WO2023020931A1 - Steel having improved processing properties for working at elevated temperatures - Google Patents
Steel having improved processing properties for working at elevated temperatures Download PDFInfo
- Publication number
- WO2023020931A1 WO2023020931A1 PCT/EP2022/072555 EP2022072555W WO2023020931A1 WO 2023020931 A1 WO2023020931 A1 WO 2023020931A1 EP 2022072555 W EP2022072555 W EP 2022072555W WO 2023020931 A1 WO2023020931 A1 WO 2023020931A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- weight
- sheet metal
- temperature
- metal part
- content
- Prior art date
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 241
- 239000010959 steel Substances 0.000 title claims abstract description 241
- 238000012545 processing Methods 0.000 title description 6
- 238000000576 coating method Methods 0.000 claims abstract description 101
- 239000011248 coating agent Substances 0.000 claims abstract description 93
- 229910052782 aluminium Inorganic materials 0.000 claims abstract description 72
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims abstract description 64
- 238000000034 method Methods 0.000 claims abstract description 28
- 238000004519 manufacturing process Methods 0.000 claims abstract description 18
- 230000008569 process Effects 0.000 claims abstract description 17
- 229910052751 metal Inorganic materials 0.000 claims description 144
- 239000002184 metal Substances 0.000 claims description 144
- 239000000047 product Substances 0.000 claims description 136
- 239000010955 niobium Substances 0.000 claims description 81
- 238000005260 corrosion Methods 0.000 claims description 78
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 66
- 238000010438 heat treatment Methods 0.000 claims description 52
- 239000000758 substrate Substances 0.000 claims description 50
- 229910045601 alloy Inorganic materials 0.000 claims description 48
- 239000000956 alloy Substances 0.000 claims description 48
- 239000011148 porous material Substances 0.000 claims description 45
- 238000001816 cooling Methods 0.000 claims description 42
- 238000005452 bending Methods 0.000 claims description 41
- 238000005096 rolling process Methods 0.000 claims description 37
- 239000010949 copper Substances 0.000 claims description 34
- 229910000734 martensite Inorganic materials 0.000 claims description 31
- 229910052742 iron Inorganic materials 0.000 claims description 29
- 229910052784 alkaline earth metal Inorganic materials 0.000 claims description 26
- 239000002585 base Substances 0.000 claims description 26
- 239000010936 titanium Substances 0.000 claims description 25
- 229910052720 vanadium Inorganic materials 0.000 claims description 24
- 229910001566 austenite Inorganic materials 0.000 claims description 23
- 229910052759 nickel Inorganic materials 0.000 claims description 23
- 239000012535 impurity Substances 0.000 claims description 21
- 229910052750 molybdenum Inorganic materials 0.000 claims description 21
- 238000000137 annealing Methods 0.000 claims description 20
- 229910052802 copper Inorganic materials 0.000 claims description 20
- 229910052804 chromium Inorganic materials 0.000 claims description 19
- 238000005097 cold rolling Methods 0.000 claims description 19
- 238000003618 dip coating Methods 0.000 claims description 19
- 239000000155 melt Substances 0.000 claims description 18
- 239000013067 intermediate product Substances 0.000 claims description 17
- 229910052758 niobium Inorganic materials 0.000 claims description 17
- 238000003466 welding Methods 0.000 claims description 17
- 150000001342 alkaline earth metals Chemical class 0.000 claims description 16
- 238000001556 precipitation Methods 0.000 claims description 15
- 238000007654 immersion Methods 0.000 claims description 14
- 229910052719 titanium Inorganic materials 0.000 claims description 14
- 229910001563 bainite Inorganic materials 0.000 claims description 13
- 230000007797 corrosion Effects 0.000 claims description 13
- GUCVJGMIXFAOAE-UHFFFAOYSA-N niobium atom Chemical compound [Nb] GUCVJGMIXFAOAE-UHFFFAOYSA-N 0.000 claims description 11
- 229910052725 zinc Inorganic materials 0.000 claims description 11
- 239000003513 alkali Substances 0.000 claims description 10
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 claims description 8
- 238000005098 hot rolling Methods 0.000 claims description 7
- 239000007788 liquid Substances 0.000 claims description 7
- 229910052783 alkali metal Inorganic materials 0.000 claims description 6
- 150000001340 alkali metals Chemical class 0.000 claims description 6
- 238000012546 transfer Methods 0.000 claims description 4
- 238000002791 soaking Methods 0.000 claims 1
- 239000010410 layer Substances 0.000 description 93
- 239000011572 manganese Substances 0.000 description 49
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 36
- 239000011651 chromium Substances 0.000 description 32
- 229910052799 carbon Inorganic materials 0.000 description 25
- 230000015572 biosynthetic process Effects 0.000 description 24
- 229910052710 silicon Inorganic materials 0.000 description 23
- 230000000694 effects Effects 0.000 description 21
- 239000011777 magnesium Substances 0.000 description 21
- 229910052748 manganese Inorganic materials 0.000 description 20
- 238000012360 testing method Methods 0.000 description 20
- 239000011575 calcium Substances 0.000 description 16
- 229910000859 α-Fe Inorganic materials 0.000 description 16
- 239000003795 chemical substances by application Substances 0.000 description 15
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 14
- 239000011701 zinc Substances 0.000 description 14
- 239000010703 silicon Substances 0.000 description 12
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 description 11
- 239000002244 precipitate Substances 0.000 description 11
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 10
- 229910052796 boron Inorganic materials 0.000 description 10
- 230000002829 reductive effect Effects 0.000 description 10
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 9
- 229910052791 calcium Inorganic materials 0.000 description 9
- 238000009792 diffusion process Methods 0.000 description 9
- 239000000463 material Substances 0.000 description 9
- 239000000203 mixture Substances 0.000 description 9
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 8
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 8
- 229910052749 magnesium Inorganic materials 0.000 description 8
- 229910052757 nitrogen Inorganic materials 0.000 description 8
- 230000009467 reduction Effects 0.000 description 8
- 230000007704 transition Effects 0.000 description 8
- 238000011282 treatment Methods 0.000 description 8
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 7
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 7
- 238000001000 micrograph Methods 0.000 description 7
- 230000008901 benefit Effects 0.000 description 6
- 238000011161 development Methods 0.000 description 6
- 230000018109 developmental process Effects 0.000 description 6
- 238000005259 measurement Methods 0.000 description 6
- 239000000523 sample Substances 0.000 description 6
- 239000011265 semifinished product Substances 0.000 description 6
- 229910052721 tungsten Inorganic materials 0.000 description 6
- LEONUFNNVUYDNQ-UHFFFAOYSA-N vanadium atom Chemical compound [V] LEONUFNNVUYDNQ-UHFFFAOYSA-N 0.000 description 6
- 239000003570 air Substances 0.000 description 5
- 230000029142 excretion Effects 0.000 description 5
- 230000006911 nucleation Effects 0.000 description 5
- 238000010899 nucleation Methods 0.000 description 5
- -1 boron carbides Chemical class 0.000 description 4
- 230000007423 decrease Effects 0.000 description 4
- 150000004679 hydroxides Chemical class 0.000 description 4
- 239000011733 molybdenum Substances 0.000 description 4
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 4
- 229910052698 phosphorus Inorganic materials 0.000 description 4
- 230000008092 positive effect Effects 0.000 description 4
- 239000011780 sodium chloride Substances 0.000 description 4
- 239000000243 solution Substances 0.000 description 4
- 238000009864 tensile test Methods 0.000 description 4
- 230000009466 transformation Effects 0.000 description 4
- OYPRJOBELJOOCE-UHFFFAOYSA-N Calcium Chemical compound [Ca] OYPRJOBELJOOCE-UHFFFAOYSA-N 0.000 description 3
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 3
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 3
- UJXVAJQDLVNWPS-UHFFFAOYSA-N [Al].[Al].[Al].[Fe] Chemical class [Al].[Al].[Al].[Fe] UJXVAJQDLVNWPS-UHFFFAOYSA-N 0.000 description 3
- 238000004026 adhesive bonding Methods 0.000 description 3
- 230000002411 adverse Effects 0.000 description 3
- 239000012298 atmosphere Substances 0.000 description 3
- 230000007547 defect Effects 0.000 description 3
- 238000009826 distribution Methods 0.000 description 3
- 229910052739 hydrogen Inorganic materials 0.000 description 3
- 239000001257 hydrogen Substances 0.000 description 3
- 230000000977 initiatory effect Effects 0.000 description 3
- 238000003780 insertion Methods 0.000 description 3
- 230000037431 insertion Effects 0.000 description 3
- 238000002844 melting Methods 0.000 description 3
- ZLANVVMKMCTKMT-UHFFFAOYSA-N methanidylidynevanadium(1+) Chemical class [V+]#[C-] ZLANVVMKMCTKMT-UHFFFAOYSA-N 0.000 description 3
- 229910001562 pearlite Inorganic materials 0.000 description 3
- 230000000717 retained effect Effects 0.000 description 3
- 229910052717 sulfur Inorganic materials 0.000 description 3
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 3
- 239000010937 tungsten Substances 0.000 description 3
- 239000002699 waste material Substances 0.000 description 3
- 229910052582 BN Inorganic materials 0.000 description 2
- 229910052684 Cerium Inorganic materials 0.000 description 2
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 2
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 2
- 208000029154 Narrow face Diseases 0.000 description 2
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 2
- 238000009825 accumulation Methods 0.000 description 2
- 238000005275 alloying Methods 0.000 description 2
- 239000012080 ambient air Substances 0.000 description 2
- 229910052785 arsenic Inorganic materials 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- ZMIGMASIKSOYAM-UHFFFAOYSA-N cerium Chemical compound [Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce] ZMIGMASIKSOYAM-UHFFFAOYSA-N 0.000 description 2
- 238000005336 cracking Methods 0.000 description 2
- 238000002474 experimental method Methods 0.000 description 2
- 238000000605 extraction Methods 0.000 description 2
- 210000000416 exudates and transudate Anatomy 0.000 description 2
- 238000007731 hot pressing Methods 0.000 description 2
- 238000010191 image analysis Methods 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 230000002401 inhibitory effect Effects 0.000 description 2
- 239000000395 magnesium oxide Substances 0.000 description 2
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 2
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 238000010422 painting Methods 0.000 description 2
- 238000005240 physical vapour deposition Methods 0.000 description 2
- 238000005554 pickling Methods 0.000 description 2
- 239000013074 reference sample Substances 0.000 description 2
- 230000000284 resting effect Effects 0.000 description 2
- 230000003068 static effect Effects 0.000 description 2
- 230000035882 stress Effects 0.000 description 2
- 229910052718 tin Inorganic materials 0.000 description 2
- GNFTZDOKVXKIBK-UHFFFAOYSA-N 3-(2-methoxyethoxy)benzohydrazide Chemical compound COCCOC1=CC=CC(C(=O)NN)=C1 GNFTZDOKVXKIBK-UHFFFAOYSA-N 0.000 description 1
- 229910000851 Alloy steel Inorganic materials 0.000 description 1
- FGUUSXIOTUKUDN-IBGZPJMESA-N C1(=CC=CC=C1)N1C2=C(NC([C@H](C1)NC=1OC(=NN=1)C1=CC=CC=C1)=O)C=CC=C2 Chemical compound C1(=CC=CC=C1)N1C2=C(NC([C@H](C1)NC=1OC(=NN=1)C1=CC=CC=C1)=O)C=CC=C2 FGUUSXIOTUKUDN-IBGZPJMESA-N 0.000 description 1
- 229910001182 Mo alloy Inorganic materials 0.000 description 1
- GRYLNZFGIOXLOG-UHFFFAOYSA-N Nitric acid Chemical compound O[N+]([O-])=O GRYLNZFGIOXLOG-UHFFFAOYSA-N 0.000 description 1
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 1
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- 238000002441 X-ray diffraction Methods 0.000 description 1
- YTAHJIFKAKIKAV-XNMGPUDCSA-N [(1R)-3-morpholin-4-yl-1-phenylpropyl] N-[(3S)-2-oxo-5-phenyl-1,3-dihydro-1,4-benzodiazepin-3-yl]carbamate Chemical compound O=C1[C@H](N=C(C2=C(N1)C=CC=C2)C1=CC=CC=C1)NC(O[C@H](CCN1CCOCC1)C1=CC=CC=C1)=O YTAHJIFKAKIKAV-XNMGPUDCSA-N 0.000 description 1
- XACAZEWCMFHVBX-UHFFFAOYSA-N [C].[Mo] Chemical group [C].[Mo] XACAZEWCMFHVBX-UHFFFAOYSA-N 0.000 description 1
- 238000007792 addition Methods 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 230000001476 alcoholic effect Effects 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- RQNWIZPPADIBDY-UHFFFAOYSA-N arsenic atom Chemical compound [As] RQNWIZPPADIBDY-UHFFFAOYSA-N 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 238000009749 continuous casting Methods 0.000 description 1
- 238000010924 continuous production Methods 0.000 description 1
- 239000002826 coolant Substances 0.000 description 1
- 239000000498 cooling water Substances 0.000 description 1
- 230000032798 delamination Effects 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000001887 electron backscatter diffraction Methods 0.000 description 1
- 238000006056 electrooxidation reaction Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 238000007373 indentation Methods 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 230000005764 inhibitory process Effects 0.000 description 1
- VCTOKJRTAUILIH-UHFFFAOYSA-N manganese(2+);sulfide Chemical class [S-2].[Mn+2] VCTOKJRTAUILIH-UHFFFAOYSA-N 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 150000001247 metal acetylides Chemical class 0.000 description 1
- 229910017604 nitric acid Inorganic materials 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- 230000036961 partial effect Effects 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 239000011574 phosphorus Substances 0.000 description 1
- 238000004886 process control Methods 0.000 description 1
- 230000002035 prolonged effect Effects 0.000 description 1
- 238000001953 recrystallisation Methods 0.000 description 1
- 238000007670 refining Methods 0.000 description 1
- 238000003303 reheating Methods 0.000 description 1
- 230000000979 retarding effect Effects 0.000 description 1
- 238000010583 slow cooling Methods 0.000 description 1
- 239000006104 solid solution Substances 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
- 239000011593 sulfur Substances 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 230000008646 thermal stress Effects 0.000 description 1
- 238000000844 transformation Methods 0.000 description 1
- 238000009827 uniform distribution Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 238000009736 wetting Methods 0.000 description 1
- 239000011787 zinc oxide Substances 0.000 description 1
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/26—Methods of annealing
- C21D1/28—Normalising
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/62—Quenching devices
- C21D1/673—Quenching devices for die quenching
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D7/00—Modifying the physical properties of iron or steel by deformation
- C21D7/13—Modifying the physical properties of iron or steel by deformation by hot working
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing
- C21D8/0405—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing
- C21D8/0421—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing characterised by the working steps
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing
- C21D8/0421—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing characterised by the working steps
- C21D8/0436—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing
- C21D8/0447—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing characterised by the heat treatment
- C21D8/0457—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing characterised by the heat treatment with diffusion of elements, e.g. decarburising, nitriding
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing
- C21D8/0447—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing characterised by the heat treatment
- C21D8/0463—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing
- C21D8/0478—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing involving a particular surface treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
- C21D9/48—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals deep-drawing sheets
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/12—Aluminium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
Definitions
- the invention relates to a flat steel product for hot forming and a method for producing such a flat steel product. Furthermore, the invention relates to a shaped sheet metal part with improved properties and a method for producing such a shaped sheet metal part from a flat steel product.
- a "flat steel product” or a “sheet metal product” is mentioned below, this means rolled products such as steel strips or sheets, from which "sheet metal blanks” (also called blanks) are separated for the manufacture of body components, for example.
- sheet metal blanks also called blanks
- “Shaped sheet metal parts” or “sheet metal components” of the type according to the invention are made from sheet metal blanks of this type, the terms “shaped sheet metal part” and “sheet metal component” being used synonymously here.
- WO 2019/223854 A1 discloses a shaped sheet metal part and a method for producing such a shaped sheet metal part which has a tensile strength of at least 1000 MPa.
- the shaped sheet metal part consists of a steel which, in addition to iron and unavoidable impurities, contains (in % by weight) 0.10 - 0.30% C, 0.5 - 2.0% Si, 0.5 - 2.4% Mn, 0.01 - 0.2% Al, 0.005 - 1.5% Cr, 0.01 - 0.1% P and optionally further optional elements, in particular 0.005 - 0.1% Nb.
- the sheet metal component includes an anti-corrosion coating that contains aluminum.
- a shaped sheet metal part and a method for producing such a shaped sheet metal part are also known from EP 2 553 133 B1.
- the task was to further develop a flat steel product for hot forming in such a way that, in conjunction with an aluminum-based anti-corrosion coating, improved processing properties of the hot-formed sheet metal part can be achieved.
- a method should be specified with which such shaped sheet metal parts can be produced in a practice-oriented manner.
- the invention achieves this object by means of a flat steel product for hot forming, comprising a steel substrate made of steel which, in addition to iron and unavoidable impurities (in % by weight),
- the steel substrate of the flat steel product according to the invention has an aluminum content of at least 0.06% by weight, preferably at least 0.07% by weight, in particular at least 0.08% by weight.
- the aluminum content is preferably at least 0.10% by weight, particularly preferably at least 0.11% by weight, in particular at least 0.12% by weight, preferably at least 0.140% by weight, in particular at least 0.15% by weight %, preferably at least 0.16% by weight.
- the maximum aluminum content is 1.0% by weight, in particular a maximum of 0.8% by weight.
- the aluminum content is at least 0.07% by weight, in particular at least 0.08% by weight, preferably at least 0.10% by weight, particularly preferably at least 0.11% by weight. in particular at least 0.12% by weight, preferably at least 0.140% by weight, in particular at least 0.15% by weight, preferably at least 0.16% by weight.
- the maximum aluminum content in this variant is at most 0.50% by weight, in particular at most 0.35% by weight, preferably at most 0.25% by weight, in particular at most 0.24% by weight.
- the aluminum content is at least 0.50% by weight, preferably at least 0.60% by weight, preferably at least 0.70% by weight.
- the maximum aluminum content is at most 1.0% by weight, in particular at most 0.9% by weight, preferably at most 0.80% by weight.
- Aluminum (“AI") is known to be added as a deoxidizing agent during the production of steel. At least 0.01% by weight of Al is required to reliably bind the oxygen contained in the molten steel.
- Al can also be used to bind undesired but production-related unavoidable N contents. Comparatively high aluminum contents have so far been avoided because the Ac3 temperature also shifts upwards with the aluminum content. This has a negative effect on austenitization, which is important for hot forming. However, it has been shown that increased aluminum contents surprisingly lead to positive effects in connection with an aluminum-based anti-corrosion coating.
- iron diffuses from the steel substrate into the liquid anti-corrosion coating.
- iron-aluminide compounds with a higher density are formed via a multi-stage phase transformation (Fe2Al5 ⁇ Fe2AI ⁇ FeAl ⁇ Fe3AI).
- the formation of such dense phases is associated with higher aluminum consumption than in less dense phases.
- This locally higher aluminum consumption leads to the formation of pores (voids) in the phase obtained.
- These pores preferably form in the transition area between the steel substrate and the anti-corrosion coating, where the proportion of available aluminum is strongly influenced by the aluminum content of the steel substrate. In particular, there can be an accumulation of pores in the form of a band in the transition area.
- the transmittable force at the connection point between two components is reduced after gluing or welding.
- the Al content is too high, in particular if the Al content is more than 1.0% by weight, there is a risk of Al oxides forming on the surface of a product made from steel material alloyed according to the invention, which would impair the wetting behavior during hot-dip coating .
- higher Al contents promote the formation of non-metallic Al-based inclusions, which, as coarse inclusions, have a negative impact on crash behavior.
- the Al content is therefore preferably selected below the upper limits already mentioned.
- the bending behavior of the sheet metal component is supported by the niobium content (“Nb”) according to the invention of at least 0.001% by weight.
- the Nb content is preferably at least 0.005% by weight, in particular at least 0.010% by weight, preferably at least 0.015% by weight, particularly preferably at least 0.020% by weight, in particular at least 0.024% by weight, preferably at least 0.025% by weight %.
- the specified Nb content leads to a distribution of niobium carbonitrides, particularly in the method described below for producing a flat steel product for hot forming with an anti-corrosion coating, which leads to a particularly fine hardened structure during subsequent hot forming.
- the coated steel flat product is kept in a temperature range of 400°C and 300°C for a certain time. In this temperature range there is still a certain rate of diffusion of carbon ("C") in the steel substrate, while the thermodynamic solubility is very low. Thus, carbon diffuses to lattice defects and accumulates there.
- Lattice defects are caused in particular by dissolved niobium atoms, which expand the atomic lattice due to their significantly higher atomic volume and thus enlarge the tetrahedron and octahedron gaps in the atomic lattice, so that the local solubility of C is increased. Consequently, there are clusters of carbon and niobium in the steel substrate, which are then formed in the subsequent austenitizing to very fine precipitates during the hot forming step and act as additional austenite nuclei. This results in a refined austenite structure with smaller austenite grains and thus also a refined hardened structure.
- the refined ferritic structure in the interdiffusion layer supports the reduction of crack initiation tendencies under bending loads.
- the higher Nb content has another advantage. Surprisingly, it has been shown that the higher Nb content in the steel substrate leads to a shift in the electrochemical potential in the final sheet metal part towards a more positive (i.e. nobler) potential.
- the Nb content in the interdiffusion layer has proven to be a good indicator for the shift in the electrochemical potential.
- the potential is about 100-150 mV higher than that of a comparative substrate with a lower Nb content.
- the shaped sheet metal part made in this way therefore has a higher resistance to corrosion.
- the Nb content is 0.2% by weight at maximum. Furthermore, the Nb content is preferably at most 0.20% by weight, in particular at most 0.15% by weight, preferably at most 0.10% by weight, in particular at most 0.05% by weight.
- the Al/Nb ratio >2, in particular >3, is preferred.
- the Al/Nb ratio is too high, AlN formation is no longer as advantageously fine, but rather increasingly coarser AlN particles occur, which reduces the grain refinement effect again. It has been shown that this effect occurs earlier with low manganese contents than with higher ones Manganese content, since the AC3 temperature decreases with increasing manganese content. It is therefore advantageous, optionally with low manganese contents of ⁇ 1.6% by weight, to have a ratio of Al/Nb
- the Al/Nb ratio is preferably ⁇ 18.0, in particular ⁇ 16.0, preferably ⁇ 14.0, particularly preferably ⁇ 12.0, in particular ⁇ 10.0, preferably ⁇ 9.0, in particular ⁇ 8.0, preferably ⁇ 7.0.
- the Al/Nb ratio is preferably ⁇ 28.0, in particular ⁇ 26.0, preferably ⁇ 24.0, particularly preferably ⁇ 22.0, preferably ⁇ 20.0, in particular ⁇ 18.0, in particular ⁇ 16.0, preferably ⁇ 14.0, particularly preferably ⁇ 12.0, in particular ⁇ 10.0, preferably ⁇ 9.0, in particular ⁇ 8.0, preferably ⁇ 7.0.
