WO2023057337A1 - Zusammensetzung für additive fertigungsverfahren - Google Patents
Zusammensetzung für additive fertigungsverfahren Download PDFInfo
- Publication number
- WO2023057337A1 WO2023057337A1 PCT/EP2022/077317 EP2022077317W WO2023057337A1 WO 2023057337 A1 WO2023057337 A1 WO 2023057337A1 EP 2022077317 W EP2022077317 W EP 2022077317W WO 2023057337 A1 WO2023057337 A1 WO 2023057337A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- polymer
- solvent
- composition
- temperature
- mpa
- Prior art date
Links
- 239000000203 mixture Substances 0.000 title claims abstract description 153
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 67
- 239000000654 additive Substances 0.000 title claims description 31
- 230000000996 additive effect Effects 0.000 title claims description 29
- 229920000642 polymer Polymers 0.000 claims abstract description 124
- 239000002904 solvent Substances 0.000 claims description 77
- 239000000843 powder Substances 0.000 claims description 75
- 238000000034 method Methods 0.000 claims description 73
- 238000002844 melting Methods 0.000 claims description 69
- 230000008018 melting Effects 0.000 claims description 69
- 239000002245 particle Substances 0.000 claims description 57
- 239000004697 Polyetherimide Substances 0.000 claims description 46
- 229920001601 polyetherimide Polymers 0.000 claims description 46
- 239000000463 material Substances 0.000 claims description 44
- 230000008569 process Effects 0.000 claims description 40
- 230000004927 fusion Effects 0.000 claims description 31
- KWOLFJPFCHCOCG-UHFFFAOYSA-N Acetophenone Chemical compound CC(=O)C1=CC=CC=C1 KWOLFJPFCHCOCG-UHFFFAOYSA-N 0.000 claims description 28
- 239000003006 anti-agglomeration agent Substances 0.000 claims description 24
- NIQCNGHVCWTJSM-UHFFFAOYSA-N Dimethyl phthalate Chemical compound COC(=O)C1=CC=CC=C1C(=O)OC NIQCNGHVCWTJSM-UHFFFAOYSA-N 0.000 claims description 23
- 229920001169 thermoplastic Polymers 0.000 claims description 22
- 238000000149 argon plasma sintering Methods 0.000 claims description 20
- 238000001816 cooling Methods 0.000 claims description 19
- 239000012254 powdered material Substances 0.000 claims description 17
- 238000010438 heat treatment Methods 0.000 claims description 16
- 239000011877 solvent mixture Substances 0.000 claims description 16
- 239000002861 polymer material Substances 0.000 claims description 14
- 239000000155 melt Substances 0.000 claims description 12
- 229920000110 poly(aryl ether sulfone) Polymers 0.000 claims description 12
- 229920002959 polymer blend Polymers 0.000 claims description 12
- 239000003795 chemical substances by application Substances 0.000 claims description 11
- 229920001577 copolymer Polymers 0.000 claims description 11
- FBSAITBEAPNWJG-UHFFFAOYSA-N dimethyl phthalate Natural products CC(=O)OC1=CC=CC=C1OC(C)=O FBSAITBEAPNWJG-UHFFFAOYSA-N 0.000 claims description 11
- 229960001826 dimethylphthalate Drugs 0.000 claims description 11
- 238000003756 stirring Methods 0.000 claims description 11
- UHOVQNZJYSORNB-UHFFFAOYSA-N Benzene Chemical compound C1=CC=CC=C1 UHOVQNZJYSORNB-UHFFFAOYSA-N 0.000 claims description 10
- 238000010276 construction Methods 0.000 claims description 10
- -1 polysiloxane Polymers 0.000 claims description 9
- 238000001556 precipitation Methods 0.000 claims description 9
- 125000003118 aryl group Chemical group 0.000 claims description 6
- 238000005245 sintering Methods 0.000 claims description 6
- 238000007711 solidification Methods 0.000 claims description 6
- 230000008023 solidification Effects 0.000 claims description 6
- 239000011230 binding agent Substances 0.000 claims description 5
- 239000000546 pharmaceutical excipient Substances 0.000 claims description 5
- 239000004642 Polyimide Substances 0.000 claims description 4
- 239000004721 Polyphenylene oxide Substances 0.000 claims description 4
- JHIVVAPYMSGYDF-UHFFFAOYSA-N cyclohexanone Chemical compound O=C1CCCCC1 JHIVVAPYMSGYDF-UHFFFAOYSA-N 0.000 claims description 4
- 238000002156 mixing Methods 0.000 claims description 4
- 229920001721 polyimide Polymers 0.000 claims description 4
- 229920001296 polysiloxane Polymers 0.000 claims description 4
- 238000009699 high-speed sintering Methods 0.000 claims description 3
- 229920000515 polycarbonate Polymers 0.000 claims description 3
- 239000004417 polycarbonate Substances 0.000 claims description 3
- YAAQEISEHDUIFO-UHFFFAOYSA-N C=CC#N.OC(=O)C=CC=CC1=CC=CC=C1 Chemical compound C=CC#N.OC(=O)C=CC=CC1=CC=CC=C1 YAAQEISEHDUIFO-UHFFFAOYSA-N 0.000 claims description 2
- 239000004952 Polyamide Substances 0.000 claims description 2
- 239000004962 Polyamide-imide Substances 0.000 claims description 2
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 claims description 2
- 229920002877 acrylic styrene acrylonitrile Polymers 0.000 claims description 2
- XECAHXYUAAWDEL-UHFFFAOYSA-N acrylonitrile butadiene styrene Chemical compound C=CC=C.C=CC#N.C=CC1=CC=CC=C1 XECAHXYUAAWDEL-UHFFFAOYSA-N 0.000 claims description 2
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 claims description 2
- 239000004676 acrylonitrile butadiene styrene Substances 0.000 claims description 2
- 150000004292 cyclic ethers Chemical class 0.000 claims description 2
- 125000004122 cyclic group Chemical group 0.000 claims description 2
- 150000001924 cycloalkanes Chemical class 0.000 claims description 2
- 125000000623 heterocyclic group Chemical group 0.000 claims description 2
- 150000003951 lactams Chemical class 0.000 claims description 2
- XNGIFLGASWRNHJ-UHFFFAOYSA-N o-dicarboxybenzene Natural products OC(=O)C1=CC=CC=C1C(O)=O XNGIFLGASWRNHJ-UHFFFAOYSA-N 0.000 claims description 2
- CTQNGGLPUBDAKN-UHFFFAOYSA-N o-dimethylbenzene Natural products CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 claims description 2
- 150000002989 phenols Chemical class 0.000 claims description 2
- 229920000058 polyacrylate Polymers 0.000 claims description 2
- 229920002647 polyamide Polymers 0.000 claims description 2
- 229920002312 polyamide-imide Polymers 0.000 claims description 2
- 229920000412 polyarylene Polymers 0.000 claims description 2
- 229920006260 polyaryletherketone Polymers 0.000 claims description 2
- 229920000728 polyester Polymers 0.000 claims description 2
- 229920000570 polyether Polymers 0.000 claims description 2
- 229920000098 polyolefin Polymers 0.000 claims description 2
- 229920006380 polyphenylene oxide Polymers 0.000 claims description 2
- 229920002635 polyurethane Polymers 0.000 claims description 2
- 239000004814 polyurethane Substances 0.000 claims description 2
- 229920000915 polyvinyl chloride Polymers 0.000 claims description 2
- 239000004800 polyvinyl chloride Substances 0.000 claims description 2
- 229930192474 thiophene Natural products 0.000 claims description 2
- YTPLMLYBLZKORZ-UHFFFAOYSA-N Thiophene Chemical compound C=1C=CSC=1 YTPLMLYBLZKORZ-UHFFFAOYSA-N 0.000 claims 2
- 239000012768 molten material Substances 0.000 abstract 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 22
- 238000009826 distribution Methods 0.000 description 19
- 238000000113 differential scanning calorimetry Methods 0.000 description 12
- 235000012239 silicon dioxide Nutrition 0.000 description 12
- 230000009477 glass transition Effects 0.000 description 11
- 239000000377 silicon dioxide Substances 0.000 description 11
- 239000000126 substance Substances 0.000 description 11
- 229920000140 heteropolymer Polymers 0.000 description 10
- 238000005259 measurement Methods 0.000 description 10
- 239000000178 monomer Substances 0.000 description 10
- 238000002425 crystallisation Methods 0.000 description 8
- 230000008025 crystallization Effects 0.000 description 8
- 238000001938 differential scanning calorimetry curve Methods 0.000 description 8
- 238000005516 engineering process Methods 0.000 description 8
- 229920002873 Polyethylenimine Polymers 0.000 description 7
- 239000003063 flame retardant Substances 0.000 description 7
- 230000005855 radiation Effects 0.000 description 7
- 238000012360 testing method Methods 0.000 description 7
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 6
- YMWUJEATGCHHMB-UHFFFAOYSA-N Dichloromethane Chemical compound ClCCl YMWUJEATGCHHMB-UHFFFAOYSA-N 0.000 description 6
- 229920004814 ULTEM® CRS5011 Polymers 0.000 description 6
- 239000000945 filler Substances 0.000 description 6
- 239000007787 solid Substances 0.000 description 6
- 239000012855 volatile organic compound Substances 0.000 description 6
- 239000004035 construction material Substances 0.000 description 5
- 230000005670 electromagnetic radiation Effects 0.000 description 5
- 238000009864 tensile test Methods 0.000 description 5
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 4
- 239000012963 UV stabilizer Substances 0.000 description 4
- 239000006096 absorbing agent Substances 0.000 description 4
- 230000002776 aggregation Effects 0.000 description 4
- 229920006125 amorphous polymer Polymers 0.000 description 4
- 230000000052 comparative effect Effects 0.000 description 4
- 230000001143 conditioned effect Effects 0.000 description 4
- 238000009434 installation Methods 0.000 description 4
- 239000007788 liquid Substances 0.000 description 4
- 238000000746 purification Methods 0.000 description 4
- 230000001698 pyrogenic effect Effects 0.000 description 4
- 239000000243 solution Substances 0.000 description 4
- 238000003860 storage Methods 0.000 description 4
- 239000004695 Polyether sulfone Substances 0.000 description 3
- 238000005411 Van der Waals force Methods 0.000 description 3
- 239000004566 building material Substances 0.000 description 3
- 230000001419 dependent effect Effects 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- 238000011156 evaluation Methods 0.000 description 3
- 239000007789 gas Substances 0.000 description 3
- 238000011068 loading method Methods 0.000 description 3
- 229910044991 metal oxide Inorganic materials 0.000 description 3
- 150000004706 metal oxides Chemical class 0.000 description 3
- 229910052757 nitrogen Inorganic materials 0.000 description 3
- 229920006393 polyether sulfone Polymers 0.000 description 3
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 2
- 239000004114 Ammonium polyphosphate Substances 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 2
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 2
- 229920004813 ULTEM® CRS5001 Polymers 0.000 description 2
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 2
- 238000005054 agglomeration Methods 0.000 description 2
- 238000004220 aggregation Methods 0.000 description 2
- WNROFYMDJYEPJX-UHFFFAOYSA-K aluminium hydroxide Chemical compound [OH-].[OH-].[OH-].[Al+3] WNROFYMDJYEPJX-UHFFFAOYSA-K 0.000 description 2
- 235000019826 ammonium polyphosphate Nutrition 0.000 description 2
- 229920001276 ammonium polyphosphate Polymers 0.000 description 2
- 239000003963 antioxidant agent Substances 0.000 description 2
- 230000003078 antioxidant effect Effects 0.000 description 2
- 239000013590 bulk material Substances 0.000 description 2
- 229910000019 calcium carbonate Inorganic materials 0.000 description 2
- 239000004917 carbon fiber Substances 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 230000018109 developmental process Effects 0.000 description 2
- 239000000975 dye Substances 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- 238000001914 filtration Methods 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 239000003365 glass fiber Substances 0.000 description 2
- 229920001519 homopolymer Polymers 0.000 description 2
- 229910052739 hydrogen Inorganic materials 0.000 description 2
- 239000001257 hydrogen Substances 0.000 description 2
- 230000003993 interaction Effects 0.000 description 2
- VTHJTEIRLNZDEV-UHFFFAOYSA-L magnesium dihydroxide Chemical compound [OH-].[OH-].[Mg+2] VTHJTEIRLNZDEV-UHFFFAOYSA-L 0.000 description 2
- 239000000347 magnesium hydroxide Substances 0.000 description 2
- 229910001862 magnesium hydroxide Inorganic materials 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 239000002557 mineral fiber Substances 0.000 description 2
- 238000010943 off-gassing Methods 0.000 description 2
- 230000003647 oxidation Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- 238000004806 packaging method and process Methods 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 239000004014 plasticizer Substances 0.000 description 2
- 229920001652 poly(etherketoneketone) Polymers 0.000 description 2
- 229920002492 poly(sulfone) Polymers 0.000 description 2
- 229920012287 polyphenylene sulfone Polymers 0.000 description 2
- 229920005604 random copolymer Polymers 0.000 description 2
- 239000004071 soot Substances 0.000 description 2
- 238000001179 sorption measurement Methods 0.000 description 2
- 230000006641 stabilisation Effects 0.000 description 2
- 238000011105 stabilization Methods 0.000 description 2
- 239000003381 stabilizer Substances 0.000 description 2
- 230000035882 stress Effects 0.000 description 2
- 239000010456 wollastonite Substances 0.000 description 2
- 229910052882 wollastonite Inorganic materials 0.000 description 2
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229920000028 Gradient copolymer Polymers 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- 239000004890 Hydrophobing Agent Substances 0.000 description 1
- 229920000271 Kevlar® Polymers 0.000 description 1
- 229910019142 PO4 Inorganic materials 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- FNYLWPVRPXGIIP-UHFFFAOYSA-N Triamterene Chemical compound NC1=NC2=NC(N)=NC(N)=C2N=C1C1=CC=CC=C1 FNYLWPVRPXGIIP-UHFFFAOYSA-N 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000002671 adjuvant Substances 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 229920005603 alternating copolymer Polymers 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229920006231 aramid fiber Polymers 0.000 description 1
- 239000012752 auxiliary agent Substances 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- MGIAHHJRDZCTHG-UHFFFAOYSA-N benzene-1,3-dicarboxylic acid;terephthalic acid Chemical class OC(=O)C1=CC=C(C(O)=O)C=C1.OC(=O)C1=CC=CC(C(O)=O)=C1 MGIAHHJRDZCTHG-UHFFFAOYSA-N 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000001506 calcium phosphate Substances 0.000 description 1
- 239000000378 calcium silicate Substances 0.000 description 1
- 229910052918 calcium silicate Inorganic materials 0.000 description 1
- OYACROKNLOSFPA-UHFFFAOYSA-N calcium;dioxido(oxo)silane Chemical compound [Ca+2].[O-][Si]([O-])=O OYACROKNLOSFPA-UHFFFAOYSA-N 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000006229 carbon black Substances 0.000 description 1
- 229910021393 carbon nanotube Inorganic materials 0.000 description 1
- 239000002041 carbon nanotube Substances 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 238000005119 centrifugation Methods 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 238000009388 chemical precipitation Methods 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 229910052681 coesite Inorganic materials 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000013329 compounding Methods 0.000 description 1
- 230000003750 conditioning effect Effects 0.000 description 1
- 238000007596 consolidation process Methods 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 229910052906 cristobalite Inorganic materials 0.000 description 1
- 239000002178 crystalline material Substances 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000000539 dimer Substances 0.000 description 1
- 210000003027 ear inner Anatomy 0.000 description 1
- 238000007786 electrostatic charging Methods 0.000 description 1
- 230000007717 exclusion Effects 0.000 description 1
- 230000006870 function Effects 0.000 description 1
- 229920000578 graft copolymer Polymers 0.000 description 1
- 239000008187 granular material Substances 0.000 description 1
- 239000012760 heat stabilizer Substances 0.000 description 1
- 230000007062 hydrolysis Effects 0.000 description 1
- 238000006460 hydrolysis reaction Methods 0.000 description 1
- 230000005661 hydrophobic surface Effects 0.000 description 1
- 238000009776 industrial production Methods 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 239000012796 inorganic flame retardant Substances 0.000 description 1
- 239000001023 inorganic pigment Substances 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 239000004761 kevlar Substances 0.000 description 1
- 238000002372 labelling Methods 0.000 description 1
- 239000001095 magnesium carbonate Substances 0.000 description 1
- ZLNQQNXFFQJAID-UHFFFAOYSA-L magnesium carbonate Chemical compound [Mg+2].[O-]C([O-])=O ZLNQQNXFFQJAID-UHFFFAOYSA-L 0.000 description 1
- 229910000021 magnesium carbonate Inorganic materials 0.000 description 1
- 239000000395 magnesium oxide Substances 0.000 description 1
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 1
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 description 1
- 238000003760 magnetic stirring Methods 0.000 description 1
- 238000011089 mechanical engineering Methods 0.000 description 1
- 229910000000 metal hydroxide Inorganic materials 0.000 description 1
- 150000004692 metal hydroxides Chemical class 0.000 description 1
- 238000000386 microscopy Methods 0.000 description 1
- 239000012764 mineral filler Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 208000035536 myogenic type arthrogryposis multiplex congenita 3 Diseases 0.000 description 1
- QIQXTHQIDYTFRH-UHFFFAOYSA-N octadecanoic acid Chemical compound CCCCCCCCCCCCCCCCCC(O)=O QIQXTHQIDYTFRH-UHFFFAOYSA-N 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 239000012860 organic pigment Substances 0.000 description 1
- 150000001282 organosilanes Chemical class 0.000 description 1
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 1
- 239000005022 packaging material Substances 0.000 description 1
- 238000012858 packaging process Methods 0.000 description 1
- 239000010452 phosphate Substances 0.000 description 1
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 1
- 150000003018 phosphorus compounds Chemical class 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 239000004810 polytetrafluoroethylene Substances 0.000 description 1
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 230000001376 precipitating effect Effects 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 238000011112 process operation Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 238000010926 purge Methods 0.000 description 1
- 239000012783 reinforcing fiber Substances 0.000 description 1
- 238000000110 selective laser sintering Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- RMAQACBXLXPBSY-UHFFFAOYSA-N silicic acid Chemical compound O[Si](O)(O)O RMAQACBXLXPBSY-UHFFFAOYSA-N 0.000 description 1
- FDNAPBUWERUEDA-UHFFFAOYSA-N silicon tetrachloride Chemical compound Cl[Si](Cl)(Cl)Cl FDNAPBUWERUEDA-UHFFFAOYSA-N 0.000 description 1
- 239000000344 soap Substances 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 229910052682 stishovite Inorganic materials 0.000 description 1
- 150000003577 thiophenes Chemical class 0.000 description 1
- 239000004408 titanium dioxide Substances 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- QORWJWZARLRLPR-UHFFFAOYSA-H tricalcium bis(phosphate) Chemical compound [Ca+2].[Ca+2].[Ca+2].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O QORWJWZARLRLPR-UHFFFAOYSA-H 0.000 description 1
- 229940078499 tricalcium phosphate Drugs 0.000 description 1
- 229910000391 tricalcium phosphate Inorganic materials 0.000 description 1
- 235000019731 tricalcium phosphate Nutrition 0.000 description 1
- 229910052905 tridymite Inorganic materials 0.000 description 1
- 239000013638 trimer Substances 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 239000011787 zinc oxide Substances 0.000 description 1
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/12—Powdering or granulating
- C08J3/14—Powdering or granulating by precipitation from solutions
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2379/00—Characterised by the use of macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing nitrogen with or without oxygen, or carbon only, not provided for in groups C08J2361/00 - C08J2377/00
- C08J2379/04—Polycondensates having nitrogen-containing heterocyclic rings in the main chain; Polyhydrazides; Polyamide acids or similar polyimide precursors
- C08J2379/08—Polyimides; Polyester-imides; Polyamide-imides; Polyamide acids or similar polyimide precursors
Definitions
- the present invention relates to a composition comprising at least one polymer, the polymer solidifying from a melt in an essentially amorphous or completely amorphous form. Furthermore, the present invention relates to a method for producing the composition according to the invention and a component comprising a composition according to the invention and the use of the composition according to the invention.
- additive manufacturing is often replaced by "generative manufacturing” or “rapid technology”.
- Additive manufacturing processes that use a powdered material are, for example, sintering, melting or gluing with binders.
- Polymer systems are often used as powdered materials for the production of shaped bodies. Industrial users of such systems require good processability, high dimensional stability and good mechanical properties from the moldings produced from them.
- composition according to claim 1 This object is achieved according to the invention by a composition according to claim 1. Furthermore, the object is achieved by a method for producing the composition according to claim 9, by a method for producing a component according to claim 14 and by using the composition according to claim 18 according to the invention.
- the present invention therefore relates to a composition, in particular as a construction material for an additive manufacturing process as mentioned above, comprising at least one polymer, the polymer being in the form of polymer particles and the polymer being selected from at least one thermoplastic polymer,
- thermoplastic polymer solidifies from a melt in at least essentially amorphous or completely amorphous form and can be represented in this way
- a melting temperature of the polymer is at least 280 °C, preferably at least 290 °C, preferably at least 300 °C, and/or wherein a melting temperature of the material is up to 400 °C, preferably up to 375 °C , particularly preferably up to 350 ° C, and / or
- a specific enthalpy of fusion of the polymer is at least 28 J/g, preferably at least 30 J/g, preferably at least 35 J/g, and/or wherein a specific enthalpy of fusion of the material is up to 150 J/g, preferably up to 125 J /g, preferably up to 100 J/g.
- a composition according to the invention comprises at least one thermoplastic polymer, where the thermoplastic polymer solidifies from a melt in an essentially amorphous or completely amorphous form.
- the determination of such a thermoplastic polymer is known to the person skilled in the art and can be carried out, for example, by means of differential scanning calorimetry (DSC).
- a polymer is considered to be “essentially amorphous or solidifying in a completely amorphous form” if, at a heating rate of 20 K/min and a cooling rate of 5 K/min, it has a specific enthalpy of fusion in the 2nd heating run of ⁇ 1 J/g, measured by DSC according to DIN EN ISO 11357-1 (3:2018-07).
- composition according to the invention is preferably in the form of a powder.
- the viscosity lowered with the melt is advantageous for good flow of the melt, as a result of which denser components with fewer pores with improved mechanical properties and a high component density can be obtained.
- the high melting temperature also means that less energy has to be introduced by the laser in order to heat the polymer up to a sufficiently low viscosity at which good flow of the melt and thus good layer bonding is possible.
- the composition according to the invention has a specific enthalpy of fusion of the material of at least 28 J/g, preferably at least 30 J/g, preferably at least 35 J/g.
- the specific enthalpy of fusion of the composition is up to 150 J/g, preferably up to 125 J/g, preferably up to 100 J/g.
- enthalpy of fusion or “specific enthalpy of fusion” is understood to mean the amount of energy required to melt a substance sample at its melting temperature at constant pressure (isobar), i.e. from the solid to the to transfer liquid state of aggregation.
- Methods for determining the enthalpy of fusion are known to those skilled in the art; for example, the enthalpy of fusion can be measured using DSC in accordance with DIN EN ISO 11357 (3:2018-07).
- the melting point Tm and the specific enthalpy of melting or crystallization AH of the materials used were determined by means of DSC measurements in accordance with the standard DIN EN ISO 11357 (3:2018-07).
- the melting point corresponds to the peak temperature of the melting peak occurring in the DSC curves.
- the measurements were carried out on a "Mettler Toledo DSC823e” type DSC device with an automatic sample changer.
- the evaluations were carried out with the software "STARe Software", version 16.30.
