WO2023095914A1 - 化粧シート、及び化粧シートの製造方法 - Google Patents
化粧シート、及び化粧シートの製造方法 Download PDFInfo
- Publication number
- WO2023095914A1 WO2023095914A1 PCT/JP2022/043797 JP2022043797W WO2023095914A1 WO 2023095914 A1 WO2023095914 A1 WO 2023095914A1 JP 2022043797 W JP2022043797 W JP 2022043797W WO 2023095914 A1 WO2023095914 A1 WO 2023095914A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- protective layer
- decorative sheet
- less
- surface protective
- ionizing radiation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/06—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by exposure to radiation
- B05D3/061—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by exposure to radiation using U.V.
- B05D3/065—After-treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/06—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by exposure to radiation
- B05D3/068—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by exposure to radiation using ionising radiations (gamma, X, electrons)
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/16—Layered products comprising a layer of synthetic resin specially treated, e.g. irradiated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/302—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising aromatic vinyl (co)polymers, e.g. styrenic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/308—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
- B32B27/365—Layered products comprising a layer of synthetic resin comprising polyesters comprising polycarbonates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/30—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer formed with recesses or projections, e.g. hollows, grooves, protuberances, ribs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C5/00—Processes for producing special ornamental bodies
- B44C5/04—Ornamental plaques, e.g. decorative panels, decorative veneers
- B44C5/0469—Ornamental plaques, e.g. decorative panels, decorative veneers comprising a decorative sheet and a core formed by one or more resin impregnated sheets of paper
- B44C5/0476—Ornamental plaques, e.g. decorative panels, decorative veneers comprising a decorative sheet and a core formed by one or more resin impregnated sheets of paper with abrasion resistant properties
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/0427—Coating with only one layer of a composition containing a polymer binder
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/046—Forming abrasion-resistant coatings; Forming surface-hardening coatings
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D4/00—Coating compositions, e.g. paints, varnishes or lacquers, based on organic non-macromolecular compounds having at least one polymerisable carbon-to-carbon unsaturated bond ; Coating compositions, based on monomers of macromolecular compounds of groups C09D183/00 - C09D183/16
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D5/00—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes
- C09D5/16—Antifouling paints; Underwater paints
- C09D5/1681—Antifouling coatings characterised by surface structure, e.g. for roughness effect giving superhydrophobic coatings or Lotus effect
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D5/00—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes
- C09D5/28—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes for wrinkle, crackle, orange-peel, or similar decorative effects
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F13/00—Coverings or linings, e.g. for walls or ceilings
- E04F13/07—Coverings or linings, e.g. for walls or ceilings composed of covering or lining elements; Sub-structures therefor; Fastening means therefor
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F13/00—Coverings or linings, e.g. for walls or ceilings
- E04F13/07—Coverings or linings, e.g. for walls or ceilings composed of covering or lining elements; Sub-structures therefor; Fastening means therefor
- E04F13/08—Coverings or linings, e.g. for walls or ceilings composed of covering or lining elements; Sub-structures therefor; Fastening means therefor composed of a plurality of similar covering or lining elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D2502/00—Acrylic polymers
- B05D2502/005—Acrylic polymers modified
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/02—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by baking
- B05D3/0209—Multistage baking
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/06—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by exposure to radiation
- B05D3/061—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by exposure to radiation using U.V.
- B05D3/065—After-treatment
- B05D3/067—Curing or cross-linking the coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D5/00—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures
- B05D5/02—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures to obtain a matt or rough surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/02—2 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/30—Particles characterised by physical dimension
- B32B2264/303—Average diameter greater than 1µm
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/406—Bright, glossy, shiny surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/408—Matt, dull surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/538—Roughness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
- B32B2307/737—Dimensions, e.g. volume or area
- B32B2307/7375—Linear, e.g. length, distance or width
- B32B2307/7376—Thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2451/00—Decorative or ornamental articles
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2323/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2433/00—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Derivatives of such polymers
- C08J2433/04—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Derivatives of such polymers esters
- C08J2433/06—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Derivatives of such polymers esters of esters containing only carbon, hydrogen, and oxygen, the oxygen atom being present only as part of the carboxyl radical
- C08J2433/08—Homopolymers or copolymers of acrylic acid esters
Definitions
- the present invention relates to a decorative sheet used for surface decoration of interiors and exteriors of buildings, fittings, furniture, fitting materials, flooring materials, etc., and a method for manufacturing the decorative sheet.
- Decorative sheets are attached to the surface of wood, wooden boards, metal plates, non-combustible boards, paper substrates, or resin substrates via adhesives, etc., in order to give design and durability to the surfaces of the above-mentioned buildings. By combining them into decorative boards, they are widely used in general.
- a pattern such as wood grain or stone grain is formed using various printing methods, or a plain surface without a pattern is selected according to the requirements and application.
- surface glossiness is also an important item in terms of design, and is selected according to requirements and applications, ranging from high glossiness like a mirror surface to low glossiness with no glare.
- the imparting of durability is mentioned as an important function of the decorative sheet along with the design.
- Durability is a comprehensive evaluation of scratch resistance, stain resistance, and whether they can be guaranteed over a long period of time.
- For imparting durability it is common to form a surface protective layer on the outermost surface of the decorative sheet.
- a glossiness adjusting agent matrix additive
- the decorative sheet is generally subjected to processing such as cutting and bending in order to form a decorative plate or decorative material, it is preferable that the decorative sheet have workability that can withstand such processing.
- the decorative sheet described in Patent Document 1 is available as a decorative sheet that takes into account design (low gloss), scratch resistance, and stain resistance.
- the present invention provides a cosmetic product that has excellent low gloss design, fingerprint resistance, high durability (especially scratch resistance and stain resistance), and workability.
- An object of the present invention is to provide a sheet and a manufacturing method thereof.
- the present inventors have optimized the uneven shape of the surface protective layer and repeated experiments to find out the necessary structural elements for the material used for the surface protective layer.
- the present inventors have found that it is possible to provide a decorative sheet exhibiting high durability (especially scratch resistance and stain resistance) and workability.
- a decorative sheet includes a raw fabric layer and a surface protective layer provided on one surface of the raw fabric layer, wherein the glossiness of the surface protective layer is 15 or less, the surface protective layer has ridges protruding in the form of ridges on its surface, and has an uneven shape, and the surface protective layer is mainly composed of ionizing radiation A curable resin, wherein the ionizing radiation curable resin is a trifunctional acrylic resin containing a repeating structure as a main component, and the repeating structure is any one of ethylene oxide, propylene oxide, and ⁇ -caprolactone structures. The number of repetitions of the repeating structure is 3 or more, and the vinyl group contained in the ionizing radiation-curable resin accounts for 20% of the carbonyl group contained in the ionizing radiation-curable resin.
- the gist is as follows.
- a decorative sheet having a glossiness of 15 or less and having both fingerprint resistance, scratch resistance, stain resistance, and workability.
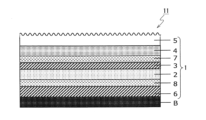
- FIG. 1 is a schematic cross-sectional view illustrating one configuration of a surface protective layer of a decorative sheet according to an embodiment of the present invention
- FIG. 2 is a plan photograph showing one structural example of the surface of the surface protective layer of the decorative sheet according to the embodiment of the present invention.
- FIG. 4 is a schematic diagram illustrating temporal changes in irradiation light amounts of each irradiation light in the manufacturing process of the decorative sheet according to the embodiment of the present invention.
- FIG. 1 A configuration of a decorative sheet according to an embodiment of the present invention will be described below with reference to the drawings.
- the drawings are schematic, and the relationship between the thickness and the planar dimension, the ratio of the thickness of each layer, and the like are different from the actual ones.
