の加工装置。
[付記66]
前記加工装置は、前記第1加工光、及び、前記第2加工光の少なくとも一方の照射領域の形状又は照射領域のサイズを変更可能である
付記51から65のいずれか一項に記載の加工装置。
[付記67]
前記加工装置は、前記第1加工光、及び、前記第2加工光の少なくとも一方の走査方向を変更可能である
付記51から66のいずれか一項に記載の加工装置。
[付記68]
前記加工装置は、前記第1加工光の照射領域と前記第2加工光の照射領域とを相対的に移動可能である
付記51から67のいずれか一項に記載の加工装置。
[付記69]
前記第1加工光、及び、前記第2加工光の少なくとも一方の照射領域の大きさを変更することは、前記第1加工光、及び、前記第2加工光の少なくとも一方のフォーカスを変更することを含む
付記51から68のいずれか一項に記載の加工装置。
[付記70]
物体に付加加工を行う加工装置であって、
第1加工光を前記物体に照射可能な第1光学系と、
前記第1加工光とはピーク波長が異なる第2加工光を前記物体に照射可能な第2光学系と、
前記第1及び第2加工光の少なくとも一方によって形成される溶融池に、造形材料を供給可能な材料供給部材と
を備え、
前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第1加工光が照射される第1照射位置を、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光を偏向可能な第1偏向部材との少なくとも一方を含み、
前記第2光学系は、前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第2加工光が照射される第2照射位置を、前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第2加工光を偏向可能な第2偏向部材との少なくとも一方を含む
加工装置。
[付記71]
物体に付加加工を行う加工装置であって、
第1加工光を前記物体に照射可能であり、前記第1加工光とはピーク波長が異なる第2加工光を前記物体に照射可能な第1光学系と、
前記第1及び第2加工光の少なくとも一方によって形成される溶融池に、造形材料を供給可能な材料供給部材と
を備え、
前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第1加工光が照射される第1照射位置及び前記第2加工光が照射される第2照射位置を、前記第1加工光及び前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光及び前記第2加工光を偏向可能な第1偏向部材との少なくとも一つを含む
加工装置。
[付記72]
物体に付加加工を行う加工装置であって、
第1加工光を前記物体に照射可能であり、前記第1加工光とはピーク波長が異なる第2加工光を前記物体に照射可能な第1光学系と、
第3加工光を前記物体に照射可能であり、前記第3加工光とはピーク波長が異なる第4t加工光を前記物体に照射可能な第2光学系と、
前記第1加工光、第2加工光、第3加工光、及び、第4加工光の少なくとも一つによって形成される溶融池に、造形材料を供給可能な材料供給部材と、
を備え、
前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第1加工光が照射される第1照射位置及び前記第2加工光が照射される第2照射位置を、前記第1加工光及び前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光及び前記第2加工光を偏向可能な第1偏向部材との少なくとも一つを含み、
前記第2光学系は、前記第3加工光の集光位置を、前記第3加工光の照射方向に沿って変更可能な第3集光位置変更部材と、前記第4加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第4集光位置変更部材と、前記第3加工光が照射される第3照射位置及び前記第4加工光が照射される第4照射位置を、前記第3加工光及び前記第4加工光の照射方向と交差する方向に沿って変更するように、前記第3加工光及び前記第4加工光を偏向可能な第2偏向部材との少なくとも一つを含む
加工装置。
[付記73]
物体に付加加工を行う加工装置であって、
第1加工光を前記物体に照射可能な第1光学系と、
前記第1加工光とはピーク波長が異なる第2加工光を前記物体に照射可能な第2光学系と、
前記第1及び第2加工光の少なくとも一方が照射される位置に、造形材料を供給可能な材料供給部材と
を備え、
前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第1加工光が照射される第1照射位置を、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光を偏向可能な第1偏向部材との少なくとも一方を含み、
前記第2光学系は、前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第2加工光が照射される第2照射位置を、前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第2加工光を偏向可能な第2偏向部材との少なくとも一方を含む
加工装置。
[付記74]
物体に付加加工を行う加工装置であって、
第1光源から射出される第1加工光を前記物体に照射可能であり、前記第1光源とは異なる第2光源から射出され且つ前記第1加工光とはピーク波長が異なる第2加工光を前記物体に照射可能な第1光学系と、
前記第1及び第2加工光の少なくとも一方が照射される位置に、造形材料を供給可能な材料供給部材と
を備え、
前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第1加工光が照射される第1照射位置及び前記第2加工光が照射される第2照射位置を、前記第1加工光及び前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光及び前記第2加工光を偏向可能な第1偏向部材との少なくとも一つを含む
加工装置。
[付記75]
物体に付加加工を行う加工装置であって、
第1加工光を前記物体に照射可能であり、前記第1加工光とはピーク波長が異なる第2加工光を前記物体に照射可能な第1光学系と、
第3加工光を前記物体に照射可能であり、前記第3加工光とはピーク波長が異なる第4加工光を前記物体に照射可能な第2光学系と、
前記第1加工光、第2加工光、第3加工光、及び、第4加工光の少なくとも一つが照射される位置に、造形材料を供給可能な材料供給部材と、
を備え、
前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第1加工光が照射される第1照射位置及び前記第2加工光が照射される第2照射位置を、前記第1加工光及び前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光及び前記第2加工光を偏向可能な第1偏向部材との少なくとも一つを含み、
前記第2光学系は、前記第3加工光の集光位置を、前記第3加工光の照射方向に沿って変更可能な第3集光位置変更部材と、前記第4加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第4集光位置変更部材と、前記第3加工光が照射される第3照射位置及び前記第4加工光が照射される第4照射位置を、前記第3加工光及び前記第4加工光の照射方向と交差する方向に沿って変更するように、前記第3加工光及び前記第4加工光を偏向可能な第2偏向部材との少なくとも一つを含む
加工装置。
[付記76]
物体に付加加工を行う加工装置であって、
第1加工光を前記物体に照射可能な第1光学系と、
第2加工光を前記物体に照射可能な第2光学系と、
前記第1及び第2加工光の少なくとも一方によって形成される溶融池に、造形材料を供給可能な材料供給部材と
を備え、
前記第1光学系は、前記第1加工光の集光位置を前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材を含み、
前記第2光学系は、前記第2加工光の集光位置を前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材を含む
加工装置。
[付記77]
物体に付加加工を行う加工装置であって、
第1加工光を前記物体に照射可能な第1光学系と、
第2加工光を前記物体に照射可能な第2光学系と、
前記第1及び第2加工光の少なくとも一方が照射される位置に、造形材料を供給可能な材料供給部材と
を備え、
前記第1光学系は、前記第1加工光の集光位置を前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材を含み、
前記第2光学系は、前記第2加工光の集光位置を前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材を含む
加工装置。
[付記78]
物体に付加加工を行う加工装置であって、