- the Al/Nb ratio is preferably ⁇ 18.0, in particular ⁇ 16.0, preferably ⁇ 14.0, particularly preferably ⁇ 12.0, in particular ⁇ 10.0, preferably ⁇ 9.0, in particular ⁇ 8.0, preferably ⁇ 7.0.
- Carbon is contained in the steel substrate of the steel flat product in amounts of 0.06 - 0.5% by weight.
- C contents set in this way contribute to the hardenability of the steel by delaying the formation of ferrite and bainite and stabilizing the retained austenite in the structure.
- a C content of at least 0.06% by weight is required in order to achieve adequate hardenability and the associated high strength.
- the weldability can be adversely affected by high C contents.
- the C content can be reduced to 0.5% by weight, preferably to a maximum of 0.5% by weight, in particular to a maximum of 0.45% by weight, preferably to 0.42% by weight. %, particularly preferably 0.40% by weight, preferably at most 0.38% by weight, in particular at most 0.35% by weight.
- C contents of at least 0.10% by weight, preferably 0.11% by weight, in particular at least 0.13% by weight, preferably at least 0 .15% by weight can be provided. With these contents, tensile strengths of the sheet metal part of at least 1000 MPa, in particular at least 1100 MPa, can be reliably achieved after hot pressing, taking into account the further provisions of the invention.
- the C content is at least 0.10% by weight, preferably 0.11% by weight, in particular at least 0.13% by weight, preferably at least 0.15% by weight.
- the maximum C content is at most 0.30% by weight, in particular at most 0.25% by weight, preferably at most 0.25% by weight. With this maximum C content, the weldability can be significantly improved and a good ratio of force absorption and maximum bending angle in the bending test according to VDA238-100 in the press-hardened state can be achieved.
- the C content is at least 0.25% by weight, preferably at least 0.30% by weight, in particular at least 0.32% by weight.
- the maximum C content in this variant is at most 0.5% by weight, in particular at most 0.50% by weight, preferably at most 0.40% by weight, preferably at most 0.38% by weight, in particular at most 0.35% by weight.
- the C content is at least 0.30% by weight, preferably at least 0.32% by weight, in particular at least 0.33% by weight, preferably at least 0.34% by weight at least 0.35% by weight, in particular at least 0.40% by weight, preferably at most 0.44% by weight.
- the maximum C content is at most 0.5% by weight, in particular at most 0.50% by weight, preferably at most 0.48% by weight.
- Silicon is used to further increase the hardenability of the steel flat product as well as the strength of the press hardened product via solid solution strengthening. Silicon also enables the use of ferro-silizio-manganese as an alloying agent, which has a beneficial effect on production costs. From an Si content of 0.05% by weight, this is already the case hardening effect on. From an Si content of at least 0.15% by weight, in particular at least 0.20% by weight, there is a significant increase in strength. Si contents above 0.6% by weight have an adverse effect on the coating behavior, particularly in the case of Al-based coatings. Si contents of at most 0.50% by weight, in particular at most 0.30% by weight, are preferably set in order to improve the surface quality of the coated flat steel product.
- Manganese acts as a hardening element by greatly retarding the formation of ferrite and bainite. With manganese contents of less than 0.4% by weight, significant proportions of ferrite and bainite are formed during press hardening, even with very rapid cooling rates, which should be avoided. Mn contents of at least 0.5% by weight, in particular at least 0.7% by weight, preferably at least 0.8% by weight, in particular at least 0.9% by weight, preferably at least 1.00% by weight %, in particular at least 1.05% by weight, particularly preferably at least 1.10% by weight, are advantageous if a martensitic structure is to be ensured, in particular in areas of greater deformation.
- Mn contents of more than 3.0% by weight have a disadvantageous effect on the processing properties, which is why the Mn content of flat steel products according to the invention is limited to at most 3.0% by weight, preferably at most 2.5% by weight. Above all, the weldability is severely restricted, which is why the Mn content is preferably limited to at most 1.6% by weight and in particular to 1.30% by weight, preferably to 1.20% by weight. Mn contents of less than or equal to 1.6% by weight are also preferred for economic reasons.
- Titanium is a microalloying element that is alloyed to contribute to grain refinement, with at least 0.001% by weight Ti, particularly at least 0.004% by weight, preferably at least 0.010% by weight Ti, added for sufficient availability should be. Above 0.10% by weight Ti, the cold-rollability and recrystallizability deteriorate significantly, which is why larger Ti contents should be avoided. In order to improve cold-rollability, the Ti content may preferably be limited to 0.08% by weight, more preferably 0.038% by weight, more preferably 0.020% by weight, particularly 0.015% by weight. Titanium also has the effect of binding nitrogen and thus enabling boron to exert its strong ferrite-inhibiting effect.
- the titanium content is more than 3.42 times the nitrogen content in order to achieve adequate binding of nitrogen.
- Boron (“B”) is added to improve the hardenability of the flat steel product by allowing boron atoms or boron precipitates attached to the austenite grain boundaries to reduce the grain boundary energy, thereby suppressing nucleation of ferrite during press hardening.
- B contents of at least 0.0005% by weight, preferably at least 0.0007% by weight, in particular at least 0.0010% by weight, in particular at least 0.0020% by weight. on.
- the B content is limited to at most 0.01% by weight, preferably at most 0.0100% by weight, preferably at most 0.0050% by weight, in particular at most 0.0035% by weight, in particular at most 0.0030% by weight, preferably at most 0.0025% by weight.
- Phosphorus (“P”) and sulfur (“S”) are elements that are introduced into steel as impurities from iron ore and cannot be completely eliminated in the large-scale steelworks process.
- the P content and the S content should be kept as low as possible since the mechanical properties such as notched bar impact work deteriorate with increasing P or S content. From P contents of 0.03% by weight, the martensite also begins to become brittle, which is why the P content of a flat steel product according to the invention is limited to a maximum of 0.03% by weight, in particular a maximum of 0.02% by weight is.
- the S content of a flat steel product according to the invention is limited to at most 0.02% by weight, preferably at most 0.0010% by weight, in particular at most 0.005% by weight.
- N Nitrogen
- the N content should be kept as low as possible and should not exceed 0.02% by weight.
- nitrogen is harmful because it prevents the transformation-retarding effect of boron through the formation of boron nitrides, which is why the N content in this case is preferably at most 0.010% by weight, in particular at most 0.007% by weight. should be.
- Sn tin
- As arsenic
- the total content of these “unavoidable impurities” is preferably at most 0.2% by weight, preferably at most 0.1% by weight.
- the optional alloying elements Cr, Cu, Mo, Ni, V, Ca and W described below, for which a lower limit is given, can also occur in contents below the respective lower limit as unavoidable impurities in the steel substrate. In that case, they are also counted among the “unavoidable impurities”, the total content of which is limited to a maximum of 0.2% by weight, preferably a maximum of 0.1% by weight.
- Chromium, copper, molybdenum, nickel, vanadium, calcium and tungsten can optionally be added to the steel of a flat steel product according to the invention, either individually or in combination with one another.
- Chromium suppresses the formation of ferrite and pearlite during accelerated cooling of a flat steel product according to the invention and enables complete martensite formation even at lower cooling rates, thereby increasing hardenability.
- the Cr content of the steel of the steel substrate is limited to at most 1.0% by weight, preferably at most 0.80% by weight, in particular at most 0.75% by weight, preferably at most 0.50% by weight. , In particular limited to a maximum of 0.30% by weight.
- Vanadium can optionally be alloyed in amounts of 0.001 - 1.0% by weight.
- the vanadium content is preferably at most 0.3% by weight. For cost reasons, a maximum of 0.2% by weight of vanadium is added.
- Copper can optionally be alloyed in order to increase the hardenability with additions of at least 0.01% by weight, preferably at least 0.010% by weight, in particular at least 0.015% by weight.
- copper improves the resistance to atmospheric corrosion of uncoated sheet metal or cut edges. If the Cu content is too high, the hot-rollability deteriorates significantly due to low-melting Cu phases on the surface, which is why the Cu content is limited to at most 0.2% by weight, preferably at most 0.1% by weight, in particular at most 0. 10 wt .-% is limited.
- Molybdenum Molybdenum
- Mo can be optionally added to improve process stability as it significantly slows down ferrite formation.
- the Mo content is preferably at least 0.004% by weight, in particular at least 0.01% by weight. Due to the high costs associated with an alloy of molybdenum, the Mo content should be at most 0.3% by weight, in particular at most 0.10% by weight, preferably at most 0.08% by weight.
- Nickel stabilizes the austenitic phase and can optionally be alloyed to reduce the Ac3 temperature and suppress ferrite and bainite formation. Nickel also has a positive effect on hot-rollability, especially when the steel contains copper. Copper degrades hot-rollability.
- 0.01% by weight of nickel can be alloyed with the steel; the Ni content is preferably at least 0.015% by weight, in particular at least 0.020% by weight. For economic reasons, the nickel content should remain limited to a maximum of 0.5% by weight, in particular a maximum of 0.20% by weight. The Ni content is preferably at most 0.10% by weight.
- a flat steel product according to the invention can optionally contain at least 0.0005% by weight Ca, in particular at least 0.0010% by weight, preferably at least 0.0020% by weight.
- the maximum Ca content is 0.01% by weight, in particular a maximum of 0.007% by weight, preferably a maximum of 0.005% by weight. If the Ca content is too high, the probability increases that non-metallic inclusions involving calcium will form, which impair the degree of purity of the steel and also its toughness. For this reason, an upper limit of the Ca content of at most 0.005% by weight, preferably at most 0.003% by weight, in particular at most 0.002% by weight, preferably at most 0.001% by weight, should be observed.
- Tungsten can optionally be added in amounts of 0.001 - 1.0% by weight to slow down the formation of ferrite.
- W can optionally be added in amounts of 0.001 - 1.0% by weight to slow down the formation of ferrite.
- a maximum of 1.0% by weight of tungsten is added.
- the sum of the Mn content and the Cr content (“Mn+Cr”) is more than 0.7% by weight, in particular more than 0.8% by weight, preferably more than 1.1% by weight %. Below a minimum sum of both elements, their necessary conversion-inhibiting effect is lost. Irrespective of this, the sum of the Mn content and the Cr content is less than 3.5% by weight, preferably less than 2.5% by weight, in particular less than 2.0% by weight, particularly preferably less than 1.5% by weight.
- the upper limit values of both elements are created by ensuring the coating performance and to ensure sufficient welding behavior.
- the flat steel product preferably comprises an anti-corrosion coating in order to protect the steel substrate from oxidation and corrosion during hot forming and when the steel component produced is used.
- the flat steel product preferably comprises an aluminum-based anti-corrosion coating.
- the anti-corrosion coating can be applied to one side or both sides of the flat steel product.
- the two opposite large surfaces of the flat steel product are referred to as the two sides of the flat steel product.
- the narrow faces are called edges.
- Such an anti-corrosion coating is preferably produced by hot-dip coating the steel flat product.
- the flat steel product is passed through a liquid melt consisting of 0.1-15% by weight Si, preferably more than 1.0% by weight Si, optionally 2-4% by weight Fe, optionally up to 5% by weight % alkali or alkaline earth metals, preferably up to 1.0% by weight alkali or alkaline earth metals, and optionally up to 15% by weight Zn, preferably up to 10% by weight Zn and optional further components, the total content of which is limited to a maximum of 2.0% by weight, and the remainder is aluminum.
- the Si content of the melt is 1.0-3.5% by weight or 5-15% by weight, preferably 7-12% by weight, in particular 8-10% by weight.
- the optional content of alkali or alkaline earth metals in the melt comprises 0.1-1.0% by weight Mg, in particular 0.1-0.7% by weight Mg, preferably 0.1-0. 5% by weight Mg.
- the optional content of alkali metals or alkaline earth metals in the melt can include in particular at least 0.0015% by weight Ca, in particular at least 0.01% by weight Ca.
- the alloy layer rests on the steel substrate and is directly adjacent to it.
- the alloy layer is essentially made up of aluminum and iron.
- the remaining elements from the steel substrate or the melt composition do not enrich significantly in the alloy layer.
- the alloy layer preferably consists of 35-60% by weight Fe, preferably a-iron, optional further components, the total content of which is limited to a maximum of 5.0% by weight, preferably 2.0%, and the remainder aluminum, with the Al content tends to increase towards the surface.
- the optional further components include in particular the remaining components of the melt (ie silicon and optionally alkali metals or alkaline earth metals, in particular Mg or Ca) and the remaining components of the steel substrate in addition to iron.
- the Al base layer lies on top of the alloy layer and is immediately adjacent to it.
- the composition of the Al base layer preferably corresponds to the composition of the melt in the molten bath. That is, it consists of 0.1 - 15 wt.% Si, optionally 2 - 4 wt.% Fe, optionally up to 5.0 wt.% alkali or alkaline earth metals, preferably up to 1.0 wt. - % alkali metals or alkaline earth metals, optionally up to 15% by weight Zn, preferably up to 10% by weight Zn and optional other components, the total content of which is limited to a maximum of 2.0% by weight, and the remainder Aluminum.
- the optional content of alkali or alkaline earth metals comprises 0.1-1.0% by weight Mg, in particular 0.1-0.7% by weight Mg, preferably 0.1-0 .5% by weight Mg.
- the optional content of alkali or alkaline earth metals in the AI comprises in particular at least 0.0015% by weight of Ca, in particular at least 0.1% by weight of Ca.
- the Si content in the alloy layer is lower than the Si content in the Al base layer.
- the anti-corrosion coating preferably has a thickness of 5 to 60 ⁇ m, in particular 10 to 40 ⁇ m.
- the coating weight of the anti-corrosion coating is in particular 30 - 360 ⁇ m for anti-corrosion coatings on both sides, or 15 - 180 ⁇ for the one-sided variant. m
- the coating weight of the anti-corrosion coating is preferably 100-200% for m double-sided coatings, or 50-100% for one-sided coatings.
- the m is particularly preferably
- the thickness of the alloy layer is preferably less than 20 ⁇ m, particularly preferably less than 16 ⁇ m, in particular less than 12 ⁇ m, particularly preferably less than 10 ⁇ m, preferably less than 8 ⁇ m, in particular less than 5 ⁇ m.
- the thickness of the Al base layer results from the difference in the thicknesses of the anti-corrosion coating and the alloy layer.
- the thickness of the Al base layer is preferably at least 1 ⁇ m, even in the case of thin anti-corrosion coatings.
- the flat steel product comprises an oxide layer arranged on the anti-corrosion coating.
- the oxide layer lies in particular on the Al base layer and preferably forms the outer end of the anti-corrosion coating.
- the oxide layer consists in particular of more than 80% by weight of oxides, with the majority of the oxides (ie more than 50% by weight of the oxides) being aluminum oxide.
- hydroxides and/or magnesium oxide are present alone or as a mixture in the oxide layer in addition to aluminum oxide.
- the remainder of the oxide layer not occupied by the oxides and optionally present hydroxides preferably consists of silicon, aluminum, iron and/or magnesium in metallic form.
- zinc oxide components are also present in the oxide layer.
- the oxide layer of the flat steel product preferably has a thickness that is greater than 50 nm. In particular, the thickness of the oxide layer is at most 500 nm.
- the flat steel product includes a zinc-based anti-corrosion coating.
- the anti-corrosion coating can be applied to one side or both sides of the flat steel product.
- the two opposite large surfaces of the flat steel product are referred to as the two sides of the flat steel product.
- the narrow faces are called edges.
- Such a zinc-based anti-corrosive coating preferably comprises 0.2-6.0 wt% Al, 0.1-10.0 wt% Mg, optionally 0.1-40 wt% manganese or copper, optionally 0.1 - 10.0% by weight cerium, optionally at most 0.2% by weight other elements, unavoidable impurity and the balance zinc.
- the Al content is at most 2.0% by weight, preferably at most 1.5% by weight.
- the Mg content is in particular at most 3.0% by weight, preferably at most 1.0% by weight.
- the anti-corrosion coating can be applied by hot dip coating or by physical vapor deposition or by electrolytic processes.
- a further developed flat steel product preferably has a high uniform elongation Ag of at least 10.0%, in particular at least 11.0%, preferably at least 11.5%, in particular at least 12.0%.
- the yield point of a specially designed flat steel product shows a continuous course or only a small extent.
- continuous progression means that there is no pronounced yield point.
- a continuous yield point can also be referred to as a yield point Rp0.2.
- a low yield point is understood to mean a pronounced yield point in which the difference ARe between the upper yield point value ReH and the lower yield point value ReL is at most 45 MPa. The following applies:
- a particularly good resistance to aging can be achieved with steel flat products, for which the difference ARe is at most 25 MPa.
- a specially developed flat steel product has an elongation at break A80 of at least 15%, in particular at least 18%, preferably at least 19%, particularly preferably at least 20%.
- the method according to the invention for the production of a flat steel product for hot forming with an anti-corrosion coating comprising the following work steps: a) Providing a slab or a thin slab made of steel which, in addition to iron and unavoidable impurities (in % by weight), consists of C: 0.06 - 0.5%,
- Mn 0.4-3.0%
- Al 0.06-1.0%
- Nb 0.001-0.2%
- Ti 0.001-0.10%
- B 0.0005-0.01%
- W 0.001 -1.00% passes; b) through heating of the slab or thin slab at a temperature (TI) of 1100 - 1400 °C; c) optional pre-rolling of the through-heated slab or thin slab into an intermediate product with an intermediate product temperature (T2) of 1000 - 1200 °C; d) hot-rolling into a hot-rolled steel flat product, the finish rolling temperature (T3) being 750 - 1000 °C; e) optional coiling of the hot-rolled steel flat product, the coiling temperature (T4) being at most 700 °C; f) optional descaling of the hot-rolled flat steel product; g) optional cold rolling of the steel flat product, the degree of cold rolling being at least 30%; h) annealing of the steel flat product at an annealing temperature (T5) of 650 - 900 °C; i) cooling the flat steel product to an immersion temperature (T6) which is 650-800° C., preferably 670-800° C.; j) coating the
- step b) the semi-finished product is heated through at a temperature (TI) of 1100 - 1400 °C. If the semi-finished product has cooled down after casting, the semi-finished product is first reheated to 1100 - 1400 °C for thorough heating.
- the through heating temperature should be at least 1100 °C to ensure good formability for the subsequent rolling process.
- the heating temperature should not exceed 1400 °C in order to avoid molten phases in the semi-finished product.
- the semi-finished product is pre-rolled into an intermediate product.
- Thin slabs are usually not subjected to pre-rolling.
- Thick slabs that are to be rolled into hot strip can be pre-rolled if necessary.
- the temperature of the intermediate product (T2) at the end of rough rolling should be at least 1000°C so that the intermediate product contains enough heat for the subsequent finish rolling step.
- high rolling temperatures can also promote grain growth during the rolling process, which adversely affects the mechanical properties of the flat steel product.
- the temperature of the intermediate product should not exceed 1200 °C at the end of rough rolling.
- step d) the slab or thin slab or, if step c) has been carried out, the intermediate product is rolled to form a hot-rolled flat steel product.
- step c) the intermediate product is typically finish-rolled immediately after rough-rolling. Typically, finish rolling begins no later than 90 s after the end of rough rolling.
- the slab, the thin slab or, if step c) has been carried out, the intermediate product are rolled at a finish rolling temperature (T3).
- the final rolling temperature i.e. the temperature of the finished hot-rolled steel flat product at the end of the hot-rolling process, is 750 - 1000 °C.
- the amount of free vanadium decreases because larger amounts of vanadium carbides are precipitated.
- the vanadium carbides precipitated during finish rolling are very large. They typically have an average grain size of 30 nm or more and are no longer dissolved in subsequent annealing processes, such as those carried out before hot-dip coating.
- the final rolling temperature is limited to a maximum of 1000 °C prevent coarsening of the austenite grains.
- final rolling temperatures of no more than 1000 °C are process-technically relevant for setting coiling temperatures (T4) below 700 °C.
- the hot rolling of the steel flat product can take place as continuous hot strip rolling or as reversing rolling.
- step e) provides for an optional coiling of the hot-rolled flat steel product.
- the hot strip is cooled to a coiling temperature (T4) within less than 50 s after hot rolling.
- T4 a coiling temperature
- the coiling temperature (T4) should not exceed 700 °C to avoid the formation of large vanadium carbides. In principle, there is no lower limit on the coiling temperature. However, coiling temperatures of at least 500 °C have proven to be favorable for cold-rollability.
- the coiled hot strip is then cooled in air to room temperature in a conventional manner.
- step f the hot-rolled flat steel product is optionally descaled in a conventional manner by pickling or by another suitable treatment.
- the hot-rolled flat steel product that has been cleaned of scale can optionally be subjected to cold rolling before the annealing treatment in step g), in order, for example, to meet higher requirements for the thickness tolerances of the flat steel product.
- the degree of cold rolling (KWG) should be at least 30% in order to introduce sufficient deformation energy into the steel flat product for rapid recrystallization.
- the degree of cold rolling KWG is the quotient of the reduction in thickness during cold rolling AdKW divided by the hot strip thickness d:
- the flat steel product before cold rolling is usually a hot strip with a hot strip thickness d.
- the flat steel product after cold rolling is usually also referred to as cold strip.
- the degree of cold rolling can assume very high values of over 90%. However, degrees of cold rolling of at most 80% have proven to be beneficial for avoiding strip cracks.
- step h the flat steel product is subjected to an annealing treatment at annealing temperatures (T5) of 650 - 900 °C.
- the flat steel product is first heated to the annealing temperature within 10 to 120 s and then held at the annealing temperature for 30 to 600 s.
- the annealing temperature is at least 650°C, preferably at least 720°C. Annealing temperatures above 900°C are not desirable for economic reasons.
- the flat steel product is cooled to an immersion temperature (T6) after annealing in order to prepare it for the subsequent coating treatment.
- the immersion temperature is lower than the annealing temperature and is adjusted to the temperature of the melt pool.
- the immersion temperature is 600-800°C, preferably at least 650°C, particularly preferably at least 670°C, particularly preferably at most 700°C.
- the duration of the cooling of the annealed steel flat product from the annealing temperature T5 to the immersion temperature T6 is preferably 10-180 s.
- the immersion temperature T6 differs from the temperature of the melt bath T7 by no more than 30K, in particular no more than 20K, preferably no more than IOK away.
- the flat steel product is subjected to a coating treatment.
- the coating treatment is preferably carried out by continuous hot dip coating.
- the coating can be applied to only one side, to both sides or to all sides of the steel flat product.
- the coating treatment preferably takes place as a hot-dip coating process, in particular as a continuous process.
- the flat steel product usually comes into contact with the molten bath on all sides, so that it is coated on all sides.
- the molten bath which contains the alloy to be applied to the flat steel product in liquid form, typically has a temperature (T7) of 660-800°C, preferably 680-740°C.
- T7 temperature of 660-800°C, preferably 680-740°C.