- the embodiments shown below are examples of configurations for embodying the technical idea of the present invention. Various modifications can be made within the technical scope.
- the decorative sheet 1 of the present embodiment includes a pattern layer 3 and an adhesive layer 7 (a heat-sensitive adhesive layer, an anchor coat layer) on the surface side, which is one surface of a raw fabric layer (base material layer) 2. , dry laminate adhesive layer), a transparent resin layer 4 and a surface protective layer 5 are laminated in this order.
- a concealing layer 8 and a primer layer 6 are provided on the back surface side, which is the other surface of the raw fabric layer 2 .
- the pattern layer 3, the adhesive layer 7, the transparent resin layer 4, the concealing layer 8, and the primer layer 6 may be omitted.
- the decorative sheet 1 of the present embodiment constitutes a decorative material 11 by being attached to a substrate B, as shown in FIG.
- the substrate B is not particularly limited, but is composed of, for example, wooden boards, inorganic boards, metal plates, composite plates made of a plurality of materials, and the like.
- a material selected arbitrarily from paper, synthetic resin, synthetic resin foam, rubber, non-woven fabric, synthetic paper, metal foil, and the like can be used.
- paper include thin paper, titanium paper, and resin-impregnated paper.
- synthetic resins include polyethylene, polypropylene, polybutylene, polystyrene, polycarbonate, polyester, polyamide, ethylene-vinyl acetate copolymer, polyvinyl alcohol, and acrylic.
- Examples of rubber include ethylene-propylene copolymer rubber, ethylene-propylene-diene copolymer rubber, styrene-butadiene copolymer rubber, styrene-isoprene-styrene block copolymer rubber, styrene-butadiene-styrene block copolymer rubber, polyurethane, and the like.
- Organic or inorganic nonwoven fabrics can be used as the nonwoven fabric.
- Examples of the metal of the metal foil include aluminum, iron, gold, and silver.
- the surface of the raw fabric layer 2 is often in an inactive state. It is preferable to provide in order to improve the adhesiveness between the raw fabric layer 2 made of an olefin-based material and the base material B, the raw fabric layer 2 may be treated with, for example, corona treatment, plasma treatment, ozone treatment, or electron beam treatment. , ultraviolet treatment, dichromic acid treatment, or other surface modification treatment may be applied.
- the primer layer 6 the same material as the pattern layer 3, which will be described later, can be used.
- the primer layer 6 is applied to the back surface of the decorative sheet 1, considering that the decorative sheet 1 is wound in a web shape, the primer layer 6 is applied to avoid blocking and to enhance adhesion to the adhesive. 6 may be added with an inorganic filler.
- inorganic fillers include silica, alumina, magnesia, titanium oxide and barium sulfate.
- the layer thickness of the raw fabric layer 2 is preferably in the range of 20 ⁇ m or more and 250 ⁇ m or less in consideration of printing workability, cost, and the like.
- the pattern layer 3 is a pattern-printed layer applied to the raw fabric layer 2 using ink.
- the binder for the ink for example, nitrocellulose, cellulose, vinyl chloride-vinyl acetate copolymer, polyvinyl butyral, polyurethane, acrylic, polyester, and the like can be used alone or modified from among them.
- the binder may be of water-based, solvent-based or emulsion type, and may be of one-liquid type or two-liquid type using a curing agent.
- a method of using curable ink and curing the ink by irradiation with ultraviolet rays, electron beams, or the like may be used.
- urethane-based ink and cure it with isocyanate.
- coloring agents such as pigments and dyes contained in ordinary ink, extender pigments, solvents, and various additives are added to the pattern layer 3 .
- highly versatile pigments include condensed azo, insoluble azo, quinacridone, isoindoline, anthraquinone, imidazolone, cobalt, phthalocyanine, carbon, titanium oxide, iron oxide, and pearl pigments such as mica.
- ink In addition to the application of ink, it is also possible to design the pattern layer 3 by vapor deposition or sputtering of various metals. In particular, it is preferable to add a light stabilizer to the ink, so that deterioration of the decorative sheet 1 itself caused by light deterioration of the ink can be suppressed and the life of the decorative sheet 1 can be extended.
- the adhesive layer 7 is a layer also called a heat-sensitive adhesive layer, an anchor coat layer, or a dry laminate adhesive layer.
- the resin material of the adhesive layer 7 is not particularly limited, but can be appropriately selected and used from, for example, acrylic, polyester, polyurethane, epoxy, and other resin materials.
- the coating method can be appropriately selected depending on the viscosity of the adhesive, etc., but generally, gravure coating is used, and after coating the upper surface of the pattern layer 3 with the gravure coating, the transparent resin layer is applied. 4 and laminated.
- the adhesive layer 7 can be omitted if sufficient adhesive strength can be obtained between the transparent resin layer 4 and the pattern layer 3 .
- olefin resin As the resin material for the transparent resin layer 4, an olefin resin is preferably used.
- olefinic resins include polypropylene, polyethylene, polybutene, ⁇ -olefins (eg, propylene, 1-butene, 1-pentene, 1-hexene, 1-heptene, 1-octene, 1-nonene, 1 -decene, 1-undecene, 1-dodecene, tridecene, 1-tetradecene, 1-pentadecene, 1-hexadecene, 1-heptadecene, 1-octadecene, 1-nonadecene, 1-eicosene, 3-methyl-1-butene, 3 -methyl-1-pentene, 3-ethyl-1-pentene, 4-methyl-1-pentene, 4-methyl-1-hexene, 4,4-dimethyl-1-pentene, 4-ethyl
- the resin of the transparent resin layer 4 in order to improve the surface strength of the decorative sheet 1, it is preferable to use highly crystalline polypropylene as the resin of the transparent resin layer 4.
- Various additives such as heat stabilizers, light stabilizers, antiblocking agents, catalyst scavengers, coloring agents, light scattering agents, and luster modifiers are added to the transparent resin layer 4 as necessary. You can also As heat stabilizers, phenol, sulfur, phosphorus, hydrazine, etc., and as light stabilizers, hindered amines, etc. are generally added in arbitrary combinations.
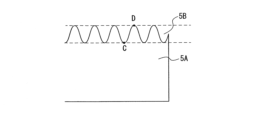
- the surface protective layer 5 has a core portion 5A and a ridged portion 5B protruding from one surface of the core portion 5A. As a result, the surface of the surface protective layer 5 is formed with an uneven shape.
- the term “ridged” refers to a shape in which the ridges are elongated and linearly connected in a plan view.
- the ridges 5B may be curved or linear in plan view, but are preferably curved from the viewpoint of fingerprint resistance of the surface of the decorative sheet 1 .
- the ridged portion 5B is, for example, the portion from the lowest portion of the uneven shape provided on the surface of the surface protective layer 5 to the tip, and the core portion 5A is the ridged portion of the surface protective layer 5. It shall refer to the portion excluding 5B.
- FIG. 2 is a cross-sectional view schematically showing the cross section of the ridged portion 5B of the surface protective layer 5 (the cross section in the thickness direction of the surface protective layer 5), and FIG. It is a plane photograph showing.
- FIG. 3 is a plane photograph obtained by a laser microscope (OLS-4000 manufactured by Olympus).
- OLS-4000 manufactured by Olympus
- the ridge-shaped portion 5B is elongated and rises, and has a linear shape in a plan view.
- the ridges 5B are formed by irradiating the surface of the ionizing radiation curable resin with light of a specific wavelength to shrink the surface of the ionizing radiation curable resin.
