WO2023139670A1 - 電極チップ整形治具及び電極チップ整形装置 - Google Patents
電極チップ整形治具及び電極チップ整形装置 Download PDFInfo
- Publication number
- WO2023139670A1 WO2023139670A1 PCT/JP2022/001691 JP2022001691W WO2023139670A1 WO 2023139670 A1 WO2023139670 A1 WO 2023139670A1 JP 2022001691 W JP2022001691 W JP 2022001691W WO 2023139670 A1 WO2023139670 A1 WO 2023139670A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- shaping
- tip
- electrode tip
- electrode
- distal end
- Prior art date
Links
- 238000007493 shaping process Methods 0.000 title claims abstract description 220
- 229910045601 alloy Inorganic materials 0.000 claims abstract description 51
- 239000000956 alloy Substances 0.000 claims abstract description 51
- 238000003466 welding Methods 0.000 claims abstract description 39
- 238000005520 cutting process Methods 0.000 claims abstract description 37
- 230000002093 peripheral effect Effects 0.000 claims abstract description 32
- 238000003825 pressing Methods 0.000 claims abstract description 3
- 238000007790 scraping Methods 0.000 claims description 3
- 230000008961 swelling Effects 0.000 claims 1
- 230000015572 biosynthetic process Effects 0.000 abstract description 5
- 239000011701 zinc Substances 0.000 description 12
- 239000000463 material Substances 0.000 description 6
- 239000010949 copper Substances 0.000 description 5
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 4
- 229910001335 Galvanized steel Inorganic materials 0.000 description 4
- 229910052802 copper Inorganic materials 0.000 description 4
- 239000008397 galvanized steel Substances 0.000 description 4
- 238000010586 diagram Methods 0.000 description 3
- 238000005498 polishing Methods 0.000 description 3
- 229910000881 Cu alloy Inorganic materials 0.000 description 2
- 229910000997 High-speed steel Inorganic materials 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 238000005192 partition Methods 0.000 description 2
- 230000001172 regenerating effect Effects 0.000 description 2
- 230000008929 regeneration Effects 0.000 description 2
- 238000011069 regeneration method Methods 0.000 description 2
- 239000002699 waste material Substances 0.000 description 2
- 229910000599 Cr alloy Inorganic materials 0.000 description 1
- 229910001297 Zn alloy Inorganic materials 0.000 description 1
- GXDVEXJTVGRLNW-UHFFFAOYSA-N [Cr].[Cu] Chemical compound [Cr].[Cu] GXDVEXJTVGRLNW-UHFFFAOYSA-N 0.000 description 1
- 239000000788 chromium alloy Substances 0.000 description 1
- DQIPXGFHRRCVHY-UHFFFAOYSA-N chromium zinc Chemical compound [Cr].[Zn] DQIPXGFHRRCVHY-UHFFFAOYSA-N 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 239000012634 fragment Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- KFZAUHNPPZCSCR-UHFFFAOYSA-N iron zinc Chemical compound [Fe].[Zn] KFZAUHNPPZCSCR-UHFFFAOYSA-N 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/10—Spot welding; Stitch welding
- B23K11/11—Spot welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/30—Features relating to electrodes
Definitions
- the present invention provides an electrode tip shaping jig and an electrode tip shaping apparatus for shaping and regenerating an electrode tip that has been swollen and deformed by electric resistance welding into a regular shape. More specifically, the extension of the tip of the electrode tip along the outer peripheral surface of the electrode tip from the base end side of the electrode tip (hereinafter referred to as a scarf piece) is prevented from being formed in the radial direction, and the alloy layer formed on the tip surface is formed to a predetermined thickness.
- the present invention relates to an electrode tip shaping jig and an electrode tip shaping device for shaping the electrode tip into a regular shape while leaving the electrode tip with a .
- the term “shaping” means shaping the deformed portion into a regular shape by stretching it, unlike the concept of polishing and shaping the bulging deformed portion of the electrode tip into a regular shape by grinding or cutting.
- the "regular shape” originally means the shape of the electrode tip when not in use, but the electrode tip shaped in the present invention has a slightly shorter length in the axial direction and an alloy layer with a predetermined layer thickness remains on the tip surface, and the shape does not completely match the shape of the unused electrode tip.
- the tip of the electrode tip bulges (increases in diameter) and wears due to pressure contact with the workpiece, and the metal of the base material of the tip evaporates and wears due to sputtering.
- an alloy layer of copper which is the base material of the electrode tip, and the work material or its plating material is formed on the front end face of the electrode tip.
- the alloy layer has a higher electrical resistance than the copper or copper alloy that is the base material of the electrode tip, and the welding current cannot be effectively applied to the work to form a high-quality weld nugget for welding, resulting in a problem of poor welding quality.
- the bulging deformed portion of the electrode tip is polished (cut) by an electrode polishing machine to restore the normal shape.
- the present applicant proposed an electrode tip shaping jig disclosed in Patent Document 1 in order to solve the above-described drawbacks of the conventional electrode tip polishing apparatus.
- the electrode tip shaping jig rotates as an electric motor is driven, and presses the respective outer peripheral surface forming projections against the outer peripheral surface of the tip of the electrode tip to press and stretch the bulging deformed portion to shape it into a regular shape.
- part of the distal end portion is pushed out around the outer periphery on the opposite side (base end side of the electrode tip) by the outer peripheral surface forming protrusion that presses against the outer peripheral surface of the distal end portion of the electrode tip, generating a scarf piece that becomes rotational resistance and causes a problem that the shaping work cannot be performed efficiently.
- the scarf piece when the scarf piece is formed, the scarf piece acts as a rotational resistance, and the shaping work cannot be performed efficiently. Therefore, it is necessary to interrupt the shaping work to cut off and remove the scarf.
- weld nugget in order to form a good quality weld nugget between the works, it is desirable to form the weld nugget so as to extend from the outer peripheral part to the central part by increasing the current applied to the outer peripheral side with respect to the current applied to the central part of the tip surface of the electrode tip at the initial stage of current application.
- the problem to be solved is that the conventional shaping jig presses one shaping protrusion to the entire outer peripheral surface of the distal end portion, so that the rotation resistance of the electrode tip shaping jig increases and the shaping work cannot be performed efficiently.
- a scarf piece is formed as a residual portion of the straightening, which acts as a rotational resistance, and the electrode tip cannot be efficiently regenerated.
- the shaping work must be interrupted in order to cut off and remove the formed scarf piece, resulting in poor shaping work efficiency.