- Aluminum-based alloys have proven to be particularly suitable for coating age-resistant flat steel products with an anti-corrosion coating.
- the molten bath contains up to 15% by weight Si, preferably more than 1.0%, optionally 2-4% by weight Fe, optionally up to 5% by weight alkali or alkaline earth metals, preferably up to 1.0% by weight of alkali metals or alkaline earth metals, and optionally up to 15% by weight of Zn, in particular up to 10% by weight of Zn and optional other components, the total content of which does not exceed 2.0% by weight. -% are limited, and the remainder aluminum.
- the Si content of the melt is 1.0-3.5% by weight or 7-12% by weight, in particular 8-10% by weight.
- the optional content of alkali or alkaline earth metals in the melt comprises 0.1-1.0% by weight Mg, in particular 0.1-0.7% by weight Mg, preferably 0.1-0. 5% by weight Mg.
- the optional content of alkali metals or alkaline earth metals in the melt can include in particular at least 0.0015% by weight Ca, in particular at least 0.01% by weight Ca.
- a first cooling time t mT in the temperature range between 600 °C and 450 °C is more than 5 s, preferably more than 10 s, in particular more than 14 s and a second cooling time t nT in the temperature range between 400 °C and 300 °C (low temperature range nT) more than 4s, preferably more than 8s, in particular more than 12s.
- the first cooling time t mT can be implemented in the temperature range between 600° C. and 450° C. (average temperature range mT) by slow, continuous cooling or by holding at a temperature in this temperature range for a certain time. Even intermediate heating is possible. It is only important that the flat steel product remains in the temperature range between 600 °C and 450 °C for at least a cooling period t mT . In this temperature range, on the one hand, there is a significant rate of diffusion of iron in aluminum and, on the other hand, the diffusion of aluminum in steel is inhibited because the temperature is below half the melting point of steel. This allows diffusion of iron into the anti-corrosion coating without extensive diffusion of aluminum into the steel substrate.
- the melting of the anti-corrosion coating is delayed during austenitizing before press hardening.
- the thermal expansion coefficients of the anti-corrosion coating and the substrate are homogenized. This means that the transition area between the coefficient of thermal expansion of the substrate and the surface becomes wider, which reduces the thermal stresses during reheating.
- diffusing aluminum into the steel substrate would have considerable disadvantages: Due to the very high affinity of aluminum for nitrogen, a high aluminum content can lead to nitrogen separating from fine precipitations, such as niobium carbonitrides or titanium carbonitrides, and coarse precipitations forming instead. such as aluminum nitrides, preferentially form on the grain boundaries. These would worsen the crash performance as well as reduce the bending angle.
- the iron concentration in the transition boundary layer increases to such an extent that the activity of aluminum in the coating directly at the substrate boundary is further reduced. This then leads to an even further reduced aluminum absorption in the substrate during austenitization before press hardening, with the associated advantages described above.
- the second cooling time t n in the temperature range between 400° C. and 300° C. can also be realized by slow, continuous cooling or by holding at a temperature in this temperature range for a certain time. Even intermediate heating is possible. It is only important that the flat steel product remains in the temperature range between 400 °C and 300 °C for at least a cooling period t nT .
- transition carbides very fine iron carbides
- the coated steel flat product can optionally be skin-passed with a skin-pass degree of up to 2% in order to improve the surface roughness of the steel flat product.
- the invention further relates to a shaped sheet metal part formed from a flat steel product, comprising a steel substrate as explained above and an anti-corrosion coating.
- the anti-corrosion coating has the advantage that it prevents scale formation during austenitization during hot forming. Furthermore, such an anti-corrosion coating protects the shaped sheet metal part against corrosion.
- the shaped sheet metal part preferably comprises an aluminum-based anti-corrosion coating.
- the anti-corrosion coating of the sheet metal part preferably comprises an alloy layer and an Al base layer.
- the alloy layer is also often referred to as the interdiffusion layer.
- the thickness of the anti-corrosion coating is preferably at least 10 ⁇ m, particularly preferably at least 20 ⁇ m, in particular at least 30 ⁇ m.
- the thickness of the alloy layer is preferably less than 30 ⁇ m, particularly preferably less than 20 ⁇ m, in particular less than 16 ⁇ m, particularly preferably less than 12 ⁇ m.
- the thickness of the Al base layer results from the difference in the thicknesses of the anti-corrosion coating and the alloy layer.
- the alloy layer rests on the steel substrate and is directly adjacent to it.
- the alloy layer of the shaped sheet metal part preferably consists of 35 - 90% by weight Fe, 0.1 - 10% by weight Si, optionally up to 0.5% by weight Mg and optional other components, the total content of which is at most 2 .0% by weight, and the remainder aluminum.
- the proportions of Si and Mg are correspondingly lower than their respective proportions in the melt of the molten bath.
- the alloy layer preferably has a ferritic structure.
- the aluminum base layer of the shaped sheet metal part lies on the alloy layer of the steel component and is directly adjacent to it.
- the Al base layer of the steel component preferably consists of 35-55% by weight Fe, 0.4-10% by weight Si, optionally up to 0.5% by weight Mg and optional other components, the total content of which is at most 2.0% by weight, and the remainder aluminum.
- the Al base layer can have a homogeneous element distribution in which the local element contents vary by no more than 10%.
- preferred variants of the Al base layer have low-silicon phases and high-silicon phases.
- Low-silicon phases are areas whose average Si content is at least 20% less than the average Si content of the Al base layer.
- Silicon-rich phases are areas whose average Si content is at least 20% more than the average Si content of the Al base layer.
- the silicon-rich phases are arranged within the silicon-poor phase.
- the silicon-rich phases form at least a 40% continuous layer bounded by silicon-poor regions.
- the silicon-rich phases are arranged in islands in the silicon-poor phase.
- island-shaped is understood to mean an arrangement in which discrete unconnected areas are surrounded by another material—that is, “islands” of a specific material are located in another material.
- the steel component comprises an oxide layer arranged on the anti-corrosion coating.
- the oxide layer lies in particular on the Al base layer and preferably forms the outer end of the anti-corrosion coating.
- the oxide layer of the steel component consists in particular of more than 80% by weight of oxides, with the main proportion of the oxides (i.e. more than 50% by weight of the oxides) being aluminum oxide.
- hydroxides and/or magnesium oxide are present alone or as a mixture in the oxide layer in addition to aluminum oxide.
- the remainder of the oxide layer not occupied by the oxides and optionally present hydroxides preferably consists of silicon, aluminum, iron and/or magnesium in metallic form.
- the oxide layer preferably has a thickness of at least 50 nm, in particular at least
- the thickness is a maximum of 4 ⁇ m, in particular a maximum of 2 ⁇ m.
- the shaped sheet metal part includes a zinc-based anti-corrosion coating.
- Such a zinc-based anti-corrosion coating preferably comprises up to 80% by weight Fe, 0.2 - 6.0% by weight Al, 0.1 - 10.0% by weight Mg, optionally 0.1 - 40 % by weight of manganese or copper, optionally 0.1-10.0% by weight of cerium, optionally at most 0.2% by weight of other elements, unavoidable impurities and the remainder zinc.
- the Al content is at most 2.0% by weight, preferably at most 1.5% by weight.
- the Fe content which comes about as a result of indiffusion, is preferably more than 20% by weight, in particular more than 30% by weight.
- the Fe content is in particular a maximum of 70% by weight, in particular a maximum of 60% by weight.
- the Mg content is in particular at most 3.0% by weight, preferably at most 1.0% by weight.
- the anti-corrosion coating can be applied by hot dip coating or by physical vapor deposition or by electrolytic processes.
- the steel substrate of the shaped sheet metal part has a structure with at least partially more than 80% martensite and/or lower bainite, preferably at least partially more than 90% martensite and/or lower bainite, in particular at least partially more than 95%, particularly preferably at least sometimes more than 98%.
- the steel substrate of the shaped sheet metal part has a structure with at least partially more than 80% martensite, preferably at least partially more than 90% martensite, in particular at least partially more than 95%, particularly preferably at least partially more than 98%.
- “partially have” is to be understood as meaning that there are areas of the shaped sheet metal part that have the structure mentioned.
- the shaped sheet metal part therefore has the above-mentioned structure in sections or in regions.
- the steel substrate of the shaped sheet metal part has a structure with a ferrite content of more than 5%, preferably more than 10%, in particular more than 20%.
- the ferrite content is preferably less than 85%, in particular less than 70%.
- the martensite content is less than 80%, in particular less than 50%.
- the microstructure can optionally contain bainite and/or pearlite. The exact ratio of the structural components depends on the level of the C content and the Mn content as well as on the cooling conditions during forming. The structure designed in this way has a higher ductility and therefore leads to improved forming behavior.
- a corresponding shaped sheet metal part preferably has an elongation at break A80 in a range from 8% to 25%, preferably between 10% and 22%, in particular between 12% and 20%.
- the former austenite grains of the martensite have an average grain diameter of less than 14 ⁇ m, in particular less than 12 ⁇ m, preferably less than 10 ⁇ m. Due to the fine structure, this is more homogeneous. There is an improvement in the mechanical properties, in particular a lower susceptibility to cracking and thus improved bending properties and a higher elongation at break.
- the shaped sheet metal part at least partially has a yield point of at least 950 MPa, in particular at least 1100 MPa, in particular at least 1200 MPa, preferably at least 1300 MPa, preferably at least 1400 MPa, in particular at least 1500 MPa.
- the shaped sheet metal part at least partially has a tensile strength of at least 1000 MPa, in particular at least 1100 MPa, preferably at least 1300 MPa, preferably at least 1400 MPa, in particular at least 1600 MPa, preferably at least 1700 MPa, in particular at least 1800 MPa.
- the shaped sheet metal part at least partially has an elongation at break A80 of at least 3.5%, in particular at least 4%, in particular at least 4.5%, preferably at least 5%, particularly preferably at least 6%.
- the shaped sheet metal part can at least partially have a bending angle of at least 30°, in particular at least 40°, in particular at least 45°, preferably at least 50°.
- the bending angle is to be understood here as the bending angle corrected by the sheet thickness.
- the corrected bending angle results from the determined bending angle in the maximum force (measured according to VDA standard 238-100) (also referred to as maximum bending angle) from the formula
- Bending angle corrected bending angle guessed ⁇ Sheet thickness where the sheet thickness in mm is to be entered in the formula. This applies to sheet thicknesses greater than 1.0 mm. For sheet thicknesses less than 1.0 mm, the corrected bending angle corresponds to the determined bending angle.
- “partially have” is to be understood as meaning that there are areas of the sheet metal part that have the mechanical property mentioned.
- the shaped sheet metal part therefore has the mechanical properties mentioned in sections or in regions. This is because different areas of the sheet metal part can receive different heat treatments. For example, individual areas can be cooled more quickly than others, as a result of which more martensite forms, for example, in the areas that have cooled more quickly. This is why different mechanical properties also appear in the different areas.
- the shaped sheet metal part has fine precipitations in the structure, in particular in the form of niobium carbonitrides and/or titanium carbonitrides.
- fine precipitations are all precipitations with a diameter of less than 30 nm.
- the remaining exudates are referred to as coarse excretions.
- the mean diameter of the fine precipitates is at most 11 nm, preferably at most 10 nm, in particular at most 8 nm, preferably at most 6 nm.
- the shaped sheet metal part has largely fine precipitations in the structure.
- largely fine precipitates are to be understood as meaning that more than 80%, preferably more than 90%, of all the precipitates are fine precipitates. This means that more than 80%, preferably more than 90%, of all precipitations have a diameter of less than 30 nm.
- the fine precipitations require a particularly fine structure with small grain diameters. Due to the fine structure, this is more homogeneous. There is an improvement in the mechanical Properties, in particular a lower susceptibility to cracking and thus improved bending properties and a higher elongation at break. This also results in better toughness with more pronounced fracture necking behavior.
- the real mechanical characteristics of the sheet metal part are determined by first cathodically coating the sheet metal part with dip paint or by subjecting it to an analogous heat treatment.
- Cathodic dip coatings are usually carried out for corresponding components in the automotive industry.
- cathodic dip painting the components are first coated in an aqueous solution. This coating is then burned in during a heat treatment.
- the shaped sheet metal parts are heated to 170° C. and kept at this temperature for 20 minutes. The components are then cooled to room temperature in ambient air.
- the mechanical parameters are to be understood in the sense of this application that they are present on a component with a cathodic dip coating or on a Component that, after forming, has undergone a heat treatment analogous to cathodic dip painting.
- the heat treatment of the cathodic dip coating varies slightly. Temperatures of 165°C-180°C and holding times of 12 - 30 minutes are usual. However, the change in the mechanical parameters due to these variations (165°C-180°C; 12 - 30 minutes) are negligible.
- the shaped sheet metal part comprises a cathodic dip coating.
- the electrochemical potential of the surface of the sheet metal part is at least ⁇ 0.50 V in a corrosive medium.
- the electrochemical potential is therefore ⁇ 0.50 V or greater, ie more positive.
- the electrochemical potential is determined according to the DIN standard "DIN 50918 (2018.09) ("resting potential measurement on homogeneous mixed electrodes"). Insofar as absolute instead of difference values for the electrochemical potential are given, this refers to the reference to the standard hydrogen electrode.
- the electrochemical potential is Surface of the sheet metal part in an aqueous 5% NaCl solution with a pH value of 7 at least -0.50 V.
- the electrochemical potential is preferably at least ⁇ 0.45 V, particularly preferably at least ⁇ 0.40 V, in particular at least ⁇ 0.39 V, particularly preferably at least ⁇ 0.38 V, in particular at least ⁇ 0.36 V, preferably at least ⁇ 0 34 V. Furthermore, the electrochemical potential is preferably at most -0.1 V, preferably at most -0.20 V, in particular -0.25 V, preferably at most -0.30 V.
- a larger, ie more positive, electrochemical potential has the advantage that the sheet metal part has a lower tendency to corrode. Surprisingly, it has been shown that the higher Nb content in the steel substrate leads to a shift in the electrochemical potential to a more positive (i.e. nobler) potential.
- the potential is typically about 100-150 mV higher than a comparison substrate with lower Nb content.
- a further developed variant of the shaped sheet metal part is characterized in that the anti-corrosion coating is an aluminum-based anti-corrosion coating and the shaped sheet metal part comprises an alloy layer and an Al base layer.
- the area occupied by pores in the alloy layer is less than 250 ⁇ m 2 , preferably less than 200 ⁇ m 2 , in particular less than 180 ⁇ m 2 , particularly preferably less than 100 ⁇ m 2 , in particular less than 75 ⁇ m 2 .
- Pores are cavities that could arise within the alloy layer for a variety of reasons.
- One mechanism is the formation of higher density iron aluminide compounds via a multi-step phase transformation (Fe2Al5 ⁇ Fe2AI ⁇ FeAl ⁇ Fe3AI).
- the formation of such dense phases is associated with higher aluminum consumption than in less dense phases.
- This locally higher aluminum consumption leads to the formation of pores (voids) in the phase obtained.
- These pores preferably form in the alloy layer in the transition area between the steel substrate and the anti-corrosion coating, where the proportion of available aluminum is strongly influenced by the aluminum content of the steel substrate.
- the proportion of the area occupied by pores in the alloy layer with a diameter greater than or equal to 0.1 ⁇ m is less than 10%, in particular less than 5%, preferably less than 3%. Smaller pores have a much smaller impact on the reduction in mechanical integrity discussed. A particularly fine-pored alloy layer is therefore preferred.
- the welding range is at least 0.9 kA, preferably at least 1.0 kA, particularly preferably at least 1.1 kA, in particular at least 1.2 kA.
- the welding area is determined according to SEP 1220-2.
- the welding range is a maximum of 1.6 kA, in particular a maximum of 1.4 kA. The areas mentioned enable particularly stable further processing of the shaped sheet metal parts.
- the Nb content in the alloy layer is greater than 0.010% by weight, preferably greater than 0.015% by weight, in particular greater than 0.018% by weight.
- the shaped sheet metal part according to the invention is preferably a component for a land vehicle, sea vehicle or aircraft. It is particularly preferably a Automobile part, in particular a body part.
- the component is preferably a B-pillar, side member, A-pillar, rocker panel or cross member.
- Mn 0.4-3.0%
- Al 0.06-1.0%
- Nb 0.001-0.2%
- Ti 0.001-0.10%
- B 0.0005-0.01%
- W 0.001 -1.00% passes; a) heating of the sheet metal blank in such a way that the AC3 temperature of the blank is at least partially exceeded and the temperature T unit of the blank when it is placed in a forming tool provided for hot-press forming (step c)) at least partially a temperature above Ms+100°C, in particular above Ms+300°C, where Ms designates the martensite start temperature.
- a blank is thus provided (step a)), which consists of steel suitably composed in accordance with the explanations above, which is then heated in a manner known per se such that the AC3 temperature of the blank is at least partially exceeded and the temperature T Einig of the blank when it is placed in a forming tool provided for hot-press forming (work step c)) is at least partially a temperature above Ms+100°C, in particular above Ms+300°C.
- the temperature T eing of the blank during insertion at least partially exceeds 600°C.
- the temperature T Ein ig of the blank during insertion is at least partially, in particular completely, in the range from 600° C. to 850° C.
- partially exceeding a temperature means that at least 30%, in particular at least 60% of the volume of the blank, preferably the entire blank, exceeds a corresponding temperature.
- a temperature in the interval 600° C. to 850° C. in the preferred variant explained above.
- up to 70% of the volume of the blank when it is placed in the forming tool can consist of other structural components, such as tempered bainite, tempered martensite and/or non-recrystallized or partially recrystallized ferrite.
- certain areas of the blank can be kept at a lower temperature level than others during heating.
- the supply of heat can be directed only to specific sections of the blank, or the parts that are to be heated less can be shielded from the supply of heat.
- no martensite or only significantly less martensite is formed in the course of forming in the tool, so that the structure there is significantly softer than in the other parts in which a martensitic structure is present.
- a softer area can be specifically set in the formed sheet metal part in which, for example, there is optimal toughness for the respective application, while the other areas of the sheet metal part have maximized strength.
- Maximum strength properties of the formed sheet metal part obtained can be made possible if the temperature at least partially reached in the sheet metal blank is between Ac3 and 1000° C., preferably between 850° C. and 950° C.
- An optimally uniform distribution of properties can be achieved by completely heating the blank in step b).
- the mean heating rate r O f en of the sheet metal blank during heating in step b) is at least 3 K/s, preferably at least 5 K/s, in particular at least 6 K/s, preferably at least 8 K/s, in particular at least 10 K/s, preferably at least 15 K/s.
- the average heating rate of a furnace is to be understood as the average heating rate from 30 °C to 700 °C.
- the normalized mean heating 0 norm is at least 5 Kmm/s, in particular at least 8 Kmm/s, preferably at least 10 Kmm/s.
- the normalized mean heating is a maximum of 15 km/s, in particular a maximum of 14 km/s, preferably a maximum of 13 km/s.
- the mean heating 0 is the product of the mean heating rate in Kelvin per second from 30° C. to 700° C. and the sheet thickness in millimeters.
- ®norm 4 ⁇ the oven temperatures are to be entered in Kelvin.
- the heating takes place in an oven with an oven temperature T O f en of at least Ac3+10° C., preferably at least 850° C., preferably at least 880° C., particularly preferably at least 900° C., in particular at least 920° C. and at most 1000°C, preferably at most 950°C, particularly preferably at most 930°C.
- the dew point of the furnace atmosphere in the furnace is preferably at least ⁇ 20° C., preferably at least ⁇ 15° C., in particular at least ⁇ 5° C., particularly preferably at least 0° C. and at most +25° C., preferably at most +20° C., in particular at most +15°C.
- the heating in step b) takes place in stages in areas with different temperatures.
- the heating takes place in a roller hearth furnace with different heating zones.
- heating takes place in a first heating zone at a temperature (so-called furnace inlet temperature) of at least 650.degree. C., preferably at least 680.degree. C., in particular at least 720.degree.
- the maximum temperature in the first heating zone preferably 900 °C, in particular a maximum of 850 °C.
- the maximum temperature of all heating zones in the furnace is preferably not more than 1200° C., in particular not more than 1000° C., preferably not more than 950° C., particularly preferably not more than 930° C.
- the total time in the oven t oven which is made up of a heating time and a holding time, is preferably at least 2 minutes, in particular at least 3 minutes, preferably at least 4 minutes, in both variants (constant oven temperature, gradual heating). Furthermore, the total time in the oven in both variants is preferably a maximum of 20 minutes, in particular a maximum of 15 minutes, preferably a maximum of 12 minutes, in particular a maximum of 8 minutes. Longer total times in the furnace have the advantage that uniform austenitization of the sheet metal blank is ensured. On the other hand, holding above Ac3 for too long leads to grain coarsening, which has a negative effect on the mechanical properties.
- the blank heated in this way is removed from the respective heating device, which can be, for example, a conventional heating furnace, an induction heating device that is also known per se, or a conventional device for keeping steel components warm, and transported into the forming tool so quickly that its temperature during Arrival in the tool is at least partially above Ms+100°C, in particular above Ms+300°C, preferably above 600°C, in particular above 650°C, particularly preferably above 700°C.
- Ms denotes the martensite start temperature.
- the temperature is at least partially above the ACI temperature.
- the temperature is in particular a maximum of 900°C. Overall, these temperature ranges ensure good formability of the material.
- the austenitized blank is transferred from the heating device used in each case to the forming tool within preferably a maximum of 20 s, in particular a maximum of 15 s. Such rapid transport is necessary to avoid excessive cooling before deformation.
- the tool When the blank is inserted, the tool typically has a temperature between room temperature (RT) and 200.degree. C., preferably between 20.degree. C. and 180.degree. C., in particular between 50.degree. C. and 150.degree.
- the tool can also have a temperature slightly below room temperature, for example if the is used cooling water is slightly colder (e.g. 15°C).
- the tool thus has a temperature of between 10°C and 200°C in individual design variants when inserting the blank.
- the tool can optionally be tempered at least in regions to a temperature T w of at least 200° C., in particular at least 300° C., in order to only partially harden the component.
- the tool temperature T wz is preferably at most 600°C, in particular at most 550°C. It is only necessary to ensure that the tool temperature T wz is below the desired target temperature T target .
- the residence time in the tool t wz is preferably at least 2s, in particular at least 3s, particularly preferably at least 5s.
- the residence time in the tool is preferably a maximum of 25 s, in particular a maximum of 20 s, preferably a maximum of 10 s.
- the target temperature T target of the sheet metal part is at least partially below 400° C., preferably below 300° C., in particular below 250° C., preferably below 200° C., particularly preferably below 180° C., in particular below 150° C.
- the target temperature T target of the shaped sheet metal part is particularly preferably below Ms ⁇ 50° C., with Ms denoting the martensite start temperature.
- the target temperature of the sheet metal part is preferably at least 20°C, particularly preferably at least 50°C.