- Nitrogen 5.0 i.e. nitrogen with a purity of 99.999 percent by volume, was used as the purge gas.
- a sufficiently broad temperature range was examined for each material (e.g. the range from 0 °C to 400 °C for the PEI material examined).
- the heating and cooling rate was 20 K/min with a holding time of 5 min before each heating or cooling run.
- composition according to the invention ensures a homogeneous powder structure, so that improved flowability or pourability and thus a uniform powder input is made possible in the course of additive manufacturing processes.
- a bulk solid has good flowability if the bulk solid can be made to flow easily. Methods for determining flow or pourability are known to those skilled in the art. In addition to other parameters, the flowability or pourability of the powder can be determined, for example, with the aid of the flow factor (ff c ) and the compressive strength (unconfined yield strength, UYS) (according to ASTM D6773-16).
- the at least one thermoplastic polymer which solidifies from a melt in at least essentially amorphous or completely amorphous form is preferably obtainable by means of precipitation (syn. precipitation) from a first agent or a mixture of a first and at least one further agent.
- precipitation a precipitation from a first agent or a mixture of a first and at least one further agent.
- the terms “obtainable”, “representable” and “manufacturable” are used synonymously.
- Such a first and/or further agent is preferably selected from at least one organic agent, preferably from an organic, moderate solvent, for the at least one polymer.
- moderate solvent is present a To understand non-solvent for the polymer, in which the polymer does not or only slightly dissolves at room temperature, so that the dissolved fraction of the polymer is less than 5 wt .-%. At temperatures above room temperature, on the other hand, it acts as a solvent, so that at least 5% by weight of the polymer is in dissolved form.
- moderate solvent and “solvent” are used synonymously.
- a polymer or a polymer system or polymer material is understood to mean at least one homopolymer and/or one heteropolymer which is made up of a plurality of monomers. While homopolymers have a covalent linkage of the same monomers, heteropolymers (also called copolymers) are made up of covalent linkages of different monomers.
- a polymer system according to the present invention can include both a mixture of the abovementioned homo- and/or heteropolymers and more than one polymer system.
- polymer polymer system and polymer material are used synonymously below.
- Additive manufacturing processes include, in particular, methods that are suitable for producing prototypes (rapid prototyping) and components (rapid manufacturing), preferably from the group of powder-based manufacturing methods, particularly preferably powder-bed-based methods including laser sintering, high-speed sintering, binders Jetting, multi-jet fusion, selective mask sintering, selective laser melting or LaserProFusion. Solidification preferably takes place by Exposure to electromagnetic radiation.
- the composition according to the invention is intended for use in laser sintering or LaserProFusion.
- laser sintering is synonymous with the term “selective laser sintering” (SLS).
- the present invention relates to a method for producing a composition according to the invention, the method comprising at least the following steps:
- such a composition has a specific enthalpy of fusion of the polymer of at least 28 J/g, preferably of at least 30 J/g, preferably of at least 35 J/g. At most, the specific enthalpy of fusion of the composition is up to 150 J/g, preferably up to 125 J/g, preferably up to 100 J/g.
- Providing is understood to mean both production on site and delivery of a polymer or a polymer material.
- step ii) stands for "bringing into contact”.
- mixing and "admixing” are understood to be synonymous.
- a process of mixing or admixing can take place in the disperser and/or in the stirrer and may include process operations such as melting, dispersing, etc.
- the mixture of the polymer material and the moderate solvent can be heated to a temperature above or below a glass transition temperature of the at least one polymer or polymer material.
- the mixture of the polymeric material and the moderate solvent is preferably heated to a temperature above the glass transition temperature of the polymeric material.
- glass transition temperature is to be understood as meaning the temperature at which a polymer changes to a rubbery to viscous state. The determination of the glass transition temperature is known to the person skilled in the art and can be carried out, for example, by means of DSC in accordance with DIN EN ISO 11357 (2:2020-08).
- the first temperature is preferably room temperature
- the second temperature is preferably in a range from 60° C. below the glass transition temperature to 100° C. above the glass transition temperature, preferably at 70° C. above the glass transition temperature of the polymer; a third temperature is preferred below the glass transition temperature, preferably at 130° C. below the glass transition temperature, particularly preferably at 5° C. below the glass transition temperature.
- the third temperature is preferably below the second temperature.
- the second and the third temperature are dependent on the set polymer loading and can be determined, for example, by creating a cloud point diagram.
- the polymer is brought together with the moderate solvent in a specific ratio in a high-pressure, high-temperature cell (e.g. PDE-140-LL, from Eurotechnica) and the system is heated until the polymer is visually completely dissolved in the agent (temperature gradient 9 K/ minutes); this temperature is kept constant for 15 minutes.
- a temperature gradient of ⁇ 2 K/min preferably ⁇ 1.5 K/min
- the temperature at which clouding of the system begins is determined visually.
- the third temperature is below that cloud point for that very ratio of polymer to moderate solvent.
- the system is heated again with a constant temperature gradient of 9 K/min and the temperature at which turbidity is no longer visually detectable is determined.
- the second temperature is above that particular temperature for that very ratio of polymer to moderate solvent.
- the mixture of polymer and moderate solvent is heated with stirring in a closed vessel, preferably without pressure equalization.
- the pressure corresponds to the vapor pressure of the moderate solvent at the working temperature.
- an additional pressurization for example with inert gases, can take place here.
- a packaging process can advantageously be carried out in the absence of moisture or under controlled moisture, in order to avoid electrostatic charging of the powder, for example.
- the present invention also includes a composition, in particular for laser sintering processes, which can be obtained or is obtained using the process described above.
- composition according to the invention is used to produce a component, in particular a three-dimensional object, by applying in layers and selectively solidifying a construction material, preferably a powder.
- a construction material preferably a powder.
- solidification is to be understood as at least partial melting or melting with subsequent solidification or resolidification of the building material.
- construction material is understood to mean a powder or a solidifiable powder material, which can be solidified into shaped bodies or 3D objects by means of additive manufacturing processes, preferably by means of powder bed-based processes, in particular by means of laser sintering or laser melting.
- the composition according to the invention is particularly suitable as such a building material.
- a plane that is located on a carrier within a machine for additive manufacturing at a certain distance from an irradiation unit that is mounted above it and is suitable for solidifying the construction material serves as the construction field.
- the building material is positioned on the carrier in such a way that its top layer corresponds to the plane that is to be solidified.
- the carrier can be adjusted in the course of the manufacturing process, in particular laser sintering, in such a way that each newly applied layer of the construction material is at the same distance from the irradiation unit, preferably a laser, and can be solidified in this way by the action of the irradiation unit.
- a component which has been produced from the composition according to the invention is advantageously present in at least essentially amorphous or completely amorphous form.
- Such a component is characterized in that at a heating rate of 20 K/min it has a specific enthalpy of fusion of less than 5 J/g, preferably less than 2 J/g, in particular less than 1 J/g, measured by DSC according to DIN EN ISO 11357-3:2018-07.
- a component, in particular a 3D object, which was produced from the composition according to the invention also has advantageous tensile strength and elongation at break.
- the tensile strength characterizes the maximum mechanical tensile stress that can occur in the material.
- the determination of the tensile strength is known to the person skilled in the art and can be determined according to DIN EN ISO 527, for example.
- the elongation at break characterizes the deformability of a material in the plastic range (also called ductility) up to breakage and can be determined, for example, using DIN EN ISO 527-2.
- a component which has been produced from the composition according to the invention has improved dimensional accuracy and/or less component distortion.
- Dimensional accuracy means that the actual dimensions of a workpiece are within the agreed permissible deviation or tolerance from the specified nominal dimension.
- the term also describes the resistance of a material, for example with regard to expansion and shrinkage. Common causes of dimensional changes are, for example, temperature, compressive or tensile forces, aging and moisture.
- a component, in particular a three-dimensional object, which is produced from the composition according to the invention preferably has a density (according to DIN ISO 1183) of more than 1.15 g/cm 3 , preferably more than 1.20 g/cm 3 preferably more than 1.23 g/cm 3 , in particular more than 1.26 g/cm 3 and particularly preferably more than 1.29 g/cm 3 .
- Such a component has a maximum density of 1.40 g/cm 3 , preferably not more than 1.35 g/cm 3 , particularly preferably not more than 1.30 g/cm 3 .
- the above values preferably apply to a component that is made from a polymer or a composition without fillers.
- an advantageous component in particular a three-dimensional object, has a porosity of less than 10%, preferably less than 5%, particularly preferably less than 3%, in particular less than 2%, particularly preferably less than 1%.
- the determination of the porosity of components is known to the person skilled in the art and can be measured, for example, via the density of the three-dimensional objects produced in accordance with DIN ISO 1183 (according to Archimedes' principle) on a scale (Kern, type 770-60) with a Satorius YDK 01 density determination set .
- the present invention also includes a component which can be obtained or is obtained using the method described above.
- composition according to the invention can be used both in rapid prototyping and in rapid manufacturing.
- additive manufacturing processes preferably from the group of powder-based processes, particularly preferably from the group of powder-bed-based processes (including laser sintering, LaserProFusion, high-speed sintering, multi-jet fusion, binder jetting, selective mask Sintering, selective laser melting), in particular for use in technologies that solidify the material by means of electromagnetic radiation, optionally with the aid of absorbers, more preferably for use in laser sintering or in the LaserProFusion process.
- This process can advantageously be used to produce prototypes or production parts in a time- and cost-efficient manner.
- Rapid manufacturing refers in particular to processes for the production of components, i.e. the production of more than one identical part, but in which the production z. B. using an injection mold is not economical or not possible due to the geometry of the component, especially if the parts have a very complex design. Examples of this are parts for high-quality cars, racing or rally vehicles, which are only produced in small numbers, or spare parts for motor sports, for which the time of availability plays a role in addition to the small numbers.
- Industries in which the parts of the invention are used for. B. the aerospace industry, medical technology, mechanical engineering, the Automobile construction, the sports industry, the household goods industry, the electronics industry and lifestyle. Also important is the production of a large number of similar components, for example personalized components such as prostheses, (inner ear) hearing aids and the like, the geometry of which can be individually adapted to the wearer.
- the present invention includes a composition as solidifiable powder material in a method for the layer-by-layer production of a three-dimensional object from powdery material, in which successive layers of the object to be formed from this solidifiable powder material are successively solidified at corresponding points by the input of energy, preferably by the Entry of electromagnetic radiation, in particular through the entry of laser light.
- an advantageous composition comprises a thermoplastic polymer which is selected from at least one polyetherimide, polycarbonate, polyarylethersulfone, polyphenylene oxide, acrylonitrile-butadiene-styrene copolymer, acrylonitrile-styrene-acrylate copolymer, polyvinyl chloride, polyacrylate, polyester, polyamide, Polyaryl ether ketone, polyether, polyurethane, polyimide, polyamideimide, polyolefin, polyarylene sulfide, polysiloxane and their copolymers and/or at least one polymer blend based on the aforementioned polymers and/or copolymers.
- a thermoplastic polymer which is selected from at least one polyetherimide, polycarbonate, polyarylethersulfone, polyphenylene oxide, acrylonitrile-butadiene-styrene copolymer, acrylonitrile-styrene-acrylate copolymer
- the thermoplastic polymer is preferably selected from at least one polyetherimide, a polyarylethersulfone and/or from at least one polymer blend made from at least one polyetherimide and/or a polyarylethersulfone and at least one other polymer.
- the at least one polymer is preferably selected from at least one homo- and/or heteropolymer and/or from a polymer blend, the at least one homo- and/or heteropolymer particularly preferably being an amorphous homo- and/or Includes heteropolymer.
- a polymer blend preferably comprises at least two amorphous homo- and/or hetero-polymers or at least one partially crystalline and at least one amorphous homo- and/or hetero-polymer.
- the polymer blend particularly preferably contains at least two amorphous homo- and/or heteropolymers.
- the at least one homo- and/or heteropolymer and/or polymer blend is selected from at least one amorphous polymer or an amorphous copolymer or a partially crystalline polymer blend composed of at least one partially crystalline polymer and at least one further amorphous polymer or an amorphous polymer blend composed of at least two amorphous polymers.
- partially crystalline is to be understood as meaning a substance which contains both crystalline and amorphous areas.
- a polymer is considered to be partially crystalline in particular if it is not amorphous and is less than 100%, preferably less than 99%, crystalline.
- a composition according to the invention preferably comprises a polymer and/or a copolymer and/or a polymer blend with a melting point of up to 335.degree. C., preferably up to 330.degree. C., preferably up to 325.degree.
- a preferred polymer has a melting temperature of at least 285°C, more preferably at least 300°C, more preferably at least 310°C, more preferably at least 320°C, particularly preferably at least 323°C, particularly preferably about 324° C on. Insofar as the term "at least approximately” or “at most approximately” or "up to approximately” (etc.) is used in connection with the melting temperature, this means that the numerical value mentioned has a possible deviation of ⁇ 2 °C may have.
- a composition has an enthalpy of fusion of up to about 150 J/g, preferably of up to about 100 J/g, preferably of up to about 50 J/g, particularly preferably of up to about 38 J/g. At least the composition has a Enthalpy of fusion of at least about 28 J/g, preferably at least about 30 J/g, particularly preferably at least about 32 J/g, particularly preferably at least about 33 J/g, more preferably at least about 34 J/g and/or 35 J/g, most preferably about 36 J/g. Insofar as the term "at least approximately” or "at most approximately” or "up to approximately” (etc.) is used in connection with the enthalpy of fusion, this means that the numerical value mentioned may deviate by ⁇ 5% can.
- Such melting temperatures and enthalpies of fusion are particularly preferred for PEI.
- the thermoplastic polymer is selected from at least one polyetherimide.
- the polyetherimide particularly preferably has repeating units according to
- the number n of repeating units of the formulas I, II and III is preferably at least 10 and/or up to a maximum of 1000.
- the polyetherimide preferably has repeating units of the formula III.
- the molecular weight of such a polyetherimide is preferably at least 5000 ⁇ m, preferably at least 10,000 ⁇ m, particularly preferably at least 15,000 ⁇ m and/or at most 200,000 ⁇ m, in particular at least 15,000 ⁇ m and/or at most 100,000 ⁇ m.
- the weight average molecular weight of such a preferred polymer is preferably at least 20,000 ⁇ , more preferably at least 30,000 ⁇ and/or at most 500,000 ⁇ , especially at least 30,000 ⁇ and/or at most 200,000 ⁇ .
- a preferred polyetherimide according to formula I is available, for example, under the trade names Ultern® 1000, Ultern® 1010 and Ultern® 1040 (Sabic, Germany).
- a preferred polyetherimide according to formula III is available, for example, under the trade names Ultern® 5001 and Ultern® 5011 (Sabic, Germany).
- the thermoplastic polymer is selected from at least one polyarylethersulfone. It is particularly preferably a polyether sulfone (PESU), polysulfone (PSU) and/or polyphenylene sulfone (PPSU) of the following structural formulas:
- PESU polyether sulfone
- PSU polysulfone
- PPSU polyphenylene sulfone
- the number n of repeating units is preferably at least 10 and/or up to a maximum of 1000.
- the molecular weight of such a polyarylethersulfone is preferably at least 5000 ⁇ m, preferably at least 10,000 ⁇ m, particularly preferably at least 15,000 ⁇ m and/or at most 200,000 ⁇ m, in particular at least 15,000 ⁇ m and/or at most 100,000 ⁇ m.
- the weight average molecular weight of such a preferred polymer is preferably at least 20,000 ⁇ , more preferably at least 30,000 ⁇ and/or at most 500,000 ⁇ , especially at least 30,000 ⁇ and/or at most 200,000 ⁇ .
- a preferred polyarylethersulfone is available, for example, under the trade name Ultrason® (BASF, Germany).
- a preferred polyethersulfone is available, for example, under the trade name Ultrason® E2010 (BASF, Germany).
- a more preferred composition comprises a polymer blend comprising a polyaryletherketone-polyetherimide, preferably a polyetherketoneketone, particularly preferably a polyetherketoneketone with a terephthalic acid isophthalic acid isomer ratio of between 65:35 and 55:45.
- a preferred composition can be a polyetherimide, which preferably contains the repeating units of the formula I contains have.
- a preferred composition can have a polycarbonate, in particular with the repeating unit of formula IV:
- the composition can be obtained by means of precipitation from a first moderate solvent or a mixture of the first and at least one other moderate solvent.
- the at least one or more moderate solvent is selected from at least one cyclic moderate solvent, such as lactams, phenones, phenols, cycloalkanes and/or cycloalkanones.
- the moderate solvent is selected from a homocyclic moderate solvent such as benzene, cyclohexanone, acetophenone, phthalic acid ester and/or a heterocyclic moderate solvent such as thiophenes and/or cyclic ethers, more preferably an aromatic homocyclic moderate solvent such as acetophenone , dimethyl phthalate and/or benzene, especially from an aromatic non-halogenated homocyclic moderate solvent.
- a homocyclic moderate solvent such as benzene, cyclohexanone, acetophenone, phthalic acid ester and/or a heterocyclic moderate solvent such as thiophenes and/or cyclic ethers
- an aromatic homocyclic moderate solvent such as acetophenone , dimethyl phthalate and/or benzene, especially from an aromatic non-halogenated homocyclic moderate solvent.
- the Hansen solubility parameter can be used.
- HSPiP software Dr. techn. Charles M. Hansen, Jens Bornosvej 16, 2970 Horsholm, Denmark or via www.hansen-solubility .com
- the moderate solvent has a solubility parameter that is at least 10 MPa 1/2 lower, preferably at least 8 MPa 1/2 lower, preferably at least 5 MPa 1/2 lower and/or at most 10 MPa 1/2 higher, preferably at most 8 MPa 1/2 higher, preferably at most 5 MPa 1/2 higher than a solubility parameter of the at least one polymer.
- the solubility parameters of the moderate solvent and the polymer are at least substantially the same.
- the solubility parameter of the moderate solvent and the solubility parameter of the polymer differ by no more than 10 MPa 1/2 , preferably by no more than 8 MPa 1/2 , more preferably by no more than 6 MPa 1/2 , in particular by no more than 5 MPa 1/2 .
- the at least one or more moderate solvent is particularly preferably selected from dimethyl phthalate and/or acetophenone.
- an advantageous composition comprises at least one auxiliary, the auxiliary being preferably selected from an additive and/or a filler.
- the additive is preferably selected from the group of heat stabilizers, oxidation stabilizers, UV stabilizers, dyes, plasticizers, IR absorbers, SiÜ2 particles, carbon black particles, inorganic and/or organic pigments and/or flame retardants (especially phosphate-containing flame retardants such as red phosphorus, ammonium polyphosphate and/or brominated flame retardants and/or other halogenated flame retardants and/or inorganic flame retardants such as magnesium hydroxide or aluminum hydroxide).
- flame retardants especially phosphate-containing flame retardants such as red phosphorus, ammonium polyphosphate and/or brominated flame retardants and/or other halogenated flame retardants and/or inorganic flame retardants such as magnesium hydroxide or aluminum hydroxide.
- the group of fillers preferably includes reinforcing fibers, SiO2 particles, metal oxides, calcium carbonate, carbon fibers, glass fibers, carbon nanotubes, mineral fibers (e.g. wollastonite), aramid fibers (especially Kevlar fibers), glass beads and/or mineral fillers.
- reinforcing fibers SiO2 particles, metal oxides, calcium carbonate, carbon fibers, glass fibers, carbon nanotubes, mineral fibers (e.g. wollastonite), aramid fibers (especially Kevlar fibers), glass beads and/or mineral fillers.
- the content is preferably at least 0.01% by weight and/or at most 5% by weight, in particular at least 0.01% by weight and/or at most 2 wt%.
- the content is preferably at least 0.01% by weight and/or at most 1% by weight, preferably at least 0.01% by weight and/or at most 0.5% by weight , particularly preferably at least 0.02% by weight and/or at most 0.2% by weight, in particular at least 0.02% by weight and/or at most 0.1% by weight.
- the content of a filler in the composition according to the invention can preferably be at least about 1% by weight and/or at most about 90% by weight, preferably at least 5% by weight and/or at most 50% by weight. , particularly preferably at least 10% by weight and/or at most 40% by weight.
- Polymer systems often have a positive and/or negative partial charge. Particularly when particles of the polymer system have different charges at different points on the surface, interactions can occur, for example due to electrostatic, magnetic and/or van der Waals forces, between adjacent particles, which result in undesirable agglomeration of the polymer system particles .
- an advantageous composition therefore comprises at least one anti-agglomeration agent.
- anti-agglomeration agent is a synonym for the term “flow aid”.
- an anti-agglomeration agent is understood to mean a substance in the form of particles which can be deposited on and/or in the polymer particles.
- an advantageous composition therefore comprises at least one anti-agglomeration agent.
- an anti-agglomeration agent can be selected from the group of metal soaps, preferably from a silicon dioxide, stearate, tricalcium phosphate, calcium silicate, aluminum oxide, magnesium oxide, magnesium carbonate, zinc oxide or mixtures of the like.
- a first anti-agglomeration agent comprises silicon dioxide.
- This can be pyrogenic silicon dioxide produced by a wet-chemical precipitation process.
- the silicon dioxide is particularly preferably pyrogenic silicon dioxide.
- a pyrogenic silicon dioxide is understood to mean silicon dioxide which has been produced according to known methods, for example by flame hydrolysis by adding liquid tetrachlorosilane to the hydrogen flame.
- silicon dioxide is also referred to as silicic acid.
- a composition according to the invention has a second anti-agglomeration agent and thus advantageously enables improved tuning of the physical properties, for example with regard to the electrostatic, magnetic and/or van der Waals forces of the anti-agglomeration agent, to the or the Polymer / s and thus improved processability of the composition, especially in laser sintering processes.
- the second anti-agglomeration agent is also a silicon dioxide, in particular pyrogenic silicon dioxide.
- a composition according to the invention can also have more than two anti-agglomeration agents.
- a preferred proportion of the at least one anti-agglomeration agent is at most 1% by weight, more preferably at most 0.5% by weight, particularly preferably at most 0.2% by weight, in particular at most 0. 15% by weight, particularly preferably at most 0.1% by weight.
- the proportion relates to the proportion of all anti-agglomeration agents contained in the advantageous composition.
- the at least one or the two or more anti-agglomeration agents can be treated with one or more different hydrophobing agents.
- the anti-agglomeration agent has a hydrophobic surface.
- Such hydrophobing can be done, for example, with a substance based on organosilanes.
- the anti-agglomeration agent can advantageously effectively prevent caking and thus agglomeration of particles of the polymer system in the composition and counteracts the formation of cavities during pouring, as a result of which the bulk density of the composition is also advantageously increased.
- the bulk density can be influenced by its particle size or particle diameter and particle properties.
- bulk density refers to the ratio of the mass of a granular solid, which was compacted by pouring and not by ramming or shaking, for example, to the bulk volume taken up.
- the determination of the bulk density is known to the person skilled in the art and can be carried out, for example, according to DIN EN ISO 60:2000-01.
- Powders with a relatively round grain shape are required for the additive manufacturing processes explained above, since the presence of angular particles can result in scoring when the powder layers are applied, which makes an automatic construction process in particular more difficult is and the quality of the resulting components is deteriorated, in particular their density and surface quality.
- polymers or copolymers in the form of a powder with round particles there is often the problem of obtaining polymers or copolymers in the form of a powder with round particles.
- composition according to the invention advantageously makes it possible to obtain round particles.
- an appropriate grain size or grain size distribution, a suitable bulk density and sufficient flowability of the powder material are important for compositions that are used in laser sintering processes.
- grain size describes the size of individual particles or grains in a total mixture.
- the grain or particle size distribution has an influence on the material properties of a bulk material, ie the entire granular mixture, which is in a pourable form, for example in a powdery composition.