- the shape of such ridges 5B is determined by the surface roughness index RSm ( ⁇ m) in the horizontal direction (the horizontal direction in FIG. 2, which is the plane direction of the surface protective layer 5) and the vertical direction (the ridges 5B) and the thickness direction of the surface protective layer 5 (vertical direction in FIG. 2). It is preferably 10 or more and 300 or less. More preferably, it is 50 or more and 300 or less. If RSm/Ra is less than 10, the shape of the ridges 5B is too fine, making it difficult to wipe off stains, resulting in poor stain resistance. If RSm/Ra is greater than 300, the ridges are too widely spaced to provide low gloss.
- RSm/Ra is more preferably 100 or more and 300 or less. If RSm/Ra is within this numerical range, the ridge-shaped intervals are appropriately wide, so the affinity for water or detergent (water containing surfactant or alcohol) is improved. Therefore, if the decorative sheet has RSm/Ra within this numerical range, even if the surface of the decorative sheet becomes dirty, it is easy to wipe off the dirt with water or a cleaning agent. Also, RSm/Ra is most preferably 100 or more and 250 or less. If RSm/Ra is within this numerical range, a commonly available cleaning sponge can easily penetrate between the ridges. It becomes easy to wipe off the dirt using the cleaning sponge provided.
- Ra and RSm are measured values when measured using a line roughness meter (based on JIS B0601).
- the cross-sectional shape of the ridge portion 5B in the thickness direction of the surface protective layer 5 may be sinusoidal.
- the "sine wave shape” refers to a shape in which a line from the lowest position C to the highest position (apex) D of the ridge 5B can be represented by a sine wave, as shown in FIG.
- acrylate When acrylate is irradiated with light having a wavelength of 200 nm or less as the first irradiation light, acrylate can be self-excited. Therefore, by irradiating the acrylate with light of 200 nm or less, the acrylate can be crosslinked. Light of 200 nm or less reaches a depth of several tens to several hundred nm in acrylate. As a result, only the surface is crosslinked, and the portion below it has fluidity, so that a fine uneven shape that continues in a wavy shape like folding wrinkles occurs.
- the core portions 5A and the ridged portions 5B are formed in an integrally continuous state.
- Light of 200 nm or less is absorbed by oxygen in the atmosphere and greatly attenuated. Therefore, when treating acrylate, it is necessary to introduce nitrogen gas to control the reaction atmosphere.
- the residual oxygen concentration in the reaction atmosphere is preferably suppressed to 2000 ppm or less. More preferably, the residual oxygen concentration in the reaction atmosphere is 1000 ppm or less.
- the integrated light quantity of the first irradiation light is 0.5 mJ/cm 2 or more and 200 mJ/cm 2 or less. More preferably, the integrated amount of light is 1 mJ/cm 2 or more and 100 mJ/cm 2 or less. More preferably, the integrated amount of light is 3 mJ/cm 2 or more and 50 mJ/cm 2 or less. Most preferably, the integrated amount of light is 5 mJ/cm 2 or more and 30 mJ/cm 2 or less.
- the curing shrinkage reaction is weak and the uneven shape is not sufficiently formed, so the gloss does not decrease. If the cumulative amount of light is more than 200 mJ/cm 2 , the curing shrinkage reaction becomes too strong and the surface condition deteriorates.
- Excimer VUV light can be produced from noble gas or noble gas halide compound lamps.
- a gas such as a rare gas or a rare gas halide compound is sealed
- a large number of discharge plasmas are generated.
- Atoms of the discharge gas (rare gas) are excited by this plasma discharge and instantaneously enter an excimer state.
- the excimer When returning from the excimer state to the ground state, the excimer emits light in a wavelength range peculiar to that excimer.
- the gas used for the excimer lamp may be any conventionally used gas as long as it emits light of 200 nm or less.
- a rare gas such as Xe, Ar, or Kr
- a mixed gas of a rare gas such as ArBr or ArF and a halogen gas
- the excimer lamp has different wavelengths (central wavelengths) depending on the gas, such as about 172 nm (Xe), about 126 nm (Ar), about 146 nm (Kr), about 165 nm (ArBr), and about 193 nm (ArF).
- a xenon lamp that emits excimer light with a central wavelength of 172 nm as the light source. Also, taking into account the cost of equipment maintenance and availability of materials, it is preferable to use a xenon lamp as the light source.
- UV light having a longer wavelength than ionizing radiation or light of 200 nm or less, which is the first irradiation light, should be used as the second irradiation light. can be done.
- the third irradiation light ionizing radiation of a type different from the second irradiation light or UV light having a longer wavelength than the second irradiation light may be irradiated, but it is preferable to form the surface protective layer 5 having the ridged portions 5B only by irradiation with two kinds of light, the first irradiation light and the second irradiation light.
- the third irradiation light may be applied when the strength of the surface protective layer 5 is not sufficient only by irradiation with the second irradiation light.
- the integrated light quantity of the second irradiation light is 10 mJ/cm 2 or more and 500 mJ/cm 2 or less. More preferably, the integrated amount of light is 50 mJ/cm 2 or more and 400 mJ/cm 2 or less. More preferably, the integrated amount of light is 100 mJ/cm 2 or more and 300 mJ/cm 2 or less. If the integrated amount of light is less than 10 mJ/cm 2 , the curing reaction is weak and sufficient strength cannot be imparted to the entire surface protective layer 5, so the scratch resistance tends to decrease. On the other hand, if the cumulative amount of light is more than 200 mJ/cm 2 , the curing reaction tends to be too strong and the surface condition tends to deteriorate.
- the integrated light intensity of the second irradiation light is preferably larger than the integrated light intensity of the first irradiation light.
- the integrated amount of light of the second irradiation light is preferably 1.1 times or more and 50.0 times or less, more preferably 5.0 times or more and 30.0 times or less, of the accumulated amount of light of the first irradiation light. If the cumulative light quantity of the second irradiation light is less than 1.1 times the cumulative light quantity of the first irradiation light, the curing reaction may be weak and the surface protective layer 5 as a whole may not be sufficiently strong.
- the curing reaction for the entire surface protective layer 5 becomes too strong, and the shape of the ridged portion 5B is deformed. It may deform.
- FIG. 5 is a diagram schematically showing temporal changes in the irradiation light intensity of the first irradiation light and temporal changes in the irradiation light intensity of the second irradiation light.
- FIGS. 5(a), (c), (e), (g) and (i) are diagrams schematically showing temporal changes in the irradiation light intensity of the first irradiation light.
- 5(b), (d), (f), (h) and (j) are diagrams schematically showing temporal changes in the amount of irradiation light of the second irradiation light.
- the irradiation light amount of the first irradiation light may gradually increase as the irradiation time elapses, and then gradually decrease as the irradiation time elapses, as shown in FIG. 5(a). Further, the irradiation light amount of the first irradiation light may gradually decrease as the irradiation time elapses, as shown in FIG. 5(c). Further, the irradiation light amount of the first irradiation light may gradually increase as the irradiation time elapses, as shown in FIG. 5(e).
- the irradiation light amount of the first irradiation light may gradually decrease as the irradiation time elapses, and then gradually increase as the irradiation time elapses, as shown in FIG. 5(g). Further, the irradiation light amount of the first irradiation light may be constant from the start of irradiation to the end of irradiation, as shown in FIG. 5(i).
- the irradiation light amount of the second irradiation light may gradually increase as the irradiation time elapses and then gradually decrease as the irradiation time elapses, as shown in FIG. 5(b). Also, the irradiation light amount of the second irradiation light may gradually decrease as the irradiation time elapses, as shown in FIG. 5(d). Further, the irradiation light amount of the second irradiation light may gradually increase as the irradiation time elapses, as shown in FIG. 5(f). Moreover, as shown in FIG.