- the martensite start temperature of a steel within the specifications of the invention is according to the formula:
- Ms [°C] (490.85 wt% - 302.6%C - 30.6%Mn - 16.6%Ni - 8.9%Cr + 2.4%Mo - 11.3%Cu + 8.58 %Co + 7.4 %W - 14.5 %Si) [°C/% by weight], where %C is the C content, %Mn is the Mn content, with %Mo the Mo content, with %Cr the Cr content, with %Ni the Ni content, with %Cu the Cu content, with %Co the Co content, with %W the W content and with %Si denotes the Si content of the respective steel in % by weight.
- AC1[°C] (739 wt% - 22*%C - 7*%Mn + 2*%Si + 14*%Cr + 13*%Mo - 13*%Ni +20*%V )[° C/wt%]
- AC3[°C] (902 wt% - 225*%C + 19*%Si - 11*%Mn - 5*%Cr + 13*%Mo - 20*%Ni +55*%V)[° C/% by weight], with %C being the C content, %Si being the Si content, %Mn being the Mn content, %Cr being the Cr content, and %Mo being the Mo content , the Ni content is denoted by %Ni and the vanadium content of the respective steel is denoted by +%V (Brandis H 1975 TEW-Techn. Ber. 1 8-10).
- the blank is not only formed into the shaped sheet metal part, but is also quenched to the target temperature at the same time.
- the cooling rate in the tool r W z to the target temperature is in particular at least 20 K/s, preferably at least 30 K/s, in particular at least 50 K/s, in a particular embodiment at least 100 K/s.
- the sheet metal part After the sheet metal part has been removed in step e), the sheet metal part is cooled to a cooling temperature T A B of less than 100 °C within a cooling time t A ß of 0.5 to 600 s. This is usually done by air cooling.
- FIG. 1a shows a schematic representation of a sample according to the invention with a low number of pores obtained from a micrograph.
- FIG. 1b shows a schematic representation of a reference sample with an increased number of pores obtained from a micrograph.
- FIG. 2a shows a schematic representation, obtained from a micrograph, of a sample according to the invention with a low number of pores after a corrosion test.
- FIG. 2b shows a schematic representation, obtained from a micrograph, of a reference sample with an increased number of pores after a corrosion test.
- FIG. 3 shows a grain representation of the reconstructed austenite.
- the slabs were first pre-rolled into an intermediate product with a thickness of 40 mm, with the intermediate products, which can also be referred to as pre-strips in hot strip rolling, each having an intermediate product temperature T2 at the end of the pre-rolling phase.
- the pre-strips were fed to finish-rolling immediately after rough-rolling, so that the intermediate product temperature T2 corresponds to the rolling start temperature for the finish-rolling phase.
- the pre-strips were rolled out to hot strips with a final thickness of 3-7 mm and the respective final rolling temperatures T3 given in Table 2, cooled to the respective coiling temperature and wound up into coils at the respective coiling temperatures T4 and then cooled in still air.
- the hot strips were descaled in a conventional manner by means of pickling before they were subjected to cold rolling with the cold rolling grades given in Table 2.
- the cold-rolled flat steel products were heated in a continuous annealing furnace to an annealing temperature T5 and held at the annealing temperature for 100 s before they were cooled to their respective immersion temperature T6 at a cooling rate of 1 K/s.
- the cold strips were passed through a molten coating bath at temperature T7 at their respective immersion temperature T6.
- the composition of the coating bath is given in Table 3.
- the coated tapes were blown off in a conventional manner, producing overlays with different layer thicknesses (see Table 3).
- the strips were first cooled to 600 °C at an average cooling rate of 10 - 15 K/s.
- the strips were cooled over the cooling times T mT and T nT given in Table 2. Between 450 °C and 400 °C and below 220 °C, the strips were cooled at a cooling rate of 5 - 15 K/s.
- Table 4 summarizes which steel variant (see Table 1) was combined with which process variant (see Table 2) and which coating (see Table 3).
- the thickness of the steel strips produced was between 1.4 mm and 1.7 mm in all tests. After cooling to room temperature, samples were taken transversely to the rolling direction from the cooled steel strips in accordance with DIN EN ISO 6892-1 sample form 2 (Annex B Tab. B1). The samples were subjected to a tensile test in accordance with DIN EN ISO 6892-1 sample form 2 (Annex B Tab. Bl). Table 4 gives the results of the tensile test.
- the following material parameters were determined as part of the tensile test: the type of yield point, which is denoted by Re for a pronounced yield point and Rp for a continuous yield point, as well as the value for the yield point Rp0.2 in the case of a continuous yield point, and the values for in the case of a pronounced yield point the lower yield point ReL, the upper yield point ReH and the difference between the upper and lower yield point ARe, the tensile strength Rm, the uniform elongation Ag and the elongation at break A80. All specimens have a continuous yield point Rp or an only slightly pronounced yield point with a difference ARe between the upper and lower yield point of at most 45 MPa and a uniform elongation Ag of at least 11.5%. There is a pronounced yield point Re for samples 3 and 17 and a continuous yield point Rp for all other samples. Table 4 shows the lower yield point ReL and the upper yield point ReH for samples 3 and 17. The yield point Rp0.2 is specified for all other samples.
- the blanks are then removed from the heating device and placed in a forming tool, which has the temperature T w z .
- the transfer time t Tr ans made up of the removal from the heating device, transport to the tool and insertion into the tool was between 5 and 14 s.
- the temperature T Einig of the blanks when they were inserted into the forming tool was above the respective temperature in all cases Martensite start temperature+100°C.
- the blanks have been formed into the respective shaped sheet metal part in the forming tool, with the shaped sheet metal parts being cooled in the tool at a cooling rate r wz .
- the dwell time in the tool is given by t wz designated.
- Table 5 shows the parameters mentioned for the various variants, with "RT" abbreviating the room temperature.
- Table 5 shows very different variants for the forming process.
- Variant II almost completely forms a martensitic structure (see Table 8, Experiment 1)
- the comparatively slow cooling of Variant X with the high mold temperature T w leads to a modified structure with high ferrite content, which is expressed in Form a higher elongation at break A80.
- Table 6 lists the essential parameters for a further developed process variant.
- the sheet metal blank was not heated in an oven with a constant oven temperature as in the experiments described above, but the sheet metal blanks were heated in stages in areas with different temperatures.
- the tests were carried out in a roller hearth furnace with different heating zones. In principle, however, the process can also be implemented in several separate furnaces.
- the blanks were first brought into an inlet area of the oven with an inlet temperature T inlet . From there the blanks were moved through a central area into an outlet area of the oven with an outlet temperature T Aus iauf .
- Table 6 shows the inlet temperature T iniauf , the outlet temperature T out iiller and the maximum oven temperature T max through which the blanks pass. In most cases, the maximum furnace temperature was assumed in the outlet area. With variant AX, however, the maximum oven temperature was assumed to be in the central area. The rest of the process was identical to the process described above. The corresponding parameters are given in Table 6.
- Table 7 summarizes the overall results for the sheet metal parts obtained.
- the first columns indicate the sample number, the steel grade according to Table 1, the process variant according to Table 2, the coating according to Table 2 and the hot-forming variant according to Table 5 or Table 6.
- the yield point, tensile strength and elongation at break A80 are given in the other columns. These values were determined according to DIN EN ISO 6892-1 specimen form 2 (Annex B Tab. Bl) on specimens perpendicular to the rolling direction.
- the determined bending angle has been determined according to the VDA standard 238-100 with a bending axis transverse to the rolling direction.
- the determined bending angle is calculated according to the formula specified in the standard from the stamp path (the determined bending angle (also referred to as maximum bending angle) is the bending angle at which the force in the bending test has its maximum). To the influence of To eliminate sheet thickness on the bending angle, the corrected bending angle was calculated from the determined bending angle according to the formula
- Bending angle corrected bending angle determined ⁇ Sheet thickness where the sheet thickness in mm is to be entered in the formula. This applies to sheet thicknesses greater than 1.0 mm. For sheet thicknesses less than 1.0 mm, the corrected bending angle corresponds to the determined bending angle. Table 7 gives the measured maximum bending angle. To determine the corrected bending angle, these numerical values must therefore be multiplied by the square root of the sheet thickness, which is given in Table 4.
- the mechanical characteristics in Table 7 were determined after a cathodic dip coating was applied to the formed sheet metal part. During this coating process, the shaped sheet metal parts were heated to 170° C. and held at this temperature for 20 minutes. The components are then cooled to room temperature in ambient air.
- Table 8 gives the structural properties of the sheet metal part. The structural proportions are given in area %. All examples according to the invention have a martensite content of more than 90%.
- Table 8 also shows the properties of the fine precipitations in the structure.
- the precipitates are niobium carbonitrides and titanium carbonitrides, both of which contribute to grain refinement.
- the excretions are determined with the help of electron-optical and X-ray images (TEM and EDX) using carbon extraction replicas (known in the technical literature as “carbon extraction replicas”). The carbon pull-out impressions were made on longitudinal sections (20x30mm). The resolution of the measurement la is between 10,000 and 200,000 times. Based on these recordings, the excretions can be divided into coarse and fine excretions. All precipitations with a diameter of less than 30 nm are referred to as fine precipitations. The remaining exudates are referred to as coarse excretions.
- the proportion of fine waste in the total number of waste in the measuring field is determined by simply counting.
- the average diameter of the fine waste is also calculated using computer-aided image analysis.
- the proportion of fine precipitates is more than 90%.
- the mean diameter of the fine precipitates is also less than 11 nm.
- Table 8 also shows the grain diameter of the former austenite grains. For this purpose, the austenite grains would be reconstructed from EBSD measurements using the ARPGE software.
- the software parameters were:
- FIG. 3 shows a corresponding reconstruction of the austenite from test no. 1.
- the mean diameter of the former austenite grains is 7.5 ⁇ m.
- the average grain diameter of the former austenite grains is less than 14 ⁇ m.
- the grain diameter of the former austenite grains was not determined in two tests. The entry in Table 8 is therefore "n.b.” (not determined).
- Table 9 gives the application-related properties of the sheet metal part.
- the area occupied by pores in the alloy layer is specified over a measuring length of 500 ⁇ m. In all examples according to the invention, this area is less than 250 ⁇ m 2 .
- the Nb content in the alloy layer given in Table 9 is an average of the Nb content in this layer.
- the Nb content in the alloy layer decreases slightly towards the surface and is approximately characterized by a linear decrease in the layer.
- Table 9 also shows the proportion of the area occupied by pores with a diameter greater than or equal to 0.1 ⁇ m. In all examples according to the invention, this proportion is less than 10%.
- the total area of the pores and the proportion of pores larger than 0.1 ⁇ m was determined using micrographs using computer-assisted image analysis.
- FIG. 1a shows a micrograph of test 1 with a fine pore structure
- FIG. are clear in FIG. 1b
- the coarser pores can be seen as black spots in the alloy layer.
- FIGS. 2a and 2b The effects of the coarser pores after a corrosion test are shown in FIGS. 2a and 2b.
- FIGS. 2a and 2b show micrographs of the same tests, each after a corrosion test.
- the samples were placed in a corrosive medium and subjected to a current to simulate prolonged electrochemical corrosion.
- An aqueous 5% NaCl solution with a pH of 7 was used as the corrosive medium.
- the current was ImA/cm 2 for a period of 6 hours. It can be clearly seen that in FIG. 2b the layer was almost completely detached, while in FIG. 2a the layer is still well connected to the substrate.
- the examples according to the invention with finer pores thus withstand corrosion much better than the reference examples with the coarser pore structure.
- Table 8 also shows the welding area according to SEP 1220-2.
- the welding range is at least 0.9 and at most 1.6 kA.
- Table 8 also shows the electrochemical potential.
- the electrochemical potential is determined according to the DIN standard "DIN 50918 (2018.09) ("resting potential measurement on homogeneous mixed electrodes"). The specified absolute value is to be understood as a reference to the standard hydrogen electrode. An aqueous 5% NaCl solution with a pH value of 7, which represents typical corrosion conditions in the automotive sector, is used as the corrosive medium in the measurement. It can be clearly seen that all samples have an electrochemical potential that is greater than -0.50V.
- Flat steel product for hot forming comprising a steel substrate made of steel which, in addition to iron and unavoidable impurities (in % by weight), consists of
- Mn 0.4-3.0%
- Al 0.06-1.0%
- Nb 0.001-0.2%
- Ti 0.001-0.10%
- the alloy layer consists of 35-60% by weight Fe, optional further components, the total content of which is limited to a maximum of 5.0% by weight, and the remainder aluminum and/ or the Al base layer of 1.0-15 wt% Si, optionally 2-4 wt% Fe, optionally up to 5.0 wt% alkali or alkaline earth metals, optionally up to 10% Zn and optional other components, the total content of which is limited to a maximum of 2.0% by weight, and the remainder is aluminum.
- Flat steel product according to one of sentences 1-6 characterized in that the flat steel product has a continuous yield point (Rp0.2) or a yield point with a difference (ARe) between the upper yield point value (ReH) and the lower yield point value (ReL) of at most 45 MPa and/or the flat steel product has a uniform elongation Ag of at least 10% and/or the flat steel product has an elongation at break A80 of at least 15%, preferably at least 20%.
- a method for producing a flat steel product for hot forming with an anti-corrosion coating comprising the following work steps: a) providing a slab or a thin slab made of steel which, in addition to iron and unavoidable impurities (in % by weight), consists of C: 0.06 - 0.5%,
- Mn 0.4-3.0%
- Al 0.06-1.0%
- Nb 0.001-0.2%
- Ti 0.001-0.10%
- B 0.0005-0.01%
- W: 0.001 -1.0% passes b) through heating of the slab or thin slab at a temperature (TI) of 1100 - 1400 °C; c) optional pre-rolling of the through-heated slab or thin slab into an intermediate product with an intermediate product temperature (T2) of 1000 - 1200 °C; d) hot-rolling into a hot-rolled steel flat product, the finish rolling temperature (T3) being 750 - 1000 °C; e) optional coiling of the hot-rolled steel flat product, the coiling temperature (T4) being at most 700 °C; f) descaling the hot-rolled flat steel product; g) optional cold rolling of the flat steel product, the degree of cold rolling being at least 30%; h) annealing of the steel flat product at an annealing temperature (T5) of 650 - 900 °C; i) cooling the flat steel product to an immersion temperature (T6) which is 650-800° C., preferably 670-800° C.; j) coating the flat steel
- Mn 0.4 - 3.0%
- Al 0.06 - 1.0%
- Nb 0.001 - 0.2%
- Ti 0.001 - 0.10%
- Sheet metal part according to one of sentences 11-12, characterized in that the steel substrate of the sheet metal part has a structure with at least partially more than 80% martensite and/or lower bainite, preferably more at least partially more than 90% martensite and/or lower bainite, and wherein the former austenite grains of the martensite preferably have an average grain diameter of less than 14 ⁇ m, in particular less than 12 ⁇ m, preferably less than 10 ⁇ m.
- Sheet metal part according to one of clauses 11-13, characterized in that the sheet metal part at least partially has a yield point of at least 950 MPa, in particular at least 1100 MPa, preferably at least 1300 MPa, in particular at least 1500 MPa and/or the sheet metal part at least partially has a tensile strength of at least 1000 MPa, in particular at least 1100 MPa, preferably at least 1300 MPa, in particular at least 1800 MPa and/or the sheet metal part at least partially has an elongation at break A80 of at least 4%, preferably at least 5%, particularly preferably at least 6% and/or the shaped sheet metal part at least partially has a bending angle of at least 30°, in particular at least 40°, preferably at least 50°.
- Sheet metal part according to one of sentences 11-14 characterized in that the sheet metal part has fine precipitations in the structure, in particular in the form of niobium carbonitrides and/or titanium carbonitrides.
- Sheet metal part according to one of sentences 11-15 characterized in that the electrochemical potential of the surface of the sheet metal part is at least -0.50 V in a corrosive medium.
- Sheet metal part according to one of sentences 11-16 characterized in that the anti-corrosion coating is an aluminum-based anti-corrosion coating and comprises an alloy layer and an Al base layer, and in the cross-section of the alloy layer over a measuring length of 500 ⁇ m the surface occupied by pores in the Alloy layer is less than 250 pm 2 and in particular the proportion of the surface occupied by pores with a diameter greater than or equal to 0.1 pm is less than 10%.
- the anti-corrosion coating is an aluminum-based anti-corrosion coating and comprises an alloy layer and an Al base layer, and in the cross-section of the alloy layer over a measuring length of 500 ⁇ m the surface occupied by pores in the Alloy layer is less than 250 pm 2 and in particular the proportion of the surface occupied by pores with a diameter greater than or equal to 0.1 pm is less than 10%.
- Sheet metal part according to one of sentences 11-17 characterized in that the welding area is at least 0.9 kA.
- Sheet metal part according to one of sentences 11-18 characterized in that the Nb content in the alloy layer is greater than 0.010% by weight, preferably greater than 0.015% by weight, in particular greater than 0.018% by weight.
- a method for producing a shaped sheet metal part comprising the following
- step c) Heating the sheet metal blank in such a way that the AC3 temperature of the blank is at least partially exceeded and the temperature T Einig of the blank when it is placed in a forming tool provided for hot-press forming (step c)) at least partially has a temperature above Ms+100°C where Ms denotes the martensite start temperature.
Abstract
The invention relates to a flat steel product for hot working, a worked steel sheet part, a process for manufacturing the flat steel product and a process for manufacturing the worked steel sheet product, the flat steel product and the steel sheet part having improved properties in particular in combination with an aluminum-based anticorrosive coating.
Description
Stahl mit verbesserten Verarbeitungseigenschaften zur Umformung bei erhöhten Temperaturen Steel with improved processing properties for forming at elevated temperatures
Die Erfindung betrifft ein Stahlflachprodukt für die Warmumformung sowie ein Verfahren zur Herstellung eines solchen Stahlflachproduktes. Weiterhin betrifft die Erfindung ein Blechformteil mit verbesserten Eigenschaften und ein Verfahren zur Herstellung eines solchen Blechformteils aus einem Stahlflachprodukt. The invention relates to a flat steel product for hot forming and a method for producing such a flat steel product. Furthermore, the invention relates to a shaped sheet metal part with improved properties and a method for producing such a shaped sheet metal part from a flat steel product.
Wenn nachfolgend von einem „Stahlflachprodukt“ oder auch von einem „Blechprodukt“ die Rede ist, so sind damit Walzprodukte wie Stahlbänder oder -bleche gemeint, aus denen für die Herstellung von beispielsweise Karosseriebauteilen „Blechzuschnitte“ (auch Platinen genannt) abgeteilt werden. „Blechformteile“ oder „Blechbauteile“ der erfindungsgemäßen Art sind aus derartigen Blechzuschnitten hergestellt, wobei hier die Begriffe „Blechformteil“ und „Blechbauteil“ synonym verwendet werden. Whenever a "flat steel product" or a "sheet metal product" is mentioned below, this means rolled products such as steel strips or sheets, from which "sheet metal blanks" (also called blanks) are separated for the manufacture of body components, for example. “Shaped sheet metal parts” or “sheet metal components” of the type according to the invention are made from sheet metal blanks of this type, the terms “shaped sheet metal part” and “sheet metal component” being used synonymously here.
Alle Angaben zu Gehalten der in der vorliegenden Anmeldung angegebenen Stahlzusammensetzungen sind auf das Gewicht bezogen, sofern nicht ausdrücklich anders erwähnt. Alle nicht näher bestimmten, im Zusammenhang mit einer Stahllegierung stehenden "%- Angaben" sind daher als Angaben in "Gew.-%" zu verstehen. Mit Ausnahme der auf das Volumen (Angabe in "Vol.-%") bezogenen Angaben zum Restaustenit-Gehalt des Gefüges eines erfindungsgemäßen Blechformteils beziehen sich Angaben zu den Gehalten der verschiedenen Gefügebestandteile jeweils auf die Fläche eines Schliffs einer Probe des jeweiligen Erzeugnisses (Angabe in Flächenprozent "Flächen-%“), soweit nicht ausdrücklich anders angegeben. In diesem T ext gemachte Angaben zu den Gehalten der Bestandteile einer Atmosphäre beziehen sich auf das Volumen (Angabe in „Vol.-%“). All information on contents of the steel compositions given in the present application are based on the weight, unless expressly stated otherwise. All "% figures" in connection with a steel alloy that are not specified in more detail are therefore to be understood as figures in "% by weight". With the exception of the information on the volume (in "% by volume") related to the retained austenite content of the structure of a sheet metal part according to the invention, information on the contents of the various structural components relate to the area of a section of a sample of the respective product (indication in Percentage by area "area-%"), unless expressly stated otherwise. Information given in this text on the contents of the components of an atmosphere refers to the volume (specified in "% by volume").
Mechanische Eigenschaften, wie Zugfestigkeit, Streckgrenze, Dehnung, die hier berichtet werden, sind im Zugversuch gemäß DIN-EN ISO 6982-1, Probenform 2 (Anhang B Tab. Bl) (Stand 2020-06) ermittelt worden, soweit nicht ausdrücklich anders angegeben. Der Biegewinkel wird gemäß der VDA-Norm 238-100 für das Kraftmaximum ermittelt. Mechanical properties, such as tensile strength, yield point, elongation, which are reported here, have been determined in the tensile test according to DIN-EN ISO 6982-1, specimen form 2 (Annex B Tab. Bl) (status 2020-06), unless expressly stated otherwise . The bending angle is determined according to the VDA standard 238-100 for the maximum force.
Das Gefüge wurde an Längsschliffen bestimmt, die einer Ätzung mit 3% Nital (alkoholische Salpetersäure) unterzogen worden sind. Der Anteil an Restaustenit wurde röntgendiffraktometrisch bestimmt.
Aus der WO 2019/223854 Al sind ein Blechformteil und ein Verfahren zum Herstellen eines solchen Blechformteils bekannt, das eine Zugfestigkeit von mindestens 1000 MPa besitzt. Das Blechformteil besteht dabei aus einem Stahl, der neben Eisen und unvermeidbaren Verunreinigungen aus (in Gew.-%) 0,10 - 0,30 % C, 0,5 - 2,0 % Si, 0,5 — 2,4 % Mn, 0,01 - 0,2% AI, 0,005 - 1,5 % Cr, 0,01 - 0,1% P und gegebenenfalls weiteren optionalen Elementen, insbesondere 0,005 - 0,1% Nb, zusammengesetzt ist. Zudem umfasst das Blechbauteil einen Korrosionsschutzüberzug, der Aluminium enthält. The structure was determined on longitudinal sections that had been etched with 3% Nital (alcoholic nitric acid). The proportion of retained austenite was determined by X-ray diffractometry. WO 2019/223854 A1 discloses a shaped sheet metal part and a method for producing such a shaped sheet metal part which has a tensile strength of at least 1000 MPa. The shaped sheet metal part consists of a steel which, in addition to iron and unavoidable impurities, contains (in % by weight) 0.10 - 0.30% C, 0.5 - 2.0% Si, 0.5 - 2.4% Mn, 0.01 - 0.2% Al, 0.005 - 1.5% Cr, 0.01 - 0.1% P and optionally further optional elements, in particular 0.005 - 0.1% Nb. In addition, the sheet metal component includes an anti-corrosion coating that contains aluminum.