第1加工光を前記物体に照射可能であって、前記第1加工光の強度を検出可能な第1検出器を含む第1光学系と、
第2加工光を前記物体に照射可能であって、前記第2加工光の強度を検出可能な第2検出器を含む第2光学系と、
前記第1及び第2加工光の少なくとも一方によって形成される溶融池に、造形材料を供給可能な材料供給部材と
を備える加工装置。
[付記79]
物体に付加加工を行う加工装置であって、
第1加工光を前記物体に照射可能であって、前記第1加工光の強度を検出可能な第1検出器を含む第1光学系と、
第2加工光を前記物体に照射可能であって、前記第2加工光の強度を検出可能な第2検出器を含む第2光学系と、
前記第1及び第2加工光の少なくとも一方が照射される位置に、造形材料を供給可能な材料供給部材と
を備える加工装置。
[付記80]
物体に付加加工を行う加工装置であって、
第1加工光を前記物体に照射可能な第1光学系と、
第2加工光を前記物体に照射可能な第2光学系と、
前記第1及び第2加工光の少なくとも一方によって形成される溶融池に、造形材料を供給可能な材料供給部材と
を備え、
前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材を含む、又は、前記第2光学系は、前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材を含む
加工装置。
[付記81]
物体に付加加工を行う加工装置であって、
第1加工光を前記物体に照射可能な第1光学系と、
第2加工光を前記物体に照射可能な第2光学系と、
前記第1及び第2加工光の少なくとも一方が照射される位置に、造形材料を供給可能な材料供給部材と
を備え、
前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材を含む、又は、前記第2光学系は、前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材を含む
加工装置。
[付記82]
物体に付加加工を行う加工装置であって、
第1加工光を前記物体に照射可能な第1光学系と、
第2加工光を前記物体に照射可能な第2光学系と、
前記第1及び第2加工光の少なくとも一方によって形成される溶融池に、造形材料を供給可能な材料供給部材と
を備え、
前記第1光学系は、前記第1加工光が照射される第1照射位置を、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光を偏向可能な第1偏向部材を含み、
前記第2光学系は、前記第2加工光が照射される第2照射位置を、前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第2加工光を偏向可能な第2偏向部材を含む
加工装置。
[付記83]
物体に付加加工を行う加工装置であって、
第1加工光を前記物体に照射可能な第1光学系と、
第2加工光を前記物体に照射可能な第2光学系と、
前記第1及び第2加工光の少なくとも一方が照射される位置に、造形材料を供給可能な材料供給部材と
を備え、
前記第1光学系は、前記第1加工光が照射される第1照射位置を、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光を偏向可能な第1偏向部材を含み、
前記第2光学系は、前記第2加工光が照射される第2照射位置を、前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第2加工光を偏向可能な第2偏向部材を含む
加工装置。
[付記84]
前記第1加工光が照射される第1領域は、前記第2加工光が照射される第2領域と同じである
付記76から83のいずれか一項に記載の加工装置。
[付記85]
前記第1加工光が照射される第1領域は、前記第2加工光が照射される第2領域よりも狭い
付記76から83のいずれか一項に記載の加工装置。
[付記86]
前記第2加工光は、前記第1領域の内側を移動可能である
付記85に記載の加工装置。
[付記87]
前記第1加工光の大きさは、前記第2領域内で変更される
付記85又は86に記載の加工装置。
[付記88]
前記第2加工光が照射される第2領域は、前記第1加工光が照射される第1領域よりも狭い
付記76から83のいずれか一項に記載の加工装置。
[付記89]
前記第1加工光は、前記第2領域の内側を移動可能である
付記88に記載の加工装置。
[付記90]
前記第2加工光の大きさは、前記第1領域内で変更される
付記88又は89に記載の加工装置。
[付記91]
前記第2加工光によって形成された溶融池に前記第1加工光が照射される
付記76から90のいずれか一項に記載の加工装置。
[付記92]
前記第1加工光と前記第2加工光は、同時に前記物体に照射される
付記76から91のいずれか一項に記載の加工装置。
[付記93]
前記第2加工光は、前記第1加工光よりも先に前記物体に照射される
付記76から92のいずれか一項に記載の加工装置。
[付記94]
前記第1加工光は、前記第2加工光が照射されている期間のうちの少なくとも一部の期間において、前記物体に照射される
付記76から93のいずれか一項に記載の加工装置。
[付記95]
前記加工装置は、前記第1加工光、及び、前記第2加工光の少なくとも一方のピーク強度を変調する
付記76から94のいずれか一項に記載の加工装置。
[付記96]
前記加工装置は、前記第1加工光、及び、前記第2加工光の少なくとも一方の照射領域の形状又は照射領域のサイズを変更可能である
付記76から95のいずれか一項に記載の加工装置。
[付記97]
前記加工装置は、前記第1加工光、及び、前記第2加工光の少なくとも一方の走査方向を変更可能である
付記76から96のいずれか一項に記載の加工装置。
[付記98]
前記加工装置は、前記第1加工光の照射領域と前記第2加工光の照射領域とを相対的に移動可能である
付記76から97のいずれか一項に記載の加工装置。
[付記99]
前記第1加工光、及び、前記第2加工光の少なくとも一方の照射領域の大きさを変更することは、前記第1加工光、及び、前記第2加工光の少なくとも一方のフォーカスを変更することを含む
付記76から98のいずれか一項に記載の加工装置。
[付記100]
第1光源から射出される第1加工光と、前記第1光源とは異なる第2光源から射出され且つ前記第1加工光とはピーク波長が異なる第2加工光とを、物体に照射することと、
前記第1及び第2加工光によって形成される溶融池に、造形材料を供給することと
を含み、
前記第2加工光のピーク波長は、前記第1加工光のピーク波長よりも短く、
前記第2加工光が照射される第2領域は、前記第1加工光が照射される第1領域よりも広い
加工方法。
[付記101]
物体に付加加工を行う加工方法であって、
第1光学系を用いて、第1光源から射出される第1加工光を前記物体に照射することと、
第2光学系を用いて、前記第1光源とは異なる第2光源から射出され且つ前記第1加工光とはピーク波長が異なる第2加工光を前記物体に照射することと、
前記第1及び第2加工光によって形成される溶融池に、造形材料を供給することと
を備え、
前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第1加工光が照射される第1照射位置を、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光を偏向可能な第1偏向部材とを含み、
前記第2光学系は、前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第2加工光が照射される第2照射位置を、前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第2加工光を偏向可能な第2偏向部材とを含む
加工方法。
[付記102]
物体に付加加工を行う加工方法であって、
第1光学系を用いて、第1光源から射出される第1加工光を前記物体に照射することと、
前記第1光学系を用いて、前記第1光源とは異なる第2光源から射出され且つ前記第1加工光とはピーク波長が異なる第2加工光を前記物体に照射することと、
前記第1及び第2加工光によって形成される溶融池に、造形材料を供給することと
を備え、
前記第1光学系は、
前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、
前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、
前記第1加工光が照射される第1照射位置及び前記第2加工光が照射される第2照射位置を、前記第1加工光及び前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光及び前記第2加工光を偏向可能な第1偏向部材と
を含む
加工方法。
[付記103]
物体に付加加工を行う加工方法であって、
第1光学系を用いて、第1加工光を前記物体に照射することと、
前記第1光学系を用いて、前記第1加工光とはピーク波長が異なる第2加工光を前記物体に照射することと、
第2光学系を用いて、第3加工光を前記物体に照射することと、