- the irradiation light amount of the second irradiation light may gradually decrease as the irradiation time elapses and then gradually increase as the irradiation time elapses. Further, the irradiation light amount of the second irradiation light may be constant from the start of irradiation to the end of irradiation, as shown in FIG. 5(j).
- the first irradiation modes shown in FIGS. 5(a), (c), (e), (g) and (i) and FIGS. ), (f), (h), and (j) can be used in appropriate combination with the irradiation modes of the second irradiation light.
- the irradiation mode of the first irradiation light shown in FIG. 5A and the irradiation mode of the second irradiation light shown in FIG. 5F may be used in combination.
- the irradiation mode of the first irradiation light shown in FIG. 5(g) and the irradiation mode of the second irradiation light shown in FIG. 5(f) may be used in combination.
- the irradiation form of the first irradiation light shown in FIG. It is preferable to use it in combination with the irradiation form of the second irradiation light.
- the ridges 5B formed by irradiation with light having a wavelength of 200 nm or less have a finer structure and a finer structure than an uneven shape formed on the surface of the surface protective layer 5 by mechanical processing such as embossing. It's becoming By forming such fine irregularities on the surface of the surface protective layer 5, it is possible to improve fingerprint resistance while maintaining the matte feel of the surface of the decorative sheet 1.
- the layer thickness of the surface protective layer 5 is preferably in the range of 2 ⁇ m or more and 20 ⁇ m or less. More preferably, the layer thickness of the surface protective layer 5 is in the range of 3 ⁇ m or more and 20 ⁇ m or less. More preferably, the layer thickness of the surface protective layer 5 is in the range of 5 ⁇ m or more and 15 ⁇ m or less. Most preferably, the layer thickness of the surface protective layer 5 is in the range of 5 ⁇ m or more and 12 ⁇ m or less. If the layer thickness of the surface protective layer 5 is less than 2 ⁇ m, the shaping by vacuum ultraviolet light cannot be deepened, and the glossiness cannot be reduced.
- the layer thickness of the surface protective layer 5 is such that the ratio of the layer thickness of the ridged portion 5B to the layer thickness of the core portion 5A (layer thickness of the ridged portion 5B/layer thickness of the core portion 5A) is 0.01 or more and 2 It is preferably set to 0.0 or less, and more preferably set to 0.1 or more and 1.0 or less.
- the pattern layer 3 and the surface protective layer 5 can be formed by various printing methods such as gravure printing, offset printing, screen printing, electrostatic printing, and inkjet printing.
- the surface protective layer 5 covers the entire surface of the raw fabric layer 2 on the surface side, it can be coated by various coating methods such as roll coating, knife coating, micro gravure coating, and die coating. can be formed. These printing methods or coating methods may be selected separately depending on the layers to be formed, or the same method may be selected for collective processing.
- the pattern layer 3 and the surface protective layer 5 may be synchronized from the viewpoint of design.
- it is preferable to use the gravure printing method because it is necessary to collectively form the surface protective layer 5 after forming the pattern layer 3 .
- the gravure printing method is advantageous in terms of cost and is preferable because it can handle relatively high speeds.
- the alignment means that 50% or more, preferably 70% or more, and most preferably 90% or more of the portion where the surface protective layer 5 is formed overlaps with the pattern portion of the pattern layer 3 in plan view. do.
- the coating amount may be adjusted in the above-described printing method and coating method.
- the coating amount can be calculated from the mass difference between a base material (original fabric layer) with and without a surface protective layer formed in various printing methods and coating methods.
- the main material of the surface protective layer 5 is an ionizing radiation curable resin.
- the main material refers to a material containing 60 parts by mass or more, more preferably 70 parts by mass or more, and most preferably 80 parts by mass or more based on 100 parts by mass of the surface protective layer.
- the ionizing radiation curable resin constituting the surface protective layer 5 known ones such as various monomers and commercially available oligomers can be used.
- (meth)acrylic resin silicone resin, polyester resin , urethane-based resins, amide-based resins, and epoxy-based resins
- the ionizing radiation-curable resin may be either a water-based resin or a non-aqueous (organic solvent-based) resin.
- the main component of the ionizing radiation-curable resin forming the surface protective layer 5 is a trifunctional acrylate resin containing a repeating structure.
- trifunctional acrylate resins that can be used include trimethylolpropane triacrylate, glycerin triacrylate, isocyanurate triacrylate, and pentaerythritol triacrylate.
- the main component refers to 60 parts by mass or more, more preferably 70 parts by mass or more, and most preferably 80 parts by mass or more based on 100 parts by mass of the constituent resin component.
- a bifunctional acrylate resin is not preferable because the degree of cross-linking is insufficient and the scratch resistance is lowered. In the case of a tetrafunctional or higher acrylate resin, the degree of cross-linking becomes too high, which is not preferable because the workability is lowered.
- the ionizing radiation curable resin has a suitable viscosity range of 10 to 500 mPa ⁇ s and an optimum viscosity range of 50 to 300 mPa ⁇ s when gravure printing is used as the coating method. Therefore, it is preferable to use trimethylolpropane triacrylate or glycerin triacrylate as the trifunctional acrylate resin, because it is possible to keep the viscosity within a suitable or optimum viscosity range.
- a resin having a skeleton that causes hydrogen bonding or ⁇ - ⁇ stacking often has a high viscosity of 500 mPa ⁇ s or more, which is not preferable.
- an organic solvent or a low-viscosity bifunctional acrylate resin can be added to adjust the viscosity.
- organic solvents it is preferable not to use organic solvents.
- a bifunctional acrylate resin is not preferable because a large amount of the bifunctional acrylate resin decreases scratch resistance. Therefore, when a bifunctional acrylate resin is used by adding it to a trifunctional acrylate resin, the content of the bifunctional acrylate resin is in the range of 10% by mass or more and 30% by mass or less of the content (mass) of the trifunctional acrylate resin. is preferred, and a range of 15% by mass or more and 20% by mass or less is more preferable.
- trimethylolpropane triacrylate is easily available and is preferable to glycerin triacrylate from the viewpoint of versatility.
- the repeating structure is any one of an ethylene oxide (EO) structure, a propylene oxide (PO) structure, and an ⁇ -caprolactone (CL) structure. More preferably, the repeating structure is ethylene oxide or propylene oxide.
- the ethylene oxide structure, propylene oxide structure, and ⁇ -caprolactone structure are preferable because the molecules can rotate freely and have high flexibility, and the molecules are easily folded by light of 200 nm or less, and fine irregularities are easily formed.
- the number of repetitions of this repetition structure is set to 3 or more. It is more preferably 3 or more and 30 or less, and most preferably 3 or more and 20 or less.
- the ionizing radiation curable resin constituting the surface protective layer 5 does not sufficiently shrink when irradiated with vacuum ultraviolet light (VUV light), and the surface protective layer 5 does not become low gloss.
- VUV light vacuum ultraviolet light
- the number of repetitions is more than 30, the crosslink density is lowered and the scratch resistance of the surface protective layer 5 is deteriorated.
- the number of repetitions of the above repeating structure can be analyzed using MALDI-TOF-MS.
- Ionizing radiation curable resins may have a molecular weight distribution.
- the number of repetitions is the number of repetitions corresponding to the molecular weight having the strongest peak in the mass spectrum of MALDI-TOF-MS.
- the ratio of the vinyl group contained in the ionizing radiation-curable resin to the carbonyl group contained in the ionizing radiation-curable resin is described by Fourier It can be analyzed by using a type infrared spectrometer. By calculating the peak area around 1400 cm ⁇ 1 derived from the vinyl group and the peak area around 1720 cm ⁇ 1 derived from the carbonyl group, the vinyl group/carbonyl group ratio (content ratio) can be calculated. .