Aus der EP 2 553 133 Bl ist ebenfalls ein Blechformteil und ein Verfahren zum Herstellen eines solchen Blechformteils bekannt. A shaped sheet metal part and a method for producing such a shaped sheet metal part are also known from EP 2 553 133 B1.
Vor dem Hintergrund des Standes der Technik bestand die Aufgabe ein Stahlflachprodukt für die Warmumformung so weiterzuentwickeln, dass in Verbindung mit einem Korrosionsschutzüberzug auf Aluminium-Basis verbesserte Verarbeitungseigenschaften des warmumgeformten Blechformteils erreicht werden. Darüber hinaus sollte ein Verfahren angegeben werden, mit dem sich derartige Blechformteile praxisgerecht herstellen lassen. Against the background of the prior art, the task was to further develop a flat steel product for hot forming in such a way that, in conjunction with an aluminum-based anti-corrosion coating, improved processing properties of the hot-formed sheet metal part can be achieved. In addition, a method should be specified with which such shaped sheet metal parts can be produced in a practice-oriented manner.
Die Erfindung löst diese Aufgabe durch ein Stahlflachprodukt für die Warmumformung umfassend ein Stahlsubstrat aus Stahl, der neben Eisen und unvermeidbaren Verunreinigungen (in Gew.-%) aus The invention achieves this object by means of a flat steel product for hot forming, comprising a steel substrate made of steel which, in addition to iron and unavoidable impurities (in % by weight),
C: 0,06 - 0,5 %, C: 0.06 - 0.5%,
Si: 0,05 - 0,6 %, Si: 0.05 - 0.6%,
Mn: 0,4 - 3,0 %, Mn: 0.4 - 3.0%,
AI: 0,06 - 1,0 %, AI: 0.06 - 1.0%,
Nb: 0,001 - 0,2 %, Nb: 0.001 - 0.2%,
Ti: 0,001 - 0,10 % Ti: 0.001 - 0.10%
B: 0,0005 - 0,01 % B: 0.0005 - 0.01%
P: < 0,03 %, P: <0.03%,
S: < 0,02 %, S: <0.02%,
N: < 0,02 %, N: <0.02%,
Sn: < 0,03 % Sn: <0.03%
As: < 0,01 %
sowie optional einem oder mehreren der Elemente „Cr, Cu, Mo, Ni, V, Ca, W“ in folgenden Gehalten As: <0.01% and optionally one or more of the elements "Cr, Cu, Mo, Ni, V, Ca, W" in the following contents
Cr: 0,01 - 1,0 %, Cr: 0.01 - 1.0%,
Cu: 0,01 - 0,2 %, Cu: 0.01 - 0.2%,
Mo: 0,002 - 0,3 %, Mon: 0.002 - 0.3%,
Ni: 0,01 - 0,5 %, Ni: 0.01 - 0.5%,
V: 0,001 - 0,3 %, V: 0.001 - 0.3%,
Ca: 0,0005 - 0,005 %, Approx: 0.0005 - 0.005%,
W: 0,001 -1,00 % besteht. W: 0.001 -1.00% passes.
Gegenüber bekannten Stahlflachprodukten weist das Stahlsubstrat des erfindungsgemäßen Stahlflachproduktes einen Aluminium-Gehalt auf, der mindestens 0,06 Gew.-%, bevorzugt mindestens 0,07 Gew.-%, insbesondere mindestens 0,08 Gew.-% beträgt. Bevorzugt beträgt der Aluminium-Gehalt mindestens 0,10 Gew.-%, besonders bevorzugt mindestens 0,11 Gew.-%, insbesondere mindestens 0,12 Gew.-%, bevorzugt mindestens 0,140 Gew.-%, insbesondere mindestens 0,15 Gew.-%, bevorzugt mindestens 0,16 Gew.-% beträgt. Der maximale Aluminium- Gehalt beträgt 1,0 Gew.-%, insbesondere maximal 0,8 Gew.-% beträgt. Compared to known flat steel products, the steel substrate of the flat steel product according to the invention has an aluminum content of at least 0.06% by weight, preferably at least 0.07% by weight, in particular at least 0.08% by weight. The aluminum content is preferably at least 0.10% by weight, particularly preferably at least 0.11% by weight, in particular at least 0.12% by weight, preferably at least 0.140% by weight, in particular at least 0.15% by weight %, preferably at least 0.16% by weight. The maximum aluminum content is 1.0% by weight, in particular a maximum of 0.8% by weight.
Bei einer ersten weitergebildeten Variante beträgt der Aluminium-Gehalt mindestens 0,07 Gew.-%, insbesondere mindestens 0,08 Gew.-%, bevorzugt mindestens 0,10 Gew.-%, besonders bevorzugt mindestens 0,11 Gew.-%, insbesondere mindestens 0,12 Gew.-%, bevorzugt mindestens 0,140 Gew.-%, insbesondere mindestens 0,15 Gew.-%, bevorzugt mindestens 0,16 Gew.-%. Der maximale Aluminium-Gehalt beträgt bei dieser Variante maximal 0,50 Gew.-%, insbesondere maximal 0,35 Gew.-%, bevorzugt maximal 0,25 Gew.-%, insbesondere maximal 0,24 Gew.-%. In a first further developed variant, the aluminum content is at least 0.07% by weight, in particular at least 0.08% by weight, preferably at least 0.10% by weight, particularly preferably at least 0.11% by weight. in particular at least 0.12% by weight, preferably at least 0.140% by weight, in particular at least 0.15% by weight, preferably at least 0.16% by weight. The maximum aluminum content in this variant is at most 0.50% by weight, in particular at most 0.35% by weight, preferably at most 0.25% by weight, in particular at most 0.24% by weight.
Bei einer zweiten weitergebildeten Variante beträgt der Aluminium-Gehalt mindestens 0,50 Gew.-%, bevorzugt mindestens 0,60 Gew.-%, bevorzugt mindestens 0,70 Gew.-%. Der maximale Aluminium-Gehalt beträgt bei dieser Variante maximal 1,0 Gew.-%, insbesondere maximal 0,9 Gew.-%, bevorzugt maximal 0,80 Gew.-%.
Aluminium („AI“) wird bei der Erzeugung von Stahl bekanntermaßen als Desoxidationsmittel hinzugegeben. Zur sicheren Abbindung des in der Stahlschmelze enthaltenen Sauerstoffs werden mindestens 0,01 Gew.-% AI benötigt. AI kann darüber hinaus zusätzlich zur Abbindung von unerwünschten, jedoch herstellungsbedingt unvermeidbaren Gehalten an N verwendet werden. Vergleichsweise hohe Aluminium-Gehalte wurden bislang vermieden, da sich mit dem Aluminium- Gehalt auch die Ac3-Temperatur nach oben verschiebt. Dies wirkt sich negativ auf die für die Warmumformung wichtige Austenitisierung aus. Es hat sich jedoch gezeigt, dass erhöhte Aluminium-Gehalte überraschenderweise zu positiven Effekten führen in Verbindung mit einem Korrosionsschutzüberzug auf Aluminium-Basis. In a second further developed variant, the aluminum content is at least 0.50% by weight, preferably at least 0.60% by weight, preferably at least 0.70% by weight. In this variant, the maximum aluminum content is at most 1.0% by weight, in particular at most 0.9% by weight, preferably at most 0.80% by weight. Aluminum ("AI") is known to be added as a deoxidizing agent during the production of steel. At least 0.01% by weight of Al is required to reliably bind the oxygen contained in the molten steel. In addition, Al can also be used to bind undesired but production-related unavoidable N contents. Comparatively high aluminum contents have so far been avoided because the Ac3 temperature also shifts upwards with the aluminum content. This has a negative effect on austenitization, which is important for hot forming. However, it has been shown that increased aluminum contents surprisingly lead to positive effects in connection with an aluminum-based anti-corrosion coating.
Beim Beschichten des Stahlflachproduktes mit einem Korrosionsschutzüberzug auf Aluminium- Basis und beim nachfolgenden Warmumformen von hiervon abgeteilten Blechzuschnitten zu Blechformteilen kommt es zu einer Diffusion von Eisen aus dem Stahlsubstrat in den flüssigen Korrosionsschutzüberzug. In der Interdiffusionszone werden dabei Eisen-Aluminidverbindungen mit höherer Dichte über eine mehrstufige Phasentransformation (Fe2AI5^Fe2AI^FeAI^Fe3AI) gebildet. Die Ausbildung von solchen dichteren Phasen ist mit einem höheren Aluminiumverbrauch als bei weniger dichten Phasen verbunden. Dieser lokal höhere Aluminiumverbrauch führt zur Entstehung von Poren (Leerstellen) in der erhaltenen Phase. Bevorzugt bilden sich diese Poren im Übergangsbereich zwischen Stahlsubstrat und Korrosionsschutzüberzug, wo der Anteil des zur Verfügung stehenden Aluminiums stark durch den Aluminium-Gehalt des Stahlsubstrates geprägt ist. Es kann insbesondere zu einer Ansammlung von Poren in Form eines Bandes im Übergangsbereich kommen. When the flat steel product is coated with an aluminum-based anti-corrosion coating and during the subsequent hot forming of sheet metal blanks separated from it into shaped sheet metal parts, iron diffuses from the steel substrate into the liquid anti-corrosion coating. In the interdiffusion zone, iron-aluminide compounds with a higher density are formed via a multi-stage phase transformation (Fe2Al5^Fe2AI^FeAl^Fe3AI). The formation of such dense phases is associated with higher aluminum consumption than in less dense phases. This locally higher aluminum consumption leads to the formation of pores (voids) in the phase obtained. These pores preferably form in the transition area between the steel substrate and the anti-corrosion coating, where the proportion of available aluminum is strongly influenced by the aluminum content of the steel substrate. In particular, there can be an accumulation of pores in the form of a band in the transition area.
Solche Poren und insbesondere ein Band von Poren verursachen vielfältige Probleme: Such pores, and in particular a band of pores, cause a variety of problems:
- Durch die Poren ist die mechanische Integrität in diesem Bereich reduziert. Es kann schneller zu Schichtablösung bei korrosiver Beanspruchung kommen. - Due to the pores, the mechanical integrity in this area is reduced. Layer detachment can occur more quickly under corrosive stress.
Zudem reduziert sich die übertragbare Kraft an der Verbindungsstelle zweier Bauteile nach Verkleben oder Verschweißen. In addition, the transmittable force at the connection point between two components is reduced after gluing or welding.
- Die Poren führen zu veränderten Strombahnen im Material beim Widerstandpunktschweißen, die die Schweißeignung negativ beeinflussen und so den Schweißbereich reduzieren. - The pores lead to changed current paths in the material during resistance spot welding, which have a negative effect on the suitability for welding and thus reduce the welding area.
- Bereits die Poren selbst erleichtern die Risseinleitung und Rissausbreitung beim statischen und dynamischen Biegen.
Überraschenderweise hat sich gezeigt, dass durch die Erhöhung des Aluminium-Gehaltes („AI“) im Stahlsubstrat auf die beschriebenen Untergrenzen und darüber hinaus eine deutliche Reduzierung der Porenbildung bei der Beschichtung mit einem Korrosionsschutzüberzug auf Aluminium-Basis und der nachfolgenden Warmumformung erreicht werden kann. Insbesondere im Übergangsbereich zwischen Stahlsubstrat und Korrosionsschutzüberzug kann der lokal höhere Aluminiumverbrauch bei der Bildung dichterer Eisen-Aluminidverbindungen zumindest teilweise durch den Aluminium-Gehalt des Stahlsubstrates kompensiert werden, so dass die Bildung von Poren, insbesondere eines Bandes aus Poren, unterdrückt wird. - The pores themselves facilitate crack initiation and crack propagation during static and dynamic bending. Surprisingly, it has been shown that by increasing the aluminum content ("AI") in the steel substrate to the lower limits described and beyond, a significant reduction in pore formation during coating with an aluminum-based anti-corrosion coating and the subsequent hot forming can be achieved. Especially in the transition area between steel substrate and anti-corrosion coating, the locally higher aluminum consumption in the formation of denser iron-aluminide compounds can be at least partially compensated by the aluminum content of the steel substrate, so that the formation of pores, in particular a band of pores, is suppressed.
Bei einem zu hohen Al-Gehalt, insbesondere bei Gehalten von mehr als 1,0 Gew-% AI, besteht die Gefahr, dass sich an der Oberfläche eines aus erfindungsgemäß legiertem Stahlwerkstoff gefertigten Produkts Al-Oxide bilden, die das Benetzungsverhalten beim Schmelztauchbeschichten verschlechtern würden. Zudem wird bei höheren Al-Gehalten die Bildung von nichtmetallischen Al- basierten Einschlüssen begünstigt, die als grobe Einschlüsse das Crashverhalten negativ beeinflussen. Daher wird der Al-Gehalt bevorzugt unterhalb der bereits genannten Obergrenzen gewählt. If the Al content is too high, in particular if the Al content is more than 1.0% by weight, there is a risk of Al oxides forming on the surface of a product made from steel material alloyed according to the invention, which would impair the wetting behavior during hot-dip coating . In addition, higher Al contents promote the formation of non-metallic Al-based inclusions, which, as coarse inclusions, have a negative impact on crash behavior. The Al content is therefore preferably selected below the upper limits already mentioned.
Unterstützt wird dabei insbesondere das Biegeverhalten des Blechbauteils durch den erfindungsgemäßen Niob-Gehalt („Nb“) von mindestens 0,001 Gew.-%. Bevorzugt beträgt der Nb- Gehalt mindestens 0,005 Gew.-%, insbesondere mindestens 0,010 Gew.-%, bevorzugt mindestens 0,015 Gew.-%, besonders bevorzugt mindestens 0,020 Gew.-%, insbesondere mindestens 0,024 Gew.-%, bevorzugt mindestens 0,025 Gew.-%. In particular, the bending behavior of the sheet metal component is supported by the niobium content (“Nb”) according to the invention of at least 0.001% by weight. The Nb content is preferably at least 0.005% by weight, in particular at least 0.010% by weight, preferably at least 0.015% by weight, particularly preferably at least 0.020% by weight, in particular at least 0.024% by weight, preferably at least 0.025% by weight %.
Der angegebene Nb-Gehalt führt insbesondere bei dem nachfolgend beschriebenen Verfahren zum Herstellen eines Stahlflachprodukts für die Warmumformung mit einem Korrosionsschutzüberzug zu einer Verteilung von Niobkarbonitriden, die beim anschließenden Warmumformen zu einem besonders feinen Härtungsgefüge führt. Während des Abkühlens nach dem Schmelztauchbeschichten wird das beschichtete Stahlflachprodukt für eine gewisse Zeit in einem Temperaturbereich von 400 °C und 300 °C gehalten. In diesem Temperaturbereich besteht noch eine gewisse Diffusionsgeschwindigkeit von Kohlenstoff („C“) im Stahlsubstrat, während die thermodynamische Löslichkeit sehr gering ist. Somit diffundiert Kohlenstoff zu Gitterstörungen und sammelt sich dort. Gitterstörungen werden insbesondere durch gelöste Niob-Atome verursacht, die durch ihr deutlich höheres Atomvolumen das Atomgitter aufweiten und somit die Tetraeder- und Oktaederlücken im Atomgitter vergrößern, so dass die lokale Löslichkeit von C erhöht ist. Folglich ergeben sich Cluster von Kohlenstoff und Niob im Stahlsubstrat, welche sich dann im nachfolgenden Austenitisierungs-
schritt der Warmumfomung zu sehr feinen Ausscheidungen umwandeln und als zusätzliche Austenitkeime wirken. Daher ergibt sich ein verfeinertes Austenitgefüge mit kleineren Austenitkörnern und damit auch ein verfeinertes Härtungsgefüge. The specified Nb content leads to a distribution of niobium carbonitrides, particularly in the method described below for producing a flat steel product for hot forming with an anti-corrosion coating, which leads to a particularly fine hardened structure during subsequent hot forming. During cooling after hot dip coating, the coated steel flat product is kept in a temperature range of 400°C and 300°C for a certain time. In this temperature range there is still a certain rate of diffusion of carbon ("C") in the steel substrate, while the thermodynamic solubility is very low. Thus, carbon diffuses to lattice defects and accumulates there. Lattice defects are caused in particular by dissolved niobium atoms, which expand the atomic lattice due to their significantly higher atomic volume and thus enlarge the tetrahedron and octahedron gaps in the atomic lattice, so that the local solubility of C is increased. Consequently, there are clusters of carbon and niobium in the steel substrate, which are then formed in the subsequent austenitizing to very fine precipitates during the hot forming step and act as additional austenite nuclei. This results in a refined austenite structure with smaller austenite grains and thus also a refined hardened structure.
Dies betrifft insbesondere auch die sich in der Warmumformung ausbildende ferritische Interdiffusionsschicht. Das verfeinerte ferritische Gefüge in der Interdiffusionsschicht unterstützt die Reduzierung der Risseinleitungstendenzen unter Biegebelastungen. This applies in particular to the ferritic interdiffusion layer that forms during hot forming. The refined ferritic structure in the interdiffusion layer supports the reduction of crack initiation tendencies under bending loads.
Der höhere Nb-Gehalt hat noch einen weiteren Vorteil. Überraschenderweise hat sich gezeigt, dass der höhere Nb-Gehalt im Stahlsubstrat zu einer Verschiebung des elektrochemischen Potentials beim endgültigen Blechformteil hin zu einem positiveren (d.h. edleren) Potential führt. Als ein guter Indikator für die Verschiebung des elektrochemischen Potentials hat sich hier der Nb-Gehalt in der Interdiffusionsschicht erwiesen. Wenn der Nb-Gehalt in der Interdiffusionsschicht mindestens 0,010 % beträgt, ist das Potential etwa 100-150 mV höher als bei einem Vergleichssubstrat mit niedrigerem Nb-Gehalt. Das so beschaffene Blechformteil hat daher eine höhere Korrosionsbeständigkeit. The higher Nb content has another advantage. Surprisingly, it has been shown that the higher Nb content in the steel substrate leads to a shift in the electrochemical potential in the final sheet metal part towards a more positive (i.e. nobler) potential. The Nb content in the interdiffusion layer has proven to be a good indicator for the shift in the electrochemical potential. When the Nb content in the interdiffusion layer is at least 0.010%, the potential is about 100-150 mV higher than that of a comparative substrate with a lower Nb content. The shaped sheet metal part made in this way therefore has a higher resistance to corrosion.
Ein zu hoher Nb-Gehalt führt allerdings zu einer verschlechterten Rekristallisierbarkeit. Daher beträgt der Nb-Gehalt maximal 0,2 Gew.-%. Weiterhin bevorzugt beträgt der Nb-Gehalt maximal 0,20 Gew.-%, insbesondere maximal 0,15 Gew.-%, bevorzugt maximal 0,10 Gew.-%, insbesondere maximal 0,05 Gew.-%. However, if the Nb content is too high, the recrystallizability is impaired. Therefore, the Nb content is 0.2% by weight at maximum. Furthermore, the Nb content is preferably at most 0.20% by weight, in particular at most 0.15% by weight, preferably at most 0.10% by weight, in particular at most 0.05% by weight.
Aluminium und Niob haben beide einen Einfluss auf die Kornfeinung bei der Austenitisierung im Warmumformprozess. Es hat sich herausgestellt, dass Aluminium neben Niob insbesondere das Kornwachstum bei erhöhten Temperaturen im Austenit (beispielsweise bei über 1200 °C) über eine verhältnismäßig frühe, d.h. bei relativ hohen Temperaturen stattfindende, Bildung von AIN verfeinert. Die Bildung von AIN ist gegenüber der Bildung von NbN bzw. NbC thermodynamisch begünstigt. Die Ausscheidung von AIN wirkt hier kornfeinend im Austenit und somit zähigkeitsverbessernd. Steigende Al/Nb-Verhältnisse verbessern diesen Effekt. Daher gilt optional für das Verhältnis Al/Nb aus Al-Gehalt zu Nb-Gehalt: Aluminum and niobium both have an impact on grain refinement during austenitization in the hot forming process. It has been found that, in addition to niobium, aluminum in particular refines grain growth at elevated temperatures in austenite (e.g. at over 1200 °C) through relatively early formation of AlN, i.e. at relatively high temperatures. The formation of AlN is thermodynamically favored over the formation of NbN or NbC. The precipitation of AlN has a grain-refining effect in the austenite and thus improves toughness. Increasing Al/Nb ratios improve this effect. Therefore, the following optionally applies to the Al/Nb ratio from the Al content to the Nb content:
1 < Al/Nb bevorzugt ist das Verhältnis Al/Nb > 2, insbesondere > 3. Gleichzeitig führt ein zu großes Verhältnis von Al/Nb dazu, dass die AIN-Bildung nicht mehr so vorteilhaft fein erfolgt, sondern zunehmend gröbere AI N-Partikel auftreten, was den Kornfeinungseffekt wieder schmälert. Es hat sich gezeigt, dass dieser Effekt bei niedrigen Mangan-Gehalten früher auftritt als bei höheren
Mangan-Gehalten, da mit steigendem Mangan-Gehalt die AC3-Temperatur abnimmt. Daher ist es vorteilhaft, optional bei niedrigen Mangan-Gehalten von < 1,6 Gew.-% ein Verhältnis von Al/Nb
1<Al/Nb, the Al/Nb ratio >2, in particular >3, is preferred. At the same time, if the Al/Nb ratio is too high, AlN formation is no longer as advantageously fine, but rather increasingly coarser AlN particles occur, which reduces the grain refinement effect again. It has been shown that this effect occurs earlier with low manganese contents than with higher ones Manganese content, since the AC3 temperature decreases with increasing manganese content. It is therefore advantageous, optionally with low manganese contents of <1.6% by weight, to have a ratio of Al/Nb
einzustellen, für das gilt: set, for which applies:
Al/Nb < 20.0, was etwa einem atomaren Verhältnis beider Elemente < 6 entspricht. Bevorzugt ist für Mn < 1,6 Gew. -% das Verhältnis Al/Nb < 18.0, insbesondere < 16.0, bevorzugt < 14.0, besonders bevorzugt < 12.0, insbesondere < 10.0, bevorzugt < 9.0, insbesondere < 8.0, bevorzugt < 7.0. Al/Nb < 20.0, which roughly corresponds to an atomic ratio of both elements < 6. For Mn<1.6% by weight, the Al/Nb ratio is preferably <18.0, in particular <16.0, preferably <14.0, particularly preferably <12.0, in particular <10.0, preferably <9.0, in particular <8.0, preferably <7.0.