前記第2光学系を用いて、前記第3加工光とはピーク波長が異なる第4加工光を前記物体に照射することと、
前記第1加工光、第2加工光、第3加工光、及び、第4加工光によって形成される溶融池に、造形材料を供給することと
を備え、
前記第1光学系は、
前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、
前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、
前記第1加工光が照射される第1照射位置及び前記第2加工光が照射される第2照射位置を、前記第1加工光及び前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光及び前記第2加工光を偏向可能な第1偏向部材と
を含み、
前記第2光学系は、
前記第3加工光の集光位置を、前記第3加工光の照射方向に沿って変更可能な第3集光位置変更部材と、
前記第4加工光の集光位置を、3前記第4加工光の照射方向に沿って変更可能な第4集光位置変更部材と、
前記第3加工光が照射される第3照射位置及び前記第4加工光が照射される第4照射位置を、前記第3加工光及び前記第4加工光の照射方向と交差する方向に沿って変更するように、前記第3加工光及び前記第4加工光を偏向可能な第2偏向部材と
を含む
加工方法。
[付記104]
物体に付加加工を行う加工方法であって、
第1光学系を用いて、第1加工光を前記物体に照射することと、
第2光学系を用いて、第2加工光を前記物体に照射することと、
前記第1及び第2加工光によって形成される溶融池に、造形材料を供給することと
を備え、
前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第1加工光が照射される第1照射位置を前記第1加工光の照射方向と交差する第1方向に沿って変更するように、前記第1加工光を偏向可能な第1偏向部材とを含み、
前記第2光学系は、前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第2加工光が照射される第2照射位置を前記第2加工光の照射方向と交差する第2方向に沿って変更するように、前記第2加工光を偏向可能な第2偏向部材とを含む
加工方法。
[付記105]
物体に付加加工を行う加工方法であって、
第1光学系を用いて、第1加工光を前記物体に照射することと、
第2光学系を用いて、第2加工光を前記物体に照射することと、
前記第1及び第2加工光によって形成される溶融池に、造形材料を供給することと
を備え、
前記第1光学系は、前記第1加工光が照射される第1照射位置を、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光を偏向可能な第1偏向部材と、前記第1加工光の強度を検出可能な第1検出器とを含み、
前記第2光学系は、前記第2加工光が照射される第2照射位置を、前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第2加工光を偏向可能な第2偏向部材と、前記第2加工光の強度を検出可能な第2検出器とを含む
加工方法。
[付記106]
加工光を物体に集光する集光光学系と、前記加工光を制御するために用いられる電気部品とを備える加工ヘッドと、
前記集光光学系の光軸に交差する方向に沿って前記加工ヘッドに隣接し、且つ、加工ヘッドを支持する支持部材と
を備える加工装置を用いる加工方法であって、
前記光軸に交差する方向における前記電気部品と前記支持部材との間の第1距離は、前記光軸に交差する方向における前記光軸と前記支持部材との間の第2距離よりも長い
加工方法。
[付記107]
第1加工光と、前記第1加工光とはピーク波長が異なる第2加工光とを、物体に照射することと、
前記第1及び第2加工光の少なくとも一方によって形成される溶融池に、造形材料を供給することと
を備える加工方法。
[付記108]
第1加工光と、前記第1加工光とはピーク波長が異なる第2加工光とを、物体に照射することと、
前記第1及び第2加工光が照射される位置に、造形材料を供給することと
を備える加工方法。
[付記109]
第1加工光と、前記第1加工光とはピーク波長が異なる第2加工光とを、物体に照射することと、
前記第1加工光が照射される照射領域に、造形材料を供給することと
を備え、
前記第1加工光が照射される照射領域は、前記第2加工光が照射される領域と少なくとも一部が重なる
加工方法。
[付記110]
物体に付加加工を行う加工方法であって、
第1光学系を用いて、第1加工光を前記物体に照射することと、
第2光学系を用いて、前記第1加工光とはピーク波長が異なる第2加工光を前記物体に照射することと、
前記第1及び第2加工光の少なくとも一方によって形成される溶融池に、造形材料を供給することと
を備え、
前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第1加工光が照射される第1照射位置を、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光を偏向可能な第1偏向部材との少なくとも一方を含み、
前記第2光学系は、前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第2加工光が照射される第2照射位置を、前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第2加工光を偏向可能な第2偏向部材との少なくとも一方を含む
加工方法。
[付記111]
物体に付加加工を行う加工方法であって、
第1光学系を用いて、第1加工光を前記物体に照射することと、
前記第1光学系を用いて、前記第1加工光とはピーク波長が異なる第2加工光を前記物体に照射することと、
前記第1及び第2加工光の少なくとも一方によって形成される溶融池に、造形材料を供給することと
を備え、
前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第1加工光が照射される第1照射位置及び前記第2加工光が照射される第2照射位置を、前記第1加工光及び前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光及び前記第2加工光を偏向可能な第1偏向部材との少なくとも一つを含む
加工方法。
[付記112]
物体に付加加工を行う加工方法であって、
第1光学系を用いて、第1加工光を前記物体に照射することと、
前記第1光学系を用いて、前記第1加工光とはピーク波長が異なる第2加工光を前記物体に照射することと、
第2光学系を用いて、第3加工光を前記物体に照射することと、
前記第2光学系を用いて、前記第3加工光とはピーク波長が異なる第4加工光を前記物体に照射することと、
前記第1加工光、第2加工光、第3加工光、及び、第4加工光の少なくとも一つによって形成される溶融池に、造形材料を供給することと、
を備え、
前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第1加工光が照射される第1照射位置及び前記第2加工光が照射される第2照射位置を、前記第1加工光及び前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光及び前記第2加工光を偏向可能な第1偏向部材との少なくとも一つを含み、
前記第2光学系は、前記第3加工光の集光位置を、前記第3加工光の照射方向に沿って変更可能な第3集光位置変更部材と、前記第4加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第4集光位置変更部材と、前記第3加工光が照射される第3照射位置及び前記第4加工光が照射される第4照射位置を、前記第3加工光及び前記第4加工光の照射方向と交差する方向に沿って変更するように、前記第3加工光及び前記第4加工光を偏向可能な第2偏向部材との少なくとも一つを含む
加工方法。
[付記113]
物体に付加加工を行う加工方法であって、
第1光学系を用いて、第1加工光を前記物体に照射することと、
第2光学系を用いて、前記第1加工光とはピーク波長が異なる第2加工光を前記物体に照射することと、
前記第1及び第2加工光の少なくとも一方が照射される位置に、造形材料を供給することと
を備え、
前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第1加工光が照射される第1照射位置を、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光を偏向可能な第1偏向部材との少なくとも一方を含み、
前記第2光学系は、前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第2加工光が照射される第2照射位置を、前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第2加工光を偏向可能な第2偏向部材との少なくとも一方を含む
加工方法。
[付記114]
物体に付加加工を行う加工方法であって、