- the electrode tip shaping jig according to claim 1 comprises: a shaping chamber having a recessed cup-shaped inner peripheral surface into which a tip end of an electrode tip can be inserted; a notch portion in which the outer peripheral side of the shaping chamber is notched except for a partial bottom surface of the shaping chamber; A tip surface shaping portion, which extends in a radial direction and is pressed against the tip surface of the electrode tip and scrapes off a part of the alloy layer formed on the tip surface, shaping the tip surface shaping region on the tip surface into a planar shape, a curved surface shape, or a combination thereof; When the tip surface of the electrode tip reaches the bottom surface of the shaping chamber, the alloy layer generated on the tip surface is scraped off so that the alloy layer remains with a required layer thickness, and the tip surface is flattened, curved, or combined.
- the most important feature is that the electrode tip is shaped into a regular shape by cutting the excessively stretched portion.
- An electrode tip shaping apparatus comprising: a rotary disc provided with a boss detachably mounted in a state where the electrode tip shaping jig according to any one of claims 1 to 5 is detachably attached at the center thereof; a holder for rotatably supporting the rotary disc; an electric motor connected to the rotary disc for rotating the rotary disc; An electrode tip whose tip portion is deformed by electric resistance welding and an alloy layer is formed on the tip surface is inserted, and the corresponding shaping portions are pressed against each of the assumed shaping regions on at least the tip side and the base end side of the tip portion of the electrode tip, and the corresponding shaping portions are pressed and stretched and shaped in the respective directions of the proximal side and the tip side.
- the most important feature of the electrode tip is that the electrode tip is shaped into a regular shape by cutting the outer periphery of the tip with a cutting blade that presses against the outer periphery of the tip by pressing and extending the tip face into one of a flat surface, a curved surface, and a combination of these while scraping off the electrode tip.
- the corresponding shaping sections are pressed in sequence and stretched and shaped in the respective directions of the proximal side and the distal side, and when the distal surface of the electrode tip reaches the bottom of the shaping chamber, the alloy layer generated on the distal surface by the distal surface shaping section that presses against the distal surface is scraped off so that the alloy layer remains with a required layer thickness.
- the most important feature is that the electrode tip is shaped into a regular shape by cutting the outer periphery of the distal end with a cutting blade that presses against the outer periphery.
- the present invention by providing a plurality of shaping sections corresponding to a plurality of expected shaping areas on the outer peripheral surface of the distal end portion of the electrode tip, it is possible to efficiently perform shaping work while avoiding an increase in rotational resistance.
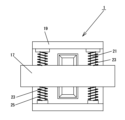
- FIG. 1 It is a partially exploded perspective view showing an outline of an electrode tip shaping device. 1. It is the front view which looked at the electrode tip reproduction