- the particles of an advantageous composition have a grain size distribution
- d10 at least 10 ⁇ m, preferably at least 15 ⁇ m and/or at most 50 ⁇ m, preferably at most 40 ⁇ m
- d50 at least 20 ⁇ m and/or at most 100 ⁇ m, preferably at least 30 ⁇ m and/or at most 80 ⁇ m, particularly preferably at least 30 ⁇ m and/or at most 60 ⁇ m
- - d90 at least 35 pm and/or at most 150 pm, preferably at most 120 pm.
- Methods for determining the grain size or the grain size distribution are known to those skilled in the art. For example, a measurement can be carried out on the Camsizer XT device and the X-Jet module (Retsch Technology GmbH) with the associated CamsizerXT64 software (version 6.6.11.1069).
- the optical methods for determining grain size and particle shape are based on the ISO 13322-2 standard. The sample of about 2 g is dispersed with 30 kPa compressed air and guided through a 4 mm wide passage past a calibrated optics unit with two cameras with different magnifications ("Basic" and "Zoom"). At least 10,000 individual images are recorded for evaluation.
- the particle sizes and shapes are determined using defined measurement parameters.
- the meridian or mean value of this evaluation method is comparable with laser diffraction (specified as d10, d50 and d90, ie as 10% quantile, 50% quantile and 90% quantile of the volumetric particle size distribution). The measurement is repeated several times to form statistical measured values.
- an advantageous composition has a distribution width (d90-d10)/d50 of at most 3, preferably at most 2, particularly preferably at most 1.5, in particular at most 1.
- Another preferred composition has a proportion of fines, ie a proportion of particles with a particle size of less than 10 ⁇ m, of less than 10% by weight, preferably less than 6% by weight, in particular less than 4% by weight.
- the polymer particles of the composition according to the invention preferably have an at least essentially spherical to lenticular configuration or shape.
- the polymer particles of a particularly advantageous composition particularly preferably have a sphericity of at least 0.7, preferably at least 0.8, in particular at least 0.85.
- the sphericity can be determined, for example, with the aid of microscopy (according to DIN ISO 13322-1) and/or a measuring device of the Camsizer XT type (Retsch Technology, Germany) according to DIN ISO 13322-2.
- the particles of a composition according to the invention it has also proven to be advantageous for the particles of a composition according to the invention to have the smallest possible surface area.
- the surface can be determined, for example, by gas adsorption according to the principle of Brunauer, Emmet and Teller (BET); the standard used is DIN EN ISO 9277.
- BET Brunauer, Emmet and Teller
- the particle surface area determined using this method is also referred to as the BET surface area.
- the BET surface area of an advantageous composition is at least 0.1 m 2 /g, preferably at least 0.5 m 2 /g, particularly preferably at least 1 m 2 /g.
- a BET surface area of a preferred composition is at most 20 m 2 /g, particularly preferably at most 10 m 2 /g, in particular at most 5 m 2 /g, particularly preferably at most 3 m 2 /g.
- a preferred BET surface area is at least 0.5 m 2 /g and/or up to 2 m 2 /g.
- a method for producing an advantageous composition, in particular a powdered material comprises at least one of the following steps in addition to the steps already explained above:
- the additive can therefore be added to the polymer-solvent mixture in accordance with step (a) above, or the additive and/or the anti-agglomeration agent can be added to the powdered polymer material in accordance with step (b).
- the at least one first auxiliary is preferably added to the polymer or to the polymer/solvent mixture in accordance with step (a) mentioned above.
- the adjuvant can be added by compounding, i. H. by admixing the auxiliary substance(s) (for example in the extruder) to achieve desired property profiles.
- the auxiliary is selected in such a way that it does not dissolve in the solvent but rather in the polymer. Such a procedure favors the fact that the auxiliary substance is present in the grain after the precipitation process.
- the at least one first auxiliary can be added to the powdered polymer material in accordance with step (b).
- the at least one first auxiliary substance is preferably added to the powdered material after the powder has been produced, i. H. after removing the solvent and, if necessary, after drying the powder.
- the polymer-solvent mixture comprises at least 1% by weight of the at least one thermoplastic polymer, preferably at least 5% by weight, preferably at least 10% by weight.
- the preferred polymer-solvent mixture contains at most 50% by weight, preferably at most 40% by weight, preferably at most 30% by weight, more preferably at most 25% by weight, in particular at most 20% by weight, particularly preferably at most 15% by weight of the at least one thermoplastic polymer.
- a particularly preferred method of preparing a composition or powdered material uses a moderate solvent selected from at least one non-halogenated aromatic moderate solvent.
- a preferred moderate solvent has a Hansen solubility parameter of at least 15 ⁇ , preferably at least 20 ⁇ , and/or at most 35 ⁇ , preferably at most 30 ⁇ , particularly preferably about 25 ⁇ .
- Such a moderate solvent is particularly preferably selected from at least dimethyl phthalate and/or acetophenone.
- the powdery material or the thermoplastic polymer is a polyimide, preferably a polyetherimide or a polyarylethersulfone.
- the polymer-solvent mixture is cooled, in particular from a second temperature to a third temperature, in such a way that the polymer-solvent mixture cools down in a targeted or controlled manner. Cooling preferably takes place at a cooling rate of at least 0.05° C./min, preferably at least 0.1° C./min, particularly preferably at least 0.5° C./min, in particular at least 1° C./min, in particular preferably of at least 1.5° C./min. At most, cooling takes place at a rate of preferably 4° C./min, preferably at most 3° C./min, in particular at most 2° C./min.
- the mixture can be cooled, for example, in a reactor, such as an autoclave, which is optionally equipped with a stirrer, and/or via a water / air cooling distance take place, which can extend over a few meters.
- a stirring process can take place passively by convection or actively by stirring the mixture.
- the polymer or the polymer particles are separated from the mixture and, if appropriate, the separated polymer or the polymer particles are washed and dried.
- the components of the mixture are preferably separated off by centrifugation and/or filtration. Drying the solid component to obtain the dried composition can e.g. B. in an oven, for example in a vacuum dryer.
- an additive can be added to the composition according to the invention in a next step.
- such an additive is selected from an anti-agglomeration agent.
- the additive in particular an anti-agglomeration agent, is preferably added in a mixer.
- an advantageous manufacturing method can provide packaging of the composition.
- Packaging of a composition produced by the method according to the invention in particular sieved polymer particles, which are preferably in the form of a powder, is preferably carried out with the exclusion of atmospheric moisture, so that subsequent storage of the composition according to the invention can take place under reduced humidity to avoid caking effects, for example. whereby the storage stability of the composition according to the invention is improved.
- An advantageous packaging material also prevents moisture, in particular atmospheric moisture, from entering the composition according to the invention.
- compositions according to the invention are suitable for additive manufacturing processes, in particular for laser sintering processes.
- the target environment for example the powder bed of the irradiation unit, in particular the laser beam, is usually heated before it is used, so that the temperature of the powder starting material is close to its melting temperature and even a small amount of energy input is sufficient to increase the total energy input to such an extent that the particles coalesce or solidify with one another.
- You can also energy-absorbing and/or energy-reflecting substances are applied to the target environment of the irradiation unit, which enable selective melting of the material at the points to be solidified.
- a three-dimensional object is selectively solidified by solidifying the composition according to the invention at predetermined locations by means of electromagnetic rays which are emitted by a radiation source.
- a further embodiment relates to a system for the production of a three-dimensional object by solidifying the composition according to the invention at predetermined points, the system comprising at least one radiation source for emitting electromagnetic radiation.
- the system further includes a process chamber in the form of an open container having a wall, a support located within the process chamber, the process chamber and support being vertically movable relative to one another, a horizontally movable storage chamber and a Coater, wherein the storage chamber is at least partially filled with the composition of the invention.
- the radiation source emits light of a wavelength in the range from 500 nm to 1500 nm, preferably in the range from 1064 ⁇ 8 nm and/or 980 ⁇ 7 nm and/or 940 ⁇ 7 nm and/or 810 ⁇ 7 nm and/or or 640 ⁇ 7 nm.
- the radiation source may emit light at a wavelength of about 10.6 pm or in the range of 4.8 pm to 8.3 pm, preferably in the range of 5 pm.
- the radiation source preferably includes at least one laser, in particular a diode laser.
- “Fusing” is understood to mean the process in which the powder is at least partially melted during an additive manufacturing process, for example in the powder bed, by introducing energy, preferably by means of electromagnetic waves, in particular by laser energy.
- the composition according to the invention and the method according to the invention ensure at least partial melting and process-reliable production of shaped bodies with high mechanical stability and dimensional stability.
- the Composition according to the invention or the method according to the invention requires complete melting.
- the tensile strength, the modulus of elasticity and the elongation at break of an advantageous component can be useful as material properties or as a measure of the processability of the composition according to the invention.
- an advantageous component which has been produced from a composition according to the invention in particular a composition comprising a polyetherimide or a polyarylethersulfone, has a tensile strength parallel to the layer direction of at least 40 MPa, preferably at least 60 MPa, particularly preferably at least 70 MPa , In particular of at least 80 MPa, particularly preferably of at least 90 MPa.
- the preferred composition has a maximum tensile strength parallel to the layer direction of 200 MPa, preferably not more than 150 MPa, in particular not more than 100 MPa.
- an advantageous component produced from a polymer or a composition without fillers in particular a polymer or a composition comprising a polyetherimide or a polyarylethersulfone, still has a modulus of elasticity parallel to the layer direction of at least 1400 MPa, preferably at least 2000 MPa more preferably at least 2400 MPa, in particular at least 2800 MPa and very particularly greater than 3000 MPa.
- the preferred composition has a modulus of elasticity parallel to the layer direction of at most 5000 MPa, preferably at most 4000 MPa, in particular at most 3500 MPa.
- an advantageous component has an elongation at break, which is preferably produced from a composition comprising a polyetherimide or a polyarylethersulfone, parallel to the layer direction of at least 1%, particularly preferably at least 3%, in particular at least 5%, particularly preferably at least 7%. on.
- a preferred component has an elongation at break of at most 100%, more preferably at most 80%, particularly preferably at most 50%, in particular at most 25%.
- the determination of the tensile strength, the modulus of elasticity and the elongation at break can be determined using the so-called tensile test according to DIN EN ISO 527 (2:2019-12) and is known to the person skilled in the art.
- composition according to the invention can be measured in the cold or warm state in the laser sintering system, its layer application and powder bed state in the cold or warm state, its layer application in the laser sintering process, preferably in the ongoing laser sintering process, in particular its coating on exposed surfaces and the dimensional accuracy and the mechanical properties of the test specimens obtained are evaluated.
- the composition comprises at least one auxiliary which allows the mechanical, electrical, magnetic, flame-retardant and/or aesthetic properties of the powder or product to be adjusted.
- the composition comprises at least one organic and/or inorganic auxiliary such as glass, metal, for example aluminum and/or copper and/or iron, ceramic particles, metal oxides or pigments to vary the color, preferably titanium dioxide or soot.
- the excipient can also consist of a fiber, such as a carbon, glass and/or mineral fiber, such as e.g. B. wollastonite, be selected. This can also influence the absorption behavior of the powder.
- Fillers for adjusting the mechanical properties can also be selected from the group of metal oxides or from calcium carbonate.
- Flame retardant additives can for example be selected from the group consisting of metal hydroxides such as magnesium hydroxide or aluminum hydroxide, phosphorus compounds such. B. Red phosphorus or ammonium polyphosphate or brominated flame retardants.
- the composition comprises at least one auxiliary which is used for thermo-oxidative stabilization of the polymer and/or for UV stabilization.
- It can be z. B. be an antioxidant and / or a UV stabilizer.
- an antioxidant can be obtained, for example, under the trade name Irganox or Irgafos from BASF (Ludwigshafen, Germany); a UV stabilizer can be obtained, for example, under the trade name Tinuvin from BASF.
- an IR absorber is used as the auxiliary substance, which absorbs in the range of the wavelength used for the laser or infrared heating. This can be soot, for example.
- thermograms of a composition according to the invention (according to V1) comprising polyetherimide (PEI, Ultem CRS5011, Sabic).
- thermograms of a composition according to the invention (according to V2) comprising polyetherimide (PEI, Ultem CRS5011, Sabic).
- Fig. 3 Top view of the placement of the components in the installation space (according to V1 and V2).
- Fig. 4 Orthogonal view of the components (according to V1 and V2).
- thermograms of a composition according to the invention comprising polyetherimide (PEI, Ultem CRS5001, Sabic).
- thermograms of a composition according to the invention comprising polyetherimide (PEI, Ultem CRS5001, from Sabic).
- thermograms of a composition according to the invention comprising polyetherimide (PEI, Ultem CRS5011, Sabic).
- Polyetherimide (PEI, Ultem CRS5011, Sabic).
- Polyetherimide (PEI, Ultem CRS5011, Sabic). examples
- the Hansen solubility parameter of the polymer is 28.9 MPa 1/2
- those of the solvents dimethyl phthalate and acetophenone are 24.2 MPa 1/2 and 21.2 MPa 1/2 .
- the conditioned bulk density (CBD) was determined using an FT4 Powder Rheometer (Freeman Technology Ltd).
- the CBD was prepared according to the manufacturer's specifications [cf. Handbook W7008, Compressibility, Issue B, Freeman Technology Support Document, January 2006], measured with 60-65 g sample and a conditioning time > 24h.
- the BET surface area of the powder obtained from the precipitation with dimethyl phthalate was determined in accordance with DIN EN ISO 9277 by means of gas adsorption according to the Brunauer, Emmet and Teller (BET) principle. A value of 2.37 m 2 /g was obtained.
- a powder with a melting point of 286.2 °C and an enthalpy of fusion of 34.4 J/g could be precipitated from acetophenone (see FIG. 89) is also well suited for the laser sintering process.
- the powder is not only free-flowing (UYS of 1094 and ff c of 4.0), but also has a comparatively high conditioned bulk density of 0.563 g/cm 3 (see Table 1, below).
- the conditioned bulk density is usually very close to the bulk density determined according to DIN EN ISO 60 and can be easily compared.
- the BET surface area of the powder obtained from the precipitation with acetophenone was determined in accordance with DIN EN ISO 9277. A value of 1.12 m 2 /g resulted.
- Tensile test specimens with the geometry DIN EN ISO 527-2 Type 1 BA in XYZ orientation were built on an EOS P810 with a reduced installation space (manufacturer: AMCM GmbH, Starnberg).
- the default job corresponds to that for the material HT-23 (EOS default job for the material HT-23 from Advanced Laser Materials, TX, USA; ALM_HT23-A_120_003), the layer thickness is 120 pm.
- the bulk energy input of the custom exposure parameters is given in the table below.
- FIG. 3 the components were placed on the construction site.
- the components produced using the method according to the invention and their arrangement in relation to one another are shown in FIG.
- the labeling visible in the graphic is used to later distinguish between the test specimens.
- the maximum tensile strength, the modulus of elasticity and the elongation at break were determined according to DIN EN ISO 527-2:2012-06 with the tensile bar geometry type 1 BA.
- a suitable condition for determining tensile strength, modulus of elasticity and elongation at break was in the dry state, with the test taking place a maximum of 3 hours after the components had been unpacked.
- DIN ISO 291 a temperature of 23 ⁇ 2 °C and a relative humidity of 50 ⁇ 10% are used as the preferred test climate for determining the mechanical properties.
- the test speed was 2 mm/min.
- the density of the three-dimensional objects produced was measured according to Archimedes' principle in accordance with ISO 1183 on a scale (Kern, type 770-60) using a Satorius YDK 01 density determination set.
- the powder from V1 could be installed at a construction space temperature of 280 °C with a volume energy input of 0.208 J/mm 3 .
- the resulting tensile test specimens showed a maximum tensile strength of 62.6 MPa with a modulus of elasticity of 2470 MPa and an elongation at break of 3.4%.
- the powder from V2 was installed due to the lower melting point of 265°C installation space temperature and a volume energy input of 0.229 J/mm 3.
- the resulting tensile test specimens showed a maximum tensile strength of 67.5 MPa with a modulus of elasticity of 2184 MPa and an elongation at break of 5.4%.
- the component density in both tests was 1.249 g/cm 3 (C1) and 1.244 g/cm 3 (C2). Since amorphous PEI has a density of 1.27 g/cm 3 , this value shows that dense components with low porosity of 1.7% or 2% were produced.
- the components generated from the powder according to V1 and V2 according to the invention have, compared to components made of PEI, such. B. in WO2018197577A1, test series V26, significantly higher tensile strengths.
- Table 2 Tensile specimen preparation conditions and mechanical property measurement.
- polyetherimide (PEI, trade name llltem CRS5001, Sabic) were mixed with 95 g of moderate solvent (corresponds to a loading of 5% by weight) in an autoclave (laboratory steel autoclave with PTFE inserts, type DAB-3, Berghof with 250 mL capacity and designed for up to 200 bar and 250 °C, magnetic stirring bar with a length of 25 mm and a diameter of 6 mm) and heated to a temperature of 250 °C with stirring (600 rpm stirrer speed), whereby the polymer dissolved in the medium. The resulting pressure corresponds to the vapor pressure of the solvent. The solution was then cooled down to 60° C.
- PEI polyetherimide
- the two powders have comparable thermal properties to the powder generated in V2.
- the mean particle size (D50) for the powder generated in V3 is 50.6 ⁇ m (distribution range 0.58) and for the powder generated in V4 it is 79.4 ⁇ m (distribution range 1.35), which are typical values for laser sintering powders that can be used well (see Table 3, below).
- FIGS. 5 and 6 similar to V1 and V2, no melting peak (middle curve in each case) or crystallization peak (lower curve in each case) can be seen in the second heating run, so the material also solidifies completely or at least essentially amorphously after melting.
- Example V5 Melting temperature, specific enthalpy of fusion and particle size distribution of the powdered material according to the invention.
- the powder was produced analogously to example V1, the temperature gradient during cooling being -0.5 K/min.
- the material used was PEI with the trade name Ultern CRS5011 from Sabic.
- the powder obtained is distinguished by a particularly high melting point of 319.5° C. and a fusion enthalpy of 41.5 J/g, determined by means of DSC measurement (FIG. 7, first heating run, upper curve).
- the absence of a crystallization peak in the cooling run (lower curve, Fig. 7) and melting peaks in the second heating run (middle curve, Fig. 7) shows that the material solidifies completely or at least substantially amorphously after melting.
- Table 4 Melting temperature, specific enthalpy of fusion, particle size distribution, compressive strength (unconfined yield strength: UYS) and flow factor (ff c ) of a powder according to the invention.
- polyetherimide (trade name Ultern CRS5011, Sabic) was crystallized in granular form in dichloromethane (treatment for 24 h in the liquid solvent), then dried in a vacuum oven at 120 °C and 150 mbar under a stream of dry nitrogen and cryogenically using a pin mill -20 °C grind. Finally, the powder was sieved off at 150 ⁇ m.
- the powder obtained was additionally recrystallized using dichloromethane and then dried in accordance with the conditions for the granules (C6).
- the powders generated by this method are characterized by a particle size distribution that is also well suited for laser sintering with an average particle size D50 of 59.8 pm (V6) or 67.3 pm (V7), which was determined in the DSC measurement in the first heating run
- a recognizable melting peak shows that the powder is partially crystalline.
- the powder generated in V6 has a melting temperature of 252.9 °C and a specific enthalpy of fusion of 9.7 J/g
- the powder from V7 has a melting temperature of 259.7 °C and a specific enthalpy of fusion of 29.0 J/g .
- the melting temperatures in particular are therefore significantly below those of a powder according to the invention.
- Table 5 Melting temperature, specific enthalpy of fusion and particle size distribution of the powder according to comparative examples C6 and C7.
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
Die vorliegende Erfindung betrifft eine Zusammensetzung umfassend zumindest ein Polymer, wobei das Polymer aus einer Schmelze in im Wesentlichen amorpher oder vollständig amorpher Form erstarrt. Des Weiteren betrifft die vorliegende Erfindung ein Verfahren zur Herstellung der erfindungsgemäßen Zusammensetzung sowie ein Bauteil umfassend eine erfindungsgemäße Zusammensetzung und die Verwendung der erfindungsgemäßen Zusammensetzung.
Description
Zusammensetzung für additive Fertigungsverfahren
Die vorliegende Erfindung betrifft eine Zusammensetzung umfassend zumindest ein Polymer, wobei das Polymer aus einer Schmelze in im Wesentlichen amorpher oder vollständig amorpher Form erstarrt. Des Weiteren betrifft die vorliegende Erfindung ein Verfahren zur Herstellung der erfindungsgemäßen Zusammensetzung sowie ein Bauteil umfassend eine erfindungsgemäße Zusammensetzung und die Verwendung der erfindungsgemäßen Zusammensetzung.
Additive Fertigungsverfahren zur Herstellung von Prototypen und die industrielle Fertigung von Bauteilen, die auf der Basis von pulverförmigen Werkstoffen arbeiten, ermöglichen die Herstellung von plastischen Gegenständen und gewinnen stetig an Bedeutung. Bei den Fertigungsverfahren werden durch selektives Aufschmelzen und Verfestigen bzw. durch Aufbringen eines Binders und/oder Klebers schichtweise die gewünschten Strukturen hergestellt. Der Prozess wird auch als „Additive Manufacturing“, „Digital Fabrication“ oder „Dreidimensionaler (3D)-Druck“ bezeichnet.
Schon seit Jahrzehnten werden Verfahren in industriellen Entwicklungsprozessen zur Herstellung von Prototypen verwendet (Rapid Prototyping). Durch den technologischen Fortschritt der Systeme wurde jedoch auch mit der Fertigung von Teilen begonnen, welche den Qualitätsansprüchen eines Endprodukts gerecht werden (Rapid Manufacturing).
In der Praxis wird der Begriff „additive Fertigung“ auch oft durch „generative Fertigung“ oder „Rapid Technology“ ersetzt. Additive Fertigungsverfahren, welche einen pulverförmigen Werkstoff verwenden, sind beispielsweise Sintern, Schmelzen oder Verkleben durch Binder.
Als pulverförmige Werkstoffe zur Herstellung von Formkörpern werden häufig Polymersysteme eingesetzt. Industrielle Anwender solcher Systeme verlangen eine gute Verarbeitbarkeit, hohe Formtreue und gute mechanische Eigenschaften daraus hergestellter Formkörper.
Bei der Herstellung von 3D-Bauteilen ist es von großer Bedeutung, eine Schichtanbindung in der Schmelze mit den darunterliegenden Bauteilschichten zu erzielen, da nur in der Schmelze eine Interdiffusion zwischen den Schichten stattfinden kann. Bei ungenügender
Schichthaftung neigen 3D-Bauteile im Endzustand zur Delamination und verlieren an Festigkeit.
Bei der Herstellung von 3D-Bauteilen mittels Additive Manufacturing (AM), insbesondere mittels pulverbettbasierter AM-Verfahren, bei welchen durch den Eintrag von Strahlungsenergie das Pulver selektiv verfestigt wird, muss daher einerseits die Bauraumtemperatur über der Kristallisationstemperatur des jeweiligen Polymers liegen, andererseits muss die Temperatur aber zwingend unter der Schmelztemperatur liegen, da ansonsten der Pulverkuchen im Bauraum schmelzen würde. Im Rahmen der pulverbettbasierten additiven Fertigung wird ein Polymerpulver daher üblicherweise bis kurz unterhalb der Schmelztemperatur erhitzt, bevor die restliche, zum Aufschmelzen des Pulvers und Erreichen einer ausreichend niedrigen Schmelzeviskosität benötigte Energie mittels einer Strahlungsquelle eingebracht wird. Den Temperaturbereich zwischen der Kristallisationstemperatur (TK) und der Schmelztemperatur (TM) nennt man das Prozessfenster bzw. das Sinterfenster des Polymers. Überlappen sich Kristallisation und Aufschmelzen eines Polymers auf der Temperaturachse zu einem wesentlichen Anteil, so ist dieses Polymer mit hoher Wahrscheinlichkeit dem Prozess nicht zugänglich, d. h. es weist kein ausreichendes Prozessfenster auf.