Bei höheren Mangan-Gehalten von Mn > 1,7 Gew.-% sind dagegen auch höhere Verhältnisse möglich. Daher ist es vorteilhaft, optional bei höheren Mangan-Gehalten von 1,7 Gew.-% oder mehr ein Verhältnis von Al/Nb einzustellen, für das gilt: With higher manganese contents of Mn > 1.7% by weight, on the other hand, higher ratios are also possible. It is therefore advantageous, optionally with higher manganese contents of 1.7% by weight or more, to set an Al/Nb ratio for which the following applies:
Al/Nb < 30.0, Al/Nb < 30.0,
Bevorzugt ist für Mn > 1,7 Gew.-% das Verhältnis Al/Nb < 28.0, insbesondere < 26.0, bevorzugt < 24.0, besonders bevorzugt < 22.0, bevorzugt < 20.0, insbesondere < 18.0, insbesondere < 16.0, bevorzugt < 14.0, besonders bevorzugt < 12.0, insbesondere < 10.0, bevorzugt < 9.0, insbesondere < 8.0, bevorzugt < 7.0. For Mn>1.7% by weight, the Al/Nb ratio is preferably <28.0, in particular <26.0, preferably <24.0, particularly preferably <22.0, preferably <20.0, in particular <18.0, in particular <16.0, preferably <14.0, particularly preferably <12.0, in particular <10.0, preferably <9.0, in particular <8.0, preferably <7.0.
Unabhängig vom Mangan-Gehalt ist es also optional bevorzugt ein Verhältnis von Al/Nb einzustellen, für das gilt: Regardless of the manganese content, it is therefore optionally preferable to set a ratio of Al/Nb for which the following applies:
Al/Nb < 20.0, Al/Nb < 20.0,
Bevorzugt ist das Verhältnis Al/Nb < 18.0, insbesondere < 16.0, bevorzugt < 14.0, besonders bevorzugt < 12.0, insbesondere < 10.0, bevorzugt < 9.0, insbesondere < 8.0, bevorzugt < 7.0. The Al/Nb ratio is preferably <18.0, in particular <16.0, preferably <14.0, particularly preferably <12.0, in particular <10.0, preferably <9.0, in particular <8.0, preferably <7.0.
Kohlenstoff („C“) ist im Stahlsubstrat des Stahlflachproduktes in Gehalten von 0,06 - 0,5 Gew.-% enthalten. Derart eingestellte C-Gehalte tragen zur Härtbarkeit des Stahls bei, indem sie die Ferrit- und Bainitbildung verzögern sowie den Restaustenit im Gefüge stabilisieren. Ein C-Gehalt von mindestens 0,06 Gew.-% ist erforderlich, um eine ausreichende Härtbarkeit und eine damit einhergehende hohe Festigkeit zu erzielen. Carbon ("C") is contained in the steel substrate of the steel flat product in amounts of 0.06 - 0.5% by weight. C contents set in this way contribute to the hardenability of the steel by delaying the formation of ferrite and bainite and stabilizing the retained austenite in the structure. A C content of at least 0.06% by weight is required in order to achieve adequate hardenability and the associated high strength.
Durch hohe C-Gehalte kann allerdings die Schweißbarkeit negativ beeinflusst werden. Um die Schweißbarkeit zu verbessern, kann der C-Gehalt auf 0,5 Gew.-%, bevorzugt auf höchstens 0,5 Gew.-%, insbesondere auf höchstens 0,45 Gew.-%, bevorzugt auf 0,42 Gew.-%, besonders bevorzugt 0,40 Gew.-%, bevorzugt maximal 0,38 Gew.-%, insbesondere maximal 0,35 Gew.-% eingestellt werden.
Um die positiven Effekte der Anwesenheit von Kohlenstoff besonders sicher nutzen zu können, können C-Gehalte von mindestens 0,10 Gew.-%, bevorzugt 0,11 Gew.-%, insbesondere mindestens 0,13 Gew.-%, bevorzugt mindestens 0,15 Gew.-% vorgesehen werden. Bei diesen Gehalten lassen sich unter Beachtung der weiteren Maßgaben der Erfindung Zugfestigkeiten des Blechformteils von mindestens 1000 MPa, insbesondere mindestens 1100 MPa nach Warmpressformen sicher erreichen. However, the weldability can be adversely affected by high C contents. In order to improve the weldability, the C content can be reduced to 0.5% by weight, preferably to a maximum of 0.5% by weight, in particular to a maximum of 0.45% by weight, preferably to 0.42% by weight. %, particularly preferably 0.40% by weight, preferably at most 0.38% by weight, in particular at most 0.35% by weight. In order to be able to use the positive effects of the presence of carbon in a particularly reliable manner, C contents of at least 0.10% by weight, preferably 0.11% by weight, in particular at least 0.13% by weight, preferably at least 0 .15% by weight can be provided. With these contents, tensile strengths of the sheet metal part of at least 1000 MPa, in particular at least 1100 MPa, can be reliably achieved after hot pressing, taking into account the further provisions of the invention.
Bei einer ersten weitergebildeten Variante beträgt der C-Gehalt mindestens 0,10 Gew.-%, bevorzugt 0,11 Gew.-%, insbesondere mindestens 0,13 Gew.-%, bevorzugt mindestens 0,15 Gew.-% vorgesehen werden. Der maximale C-Gehalt beträgt bei dieser Variante maximal 0,30 Gew.-%, insbesondere maximal 0,25 Gew.-%, bevorzugt maximal 0,25 Gew.-%. Bei diesen maximalen C-Gehalten kann die Schweißbarkeit nochmals deutlich verbessert und zusätzlich ein gutes Verhältnis von Kraftaufnahme und maximalem Biegewinkel im Biegeversuch nach VDA238-100 im pressgehärteten Zustand erreicht werden. In a first further developed variant, the C content is at least 0.10% by weight, preferably 0.11% by weight, in particular at least 0.13% by weight, preferably at least 0.15% by weight. In this variant, the maximum C content is at most 0.30% by weight, in particular at most 0.25% by weight, preferably at most 0.25% by weight. With this maximum C content, the weldability can be significantly improved and a good ratio of force absorption and maximum bending angle in the bending test according to VDA238-100 in the press-hardened state can be achieved.
Bei einer zweiten weitergebildeten Variante beträgt der C-Gehalt mindestens 0,25 Gew.-%, bevorzugt mindestens 0,30 Gew.-%, insbesondere mindestens 0,32 Gew.-%. Der maximale C-Gehalt beträgt bei dieser Variante maximal 0,5 Gew.-%, insbesondere maximal 0,50 Gew.-%, bevorzugt maximal 0,40 Gew.-%, bevorzugt maximal 0,38 Gew.-%, insbesondere maximal 0,35 Gew.-%. In a second further developed variant, the C content is at least 0.25% by weight, preferably at least 0.30% by weight, in particular at least 0.32% by weight. The maximum C content in this variant is at most 0.5% by weight, in particular at most 0.50% by weight, preferably at most 0.40% by weight, preferably at most 0.38% by weight, in particular at most 0.35% by weight.
Bei einer dritten weitergebildeten Variante beträgt der C-Gehalt mindestens 0,30 Gew.-%, bevorzugt mindestens 0,32 Gew.-%, insbesondere mindestens 0,33 Gew.-%, bevorzugt mindestens 0,34 Gew.-%, bevorzugt mindestens 0,35 Gew.-%, insbesondere mindestens 0,40 Gew.-%, bevorzugt maximal 0,44 Gew-%. Der maximale C-Gehalt beträgt bei dieser Variante maximal 0,5 Gew.-%, insbesondere maximal 0,50 Gew.-%, bevorzugt maximal 0,48 Gew.-%. Bei diesen Gehalten lassen sich unter Beachtung der weiteren Maßgaben der Erfindung Zugfestigkeiten des Blechformteils von mindestens 1700 MPa, insbesondere mindestens 1800 MPa nach Warmpressformen sicher erreichen. In a third further developed variant, the C content is at least 0.30% by weight, preferably at least 0.32% by weight, in particular at least 0.33% by weight, preferably at least 0.34% by weight at least 0.35% by weight, in particular at least 0.40% by weight, preferably at most 0.44% by weight. In this variant, the maximum C content is at most 0.5% by weight, in particular at most 0.50% by weight, preferably at most 0.48% by weight. With these contents, tensile strengths of the sheet metal part of at least 1700 MPa, in particular at least 1800 MPa, can be reliably achieved after hot pressing, taking into account the further provisions of the invention.
Silizium („Si“) wird zur weiteren Erhöhung der Härtbarkeit des Stahlflachprodukts sowie der Festigkeit des pressgehärteten Produkts über Mischkristallverfestigung verwendet. Silizium ermöglicht außerdem den Einsatz von Ferro-Silizio-Mangan als Legierungsmittel, was sich begünstigend auf die Produktionskosten auswirkt. Ab einem Si-Gehalt von 0,05 Gew.-% stellt sich bereits ein
Härtungseffekt ein. Ab einem Si-Gehalt von mindestens 0,15 Gew.-%, insbesondere mindestens 0,20 Gew.-% tritt ein signifikanter Anstieg der Festigkeit auf. Si-Gehalte oberhalb von 0,6 Gew.-% wirken sich nachteilig auf das Beschichtungsverhalten aus, insbesondere bei Al-basierten Beschichtungen. Si-Gehalte von höchstens 0,50 Gew.-%, insbesondere höchstens 0,30 Gew.-% werden bevorzugt eingestellt, um die Oberflächengualität des beschichteten Stahlflachprodukts zu verbessern. Silicon ("Si") is used to further increase the hardenability of the steel flat product as well as the strength of the press hardened product via solid solution strengthening. Silicon also enables the use of ferro-silizio-manganese as an alloying agent, which has a beneficial effect on production costs. From an Si content of 0.05% by weight, this is already the case hardening effect on. From an Si content of at least 0.15% by weight, in particular at least 0.20% by weight, there is a significant increase in strength. Si contents above 0.6% by weight have an adverse effect on the coating behavior, particularly in the case of Al-based coatings. Si contents of at most 0.50% by weight, in particular at most 0.30% by weight, are preferably set in order to improve the surface quality of the coated flat steel product.
Mangan („Mn“) wirkt als härtendes Element, indem es die Ferrit- und die Bainitbildung stark verzögert. Bei Mangangehalten kleiner 0,4 Gew.-% werden während des Presshärtens selbst bei sehr schnellen Abkühlgeschwindigkeiten signifikante Anteile von Ferrit und Bainit gebildet, was vermieden werden sollte. Mn-Gehalte von mindestens 0,5 Gew.-%, insbesondere mindestens 0,7 Gew.-%, bevorzugt mindestens 0,8 Gew.-%, insbesondere von mindestens 0,9 Gew.-%, bevorzugt mindestens 1,00 Gew.-%, insbesondere mindestens 1,05 Gew.-%, besonders bevorzugt von mindestens 1,10 Gew.-%, sind vorteilhaft, wenn ein martensitisches Gefüge insbesondere in Bereichen größerer Umformung gewährleistet werden soll. Mn-Gehalte von mehr als 3,0 Gew.-% wirken sich nachteilig auf die Verarbeitungseigenschaften aus, weshalb der Mn- Gehalt erfindungsgemäßer Stahlflachprodukte auf höchstens 3,0 Gew.-%, bevorzugt höchstens 2,5 Gew.-% beschränkt ist. Vor allem die Schweißbarkeit ist stark eingeschränkt, weshalb der Mn- Gehalt bevorzugt auf höchstens 1,6 Gew.-% und insbesondere auf 1,30 Gew.-%, bevorzugt auf 1,20 Gew.-% beschränkt ist. Mn-Gehalte kleiner oder gleich 1,6 Gew.-% werden darüber hinaus auch aus ökonomischen Gründen bevorzugt. Manganese ("Mn") acts as a hardening element by greatly retarding the formation of ferrite and bainite. With manganese contents of less than 0.4% by weight, significant proportions of ferrite and bainite are formed during press hardening, even with very rapid cooling rates, which should be avoided. Mn contents of at least 0.5% by weight, in particular at least 0.7% by weight, preferably at least 0.8% by weight, in particular at least 0.9% by weight, preferably at least 1.00% by weight %, in particular at least 1.05% by weight, particularly preferably at least 1.10% by weight, are advantageous if a martensitic structure is to be ensured, in particular in areas of greater deformation. Mn contents of more than 3.0% by weight have a disadvantageous effect on the processing properties, which is why the Mn content of flat steel products according to the invention is limited to at most 3.0% by weight, preferably at most 2.5% by weight. Above all, the weldability is severely restricted, which is why the Mn content is preferably limited to at most 1.6% by weight and in particular to 1.30% by weight, preferably to 1.20% by weight. Mn contents of less than or equal to 1.6% by weight are also preferred for economic reasons.
Titan („Ti“) ist ein Mikrolegierungselement, welches hinzulegiert wird, um zur Kornfeinung beizutragen, wobei mindestens 0,001 Gew.-% Ti, insbesondere mindestens 0,004 Gew.-%, bevorzugt mindestens 0,010 Gew.-% Ti, für eine ausreichende Verfügbarkeit hinzugegeben werden sollten. Ab 0,10 Gew.-% Ti verschlechtert sich die Kaltwalzbarkeit und Rekristallisierbarkeit deutlich, weshalb größere Ti-Gehalte vermieden werden sollten. Um die Kaltwalzbarkeit zu verbessern, kann der Ti-Gehalt bevorzugt auf 0,08 Gew.-%, insbesondere auf 0,038 Gew.-%, besonders bevorzugt auf 0,020 Gew.-%, insbesondere 0,015 Gew.-% beschränkt sein. Titan hat zudem den Effekt, Stickstoff abzubinden und so Bor es zu ermöglichen, seine stark ferrithemmende Wirkung zu entfalten. Daher beträgt bei einer bevorzugten Weiterbildung der Titangehalt mehr als das 3,42-fache des Stickstoffgehaltes, um eine ausreichende Abbindung von Stickstoff zu erreichen.
Bor („B“) wird hinzulegiert, um die Härtbarkeit des Stahlflachprodukts zu verbessern, indem auf den Austenitkorngrenzen angelagerte Boratome oder Borausscheidungen die Korngrenzenenergie verringern, wodurch die Nukleation von Ferrit während des Presshärtens unterdrückt wird. Ein deutlicher Effekt auf die Härtbarkeit tritt bei B-Gehalten von mindestens 0,0005 Gew.-%, bevorzugt mindestens 0,0007 Gew.-%, insbesondere mindestens 0,0010 Gew.-%, insbesondere mindestens 0,0020 Gew.-% auf. Bei B-Gehalten über 0,01 Gew.-% bilden sich hingegen vermehrt Borkarbide, Bornitride oder Bornitrokarbide, welche wiederum bevorzugte Keimstellen für die Nukleation von Ferrit darstellen und den härtenden Effekt wieder absenken. Aus diesem Grund wird der B-Gehalt auf höchstens 0,01 Gew.-%, bevorzugt höchstens 0,0100 Gew.-%, bevorzugt höchstens 0,0050 Gew.-%, insbesondere höchstens 0,0035 Gew.-%, insbesondere höchstens 0,0030 Gew.-%, bevorzugt höchstens 0,0025 Gew.-% beschränkt. Titanium ("Ti") is a microalloying element that is alloyed to contribute to grain refinement, with at least 0.001% by weight Ti, particularly at least 0.004% by weight, preferably at least 0.010% by weight Ti, added for sufficient availability should be. Above 0.10% by weight Ti, the cold-rollability and recrystallizability deteriorate significantly, which is why larger Ti contents should be avoided. In order to improve cold-rollability, the Ti content may preferably be limited to 0.08% by weight, more preferably 0.038% by weight, more preferably 0.020% by weight, particularly 0.015% by weight. Titanium also has the effect of binding nitrogen and thus enabling boron to exert its strong ferrite-inhibiting effect. Therefore, in a preferred development, the titanium content is more than 3.42 times the nitrogen content in order to achieve adequate binding of nitrogen. Boron (“B”) is added to improve the hardenability of the flat steel product by allowing boron atoms or boron precipitates attached to the austenite grain boundaries to reduce the grain boundary energy, thereby suppressing nucleation of ferrite during press hardening. A significant effect on the hardenability occurs with B contents of at least 0.0005% by weight, preferably at least 0.0007% by weight, in particular at least 0.0010% by weight, in particular at least 0.0020% by weight. on. With B contents above 0.01% by weight, on the other hand, boron carbides, boron nitrides or boron nitrocarbides are increasingly formed, which in turn represent preferred nucleation sites for the nucleation of ferrite and reduce the hardening effect again. For this reason, the B content is limited to at most 0.01% by weight, preferably at most 0.0100% by weight, preferably at most 0.0050% by weight, in particular at most 0.0035% by weight, in particular at most 0.0030% by weight, preferably at most 0.0025% by weight.
Phosphor („P“) und Schwefel („S“) sind Elemente, die als Verunreinigungen durch Eisenerz in den Stahl eingeschleppt werden und nicht vollständig im großtechnischen Stahlwerksprozess beseitigt werden können. Der P-Gehalt und der S-Gehalt sollten so gering wie möglich gehalten werden, da sich die mechanischen Eigenschaften wie zum Beispiel die Kerbschlagarbeit mit zunehmendem P-Gehalt bzw. S-Gehalt verschlechtern. Ab P-Gehalten von 0,03 Gew.-% tritt zudem eine beginnende Versprödung des Martensits auf, weshalb der P-Gehalt eines erfindungsgemäßen Stahlflachprodukts auf höchstens 0,03 Gew.-%, insbesondere höchstens 0,02 Gew.-%, begrenzt ist. Der S-Gehalt eines erfindungsgemäßen Stahlflachprodukts ist auf höchstens 0,02 Gew.-%, bevorzugt höchstens 0,0010 Gew.-%, insbesondere höchstens 0,005 Gew.-%, begrenzt. Phosphorus ("P") and sulfur ("S") are elements that are introduced into steel as impurities from iron ore and cannot be completely eliminated in the large-scale steelworks process. The P content and the S content should be kept as low as possible since the mechanical properties such as notched bar impact work deteriorate with increasing P or S content. From P contents of 0.03% by weight, the martensite also begins to become brittle, which is why the P content of a flat steel product according to the invention is limited to a maximum of 0.03% by weight, in particular a maximum of 0.02% by weight is. The S content of a flat steel product according to the invention is limited to at most 0.02% by weight, preferably at most 0.0010% by weight, in particular at most 0.005% by weight.
Stickstoff („N“) ist ebenfalls aufgrund des Stahlfertigungsprozesses in geringen Mengen im Stahl als Verunreinigungen vorhanden. Der N-Gehalt ist möglichst gering zu halten und sollte höchstens 0,02 Gew.-% betragen. Insbesondere bei Legierungen, die Bor enthalten, ist Stickstoff schädlich, da es durch die Bildung von Bornitriden den umwandlungsverzögernden Effekt von Bor verhindert, weshalb der N-Gehalt in diesem Fall bevorzugt höchstens 0,010 Gew.-%, insbesondere höchstens 0,007 Gew.-%, betragen sollte. Nitrogen (“N”) is also present in small amounts in the steel as impurities due to the steel manufacturing process. The N content should be kept as low as possible and should not exceed 0.02% by weight. Especially in alloys that contain boron, nitrogen is harmful because it prevents the transformation-retarding effect of boron through the formation of boron nitrides, which is why the N content in this case is preferably at most 0.010% by weight, in particular at most 0.007% by weight. should be.
Weitere typische Verunreinigungen sind Zinn („Sn“) und Arsen („As“). Der Sn-Gehalt beträgt maximal 0,03 Gew.-%, bevorzugt maximal 0,02 Gew.-%. Der As-Gehalt beträgt maximal 0,01 Gew.-%, insbesondere maximal 0,005 Gew.-%. Other typical impurities are tin ("Sn") and arsenic ("As"). The Sn content is at most 0.03% by weight, preferably at most 0.02% by weight. The As content is at most 0.01% by weight, in particular at most 0.005% by weight.
Neben den zuvor erläuterten Verunreinigungen P, S, N, Sn und As können auch noch weitere Elemente als Verunreinigungen im Stahl vorhanden sein. Diese weiteren Elemente werden unter
den „unvermeidbaren Verunreinigungen“ zusammengefasst. Bevorzugt beträgt der Gehalt an diesen „unvermeidbaren Verunreinigungen“ in Summe maximal 0,2 Gew.-%, bevorzugt maximal 0,1 Gew.-%. Die nachfolgend beschriebenen optionalen Legierungselemente Cr, Cu, Mo, Ni, V, Ca und W, für die eine Untergrenze angegeben ist, können auch in Gehalten unterhalb der jeweiligen Untergrenze als unvermeidbare Verunreinigungen im Stahlsubstrat vorkommen. In dem Fall werden sie ebenfalls zu den „unvermeidbaren Verunreinigungen“ gezählt, deren Gesamtgehalt auf maximal 0,2 Gew.-%, bevorzugt maximal 0,1 Gew.-% begrenzt ist. In addition to the impurities P, S, N, Sn and As explained above, other elements can also be present as impurities in the steel. These other elements are under summarized as “unavoidable contamination”. The total content of these “unavoidable impurities” is preferably at most 0.2% by weight, preferably at most 0.1% by weight. The optional alloying elements Cr, Cu, Mo, Ni, V, Ca and W described below, for which a lower limit is given, can also occur in contents below the respective lower limit as unavoidable impurities in the steel substrate. In that case, they are also counted among the “unavoidable impurities”, the total content of which is limited to a maximum of 0.2% by weight, preferably a maximum of 0.1% by weight.
Chrom, Kupfer, Molybdän, Nickel, Vanadium, Calzium und Wolfram können dem Stahl eines erfindungsgemäßen Stahlflachprodukts jeweils einzeln oder in Kombination miteinander optional hinzulegiert werden. Chromium, copper, molybdenum, nickel, vanadium, calcium and tungsten can optionally be added to the steel of a flat steel product according to the invention, either individually or in combination with one another.
Chrom („Cr“) unterdrückt die Bildung von Ferrit und Perlit während einer beschleunigten Abkühlung eines erfindungsgemäßen Stahlflachprodukts und ermöglicht eine vollständige Martensitbildung auch bei geringeren Abkühlraten, wodurch eine Steigerung der Härtbarkeit erzielt wird. Chromium ("Cr") suppresses the formation of ferrite and pearlite during accelerated cooling of a flat steel product according to the invention and enables complete martensite formation even at lower cooling rates, thereby increasing hardenability.
Diese genannten Effekte stellen sich ab einem Gehalt von 0,01 Gew.-% ein, wobei sich ein Gehalt von mindestens 0,10 Gew.-%, bevorzugt mindestens 0,15 Gew.-% in der Praxis für eine sichere Prozessführung bewährt hat. Zu hohe Gehalte an Cr beeinträchtigen allerdings die Beschichtbarkeit des Stahls. Deshalb ist der Cr-Gehalt des Stahls eines des Stahlsubstrates auf höchstens 1,0 Gew.-%, bevorzugt maximal 0,80 Gew.-%, insbesondere maximal 0,75 Gew.-%, bevorzugt maximal 0,50 Gew.-%, insbesondere maximal 0,30 Gew.-% beschränkt. These effects mentioned occur from a content of 0.01% by weight, with a content of at least 0.10% by weight, preferably at least 0.15% by weight, having proven itself in practice for reliable process control . Too high a content of Cr, however, impairs the coatability of the steel. Therefore, the Cr content of the steel of the steel substrate is limited to at most 1.0% by weight, preferably at most 0.80% by weight, in particular at most 0.75% by weight, preferably at most 0.50% by weight. , In particular limited to a maximum of 0.30% by weight.