- Each of the electrode tips 7 and 9 is formed with a boss that can be inserted into an attachment shaft (not shown) provided on the attachment arm, and is made of copper (Cu), copper-chromium alloy (Cr-Cu), or the like, which has low electrical resistance and is easily plastically deformable. shown).
- chip discharge holes 31 extending in the axial direction of the electrode tip shaping jig 11 and penetrating through the partition between them.
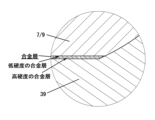
- the solid line indicates a state in which the tip end portions of the electrode tips 7 and 9 are crushed to have a large diameter or is partially worn, and the normal shape is indicated by a dashed line.
- an alloy layer with low hardness (BCr-Zn layer) and an alloy layer with high hardness (YCr-Zn layer, Fe-Zn layer) are formed from the tip surface side.
- the shaping action by the first and second shaping sections 33 and 35 has been described separately for convenience of explanation, but in reality, the shaping work is performed by acting in a complex manner at the boundaries of the regions of the distal end portions of the electrode tips 7 and 9.
- the welding current applied to the work via the electrode tips 7 and 9 has a current distribution such that a large current flows outside the tip surface shaping region c where the alloy layer remains.
- the workpiece is first heated at a location corresponding to the outer peripheral side of the tip surface, and then is heated and melted from a location corresponding to the tip surface shaping region c, that is, from the outside toward the center, and a uniform high-quality weld nugget in a uniform heating state and size is formed and welded.
- the shaping regions are assumed to be formed on the distal end side and the proximal end side of the distal end portions of the electrode tips 7 and 9, respectively, and the corresponding shaping portions are provided respectively.
- Electrode tip regeneration device 7/9 Electrode tip 11 Electrode tip shaping jig 13 Rotating plate 15 Fixed plate 17 Holder 18 Electric motor 19 Main body 21 Guide shaft 23 Compression spring 25/27 Shaping chamber 29 Notch 29a Notch surface 29b Locking recess 29c Screw hole 31 Chip discharge hole 33 First shaping part 35 Second shaping part 37 Tip face shaping part 39 Cutting blade 3 9a Blade portion 39b Locked portion 39c Through hole 39d Screw
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Resistance Welding (AREA)
Abstract
【課題】電極チップの先端部を押延ばして正規形状に整形する際に、スカーフ片が形成されるのを回避しながら整形することができ、整形作業を効率化する。電極チップの先端面に生成した合金層を所要の厚みで残した状態で整形し、整形された電極チップで電気抵抗溶接する際には、良好な溶接ナゲットを効率的に形成して溶接する。 【解決手段】整形室内に対する進入に伴って電極チップの先端部に設定された各整形領域に対し、対応する整形部を順次圧接して押延ばし整形する。整形室底面に電極チップの先端面が到達した際に、先端面に圧接する先端面整形部により先端面に生成された合金層を所要の層厚で残存するように削り落として先端面を押延ばし整形する。また、先端外周縁に圧接する切削加工刃により切削して電極チップを正規形状に整形する。
Description
本発明は、電気抵抗溶接により膨出変形した電極チップを正規形状に整形して再生する電極チップ整形治具及び電極チップ整形装置、詳しくは電極チップ先端部の押延ばしに伴って先端部基端側から電極チップの基端側に向かって外周面に沿った状態で突出する押延ばし残片(以下、本発明において押延ばし残片をスカーフ片と称する。)が放射方向へ延出するように形成されるのを防止すると共に先端面に生成される合金層を所定の厚さで残存させながら正規形状に整形する電極チップ整形治具及び電極チップ整形装置に関する。
なお、本発明において「整形」とは、電極チップの膨出変形部分を研磨したり、切削したりして正規形状に整形する研磨整形概念とは相違し、変形部分を押延ばして正規形状に整形することを意味する。また、本発明において「正規形状」とは本来は未使用時の電極チップ形状を意味するが、本願発明で整形された電極チップは、軸線方向長さが多少、短くなると共に先端面に所定層厚の合金層が残存し、未使用の電極チップと形状的には完全に一致せず、近似する形状になるが、本願発明において使用する整形後の「正規形状」は、上記した近似する形状をも含むものとする。
溶接ガンに装着されて電気抵抗溶接に使用する電極チップとしては、被溶接材(ワーク)に対する圧接によりワークに余分な傷が付くのを防止すると共にワークに対して大電流を有効かつ安定的に通電させる必要から電気抵抗が低く、かつ塑性変形し易い銅や銅合金等を使用している。
このため、溶接作業回数が多くなるに従ってワークに対する圧接により電極チップの先端部が膨出変形(大径化)や摩耗したり、スパッタによりチップ母材の金属が蒸発して消耗したりしている。また、電極チップの先端面には、電極チップ母材である銅とワーク材若しくはその鍍金材の合金層が形成されている。