Es ist daher vorteilhaft, wenn ein Polymer eine möglichst hohe Schmelztemperatur, bezogen auf die Kristallisationstemperatur oder die Glasübergangstemperatur, aufweist, um so eine Verbreiterung des Prozessfensters bzw. des Sinterfensters zu ermöglichen.
Es ist daher die Aufgabe der vorliegenden Erfindung, eine verbesserte Zusammensetzung vorzusehen, die bevorzugt in additiven Fertigungsprozessen als Werkstoff für die Herstellung von Formkörpern mit einer prozesssicheren Verarbeitung, mechanischer Stabilität und hoher Formtreue geeignet ist. Insbesondere ist es eine Aufgabe der vorliegenden Erfindung, eine verbesserte Zusammensetzung bereitzustellen, welche ein größeres Prozessfenster, insbesondere eine höhere Schmelztemperatur, aufweist.
Diese Aufgabe wird erfindungsgemäß durch eine Zusammensetzung gemäß Anspruch 1 gelöst. Des Weiteren wird die Aufgabe durch ein Verfahren zur Herstellung der Zusammensetzung gemäß Anspruch 9, durch ein Verfahren zur Herstellung eines Bauteils gemäß Anspruch 14 sowie durch eine Verwendung der erfindungsgemäßen Zusammensetzung gemäß Anspruch 18 gelöst.
Die vorliegende Erfindung betrifft daher eine Zusammensetzung, insbesondere als Baumaterial für eine oben genannte additive Fertigung, umfassend zumindest ein Polymer, wobei das Polymer in Form von Polymerpartikeln vorliegt und wobei das Polymer ausgewählt ist aus zumindest einem thermoplastischen Polymer,
- wobei das zumindest eine thermoplastische Polymer aus einer Schmelze in zumindest im Wesentlichen amorpher oder vollständig amorpher Form erstarrt und so darstellbar ist,
- dass eine Schmelztemperatur des Polymers bei mindestens 280 °C, vorzugsweise bei mindestens 290 °C, bevorzugt bei mindestens 300 °C, liegt, und/oder wobei eine Schmelztemperatur des Materials bei bis zu 400 °C, vorzugsweise bei bis zu 375 °C, besonders bevorzugt bei bis zu 350 °C, liegt, und/oder
- dass eine spezifische Schmelzenthalpie des Polymers mindestens 28 J/g, vorzugsweise mindestens 30 J/g, bevorzugt mindestens 35 J/g, beträgt, und/oder wobei eine spezifische Schmelzenthalpie des Materials bis zu 150 J/g, vorzugsweise bis zu 125 J/g, bevorzugt bis zu 100 J/g, beträgt.
In ihrer einfachsten Ausführungsform umfasst eine erfindungsgemäße Zusammensetzung zumindest ein thermoplastisches Polymer, wobei das thermoplastische Polymer aus einer Schmelze in im Wesentlichen amorpher oder vollständig amorpher Form erstarrt. Die Bestimmung eines solchen thermoplastischen Polymers ist dem Fachmann bekannt und kann beispielsweise mittels Dynamischer Differenzkalorimetrie (DSC) erfolgen.
Ein Polymer wird insbesondere dann als „im Wesentlichen amorph oder vollständig amorpher Form erstarrend“ angesehen, wenn es bei einer Heizrate von 20 K/min und einer Kühlrate von 5 K/min eine spezifische Schmelzenthalpie im 2. Heizlauf von < 1 J/g, gemessen mittels DSC nach DIN EN ISO 11357-1 (3:2018-07), aufweist.
Vorzugsweise liegt die erfindungsgemäße Zusammensetzung in Form eines Pulvers vor.
Überraschend liegt die Schmelztemperatur eines so erhaltenen Materials bei mindestens 280 °C, vorzugsweise bei mindestens 290 °C, bevorzugt bei mindestens 300 °C. Höchstens liegt jedoch die Schmelztemperatur des Materials bei bis zu 400 °C, vorzugsweise bei bis zu 375 °C, besonders bevorzugt bei bis zu 350 °C. Vorteilhaft kann eine solch hohe Schmelztemperatur der Zusammensetzung eine Erweiterung des Prozessfensters bewirken.
Unter der Bezeichnung „Schmelztemperatur“ ist dabei die Temperatur zu verstehen, bei der ein Stoff schmilzt, das heißt vom festen in den flüssigen Aggregatzustand übergeht. Vorliegend werden die Begriffe „Schmelztemperatur“ und „Schmelzpunkt“ synonym verwendet. Für den Fall, dass eine Zusammensetzung mehrere Schmelzpeaks aufweist, ist unter der Schmelztemperatur die Peaktemperatur des prominentesten Peaks zu verstehen. Methoden zur Bestimmung der Schmelztemperatur sind dem Fachmann bekannt und können üblicherweise mit Hilfe der dynamischen Differenzkalorimetrie (DSC) gemäß DIN EN ISO 11357 (3:2018-07) gemessen werden.
Erfindungsgemäß ermöglicht eine hohe Schmelztemperatur ein Aufheizen auf höhere Temperaturen und damit einen geringeren Energieeintrag durch die Strahlungsquelle, was die Wahrscheinlichkeit der Degradation des Polymers während der Belichtung deutlich verringert.
Die mit der Schmelze erniedrigte Viskosität ist dabei vorteilhaft für ein gutes Verfließen der Schmelze, wodurch dichtere, porenärmere Bauteile mit verbesserten mechanischen Eigenschaften und einer hohen Bauteildichte erhalten werden können. Die hohe Schmelztemperatur bewirkt darüber hinaus, dass weniger Energie durch den Laser eingebracht werden muss, um das Polymer bis zu einer ausreichend niedrigen Viskosität aufzuheizen, bei der ein gutes Verfließen der Schmelze und damit eine gute Schichtanbindung ermöglicht wird.
Darüber hinaus weist die erfindungsgemäße Zusammensetzung eine spezifische Schmelzenthalpie des Materials von mindestens 28 J/g, vorzugsweise von mindestens 30 J/g, bevorzugt von mindestens 35 J/, auf. Höchstens liegt die spezifische Schmelzenthalpie der Zusammensetzung bei bis zu 150 J/g, vorzugsweise bei bis zu 125 J/g, bevorzugt bei bis zu 100 J/g. Eine solche vorteilhafte Zusammensetzung ermöglicht eine bessere Abgrenzung des Bauteils von nicht gesintertem Pulver, da hierdurch weniger en das Bauteil angrenzende Pulverpartikel angeschmolzen werden. Des Weiteren kann durch eine solche vorteilhafte Schmelzenthalpie eine höhere Bautemperatur und damit ein erweitertes Prozessfenster bewirkt werden.
Unter der Bezeichnung „Schmelzenthalpie“ bzw. „spezifische Schmelzenthalpie“ wird die Energiemenge verstanden, die benötigt wird, um eine Stoffprobe bei ihrer Schmelztemperatur bei konstantem Druck (isobar) zu schmelzen, also vom festen in den
flüssigen Aggregatzustand zu überführen. Methoden zur Bestimmung der Schmelzenthalpie sind dem Fachmann bekannt; so kann die Messung der Schmelzenthalpie beispielsweise mittels DSC gemäß DIN EN ISO 11357 (3:2018-07) erfolgen.
Im Rahmen der Erfindung wurden der Schmelzpunkt Tm und die spezifische Schmelz- bzw. Kristallisationsenthalpie AH der verwendeten Materialien mittels DSC-Messungen gemäß der Norm DIN EN ISO 11357 (3:2018-07) bestimmt. Der Schmelzpunkt entspricht dabei der Peaktemperatur des in den DSC-Kurven auftretenden Schmelzpeaks. Die Messungen wurden dabei auf einem DSC-Gerät des Typs "Mettler Toledo DSC823e" mit automatischem Probenwechsler durchgeführt. Die Auswertungen erfolgten mit der Software "STARe Software", Version 16.30. Als Spülgas wurde Stickstoff 5.0, d.h. Stickstoff mit einer Reinheit von 99,999 Volumenprozent, verwendet. Mittels DSC wurde für jedes Material ein ausreichend breiter Temperaturbereich untersucht (für das untersuchte PEI- Material beispielsweise der Bereich von 0 °C bis 400 °C). Die Heiz- bzw. Kühlrate betrug jeweils 20 K/min mit einer Haltezeit von 5 min vor jedem Heiz- oder Kühllauf.
Des Weiteren gewährleistet die erfindungsgemäße Zusammensetzung eine homogene Pulverstruktur, sodass hierdurch eine verbesserte Fließfähigkeit bzw. Rieselfähigkeit und damit im Zuge von additiven Fertigungsprozessen ein gleichmäßiger Pulvereintrag ermöglicht wird. Eine gute Fließfähigkeit eines Schüttguts ist dann gegeben, wenn das Schüttgut leicht zum Fließen gebracht werden kann. Methoden zur Bestimmung der Fließ- bzw. Rieselfähigkeit sind dem Fachmann bekannt. Neben anderen Kenngrößen kann die Fließfähigkeit bzw. Rieselfähigkeit des Pulvers beispielsweise mit Hilfe des Fließfaktors (ffc) und der Druckfestigkeit (unconfinded yield strength, UYS) (gemäß ASTM D6773-16) bestimmt werden.
Vorzugsweise ist das aus einer Schmelze in zumindest im Wesentlichen amorpher oder vollständig amorpher Form erstarrende zumindest eine thermoplastische Polymer mittels Präzipitation (syn. Fällung) aus einem ersten Mittel oder einer Mischung aus einem ersten und zumindest einem weiteren Mittel erhältlich. Vorliegend werden die Begriffe „erhältlich“, „darstellbar“ und „herstellbar“ synonym verwendet.
Bevorzugt ist ein solches erstes und/oder weiteres Mittel ausgewählt aus zumindest einem organischen Mittel, vorzugsweise aus einem organischen, moderaten Lösemittel, für das zumindest eine Polymer. Unter der Bezeichnung „moderates Lösemittel“ ist vorliegend ein
Nicht-Lösemittel für das Polymer zu verstehen, in welchem sich das Polymer bei Raumtemperaur nicht bzw. lediglich geringfügig löst, sodass der gelöste Anteil des Polymers weniger als 5 Gew.-% beträgt. Bei Temperaturen oberhalb der Raumtemperatur wirkt es hingegen als Lösemittel, so dass das Polymer von zumindest 5 Gew.-% in gelöster Form vorliegt. Nachfolgend werden die Begriffe „moderates Lösemittel“ und „Lösemittel“ synonym verwendet.
Unter einem Polymer bzw. einem Polymersystem oder Polymermaterial wird in der vorliegenden Patentanmeldung zumindest ein Homo- und/oder ein Heteropolymer verstanden, welches aus mehreren Monomeren aufgebaut ist. Während Homopolymere eine kovalente Verkettung gleicher Monomere aufweisen, sind Heteropolymere (auch Copolymere genannt) aus kovalenten Verkettungen unterschiedlicher Monomere aufgebaut. Dabei kann ein Polymersystem gemäß der vorliegenden Erfindung sowohl ein Gemisch aus den oben genannten Homo- und/oder Heteropolymeren als auch mehr als ein Polymersystem umfassen.
Im Folgenden werden die Begriffe Polymer, Polymersystem und Polymermaterial synonym verwendet.
Heteropolymere im Sinne der vorliegenden Erfindung können dabei ausgewählt sein aus statistischen Copolymeren, in denen die Verteilung der beiden Monomeren in der Kette zufällig ist, aus Gradientcopolymeren, die prinzipiell den statistischen Copolymeren ähnlich sind, in denen jedoch der Anteil des einen Monomers im Verlauf der Kette zu- und des anderen abnimmt, aus alternierenden Copolymeren, in denen sich die Monomere alternierend abwechseln, aus Blockcopolymeren bzw. Segmentcopolymeren, die aus längeren Sequenzen oder Blöcken jedes Monomers bestehen, und aus Pfropfcopolymeren, bei denen Blöcke eines Monomers auf das Gerüst (Rückgrat) eines anderen Monomers aufgepfropft sind.
Die erfindungsgemäße Zusammensetzung kann vorteilhaft für additive Fertigungsprozesse eingesetzt werden. Zu additiven Fertigungsprozessen zählen insbesondere Verfahren, die zur Herstellung von Prototypen (Rapid Prototyping) und Bauteilen (Rapid Manufacturing) geeignet sind, bevorzugt aus der Gruppe der pulverbasierten Fertigungsverfahren, besonders bevorzugt der pulverbett-basierten Verfahren umfassend Laser-Sintern, Highspeed-Sintern, Binder Jetting, Multi-Jet Fusion, selektives Masken-Sintern, selektives Laser-Schmelzen oder LaserProFusion. Bevorzugt erfolgt eine Verfestigung durch
Einwirkung elektromagnetischer Strahlung. Insbesondere ist die erfindungsgemäße Zusammensetzung jedoch zur Verwendung für das Laser-Sintern oder LaserProFusion vorgesehen. Der Begriff „Laser-Sintern“ ist dabei gleichbedeutend mit dem Begriff „selektives Laser-Sintern“ (SLS) zu verstehen.
Des Weiteren betrifft die vorliegende Erfindung ein Verfahren zur Herstellung einer erfindungsgemäßen Zusammensetzung, wobei das Verfahren zumindest folgende Schritte umfasst:
(i) Bereitstellen zumindest eines Polymermaterials, wobei das Polymermaterial ausgewählt ist aus zumindest einem thermoplastischen Polymer,
(ii) Zusammenbringen, insbesondere Mischen, des Polymermaterials mit einem moderaten Lösemittel, bevorzugt bei einer ersten Temperatur, wobei das moderate Lösemittel bei der ersten Temperatur das zumindest eine Polymer nicht löst oder zu nicht mehr als 5 Gew.-% löst und wobei das moderate Lösemittel bei einer zweiten Temperatur, die höher ist als die erste Temperatur, das eine Polymer zumindest teilweise, vorzugsweise zu mehr als 70 Gew.-%, bevorzugt zu mehr als 80 Gew.-%, weiter bevorzugt zu mehr als 90 Gew.-%, besonders bevorzugt zu mehr als 95 Gew.-%, insbesondere zu mehr als 98 Gew.-%, insbesondere bevorzugt zu mehr als 99 Gew.-%, am meisten bevorzugt zu mehr als 99,9 Gew.-%, löst,
(iii) Erhitzen der so erhaltenen Polymer-Lösemittelmischung, vorzugsweise unter Rühren, zumindest bis auf die zweite Temperatur, um das Polymer in dem Lösemittel zumindest teilweise zu lösen,
(iv) Isothermes Halten der Polymer-Lösemittelmischung zumindest auf der zweiten Temperatur, vorzugweise für eine Dauer von 15 Minuten und unter Rühren,
(v) Abkühlen der Polymer-Lösemittelmischung, vorzugsweise unter Rühren, bevorzugt zumindest auf eine dritte Temperatur, um das Polymer aus dem Lösemittel zu fällen, und
(vi) Erhalt des pulverförmigen Materials.
Vorteilhaft kann mit Hilfe des erfindungsgemäßen Verfahrens eine Zusammensetzung erhalten werden, welche eine Schmelztemperatur des Polymers von mindestens 280 °C, vorzugsweise von mindestens 290 °C, bevorzugt von mindestens 300 °C, aufweist. Höchstens liegt die Schmelztemperatur der Zusammensetzung bei bis zu 400 °C, vorzugsweise bei bis zu 375 °C, besonders bevorzugt bei bis zu 350 °C.
Des Weiteren weist eine solche Zusammensetzung eine spezifische Schmelzenthalpie des Polymers von mindestens 28 J/g, vorzugsweise von mindestens 30 J/g, bevorzugt von
mindestens 35 J/g, auf. Höchstens liegt die spezifische Schmelzenthalpie der Zusammensetzung bei bis zu 150 J/g, vorzugsweise bei bis zu 125 J/g, bevorzugt bei bis zu 100 J/g.
Unter „Bereitstellen“ wird dabei sowohl eine Herstellung vor Ort als auch ein Zuliefern eines Polymers bzw. eines Polymermaterials verstanden.
Die Bezeichnung „Zusammenbringen“ gemäß dem oben genannten Schritt ii) steht dabei vorliegend für „in Kontakt bringen“.
Im Folgenden werden die Bezeichnungen „Mischen“ und „Beimischen“ als synonym verstanden. Ein Vorgang des Mischens oder Beimischens kann im Dispergator und/oder im Rührer erfolgen und umfasst gegebenenfalls Verfahrensoperationen wie beispielsweise Aufschmelzen, Dispergieren usw.
Vorzugsweise erfolgt ein Zusammenbringen bzw. ein Mischen des Polymermaterials mit dem moderaten Lösemittel bei einer ersten Temperatur, wobei das moderate Lösemittel bei der ersten Temperatur das zumindest eine Polymer nicht löst, d. h. kein Lösemittel für das Polymermaterial darstellt und wobei das moderate Lösemittel bei einerzweiten Temperatur, die höher ist als die erste Temperatur, das Polymer zumindest teilweise löst, d. h. ein Lösemittel für das Polymermaterial ist.
Prinzipiell kann ein Erhitzen der Mischung aus dem Polymermaterial und dem moderaten Lösemittel auf eine Temperatur oberhalb oder unterhalb einer Glasübergangstemperatur des zumindest einen Polymers bzw. Polymermaterials erfolgen. Vorzugsweise erfolgt ein Erhitzen der Mischung aus dem Polymermaterial und dem moderaten Lösemittel auf eine Temperatur oberhalb der Glasübergangstemperatur des Polymermaterials. Unter dem Begriff „Glasübergangstemperatur“ ist dabei die Temperatur zu verstehen, bei welcher ein Polymer in einen gummiartigen bis zähflüssigen Zustand übergeht. Die Bestimmung der Glasübergangstemperatur ist dem Fachmann bekannt und kann beispielsweise mittels DSC gemäß DIN EN ISO 11357 (2:2020-08) erfolgen.
Vorzugsweise liegt die erste Temperatur bei der Raumtemperatur, die zweite Temperatur liegt bevorzugt in einem Bereich von 60 °C unterhalb der Glasübergangstemperatur bis 100 °C über der Glasübergangstemperatur, bevorzugt bei 70 °C über der Glasübergangstemperatur des Polymers; eine dritte Temperatur liegt vorzugsweise
unterhalb der Glasübergangstemperatur, bevorzugt bei 130 °C unterhalb der Glasübergangstemperatur, besonders bevorzugt bei 5 °C unterhalb der Glasübergangstemperatur.
Bevorzugt liegt die dritte Temperatur unterhalb der zweiten Temperatur. Die zweite und die dritte Temperatur sind dabei abhängig von der eingestellten Polymerbeladung und können beispielsweise über die Erstellung eines Trübungspunktdiagramms bestimmt werden. Hierfür wird das Polymer mit dem moderaten Lösemittel in einem bestimmten Verhältnis in einer Hochdruck-Hochtemperatur-Zelle (beispielsweise PDE-140-LL, Firma Eurotechnica) zusammengebracht und das System bis zur visuell vollständigen Lösung des Polymers in dem Mittel erhitzt (Temperaturgradient 9 K/min); diese Temperatur wird über 15 min konstant gehalten. Während der folgenden kontinuierlichen Abkühlung mit einem Temperaturgradienten von -2 K/min, bevorzugt von -1 ,5 K/min, wird visuell die Temperatur bestimmt, bei der eine Trübung des Systems einsetzt. Die dritte Temperatur befindet sich für genau dieses Verhältnis von Polymer zu moderatem Lösemittel unterhalb dieses Trübungspunkts.
In Anschluss an das vollständige Ausfallen des Polymers (d. h. visuell ist keine weitere Trübung mehr erkennbar) wird das System ein weiteres Mal mit einem konstanten Temperaturgradienten von 9 K/min aufgeheizt und die Temperatur bestimmt, bei der visuell keine Trübung mehr erkennbar ist. Die zweite Temperatur befindet sich für genau dieses Verhältnis von Polymer zu moderatem Lösemittel oberhalb dieser bestimmten Temperatur.
Vorzugsweise erfolgt ein Erhitzen der Mischung aus dem Polymer und dem moderaten Lösemittel unter Rühren in einem geschlossenen Gefäß, vorzugsweise ohne Druckausgleich. Insbesondere entspricht dabei der Druck dem Dampfdruck des moderaten Lösemittels bei Arbeitstemperatur. Optional kann hierbei eine zusätzliche Druckbeaufschlagung, beispielsweise mit Inertgasen, erfolgen.
Ein nachfolgendes Abkühlen der Mischung erfolgt vorzugsweise auf zumindest eine dritte Temperatur, um das Polymer kontrolliert aus dem Lösemittel zu fällen. Eine Abkühlung kann dabei optional unter Einbringen von Scherkräften, beispielsweise durch Rühren, erfolgen. Hierdurch kann die Partikelgrößenverteilung beeinflusst bzw. gezielt eingestellt werden.
Bevorzugt erfolgt durch ein solches Herstellungsverfahren zudem eine Aufreinigung des Polymers. Durch einen solchen Aufreinigungsschritt bleiben niedermolekulare Komponenten (VOC: volatile organic compounds und/oder Restmonomere, Dimere, Trimere, usw.), welche sich in dem Polymermaterial gemäß dem oben genannten Schritt i) befinden, nach der Abkühlung und Fällung gemäß Schritt v) im Lösungsmittel gelöst. Hierdurch erhält das so erhaltene pulverförmige Material gemäß Schritt vi) einen höheren Reinheitsgrad und weist eine niedrigere Konzentration dieser Komponenten auf.
Bevorzugt sind nach der Aufreinigung mindestens 1 Gew.-% der VOC, besonders bevorzugt 5 Gew.-% der VOC, insbesondere 10 Gew.-% der VOC, im Lösemittel gelöst. Höchstens sind 100 Gew.-% der VOC im Lösemittel gelöst.
Besonders bevorzugt findet ein solcher Aufreinigungsschritt unter dem Zusatz von Acetophenon als Lösemittel statt.
Solche niedermolekularen Komponenten können sich im Prozess zur Herstellung des Bauteils ab gewissen Konzentrationen störend auswirken. Beispielsweise indem sie aus dem nicht pulverförmigen Material während des schichtweisen Bauvorgangs in der Prozesskammer ausgasen und sich in der Vorrichtung bzw. im System für die additive Fertigung wieder in kälteren Bereichen absondern und somit zur Verschmutzung des Fertigungssystems, insbesondere des Laserfensters, führen. Dies kann mit einem Verlust der Laserleistung über die Bauhöhe verbunden sein. Auch können solche niedermolekularen Komponenten dazu führen, dass diese während des Aufschmelzens des pulverförmigen Materials ausgasen und somit zu einer höheren Porosität im Bauteil führen.
Insofern die erfindungsgemäße Zusammensetzung verpackt wird, kann ein Verpackungsvorgang vorteilhaft unter Ausschluss von Feuchtigkeit oder unter kontrollierter Feuchtigkeit erfolgen, um beispielsweise eine elektrostatische Aufladung des Pulvers zu vermeiden.