第1光学系を用いて、第1光源から射出される第1加工光を前記物体に照射することと、
前記第1光学系を用いて、前記第1光源とは異なる第2光源から射出され且つ前記第1加工光とはピーク波長が異なる第2加工光を前記物体に照射することと、
前記第1及び第2加工光の少なくとも一方が照射される位置に、造形材料を供給することと
を備え、
前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第1加工光が照射される第1照射位置及び前記第2加工光が照射される第2照射位置を、前記第1加工光及び前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光及び前記第2加工光を偏向可能な第1偏向部材との少なくとも一つを含む
加工方法。
[付記115]
物体に付加加工を行う加工方法であって、
第1光学系を用いて、第1加工光を前記物体に照射することと、
前記第1光学系を用いて、前記第1加工光とはピーク波長が異なる第2加工光を前記物体に照射することと、
第2光学系を用いて、第3加工光を前記物体に照射することと、
前記第2光学系を用いて、前記第3加工光とはピーク波長が異なる第4加工光を前記物体に照射することと、
前記第1加工光、第2加工光、第3加工光、及び、第4加工光の少なくとも一つが照射される位置に、造形材料を供給することと、
を備え、
前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第1加工光が照射される第1照射位置及び前記第2加工光が照射される第2照射位置を、前記第1加工光及び前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光及び前記第2加工光を偏向可能な第1偏向部材との少なくとも一つを含み、
前記第2光学系は、前記第3加工光の集光位置を、前記第3加工光の照射方向に沿って変更可能な第3集光位置変更部材と、前記第4加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第4集光位置変更部材と、前記第3加工光が照射される第3照射位置及び前記第4加工光が照射される第4照射位置を、前記第3加工光及び前記第4加工光の照射方向と交差する方向に沿って変更するように、前記第3加工光及び前記第4加工光を偏向可能な第2偏向部材との少なくとも一つを含む
加工方法。
[付記116]
物体に付加加工を行う加工方法であって、
第1光学系を用いて、第1加工光を前記物体に照射することと、
第2光学系を用いて、第2加工光を前記物体に照射することと、
前記第1及び第2加工光の少なくとも一方によって形成される溶融池に、造形材料を供給することと
を備え、
前記第1光学系は、前記第1加工光の集光位置を前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材を含み、
前記第2光学系は、前記第2加工光の集光位置を前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材を含む
加工方法。
[付記117]
物体に付加加工を行う加工方法であって、
第1光学系を用いて、第1加工光を前記物体に照射することと、
第2光学系を用いて、第2加工光を前記物体に照射することと、
前記第1及び第2加工光の少なくとも一方が照射される位置に、造形材料を供給することと
を備え、
前記第1光学系は、前記第1加工光の集光位置を前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材を含み、
前記第2光学系は、前記第2加工光の集光位置を前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材を含む
加工方法。
[付記118]
物体に付加加工を行う加工方法であって、
第1光学系を用いて、第1加工光を前記物体に照射することと、
第2光学系を用いて、第2加工光を前記物体に照射することと、
前記第1及び第2加工光の少なくとも一方によって形成される溶融池に、造形材料を供給することと
を備え、
前記第1光学系は、前記第1加工光の強度を検出可能な第1検出器を含み、
前記第2光学系は、前記第2加工光の強度を検出可能な第2検出器を含む
加工方法。
[付記119]
物体に付加加工を行う加工方法であって、
第1光学系を用いて、第1加工光を前記物体に照射することと、
第2光学系を用いて、第2加工光を前記物体に照射することと、
前記第1及び第2加工光の少なくとも一方が照射される位置に、造形材料を供給することと
を備え、
前記第1光学系は、前記第1加工光の強度を検出可能な第1検出器を含み、
前記第2光学系は、前記第2加工光の強度を検出可能な第2検出器を含む
加工方法。
[付記120]
物体に付加加工を行う加工方法であって、
第1光学系を用いて、第1加工光を前記物体に照射することと、
第2光学系を用いて、第2加工光を前記物体に照射することと、
前記第1及び第2加工光の少なくとも一方によって形成される溶融池に、造形材料を供給することと
を備え、
前記第1光学系は、前記第1加工光の集光位置を前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材を含む、又は、前記第2光学系は、前記第2加工光の集光位置を前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材を含む
加工方法。
[付記121]
物体に付加加工を行う加工方法であって、
第1光学系を用いて、第1加工光を前記物体に照射することと、
第2光学系を用いて、第2加工光を前記物体に照射することと、
前記第1及び第2加工光の少なくとも一方が照射される位置に、造形材料を供給することと
を備え、
前記第1光学系は、前記第1加工光の集光位置を前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材を含む、又は、前記第2光学系は、前記第2加工光の集光位置を前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材を含む
加工方法。
[付記122]
物体に付加加工を行う加工方法であって、
第1光学系を用いて、第1加工光を前記物体に照射することと、
第2光学系を用いて、第2加工光を前記物体に照射することと、
前記第1及び第2加工光の少なくとも一方によって形成される溶融池に、造形材料を供給することと
を備え、
前記第1光学系は、前記第1加工光が照射される第1照射位置を、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光を偏向可能な第1偏向部材を含み、
前記第2光学系は、前記第2加工光が照射される第2照射位置を、前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第2加工光を偏向可能な第2偏向部材を含む
加工方法。
[付記123]
物体に付加加工を行う加工方法であって、
第1光学系を用いて、第1加工光を前記物体に照射することと、
第2光学系を用いて、第2加工光を前記物体に照射することと、
前記第1及び第2加工光の少なくとも一方が照射される位置に、造形材料を供給することと
を備え、
前記第1光学系は、前記第1加工光が照射される第1照射位置を、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光を偏向可能な第1偏向部材を含み、
前記第2光学系は、前記第2加工光が照射される第2照射位置を、前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第2加工光を偏向可能な第2偏向部材を含む
加工方法。
上述の各実施形態の構成要件の少なくとも一部は、上述の各実施形態の構成要件の少なくとも他の一部と適宜組み合わせることができる。上述の各実施形態の構成要件のうちの一部が用いられなくてもよい。また、法令で許容される限りにおいて、上述の各実施形態で引用した全ての公開公報及び米国特許の開示を援用して本文の記載の一部とする。
本発明は、上述した実施例に限られるものではなく、特許請求の範囲及び明細書全体から読み取れる発明の要旨或いは思想に反しない範囲で適宜変更可能であり、そのような変更を伴う加工装置及び加工方法もまた本発明の技術的範囲に含まれるものである。
SYS 加工システム
2 加工ユニット
21 加工ヘッド
211 照射光学系
212 材料ノズル
214 第1光学系
2143 パワーメータ
2144 ガルバノスキャナ
2145 フォーカス制御光学系
2146 ガルバノミラー
215 第2光学系
2153 パワーメータ
2154 ガルバノスキャナ
2155 フォーカス制御光学系
2156 ガルバノミラー
216 第3光学系
2162 fθレンズ
212 材料ノズル
22 ヘッド駆動系
23 ヘッド筐体
231 収容空間
232 後壁部材
233 側壁部材
3 ステージユニット
31 ステージ
32 ステージ駆動系
6 筐体
63IN チャンバ空間
W ワーク
MS 造形面
EL、EL#1、EL#2、EL#3、EL#4 加工光