電極チップの先端部が変形した場合にあっては、先端面の中央近傍が凹状になる傾向があり、このように変形した電極チップを使用して引き続き電気抵抗溶接を行うと、先端が変形していない電極チップを使用する場合に比べて大電流が必要になるだけではなく、電極チップ先端面の周縁部に大電流が流れて中心部が完全に溶融していないリング状の溶接ナゲットが形成されることになり、高品質に電気抵抗溶接できない問題が生じている。
また、電極チップの先端面に合金層が形成された状態で電気抵抗溶接を行うと、上記合金層は電極チップ母材である銅又は銅合金に比べて電気抵抗が高く、ワークに対して溶接電流を有効に印加して高品質の溶接ナゲットを形成して溶接することができず、溶接品質が悪くなる問題が生じている。
上記問題を解決するため、従来は電極研磨装置により電極チップの膨出変形部分を研磨(切削)して正規形状に戻していたが、研磨作業により電極チップ自体の長さが短くなって溶接寿命が短くなって溶接コストが増大したり、電極チップの交換頻度が多くなって手間と時間がかかる問題を生じている。
本出願人は、上記した従来の電極チップ研磨装置による欠点を解決するため、特許文献1に示す電極チップ整形治具を提案した。該電極チップ整形治具は、電動モータの駆動に伴って回転しながら電極チップの先端部外周面に対してそれぞれの外周面成形突部を圧接して膨出変形部分を押延ばして正規形状に整形した後に、回転する先端面整形突部により押延ばされた変形部分を電極チップの先端面に盛付けて平面状に押延ばして正規形状に整形可能にしている。
しかし、上記した電極チップ整形治具により電極チップを正規形状になるように整形する際には、1つの整形突部を先端部外周面の全体に圧接させて行うため、電極チップ整形治具の回転抵抗が増大して整形作業を効率的に行えない問題を生じている。
また、電極チップの先端部外周面に圧接する外周面成形突部により先端部の一部が先端と反対側(電極チップの基端側)の外周周りに押し出されてスカーフ片が発生して回転抵抗になり、整形作業を効率的に行えない問題を生じている。
即ち、スカーフ片が形成された際には、該スカーフ片が回転抵抗になり、整形作業を効率的に行えなくなるため、整形作業を中断して切離除去する必要があり、その作業に手間と時間がかかって整形作業効率が悪くなる問題を有している。
なお、このスカーフ片が形成されたままであっても、高トルクの電動モータを使用して電極チップ整形治具を回転させることにより解決することができるが、電極チップ再生装置が大型化及び高コスト化する問題を有している。
更に、ワーク相互間に良質の溶接ナゲットを形成するには、電流印加初期時に電極チップ先端面の中央部に印加される電流に対して外周側に印加される電流を多くなるようにして外周部から中央部に亘るように溶接ナゲットを形成することが望ましい。
上記要求を実現するには、電極チップの先端面の中央部に抵抗層としての合金層を多少、残るように再生する必要があるが、上記した電極チップ整形治具にあっては、電極チップの先端面に形成された合金層の大部分を研磨(切削)して除去してしまうため、再生後の電極チップにあっては、試し打ちした後に電気抵抗溶接を行う必要があり、溶接作業効率を悪くする問題が生じている。
解決しようとする問題点は、従来の整形治具は1つの整形突部を先端部外周面の全体に圧接させて行うため、電極チップ整形治具の回転抵抗が増大して整形作業を効率的に行えない点にある。
また、電極チップの先端部を押延ばして正規形状に整形する際に、押延ばし残部としてのスカーフ片が形成されて回転抵抗になり、電極チップを効率的に再生できない点にある。
更に、形成されたスカーフ片を切離して除去するには、整形作業を中断しなければならず、整形作業効率が悪くなる点にある。
また更に、整形作業時に電極チップの先端面に生成した合金層の大部分が除去されるため、整形された電極チップで電気抵抗溶接する際には、直ちに溶接作業を行うことができず、溶接作業効率が悪くなる点にある。
請求項1に係る電極チップ整形治具は、電極チップの先端部が進入可能なカップ凹状の内周面を有した整形室と、上記整形室の一部底面を除いて外周側が切り欠かれた切欠き部と、電極チップの先端部に想定される少なくとも基端側及び先端側の整形領域にそれぞれ対応する整形室の内周面に設けられ、対応する整形領域に圧接して変形部分をそれぞれの側へ押延ばす少なくとも2つ以上の整形部と、上記整形室の底面にて放射方向へ延出して設けられ、電極チップ先端面に圧接して先端面に生成した合金層の一部を削り落としながら先端面における先端面整形領域を平面状、湾曲面状及びこれらの複合面状のいずれかに整形する先端面整形部と、上記切欠き部の切欠き面に設けられ、整形室に進入した電極チップの少なくとも先端部外周における押延ばし余剰部分を切削する切削加工刃と、を備え、整形室内に対する進入に伴って電極チップの先端部に想定される各整形領域に対してそれぞれの整形部を順次圧接して変形部分を基端側及び先端側へ押延ばし整形し、電極チップの先端面が整形室底面に到達した際に、先端面に圧接する先端面整形部により該先端面に生成された合金層を、該合金層が所要の層厚で残存するように削り落としながら先端面を平面、湾曲面及びこれらの複合面のいずれかに押延ばし整形し、少なくとも先端側外周に圧接する切削加工刃により先端側外周における押延ばし余剰部分を切削して電極チップを正規形状に整形することを最も主要な特徴とする。
請求項7の電極チップ整形装置は、中心部に請求項1乃至5のいずれかに記載の電極チップ整形治具が回り止めされた状態で着脱可能に装着されるボスが設けられた回転盤と、上記回転盤を回転可能に軸支するホルダと、回転盤に連結されて回転させる電動モータと、上記ホルダを上記電極チップ整形治具の軸線と一致する方向へ移動可能に支持するガイド軸と、を備え、電動モータの駆動に伴って回転する電極チップ整形治具の整形室内に対し、電気抵抗溶接により先端部が変形し、先端面に合金層が生成された電極チップを進入させて電極チップにおける先端部の少なくとも先端側及び基端側に想定される各整形領域に対し、対応する整形部を順次圧接して基端側及び先端側のそれぞれの方向へ押延ばして整形し、整形室底面に電極チップの先端面が到達した際に、先端面に圧接する先端面整形部により該先端面に生成された合金層を、該合金層が所要の層厚で残存するように削り落としながら先端面を平面、湾曲面及びこれらの複合面のいずれかに押延ばし整形すると共に先端外周に圧接する切削加工刃により該先端外周を切削して電極チップを正規形状に整形することを最も主要な特徴とする。
請求項8の電極チップ整形装置は、中心部に請求項6に記載の電極チップ整形治具が回り止めされた状態で着脱可能に装着されるボスが設けられた回転盤と、上記回転盤を回転可能に軸支するホルダと、回転盤に連結されて回転させる電動モータと、
上記ホルダを上記電極チップ整形治具の軸線と一致する方向へ移動可能に支持するガイド軸と、ガイド軸に支持されたホルダを該ガイド軸の軸線方向中間部に位置するように付勢する弾性部材と、を備え、電動モータの駆動に伴って回転する電極チップ整形治具の各整形室内に対し、電気抵抗溶接により先端部が変形し、先端面に合金層が生成された互いに相対する一対の電極チップを互いの軸線を一致させた状態で進入させて各電極チップにおける先端部の少なくとも先端側及び基端側に想定される各整形領域に対し、対応する整形部を順次圧接して基端側及び先端側のそれぞれの方向へ押延ばして整形し、整形室底面に電極チップの先端面が到達した際に、先端面に圧接する先端面整形部により該先端面に生成された合金層を、該合金層が所要の層厚で残存するように削り落としながら先端面を平面、湾曲面及びこれらの複合面のいずれかに押延ばし整形すると共に先端外周に圧接する切削加工刃により該先端外周を切削して電極チップを正規形状に整形することを最も主要な特徴とする。