Eine nach dem erfindungsgemäßen Verfahren hergestellte Zusammensetzung wird dabei vorteilhaft als verfestigbares Pulvermaterial in einem Verfahren zur schichtweisen Herstellung eines dreidimensionalen Objekts aus dem pulverförmigem Material verwendet, bei dem aufeinanderfolgende Schichten des zu bildenden Objekts aus diesem verfestigbaren Pulvermaterial nacheinander an entsprechenden bzw. vorgegebenen
Stellen durch den Eintrag von Energie, bevorzugt von elektromagnetischer Strahlung, insbesondere durch den Eintrag von Laserlicht, verfestigt werden.
Auch umfasst die vorliegende Erfindung eine Zusammensetzung, insbesondere für Lasersinterverfahren, welche nach dem vorstehend beschriebenen Verfahren erhältlich ist bzw. erhalten wird.
Schließlich wird eine erfindungsgemäße Zusammensetzung zum Herstellen eines Bauteils, insbesondere eines dreidimensionalen Objekts, durch schichtweises Aufbringen und selektives Verfestigen eines Aufbaumaterials, vorzugsweise eines Pulvers, verwendet. Unter der Bezeichnung „Verfestigen“ ist dabei ein zumindest teilweises An- oder Aufschmelzen mit anschließendem Erstarren bzw. Wiederverfestigen des Aufbaumaterials zu verstehen.
Dabei weist ein vorteilhaftes Verfahren zur Herstellung eines Bauteils zumindest folgende Schritte auf:
(i) Aufbringen einer Schicht einer erfindungsgemäßen Zusammensetzung und/oder einer Zusammensetzung hergestellt nach einem erfindungsgemäßen Verfahren, vorzugsweise eines Pulvers, auf ein Baufeld,
(ii) selektives Verfestigen der aufgebrachten Schicht der Zusammensetzung an Stellen, die einem Querschnitt des herzustellenden Objekts entsprechen, bevorzugt mittels einer Bestrahlungseinheit, und
(iii) Absenken des Trägers und Wiederholen der Schritte des Aufbringens und des Verfestigens, bis das Bauteil, insbesondere das dreidimensionale Objekt, fertiggestellt ist.
Unter „Aufbaumaterial“ wird in der vorliegenden Patentanmeldung ein Pulver bzw. ein verfestigbares Pulvermaterial verstanden, welches mittels additiver Fertigungsverfahren, bevorzugt mittels Pulverbett-basierter Verfahren, insbesondere mittels Laser-Sintern bzw. Laserschmelzen, zu Formkörpern bzw. 3D-Objekten verfestigt werden kann. Als derartiges Aufbaumaterial eignet sich insbesondere die erfindungsgemäße Zusammensetzung.
Als Baufeld dient dabei eine Ebene, welche sich auf einem Träger innerhalb einer Maschine zur additiven Fertigung in einem bestimmten Abstand zu einer darüber angebrachten Bestrahlungseinheit, die zum Verfestigen des Aufbaumaterials geeignet ist, befindet. Auf
dem Träger wird das Aufbaumaterial so positioniert, dass dessen oberste Schicht mit der Ebene übereinstimmt, welche verfestigt werden soll. Der Träger kann dabei im Laufe des Fertigungsverfahrens, insbesondere des Laser-Sinterns, so eingestellt werden, dass jede neu aufgebrachte Schicht des Aufbaumaterials dieselbe Entfernung zur Bestrahlungseinheit, vorzugsweise eines Lasers, aufweist und auf diese Weise durch Einwirkung der Bestrahlungseinheit verfestigt werden kann.
Vorteilhaft liegt ein Bauteil, welches aus der erfindungsgemäßen Zusammensetzung hergestellt wurde, in zumindest im Wesentlichen amorpher oder vollständig amorpher Form vor. Ein solches Bauteil ist dadurch gekennzeichnet, dass es bei einer Heizgeschwindigkeit von 20 K/min eine spezifische Schmelzenthalpie von kleiner 5 J/g, vorzugsweise von kleiner 2 J/g, insbesondere von kleiner 1 J/g, gemessen mittels DSC nach DIN EN ISO 11357- 3:2018-07, aufweist.
Ein Bauteil, insbesondere ein 3D-0bjekt, welches aus der erfindungsgemäßen Zusammensetzung hergestellt wurde, weist zudem eine vorteilhafte Zugfestigkeit und Bruchdehnung auf. Die Zugfestigkeit kennzeichnet dabei die maximale mechanische Zugspannung, die im Werkstoff auftreten kann. Die Bestimmung der Zugfestigkeit ist dem Fachmann bekannt und kann beispielsweise nach der DIN EN ISO 527 bestimmt werden. Die Bruchdehnung kennzeichnet die Verformungsfähigkeit eines Werkstoffs im plastischen Bereich (auch Duktilität genannt) bis zum Bruch und kann beispielsweise mittels DIN EN ISO 527-2 bestimmt werden.
Des Weiteren weist ein Bauteil, welches aus der erfindungsgemäßen Zusammensetzung hergestellt wurde, eine verbesserte Maßhaltigkeit und/oder einen geringeren Bauteilverzug auf. Unter Maßhaltigkeit versteht man dabei, dass die Ist-Maße eines Werkstücks innerhalb der vereinbarten zulässigen Abweichung bzw. Toleranz vom festgelegten Nennmaß liegen. Des Weiteren bezeichnet der Begriff die Beständigkeit eines Werkstoffes zum Beispiel im Hinblick auf eine Dehnung und Schrumpfung. Häufige Ursache von Maßveränderungen sind beispielsweise Temperatur, Druck- oder Zugkräfte, Alterung und Feuchtigkeit.
Bevorzugt weist ein Bauteil, insbesondere ein dreidimensionales Objekt, welches aus der erfindungsgemäßen Zusammensetzung hergestellt ist, eine Dichte (gemäß DIN ISO 1183) von mehr als 1 ,15 g/cm3, bevorzugt von mehr als 1 ,20 g/cm3, besonders bevorzugt von mehr als 1 ,23 g/cm3, insbesondere von mehr als 1 ,26 g/cm3 und insbesondere bevorzugt von mehr als 1 ,29 g/cm3, auf. Höchstens weist ein solches Bauteil eine Dichte von 1 ,40
g/cm3, bevorzugt von höchstens 1 ,35 g/cm3, besonders bevorzugt von höchstens 1 ,30 g/cm3, auf. Die oben genannten Werte gelten vorzugsweise für ein Bauteil, welches aus einem Polymer bzw. einer Zusammensetzung ohne Füllstoffe hergestellt ist.
Gemäß einer weiter bevorzugten Ausführungsform weist ein vorteilhaftes Bauteil, insbesondere ein dreidimensionales Objekt, eine Porosität von kleiner 10 %, bevorzugt von kleiner 5 %, besonders bevorzugt von kleiner 3 %, insbesondere von kleiner 2 %, insbesondere bevorzugt von kleiner 1 %, auf. Die Bestimmung der Porosität von Bauteilen ist dem Fachmann bekannt und kann beispielsweise über die Dichte der hergestellten dreidimensionalen Objekte gemäß DIN ISO 1183 (entsprechend dem Archimedischen Prinzip) auf einer Waage (Kern, Typ 770-60) mit einem Satorius-Dichtebestimmungsset YDK 01 gemessen werden.
Auch umfasst die vorliegende Erfindung ein Bauteil, welches nach dem vorstehend beschriebenen Verfahren erhältlich ist bzw. erhalten wird.
Eine Verwendung der erfindungsgemäßen Zusammensetzung kann sowohl im Rapid Prototyping als auch im Rapid Manufacturing erfolgen. Hierbei werden beispielsweise additive Fertigungsverfahren, bevorzugt aus der Gruppe der pulver-basierten Verfahren, besonders bevorzugt aus der Gruppe von pulverbett-basierten Verfahren (umfassend Laser-Sintern, LaserProFusion, Highspeed-Sintern, Multi-Jet-Fusion, Binder Jetting, selektives Masken-Sintern, selektives Laser-Schmelzen), insbesondere zur Verwendung in Technologien, die das Material mittels elektromagnetischer Strahlung, ggf. optional unter Zuhilfenahme von Absorbern, verfestigen, weiter bevorzugt für den Einsatz im Laser- Sintern oder im LaserProFusion-Prozess eingesetzt. Prototypen oder Fertigungsteile können durch diesen Prozess vorteilhaft zeit- und kosteneffizient hergestellt werden.
Mit „Rapid Manufacturing“ sind insbesondere Verfahren zur Herstellung von Bauteilen gemeint, also die Herstellung von mehrals einem gleichen Teil, bei dem aber die Produktion z. B. mittels eines Spritzgießwerkzeugs nicht wirtschaftlich oder aufgrund der Geometrie des Bauteils nicht möglich ist, vor allem, wenn die Teile eine sehr komplexe Gestaltung aufweisen. Beispiele hierfür sind Teile für hochwertige PKW, Renn- oder Rallyefahrzeuge, die nur in kleinen Stückzahlen hergestellt werden, oder Ersatzteile für den Motorsport, bei denen neben den kleinen Stückzahlen auch der Zeitpunkt der Verfügbarkeit eine Rolle spielt. Branchen, in welchen die erfindungsgemäßen Teile eingesetzt werden, können z. B. die Luft- und Raumfahrtindustrie sein, die Medizintechnik, der Maschinenbau, der
Automobilbau, die Sportindustrie, die Haushaltswarenindustrie, Elektroindustrie bzw. Lifestyle. Ebenfalls von Bedeutung ist die Herstellung einer Vielzahl ähnlicher Bauteile, beispielsweise von personalisierten Bauteilen, wie Prothesen, (Innenohr)Hörgeräte und dergleichen, deren Geometrie individuell an den Träger angepasst werden kann.
Schließlich umfasst die vorliegende Erfindung eine Zusammensetzung als verfestigbares Pulvermaterial in einem Verfahren zur schichtweisen Herstellung eines dreidimensionalen Objekts aus pulverförmigem Material, bei dem aufeinanderfolgende Schichten des zu bildenden Objekts aus diesem verfestigbaren Pulvermaterial nacheinander an entsprechenden Stellen durch den Eintrag von Energie verfestigt werden, bevorzugt durch den Eintrag von elektromagnetischer Strahlung, insbesondere durch den Eintrag von Laserlicht.
Weitere besonders vorteilhafte Ausgestaltungen und Weiterbildungen der Erfindung ergeben sich aus den abhängigen Ansprüchen sowie der nachfolgenden Beschreibung, wobei die Patentansprüche einer bestimmten Kategorie auch gemäß den abhängigen Ansprüchen einer anderen Kategorie weitergebildet sein können und Merkmale verschiedener Ausführungsbeispiele zu neuen Ausführungsbeispielen kombiniert werden können.
Gemäß einer bevorzugten Ausführungsform umfasst eine vorteilhafte Zusammensetzung ein thermoplastisches Polymer, welches ausgewählt ist aus zumindest einem Polyetherimid, Polycarbonat, Polyarylethersulfon, Polyphenylenoxid, Acrylnitril-Butadien- Styrol-Copolymerisat, Acrylnitril-Styrol-Acrylat-Copolymerisat, Polyvinylchlorid, Polyacrylat, Polyester, Polyamid, Polyaryletherketon, Polyether, Polyurethan, Polyimid, Polyamidimid, Polyolefin, Polyarylensulfid, Polysiloxan sowie deren Copolymeren und/oder mindestens einem Polymerblend auf der Basis der vorgenannten Polymere und/oder Copolymere.
Bevorzugt ist das thermoplastische Polymer ausgewählt aus zumindest einem Polyetherimid, einem Polyarylethersulfon und/oder aus zumindest einem Polymerblend aus mindestens einem Polyetherimid und/oder einem Polyarylethersulfon und mindestens einem weiteren Polymer.
Das zumindest eine Polymer ist vorzugsweise ausgewählt aus zumindest einem Homo- und/oder Heteropolymer und/oder aus einem Polymerblend, wobei das zumindest eine Homo- und/oder Heteropolymer besonders bevorzugt ein amorphes Homo- und/oder
Heteropolymer umfasst. Bevorzugt umfasst ein Polymerblend zumindest zwei amorphe Homo- und/oder Heteropolymere oder zumindest ein teilkristallines und zumindest ein amorphes Homo und/oder Heteropolymer. Besonders bevorzugt enthält der Polymerblend mindestens zwei amorphe Homo- und/oder Heteropolymere.
Insbesondere ist das zumindest eine Homo- und/oder Heteropolymer und/oder Polymerblend ausgewählt aus zumindest einem amorphen Polymer oder einem amorphen Copolymer oder einem teilkristallinen Polymerblend aus zumindest einem teilkristallinen Polymer und mindestens einem weiteren amorphen Polymer oder einem amorphen Polymerblend aus zumindest zwei amorphen Polymeren.
Unter dem Begriff „teilkristallin“ ist im vorliegenden Fall ein Stoff zu verstehen, welcher sowohl kristalline als auch amorphe Bereiche enthält. Ein Polymer wird insbesondere dann als teilkristallin angesehen, wenn es nicht amorph und weniger als 100 %, bevorzugt weniger als 99 % kristallin ist.
Bevorzugt weist das Heteropolymer bzw. Copolymer mindestens zwei verschiedene Wiederholungseinheiten auf.
Eine erfindungsgemäße Zusammensetzung umfasst bevorzugt ein Polymer und/oder ein Copolymer und/oder ein Polymerblend mit einer Schmelztemperatur von bis zu 335 °C, vorzugsweise von bis zu 330 °C, bevorzugt von bis zu 325 °C. Ein bevorzugtes Polymer weist eine Schmelztemperatur von mindestens 285 °C, weiter bevorzugt von mindestens 300 °C, weiter bevorzugt von mindestens 310 °C, weiter bevorzugt von mindestens 320 °C, besonders bevorzugt von mindestens 323 °C, insbesondere bevorzugt von etwa 324°C auf. Insofern in der vorliegenden Schrift der Begriff „mindestens etwa“ oder „höchstens etwa“ bzw. „bis zu etwa“ (etc.) im Zusammenhang mit der Schmelztemperatur verwendet wird, bedeutet dies, dass der genannte Zahlenwert eine mögliche Abweichung von ± 2 °C aufweisen kann.
Insbesondere benennt der Begriff „etwa“ oder „in etwa“ in der vorliegenden Schrift an dieser oder anderen Textpassagen die exakten Werte.
Weiter bevorzugt weist eine Zusammensetzung eine Schmelzenthalpie von bis zu etwa 150 J/g, vorzugsweise von bis zu etwa 100 J/g, bevorzugt von bis zu etwa 50 J/g, besonders bevorzugt von bis zu etwa 38 J/g, auf. Mindestens weist die Zusammensetzung eine
Schmelzenthalpie von mindestens etwa 28 J/g, bevorzugt von mindestens etwa 30 J/g, besonders bevorzugt von mindestens etwa 32 J/g, insbesondere bevorzugt von mindestens etwa 33 J/g, weiter bevorzugt von mindestens etwa 34 J/g und/oder 35 J/g, am meisten bevorzugt von etwa 36 J/g, auf. Insofern in der vorliegenden Schrift der Begriff „mindestens etwa“ oder „höchstens etwa“ bzw. „bis zu etwa“ (etc.) in Zusammenhang mit der Schmelzenthalpie verwendet wird, bedeutet dies, dass der genannte Zahlenwert eine mögliche Abweichung von ± 5 % aufweisen kann.
Solche Schmelztemperaturen und Schmelzenthalpien sind besonders bevorzugt für PEI.
Gemäß einer bevorzugten Zusammensetzung ist das thermoplastische Polymer ausgewählt aus zumindest einem Polyetherimid. Besonders bevorzugt weist dabei das Polyetherimid Wiederholungseinheiten gemäß der
Formel I
 und/oder Wiederholungseinheiten gemäß der
und/oder Wiederholungseinheiten gemäß der
Formel II
 und/oder Wiederholungseinheiten gemäß der
und/oder Wiederholungseinheiten gemäß der
Formel III
 auf. Die Anzahl n der Wiederholungseinheiten gemäß der Formel I, II und III liegt dabei bevorzugt bei mindestens 10 und/oder bei bis zu höchstens 1 000. Vorzugsweise weist das Polyetherimid Wiederholungseinheiten der Formel III auf.
auf. Die Anzahl n der Wiederholungseinheiten gemäß der Formel I, II und III liegt dabei bevorzugt bei mindestens 10 und/oder bei bis zu höchstens 1 000. Vorzugsweise weist das Polyetherimid Wiederholungseinheiten der Formel III auf.
Bevorzugt liegt das Molekulargewicht eines solchen Polyetherimids bei mindestens 5000 u, bevorzugt bei mindestens 10 000 u, besonders bevorzugt bei mindestens 15 000 u und/oder bei höchstens 200 000 u, insbesondere bei mindestens 15 000 u und/oder bei höchstens 100 000 u. Das Gewichtsmittel des Molekulargewichts eines solchen bevorzugten Polymers beträgt vorzugsweise mindestens 20 000 u, besonders bevorzugt mindestens 30 000 u und/oder höchstens 500 000 u, insbesondere mindestens 30 000 u und/oder höchstens 200 000 u.
Ein bevorzugtes Polyetherimid gemäß Formel I ist beispielsweise unter dem Handelsnamen Ultern® 1000, Ultern® 1010 und Ultern® 1040 (Sabic, Deutschland) erhältlich. Ein bevorzugtes Polyetherimid gemäß Formel III ist beispielsweise unter dem Handelsnamen Ultern® 5001 und Ultern® 5011 (Sabic, Deutschland) erhältlich.
Gemäß einer bevorzugten Zusammensetzung ist das thermoplastische Polymer ausgewählt aus zumindest einem Polyarylethersulfon. Besonders bevorzugt handelt es sich dabei um ein Polyethersulfon (PESU), Polysulfon (PSU) und/oder Polyphenylensulfon (PPSU) der nachfolgenden Strukturformeln:
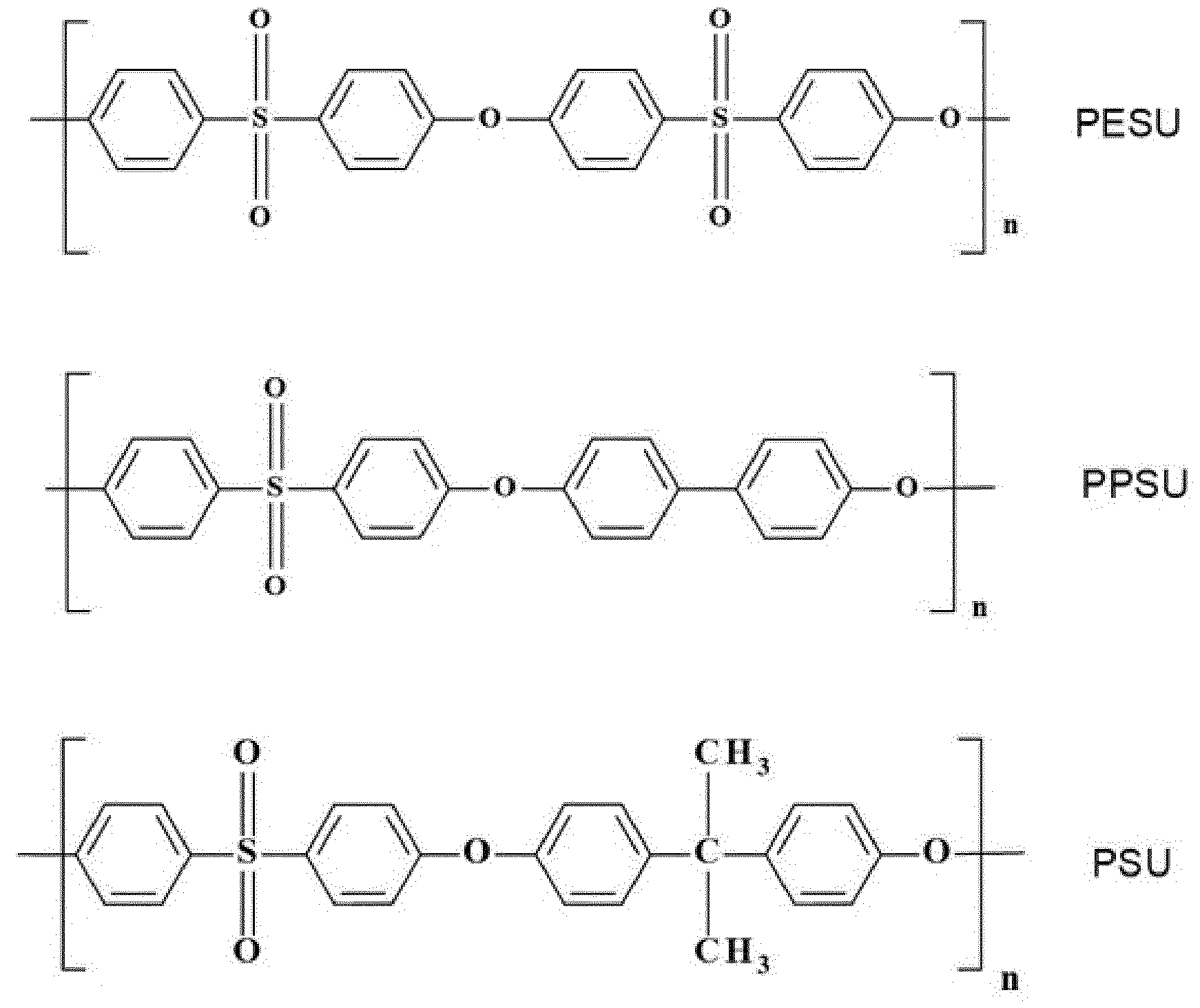
Die Anzahl n der Wiederholungseinheiten liegt dabei bevorzugt bei mindestens 10 und/oder bei bis zu höchstens 1 000.
Bevorzugt liegt das Molekulargewicht eines solchen Polyarylethersulfons bei mindestens 5000 u, bevorzugt bei mindestens 10 000 u, besonders bevorzugt bei mindestens 15 000 u und/oder bei höchstens 200 000 u, insbesondere bei mindestens 15 000 u und/oder bei höchstens 100 000 u. Das Gewichtsmittel des Molekulargewichts eines solchen bevorzugten Polymers beträgt vorzugsweise mindestens 20 000 u, besonders bevorzugt mindestens 30 000 u und/oder höchstens 500 000 u, insbesondere mindestens 30 000 u und/oder höchstens 200 000 u.
Ein bevorzugtes Polyarylethersulfon ist beispielsweise unter dem Handelsnamen Ultrason® (BASF, Deutschland) erhältlich. Ein bevorzugtes Polyethersulfon ist beispielsweise unter dem Handelsnamen Ultrason® E2010 (BASF, Deutschland) erhältlich.
Eine weiter bevorzugte Zusammensetzung umfasst dabei ein Polymerblend umfassend ein Polyaryletherketon-Polyetherimid, vorzugsweise ein Polyetherketonketon, besonders bevorzugt ein Polyetherketonketon mit einem Terephthalsäure Isophthalsäure Isomerenverhältnis zwischen 65 : 35 und 55 : 45. Dabei kann eine bevorzugte Zusammensetzung ein Polyetherimid, welches bevorzugt die Wiederholungseinheiten der Formel I enthält, aufweisen.
Schließlich kann eine bevorzugte Zusammensetzung ein Polycarbonat, insbesondere mit der Wiederholungseinheit der Formel IV, aufweisen:
Formel IV

Wie oben erläutert, kann die Zusammensetzung mittels Präzipitation aus einem ersten moderaten Lösemittel oder einer Mischung aus dem ersten und zumindest einem weiteren moderaten Lösemittel erhalten werden. Gemäß einer bevorzugten Ausführungsform ist das zumindest eine oder weitere moderate Lösemittel ausgewählt aus zumindest einem zyklischen moderaten Lösemittel, wie beispielsweise Lactame, Phenone, Phenole, Cycloalkane und/oder Cycloalkanone. Bevorzugt ist das moderate Lösemittel ausgewählt aus einem homozyklischen moderaten Lösemittel, wie beispielsweise aus Benzol, Cyclohexanon, Acetophenon, Phthalsäureester und/oder einem heterozyklischen moderaten Lösemittel, wie beispielsweise Thiophene und/oder cyclische Ether, besonders bevorzugt aus einem aromatischen homozyklischen moderaten Lösemittel, wie Acetophenon, Dimethylphthalat und/oder Benzol, insbesondere aus einem aromatischen, nicht-halogenierten homozyklischen moderaten Lösemittel.