- the vinyl group/carbonyl group ratio is more preferably 10% or less, still more preferably 8% or less, and most preferably 5% or less.
- the vinyl group/carbonyl group ratio is preferably 0.01% or more. If the vinyl group/carbonyl group ratio is 0.01% or more, excellent scratch resistance can be imparted. In addition, the vinyl group may not be present in the ionizing radiation-curable resin.
- the vinyl group/carbonyl group ratio (content ratio) means "molar ratio". The vinyl group/carbonyl group ratio (content ratio) can be arbitrarily adjusted, for example, by adjusting the amount of ionizing radiation irradiated when curing the ionizing radiation-curable resin.
- the surface protective layer 5 may contain particles.
- a uniform surface can be formed by adding particles of optimum particle size and optimum content.
- the particles for example, organic materials such as PE wax, PP wax, and resin beads, or inorganic materials such as silica, glass, alumina, titania, zirconia, calcium carbonate, and barium sulfate can be used.
- the average particle size (D50) of the particles is preferably 10 ⁇ m or less. It is more preferably 1 ⁇ m or more and 8 ⁇ m or less, still more preferably 2 ⁇ m or more and 6 ⁇ m or less, and most preferably 3 ⁇ m or more and 5 ⁇ m or less. If it is larger than 10 ⁇ m, the scratch resistance is lowered due to particle shedding, which is not preferable. If the thickness is less than 1 ⁇ m, the effect of making the surface uniform is small, which is not preferable.
- the amount of the particles to be added is preferably 0.5 parts by mass or more and 10 parts by mass or less with respect to 100 parts by mass of the ionizing radiation-curable resin. More preferably, the amount of particles added is 2 to 8 parts by mass, more preferably 2 to 6 parts by mass, and most preferably 4 to 5 parts by mass.
- the surface protective layer 5 can form a uniform surface state by containing the particles in the above-mentioned amount, which is preferable.
- the "particle diameter (average particle diameter)" may be a value (average value) obtained by measuring the particle size distribution of the particles used, or the particle diameters of a plurality of particles obtained by observing the cross section of the obtained decorative material. may be a value obtained by actually measuring and averaging.
- the obtained particle size values are substantially the same.
- the average particle size of the particles added to the surface protective layer 5 may be the median size (D50) measured with a laser diffraction/scattering particle size distribution analyzer.
- the photoinitiator is not particularly limited, examples thereof include benzophenone-based, acetophenone-based, benzoin ether-based, and thioxanthone-based initiators. Functional additives such as antibacterial agents and antifungal agents may optionally be added to the surface protective layer 5 in order to impart required functions. Moreover, an ultraviolet absorber and a light stabilizer can be added to the surface protective layer 5 as necessary. It is common to add UV absorbers such as benzotriazole, benzoate, benzophenone, and triazine, and light stabilizers such as hindered amines in any combination.
- Such a decorative sheet 1 has a glossiness of 15 or less even though it does not contain a glossiness adjusting agent (matting additive).
- a glossiness adjusting agent such additive
- the content of the gloss modifier in the surface protective layer is high and the surface protective layer becomes cloudy. For this reason, there is a risk that the colors and patterns of the colored pattern layer will not be clearly expressed, or that the design of the decorative sheet will be deteriorated.
- the content of the gloss modifier in the surface protective layer is even higher, so that the surface can be smoothed without causing streaks, unevenness, etc. during the formation of the surface protective layer.
- the decorative sheet 1 can provide a decorative sheet with a glossiness of 15 or less while maintaining the same level of performance as a decorative sheet having a glossiness of 20 or more.
- glossiness is a value measured at an incident angle of 60 degrees using a gloss meter conforming to JIS Z8741.
- the concealing layer 8 can basically be made of the same material as the pattern layer 3. However, since the concealing property is intended, for example, an opaque pigment, titanium oxide, iron oxide, or the like is used as the pigment. is preferred. Moreover, in order to improve hiding power, it is also possible to add metals such as gold, silver, copper and aluminum. In general, flaky aluminum is often added.
- a manufacturing example of the decorative sheet 1 will be described.
- a resin film is used as the original fabric layer 2, and the surface protective layer 5 is formed on the upper surface of the original fabric layer 2 by printing.
- the surface protective layer 5 irradiates the surface of the applied ionizing radiation curable resin with light having a wavelength of 200 nm or less (first irradiation light) to shrink the surface of the ionizing radiation curable resin.
- first irradiation light ionizing radiation or UV light having a longer wavelength than light having a wavelength of 200 nm or less, which is the first irradiation light, is irradiated.
- the decorative sheet 1 including the surface protective layer 5 having the core portion 5A and the ridged portion 5B protruding from one surface (upper surface) of the core portion 5A is formed.
- the decorative sheet 1 according to this embodiment includes a surface protective layer 5 having an uneven surface.
- the luster (glossiness) of the surface protective layer can be adjusted even if the surface protective layer does not contain a glossiness adjusting agent (matting additive). Since the luster modifier reduces the oil repellency of the layer formed of the resin material, fingerprints tend to stick to it. Since the surface protective layer 5 according to the present embodiment does not contain a luster adjusting agent, it does not absorb oil and has relatively improved oil repellency. Therefore, fingerprints are less likely to adhere to the decorative sheet 1 having the surface protective layer 5 in various situations during site construction, furniture assembly, and residents' daily lives.
- the oil repellency of the surface protective layer 5 is improved, and it is possible to suppress oil stains and adsorption of contaminants on the surface of the decorative sheet 1.
- the structure of the surface protective layer 5 that does not contain the glossiness adjusting agent when the surface of the decorative sheet 1 is scratched, the particles of the glossiness adjusting agent do not come off, and the glossiness of the surface of the decorative sheet 1 changes and scratches occur. It is possible to make it harder.
- the surface protective layer 5 is formed of a single layer in this embodiment, it is not limited to such a structure.
- a structure in which the surface protective layer 5 is multi-layered may be used. That is, the surface protective layer 5 may be formed by laminating a plurality of layers of the same ionizing radiation curable resin or laminating a plurality of layers of different ionizing radiation curable resins to form an uneven shape on the surface.
- the outermost layer of the surface protective layer 5 is made of an ionizing radiation-curable resin as a main material, and the ionizing radiation-curable resin has a repeating structure as a main component.
- the repeating structure is one of the structures of ethylene oxide, propylene oxide, and ⁇ -caprolactone, the number of repetitions of the repeating structure is 3 or more, and the ionization
- the content of the vinyl group contained in the radiation curable resin may be 20% or less with respect to the content of the carbonyl group contained in the ionizing radiation curable resin, and the original fabric layer of the surface protective layer 5
- the layer positioned on side 2 (that is, the layer positioned below the outermost layer of surface protective layer 5) is not particularly limited.
- Example 1 A 55 ⁇ m-thick olefin film (manufactured by Riken Technos Co., Ltd.) was used as a base layer, one side of the base layer was subjected to corona treatment, and the following surface protective layer coating liquid was applied to one side.
- the layer thickness of the coating liquid for the surface protective layer was set to 5 ⁇ m.
- the surface of the surface protective layer coating liquid was irradiated with a Xe excimer lamp having a wavelength of 172 nm so that the integrated amount of light was 100 mJ/cm 2 to shrink the surface.
- 15 kGy of ionizing radiation was applied to cure the surface protective layer coating liquid, thereby forming the surface protective layer 5 and obtaining a decorative sheet of Example 1 having a total thickness of 60 ⁇ m.
- the surface protective layer coating liquid was prepared by blending the following particles with the following ionizing radiation curable resin.