上記ホルダを上記電極チップ整形治具の軸線と一致する方向へ移動可能に支持するガイド軸と、ガイド軸に支持されたホルダを該ガイド軸の軸線方向中間部に位置するように付勢する弾性部材と、を備え、電動モータの駆動に伴って回転する電極チップ整形治具の各整形室内に対し、電気抵抗溶接により先端部が変形し、先端面に合金層が生成された互いに相対する一対の電極チップを互いの軸線を一致させた状態で進入させて各電極チップにおける先端部の少なくとも先端側及び基端側に想定される各整形領域に対し、対応する整形部を順次圧接して基端側及び先端側のそれぞれの方向へ押延ばして整形し、整形室底面に電極チップの先端面が到達した際に、先端面に圧接する先端面整形部により該先端面に生成された合金層を、該合金層が所要の層厚で残存するように削り落としながら先端面を平面、湾曲面及びこれらの複合面のいずれかに押延ばし整形すると共に先端外周に圧接する切削加工刃により該先端外周を切削して電極チップを正規形状に整形することを最も主要な特徴とする。
本発明は、電極チップの先端部外周面に想定される複数の整形領域に対応して複数の整形部を設けることにより回転抵抗が増大するのを回避しながら整形作業を効率的に行うことができる。
また、電極チップの先端部を整形する際に、スカーフ片が形成されて回転抵抗になるのを回避しながら整形することができ、整形作業を効率化することができる。
更に、電極チップの先端面に生成した合金層を所要の厚みで残した状態で整形することにより溶接作業を直ちに実行することができ、溶接作業を効率化することができる。
整形室内に対する進入に伴って電極チップの先端部に想定される各整形領域に対してそれぞれの整形部を順次圧接して変形部分を基端側及び先端側へ押延ばし整形し、電極チップの先端面が整形室底面に到達した際に、先端面に圧接する先端面整形部により該先端面に生成された合金層を、該合金層が所要の層厚で残存するように削り落としながら先端面を平面、湾曲面及びこれらの複合面のいずれかに押延ばし整形し、少なくとも先端側外周に圧接する切削加工刃により先端側外周における押延ばし余剰部分を切削して電極チップを正規形状に整形することを最良の実施形態とする。
以下、本発明の実施例を図に従って説明する。
図1及び図2に示すように電極チップ整形装置1は、例えば従来公知の所謂溶接ロボットと称される多関節型電気抵抗溶接機(図示せず)のアーム(図示せず)先端部に設けられた溶接ガン(図示せず)の移動原点位置(待機位置)に配置される。上記溶接ガンのフレームには一対の取付けアームが適宜の間隔をおいて相対して互いに近づく方向及び遠ざかる方向へ移動可能に設けられ、各取付けアームには電極チップ7・9が、互いの軸線が一致して相対し、かつ交換可能に取り付けられる。
図1及び図2に示すように電極チップ整形装置1は、例えば従来公知の所謂溶接ロボットと称される多関節型電気抵抗溶接機(図示せず)のアーム(図示せず)先端部に設けられた溶接ガン(図示せず)の移動原点位置(待機位置)に配置される。上記溶接ガンのフレームには一対の取付けアームが適宜の間隔をおいて相対して互いに近づく方向及び遠ざかる方向へ移動可能に設けられ、各取付けアームには電極チップ7・9が、互いの軸線が一致して相対し、かつ交換可能に取り付けられる。
これら電極チップ7・9は、例えば一方の取付けアームに連結されたエアーシリンダーや数値制御可能なサーボモータ等に連結された送りネジ機構により互いに近づく方向及び遠ざかる方向へ移動され、両者間に位置する、例えば重ね合された複数枚の亜鉛メッキ鋼板等のワーク(何れも図示せず。ワークに付いては、上記亜鉛メッキ鋼板に限定されるものではない。)の表裏面に所定の圧力で圧接して印加される溶接電流により電気抵抗溶接する。
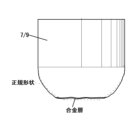
各電極チップ7・9は、上記取付けアームに設けられた取付け軸(図示せず)に挿嵌可能なボスが形成され、電気抵抗が低く、塑性変形し易い銅(Cu)や銅-クロム合金(Cr-Cu)等で、図7に示すように未使用状態においては、所要の軸線長さで、先端部外周が所要の外径で先端に向かって徐々に小径化する湾曲状に延出し、先端面がほぼ平面又は所定曲率の湾曲面(図7は先端面が平面の場合を示す。)に形成される。
該電極チップ7・9は、電気抵抗溶接回数が所定数に達した際には、図8に示すようにワークに対する圧接により先端部が膨出変形して大径化していると共にその先端面には電極チップ7・9の金属成分とワークの金属成分の合金層(例えばワークが亜鉛鋼板の場合には、YCr-Zn層、BCr-Zn層、Fe-Zn層であるが、ワークの金属材質及び表面に鍍金された金属材質により合金層成分が決定される。)が生成される。該合金層は、電極チップ7・9の母材である銅又は銅合金と比べて電気抵抗が高い。
上記電極チップ整形装置1は、電気抵抗溶接が所定回数に達した際に移動原点位置に移動した溶接ガンに取付けられた電極チップ7・9における先端部の膨出変形部分を押延ばして正規形状に整形して再生する装置である。該電極チップ整形装置1は、電極チップ7・9の中心軸線に一致する軸線を有して回転可能に支持される電極チップ整形治具11と、取付け穴内に電極チップ整形治具11が回り止めされて着脱可能に挿嵌されると共にホルダ17に設けられた電動モータ18に連結されて回転される回転盤13と、回転盤13の上面及び下面にねじ止めされて挿嵌された電極チップ整形治具11を抜け止めする固定盤15と、回転盤13を回転可能に軸支し、該回転盤13の上下外周縁を覆い、電動モータ18が設けられるホルダ17により構成される。
上記ホルダ17の基端部は、本体19に設けられた少なくとも一対のガイド軸21に軸線方向へ移動可能に軸支され、上記基端部を挟んで各ガイド軸21に装着された圧縮ばね23の弾性力によりガイド軸21の軸線方向中間部に位置するように付勢される。
図3乃至図6に示すように上記電極チップ整形治具11は、超硬合金(高速度鋼)やセラミックス等で、回転盤13の取付け穴13aに対して回り止め可能に挿嵌される多角柱形状(図は六角柱形状を示すが、該形状に限定されるものではない。)に形成され、その上部及び下部には相対する電極チップ7・9の先端部が進入可能な内径(電極チップ7・9の外径より大きい内径)のカップ状の整形室25・27(以下の説明においては、上下の整形室が上下ミラー対称であるため、上方の整形室に付いてのみ説明し、下方の整形室に付いての説明を省略する。)が軸線方向に対してミラー対称に設けられる。また、上記電極チップ整形治具11は電動モータの回転駆動に伴って、例えば図示する時計方向へ回転される。
上記電極チップ整形治具11の一部外周には各整形室25・27の底面中心から偏心した位置から外周に亘り、底面中央部を残して所定の角度で開口した切欠き部29が形成される。該切欠き部29における回転方向上手側に位置する切欠き面29aの中央部(各整形室25・27の隔壁箇所)には、係止凹部29bが形成され、該係止凹部29bにはねじ穴29cが形成される。
また、上記切欠き部27と反対側の整形室25・27の内周面には、該電極チップ整形治具11の軸線方向に延びて両者間の隔壁を貫通する切削屑排出孔31が形成される。
切削屑排出孔31の回転方向上手側に応じた整形室25・27の内周面には、第1整形部33が、その稜線の曲率半径が先端側整形領域aの曲率半径に一致するように形成され、先端部が膨出変形した電極チップ7・9を整形する際に、上記先端側整形領域aに圧接して膨出した変形部分を先端面側へ押延ばして整形する。
切削屑排出孔31の回転方向下手側に応じた整形室25・27の内周面には、第2整形部35が、その稜線の曲率半径が基端側整形領域bの曲率半径に一致するように形成され、膨出変形した電極チップ7・9を整形する際に、上記基端側整形領域bに圧接して膨出した変形部分を基端側へ押延ばして整形する。
上記切欠き部27が形成されていない整形室25・27の底面には、先端面整形部37が回転中心から偏位した箇所にて放射方向へ湾曲して延出するように形成される。先端面整形部37は、上面が正規形状の電極チップ7・9における先端面の湾曲面又は平面に対応する湾曲状又は平面状に形成され、整形室25・27内に進入する電極チップ7・9の先端面に圧接し、例えばワークが亜鉛鋼板の場合には、電気抵抗溶接作業により先端面に生成したクロム-亜鉛(YCr-Zn層、BCr-Zn層)、鉄―亜鉛合金(Fe-Zn層)等の内、硬度が高い合金層(YCr-Zn層、Fe-Zn層)を削り落として硬度が低い合金層(BCr-Zn層)のみが残るようにしながら先端面を所要の湾曲面又は平面に整形する。