Im Hinblick auf die Auswahl eines geeigneten moderaten Lösemittels kann der Hansen Löslichkeitsparameter verwendet werden. Der Hansen Löslichkeitsparameter ÖT kann mit der Formel ÖT2 = ÖD2 + öp2 + ÖH2 oder durch Verwendung der HSPiP Software (Dr. techn. Charles M. Hansen, Jens Bornosvej 16, 2970 Horsholm, Denmark oder via www.hansen- solubility.com) berechnet werden. Vorliegend werden die Begriffe „Hansen Löslichkeitsparameter“ und „Löslichkeitsparameter“ synonym verwendet.
Gemäß einer bevorzugten Ausführungsform weist das moderate Lösemittel einen Löslichkeitsparameter auf, der mindestens 10 MPa1/2 geringer, vorzugsweise mindestens 8 MPa1/2 geringer, bevorzugt mindestens 5 MPa1/2 geringer ist und/oder höchstens 10 MPa1/2 höher, vorzugsweise höchstens 8 MPa1/2 höher, bevorzugt höchstens 5 MPa1/2 höher ist als ein Löslichkeitsparameter des zumindest einen Polymers. Insbesondere sind die Löslichkeitsparameter des moderaten Lösungsmittels und des Polymers zumindest im Wesentlichen gleich. Die Bezeichnung „im Wesentlichen“ bedeutet in diesem Fall, dass sich der Löslichkeitsparameter des moderaten Lösemittels und der Löslichkeitsparameter des Polymers um nicht mehr als 10 MPa1/2, bevorzugt um nicht mehr als 8 MPa1/2, besonders bevorzugt um nicht mehr als 6 MPa1/2, insbesondere um nicht mehr als 5 MPa1/2 unterscheiden.
Besonders bevorzugt ist das zumindest eine oder weitere moderate Lösemittel ausgewählt aus Dimethylphthalat und/oder Acetophenon.
Gemäß einer weiter bevorzugten Ausführungsform umfasst eine vorteilhafte Zusammensetzung zumindest einen Hilfsstoff, wobei der Hilfsstoff vorzugsweise ausgewählt ist aus einem Additiv und/oder einem Füllstoff.
Das Additiv ist vorzugsweise ausgewählt aus der Gruppe der Wärmestabilisatoren, Oxidationsstabilisatoren, UV-Stabilisatoren, Farbstoffe, Weichmacher, IR-Absorber, SiÜ2- Partikel, Rußpartikel, anorganischen und/oder organischen Pigmente und/oder Flammschutzmittel (insbesondere phosphathaltigen Flammschutzmittel wie roter Phosphor, Ammoniumpolyphosphat und/oder bromierten Flammschutzmittel und/oder anderer halogenierter Flammschutzmittel und/oder anorganischer Flammschutzmittel wie Magnesiumhydroxid oder Aluminiumhydroxid).
Die Gruppe der Füllstoffe umfasst vorzugsweise Verstärkungsfasern, SiO2-Partikel, Metalloxide, Caliciumcarbonat, Carbonfasern, Glasfasern, Carbon Nanotubes, mineralische Fasern (z. B. Wollastonit), Aramid-Fasern (insbesondere Kevlar-Fasern), Glaskugeln und/oder mineralische Füllstoffe.
Weitere bevorzugte Hilfsstoffe umfassen Polysiloxane. Polysiloxane können dabei beispielsweise als Fließhilfsmittel zur Erniedrigung der Viskosität der Polymerschmelze und/oder insbesondere bei Polymerblends als Weichmacher dienen.
Der Gehalt eines Hilfsstoffs an der erfindungsgemäßen Zusammensetzung kann bevorzugt bei mindestens 0,01 Gew.-% und/oder bei höchstens 90 Gew.-% liegen, vorzugsweise bei mindestens 0,01 Gew.-% und/oder bei höchstens 50 % Gew.-%.
Für Additive wie Oxidationsstabilisatoren, UV-Stabilisatoren oder Farbstoffe liegt der Gehalt bevorzugt bei mindestens 0,01 Gew.-% und/oder bei höchstens 5 Gew.-%, insbesondere bei mindestens 0,01 Gew.-% und/oder bei höchstens 2 Gew.-%. Für IR-Absorber liegt der Gehalt vorzugsweise bei mindestens 0,01 Gew.-% und/oder bei höchstens 1 Gew.-%, bevorzugt bei mindestens 0,01 Gew.-% und/oder bei höchstens 0,5 Gew.-%, besonders bevorzugt bei mindestens 0,02 Gew.-% und/oder bei höchstens 0,2 Gew.-%, insbesondere bei mindestens 0,02 Gew.-% und/oder bei höchstens 0,1 Gew.-%.
Der Gehalt eines Füllstoffs an der erfindungsgemäßen Zusammensetzung kann dabei bevorzugt bei mindestens etwa 1 Gew.-% und /oder bei höchstens etwa 90 Gew.-% liegen, vorzugsweise bei mindestens 5 Gew.-% und /oder bei höchstens 50 Gew.-%, besonders bevorzugt bei mindestens 10 Gew.-% und/oder höchstens 40 Gew.-%.
Polymersysteme besitzen häufig eine positive und/oder negative Partialladung. Insbesondere wenn Partikel des Polymersystems an unterschiedlichen Stellen der Oberfläche unterschiedliche Ladungen aufweisen, kann es zu Wechselwirkungen, beispielsweise durch elektrostatische, magnetische und/oder Van-der-Waals-Kräfte zwischen benachbarten Partikeln kommen, die eine unerwünschte Agglomeration der Polymersystem-Partikel zur Folge haben.
Gemäß einer weiter bevorzugten Ausführungsform umfasst eine vorteilhafte Zusammensetzung daher zumindest ein Antiagglomerationsmittel. Der Begriff „Antiagglomerationsmittel“ ist dabei ein Synonym zur Bezeichnung „Rieselhilfsmittel“. Unter einem Antiagglomerationsmittel wird in der vorliegenden Patentanmeldung ein Stoff in Form von Partikeln verstanden, welcher sich an und/oder in die Polymerpartikel lagern kann.
Unter „Anlagern“ wird dabei verstanden, dass Partikel des Antiagglomerationsmittels beispielsweise durch elektrostatische Kräfte, chemische Bindungen (beispielsweise ionische und kovalente Bindungen) und Wasserstoffbrückenbindungen eingehen und/oder magnetische Kräfte und/oder Van-der-Waals-Kräfte mit Partikeln des Polymers bzw. des Polymersystems wechselwirken und so zueinander in relative räumliche Nähe treten, dass
Partikel des Polymersystems vorteilhaft nicht direkt miteinander in Kontakt treten, sondern durch Partikel des Antiagglomerationsmittels voneinander getrennt sind. Die auf diese Weise räumlich getrennten Polymersystempartikel bauen im Allgemeinen schwache bis keine Wechselwirkungen zueinander auf, so dass durch die Zugabe von Antiagglomerationsmitteln vorteilhaft einer Verklumpung der Zusammensetzung entgegengewirkt wird.
Gemäß einer bevorzugten Ausführungsform umfasst eine vorteilhafte Zusammensetzung daher zumindest ein Antiagglomerationsmittel. Ein solches Antiagglomerationsmittel kann ausgewählt sein aus der Gruppe der Metallseifen, bevorzugt aus einem Siliziumdioxid, Stearat, Tricalciumphosphat, Calciumsilicat, Aluminiumoxid, Magnesiumoxid, Magnesiumcarbonat, Zinkoxid oder Mischungen dergleichen.
Gemäß einer weiter bevorzugten Ausführungsform umfasst ein erstes Antiagglomerationsmittel Siliziumdioxid. Dabei kann es sich um durch einen nasschemischen Fällungsprozess hergestelltes oder um pyrogenes Siliziumdioxid handeln. Besonders bevorzugt handelt es sich bei dem Siliziumdioxid jedoch um pyrogenes Siliziumdioxid.
Unter einem pyrogenen Siliziumdioxid wird in der vorliegenden Patentanmeldung Siliziumdioxid verstanden, welches gemäß bekannter Verfahren, beispielsweise durch Flammenhydrolyse mittels Zugabe von flüssigem Tetrachlorsilan in die Wasserstoffflamme, hergestellt wurde. Im Folgenden wird Siliziumdioxid auch als Kieselsäure bezeichnet.
Gemäß einer weiter bevorzugten Ausführungsform weist eine erfindungsgemäße Zusammensetzung ein zweites Antiagglomerationsmittel auf und ermöglicht so vorteilhaft eine verbesserte Abstimmung der physikalischen Eigenschaften, beispielsweise hinsichtlich der elektrostatischen, der magnetischen und/oder der Van-der-Waals-Kräfte der Antiagglomerationsmittel, auf das bzw. die Polymer/e und damit eine verbesserte Verarbeitbarkeit der Zusammensetzung, insbesondere in Lasersinterprozessen.
Gemäß einer insbesondere bevorzugten Ausführungsform handelt es sich auch bei dem zweiten Antiagglomerationsmittel um ein Siliziumdioxid, insbesondere um pyrogenes Siliziumdioxid.
Selbstverständlich kann eine erfindungsgemäße Zusammensetzung auch mehr als zwei Antiagglomerationsmittel aufweisen.
In einer vorteilhaften Zusammensetzung liegt dabei ein bevorzugter Anteil des zumindest einen Antiagglomerationsmittels bei höchstens 1 Gew.-%, weiter bevorzugt bei höchstens 0,5 Gew.-%, besonders bevorzugt bei höchstens 0,2 Gew.-%, insbesondere bei höchstens 0,15 Gew.-%, insbesondere bevorzugt bei höchstens 0,1 Gew.-%. Der Anteil bezieht sich dabei auf den Anteil aller in der vorteilhaften Zusammensetzung enthaltenen Antiagglomerationsmittel.
Prinzipiell kann/können das/die zumindest eine bzw. die zwei oder mehr Antiagglomerationsmittel mit einem oder auch mit mehreren unterschiedlichen Hydrophobierungsmitteln behandelt sein. Gemäß einer weiter bevorzugten Ausführungsform weist das Antiagglomerationsmittel eine hydrophobe Oberfläche auf. Eine solche Hydrophobierung kann beispielsweise mit einer Substanz auf Basis von Organosilanen erfolgen.
Des Weiteren kann das Antiagglomerationsmittel vorteilhaft eine Verbackung und so eine Zusammenlagerung von Partikeln des Polymersystems in der Zusammensetzung wirkungsvoll verhindern und wirkt der Bildung von Hohlräumen beim Schütten entgegen, wodurch auch die Schüttdichte der Zusammensetzung vorteilhaft erhöht wird. Die Schüttdichte kann durch dessen Partikelgröße bzw. Partikeldurchmesser und Partikeleigenschaften beeinflusst werden.
Unter „Schüttdichte“ wird dabei das Verhältnis der Masse eines körnigen Feststoffs, welcher durch Schütten und nicht durch beispielsweise Stampfen oder Rütteln verdichtet wurde, zum eingenommenen Schüttvolumen bezeichnet. Die Bestimmung der Schüttdichte ist dem Fachmann bekannt und kann beispielsweise nach der DIN EN ISO 60:2000-01 erfolgen.
Eine besonders vorteilhafte Zusammensetzung weist eine Schüttdichte von mindestens 350 kg/m3 und/oder von höchstens 700 kg/m3 auf. Die Schüttdichte bezieht sich hierbei auf die erfindungsgemäße Zusammensetzung.
Für die oben erläuterten additiven Fertigungsverfahren werden Pulver mit relativ runder Kornform benötigt, da bei Vorliegen kantiger Partikel beim Aufträgen der Pulverschichten Riefen entstehen können, wodurch insbesondere ein automatischer Bauprozess erschwert
ist und die Qualität der so entstehenden Bauteile verschlechtert wird, insbesondere deren Dichte und Oberflächenbeschaffenheit. Häufig besteht jedoch die Problematik, Polymere bzw. Copolymere in Form eines Pulvers mit runden Partikeln zu erhalten.
Durch die erfindungsgemäße Zusammensetzung können vorteilhaft runde Partikel erhalten werden.
Im Allgemeinen sind für Zusammensetzungen, welche in Lasersinterverfahren eingesetzt werden, eine entsprechende Korngröße bzw. Korngrößenverteilung, eine geeignete Schüttdichte sowie eine ausreichende Rieselfähigkeit des Pulvermaterials von Bedeutung.
Der Begriff Korngröße beschreibt die Größe einzelner Partikel bzw. Körner in einem Gesamtgemenge. Die Korn- bzw. Partikelgrößenverteilung hat dabei einen Einfluss auf die Stoffeigenschaften eines Schüttguts, also des körnigen Gesamtgemenges, welches in einer schüttfähigen Form, beispielsweise in einer pulverförmigen Zusammensetzung, vorliegt.
Gemäß einer weiter bevorzugten Ausführungsform weisen die Partikel einer vorteilhaften Zusammensetzung eine Korngrößenverteilung
- d10 = von mindestens 10 pm, bevorzugt von mindestens 15 pm und/oder von höchstens 50 pm, bevorzugt von höchstens 40 pm
- d50 = von mindestens 20 pm und/oder von höchstens 100 pm, bevorzugt von mindestens 30 pm und/oder von höchstens 80 pm, besonders bevorzugt von mindestens 30 pm und/oder von höchstens 60 pm
- d90 = von mindestens 35 pm und/oder von höchstens 150 pm, vorzugsweise von höchstens 120pm, auf.
Methoden zur Bestimmung der Korngröße bzw. der Korngrößenverteilung sind dem Fachmann bekannt. So kann eine Messung beispielsweise auf dem Gerät Camsizer XT und dem Modul X-Jet (Firma Retsch Technology GmbH) mit der zugehörigen Software CamsizerXT64 (Version 6.6.11.1069) erfolgen. Die optischen Methoden zur Bestimmung der Korngrößen und Partikelform sind an die Norm ISO 13322-2 angelehnt. Dabei wird die Probe von etwa 2 g mit 30 kPa Druckluft dispergiert und durch eine 4 mm breite Durchführung an einer kalibrierten Optik-Einheit mit zwei unterschiedlich vergrößernden Kameras („Basic“ und „Zoom“) vorbeigeleitet. Zur Auswertung werden mindestens 10 000 Einzelbilder aufgenommen. Um eine gute optische Trennung der betrachteten
Partikel zu gewährleisten, werden Bilder nur verwendet, wenn die Flächendichte der abgebildeten Partikel bei unter 3 % (Kamera „Basic“) bzw. unter 5 % (Kamera „Zoom“) liegt. Die Partikelgrößen und Formen werden anhand definierter Messparameter bestimmt. Die ermittelte Größe ist der Äquivalentdurchmesser des flächengleichen Kreises der Partikelprojektion x_area=>/(4A/TT). Der Meridian- bzw. Mittelwert dieser Auswertungsmethode ist mit der Laserbeugung vergleichbar (Angabe als d10, d50 und d90, d. h. als 10 %-Quantil, 50 %-Quantil und 90 %-Quantil der volumetrischen Partikelgrößenverteilung). Die Messung wird zur statistischen Messwert-Bildung mehrfach wiederholt.
Gemäß einer bevorzugten Ausführungsform weist eine vorteilhafte Zusammensetzung eine Verteilungsbreite (d90-d10)/d50 von höchstens 3, bevorzugt von höchstens 2, besonders bevorzugt von höchstens 1 ,5, insbesondere von höchstens 1 , auf.
Eine weiter bevorzugte Zusammensetzung weist einen Feinanteil, also einen Anteil von Partikeln mit einer Partikelgröße von kleiner 10 pm, von unter 10 Gew.-%, bevorzugt von unter 6 Gew.-%, insbesondere von unter 4 Gew.-%, auf.
Die Polymerpartikel der erfindungsgemäßen Zusammensetzung weisen bevorzugt eine zumindest im Wesentlichen sphärische bis linsenförmige Ausgestaltung bzw. Form auf. Besonders bevorzugt weisen die Polymerpartikel einer besonders vorteilhaften Zusammensetzung eine Sphärizität von mindestens 0,7, bevorzugt von mindestens 0,8, insbesondere von mindestens 0,85 auf. Die Bestimmung der Sphärizität kann beispielweise mit Hilfe der Mikroskopie (gemäß DIN ISO 13322-1) und/oder eines Messgeräts vom Typ Camsizer XT (Retsch Technology, Deutschland) gemäß DIN ISO 13322-2 erfolgen.
Es hat sich ferner als vorteilhaft erwiesen, dass die Partikel einer erfindungsgemäßen Zusammensetzung eine möglichst kleine Oberfläche aufweisen. Die Oberfläche kann dabei beispielsweise durch Gasadsorption nach dem Prinzip von Brunauer, Emmet und Teller (BET) ermittelt werden; die herangezogene Norm ist DIN EN ISO 9277. Die nach dieser Methode bestimmte Partikeloberfläche wird auch als BET-Oberfläche bezeichnet.
Gemäß einer bevorzugten Ausführungsform liegt die BET-Oberfläche einer vorteilhaften Zusammensetzung bei mindestens 0, 1 m2/g, bevorzugt bei mindestens 0,5 m2/g, besonders bevorzugt bei mindestens 1 m2/g. Höchstens liegt eine BET-Oberfläche einer bevorzugten Zusammensetzung bei 20 m2/g, besonders bevorzugt bei höchstens 10 m2/g, insbesondere
bei höchstens 5 m2/g, insbesondere bevorzugt bei höchstens 3 m2/g. Eine bevorzugte BET- Oberfläche liegt in diesem Fall bei mindestens 0,5 m2/g und/oder bei bis zu 2 m2/g.
Ein Verfahren zur Herstellung einer vorteilhaften Zusammensetzung, insbesondere eines pulverförmigen Materials, umfasst zusätzlich zu den bereits oben erläuterten Schritten mindestens einen der folgenden Schritte:
(a) Zugabe zumindest eines ersten Hilfsstoffs zum Polymer oder der Polymer- Lösemittelmischung gemäß dem oben genannten Schritt ii) oder iii), und/oder
(b) Zugabe zumindest eines ersten Hilfsstoffs und/oder Antiagglomerationsmittels zum pulverförmigen Polymermaterial.
Prinzipiell kann die Zugabe des Hilfsstoffs daher zu der Polymer-Lösemittel-Mischung gemäß dem oben genannten Schritt (a) bzw. des Hilfsstoffs und/oder des Antiagglomerationsmittels zum pulverförmigen Polymermaterial gemäß Schritt (b) erfolgen. Bevorzugt erfolgt jedoch eine Zugabe des zumindest einen ersten Hilfsstoffs zum Polymer oder der Polymer-Lösemittel-Mischung gemäß dem oben genannten Schritt (a). So kann die Zugabe des Hilfsstoffs beispielsweise durch Compoundieren, d. h. durch Beimischung des bzw. der Hilfsstoffs/e (beispielweise im Extruder) zur Erzielung gewünschter Eigenschaftsprofile, erfolgen.
Gemäß einer weiter bevorzugten Ausführungsform ist der Hilfsstoff dabei so ausgewählt, dass sich dieser nicht im Lösemittel, sondern im Polymer löst. Eine solche Vorgehensweise begünstigt vorteilhaft, dass der Hilfsstoff nach dem Fällprozess im Korn vorliegt.
Alternativ oder zusätzlich kann die Zugabe des zumindest einen ersten Hilfsstoffs zum pulverförmigen Polymermaterial gemäß Schritt (b) erfolgen. Bevorzugt erfolgt dabei eine Zugabe des zumindest einen ersten Hilfsstoffs zum pulverförmigen Material nach der Herstellung des Pulvers, d. h. nach dem Entfernen des Lösemittels und ggf. nach der Trocknung des Pulvers.
Insofern ein oder mehrere Antiagglomerationsmittel zugegeben werden, erfolgt die Zugabe zum pulverförmigen Material, wie oben beschrieben, gemäß Schritt (b). Bevorzugt erfolgt eine solche Zugabe nach dem Entfernen des Lösemittels und ggf. nach der Trocknung des Pulvers.
Gemäß einem bevorzugten Verfahren umfasst die Polymer-Lösemittelmischung mindestens 1 Gew.-% des zumindest einen thermoplastischen Polymers, vorzugsweise mindestens 5 Gew.-%, bevorzugt mindestens 10 Gew.-%. Höchstens enthält die bevorzugte Polymer-Lösemittelmischung 50% Gew.-%, vorzugsweise höchstens 40 Gew.-%, bevorzugt höchstens 30 Gew.-%, weiter bevorzugt höchstens 25 Gew.-%, insbesondere höchstens 20 Gew.-%, insbesondere bevorzugt höchstens 15 Gew.-%, des zumindest einen thermoplastischen Polymers.
Ein besonders bevorzugtes Verfahren zur Herstellung einer Zusammensetzung bzw. eines pulverförmigen Materials verwendet ein moderates Lösemittel, das ausgewählt ist aus zumindest einem nicht-halogenierten, aromatischen moderates Lösemittel.
Zusätzlich oder alternativ weist ein bevorzugtes moderates Lösemittel einen Hansen Löslichkeitsparameter von zumindest 15 ö, vorzugsweise von zumindest 20 ö, und/oder von höchstens 35 ö, bevorzugt von höchstens 30 ö, besonders bevorzugt von etwa 25 ö, auf.
Ein solches moderates Lösemittel ist dabei besonders bevorzugt ausgewählt aus zumindest Dimethylphthalat und/oder Acetophenon.
Insbesondere handelt es sich bei dem pulverförmigen Material bzw. dem thermoplastischen Polymer um ein Polyimid, bevorzugt um ein Polyetherimid oder ein Polyarylethersulfon.
In einem weiter bevorzugten Verfahren zur Herstellung einer vorteilhaften Zusammensetzung erfolgt das Abkühlen der Polymer-Lösemittelmischung, insbesondere von einer zweiten Temperatur auf eine dritte Temperatur, derart, dass eine Abkühlgeschwindigkeit der Polymer-Lösemittelmischung gezielt bzw. kontrolliert erfolgt. Vorzugsweise erfolgt eine Abkühlung mit einer Abkühlrate von mindestens 0,05 °C/min, bevorzugt von mindestens 0,1 °C/min, besonders bevorzugt von mindestens 0,5 °C/min, insbesondere von mindestens 1 °C/min, insbesondere bevorzugt von mindestens 1 ,5 °C/min. Höchstens erfolgt eine Abkühlung mit einer Rate von vorzugsweise 4 °C/min, bevorzugt von höchstens 3 °C/min, insbesondere von höchstens 2 °C/min.
Ein Abkühlen der Mischung kann beispielsweise in einem Reaktor, wie beispielsweise einem Autoklav, der optional mit einem Rührer ausgestattet ist, und/oder über eine Wasser-
/Luft-Abkühlstrecke stattfinden, welche sich über einige Meter erstrecken kann. Ein Rührvorgang kann dabei passiv durch Konvektion oder aktiv durch Rühren der Mischung erfolgen.
Im weiteren Verlauf erfolgen die Abtrennung des Polymers bzw. der Polymerpartikel aus der Mischung und gegebenenfalls ein Waschen und Trocknen des abgetrennten Polymers bzw. der Polymerpartikel.