- ⁇ Ionizing radiation curable resin Type Trimethylolpropane EO modified triacrylate (EO 6 moles added)
- Particle size 5 ⁇ m
- Compounding 0.5 parts by mass
- Example 2 A decorative sheet of Example 2 was obtained in the same manner as in Example 1, except that the ionizing radiation-curable resin of Example 1 was replaced with the following.
- ⁇ Ionizing radiation curable resin Type Trimethylolpropane EO-modified triacrylate (EO 15 moles added)
- Product name: SR9035 (manufactured by Sartomer)
- Example 3> A decorative sheet of Example 3 was obtained in the same manner as in Example 1, except that the ionizing radiation-curable resin of Example 1 was replaced with the following.
- ⁇ Ionizing radiation curable resin Type trimethylolpropane EO-modified triacrylate (3 moles of EO added)
- Product name: Miramer M3130 (manufactured by Miwon)
- Example 4 A decorative sheet of Example 4 was obtained in the same manner as in Example 1, except that the ionizing radiation-curable resin of Example 1 was replaced with the following.
- ⁇ Ionizing radiation curable resin Type trimethylolpropane PO-modified triacrylate (6 moles of PO added)
- Product name NK Ester A-TMPT-6PO (manufactured by Shin-Nakamura Chemical Co., Ltd.)
- ⁇ Example 5> A decorative sheet of Example 5 was obtained in the same manner as in Example 1, except that the ionizing radiation-curable resin of Example 1 was replaced with the following.
- ⁇ Ionizing radiation curable resin Type caprolactone-modified tris(2-acryloxyethyl) isocyanurate (3 mol of caprolactone (CL) added)
- Example 6> A decorative sheet of Example 6 having a total thickness of 56 ⁇ m was obtained in the same manner as in Example 1, except that the layer thickness of the surface protective layer coating liquid of Example 1 was changed to 1 ⁇ m.
- Example 7> A decorative sheet of Example 7 having a total thickness of 57 ⁇ m was obtained in the same manner as in Example 1, except that the layer thickness of the surface protective layer coating liquid of Example 1 was changed to 2 ⁇ m.
- Example 8> A decorative sheet of Example 8 having a total thickness of 75 ⁇ m was obtained in the same manner as in Example 1 except that the layer thickness of the surface protective layer coating liquid of Example 1 was changed to 20 ⁇ m.
- Example 9> A decorative sheet of Example 9 having a total thickness of 80 ⁇ m was obtained in the same manner as in Example 1, except that the layer thickness of the surface protective layer coating liquid of Example 1 was changed to 25 ⁇ m.
- Example 10> A decorative sheet of Example 10 was obtained in the same manner as in Example 8, except that the ionizing radiation-curable resin of Example 8 was replaced with the following.
- Example 11> A decorative sheet of Example 11 was obtained in the same manner as in Example 9, except that the particles of Example 9 were not blended.
- Example 12> A decorative sheet of Example 12 was obtained in the same manner as in Example 3, except that the particles of Example 3 were not blended.
- Example 13> A decorative sheet of Example 13 was obtained in the same manner as in Example 1, except that the particles of Example 1 were replaced with the following.
- Particle size 8.0 ⁇ m
- Compounding 0.5 parts by mass
- Example 14> A decorative sheet of Example 14 was obtained in the same manner as in Example 1, except that the particles of Example 1 were replaced with the following.
- Example 15> A decorative sheet of Example 15 was obtained in the same manner as in Example 1, except that the amount of the particles of Example 1 was changed to 10 parts by mass.
- Example 16> A decorative sheet of Example 16 was obtained in the same manner as in Example 1, except that the amount of the particles of Example 1 was changed to 11 parts by mass.
- Example 17> A decorative sheet of Example 17 having a total thickness of 56 ⁇ m was obtained in the same manner as in Example 1, except that the surface protective layer coating liquid of Example 1 had a layer thickness of 1 ⁇ m and no particles were used.
- Example 18> A decorative sheet of Example 18 was obtained in the same manner as in Example 8, except that the ionizing radiation-curable resin of Example 8 was replaced with the following.
- Example 19> Trimethylolpropane EO-modified triacrylate (50 moles of EO added)
- Example 19> A decorative sheet of Example 19 having a total thickness of 56 ⁇ m was obtained in the same manner as in Example 3 except that the layer thickness of the surface protective layer coating liquid of Example 3 was changed to 1 ⁇ m.
- Example 20> A decorative sheet of Example 20 was obtained in the same manner as in Example 1, except that the ionizing radiation dose in Example 1 was changed to 30 kGy.
- Example 21 A decorative sheet of Example 21 was obtained in the same manner as in Example 1, except that the ionizing radiation dose in Example 1 was changed to 60 kGy.
- Example 22 A decorative sheet of Example 22 was obtained in the same manner as in Example 1 except that the ionizing radiation dose in Example 2 was changed to 30 kGy.
- Example 23 A decorative sheet of Example 23 was obtained in the same manner as in Example 1, except that the ionizing radiation dose in Example 2 was changed to 60 kGy.
- ⁇ Comparative Example 1> A decorative sheet of Comparative Example 1 was obtained in the same manner as in Example 1, except that the excimer lamp irradiation of Example 1 was omitted and the amount of the particles was changed to 15 parts by mass.
- ⁇ Comparative Example 2> A decorative sheet of Comparative Example 2 was obtained in the same manner as in Example 1, except that the ionizing radiation-curable resin of Example 1 was replaced with the following.
- ⁇ Ionizing radiation curable resin Type Ethylene glycol diacrylate (addition of 9 moles of EO)
- Product name Light Acrylate 9EG-A (manufactured by Kyoeisha Chemical Co., Ltd.)
- ⁇ Comparative Example 3> A decorative sheet of Comparative Example 3 was obtained in the same manner as in Example 1, except that the ionizing radiation-curable resin of Example 1 was replaced with the following.
- ⁇ Ionizing radiation curable resin Type Pentaerythritol tetraacrylate (35 moles of EO added)
- Product name NK Ester ATM-35E (manufactured by Shin-Nakamura Chemical Co., Ltd.)
- ⁇ Comparative Example 4> A decorative sheet of Comparative Example 4 was obtained in the same manner as in Example 1, except that the ionizing radiation-curable resin of Example 1 was replaced with the following.
- ⁇ Ionizing radiation curable resin Type Trimethylolpropane triacrylate Product name: NK Ester A-TMPT (manufactured by Shin-Nakamura Chemical Co., Ltd.)
- ⁇ Comparative Example 5> A decorative sheet of Comparative Example 5 was obtained in the same manner as in Example 1, except that the ionizing radiation dose in Example 1 was changed to 5 kGy.
- ⁇ Surface condition> As for the surface condition, the uniformity of the surface was evaluated by visual observation. The evaluation criteria were as follows. ⁇ : Uniform surface condition ⁇ : Partially uneven ⁇ : Overall uneven surface condition
- Glossiness was measured at 60 degrees using Rhopoint IQ (manufactured by Konica Minolta). In Tables 1 to 4, this 60° glossiness is indicated as "60° gloss value”. Incidentally, if the glossiness is 15 or less, it is recognized as sufficiently low glossiness.
- Peak area ratio x (Peak area near 1400 cm -1 )/(Peak area near 1725 cm -1 ) (Formula 1)
- the peak near 1400 cm -1 is the peak having the maximum absorbance at 1400 ⁇ 10 cm -1
- the peak near 1725 cm -1 is the peak having the maximum absorbance at 1725 ⁇ 10 cm -1
- "vinyl group/carbonyl group (%)" was calculated from the value of the peak area ratio x described above.
- the "vinyl group/carbonyl group (%)" in the examples and comparative examples was adjusted by adjusting the dose of ionizing radiation.