上記切欠き部29の切欠き面29aには、切削加工刃39が、その刃部39aの回転方向下手側端面が電極チップ整形治具11の中心線に沿うようにねじ止めされる。該切削加工刃39は、例えば高速度鋼、超硬合金、セラミックス等により形成され、内周面側に正規形状の電極チップ7・9における先端面の一部を除いた先端部形状に一致する刃部39aを備え、上記切欠き面29aに相対する面の中央部に設けられた被係止部39bを係止凹部29bに係止した後に、透孔39c内に挿入されるねじ39dをねじ穴29cにねじ止めして固定される。
該切削加工刃39は、整形室25・27内に進入した電極チップ7・9の先端面が先端面整形部37に当接して正規形状に整形するタイミングより若干遅延したタイミングで、主に第1整形部33により先端部側に押延ばされた余剰部分や先端面の合金層の一部を切削してスカーフ片の発生を防止する。
次に、上記のように構成される電極チップ整形治具11による電極チップ7・9の整形作用を説明する。なお、説明の便宜上、図9乃至図12は上方に位置する整形室25による電極チップ7の整形作用を示すが、下方の整形室27よる電極チップ9の整形作用に付いても同様であるため、図示を省略する。
電気抵抗溶接機の溶接ガンに装着される電極チップ7・9は、電気抵抗溶接に伴ってワークに対する圧接や電気抵抗溶接時の熱等により、図7に示す正規形状の電極チップ7・9に比べて電極チップ7・9の先端部が押し潰されて膨出変形(大径化)したり、ワークに対する圧接や金属スパッタによる金属蒸発により先端面が磨耗や溶融したりして変形している。(図8参照)
なお、図8においては電極チップ7・9の先端部が押し潰されて大径化したり、一部が磨耗したりした状態を実線で、また正規形状を一点鎖線で示す。また、所定回数の電気抵抗溶接を実行した電極チップ7・9の先端面には、ワークが亜鉛鋼板の場合においては先端面側から硬度が低い合金層(BCr-Zn層)及び硬度が高い合金層(YCr-Zn層、Fe-Zn層)が生成される。
なお、上記合金層は、ワークの金属材質や該ワークの表面に鍍金された金属材質により決定されるもので、上記合金層に限定されるものではない。
上記のように膨出して変形した電極チップ7・9はワークに対する接触面積が変化し、ワークに対する圧接力が不均一になったり、ワークに印加される電流値を一定にすることが困難になり、ワーク間に形成される溶接ナゲットを均一で、かつ高品質に形成することができず、電気抵抗溶接品質が悪くなっている。これを解決するため、膨出変形した電極チップ7・9の先端部を図7に示す正規形状に近い形状に整形する必要がある。
電極チップ7・9の整形作業は、例えば溶接回数が所定回数に達したとき、1個のワークに対する複数ショットの溶接作業が終了したとき、所要個数のワークの溶接作業が終了したとき或いは次のワークが所要の溶接位置に搬入されるまでの間等の状況下で溶接ガン3を移動原点位置に戻した待機時に行われる。
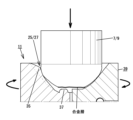
電動モータ18の回転駆動に伴って図示する時計方向へ回転する電極チップ整形治具11の各整形室25・27内に対し、待機位置にて相互の軸線が一致するように移動した電極チップ7・9を互いに近づく方向へ所定の移動量で移動制御して進入させると、電極チップ7・9における先端部外周面の先端側整形領域aに圧接する第1整形部33により膨出した変形部分を先端側へ押延ばして整形する。(図9参照)
この時、他の第2整形部35、先端面整形部37及び切削加工刃39は、進入する電極チップ7・9の先端部外周に対して非当接状態になり、電極チップ整形治具11の回転抵抗になるのを回避している。
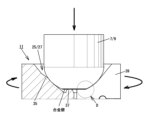
次に、各整形室25・27内に対して電極チップ7・9の先端部が更に進入されると、先端部外周面の基端側整形領域bに圧接する第2整形部35により変形部分を基端側へ押延ばして整形する。(図10参照)
この時、他の第1整形部33、先端面整形部37及び切削加工刃39は、進入する電極チップ7・9の先端部外周面に対して非当接状態になり、電極チップ整形治具11の回転抵抗になるのを回避している。
なお、上記第1及び第2整形部33・35による整形作用は、説明の便宜上、個別に説明したが、実際においては電極チップ7・9における先端部の各領域の境界部分においては複合的に作用して整形作業を行うことになる。
そして更に整形室25・27内に対して電極チップ7・9を、その先端面が先端面整形部37に圧接するように進入させると、先端面に圧接する先端面整形部37により、電気抵抗溶接時に先端面に生成されたクロム-亜鉛(YCr-Zn層、BCr-Zn層)、鉄―亜鉛合金(Fe-Zn層)等の内、比較的硬度が高い合金層(YCr-Zn層、Fe-Zn層)を削り落とす一方、比較的硬度が低い合金層(BCr-Zn層)が所定の層厚(0.05~0.15mm)で残存するよう削り取りながら平面状、湾曲面状及びこれらの複合面状のいずれかに整形する。(図11及び図12参照)
上記第1及び第2整形部33・35及び先端面整形部37による電極チップ7・9先端部の整形時においては、押延ばされる一部の余剰部分が電極チップ整形治具11の回転に伴って基端側へ押延ばされたスカーフ片が発生することになる。特に、先端部整形部37により先端面の外周側へ押延ばされる余剰部分は、スカーフ片になり易い傾向がある。
上記第1及び第2整形部33・35及び先端面整形部37により押延ばされる一部の余剰部分は、図13及び図14(切削加工刃により切削される外周部分を太線により塗り潰して示す。)に示すように電極チップ整形治具11の整形室25・27内に進入する電極チップ7・9先端部の外周面に近接又は接触する切削加工刃39により切削されて切欠き部29を介して外部へ排出されることによりスカーフ片の発生を回避し、電極チップ7・9を正規形状に近似する形状に整形可能にしている。
また、先端面整形部37により付着生成した合金層が所定の層厚で平面状、湾曲状及びこれらの複合面状に整形された電極チップ7・9の先端面は、その外周側に接触する切削加工刃39により残存する合金層が切削される。これにより電極チップ7・9における先端面の先端面整形領域cには、その中心から所定範囲(先端面直径の1/4~1/2)にて所定の層厚の合金層が残存した状態で整形される。
なお、切削加工刃39は、電極チップ7・9の先端部外周に対して先端面整形領域cより外側の先端面、先端側整形領域a及び基端側整形領域bにおける先端側整形領域a寄りの一部に近接又は接触して切削し、基端側整形領域bの基端側には近接又は接触しないことになるが、上記した箇所において切削作用することにより押延ばされた余剰部分の大部分を切削することによりスカーフ片の発生を回避している。
また、電極チップ7・9の先端部(先端面及び先端面外周を含む。)に対して第1及び第2整形部33・35、先端面整形部37が圧接する際には、電極チップ7・9における先端部の膨出部分が押延ばされながら一部が削り取られる。その際の切削屑は、上記した切削屑排出孔31内に滞留されたり、切欠き部29を介して外部へ排出されたりして整形加工時の障害(電極チップ整形治具11の回転抵抗)になるのを回避している。
上記のように先端面における先端面整形領域cに所定層厚の合金層が残存した状態で正規形状に整形された電極チップ7・9にあっては、電極チップ7・9における先端面整形領域cに残存する合金層が抵抗層になる。残存する合金層は、上記したように先端面整形部37及び切削加工刃39により所定の層厚及び所定の面積で残存するように整形される。
このため、ワークを電気抵抗溶接する際においては、電極チップ7・9を介してワークに印加される溶接電流は、合金層が残存する先端面整形領域cに比べてその外側に大電流が流れるように電流分布が形成される。
これによりワークは、先ずは先端面外周側に応じた個所が加熱された後に先端面整形領域cに応じた個所、即ち外側から中心部に向かうように加熱されて溶融することになり、均一な加熱状態及び大きさでムラのない高品質な溶接ナゲットが形成されて溶接されることになる。