Eine Abtrennung der Komponenten der Mischung erfolgt vorzugsweise durch Zentrifugieren und/oder Filtrieren. Ein Trocknen der Festkomponente zum Erhalt der getrockneten Zusammensetzung kann z. B. in einem Ofen, beispielsweise in einem Vakuumtrockner, erfolgen.
Wie bereits oben erläutert, kann in einem nächsten Schritt die Zugabe eines Additivs zu der erfindungsgemäßen Zusammensetzung erfolgen. Insbesondere ist ein solches Zusatzmittel ausgewählt aus einem Antiagglomerationsmittel. Vorzugsweise erfolgt dabei eine Zugabe des Additivs, insbesondere eines Antiagglomerationsmittels, in einem Mischer.
Schließlich kann ein vorteilhaftes Herstellverfahren eine Verpackung der Zusammensetzung vorsehen. Ein Verpacken einer nach dem erfindungsgemäßen Verfahren hergestellten Zusammensetzung, insbesondere von gesiebten Polymerpartikeln, welche bevorzugt in Form eines Pulvers vorliegen, erfolgt dabei bevorzugt unter Ausschluss von Luftfeuchtigkeit, so dass eine anschließende Lagerung der erfindungsgemäßen Zusammensetzung unter reduzierter Feuchtigkeit zur Vermeidung von beispielsweise Verbackungseffekten erfolgen kann, wodurch die Lagerstabilität der erfindungsgemäßen Zusammensetzung verbessert wird. Auch verhindert ein vorteilhaftes Verpackungsmaterial einen Zutritt von Feuchtigkeit, insbesondere von Luftfeuchtigkeit, zur erfindungsgemäßen Zusammensetzung.
Wie oben erwähnt, sind erfindungsgemäße Zusammensetzungen für additive Fertigungsprozesse, insbesondere für Lasersinterverfahren, geeignet. Üblicherweise wird die Zielumgebung, beispielsweise das Pulverbett der Bestrahlungseinheit, insbesondere des Laserstrahls, bereits vor deren Einsatz aufgeheizt, so dass die Temperatur des Pulverausgangsmaterials nahe seiner Schmelztemperatur liegt und bereits ein nur geringer Energieeintrag ausreicht, um den Gesamt-Energieeintrag so weit zu erhöhen, dass die Partikel miteinander koalieren bzw. sich verfestigen. Dabei können ferner auch
energieabsorbierende und/oder energiereflektierende Stoffe auf die Zielumgebung der Bestrahlungseinheit aufgetragen werden, die ein selektives Aufschmelzen des Materials an den zu verfestigenden Stellen ermöglichen.
Wie bereits oben erläutert, wird gemäß dem vorteilhaften Verfahren ein dreidimensionales Objekt durch Verfestigen der erfindungsgemäßen Zusammensetzung an vorgegebenen Stellen mittels elektromagnetischer Strahlen, welche durch eine Strahlungsquelle emittiert werden, selektiv verfestigt.
Eine weitere Ausführungsform betrifft ein System für die Herstellung eines dreidimensionalen Objekts durch Verfestigen der erfindungsgemäßen Zusammensetzung an vorgegebenen Stellen, wobei das System zumindest eine Strahlungsquelle zur Emission elektromagnetischer Strahlen umfasst. Des Weiteren umfasst das System eine Prozesskammer in Form eines offenen Containers mit einer Wand, einem Träger, der sich in der Prozesskammer befindet, wobei die Prozesskammer und der Träger im Verhältnis zueinander in vertikaler Richtung beweglich sind, sowie eine in horizontaler Richtung bewegliche Aufbewahrungskammer und einen Beschichter, wobei die Aufbewahrungskammer zumindest teilweise mit der erfindungsgemäßen Zusammensetzung gefüllt ist.
Gemäß einer bevorzugten Ausführungsform emittiert die Strahlungsquelle Licht einer Wellenlänge im Bereich von 500 nm bis 1500 nm, vorzugsweise im Bereich von 1064 ± 8 nm und/oder 980 ± 7 nm und/oder 940 ± 7 nm und/oder 810 ± 7 nm und/oder 640 ± 7 nm. Alternativ kann die Strahlungsquelle Licht einer Wellenlänge von etwa 10,6 pm oder im Bereich von 4.8 pm bis 8.3 pm, vorzugsweise im Bereich von 5 pm, emittieren.
Bevorzugt umfasst die Strahlungsquelle zumindest einen Laser, insbesondere einen Diodenlaser.
Unter „Aufschmelzen“ wird dabei der Prozess verstanden, bei dem das Pulver während eines additiven Fertigungsprozesses, beispielsweise im Pulverbett, durch Eintrag von Energie, bevorzugt mittels elektromagnetischer Wellen, insbesondere durch Laserenergie, zumindest teilweise geschmolzen wird. Die erfindungsgemäße Zusammensetzung bzw. das erfindungsgemäße Verfahren gewährleistet dabei ein zumindest teilweises Aufschmelzen und prozesssicheres Fertigen von Formkörpern mit hoher mechanischer Stabilität und Formtreue. Gemäß einer bevorzugten Ausführungsform ermöglicht die
erfindungsgemäße Zusammensetzung bzw. das erfindungsgemäße Verfahren ein vollständiges Aufschmelzen.
Es hat sich weiter gezeigt, dass die Zugfestigkeit, das E-Modul und die Bruchdehnung eines vorteilhaften Bauteils als Werkstoffeigenschaften bzw. als Maß für die Prozessierbarkeit der erfindungsgemäßen Zusammensetzung von Nutzen sein können.
Gemäß einer weiter bevorzugten Ausführungsform weist ein vorteilhaftes Bauteil, welches aus einer erfindungsgemäßen Zusammensetzung hergestellt wurde, insbesondere einer Zusammensetzung umfassend ein Polyetherimid oder ein Polyarylethersulfon, eine Zugfestigkeit parallel zur Schichtrichtung von mindestens 40 MPa, bevorzugt von mindestens 60 MPa, besonders bevorzugt von mindestens 70 MPa, insbesondere von mindestens 80 MPa, insbesondere bevorzugt von mindestens 90 MPa auf. Höchstens weist die bevorzugte Zusammensetzung parallel zur Schichtrichtung eine Zugfestigkeit von 200 MPa, bevorzugt von höchstens 150 MPa, insbesondere von höchstens 100 MPa, auf.
Ferner weist ein vorteilhaftes Bauteil, hergestellt aus einem Polymer bzw. einer Zusammensetzung ohne Füllstoffe, insbesondere einem Polymer bzw. einer Zusammensetzung umfassend ein Polyetherimid oder ein Polyarylethersulfon, ein E-Modul parallel zur Schichtrichtung von mindestens 1400 MPa, bevorzugt von mindestens 2000 MPa, noch mehr bevorzugt von mindestens 2400 MPa, insbesondere von mindestens 2800 MPa und ganz besonders größer 3000 MPa, auf. Höchstens weist die bevorzugte Zusammensetzung parallel zur Schichtrichtung ein E-Modul von 5000 MPa, bevorzugt von höchstens 4000 MPa, insbesondere von höchstens 3500 MPa, auf.
Ferner weist ein vorteilhaftes Bauteil eine Bruchdehnung, welches bevorzugt aus einer Zusammensetzung umfassend ein Polyetherimid oder einem Polyarylethersulfon hergestellt ist, parallel zur Schichtrichtung von mindestens 1 %, besonders bevorzugt von mindestens 3 %, insbesondere von mindestens 5 %, insbesondere bevorzugt von mindestens 7 %, auf. Höchstens weist ein bevorzugtes Bauteil eine Bruchdehnung von 100 %, weiter bevorzugt von höchstens 80 %, besonders bevorzugt von höchstens 50 %, insbesondere von höchstens 25 %, auf. Die Bestimmung der Zugfestigkeit, des E-Moduls und der Bruchdehnung kann mit Hilfe des sogenannten Zugversuchs nach DIN EN ISO 527 (2:2019-12) ermittelt werden und ist dem Fachmann bekannt.
Ferner kann die erfindungsgemäße Zusammensetzung auf deren Dosierbarkeit im kalten bzw. warmen Zustand in der Lasersinteranlage, deren Schichtauftrag und Pulverbettzustand im kalten bzw. warmen Zustand, deren Schichtauftrag im Lasersinterprozess, bevorzugt im laufenden Lasersinterprozess, insbesondere deren Beschichtung auf belichteten Flächen und der Maßhaltigkeit und der mechanischen Eigenschaften der erhaltenen Probekörper bewertet werden.
Weiterhin kann es vorteilhaft sein, wenn die Zusammensetzung zumindest einen Hilfsstoff umfasst, welcher eine Anpassung der mechanischen, elektrischen, magnetischen, flammschützenden und/oder ästhetischen Pulver- bzw. Produkteigenschaften erlaubt. In einer bevorzugten Ausführungsform umfasst die Zusammensetzung zumindest einen organischen und/oder anorganischen Hilfsstoff wie beispielsweise Glas-, Metall-, zum Beispiel Aluminium- und/oder Kupfer- und/oder Eisen-, Keramikpartikel, Metalloxide oder Pigmente zur Variation der Farbe, bevorzugt Titandioxid oder Ruß.
Alternativ oder zusätzlich kann der Hilfsstoff auch aus einer Faser, wie beispielsweise einer Carbon-, Glas- und/oder mineralischen Faser, wie z. B. Wollastonit, ausgewählt sein. Dadurch kann auch das Absorptionsverhalten des Pulvers beeinflusst werden. Füllstoffe zur Anpassung der mechanischen Eigenschaften können auch ausgewählt sein aus der Gruppe der Metalloxide oder aus Calciumcarbonat. Flammhemmende Zusatzmittel können beispielsweise ausgewählt sein aus der Gruppe umfassend Metallhydroxide wie Magnesiumhydroxid oder Aluminiumhydroxid, Phosphorverbindungen wie z. B. Roter Phosphor oder Ammoniumpolyphosphat oder bromhaltige Flammschutzmittel.
Des Weiteren kann es vorteilhaft sein, wenn die Zusammensetzung zumindest einen Hilfsstoff umfasst, welcher zur thermo-oxidativen Stabilisierung des Polymers und/oder zur UV-Stabilisierung eingesetzt wird. Dabei kann es sich z. B. um ein Antioxidationsmittel und/oder um einen UV-Stabilisator handeln. Ein solches Antioxidationsmittel kann beispielsweise unter dem Handelsnamen Irganox oder Irgafos bei der Firma BASF (Ludwigshafen, Deutschland) bezogen werden; ein UV-Stabilisator kann beispielsweise unter dem Handelsnamen Tinuvin über die Firma BASF erhalten werden.
Des Weiteren kann es vorteilhaft sein, wenn als Hilfsstoff ein IR-Absorber eingesetzt wird, welcher im Bereich der eingesetzten Wellenlänge des Lasers oder der Infrarot-Heizung absorbiert. Dabei kann es sich beispielsweise um Ruß handeln.
Weitere Merkmale der Erfindung ergeben sich aus der nachfolgenden Beschreibung von Ausführungsbeispielen in Verbindung mit den Ansprüchen. Es sei darauf hingewiesen, dass die Erfindung nicht auf die Ausführungsformen der beschriebenen Ausführungsbeispiele beschränkt, sondern durch den Umfang der beiliegenden Patentansprüche bestimmt ist. Insbesondere können die einzelnen Merkmale bei erfindungsgemäßen Ausführungsformen in anderer Kombination als bei den untenstehend angeführten Beispielen verwirklicht sein. Bei der nachfolgenden Erläuterung einiger Ausführungsbeispiele der Erfindung wird auf die beiliegende Figur Bezug genommen. Es zeigen:
Fig. 1 : DSC Thermogramme einer erfindungsgemäßen Zusammensetzung (gemäß V1) umfassend Polyetherimid (PEI, Ultem CRS5011 , Fa. Sabic).
Fig. 2: DSC Thermogramme einer erfindungsgemäßen Zusammensetzung (gemäß V2) umfassend Polyetherimid (PEI, Ultem CRS5011 , Fa. Sabic).
Fig. 3: Aufsicht der Platzierung der Bauteile im Bauraum (gemäß V1 und V2).
Fig. 4: Orthogonalansicht der Bauteile (gemäß V1 und V2).
Fig. 5: DSC Thermogramme einer erfindungsgemäßen Zusammensetzung (gemäß V3) umfassend Polyetherimid (PEI, Ultem CRS5001 , Fa. Sabic).
Fig. 6: DSC Thermogramme einer erfindungsgemäßen Zusammensetzung (gemäß V4) umfassend Polyetherimid (PEI, Ultem CRS5001 , Fa. Sabic).
Fig. 7: DSC Thermogramme einer erfindungsgemäßen Zusammensetzung (gemäß V5) umfassend Polyetherimid (PEI, Ultem CRS5011 , Fa. Sabic).
Fig. 8: DSC Thermogramme eines Vergleichsbeispiels (gemäß V6) umfassend
Polyetherimid (PEI, Ultem CRS5011 , Fa. Sabic).
Fig. 9: DSC Thermogramme eines Vergleichsbeispiels (gemäß V7) umfassend
Polyetherimid (PEI, Ultem CRS5011 , Fa. Sabic).
Beispiele
Beispiele V1 und V2:
300 g Polyetherimid (PEI, Handelsname Sabic Ultem CRS5011 , Fa. Sabic) wurden mit 1700 g moderatem Lösemittel (entspricht einer Beladung von 15 Gew.-%) in einem Autoklaven (Versoklav 3, Büchi AG mit 3L Fassungsvermögen und integriertem Rührer, ausgelegt bis 200 bar und 300 °C) vorgelegt und unter Rühren (V1: 350 U/min Rührerdrehzahl; V2: 500 U/min Rührerdrehzahl) auf eine Temperatur von 260 °C erhitzt, wobei sich das Polymer in dem Lösemittel löst. Der sich einstellende Druck entspricht hierbei dem Dampfdruck des Lösemittels. Im Anschluss wurde die Lösung bei einer Drehzahl von 350 U/min (V1) bzw. 500 U/min (V2) mit einem zeitlichen Temperaturgradienten von -1 ,5 K/min bis auf 60°C abgekühlt, wobei das Polymer als Pulver aus der Lösung ausfällt. Das Lösemittel wurde mittels Filtration abgetrennt und das Polymerpulver mit Ethanol gewaschen und bei 120°C in einem Vakuumofen (VT 6130 P, Fa. Thermo Scientific, Thermo Electron LED GmbH, ausgestattet mit einer Vakuumpumpe MD 12H der Firma Vacuubrand GmbH & Co KG) (85 mbar Druck) für mindestens 48 h getrocknet.
Der Hansensche Löslichkeitsparameter des Polymers beträgt 28,9 MPa1/2, die der Lösemittel Dimethylphtalat und Acetophenon liegen bei 24,2 MPa1/2 und 21 ,2 MPa1/2.
Die Bestimmung des Fließfaktors und der Druckfestigkeit (unconfined yield strength, UYS) erfolgte mit einer Schulze-Ringscherzelle RST 01.01 (Dr. Dietmar Schulze Schüttgutmesstechnik, D6773-16), wobei Verfestigungsspannungen 01 von in etwa 1200 Pa, 2400 Pa und 4600 Pa auf die Probe aufgebracht wurden. In Abhängigkeit von 01 ergibt sich eine ein-axiale Streckgrenze oc. Der Quotient der beiden Parameter ist als die Fließfunktion ffc definiert und wird in fünf Stufen klassifiziert: ffc < 1 nicht fließend
1 < ffc < 2 sehr kohäsiv
2 < ffc < 4 kohäsiv
4 < ffc < 10 leicht fließend
10 < ffc frei fließend
Die konditionierte Schüttdichte (conditioned bulk density; CBD) wurde mithilfe eines FT4 Pulver Rheometers (Freeman Technology Ltd) bestimmt. Die CBD wurde nach den Vorgaben des Herstellers [vgl. Handbuch W7008, Compressibility, Issue B, Freeman
Technology Support Document, January 2006], mit 60-65 g Probe und einer Konditionierzeit > 24h gemessen.
Unter den oben genannten Bedingungen konnte sowohl aus Dimethylphthalat als auch aus Acetophenon ein Feinpulver mit einer für den Lasersinterprozess gut geeigneten Partikelgrößenverteilung erhalten werden (siehe Tabelle 1 , unten).
Bei einer Fällung aus Dimethylphthalat wurde ein Pulver mit einer mittleren Partikelgröße (D50) von 29,6 pm (Verteilungsbreite 0,66) erhalten, das einen Schmelzpunkt von 317,8 °C und eine spezifische Schmelzenthalpie von 42,8 J/g aufweist (siehe Fig. 1 , obere Kurve; sofern in den nachfolgenden Beispielen DSC-Messungen dargestellt sind, ist der erste Heizlauf oben, der zweite Heizlauf in der Mitte und der Kühllauf unten dargestellt). Eine Druckfestigkeit von 904 Pa und ein ffc von 4,8, ermittelt mit einer Schultze Ringscherzelle, zeigt, dass das Pulver sehr gut rieselfähig ist (siehe Tabelle 1 , unten).
Die BET-Oberfläche des aus der Fällung mit Dimethylphthalat erhaltenen Pulvers wurde mittels Gasadsorption nach dem Prinzip von Brunauer, Emmet und Teller (BET) gemäß DIN EN ISO 9277 ermittelt. Es ergab sich ein Wert von 2,37 m2/g.
Aus Acetophenon konnte ein Pulver mit einem Schmelzpunkt von 286,2 °C und einer Schmelzenthalpie von 34,4 J/g gefällt werden (siehe Fig. 2, obere Kurve), das mit einer mittleren Korngröße von 40,7 pm (Verteilungsbreite 0,89) ebenfalls gut geeignet für den Lasersinterprozess ist. Das Pulver ist nicht nur gut rieselfähig (UYS von 1094 und ffc von 4,0), sondern weist mit 0,563 g/cm3 auch eine vergleichsweise hohe konditionierte Schüttdichte auf (siehe Tabelle 1 , unten). Die konditionierte Schüttdichte liegt üblicherweise sehr nahe an der nach DIN EN ISO 60 bestimmten Schüttdichte und kann gut verglichen werden.
Die BET-Oberfläche des aus der Fällung mit Acetophenon erhaltenen Pulvers wurde gemäß DIN EN ISO 9277 ermittelt. Es ergab sich ein Wert von 1 ,12 m2/g.
Die Abwesenheit eines Kristallisationspeaks und eines Schmelzpeaks im zweiten Heizlauf (siehe Fig. 1 und 2, Kurve Mitte und unten) zeigt, dass das ursprünglich kristalline Material komplett oder zumindest im Wesentlichen amorph erstarrt.
Tabelle 1 : Schmelztemperatur, spezifische Schmelzenthalpie, Partikelgrößenverteilung, konditionierte Schüttdichte, Druckfestigkeit und des Fließfaktors des erfindungsgemäßen pulverförmigen Materials.
 n. v. = nicht verfügbar
n. v. = nicht verfügbar
Mechanische Eigenschaften der Zugprüfkörper:
Es wurden Zugprüfkörper der Geometrie DIN EN ISO 527-2 Typ 1 BA in XYZ-Ausrichtung auf einer EOS P810 mit einer Bauraumverkleinerung (Hersteller: AMCM GmbH, Starnberg) gebaut. Der Default-Job entspricht dem für das Material HT-23 (EOS-Default-Job für das Material HT-23 von Advanced Laser Materials, TX, USA; ALM_HT23-A_120_003), die Schichtdicke beträgt 120 pm. Der Volumenenergieeintrag der kundenspezifischen Belichtungsparameter ist in der folgenden Tabelle angegeben.
Die Bauteile wurden, wie in Fig. 3 zu erkennen, auf dem Baufeld platziert. Die mit dem erfindungsgemäßen Verfahren hergestellten Bauteile und ihre Anordnung zueinander sind in Fig. 4 dargestellt. Die in der Grafik sichtbare Beschriftung dient der späteren Unterscheidung der Prüfkörper.
Die maximale Zugfestigkeit, der E-Modul sowie die Bruchdehnung wurden nach DIN EN ISO 527-2:2012-06 mit der Zugstabgeometrie Typ 1 BA bestimmt. Ein geeigneter Konditionierungszustand für die Ermittlung von Zugfestigkeit, E-Modul und Bruchdehnung erfolgte in trockenem Zustand, wobei die Prüfung maximal 3 Stunden nach dem Entpacken der Bauteile stattfand. Als bevorzugtes Prüfklima für die Ermittlung der mechanischen Eigenschaften wird entsprechend DIN ISO 291 eine Temperatur von 23 ± 2 °C und eine relative Luftfeuchte von 50 ± 10 % angewandt. Die Prüfgeschwindigkeit lag bei 2 mm/min.
Die Dichte der hergestellten dreidimensionalen Objekte wurde entsprechend dem Archimedischen Prinzip gemäß ISO 1183 auf einer Waage (Kern, Typ 770-60) mit einem Satorius-Dichtebestimmungsset YDK 01 gemessen.
Das Pulver aus V1 konnte bei einer Bauraumtemperatur von 280 °C mit einem Volumenenergieeintrag von 0,208 J/mm3 verbaut werden. Die daraus resultierenden Zugprüfkörper zeigten im Zugversuch eine maximale Zugfestigkeit von 62,6 MPa bei einem E-Modul von 2470 MPa und einer Bruchdehnung von 3,4 %.
Das Pulver aus V2 wurde aufgrund des geringeren Schmelzpunkts von 265°C Bauraumtemperatur und einem Volumenenergieeintrag von 0,229 J/mm3 verbaut, die daraus resultierenden Zugprüfkörper zeigten eine maximale Zugfestigkeit von 67,5 MPa bei einem E-Modul von 2184 MPa und einer Bruchdehnung von 5,4 %. Die Bauteildichte lag in beiden Versuchen bei 1 ,249 g/cm3 (V1) bzw. 1 ,244 g/cm3 (V2). Da amorphes PEI eine Dichte von 1 ,27 g/cm3 aufweist, zeigt dieser Wert, dass dichte Bauteile mit geringer Porosität von 1 ,7 % bzw. 2 % erzeugt wurden.
Insbesondere weisen die aus dem erfindungsgemäßen Pulver gemäß V1 und V2 generierten Bauteile im Vergleich zu Bauteilen aus PEI, wie z. B. in WO2018197577A1 , Versuchsreihe V26, beschrieben, signifikant höhere Zugfestigkeiten auf.
Tabelle 2: Bedingungen der Herstellung von Zugprüfkörpern und Messung der mechanischen Eigenschaften.

Aus den Beispielen V1 und V2 wird ersichtlich, dass das teilkristalline PEI-Pulver mit einer Schmelztemperatur von ca. 318 °C bzw. 286 °C und einer Schmelzenthalpie von ca. 43 J/g bzw. 34 J/g eine signifikant höhere Schmelztemperatur bei gleichzeitig hoher Schmelzenthalpie Im Vergleich zu den literaturbekannten Beispielen (WO 2018/197577 A1 , V1-9) und den nicht erfindungsgemäßen Beispiele V6 und V7 aufweisen. Die Pulver konnten dadurch bei Prozesskammertemperaturen von 280°C bzw. 265°C verbaut werden, was zu einem vollständigen und homogenen Verschmelzen der Polymerpartikel, ohne ein Verbrennen selbiger, führt. Die so gebauten Bauteile weisen eine hohe Maßhaltigkeit auf.