MP 溶融池
EA、EA#1、EA#2 目標照射領域
2 加工ユニット
21 加工ヘッド
211 照射光学系
212 材料ノズル
214 第1光学系
2143 パワーメータ
2144 ガルバノスキャナ
2145 フォーカス制御光学系
2146 ガルバノミラー
215 第2光学系
2153 パワーメータ
2154 ガルバノスキャナ
2155 フォーカス制御光学系
2156 ガルバノミラー
216 第3光学系
2162 fθレンズ
212 材料ノズル
22 ヘッド駆動系
23 ヘッド筐体
231 収容空間
232 後壁部材
233 側壁部材
3 ステージユニット
31 ステージ
32 ステージ駆動系
6 筐体
63IN チャンバ空間
W ワーク
MS 造形面
EL、EL#1、EL#2、EL#3、EL#4 加工光
MP 溶融池
EA、EA#1、EA#2 目標照射領域
Claims (69)
- 第1光源から射出される第1加工光と、前記第1光源とは異なる第2光源から射出され且つ前記第1加工光とはピーク波長が異なる第2加工光とを、物体に照射可能な照射光学系と、
前記第1及び第2加工光によって形成される溶融池に、造形材料を供給可能な材料供給部材と
を備え、
前記第2加工光のピーク波長は、前記第1加工光のピーク波長よりも短く、
前記第2加工光が照射される第2領域は、前記第1加工光が照射される第1領域よりも広い
加工装置。 - 前記第1加工光の波長帯域と、前記第2加工光の波長帯域とが異なる
請求項1に記載の加工装置。 - 前記第2加工光に対する前記物体の吸収率は、前記第1加工光に対する前記物体の吸収率よりも高い
請求項1又は2に記載の加工装置。 - 前記第1加工光は、近赤外光を含み、
前記第2加工光は、可視光を含む
請求項1から3のいずれか一項に記載の加工装置。 - 前記造形材料は銅を含む
請求項1から4のいずれか一項に記載の加工装置。 - 前記照射光学系は、
前記第1加工光を射出する第1光学系と、
前記第2加工光を射出する第2光学系と
を含む請求項1から5のいずれか一項に記載の加工装置。 - 前記照射光学系は、前記第1光学系から射出される前記第1加工光と、前記第2光学系から射出される前記第2加工光とが入射し、且つ、入射した前記第1及び第2加工光を前記物体に照射する第3光学系を含む
請求項6に記載の加工装置。 - 前記第3光学系は、前記第1加工光及び前記第2加工光が通過し、且つ、前記第3光学系を構成する光学部材のうち最も前記物体側に配置される最終光学部材を含む
請求項7に記載の加工装置。 - 前記第3光学系は、前記第1加工光と前記第2加工光とを前記物体に集光する集光光学系を含む
請求項7又は8に記載の加工装置。 - 前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第1加工光が照射される第1照射位置を、前記第1加工光の照射方向と交差する方向に沿って変更するように前記第1加工光を偏向可能な第1偏向部材とを含み、
前記第2光学系は、前記第2加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第2加工光が照射される第2照射位置を、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第2加工光を偏向可能な第2偏向部材とを含む
請求項6から9のいずれか一項に記載の加工装置。 - 前記照射光学系は、前記第1加工光の照射態様と前記第2加工光の照射態様とが異なるものとなるように、前記第1加工光と前記第2加工光とを前記物体の表面に照射する
請求項1から10のいずれか一項に記載の加工装置。 - 前記照射態様は、強度、強度分布、照射期間、照射時間、前記物体の表面に形成されるスポットの径、及び、前記物体の表面での照射位置の移動態様の少なくとも一つを含む
請求項11に記載の加工装置。 - 前記照射光学系は、前記第1加工光のピーク強度が前記第2加工光のピーク強度よりも高くなるように、前記第1加工光と前記第2加工光とを前記物体に照射する
請求項1から12のいずれか一項に記載の加工装置。 - 前記照射光学系は、前記物体の表面において前記第2加工光が単位時間あたりに走査する領域のサイズが、前記物体の表面において前記第1加工光が単位時間あたりに走査する領域のサイズよりも大きくなるように、前記第1加工光と前記第2加工光とを前記物体に照射する
請求項1から13のいずれか一項に記載の加工装置。 - 前記照射光学系は、(i)前記第1加工光が前記物体に照射される期間と、前記第2加工光が前記物体に照射される期間とが重複し、且つ、(ii)前記第1加工光の強度が前記第2加工光の強度よりも高くなるように、前記第1加工光と前記第2加工光とを前記物体に照射する
請求項1から14のいずれか一項に記載の加工装置。 - 前記照射光学系は、(i)前記第2加工光が前記物体の一の部分に照射された後に、前記第1加工光が前記物体の前記一の部分に照射され、且つ、(ii)前記第1加工光の強度が前記第2加工光の強度よりも高くなるように、前記第1加工光と前記第2加工光とを前記物体に照射する
請求項1から14のいずれか一項に記載の加工装置。 - 前記照射光学系は、(i)前記第2加工光が前記物体に照射されている期間の少なくとも一部において、前記第1加工光が前記物体に複数回照射され、且つ、(ii)前記第1加工光の強度が前記第2加工光の強度よりも高くなるように、前記第1加工光と前記第2加工光とを前記物体に照射する
請求項1から16のいずれか一項に記載の加工装置。 - 前記照射光学系は、(i)前記第1加工光の照射方向と交差する第1面において前記第1加工光が照射される第1照射位置及び前記第2加工光が照射される第2照射位置のそれぞれが、前記第1面内の移動方向に沿って規則的に往復移動し、(ii)前記移動方向において前記第1照射位置の移動方向が反転する第1反転タイミング及び前記第1照射位置と前記第2照射位置とが重なる重複タイミングの少なくとも一方における前記第1加工光の強度が、前記第1反転タイミング及び前記重複タイミングとは異なるタイミングにおける前記第1加工光の強度よりも弱くなり、且つ、(iii)前記移動方向において前記第2照射位置の移動方向が反転する第2反転タイミング及び前記重複タイミングの少なくとも一方における前記第2加工光の強度が、前記第2反転タイミング及び前記重複タイミングとは異なるタイミングにおける前記第2加工光の強度よりも弱くなるように、前記第1加工光と前記第2加工光とを前記物体に照射する
請求項1から17のいずれか一項に記載の加工装置。 - 前記照射光学系は、(i)前記第1加工光の照射方向と交差する第1面において前記第1加工光が照射される第1照射位置が、前記第1面内の第1移動方向に沿って規則的に往復移動し、(ii)前記第1面において前記第2加工光が照射される第2照射位置が、前記第1面に沿っており且つ前記第1移動方向に交差する第2移動方向に沿って規則的に往復移動し、且つ、(iii)前記第2加工光によって前記物体に形成されるスポットの径が、前記第1加工光によって前記物体に形成されるスポットの径よりも大きくなるように、前記第1加工光と前記第2加工光とを前記物体に照射する
請求項1から17のいずれか一項に記載の加工装置。 - 前記照射光学系は、(i)前記第1加工光の照射方向と交差する第1面において前記第1加工光が照射される第1照射位置が、第1移動軌跡に沿って規則的に移動し、(ii)前記第1面において前記第2加工光が照射される第2照射位置が、前記第1移動軌跡とは異なる第2移動軌跡に沿って規則的に移動し、且つ、(iii)前記第2加工光によって前記物体に形成されるスポットの径が、前記第1加工光によって前記物体に形成されるスポットの径よりも大きくなるように、前記第1加工光と前記第2加工光とを前記物体に照射する
請求項1から17のいずれか一項に記載の加工装置。 - 前記照射光学系は更に、前記第2加工光の波長帯域と同じ波長帯域の第3加工光と、前記第1加工光の波長帯域と同じ波長帯域の第4加工光とを、前記物体に照射可能である
請求項1から20のいずれか一項に記載の加工装置。 - 前記照射光学系は、
前記第1及び第3加工光を射出する第1光学系と、
前記第2及び第4加工光を射出する第2光学系と
を含む請求項21に記載の加工装置。 - 前記第1光学系は、前記第1及び第3加工光のそれぞれの集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第1加工光が照射される第1照射位置及び前記第3加工光が照射される第3照射位置のそれぞれを、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第1及び第3加工光を偏向可能な第1偏向部材とを含み、
前記第2光学系は、前記第2及び第4加工光のそれぞれの集光位置を、前記第1加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第2加工光が照射される第2照射位置及び前記第4加工光が照射される第4照射位置のそれぞれを、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第2及び第4加工光を偏向可能な第2偏向部材とを含む