本実施例は、電極チップ7・9の先端部に想定される整形領域に応じて対応する第1及び第2整形部を順次、圧接させて整形することにより整形時の回転抵抗が増大するのを防止し、整形作業を効率的に行うことができる。
電極チップ7・9の先端面に圧接する先端面整形部37により該先端面に生成された合金層の内、硬度が高い合金層を削り落とす一方、硬度が低い合金層を所要の層厚で残存させながら平面状又は湾曲状に整形することができ、整形された電極チップ7・9を使用して電気抵抗溶接する際には、溶接開始時からワークに良質の溶接ナゲットを形成して高品質に溶接することができる。
電極チップ7・9の先端外周縁に圧接する切削加工刃39により先端面の外縁部を含む先端外周縁を切削し、整形時にスカーフ片が形成されるのを防止し、整形作業を効率的に行うことができる。
上記説明は、電極チップ整形治具11の軸線方向両側にそれぞれの整形室19・21をそれぞれ設けて相対する一対の電極チップ7・9を同時に整形する電極チップ整形装置1、電極チップ整形治具11としたが、電極チップ整形治具に1個の整形室を設け、電極チップを1つずつ整形して再生する電極チップ再生装置、電極チップ整形治具としてもよい。
上記説明においては、電極チップ7・9先端部の先端側及び基端側にそれぞれ整形領域を想定して対応する整形部をそれぞれ設けたが、電極チップ7・9先端部に相対される整形領域としては、上記以外にも、例えば先端側と基端側の中間部に想定し、該中間部に対応する整形室25・7の内周面に別の整形部を設けてもよい。
1 電極チップ再生装置
7・9 電極チップ
11 電極チップ整形治具
13 回転盤
15 固定盤
17 ホルダ
18 電動モータ
19 本体
21 ガイド軸
23 圧縮ばね
25・27 整形室
29 切欠き部
29a 切欠き面
29b 係止凹部
29c ねじ穴
31 切削屑排出孔
33 第1整形部
35 第2整形部
37 先端面整形部
39 切削加工刃
39a 刃部
39b 被係止部
39c 透孔
39d ねじ
7・9 電極チップ
11 電極チップ整形治具
13 回転盤
15 固定盤
17 ホルダ
18 電動モータ
19 本体
21 ガイド軸
23 圧縮ばね
25・27 整形室
29 切欠き部
29a 切欠き面
29b 係止凹部
29c ねじ穴
31 切削屑排出孔
33 第1整形部
35 第2整形部
37 先端面整形部
39 切削加工刃
39a 刃部
39b 被係止部
39c 透孔
39d ねじ
Claims (8)
- 電気抵抗溶接により先端部が膨出変形し、先端面に合金層が生成された電極チップを、先端面が平面及び所要曲率の湾曲面のいずれかで、該先端面から基端側に向かって徐々に大径化する湾曲外周面を備えた正規形状に整形する電極チップ整形治具にあって、
電極チップの先端部が進入可能なカップ凹状の内周面を有した整形室と、
上記整形室の一部底面を除いて外周側が切り欠かれた切欠き部と、
電極チップの先端部に想定される少なくとも基端側及び先端側の整形領域にそれぞれ対応する整形室の内周面に設けられ、対応する整形領域に圧接して変形部分をそれぞれの側へ押延ばす少なくとも2つ以上の整形部と、
上記整形室の底面にて放射方向へ延出して設けられ、電極チップ先端面に圧接して先端面に生成した合金層の一部を削り落としながら先端面における先端面整形領域を平面状、湾曲面状及びこれらの複合面状のいずれかに整形する先端面整形部と、
上記切欠き部の切欠き面に設けられ、整形室に進入した電極チップの少なくとも先端部外周における押延ばし余剰部分を切削する切削加工刃と、
を備え、
整形室内に対する進入に伴って電極チップの先端部に想定される各整形領域に対してそれぞれの整形部を順次圧接して変形部分を基端側及び先端側へ押延ばし整形し、電極チップの先端面が整形室底面に到達した際に、先端面に圧接する先端面整形部により該先端面に生成された合金層を、該合金層が所要の層厚で残存するように削り落としながら先端面を平面、湾曲面及びこれらの複合面のいずれかに押延ばし整形し、少なくとも先端側外周に圧接する切削加工刃により先端側外周における押延ばし余剰部分を切削して電極チップを正規形状に整形する電極チップ整形治具。 - 請求項1において、
電極チップの先端部に設定される整形領域は、少なくとも先端側整形領域及び基端側整形領域とし、これらの各整形領域に対応して整形室の内周面に設けられたそれぞれの整形部により基端側及び先端側へ押延ばして整形可能にした電極チップ整形治具。 - 請求項1において、
少なくとも各整形部及び切削加工刃は、電極チップ先端部に1つの整形部又は切削加工刃が圧接する際には、他の整形部又は切削加工刃が電極チップに対して非当接になるようにした電極チップ整形治具。 - 請求項1において、
先端面整形部は、電極チップの先端面を合金層が残存した平面状、湾曲状及びこれらの複合面状のいずれかに整形すると共に切削加工刃は、先端面に残存する合金層の外周縁を含む電極チップの先端外周部を切削して整形する電極チップ整形治具。 - 請求項1において、
先端面整形部は、整形室の底面において中心から偏位した位置にて放射方向へ湾曲して延出する電極チップ整形治具。 - 請求項1乃至5のいずれかにおいて、
2つの整形室をミラー対称に配置し、対向する一対の電極チップを整形可能にした電極チップ整形治具。 - 中心部に請求項1乃至5のいずれかに記載の電極チップ整形治具が回り止めされた状態で着脱可能に装着されるボスが設けられた回転盤と、
上記回転盤を回転可能に軸支するホルダと、
回転盤に連結されて回転させる電動モータと、
上記ホルダを上記電極チップ整形治具の軸線と一致する方向へ移動可能に支持するガイド軸と、
を備え、
電動モータの駆動に伴って回転する電極チップ整形治具の整形室内に対し、電気抵抗溶接により先端部が変形し、先端面に合金層が生成された電極チップを進入させて電極チップにおける先端部の少なくとも先端側及び基端側に想定される各整形領域に対し、対応する整形部を順次圧接して基端側及び先端側のそれぞれの方向へ押延ばして整形し、整形室底面に電極チップの先端面が到達した際に、先端面に圧接する先端面整形部により該先端面に生成された合金層を、該合金層が所要の層厚で残存するように削り落としながら先端面を平面、湾曲面及びこれらの複合面のいずれかに押延ばし整形すると共に先端外周に圧接する切削加工刃により該先端外周を切削して電極チップを正規形状に整形する電極チップ整形装置。 - 中心部に請求項6に記載の電極チップ整形治具が回り止めされた状態で着脱可能に装着されるボスが設けられた回転盤と、
上記回転盤を回転可能に軸支するホルダと、
回転盤に連結されて回転させる電動モータと、
上記ホルダを上記電極チップ整形治具の軸線と一致する方向へ移動可能に支持するガイド軸と、
ガイド軸に支持されたホルダを該ガイド軸の軸線方向中間部に位置するように付勢する弾性部材と、
を備え、
電動モータの駆動に伴って回転する電極チップ整形治具の各整形室内に対し、電気抵抗溶接により先端部が変形し、先端面に合金層が生成された互いに相対する一対の電極チップを互いの軸線を一致させた状態で進入させて各電極チップにおける先端部の少なくとも先端側及び基端側に想定される各整形領域に対し、対応する整形部を順次圧接して基端側及び先端側のそれぞれの方向へ押延ばして整形し、整形室底面に電極チップの先端面が到達した際に、先端面に圧接する先端面整形部により該先端面に生成された合金層を、該合金層が所要の層厚で残存するように削り落としながら先端面を平面、湾曲面及びこれらの複合面のいずれかに押延ばし整形すると共に先端外周に圧接する切削加工刃により該先端外周を切削して電極チップを正規形状に整形する電極チップ整形装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022506824A JP7121962B1 (ja) | 2022-01-19 | 2022-01-19 | 電極チップ整形治具及び電極チップ整形装置 |