- ⁇ Fingerprint resistance evaluation of wiping property>
- a fingerprint wiping off evaluation was performed.
- the 60-degree glossiness of the surface of each decorative sheet was measured and defined as [initial glossiness].
- the anti-fingerprint evaluation liquid adhering to the surface of the decorative sheet was wiped off.
- the 60-degree glossiness of the portion from which the anti-fingerprint evaluation liquid was wiped off was measured and referred to as [glossiness after wiping].
- a higher fatty acid was used as the anti-fingerprint evaluation liquid.
- the fingerprint wiping rate was calculated as follows.
- Fingerprint wiping rate (%) (glossiness after wiping/initial glossiness) x 100
- the evaluation criteria were as follows. ⁇ : 70% or more and less than 250% ⁇ : 50% or more and less than 70%, or 250% or more and less than 300% ⁇ : Less than 50%, or 300% or more
- ⁇ Stain resistance> As a contamination resistance evaluation, a line with a width of 10 mm is drawn with blue ink, black quick-drying ink and red crayon by the contamination A test specified in Japanese Agricultural Standards (JAS), left for 4 hours, ethanol was soaked in a cloth and wiped off the blue ink, black quick-drying ink and red crayon lines to evaluate the resistance to staining by the ink.
- the evaluation criteria were as follows. ⁇ : The lines of each color could be easily wiped off. ⁇ : Some of the lines of each color could be wiped off, but some stains remained. ⁇ : The lines of each color could not be wiped off.
- ⁇ Scratch resistance test steel wool rubbing test> After the obtained decorative sheet was attached to the wooden substrate B using a urethane-based adhesive, a steel wool rubbing test was carried out as a scratch resistance evaluation. Loads of 100 g and 200 g were applied to steel wool, respectively, and rubbed back and forth 20 times, and scratches and gloss changes on the surface of the decorative sheet were visually confirmed. The evaluation criteria were as follows. ⁇ : No scratches or change in gloss on the surface ⁇ : Slight scratches or change in gloss on the surface ⁇ : Significant scratches or change in gloss on the surface
- ⁇ Scratch resistance test Hoffman scratch test> After the obtained decorative sheet was attached to the wooden substrate B using a urethane-based adhesive, a Hoffman scratch test was performed using a Hoffman scratch hardness tester (manufactured by BYK-Gardner) as a scratch resistance evaluation. .
- the evaluation criteria were as follows. ⁇ : no scratches at a load of 300 g ⁇ : no scratches at a load of 250 g or more and less than 300 g ⁇ : no scratches at a load of 200 g or more and less than 250 g ⁇ : no scratches at a load of less than 200 g In this example, if the evaluation was " ⁇ ", " ⁇ ", or " ⁇ ”, there was no problem in use, so it was regarded as a pass.
- ⁇ Bendability test> The resulting decorative sheet is attached to the woody substrate B using a urethane-based adhesive so that the raw fabric layer side surface (that is, the back side of the decorative sheet) faces the woody substrate B side, and then the decorative sheet is applied.
- a V-shaped groove is formed up to the boundary where the wooden substrate B and the decorative sheet 1 are stuck together so as not to damage the sheet.
- the wooden substrate B is bent up to 90 degrees along the V-shaped groove so that the surface of the decorative sheet on the surface protection layer side (that is, the surface of the decorative sheet) is folded into a mountain, and the surface of the decorative sheet is bent.
- An optical microscope was used to observe whether whitening or cracks occurred in the bent portion, and the state of bending workability was evaluated. The evaluation criteria were as follows. ⁇ : Whitening and cracks are not seen ⁇ : Whitening is seen in part ⁇ : Whitening is seen on the entire surface or cracks are seen in part
- the decorative sheets of Examples 1 to 25 provide a decorative sheet having a glossiness of 15 or less and having both fingerprint resistance, scratch resistance, stain resistance, and bending workability. be able to.
- the layer thickness of the surface protective layer and the particle size and addition amount of the particles to be blended can be optimized to further improve performance.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Health & Medical Sciences (AREA)
- Wood Science & Technology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Polymers & Plastics (AREA)
- Medicinal Chemistry (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Architecture (AREA)
- Toxicology (AREA)
- General Health & Medical Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Crystallography & Structural Chemistry (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Laminated Bodies (AREA)
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020247016599A KR20240104114A (ko) | 2021-11-26 | 2022-11-28 | 화장 시트 및 화장 시트의 제조 방법 |
| CN202280076971.7A CN118284657A (zh) | 2021-11-26 | 2022-11-28 | 装饰片以及装饰片的制造方法 |
| EP22898696.4A EP4438294A4 (en) | 2021-11-26 | 2022-11-28 | Decorative sheet and method for producing decorative sheet |
| JP2023563775A JPWO2023095914A1 (https=) | 2021-11-26 | 2022-11-28 | |
| US18/674,236 US12594741B2 (en) | 2021-11-26 | 2024-05-24 | Decorative sheet, and method for producing decorative sheet |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021191998 | 2021-11-26 | ||
| JP2021-191998 | 2021-11-26 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US18/674,236 Continuation US12594741B2 (en) | 2021-11-26 | 2024-05-24 | Decorative sheet, and method for producing decorative sheet |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023095914A1 true WO2023095914A1 (ja) | 2023-06-01 |
Family
ID=86539690
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/043797 Ceased WO2023095914A1 (ja) | 2021-11-26 | 2022-11-28 | 化粧シート、及び化粧シートの製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US12594741B2 (https=) |
| EP (1) | EP4438294A4 (https=) |
| JP (1) | JPWO2023095914A1 (https=) |
| KR (1) | KR20240104114A (https=) |
| CN (1) | CN118284657A (https=) |
| WO (1) | WO2023095914A1 (https=) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025033262A1 (ja) * | 2023-08-07 | 2025-02-13 | Toppanホールディングス株式会社 | 化粧シート |
| EP4527618A4 (en) * | 2022-05-20 | 2025-08-20 | Toppan Holdings Inc | DECORATIVE SHEET AND METHOD FOR MANUFACTURING THE DECORATIVE SHEET |
| WO2025229809A1 (ja) * | 2024-04-30 | 2025-11-06 | 大日本印刷株式会社 | 化粧シート、化粧シートの製造方法および化粧材 |