請求項22に記載の加工装置。 - 前記第1光学系が前記第1加工光を前記物体の一の部分に照射する場合の前記第1偏向部材の駆動量と、前記第1光学系が前記第3加工光を前記物体の前記一の部分に照射する場合の前記第1偏向部材の駆動量とが異なり、
前記第2光学系が前記第2加工光を前記物体の一の部分に照射する場合の前記第2偏向部材の駆動量と、前記第2光学系が前記第4加工光を前記物体の前記一の部分に照射する場合の前記第2偏向部材の駆動量とが異なる
請求項23に記載の加工装置。 - 前記第1光学系は、前記第1及び第3加工光に起因した色収差を補正するための第1収差補正部材を含み、
前記第2光学系は、前記第2及び第4加工光に起因した色収差を補正するための第2収差補正部材を含む
請求項22から24のいずれか一項に記載の加工装置。 - 前記照射光学系は、
前記第1加工光を射出する第1光学系と、
前記第2加工光を射出する第2光学系と、
前記第3加工光を射出する第3光学系と、
前記第4加工光を射出する第4光学系と
を含む請求項21に記載の加工装置。 - 前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第1加工光が照射される第1照射位置を、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光を偏向可能な第1偏向部材とを含み、
前記第2光学系は、前記第2加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第2加工光が照射される第2照射位置を、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第2加工光を偏向可能な第2偏向部材とを含み、
前記第3光学系は、前記第3加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第3集光位置変更部材と、前記第3加工光が照射される第3照射位置を、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第3加工光を偏向可能な第3偏向部材とを含み、
前記第4光学系は、前記第4加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第4集光位置変更部材と、前記第4加工光が照射される第4照射位置を、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第4加工光を偏向可能な第4偏向部材とを含む
請求項26に記載の加工装置。 - 前記照射光学系に含まれる光学部材を冷却可能な冷却装置を更に備え、
前記冷却装置は、前記光学部材のうち前記第1加工光が入射する第1部分の冷却態様が、前記光学部材のうち前記第2加工光が入射する第2部分の冷却態様と異なるものとなるように、前記光学部材を冷却する
請求項1から27のいずれか一項に記載の加工装置。 - 前記冷却装置によって、前記第1部分は、前記第2部分よりも速く冷却可能である
請求項28に記載の加工装置。 - 物体に付加加工を行う加工装置であって、
第1光源から射出される第1加工光を前記物体に照射可能な第1光学系と、
前記第1光源とは異なる第2光源から射出され且つ前記第1加工光とはピーク波長が異なる第2加工光を前記物体に照射可能な第2光学系と、
前記第1及び第2加工光によって形成される溶融池に、造形材料を供給可能な材料供給部材と
を備え、
前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第1加工光が照射される第1照射位置を、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光を偏向可能な第1偏向部材とを含み、
前記第2光学系は、前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第2加工光が照射される第2照射位置を、前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第2加工光を偏向可能な第2偏向部材とを含む
加工装置。 - 物体に付加加工を行う加工装置であって、
第1光源から射出される第1加工光を前記物体に照射可能であり、前記第1光源とは異なる第2光源から射出され且つ前記第1加工光とはピーク波長が異なる第2加工光を前記物体に照射可能な第1光学系と、
前記第1及び第2加工光によって形成される溶融池に、造形材料を供給可能な材料供給部材と
を備え、
前記第1光学系は、
前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、
前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、
前記第1加工光が照射される第1照射位置及び前記第2加工光が照射される第2照射位置を、前記第1加工光及び前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光及び前記第2加工光を偏向可能な第1偏向部材と
を含む
加工装置。 - 物体に付加加工を行う加工装置であって、
第1加工光を前記物体に照射可能であり、前記第1加工光とはピーク波長が異なる第2加工光を前記物体に照射可能な第1光学系と、
第3加工光を前記物体に照射可能であり、前記第3加工光とはピーク波長が異なる第4加工光を前記物体に照射可能な第2光学系と、
前記第1加工光、第2加工光、第3加工光、及び、第4加工光によって形成される溶融池に、造形材料を供給可能な材料供給部材と
を備え、
前記第1光学系は、
前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、
前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、
前記第1加工光が照射される第1照射位置及び前記第2加工光が照射される第2照射位置を、前記第1加工光及び前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光及び前記第2加工光を偏向可能な第1偏向部材と
を含み、
前記第2光学系は、
前記第3加工光の集光位置を、前記第3加工光の照射方向に沿って変更可能な第3集光位置変更部材と、
前記第4加工光の集光位置を、3前記第4加工光の照射方向に沿って変更可能な第4集光位置変更部材と、
前記第3加工光が照射される第3照射位置及び前記第4加工光が照射される第4照射位置を、前記第3加工光及び前記第4加工光の照射方向と交差する方向に沿って変更するように、前記第3加工光及び前記第4加工光を偏向可能な第2偏向部材と
を含む
加工装置。 - 物体に付加加工を行う加工装置であって、
第1加工光を前記物体に照射可能な第1光学系と、
第2加工光を前記物体に照射可能な第2光学系と、
前記第1及び第2加工光によって形成される溶融池に、造形材料を供給可能な材料供給部材と
を備え、
前記第1光学系は、前記第1加工光の集光位置を、前記第1加工光の照射方向に沿って変更可能な第1集光位置変更部材と、前記第1加工光が照射される第1照射位置を、前記第1加工光の照射方向と交差する第1方向に沿って変更するように、前記第1加工光を偏向可能な第1偏向部材とを含み、
前記第2光学系は、前記第2加工光の集光位置を、前記第2加工光の照射方向に沿って変更可能な第2集光位置変更部材と、前記第2加工光が照射される第2照射位置を、前記第2加工光の照射方向と交差する第2方向に沿って変更するように前記第2加工光を偏向可能な第2偏向部材とを含む
加工装置。 - 前記第1偏向部材は、前記第1集光位置変更部材による前記第1加工光の集光位置の変更量に基づいて制御され、
前記第2偏向部材は、前記第2集光位置変更部材による前記第2加工光の集光位置の変更量に基づいて制御される
請求項33に記載の加工装置。 - 前記第1偏向部材は、前記第1集光位置変更部材が前記第1加工光の集光位置を変更することで生ずる前記第1照射位置の前記物体の表面に沿った方向におけるずれを補正するように、前記第1照射位置を前記物体の表面に沿った方向に沿って変更し、
前記第2偏向部材は、前記第2集光位置変更部材が前記第2加工光の集光位置を変更することで生ずる前記第2照射位置の前記物体の表面に沿った方向におけるずれを補正するように、前記第2照射位置を前記物体の表面に沿った方向に沿って変更する
請求項33又は34に記載の加工装置。 - 前記第1集光位置変更部材は、前記第1偏向部材による前記第1照射位置の変更量に基づいて制御され、
前記第2集光位置変更部材は、前記第2偏向部材による前記第2照射位置の変更量に基づいて制御される
請求項33から35のいずれか一項に記載の加工装置。 - 前記第1集光位置変更部材は、前記第1偏向部材が前記第1照射位置を変更することで生ずる前記第1加工光の集光位置の前記物体の表面に交差する方向におけるずれを補正するように、前記第1加工光の集光位置を前記物体の表面に交差する方向に沿って変更し、