Vanadium („V“) kann optional in Gehalten von 0,001 - 1,0 Gew.-% hinzulegiert werden. Bevorzugt beträgt der Vanadium-Gehalt maximal 0,3 Gew.-%. Aus Kostengründen wird maximal 0,2 Gew.- % Vanadium hinzulegiert. Vanadium ("V") can optionally be alloyed in amounts of 0.001 - 1.0% by weight. The vanadium content is preferably at most 0.3% by weight. For cost reasons, a maximum of 0.2% by weight of vanadium is added.
Kupfer („Cu“) kann optional hinzulegiert werden, um bei Zugaben von mindestens 0,01 Gew.-%, bevorzugt mindestens 0,010 Gew.-%, insbesondere mindestens 0,015 Gew.-% die Härtbarkeit zu erhöhen. Darüber hinaus verbessert Kupfer den Widerstand gegen atmosphärische Korrosion unbeschichteter Bleche oder Schnittkanten. Bei einem zu hohen Cu-Gehalt verschlechtert sich die Warmwalzbarkeit aufgrund niedrigschmelzender Cu-Phasen an der Oberfläche deutlich, weshalb der Cu-Gehalt auf höchstens 0,2 Gew.-%, bevorzugt höchstens 0,1 Gew.-%, insbesondere maximal 0,10 Gew.-% beschränkt ist.
Molybdän („Mo“) kann zur Verbesserung der Prozessstabilität optional hinzugegeben werden, da es die Ferritbildung deutlich verlangsamt. Ab Gehalten von 0,002 Gew.-% bilden sich dynamisch Molybdän-Kohlenstoff Cluster bis hin zu ultrafeinen Molybdänkarbiden auf den Korngrenzen, welche die Beweglichkeit der Korngrenze und somit diffusive Phasenumwandlungen deutlich verlangsamen. Außerdem wird durch Molybdän die Korngrenzenenergie verringert, was die Nukleationsrate von Ferrit verringert. Bevorzugt beträgt der Mo-Gehalt mindestens 0,004 Gew.-%, insbesondere mindestens 0,01 Gew.-%. Aufgrund der hohen Kosten, welche mit einer Legierung von Molybdän verbunden sind, sollte der Mo-Gehalt höchstens 0,3 Gew.-%, insbesondere höchstens 0,10 Gew.-%, bevorzugt höchstens 0,08 Gew.-% betragen. Copper ("Cu") can optionally be alloyed in order to increase the hardenability with additions of at least 0.01% by weight, preferably at least 0.010% by weight, in particular at least 0.015% by weight. In addition, copper improves the resistance to atmospheric corrosion of uncoated sheet metal or cut edges. If the Cu content is too high, the hot-rollability deteriorates significantly due to low-melting Cu phases on the surface, which is why the Cu content is limited to at most 0.2% by weight, preferably at most 0.1% by weight, in particular at most 0. 10 wt .-% is limited. Molybdenum ("Mo") can be optionally added to improve process stability as it significantly slows down ferrite formation. From contents of 0.002% by weight, dynamic molybdenum-carbon clusters form up to ultra-fine molybdenum carbides on the grain boundaries, which significantly slow down the mobility of the grain boundary and thus diffusive phase transformations. In addition, molybdenum reduces the grain boundary energy, which reduces the nucleation rate of ferrite. The Mo content is preferably at least 0.004% by weight, in particular at least 0.01% by weight. Due to the high costs associated with an alloy of molybdenum, the Mo content should be at most 0.3% by weight, in particular at most 0.10% by weight, preferably at most 0.08% by weight.
Nickel („Ni“) stabilisiert die austenitische Phase und kann optional hinzulegiert werden, um die Ac3-Temperatur zu verringern und die Bildung von Ferrit und Bainit zu unterdrücken. Nickel hat darüber hinaus einen positiven Einfluss auf die Warmwalzbarkeit, insbesondere, wenn der Stahl Kupfer enthält. Kupfer verschlechtert die Warmwalzbarkeit. Um dem negativen Einfluss von Kupfer auf die Warmwalzbarkeit entgegenzuwirken, können dem Stahl 0,01 Gew.-% Nickel hinzulegiert werden, bevorzugt beträgt der Ni-Gehalt mindestens 0,015 Gew.-%, insbesondere mindestens 0,020 Gew.-%. Aus ökonomischen Gründen sollte der Nickelgehalt auf höchstens 0,5 Gew.-%, insbesondere höchstens 0,20 Gew.-%, beschränkt bleiben. Bevorzugt beträgt der Ni-Gehalt maximal 0,10 Gew.-%. Nickel ("Ni") stabilizes the austenitic phase and can optionally be alloyed to reduce the Ac3 temperature and suppress ferrite and bainite formation. Nickel also has a positive effect on hot-rollability, especially when the steel contains copper. Copper degrades hot-rollability. In order to counteract the negative influence of copper on hot-rollability, 0.01% by weight of nickel can be alloyed with the steel; the Ni content is preferably at least 0.015% by weight, in particular at least 0.020% by weight. For economic reasons, the nickel content should remain limited to a maximum of 0.5% by weight, in particular a maximum of 0.20% by weight. The Ni content is preferably at most 0.10% by weight.
Calcium („Ca“) dient in Stählen zur Einformung von nichtmetallischen Einschlüssen, insbesondere von Mangansulfiden. Durch die rundliche Einformung wird die negative Wirkung der Einschlüsse auf die Warmumformbarkeit, Dauerfestigkeit und Zähigkeit deutlich reduziert. Um diesen Effekt auch bei einem erfindungsgemäßen Stahlflachprodukt zu nutzen, kann ein erfindungsgemäßes Stahlflachprodukt optional mindestens 0,0005 Gew.-% Ca, insbesondere mindestens 0,0010 Gew.-%, bevorzugt mindestens 0,0020 Gew.-% enthalten. Der maximale Ca-Gehalt beträgt 0,01 Gew.-%, insbesondere maximal 0,007 Gew.-%, bevorzugt maximal 0,005 Gew.-%. Bei zu hohen Ca-Gehalten wächst die Wahrscheinlichkeit, dass sich nichtmetallische Einschlüsse unter Beteiligung von Calcium bilden, die den Reinheitsgrad des Stahles und auch seine Zähigkeit verschlechtern. Aus diesem Grund sollte eine Obergrenze des Ca-Gehalts von höchstens 0,005 Gew-%, vorzugsweise höchstens 0,003 Gew-%, insbesondere höchstens 0,002 Gew.-%, bevorzugt maximal 0,001 Gew.-% eingehalten werden. Calcium ("Ca") is used in steel to form non-metallic inclusions, especially manganese sulfides. The rounded indentation significantly reduces the negative effect of the inclusions on hot workability, fatigue strength and toughness. In order to also utilize this effect in a flat steel product according to the invention, a flat steel product according to the invention can optionally contain at least 0.0005% by weight Ca, in particular at least 0.0010% by weight, preferably at least 0.0020% by weight. The maximum Ca content is 0.01% by weight, in particular a maximum of 0.007% by weight, preferably a maximum of 0.005% by weight. If the Ca content is too high, the probability increases that non-metallic inclusions involving calcium will form, which impair the degree of purity of the steel and also its toughness. For this reason, an upper limit of the Ca content of at most 0.005% by weight, preferably at most 0.003% by weight, in particular at most 0.002% by weight, preferably at most 0.001% by weight, should be observed.
Wolfram („W“) kann optional in Gehalten von 0,001 - 1,0 Gew.-% zur Verlangsamung der Ferritbildung hinzulegiert werden. Ein positiver Effekt auf die Härtbarkeit ergibt sich bereits bei
W-Gehalten von mindestens 0,001 Gew.-%. Aus Kostengründen wird maximal 1,0 Gew.-% Wolfram hinzulegiert. Tungsten ("W") can optionally be added in amounts of 0.001 - 1.0% by weight to slow down the formation of ferrite. A positive effect on the hardenability already results from W contents of at least 0.001% by weight. For cost reasons, a maximum of 1.0% by weight of tungsten is added.
Bei bevorzugten Weiterbildungen beträgt die Summe des Mn-Gehaltes und des Cr-Gehaltes („Mn+Cr“) mehr als 0,7 Gew.-%, insbesondere mehr als 0,8 Gew.-%, bevorzugt mehr als 1,1 Gew.-%. Unterhalb einer Mindestsumme beider Elemente geht deren notwendige umwandlungshemmende Wirkung verloren. Unabhängig davon beträgt die Summe des Mn-Gehaltes und des Cr-Gehaltes weniger als 3,5 Gew.-%, bevorzugt weniger als 2,5 Gew.-%, insbesondere weniger als 2,0 Gew.-%, besonders bevorzugt weniger als 1,5 Gew.-%. Die oberen Grenzwerte beider Elemente entstehen durch die Sicherstellung der Beschichtungsperformance und zur Gewährleistung ausreichenden Schweißverhaltens. In preferred developments, the sum of the Mn content and the Cr content (“Mn+Cr”) is more than 0.7% by weight, in particular more than 0.8% by weight, preferably more than 1.1% by weight %. Below a minimum sum of both elements, their necessary conversion-inhibiting effect is lost. Irrespective of this, the sum of the Mn content and the Cr content is less than 3.5% by weight, preferably less than 2.5% by weight, in particular less than 2.0% by weight, particularly preferably less than 1.5% by weight. The upper limit values of both elements are created by ensuring the coating performance and to ensure sufficient welding behavior.
Die vorstehenden Erläuterungen zu Elementgehalten und deren bevorzugten Grenzen gelten entsprechend für das im folgenden beschriebene Verfahren zum Herstellen eines Stahlflachproduktes, für das Blechformteil und für das Verfahren zur Herstellung eines Blechformteiles. The above explanations of element contents and their preferred limits apply correspondingly to the method described below for producing a flat steel product, for the shaped sheet metal part and for the method for producing a shaped sheet metal part.
Das Stahlflachprodukt umfasst bevorzugt einen Korrosionsschutzüberzug, um das Stahlsubstrat beim Warmumformen und bei der Verwendung des erzeugten Stahlbauteils vor Oxidation und Korrosion zu schützen. The flat steel product preferably comprises an anti-corrosion coating in order to protect the steel substrate from oxidation and corrosion during hot forming and when the steel component produced is used.
Bei einer speziellen Ausführungsform umfasst das Stahlflachprodukt bevorzugt einen Korrosionsschutzüberzug auf Aluminium-Basis. Dabei kann der Korrosionsschutzüberzug einseitig oder beidseitig auf dem Stahlflachprodukt aufgebracht sein. Als die beiden Seiten des Stahlflachproduktes werden die beiden sich gegenüberliegenden großen Flächen des Stahlflachproduktes bezeichnet. Die schmalen Flächen werden als Kanten bezeichnet. In a special embodiment, the flat steel product preferably comprises an aluminum-based anti-corrosion coating. The anti-corrosion coating can be applied to one side or both sides of the flat steel product. The two opposite large surfaces of the flat steel product are referred to as the two sides of the flat steel product. The narrow faces are called edges.
Ein solcher Korrosionsschutzüberzug wird bevorzugt durch Schmelztauchbeschichten des Stahlflachproduktes erzeugt. Dabei wird das Stahlflachprodukt durch eine flüssige Schmelze geführt, die aus 0,1 - 15 Gew.-% Si, bevorzugt mehr als 1,0 Gew.-% Si, optional 2-4 Gew.-% Fe, optional bis zu 5 Gew.-% Alkali- oder Erdalkalimetalle, bevorzugt bis zu 1,0% Gew.-% Alkali- oder Erdalkalimetalle, und optional bis zu 15 % Gew.-% Zn, bevorzugt bis zu 10 Gew.-% Zn und optionalen weiteren Bestandteilen, deren Gehalte in Summe auf höchstens 2,0 Gew.-% beschränkt sind, und als Rest Aluminium besteht.
Bei einer bevorzugten Variante beträgt der Si-Gehalt der Schmelze 1,0 - 3,5 Gew.-% oder 5-15 Gew.-%, bevorzugt 7 - 12 Gew.-%, insbesondere 8-10 Gew.-%. Such an anti-corrosion coating is preferably produced by hot-dip coating the steel flat product. The flat steel product is passed through a liquid melt consisting of 0.1-15% by weight Si, preferably more than 1.0% by weight Si, optionally 2-4% by weight Fe, optionally up to 5% by weight % alkali or alkaline earth metals, preferably up to 1.0% by weight alkali or alkaline earth metals, and optionally up to 15% by weight Zn, preferably up to 10% by weight Zn and optional further components, the total content of which is limited to a maximum of 2.0% by weight, and the remainder is aluminum. In a preferred variant, the Si content of the melt is 1.0-3.5% by weight or 5-15% by weight, preferably 7-12% by weight, in particular 8-10% by weight.
Bei einer bevorzugten Variante umfasst der optionale Gehalt an Alkali- oder Erdalkalimetallen in der Schmelze 0,1 - 1,0 Gew.-% Mg, insbesondere 0,1 - 0,7 Gew.-% Mg, bevorzugt 0,1 — 0,5 Gew.-% Mg. Weiterhin kann der optionale Gehalt an Alkali- oder Erdalkalimetallen in der Schmelze insbesondere mindestens 0,0015 Gew.-% Ca, insbesondere mindestens 0,01 Gew.-% Ca, umfassen. In a preferred variant, the optional content of alkali or alkaline earth metals in the melt comprises 0.1-1.0% by weight Mg, in particular 0.1-0.7% by weight Mg, preferably 0.1-0. 5% by weight Mg. Furthermore, the optional content of alkali metals or alkaline earth metals in the melt can include in particular at least 0.0015% by weight Ca, in particular at least 0.01% by weight Ca.
Beim Schmelztauchbeschichten diffundiert Eisen aus dem Stahlsubstrat in den flüssigen Überzug, so dass der Korrosionsschutzüberzug des Stahlflachproduktes beim Erstarren insbesondere eine Legierungsschicht und eine Al-Basisschicht aufweist. During hot-dip coating, iron diffuses from the steel substrate into the liquid coating, so that the anti-corrosion coating of the flat steel product has an alloy layer and an Al base layer in particular when it solidifies.
Die Legierungsschicht liegt auf dem Stahlsubstrat auf und grenzt unmittelbar an dieses an. Die Legierungsschicht wird im Wesentlichen aus Aluminium und Eisen gebildet. Die übrigen Elemente aus dem Stahlsubstrat oder der Schmelzenzusammensetzung reichern sich nicht signifikant in der Legierungsschicht an. Bevorzugt besteht die Legierungsschicht 35-60 Gew.-% Fe, bevorzugt a- Eisen, optionalen weiteren Bestandteilen, deren Gehalte in Summe auf höchstens 5,0 Gew.-%, bevorzugt 2,0% beschränkt sind, und als Rest Aluminium, wobei der Al-Gehalt bevorzugt in Richtung Oberfläche ansteigt. Die optionalen weiteren Bestandteile beinhalten insbesondere die übrigen Bestandteile der Schmelze (das heißt Silizium und gegebenenfalls Alkali- oder Erdalkalimetalle, insbesondere Mg bzw. Ca) und die übrigen Anteile des Stahlsubstrates zusätzlich zu Eisen. The alloy layer rests on the steel substrate and is directly adjacent to it. The alloy layer is essentially made up of aluminum and iron. The remaining elements from the steel substrate or the melt composition do not enrich significantly in the alloy layer. The alloy layer preferably consists of 35-60% by weight Fe, preferably a-iron, optional further components, the total content of which is limited to a maximum of 5.0% by weight, preferably 2.0%, and the remainder aluminum, with the Al content tends to increase towards the surface. The optional further components include in particular the remaining components of the melt (ie silicon and optionally alkali metals or alkaline earth metals, in particular Mg or Ca) and the remaining components of the steel substrate in addition to iron.
Die Al-Basisschicht liegt auf der Legierungsschicht und grenzt unmittelbar an diese an. Bevorzugt entspricht die Zusammensetzung der Al-Basisschicht der Zusammensetzung der Schmelze des Schmelzbades. Das heißt, sie besteht aus 0,1 - 15 Gew.-% Si, optional 2 - 4 Gew.-% Fe, optional bis zu 5,0 Gew.-% Alkali- oder Erdalkalimetalle, bevorzugt bis zu 1,0 Gew.-% Alkali- oder Erdalkalimetalle, optional bis zu 15 Gew.-% Zn, bevorzugt bis zu 10 Gew.-% Zn und optionalen weiteren Bestandteilen, deren Gehalte in Summe auf höchstens 2,0 Gew.-% beschränkt sind, und als Rest Aluminium. The Al base layer lies on top of the alloy layer and is immediately adjacent to it. The composition of the Al base layer preferably corresponds to the composition of the melt in the molten bath. That is, it consists of 0.1 - 15 wt.% Si, optionally 2 - 4 wt.% Fe, optionally up to 5.0 wt.% alkali or alkaline earth metals, preferably up to 1.0 wt. - % alkali metals or alkaline earth metals, optionally up to 15% by weight Zn, preferably up to 10% by weight Zn and optional other components, the total content of which is limited to a maximum of 2.0% by weight, and the remainder Aluminum.
Bei einer bevorzugten Variante der Al-Basisschicht umfasst der optionale Gehalt an Alkali- oder Erdalkalimetallen 0,1 - 1,0 Gew.-% Mg, insbesondere 0,1 - 0,7 Gew.-% Mg, bevorzugt 0,1 - 0,5 Gew.-% Mg. Weiterhin kann der optionale Gehalt an Alkali- oder Erdalkalimetallen in der AI-
Basisschicht insbesondere mindestens 0,0015 Gew.-% Ca, insbesondere mindestens 0,1 Gew.- % Ca, umfassen. In a preferred variant of the Al base layer, the optional content of alkali or alkaline earth metals comprises 0.1-1.0% by weight Mg, in particular 0.1-0.7% by weight Mg, preferably 0.1-0 .5% by weight Mg. Furthermore, the optional content of alkali or alkaline earth metals in the AI The base layer comprises in particular at least 0.0015% by weight of Ca, in particular at least 0.1% by weight of Ca.
Bei einer weiter bevorzugten Variante des Korrosionsschutzüberzuges ist der Si-Gehalt in der Legierungsschicht geringer als der Si-Gehalt in der Al-Basisschicht. In a further preferred variant of the anti-corrosion coating, the Si content in the alloy layer is lower than the Si content in the Al base layer.
Der Korrosionsschutzüberzug hat bevorzugt eine Dicke von 5 bis 60 pm, insbesondere von 10 bis 40 |jm. Das Auflagengewicht des Korrosionsschutzüberzuges beträgt insbesondere 30 - 360^ m bei beidseitigen Korrosionsschutzüberzügen, bzw. 15 - 180^ bei der einseitigen Variante. m The anti-corrosion coating preferably has a thickness of 5 to 60 μm, in particular 10 to 40 μm. The coating weight of the anti-corrosion coating is in particular 30 - 360^ m for anti-corrosion coatings on both sides, or 15 - 180^ for the one-sided variant. m
Bevorzugt beträgt das Auflagengewicht des Korrosionsschutzüberzuges 100-200^ bei m beidseitigen Überzügen, bzw. 50-100^ für einseitige Überzüge. Besonders bevorzugt beträgt das m The coating weight of the anti-corrosion coating is preferably 100-200% for m double-sided coatings, or 50-100% for one-sided coatings. The m is particularly preferably
Auflagengewicht des Korrosionsschutzüberzuges 120-180^ bei beidseitigen Überzügen, bzw. m Coating weight of the anti-corrosion coating 120-180^ with coatings on both sides, or m
60-90^ für einseitige Überzüge. m 60-90^ for one-sided covers. m
Die Dicke der Legierungsschicht ist bevorzugt kleiner als 20 pm, besonders bevorzugt kleiner 16 |jm, insbesondere kleiner 12 pm, besonders bevorzugt kleiner 10 pm, bevorzugt kleiner 8 pm, insbesondere kleiner 5 pm. Die Dicke der Al-Basisschicht ergibt sich aus der Differenz der Dicken von Korrosionsschutzüberzug und Legierungsschicht. Bevorzugt beträgt die Dicke der Al-Basisschicht auch bei dünnen Korrosionsschutzüberzügen mindestens 1 pm. The thickness of the alloy layer is preferably less than 20 μm, particularly preferably less than 16 μm, in particular less than 12 μm, particularly preferably less than 10 μm, preferably less than 8 μm, in particular less than 5 μm. The thickness of the Al base layer results from the difference in the thicknesses of the anti-corrosion coating and the alloy layer. The thickness of the Al base layer is preferably at least 1 μm, even in the case of thin anti-corrosion coatings.
Bei einer bevorzugten Variante umfasst das Stahlflachprodukt eine auf dem Korrosionsschutzüberzug angeordnete Oxidschicht. Die Oxidschicht liegt dabei insbesondere auf der Al-Basisschicht und bildet bevorzugt den äußeren Abschluss des Korrosionsschutzüberzuges. In a preferred variant, the flat steel product comprises an oxide layer arranged on the anti-corrosion coating. The oxide layer lies in particular on the Al base layer and preferably forms the outer end of the anti-corrosion coating.
Die Oxidschicht besteht insbesondere zu mehr als 80 Gew.-% aus Oxiden, wobei der Hauptanteil der Oxide (d.h. mehr als 50 Gew.-% der Oxide) Aluminiumoxid ist. Optional sind in der Oxidschicht zusätzlich zu Aluminiumoxid Hydroxide und / oder Magnesiumoxid alleine oder als Mischung vorhanden. Bevorzugt besteht der nicht von den Oxiden und optional vorhandenen Hydroxiden eingenommene Rest der Oxidschicht aus Silizium, Aluminium, Eisen und/oder Magnesium in metallischer Form. Für die optionale Ausführungsform mit Zink als Bestandteil der Al-Basisschicht sind auch Zinkoxidbestandteile in der Oxidschicht vorhanden.
Bevorzugt hat die Oxidschicht des Stahlflachproduktes eine Dicke, die größer ist als 50 nm. Insbesondere beträgt die Dicke der Oxidschicht maximal 500 nm. The oxide layer consists in particular of more than 80% by weight of oxides, with the majority of the oxides (ie more than 50% by weight of the oxides) being aluminum oxide. Optionally, hydroxides and/or magnesium oxide are present alone or as a mixture in the oxide layer in addition to aluminum oxide. The remainder of the oxide layer not occupied by the oxides and optionally present hydroxides preferably consists of silicon, aluminum, iron and/or magnesium in metallic form. For the optional embodiment with zinc as a component of the Al base layer, zinc oxide components are also present in the oxide layer. The oxide layer of the flat steel product preferably has a thickness that is greater than 50 nm. In particular, the thickness of the oxide layer is at most 500 nm.