| WO2025229810A1 (ja) * | 2024-04-30 | 2025-11-06 | 大日本印刷株式会社 | 化粧シート、化粧シートの製造方法および化粧材 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2023106340A1 (https=) * | 2021-12-07 | 2023-06-15 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20130129980A1 (en) * | 2010-07-29 | 2013-05-23 | Evonik Roehm Gmbh | Process for scratch- and abrasion-resistant coating and physical matting of plastics substrates, more particularly polymethyl methacrylate, with nanocomposite coating material |
| WO2015119096A1 (ja) * | 2014-02-10 | 2015-08-13 | Dic株式会社 | 床材用活性エネルギー線硬化性組成物の硬化方法、及びその硬化方法を用いた硬化装置 |
| JP2016099671A (ja) * | 2014-11-18 | 2016-05-30 | 大日本印刷株式会社 | スライドパッド用シート、突起部付きスライドパッド用シート、及びこれらを用いたスライドパッド、並びに突起部付きスライドパッド用シートの製造方法 |
| KR20200031282A (ko) * | 2018-09-14 | 2020-03-24 | (주)엘지하우시스 | 촉감이 우수한 저광택의 데코 시트 |
| KR20200059905A (ko) * | 2018-11-22 | 2020-05-29 | (주)엘지하우시스 | 내오염성 및 심미적 효과가 우수한 장식재 및 이의 제조방법 |
| JP2020111715A (ja) * | 2019-01-17 | 2020-07-27 | 三菱ケミカル株式会社 | 硬化物 |
| JP2021137806A (ja) * | 2020-03-03 | 2021-09-16 | 凸版印刷株式会社 | 化粧シートの製造方法 |
| JP2021165033A (ja) * | 2020-04-06 | 2021-10-14 | タキロンシーアイ株式会社 | 化粧シート |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101165111B1 (ko) * | 2004-09-30 | 2012-07-12 | 다이니폰 인사츠 가부시키가이샤 | 화장재 |
| US8187695B2 (en) * | 2005-09-30 | 2012-05-29 | Dai Nippon Printing Co., Ltd. | Shaping sheet, resin decorative material and method of producing the same |
| US8597793B2 (en) * | 2008-06-30 | 2013-12-03 | Dai Nippon Printing Co., Ltd. | Decorative sheet, process for producing decorative resin molded product, and decorative resin molded product |
| US20110171429A1 (en) * | 2010-01-12 | 2011-07-14 | Ming-Hung Huang | Low gloss surface decorative film and decorated article formed therewith |
| EP2752294B1 (en) * | 2011-09-30 | 2017-03-01 | Dai Nippon Printing Co., Ltd. | Decorative sheet and decorative resin molded article obtained using same |
| ES2547911T3 (es) * | 2012-07-06 | 2015-10-09 | Agfa Graphics Nv | Métodos de barnizado por inyección de tinta |
| JP6728568B2 (ja) * | 2014-03-27 | 2020-07-22 | 大日本印刷株式会社 | シート |
| KR102038573B1 (ko) * | 2015-09-30 | 2019-10-30 | 다이니폰 인사츠 가부시키가이샤 | 화장 시트 및 화장판 |
| JP6658184B2 (ja) * | 2016-03-24 | 2020-03-04 | 東洋インキScホールディングス株式会社 | 紫外線硬化型コート剤組成物および積層体 |
| JP6131517B1 (ja) * | 2016-08-09 | 2017-05-24 | 東洋インキScホールディングス株式会社 | 艶消し被覆組成物、化粧材及びその製造方法 |
| US12128654B2 (en) * | 2016-09-16 | 2024-10-29 | Dai Nippon Printing Co., Ltd. | Cosmetic sheet and cosmetic plate |
| US11130263B2 (en) * | 2017-03-31 | 2021-09-28 | Dai Nippon Printing Co., Ltd. | Decorative sheet, decorative resin molded article, and method for producing same |
| EP3489268A1 (en) * | 2017-11-23 | 2019-05-29 | Allnex Belgium, S.A. | Radiation curable composition |
| JP7003667B2 (ja) | 2018-01-05 | 2022-02-10 | 凸版印刷株式会社 | 化粧材 |
| JP7777918B2 (ja) * | 2020-07-07 | 2025-12-01 | スリーエム イノベイティブ プロパティズ カンパニー | フィルム及びその製造方法 |
| US20230364640A1 (en) * | 2020-09-14 | 2023-11-16 | Dai Nippon Printing Co., Ltd. | Matte article |
| EP4563369B1 (en) * | 2020-12-28 | 2026-03-04 | Toppan Inc. | Decorative sheet |
| EP4502084A3 (en) * | 2021-05-12 | 2025-04-16 | Toppan Inc. | Decorative sheet and production method for decorative sheet |
-
2022
- 2022-11-28 KR KR1020247016599A patent/KR20240104114A/ko active Pending
- 2022-11-28 WO PCT/JP2022/043797 patent/WO2023095914A1/ja not_active Ceased
- 2022-11-28 JP JP2023563775A patent/JPWO2023095914A1/ja active Pending
- 2022-11-28 EP EP22898696.4A patent/EP4438294A4/en active Pending
- 2022-11-28 CN CN202280076971.7A patent/CN118284657A/zh active Pending
-
2024
- 2024-05-24 US US18/674,236 patent/US12594741B2/en active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20130129980A1 (en) * | 2010-07-29 | 2013-05-23 | Evonik Roehm Gmbh | Process for scratch- and abrasion-resistant coating and physical matting of plastics substrates, more particularly polymethyl methacrylate, with nanocomposite coating material |
| WO2015119096A1 (ja) * | 2014-02-10 | 2015-08-13 | Dic株式会社 | 床材用活性エネルギー線硬化性組成物の硬化方法、及びその硬化方法を用いた硬化装置 |
| JP2016099671A (ja) * | 2014-11-18 | 2016-05-30 | 大日本印刷株式会社 | スライドパッド用シート、突起部付きスライドパッド用シート、及びこれらを用いたスライドパッド、並びに突起部付きスライドパッド用シートの製造方法 |
| KR20200031282A (ko) * | 2018-09-14 | 2020-03-24 | (주)엘지하우시스 | 촉감이 우수한 저광택의 데코 시트 |
| KR20200059905A (ko) * | 2018-11-22 | 2020-05-29 | (주)엘지하우시스 | 내오염성 및 심미적 효과가 우수한 장식재 및 이의 제조방법 |
| JP2020111715A (ja) * | 2019-01-17 | 2020-07-27 | 三菱ケミカル株式会社 | 硬化物 |
| JP2021137806A (ja) * | 2020-03-03 | 2021-09-16 | 凸版印刷株式会社 | 化粧シートの製造方法 |
| JP2021165033A (ja) * | 2020-04-06 | 2021-10-14 | タキロンシーアイ株式会社 | 化粧シート |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4438294A4 * |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4527618A4 (en) * | 2022-05-20 | 2025-08-20 | Toppan Holdings Inc | DECORATIVE SHEET AND METHOD FOR MANUFACTURING THE DECORATIVE SHEET |
| WO2025033262A1 (ja) * | 2023-08-07 | 2025-02-13 | Toppanホールディングス株式会社 | 化粧シート |
| WO2025229809A1 (ja) * | 2024-04-30 | 2025-11-06 | 大日本印刷株式会社 | 化粧シート、化粧シートの製造方法および化粧材 |
| WO2025229810A1 (ja) * | 2024-04-30 | 2025-11-06 | 大日本印刷株式会社 | 化粧シート、化粧シートの製造方法および化粧材 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20240308174A1 (en) | 2024-09-19 |
| JPWO2023095914A1 (https=) | 2023-06-01 |
| EP4438294A4 (en) | 2025-03-19 |
| CN118284657A (zh) | 2024-07-02 |
| EP4438294A1 (en) | 2024-10-02 |
| US12594741B2 (en) | 2026-04-07 |
| KR20240104114A (ko) | 2024-07-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP4116095B1 (en) | Decorative sheet and production method for decorative sheet | |
| EP4101640B1 (en) | Decorative sheet and method for manufacturing decorative sheet | |
| WO2023095914A1 (ja) | 化粧シート、及び化粧シートの製造方法 | |
| WO2023106340A1 (ja) | 化粧シート、及び化粧シートの製造方法 | |
| US20240173937A1 (en) | Decorative sheet and method for producing decorative sheet | |
| WO2023136304A1 (ja) | 化粧シート、及び化粧シートの製造方法 | |
| EP4501632A1 (en) | Decorative sheet and method for manufacturing decorative sheet | |
| US20240425717A1 (en) | Decorative sheet and method for manufacturing decorative sheet | |
| US20250205991A1 (en) | Decorative sheet and method for manufacturing decorative sheet | |
| US20250092282A1 (en) | Decorative sheet and method for manufacturing decorative sheet | |
| EP4527618A1 (en) | Decorative sheet and method for manufacturing decorative sheet |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22898696 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023563775 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202280076971.7 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2022898696 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2022898696 Country of ref document: EP Effective date: 20240626 |