前記第2集光位置変更部材は、前記第2偏向部材が前記第2照射位置を変更することで生ずる前記第2加工光の集光位置の前記物体の表面に交差する方向におけるずれを補正するように、前記第2加工光の集光位置を前記物体の表面に交差する方向に沿って変更する
請求項33から36のいずれか一項に記載の加工装置。 - 前記第1光学系は、前記第1加工光の強度を検出可能な第1検出器を含み、
前記第2光学系は、前記第2加工光の強度を検出可能な第2検出器を含む
請求項33から37のいずれか一項に記載の加工装置。 - 物体に付加加工を行う加工装置であって、
第1加工光を前記物体に照射可能な第1光学系と、
第2加工光を前記物体に照射可能な第2光学系と、
前記第1及び第2加工光によって形成される溶融池に、造形材料を供給可能な材料供給部材と
を備え、
前記第1光学系は、前記第1加工光が照射される第1照射位置を、前記第1加工光の照射方向と交差する方向に沿って変更するように、前記第1加工光を偏向可能な第1偏向部材と、前記第1加工光の強度を検出可能な第1検出器とを含み、
前記第2光学系は、前記第2加工光が照射される第2照射位置を、前記第2加工光の照射方向と交差する方向に沿って変更するように、前記第2加工光を偏向可能な第2偏向部材と、前記第2加工光の強度を検出可能な第2検出器とを含む
加工装置。 - 前記第1検出器は、前記第1加工光を射出する第1光源と前記第1偏向部材との間の光路を進行する前記第1加工光の強度を検出可能であり、
前記第2検出器は、前記第2加工光を射出する第2光源と前記第2偏向部材との間の光路を進行する前記第2加工光の強度を検出可能である
請求項38又は39に記載の加工装置。 - 前記第1加工光及び前記第2加工光の少なくとも一方の強度を変更可能な強度変更装置を更に備え、
前記強度変更装置は、前記第1検出器及び前記第2検出器の少なくとも一方の検出結果に基づいて、前記第1加工光及び前記第2加工光の少なくとも一方の強度を変更する
請求項38から40のいずれか一項に記載の加工装置。 - 前記加工装置は、
前記第1加工光、及び、前記第2加工光を前記物体に照射するための対物光学部材と、
前記対物光学部材を冷却可能な冷却装置を更に備え、
前記冷却装置は、前記第1検出器及び前記第2検出器の少なくとも一方の検出結果に基づいて、前記対物光学部材を冷却する
請求項38から41のいずれか一項に記載の加工装置。 - 加工光を物体に集光する集光光学系と、前記加工光を制御するために用いられる電気部品とを備える加工ヘッドと、
前記集光光学系の光軸に交差する方向に沿って前記加工ヘッドに隣接し、且つ、加工ヘッドを支持する支持部材と
を備え、
前記光軸に交差する方向における前記電気部品と前記支持部材との間の第1距離は、前記光軸に交差する方向における前記光軸と前記支持部材との間の第2距離よりも長い
加工装置。 - 前記電気部品は、前記加工光の強度を検出可能な検出器を含む
請求項43に記載の加工装置。 - 前記電気部品は、前記加工光を偏向可能な偏向部材を、前記物体の表面において前記加工光が照射される照射位置を前記物体の表面に沿った方向に沿って変更するように駆動するための駆動系を含む
請求項43又は44に記載の加工装置。 - 前記加工ヘッドは、前記物体に対する位置を変更可能である
請求項43から45のいずれか一項に記載の加工装置。 - 前記加工装置は、前記支持部材の位置を変更する駆動装置を更に備え、
前記支持部材の位置の変更にともなって、前記加工ヘッドの位置が変更される
請求項43から46のいずれか一項に記載の加工装置。 - 前記加工装置は、前記加工ヘッドに対して前記支持部材と反対側には第1空間を備える
請求項43から47のいずれか一項に記載の加工装置。 - 前記加工装置は、前記加工ヘッドよりも前記第1空間側に開閉可能な扉を更に備える
請求項48のいずれか一項に記載の加工装置。 - 前記第1空間内で付加加工が行われる
請求項48又は49に記載の加工装置。 - 第1加工光と、前記第1加工光とはピーク波長が異なる第2加工光とを、物体に照射可能な照射装置と、
前記第1及び第2加工光の少なくとも一方によって形成される溶融池に、造形材料を供給可能な材料供給部材と
を備える加工装置。 - 第1加工光と、前記第1加工光とはピーク波長が異なる第2加工光とを、物体に照射可能な照射装置と、
前記照射装置によって前記第1及び第2加工光が照射される位置に、造形材料を供給可能な材料供給部材と
を備える加工装置。 - 第1加工光と、前記第1加工光とはピーク波長が異なる第2加工光とを、物体に照射可能な照射装置と、
前記照射装置によって第1加工光が照射される照射領域に、造形材料を供給可能な材料供給部材と
を備え、
前記第1加工光が照射される照射領域は、前記第2加工光が照射される領域と少なくとも一部が重なる
加工装置。 - 前記第1加工光が照射される第1領域は、前記第2加工光が照射される第2領域と同じである
請求項51から53のいずれか一項に記載の加工装置。 - 前記第1加工光が照射される第1領域は、前記第2加工光が照射される第2領域よりも狭い
請求項51から53のいずれか一項に記載の加工装置。 - 前記第1加工光は、前記第2領域の内側を移動可能である
請求項55に記載の加工装置。 - 前記第1加工光の大きさは、前記第2領域内で変更される
請求項55又は56に記載の加工装置。 - 前記第2加工光が照射される第2領域は、前記第1加工光が照射される第1領域よりも狭い
請求項51から53のいずれか一項に記載の加工装置。 - 前記第2加工光は、前記第1領域の内側を移動可能である
請求項57に記載の加工装置。 - 前記第2加工光の大きさは、前記第1領域内で変更される
請求項58又は59に記載の加工装置。 - 前記第2加工光によって形成された溶融池に前記第1加工光が照射される
請求項51から60のいずれか一項に記載の加工装置。 - 前記第1加工光と前記第2加工光は、同時に前記物体に照射される
請求項51から61のいずれか一項に記載の加工装置。 - 前記第2加工光は、前記第1加工光よりも先に前記物体に照射される
請求項51から62のいずれか一項に記載の加工装置。 - 前記第1加工光は、前記第2加工光が照射されている期間のうちの少なくとも一部の期間において、前記物体に照射される
請求項51から63のいずれか一項に記載の加工装置。 - 前記加工装置は、前記第1加工光、及び、前記第2加工光の少なくとも一方のピーク強度を変調する
請求項51から64のいずれか一項に記載の加工装置。 - 前記加工装置は、前記第1加工光、及び、前記第2加工光の少なくとも一方の照射領域の形状又は照射領域のサイズを変更可能である
請求項51から65のいずれか一項に記載の加工装置。 - 前記加工装置は、前記第1加工光、及び、前記第2加工光の少なくとも一方の走査方向を変更可能である
請求項51から66のいずれか一項に記載の加工装置。 - 前記加工装置は、前記第1加工光の照射領域と前記第2加工光の照射領域とを相対的に移動可能である
請求項51から67のいずれか一項に記載の加工装置。 - 前記第1加工光、及び、前記第2加工光の少なくとも一方の照射領域の大きさを変更することは、前記第1加工光、及び、前記第2加工光の少なくとも一方のフォーカスを変更することを含む
請求項51から68のいずれか一項に記載の加工装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202280092914.8A CN118785997A (zh) | 2022-03-30 | 2022-03-30 | 加工装置 |
| PCT/JP2022/015889 WO2023188082A1 (ja) | 2022-03-30 | 2022-03-30 | 加工装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2022/015889 WO2023188082A1 (ja) | 2022-03-30 | 2022-03-30 | 加工装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023188082A1 true WO2023188082A1 (ja) | 2023-10-05 |
Family
ID=88200169
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/015889 WO2023188082A1 (ja) | 2022-03-30 | 2022-03-30 | 加工装置 |
Country Status (2)
| Country | Link |
|---|---|
| CN (1) | CN118785997A (ja) |
| WO (1) | WO2023188082A1 (ja) |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63144889A (ja) * | 1986-12-05 | 1988-06-17 | Nikon Corp | レ−ザ加工装置 |
| JP2005014089A (ja) * | 2003-05-30 | 2005-01-20 | Central Glass Co Ltd | レーザマーキング方法 |