Beispiele V3 und V4:
5 g Polyetherimid (PEI, Handelsname llltem CRS5001 , Fa. Sabic) wurden mit 95 g moderatem Lösemittel (entspricht einer Beladung von 5 Gew.-%) in einem Autoklaven (Laborstahlautoklav mit PTFE Einsätzen, Typ DAB-3, Fa. Berghof mit 250 mL Fassungsvermögen und ausgelegt bis 200 bar und 250 °C, Magnetrührfisch mit einer Länge von 25 mm und einem Durchmesser von 6 mm) vorgelegt und unter Rühren (600 U/min Rührerdrehzahl) auf eine Temperatur von 250 °C erhitzt, wobei sich das Polymer in dem Mittel löst. Der sich einstellende Druck entspricht hierbei dem Dampfdruck des Lösemittels. Im Anschluss wurde die Lösung bei einer Drehzahl von 100 U/min mit einem durchschnittlichen zeitlichen Temperaturgradienten von -2 K/min bis auf 60 °C abgekühlt, wobei das Polymer als Pulver aus der Lösung ausfällt. Die Abtrennung des Mittels sowie die Trocknung wurde analog zu V1 und V2 durchgeführt. Analog zu V1 und V2 konnte auch die höher viskose PEI-Variante durch Fällung sowohl aus Dimethylphthalat (V3) als auch aus Acetophenon (V4) als kristallines Feinpulver gewonnen werden.
Mit einer Schmelztemperatur von 282,9 °C und einer Schmelzenthalpie von 32,1 J/g (V3, siehe Fig. 5) bzw. 281 ,3 °C und 33,9 J/g (V4, siehe Fig. 6) weisen die beiden Pulver vergleichbare thermische Eigenschaften wie das in V2 generierte Pulver auf. Die mittlere Korngröße (D50) liegt für das in V3 generierte Pulver bei 50,6 pm (Verteilungsbreite 0,58) und bei dem in V4 generierten Pulver bei 79,4 pm (Verteilungsbreite 1 ,35), was typische Werte für ein im Lasersintern gut einsetzbares Pulver sind (siehe Tabelle 3, unten).
In Fig. 5 und 6 ist analog zu V1 und V2 ebenfalls im zweiten Heizlauf kein Schmelzpeak (jeweils Kurve Mitte) bzw. kein Kristallisationspeak (jeweils untere Kurve) zu erkennen, das Material erstarrt also ebenfalls nach dem Aufschmelzen komplett oder zumindest im Wesentlichen amorph.
Tabelle 3: Schmelztemperatur, spezifische Schmelzenthalpie und Partikelgrößenverteilung des erfindungsgemäßen pulverförmigen Materials.
 Beispiel V5:
Beispiel V5:
Das Pulver wurde analog zu Beispiel V1 hergestellt, wobei der Temperaturgradient beim Abkühlen -0,5 K/min betrug. Als Material kam PEI mit dem Handelsnamen Ultern CRS5011 der Firma Sabic zum Einsatz.
Vergleichbar zu Beispiel V1 zeichnet sich das erhaltene Pulver durch einen besonders hohen Schmelzpunkt von 319,5 °C und eine Schmelzenthalpie von 41 ,5 J/g aus, ermittelt mittels DSC-Messung (Fig. 7, erster Heizlauf, obere Kurve). Die Abwesenheit eines Kristallisationspeaks im Kühllauf (untere Kurve Fig. 7) und Schmelzpeaks im zweiten Heizlauf (mittlere Kurve, Fig. 7) zeigt, dass das Material nach dem Aufschmelzen komplett oder zumindest im Wesentlichen amorph erstarrt.
Mit einer mittleren Korngröße von 33,2 pm (D50) und einem D10 und D90 von 15,3 pm bzw. 37,4 pm wurde ein für das Lasersintern gut geeignetes Feinpulver mit enger Partikelgrößenverteilung (Verteilungsbreite von 0,67) erhalten, das trotz seiner Feinheit sehr gut rieselfähig ist, erkennbar durch die mittels Schultze-Ringscherzelle bestimmte Druckfestigkeit von 845 Pa und den ffc von 5,2 (siehe Tabelle 4, unten).
Tabelle 4: Schmelztemperatur, spezifische Schmelzenthalpie, Partikelgrößenverteilung, Druckfestigkeit (unconfined yield strength: UYS) und Fließfaktor (ffc) eines erfindungsgemäßen Pulvers.

Vergleichsbeispiele V6 und V7 (nicht erfindungsgemäß):
Für dieses Pulver wurde Polyetherimid (Handelsname Ultern CRS5011 , Fa. Sabic) in Granulatform in Dichlormethan kristallisiert (Behandlung für 24 h im flüssigen Lösemittel), im Anschluss im Vakuumofen bei 120 °C und 150 mbar unter trockenem Stickstoffstrom getrocknet und mittels einer Stiftmühle kryogen bei -20 °C vermahlen. Abschließend wurde das Pulver bei 150 pm abgesiebt.
Für V7 wurde das erhaltene Pulver zusätzlich mittels Dichlormethan nachkristallisiert und anschließend entsprechend den Bedingungen für das Granulat (V6) getrocknet.
Die durch diese Methode generierten Pulver zeichnen sich durch eine ebenfalls gut für das Lasersintern geeignete Partikelgrößenverteilung mit einer mittleren Partikelgröße D50 von 59,8 pm (V6) bzw. 67,3 pm (V7) aus, der in der DSC-Messung im ersten Heizlauf erkennbare Schmelzpeak (obere Kurve, Fig. 8 für V6 und Fig. 9 für V7) zeigt, dass die Pulver teilkristallin vorliegen.
Das in V6 generierte Pulver hat eine Schmelztemperatur von 252,9 °C und eine spezifische Schmelzenthalpie von 9,7 J/g, das Pulver aus V7 hat eine Schmelztemperatur von 259,7 °C und eine spezifische Schmelzenthalpie von 29,0 J/g. Insbesondere die Schmelztemperaturen liegen damit signifikant unter denen eines erfindungsgemäßen Pulvers.
Tabelle 5: Schmelztemperatur, spezifische Schmelzenthalpie und Partikelgrößenverteilung des Pulvers gemäß den Vergleichsbeispielen V6 und V7.

Claims
1. Zusammensetzung, insbesondere pulverförmiges Material, umfassend zumindest ein Polymer, wobei das Polymer in Form von Polymerpartikeln vorliegt und wobei das Polymer ausgewählt ist aus zumindest einem thermoplastischen Polymer,
- wobei das zumindest eine Polymer aus einer Schmelze in zumindest im Wesentlichen amorpher oder vollständig amorpher Form erstarrt und so darstellbar ist,
- dass eine Schmelztemperatur des Polymers bei mindestens 280 °C, vorzugsweise bei mindestens 290 °C, bevorzugt bei mindestens 300 °C, liegt und/oder wobei eine Schmelztemperatur des Polymers bei bis zu 400 °C, vorzugsweise bei bis zu 375 °C, besonders bevorzugt bei bis zu 350 °C, liegt, und/oder dass eine spezifische Schmelzenthalpie des Polymers mindestens 28 J/g, vorzugsweise mindestens 30 J/g, bevorzugt mindestens 40 J/g ist und/oder wobei eine spezifische Schmelzenthalpie des Polymers bis zu 150 J/g, vorzugsweise bis zu 125 J/g, bevorzugt bis zu 100 J/g, beträgt.
2. Zusammensetzung, insbesondere pulverförmiges Material, umfassend zumindest ein Polymer, insbesondere nach Anspruch 1 , wobei das Polymer in Form von Polymerpartikeln vorliegt und wobei das Polymer ausgewählt ist aus zumindest einem thermoplastischen Polymer, wobei das zumindest eine thermoplastische Polymer aus einer Schmelze in zumindest im Wesentlichen amorpher oder vollständig amorpher Form erstarrt, wobei die Zusammensetzung mittels Präzipitation aus einem ersten moderaten Lösemittel oder einer Mischung aus dem ersten und zumindest einem weiteren moderaten Lösemittel erhältlich ist, und wobei das erste moderate Lösemittel und/oder das weitere moderate Lösemittel ausgewählt ist aus zumindest einem organischen moderaten Lösemittel.
3. Zusammensetzung nach Anspruch 1 oder 2, wobei das thermoplastische Polymer ausgewählt ist aus zumindest einem Polyetherimid, Polycarbonat, Polyarylethersulfon, Polyphenylenoxid, Acrylnitril-Butadien-Styrol-Copolymerisat, Acrylnitril-Styrol-Acrylat- Copolymerisat, Polyvinylchlorid, Polyacrylat, Polyester, Polyamid, Polyaryletherketon, Polyether, Polyurethan, Polyimid, Polyamidimid, Polyolefin, Polyarylensulfid, Polysiloxan sowie deren Copolymeren und/oder mindestens einem Polymerblend auf der Basis der vorgenannten Polymere und/oder Copolymere.
4. Zusammensetzung nach einem der vorstehenden Ansprüche, wobei das thermoplastische Polymer zumindest ein teilkristallines Polymer und/oder zumindest ein teilkristallines Copolymer und/oder zumindest ein teilkristallines Polymerblend umfasst.
5. Zusammensetzung nach einem der vorstehenden Ansprüche, wobei das thermoplastische Polymer zumindest ein Polyetherimid umfasst, und wobei das Polyetherimid Wiederholungseinheiten gemäß der
 und/oder Wiederholungseinheiten gemäß der
und/oder Wiederholungseinheiten gemäß der
 und/oder Wiederholungseinheiten gemäß der
und/oder Wiederholungseinheiten gemäß der
Formel III
 aufweist, bevorzugt weist das Polyetherimid Wiederholungseinheiten gemäß der
aufweist, bevorzugt weist das Polyetherimid Wiederholungseinheiten gemäß der
Formel III auf.
6. Zusammensetzung nach einem der vorstehenden Ansprüche 1 bis 5, wobei das moderate Lösemittel ausgewählt ist aus zumindest einem zyklischen Lösemittel, wie aus der Gruppe der Lactame, Phenone, Phenole, Cycloalkane und/oder Cycloalkanone, bevorzugt aus einem homozyklischen Lösemittel, wie Benzol, Cyclohexanon, Acetophenon und/oder Phthalsäureester und/oder einem heterozyklischen Lösemittel, wie Thiophene und/oder cyclische Ether, besonders bevorzugt aus einem aromatischen homozyklischen Lösemittel, wie Acetophenon, Dimethylphthalat und/oder Benzol, insbesondere aus einem aromatischen, nicht-halogenierten homozyklischen Lösemittel.
7. Zusammensetzung nach einem der vorstehenden Ansprüche 1 bis 6, wobei ein Löslichkeitsparameter des Mittels bzw. Lösemittels mindestens 10 MPa1/2 geringer, vorzugsweise mindestens 8 MPa1/2 geringer, bevorzugt mindestens 5 MPa1/2 geringer ist und/oder höchstens 10 MPa1/2 höher, vorzugsweise höchstens 8 MPa1/2 höher, bevorzugt höchstens 5 MPa1/2 höher ist als ein Löslichkeitsparameter des zumindest einen Polymers.
8. Zusammensetzung nach einem der vorstehenden Ansprüche 1 bis 7, wobei das zumindest eine Mittel bzw. Lösemittel ausgewählt ist aus Dimethylphthalat und/oder Acetophenon.
9. Verfahren zur Herstellung einer Zusammensetzung, insbesondere eines pulverförmigen Materials nach einem der Ansprüche 1 bis 8, wobei das Verfahren zumindest folgende Schritte umfasst:
(i) Bereitstellen zumindest eines Polymermaterials, wobei das Polymermaterial ausgewählt ist aus zumindest einem thermoplastischen Polymer,
(ii) Zusammenbringen, insbesondere Mischen, des Polymermaterials mit einem Mittel, vorzugsweise einem Lösemittel, bevorzugt bei einer ersten Temperatur, wobei das Mittel bei der ersten Temperatur das zumindest eine Polymer nicht löst und wobei das Mittel bei einer zweiten Temperatur, die höher ist als die erste Temperatur, das eine Polymer zumindest teilweise löst,
(iii) Erhitzen der so erhaltenen Polymer-Lösemittelmischung, bevorzugt unter Rühren, zumindest bis auf die zweite Temperatur, um das Polymer in dem Lösemittel zu lösen,
(iv) Abkühlen der Polymer-Lösemittelmischung, vorzugsweise zumindest auf eine dritte Temperatur, bevorzugt unter Rühren, um das Polymer aus dem Lösemittel zu fällen, und
(v) Erhalt des pulverförmigen Materials.
10. Verfahren zur Herstellung einer Zusammensetzung gemäß Anspruch 9, insbesondere eines pulverförmigen Materials nach einem der Ansprüche 1 bis 8, wobei das Verfahren zusätzlich mindestens einen der folgenden Schritte umfasst:
(a) Zugabe zumindest eines ersten Hilfsstoffs zum Polymer oder der Polymer- Lösemittelmischung gemäß dem oben genannten Schritt ii) oder iii), und/oder
(b) Zugabe zumindest eines ersten Hilfsstoffs oder Antiagglomerationsmittels zur Zusammensetzung bzw. zum pulverförmigen Material, wobei die Zugabe insbesondere nach dem oben genannten Schritt v) erfolgt.
11. Verfahren zur Herstellung einer Zusammensetzung nach Anspruch 9 oder 10, wobei die Polymer-Lösemittelmischung mindestens 1 Gew.-% an zumindest einem thermoplastischen Polymer, vorzugsweise mindestens 5 Gew.-%, bevorzugt mindestens 10 Gew.-% und/oder höchstens 50 Gew.-%, vorzugsweise höchstens 40 Gew.-%, bevorzugt höchstens 30 Gew.-%, insbesondere höchstens 25 Gew.-%, enthält.
12. Verfahren zur Herstellung einer Zusammensetzung nach Anspruch 9 bis 11 , wobei ein moderates Lösemittel eingesetzt wird, das ausgewählt ist aus zumindest einem nichthalogenierten, aromatischen moderaten Lösemittel, wobei vorzugsweise ein Löslichkeitsparameter des moderaten Lösemittels mindestens 10 MPa1/2 geringer, vorzugsweise mindestens 8 MPa1/2 geringer, bevorzugt mindestens 5 MPa1/2 geringer ist und/oder höchstens 10 MPa1/2 höher, vorzugsweise höchstens 8 MPa1/2 höher, bevorzugt höchstens 5 MPa1/2 höher ist als ein Löslichkeitsparameter des zumindest einen Polymers, und/oder wobei das moderate Lösemittel insbesondere ausgewählt ist aus zumindest Dimethylphthalat und/oder Acetophenon, wobei das zumindest eine Polymer vorzugsweise ausgewählt ist aus zumindest einem Polyimid und/oder einem Polyarylethersulfon, bevorzugt aus zumindest einem Polyetherimid.
13. Verfahren zur Herstellung einer Zusammensetzung nach einem der Ansprüche 9 bis 12, wobei das Abkühlen der Polymer-Lösemittelmischung, insbesondere von einer zweiten Temperatur auf eine dritte Temperatur, so erfolgt, dass eine Abkühlgeschwindigkeit der Polymer-Lösemittelmischung mit einer Abkühlrate von mindestens 0,05 °C/min, bevorzugt von mindestens 0,1 °C/min, besonders bevorzugt von mindestens 0,5 °C/min,
insbesondere von mindestens 1 °C/min, insbesondere bevorzugt von mindestens 1 ,5 °C/min und/oder von höchstens 4 °C/min, bevorzugt von höchstens 3 °C/min, insbesondere von höchstens 2 °C/min, erfolgt.
14. Verfahren zum Herstellen eines Bauteils, insbesondere eines dreidimensionalen Objekts, umfassend die Schritte:
(i) Aufbringen einer Schicht einer Zusammensetzung, insbesondere eines pulverförmigen Materials, gemäß einem der Ansprüche 1 bis 8 und/oder einer Zusammensetzung bzw. eines pulverförmigen Materials hergestellt nach einem Verfahren gemäß den Ansprüchen 9 bis 13 auf ein Baufeld, wobei die Zusammensetzung mindestens ein Polymer umfasst,
(ii) selektives Verfestigen der aufgebrachten Schicht des pulverförmigen Materials an Stellen, die einem Querschnitt des herzustellenden Objekts entsprechen, bevorzugt mittels einer Bestrahlungseinheit, und
(iii) Absenken des Trägers und Wiederholen der Schritte des Aufbringens und des Verfestigens, bis das Bauteil, insbesondere das dreidimensionale Objekt, fertiggestellt ist.
15. Zusammensetzung, insbesondere pulverförmiges Material, gemäß einem der Ansprüche 1 bis 8, wobei die Zusammensetzung nach einem Verfahren gemäß Anspruch 9 bis 13 erhältlich ist.
16. Bauteil, insbesondere dreidimensionales Objekt, umfassend eine Zusammensetzung gemäß einem der Ansprüche 1 bis 8, wobei das Bauteil bevorzugt nach einem Verfahren gemäß Anspruch 14 erhältlich ist.
17. Bauteil, insbesondere dreidimensionales Objekt, umfassend eine Zusammensetzung gemäß einem der Ansprüche 1 bis 8, wobei das Bauteil bevorzugt nach einem Verfahren gemäß Anspruch 14 hergestellt ist, wobei das Bauteil in amorpher oder zumindest im Wesentlichen amorpher Form vorliegt.
18. Verwendung einer Zusammensetzung, insbesondere eines pulverförmigen Materials gemäß einem der Ansprüche 1 bis 8, das insbesondere nach einem Verfahren gemäß einem der Ansprüche 9 bis 13 hergestellt wurde, für additive Fertigungsverfahren, bevorzugt aus der Gruppe der pulverbasierten Fertigungsverfahren, besonders bevorzugt der pulverbett-basierten additiven Fertigungsverfahren, umfassend Laser-Sintern,
Highspeed-Sintern, Binder Jetting, MultiJetFusion, selektives Masken-Sintern, selektives Laser-Schmelzen, LaserProFusion, insbesondere zur Verwendung für ein Verfahren nach Anspruch 14.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102021126217.8A DE102021126217A1 (de) | 2021-10-08 | 2021-10-08 | Zusammensetzung für additive Fertigungsverfahren |
| DE102021126217.8 | 2021-10-08 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023057337A1 true WO2023057337A1 (de) | 2023-04-13 |
Family
ID=84245777
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/EP2022/077317 WO2023057337A1 (de) | 2021-10-08 | 2022-09-30 | Zusammensetzung für additive fertigungsverfahren |
Country Status (2)
| Country | Link |
|---|---|
| DE (1) | DE102021126217A1 (de) |
| WO (1) | WO2023057337A1 (de) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018197577A1 (de) | 2017-04-25 | 2018-11-01 | Eos Gmbh Electro Optical Systems | Verfahren zur herstellung eines dreidimensionalen objekts |
| US20190248964A1 (en) * | 2016-10-28 | 2019-08-15 | Sabic Global Technologies B.V. | Method of preparing polymer particles and polymer particles prepared thereby |
| US20200087513A1 (en) * | 2016-12-23 | 2020-03-19 | Sabic Global Technologies B.V. | Polyetherimide powders for additive manufacturing |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019058332A1 (en) | 2017-09-22 | 2019-03-28 | Sabic Global Technologies B.V. | COMPOSITION AND METHOD FOR BED POWDER BED FUSION |
-
2021
- 2021-10-08 DE DE102021126217.8A patent/DE102021126217A1/de active Pending
-
2022
- 2022-09-30 WO PCT/EP2022/077317 patent/WO2023057337A1/de active Application Filing
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20190248964A1 (en) * | 2016-10-28 | 2019-08-15 | Sabic Global Technologies B.V. | Method of preparing polymer particles and polymer particles prepared thereby |
| US20200087513A1 (en) * | 2016-12-23 | 2020-03-19 | Sabic Global Technologies B.V. | Polyetherimide powders for additive manufacturing |
| WO2018197577A1 (de) | 2017-04-25 | 2018-11-01 | Eos Gmbh Electro Optical Systems | Verfahren zur herstellung eines dreidimensionalen objekts |
Non-Patent Citations (2)
| Title |
|---|
| "Handbuch W7008, Compressibility", January 2006, FREEMAN TECHNOLOGY SUPPORT DOCUMENT |
| FANG LUZHU ET AL: "Study on Hansen solubility parameters of nanodiamonds and its predictive role on dispersion states in polyethylene oxide casting with different solvent media", DIAMOND AND RELATED MATERIALS, vol. 128, 1 October 2022 (2022-10-01), NL, pages 109236, XP093020874, ISSN: 0925-9635, DOI: 10.1016/j.diamond.2022.109236 * |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102021126217A1 (de) | 2023-04-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1674497B1 (de) | Verwendung von Polyarylenetherketonpulver in einem dreidimensionalen pulverbasierenden werkzeuglosen Herstellverfahren, sowie daraus hergestellte Formteile | |
| EP2543701B1 (de) | Pulver enthaltend mit polymer beschichtete anorganische partikel | |
| EP1982816B1 (de) | Komposit-Pulver, Verwendung in einem formgebenden Verfahren und Formkörper, hergestellt aus diesem Pulver | |
| EP2543457B1 (de) | Pulver enthaltend mit Polymer beschichtete Kernpartikel enthaltend Metalle, Metalloxide, Metall- oder Halbmetallnitride | |
| DE102007016656B4 (de) | PAEK-Pulver, insbesondere zur Verwendung in einem Verfahren zum schichtweisen Herstellen eines dreidimensionalen Objektes, sowie Verfahren zu dessen Herstellung | |
| EP3615592A1 (de) | Verfahren zur herstellung eines dreidimensionalen objekts | |
| DE102011078719A1 (de) | Pulver enthaltend mit Polymer beschichtete Partikel | |
| EP3710515A1 (de) | Schmelzdispergierte zusammensetzung | |
| EP1840155A1 (de) | Polymerpulver, Verfahren zur Herstellung und Verwendung eines solchen Pulvers und Formkörper daraus | |
| EP1505111A1 (de) | Polymerpulver mit phosphonatbasierendem Flammschutzmittel, Verfahren zu dessen Herstellung und Formkörper, hergestellt aus diesem Polymerpulver | |
| DE102006005500A1 (de) | Verwendung von Polymerpulver, hergestellt aus einer Dispersion, in einem formgebenden Verfahren und Formkörper, hergestellt aus diesem Polymerpulver | |
| DE102008024288A1 (de) | Selektives Sintern von strukturell modifizierten Polymeren | |
| EP2543696B1 (de) | Pulver enthaltend mit Polymer beschichtete polymere Kernpartikel | |
| EP3691861B1 (de) | Sinterpulver enthaltend ein mineralisches flammschutzmittel zur herstellung von formkörpern | |
| WO2021032511A1 (de) | Selektives sintern von polymerbasierten verbundwerkstoffen | |
| WO2020043573A1 (de) | Sinterpulver (sp) enthaltend einen teilkristallinen terephthalat-polyester, einen amorphen terephthalat-polyester und ein phosphinsäuresalz | |
| WO2023057337A1 (de) | Zusammensetzung für additive fertigungsverfahren | |
| DE102022125088A1 (de) | Zusammensetzung für additive Fertigungsverfahren | |
| EP3814120A1 (de) | Sinterpulver enthaltend einen mehrwertigen alkohol zur herstellung von formkörpern | |
| DE202022000644U1 (de) | Pulver zur Verarbeitung in einem schichtweisen Verfahren mit Lasern im sichtbaren und Nahinfrarotbereich | |
| EP4245506A1 (de) | Pulver zur verarbeitung in einem schichtweisen verfahren mit lasern im sichtbaren und nahinfrarotbereich | |
| WO2022258434A1 (de) | Pulverförmige zusammensetzung, formkörper daraus, verfahren zur herstellung eines formkörpers sowie verwendung einer pulverförmigen zusammensetzung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22800136 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2022800136 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2022800136 Country of ref document: EP Effective date: 20240508 |