| PCT/JP2022/001691 WO2023139670A1 (ja) | 2022-01-19 | 2022-01-19 | 電極チップ整形治具及び電極チップ整形装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2022/001691 WO2023139670A1 (ja) | 2022-01-19 | 2022-01-19 | 電極チップ整形治具及び電極チップ整形装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023139670A1 true WO2023139670A1 (ja) | 2023-07-27 |
Family
ID=82929877
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/001691 WO2023139670A1 (ja) | 2022-01-19 | 2022-01-19 | 電極チップ整形治具及び電極チップ整形装置 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP7121962B1 (ja) |
| WO (1) | WO2023139670A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7219935B1 (ja) * | 2022-09-09 | 2023-02-09 | 有限会社Tne | 電極チップ再生装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009136882A (ja) * | 2007-12-03 | 2009-06-25 | Nadex Co Ltd | 電極チップ整形装置 |
| DE102012008257A1 (de) * | 2012-04-25 | 2013-10-31 | Peter Lutz | Fräskopf für das Entfernen von Ablagerungen an Schweißelektroden für das Widerstandsschweißen |
| JP2015058446A (ja) * | 2013-09-18 | 2015-03-30 | トヨタ車体株式会社 | スポット溶接用チップの整形方法 |
| JP2017213590A (ja) * | 2016-06-02 | 2017-12-07 | 有限会社Tne | 電極チップ再生具及び電極チップ再生装置 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4399435B2 (ja) * | 2005-09-01 | 2010-01-13 | 株式会社キョクトー | チップ成形機 |
| JP5962553B2 (ja) * | 2013-03-12 | 2016-08-03 | トヨタ車体株式会社 | スポット溶接用チップの整形装置 |
-
2022
- 2022-01-19 WO PCT/JP2022/001691 patent/WO2023139670A1/ja active Application Filing
- 2022-01-19 JP JP2022506824A patent/JP7121962B1/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009136882A (ja) * | 2007-12-03 | 2009-06-25 | Nadex Co Ltd | 電極チップ整形装置 |
| DE102012008257A1 (de) * | 2012-04-25 | 2013-10-31 | Peter Lutz | Fräskopf für das Entfernen von Ablagerungen an Schweißelektroden für das Widerstandsschweißen |
| JP2015058446A (ja) * | 2013-09-18 | 2015-03-30 | トヨタ車体株式会社 | スポット溶接用チップの整形方法 |
| JP2017213590A (ja) * | 2016-06-02 | 2017-12-07 | 有限会社Tne | 電極チップ再生具及び電極チップ再生装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7121962B1 (ja) | 2022-08-19 |
| JPWO2023139670A1 (ja) | 2023-07-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9346118B2 (en) | Forming and re-forming welding electrodes with contoured faces | |
| US6195860B1 (en) | Welding electrode reshaping device | |
| US9676065B2 (en) | Resistance spot welding of aluminum to aluminum and steel to steel | |
| US4610153A (en) | Method and apparatus for dressing spot welding tips | |
| WO2023139670A1 (ja) | 電極チップ整形治具及び電極チップ整形装置 | |
| JP6489703B2 (ja) | 電極チップ再生具及び電極チップ再生装置 | |
| JP4893906B2 (ja) | 電極チップ整形装置及び電極チップ整形工具 | |
| US20210213559A1 (en) | Electrode re-conditioning tool and method of using the same | |
| JP3879533B2 (ja) | 切削刃およびチップドレッサー | |
| JP5170613B2 (ja) | 電極チップ再生工具及びその再生方法 | |
| JP7219935B1 (ja) | 電極チップ再生装置 | |
| JP2014151327A (ja) | 電極チップ再生具及び電極チップ再生方法 | |
| CN213104529U (zh) | 一种焊接电极的修磨刀片 | |
| JP2010029883A (ja) | 溶接用電極チップの整形装置およびその整形方法 | |
| JP5131924B2 (ja) | 電極チップ再生具 | |
| JP2013013939A (ja) | 電極チップ再生工具及びその再生方法 | |
| KR20130066953A (ko) | 아연 도금 강판의 저항용접 방법, 아연 도금 강판 저항용접용 전극 팁의 재생 방법 | |
| US20230390857A1 (en) | Electrode dressing system for spot welding press-hardened steels | |
| JP2000351082A (ja) | 電極チップドレス装置 | |
| CN114054790A (zh) | 一种焊接电极的修磨刀片及修磨方法 | |
| JP5811324B2 (ja) | 溶接用の電極チップの整形工具、およびその整形装置 | |
| JPH09239562A (ja) | 電極チップドレッサ用のカッター | |
| CN114074189A (zh) | 用于加工点焊电极的切削刀、刀具及方法 | |
| JP2000094217A (ja) | 抵抗溶接用電極チップ成形用カッタ機構 | |
| JPH07256467A (ja) | チップドレッサー用カッター |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2022506824 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22921831 Country of ref document: EP Kind code of ref document: A1 |