| JP2009032780A (ja) * | 2007-07-25 | 2009-02-12 | Sumitomo Heavy Ind Ltd | 光軸入れ替え装置、ビーム照射装置、及び、ビーム照射方法 |
| JP2014024105A (ja) * | 2012-07-30 | 2014-02-06 | Miyachi Technos Corp | レーザ加工システム及びレーザ加工方法 |
| JP2014161902A (ja) * | 2013-02-27 | 2014-09-08 | Mitsubishi Heavy Ind Ltd | 加工装置、加工方法 |
| JP2016026881A (ja) * | 2014-06-23 | 2016-02-18 | 三菱電機株式会社 | レーザ加工装置 |
| US20180345413A1 (en) * | 2015-02-10 | 2018-12-06 | Trumpf Laser- Und Systemtechnik Gmbh | Irradiation devices, machines, and methods for producing three-dimensional components |
| JP2019536635A (ja) * | 2016-11-21 | 2019-12-19 | ゼネラル・エレクトリック・カンパニイ | 直接金属レーザ溶接の冷却速度制御のためのインラインレーザスキャナ |
| WO2020075632A1 (ja) * | 2018-10-12 | 2020-04-16 | 株式会社アマダホールディングス | レーザ加工機及びレーザ加工方法 |
| JP2021030253A (ja) * | 2019-08-21 | 2021-03-01 | パナソニックIpマネジメント株式会社 | レーザ加工装置、レーザ加工方法、および補正データ生成方法 |
| JP2021186861A (ja) * | 2020-06-04 | 2021-12-13 | 古河電気工業株式会社 | 溶接方法、溶接装置、および製品 |
-
2022
- 2022-03-30 WO PCT/JP2022/015889 patent/WO2023188082A1/ja unknown
- 2022-03-30 CN CN202280092914.8A patent/CN118785997A/zh active Pending
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63144889A (ja) * | 1986-12-05 | 1988-06-17 | Nikon Corp | レ−ザ加工装置 |
| JP2005014089A (ja) * | 2003-05-30 | 2005-01-20 | Central Glass Co Ltd | レーザマーキング方法 |
| JP2009032780A (ja) * | 2007-07-25 | 2009-02-12 | Sumitomo Heavy Ind Ltd | 光軸入れ替え装置、ビーム照射装置、及び、ビーム照射方法 |
| JP2014024105A (ja) * | 2012-07-30 | 2014-02-06 | Miyachi Technos Corp | レーザ加工システム及びレーザ加工方法 |
| JP2014161902A (ja) * | 2013-02-27 | 2014-09-08 | Mitsubishi Heavy Ind Ltd | 加工装置、加工方法 |
| JP2016026881A (ja) * | 2014-06-23 | 2016-02-18 | 三菱電機株式会社 | レーザ加工装置 |
| US20180345413A1 (en) * | 2015-02-10 | 2018-12-06 | Trumpf Laser- Und Systemtechnik Gmbh | Irradiation devices, machines, and methods for producing three-dimensional components |
| JP2019536635A (ja) * | 2016-11-21 | 2019-12-19 | ゼネラル・エレクトリック・カンパニイ | 直接金属レーザ溶接の冷却速度制御のためのインラインレーザスキャナ |
| WO2020075632A1 (ja) * | 2018-10-12 | 2020-04-16 | 株式会社アマダホールディングス | レーザ加工機及びレーザ加工方法 |
| JP2021030253A (ja) * | 2019-08-21 | 2021-03-01 | パナソニックIpマネジメント株式会社 | レーザ加工装置、レーザ加工方法、および補正データ生成方法 |
| JP2021186861A (ja) * | 2020-06-04 | 2021-12-13 | 古河電気工業株式会社 | 溶接方法、溶接装置、および製品 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN118785997A (zh) | 2024-10-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11135680B2 (en) | Irradiation devices, machines, and methods for producing three-dimensional components | |
| US11980970B2 (en) | Visible laser additive manufacturing | |
| US20170361405A1 (en) | Irradiation system for an additive manufacturing device | |
| EP3049212B1 (en) | Laser processing method, laser processing system and optical head capable of dithering | |
| US20140271328A1 (en) | Apparatus and methods for manufacturing | |
| WO2001072465A1 (fr) | Appareil d'usinage laser | |
| CN110621426A (zh) | 处理方法及处理系统 | |
| WO2022018853A1 (ja) | 加工システム | |
| WO2021024431A1 (ja) | 積層造形装置、積層造形方法、および積層造形プログラム | |
| JP6964801B2 (ja) | 積層造形装置 | |
| US11794252B2 (en) | Lamination molding method and lamination molding system | |
| JP2024038158A (ja) | 加工システム及び光学装置 | |
| WO2023188082A1 (ja) | 加工装置 | |
| JP7186898B2 (ja) | 積層造形装置 | |
| JP6896193B1 (ja) | 積層造形装置 | |
| WO2024013930A1 (ja) | 造形システム、加工システム、造形方法及び加工方法 | |
| WO2024013931A1 (ja) | 造形システム | |
| WO2023188005A1 (ja) | 造形システム、照射条件設定方法、入力システム、コンピュータプログラム及び記録媒体 | |
| US20220347750A1 (en) | System and method for adding material to a determined surface of a workpiece by means of a laser beam directed by a laser scanning head and laterial powder injection | |
| WO2024057496A1 (ja) | 加工システム、データ構造及び加工方法 | |
| WO2023042341A1 (ja) | 造形システム | |
| WO2023238319A1 (ja) | 加工システム及び加工方法 | |
| TWI671965B (zh) | 用於積層製造的雷射裝置及其操作方法 | |
| WO2023243056A1 (ja) | 光学装置及び走査方法、並びに造形装置及び方法 | |
| WO2022107238A1 (ja) | 撮像ヘッド、制御システム及び加工システム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22935228 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2024510867 Country of ref document: JP Kind code of ref document: A |