Bei einer alternativen Ausgestaltung umfasst das Stahlflachprodukt einen Korrosionsschutzüberzug auf Zink-Basis. Dabei kann der Korrosionsschutzüberzug einseitig oder beidseitig auf dem Stahlflachprodukt aufgebracht sein. Als die beiden Seiten des Stahlflachproduktes werden die beiden sich gegenüberliegenden großen Flächen des Stahlflachproduktes bezeichnet. Die schmalen Flächen werden als Kanten bezeichnet. In an alternative embodiment, the flat steel product includes a zinc-based anti-corrosion coating. The anti-corrosion coating can be applied to one side or both sides of the flat steel product. The two opposite large surfaces of the flat steel product are referred to as the two sides of the flat steel product. The narrow faces are called edges.
Ein solcher Korrosionsschutzüberzug auf Zink-Basis umfasst bevorzugt 0,2 - 6,0 Gew.-% AI, 0,1 - 10,0 Gew.-% Mg, optional 0,1 - 40 Gew.-% Mangan oder Kupfer, optional 0,1 - 10,0 Gew.-% Cer, optional höchstens 0,2 Gew.-% weitere Elemente, unvermeidbare Verunreinigung und als Rest Zink. Insbesondere beträgt der Al-Gehalt maximal 2,0 Gew.-%, bevorzugt maximal 1,5 Gew.-%. Der Mg-Gehalt beträgt insbesondere maximal 3,0 Gew.-%, bevorzugt maximal 1,0 Gew.-%. Der Korrosionsschutzüberzug kann durch Schmelztauchbeschichten oder durch physikalische Gasphasenabscheidung oder durch elektrolytische Verfahren aufgebracht werden. Such a zinc-based anti-corrosive coating preferably comprises 0.2-6.0 wt% Al, 0.1-10.0 wt% Mg, optionally 0.1-40 wt% manganese or copper, optionally 0.1 - 10.0% by weight cerium, optionally at most 0.2% by weight other elements, unavoidable impurity and the balance zinc. In particular, the Al content is at most 2.0% by weight, preferably at most 1.5% by weight. The Mg content is in particular at most 3.0% by weight, preferably at most 1.0% by weight. The anti-corrosion coating can be applied by hot dip coating or by physical vapor deposition or by electrolytic processes.
Ein weitergebildetes Stahlflachprodukt weist bevorzugt eine hohe Gleichmaßdehnung Ag von mindestens 10,0%, insbesondere mindestens 11,0 %, bevorzugt mindestens 11,5%, insbesondere mindestens 12,0% auf. A further developed flat steel product preferably has a high uniform elongation Ag of at least 10.0%, in particular at least 11.0%, preferably at least 11.5%, in particular at least 12.0%.
Weiterhin weist die Streckgrenze eines besonders ausgebildeten Stahlflachprodukts einen kontinuierlichen Verlauf oder nur eine geringe Ausprägung auf. Kontinuierlicher Verlauf bedeutet im Sinne der Anmeldung, dass keine ausgeprägte Streckgrenze vorliegt. Eine Streckgrenze mit kontinuierlichem Verlauf kann auch als Dehngrenze Rp0,2 bezeichnet werden. Unter einer Streckgrenze mit geringer Ausprägung wird vorliegend eine ausgeprägte Streckgrenze verstanden, bei welcher die Differenz ARe zwischen oberem Streckgrenzenwert ReH und unterem Streckgrenzenwert ReL höchstens 45 MPa beträgt. Es gilt: Furthermore, the yield point of a specially designed flat steel product shows a continuous course or only a small extent. For the purposes of the application, continuous progression means that there is no pronounced yield point. A continuous yield point can also be referred to as a yield point Rp0.2. In the present case, a low yield point is understood to mean a pronounced yield point in which the difference ARe between the upper yield point value ReH and the lower yield point value ReL is at most 45 MPa. The following applies:
ARe = (ReH - ReL) < 45 MPa mit ReH = obere Streckgrenze in MPa und ReL = untere Streckgrenze in MPa. ARe = (ReH - ReL) < 45 MPa with ReH = upper yield point in MPa and ReL = lower yield point in MPa.
Eine besonders gute Alterungsbeständigkeit lässt sich bei Stahlflachprodukten erzielen, für die die Differenz ARe höchstens 25 MPa beträgt.
Ein speziell weitergebildetes Stahlflachprodukt weist eine Bruchdehnung A80 von mindestens 15%, insbesondere mindestens 18 %, bevorzugt mindestens 19%, besonders bevorzugt mindestens 20% auf. A particularly good resistance to aging can be achieved with steel flat products, for which the difference ARe is at most 25 MPa. A specially developed flat steel product has an elongation at break A80 of at least 15%, in particular at least 18%, preferably at least 19%, particularly preferably at least 20%.
Das erfindungsgemäße Verfahren zur Herstellung eines Stahlflachproduktes für die Warmumformung mit einem Korrosionsschutzüberzug umfassend folgende Arbeitsschritte: a) Zurverfügungstellen einer Bramme oder einer Dünnbramme, die aus Stahl, der neben Eisen und unvermeidbaren Verunreinigungen (in Gew.-%) aus C: 0,06 - 0,5 %, The method according to the invention for the production of a flat steel product for hot forming with an anti-corrosion coating comprising the following work steps: a) Providing a slab or a thin slab made of steel which, in addition to iron and unavoidable impurities (in % by weight), consists of C: 0.06 - 0.5%,
Si: 0,05 - 0,6 %, Si: 0.05 - 0.6%,
Mn: 0,4 -3,0%, AI: 0,06-1,0%, Nb: 0,001 - 0,2 %, Ti: 0,001-0,10% B: 0,0005-0,01% Mn: 0.4-3.0%, Al: 0.06-1.0%, Nb: 0.001-0.2%, Ti: 0.001-0.10% B: 0.0005-0.01%
P: < 0,03 %, P: <0.03%,
S: <0,02%, S: <0.02%,
N: <0,02%, N: <0.02%,
Sn: < 0,03 % Sn: <0.03%
As: < 0,01 % sowie optional einem oder mehreren der Elemente „Cr, Cu, Mo, Ni, V, Ca, W“ in folgenden Gehalten As: < 0.01% and optionally one or more of the elements "Cr, Cu, Mo, Ni, V, Ca, W" in the following contents
Cr: 0,01 -1,0%, Cr: 0.01-1.0%,
Cu: 0,01 - 0,2 %, Cu: 0.01 - 0.2%,
Mo: 0,002-0,3%, Mon: 0.002-0.3%,
Ni: 0,01-0,5% Ni: 0.01-0.5%
V: 0,001-0,3% V: 0.001-0.3%
Ca: 0,0005-0,005% Approx: 0.0005-0.005%
W: 0,001 -1,00% besteht;
b) Durcherwärmen der Bramme oder Dünnbramme bei einer Temperatur (TI) von 1100 - 1400 °C; c) Optionales Vorwalzen der durcherwärmten Bramme oder Dünnbramme zu einem Zwischenprodukt mit einer Zwischenprodukttemperatur (T2) von 1000 - 1200 °C; d) Warmwalzen zu einem warmgewalzten Stahlflachprodukt, wobei die Endwalztemperatur (T3) 750 - 1000 °C beträgt; e) Optionales Haspeln des warmgewalzten Stahlflachprodukts, wobei die Haspeltemperatur (T4) höchstens 700 °C beträgt; f) Optionales Entzundern des warmgewalzten Stahlflachprodukts; g) Optionales Kaltwalzen des Stahlflachprodukts, wobei der Kaltwalzgrad mindestens 30 % beträgt; h) Glühen des Stahlflachprodukts bei einer Glühtemperatur (T5) von 650 - 900 °C; i) Abkühlen des Stahlflachprodukts auf eine Eintauchtemperatur (T6), welche 650 - 800 °C, bevorzugt 670 - 800 °C beträgt; j) Beschichten des auf die Eintauchtemperatur abgekühlten Stahlflachprodukts mit einem Korrosionsschutzüberzug durch Schmelztauchbeschichten in einem Schmelzenbad mit einer Schmelzentemperatur (T7) 660 - 800 °C, bevorzugt 680 - 740 °C; k) Abkühlen des beschichteten Stahlflachprodukts auf Raumtemperatur, wobei die erste Abkühldauer tmT im Temperaturbereich zwischen 600 °C und 450 °C mehr als 10s, insbesondere mehr als 14s beträgt und die zweite Abkühldauer tn im Temperaturbereich zwischen 400 °C und 300 °C mehr als 8s, insbesondere mehr als 12s beträgt; l) Optionales Dressieren des beschichteten Stahlflachprodukts.
In Arbeitsschritt a) wird ein entsprechend der erfindungsgemäß für das Stahlflachprodukt vorgegebenen Legierung zusammengesetztes Halbzeug zur Verfügung gestellt. Dies kann eine im konventionellen Brammenstrangguss oder im Dünnbrammenstrangguss erzeugte Bramme sein. W: 0.001 -1.00% passes; b) through heating of the slab or thin slab at a temperature (TI) of 1100 - 1400 °C; c) optional pre-rolling of the through-heated slab or thin slab into an intermediate product with an intermediate product temperature (T2) of 1000 - 1200 °C; d) hot-rolling into a hot-rolled steel flat product, the finish rolling temperature (T3) being 750 - 1000 °C; e) optional coiling of the hot-rolled steel flat product, the coiling temperature (T4) being at most 700 °C; f) optional descaling of the hot-rolled flat steel product; g) optional cold rolling of the steel flat product, the degree of cold rolling being at least 30%; h) annealing of the steel flat product at an annealing temperature (T5) of 650 - 900 °C; i) cooling the flat steel product to an immersion temperature (T6) which is 650-800° C., preferably 670-800° C.; j) coating the flat steel product, which has been cooled to the immersion temperature, with an anti-corrosion coating by hot dip coating in a melt bath with a melt temperature (T7) of 660-800° C., preferably 680-740° C.; k) Cooling of the coated flat steel product to room temperature, the first cooling time t mT in the temperature range between 600 °C and 450 °C being more than 10 s, in particular more than 14 s, and the second cooling time t n in the temperature range between 400 °C and 300 °C is more than 8s, in particular more than 12s; l) Optional skin-passing of the coated steel flat product. In step a), a semi-finished product composed according to the alloy specified according to the invention for the flat steel product is made available. This can be a slab produced in conventional continuous slab casting or in thin slab continuous casting.
In Arbeitsschritt b) wird das Halbzeug bei einer Temperatur (TI) von 1100 - 1400 °C durcherwärmt. Sollte das Halbzeug nach dem Vergießen abgekühlt sein, so wird das Halbzeug zum Durcherwärmen zunächst auf 1100 - 1400 °C wiedererwärmt. Die Durcherwärmungstemperatur sollte mindestens 1100 °C betragen, um eine gute Verformbarkeit für den nachfolgenden Walzprozess sicherzustellen. Die Durcherwärmungstemperatur sollte nicht mehr als 1400 °C betragen, um Anteile schmelzflüssiger Phasen im Halbzeug zu vermeiden. In step b), the semi-finished product is heated through at a temperature (TI) of 1100 - 1400 °C. If the semi-finished product has cooled down after casting, the semi-finished product is first reheated to 1100 - 1400 °C for thorough heating. The through heating temperature should be at least 1100 °C to ensure good formability for the subsequent rolling process. The heating temperature should not exceed 1400 °C in order to avoid molten phases in the semi-finished product.
Im optionalen Arbeitsschritt c) wird das Halbzeug zu einem Zwischenprodukt vorgewalzt. Dünnbrammen werden üblicherweise keiner Vorwalzung unterzogen. Dickbrammen, die zu Warmbändern ausgewalzt werden sollen, können bei Bedarf einer Vorwalzung unterzogen werden. In diesem Fall sollte die Temperatur des Zwischenprodukts (T2) am Ende des Vorwalzens mindestens 1000 °C betragen, damit das Zwischenprodukt genügend Wärme für den nachfolgenden Arbeitsschritt des Fertigwalzens enthält. Hohe Walztemperaturen können jedoch auch ein Kornwachstum während des Walzvorgangs fördern, was sich nachteilig auf die mechanischen Eigenschaften des Stahlflachprodukts auswirkt. Um das Kornwachstum während des Walzvorgangs gering zu halten, soll die Temperatur des Zwischenprodukts am Ende des Vorwalzens nicht mehr als 1200 °C betragen. In the optional work step c), the semi-finished product is pre-rolled into an intermediate product. Thin slabs are usually not subjected to pre-rolling. Thick slabs that are to be rolled into hot strip can be pre-rolled if necessary. In this case, the temperature of the intermediate product (T2) at the end of rough rolling should be at least 1000°C so that the intermediate product contains enough heat for the subsequent finish rolling step. However, high rolling temperatures can also promote grain growth during the rolling process, which adversely affects the mechanical properties of the flat steel product. In order to keep grain growth low during the rolling process, the temperature of the intermediate product should not exceed 1200 °C at the end of rough rolling.
In Arbeitsschritt d) wird die Bramme oder Dünnbramme oder, wenn Arbeitsschritt c) ausgeführt wurde, das Zwischenprodukt zu einem warmgewalzten Stahlflachprodukt gewalzt. Wurde Arbeitsschritt c) ausgeführt, so wird das Zwischenprodukt typischerweise unmittelbar nach dem Vorwalzen fertiggewalzt. Typischerweise beginnt das Fertigwalzen spätestens 90 s nach dem Ende des Vorwalzens. Die Bramme, die Dünnbramme oder, wenn Arbeitsschritt c) ausgeführt wurde, das Zwischenprodukt werden bei einer Endwalztemperatur (T3) ausgewalzt. Die Endwalztemperatur, das heißt die Temperatur des fertig warmgewalzten Stahlflachprodukts am Ende des Warmwalzvorgangs, beträgt 750 - 1000 °C. Bei Endwalztemperaturen kleiner 750 °C nimmt die Menge an freiem Vanadium ab, da größere Mengen an Vanadiumkarbiden ausgeschieden werden. Die beim Fertigwalzen ausgeschiedenen Vanadiumkarbide sind sehr groß. Sie weisen typischerweise eine mittlere Korngröße von 30 nm oder mehr auf und werden in nachfolgenden Glühprozessen, wie sie zum Beispiel vor dem Schmelztauchbeschichten durchgeführt werden, nicht mehr aufgelöst. Die Endwalztemperatur ist auf Werte von höchstens 1000 °C begrenzt, um
einer Vergröberung der Austenitkörner vorzubeugen. Außerdem sind Endwalztemperaturen von höchstens 1000 °C prozesstechnisch relevant zur Einstellung von Haspeltemperaturen (T4) kleiner 700 °C. In step d), the slab or thin slab or, if step c) has been carried out, the intermediate product is rolled to form a hot-rolled flat steel product. If step c) has been carried out, the intermediate product is typically finish-rolled immediately after rough-rolling. Typically, finish rolling begins no later than 90 s after the end of rough rolling. The slab, the thin slab or, if step c) has been carried out, the intermediate product are rolled at a finish rolling temperature (T3). The final rolling temperature, i.e. the temperature of the finished hot-rolled steel flat product at the end of the hot-rolling process, is 750 - 1000 °C. At final rolling temperatures below 750 °C, the amount of free vanadium decreases because larger amounts of vanadium carbides are precipitated. The vanadium carbides precipitated during finish rolling are very large. They typically have an average grain size of 30 nm or more and are no longer dissolved in subsequent annealing processes, such as those carried out before hot-dip coating. The final rolling temperature is limited to a maximum of 1000 °C prevent coarsening of the austenite grains. In addition, final rolling temperatures of no more than 1000 °C are process-technically relevant for setting coiling temperatures (T4) below 700 °C.
Das Warmwalzen des Stahlflachprodukts kann als kontinuierliches Warmbandwalzen oder als reversierendes Walzen erfolgen. Arbeitsschritt e) sieht für den Fall des kontinuierlichen Warmbandwalzens ein optionales Haspeln des warmgewalzten Stahlflachprodukts vor. Dazu wird das Warmband nach dem Warmwalzen innerhalb von weniger als 50 s auf eine Haspeltemperatur (T4) abgekühlt. Als Kühlmedium kann hierfür beispielsweise Wasser, Luft oder eine Kombination aus beidem verwendet werden. Die Haspeltemperatur (T4) sollte höchstens 700 °C betragen, um die Bildung großer Vanadiumkarbide zu vermeiden. Die Haspeltemperatur ist prinzipiell nicht nach unten beschränkt. Allerdings haben sich Haspeltemperaturen von mindestens 500 °C als günstig für die Kaltwalzbarkeit erwiesen. Anschließend wird das gehaspelte Warmband in konventioneller Weise an Luft auf Raumtemperatur abgekühlt. The hot rolling of the steel flat product can take place as continuous hot strip rolling or as reversing rolling. In the case of continuous hot strip rolling, step e) provides for an optional coiling of the hot-rolled flat steel product. For this purpose, the hot strip is cooled to a coiling temperature (T4) within less than 50 s after hot rolling. For example, water, air or a combination of both can be used as a cooling medium for this purpose. The coiling temperature (T4) should not exceed 700 °C to avoid the formation of large vanadium carbides. In principle, there is no lower limit on the coiling temperature. However, coiling temperatures of at least 500 °C have proven to be favorable for cold-rollability. The coiled hot strip is then cooled in air to room temperature in a conventional manner.
In Arbeitsschritt f) wird das warmgewalzte Stahlflachprodukt optional in konventioneller Weise durch Beizen oder durch eine andere geeignete Behandlung entzundert. In step f), the hot-rolled flat steel product is optionally descaled in a conventional manner by pickling or by another suitable treatment.
Das von Zunder gereinigte warmgewalzte Stahlflachprodukt kann vor der Glühbehandlung in Arbeitsschritt g) optional einem Kaltwalzen unterzogen werden, um beispielsweise höhere Anforderungen an die Dickentoleranzen des Stahlflachprodukts zu erfüllen. Der Kaltwalzgrad (KWG) sollte dabei mindestens 30 % betragen, um in das Stahlflachprodukt genügend Verformungsenergie für eine schnelle Rekristallisation einzubringen. Unter dem Kaltwalzgrad KWG wird dabei der Quotient aus der Dickenabnahme beim Kaltwalzen AdKW durch die Warmbanddicke d verstanden: The hot-rolled flat steel product that has been cleaned of scale can optionally be subjected to cold rolling before the annealing treatment in step g), in order, for example, to meet higher requirements for the thickness tolerances of the flat steel product. The degree of cold rolling (KWG) should be at least 30% in order to introduce sufficient deformation energy into the steel flat product for rapid recrystallization. The degree of cold rolling KWG is the quotient of the reduction in thickness during cold rolling AdKW divided by the hot strip thickness d:
KWG = AdKW/d mit AdKW = Dickenabnahme beim Kaltwalzen in mm und d = Warmbanddicke in mm, wobei sich die Dickenabnahme AdKW aus der Differenz der Dicke des Stahlflachprodukts vor dem Kaltwalzen zur Dicke des Stahlflachprodukts nach dem Kaltwalzen ergibt. Beim Stahlflachprodukt vor dem Kaltwalzen handelt es sich üblicherweise um ein Warmband der Warmbanddicke d. Das Stahlflachprodukt nach dem Kaltwalzen wird üblicherweise auch als Kaltband bezeichnet. Der Kaltwalzgrad kann prinzipiell sehr hohe Werte von über 90 % annehmen. Allerdings haben sich Kaltwalzgrade von höchstens 80 % als günstig zur Vermeidung von Bandrissen erwiesen.
In Arbeitsschritt h) wird das Stahlflachprodukt einer Glühbehandlung bei Glühtemperaturen (T5) von 650 - 900 °C unterzogen. Dazu wird das Stahlflachprodukt zunächst innerhalb von 10 bis 120 s auf die Glühtemperatur erwärmt und dann 30 bis 600 s bei der Glühtemperatur gehalten. Die Glühtemperatur beträgt mindestens 650 °C, bevorzugt mindestens 720 °C. Bei Glühtemperaturen oberhalb von 900 °C sind aus ökonomischen Gründen nicht wünschenswert. KWG = AdKW/d with AdKW = reduction in thickness during cold rolling in mm and d = hot strip thickness in mm, where the reduction in thickness AdKW results from the difference between the thickness of the flat steel product before cold rolling and the thickness of the flat steel product after cold rolling. The flat steel product before cold rolling is usually a hot strip with a hot strip thickness d. The flat steel product after cold rolling is usually also referred to as cold strip. In principle, the degree of cold rolling can assume very high values of over 90%. However, degrees of cold rolling of at most 80% have proven to be beneficial for avoiding strip cracks. In step h), the flat steel product is subjected to an annealing treatment at annealing temperatures (T5) of 650 - 900 °C. For this purpose, the flat steel product is first heated to the annealing temperature within 10 to 120 s and then held at the annealing temperature for 30 to 600 s. The annealing temperature is at least 650°C, preferably at least 720°C. Annealing temperatures above 900°C are not desirable for economic reasons.
In Arbeitsschritt i) wird das Stahlflachprodukt nach dem Glühen auf eine Eintauchtemperatur (T6) abgekühlt, um es für die anschließende Beschichtungsbehandlung vorzubereiten. Die Eintauchtemperatur ist kleiner als die Glühtemperatur und wird auf die Temperatur des Schmelzbads abgestimmt. Die Eintauchtemperatur beträgt 600 - 800 °C, bevorzugt mindestens 650°C, besonders bevorzugt mindestens 670 °C, besonders bevorzugt höchstens 700 °C. Für eine besonders homogene Grenzschichtausbildung ist es wichtig, dass genügend thermische Energie in der Grenzschicht zwischen Stahlsubstrat und Aluminiumschmelze vorliegt. Dies ist bei tieferen Temperaturen als 600 °C nicht der Fall, so dass sich unerwünschte Verbindungen bilden können, deren spätere Rückumwandlung zu Poren führen kann. Ab den bevorzugten Eintauchtemperaturen erhöht sich die Diffusionsgeschwindigkeit von Eisen in Aluminium nochmals signifikant, so dass bereits zu Beginn des Überzugsprozesses vermehrt Eisen in die noch flüssige Grenzschicht eindiffundieren kann. Die Dauer der Abkühlung des geglühten Stahlflachprodukts von der Glühtemperatur T5 auf die Eintauchtemperatur T6 beträgt bevorzugt 10 - 180 s. Insbesondere weicht die Eintauchtemperatur T6 von der Temperatur des Schmelzenbades T7 um nicht mehr als 30K, insbesondere nicht mehr als 20K, bevorzugt nicht mehr als IOK ab. In step i), the flat steel product is cooled to an immersion temperature (T6) after annealing in order to prepare it for the subsequent coating treatment. The immersion temperature is lower than the annealing temperature and is adjusted to the temperature of the melt pool. The immersion temperature is 600-800°C, preferably at least 650°C, particularly preferably at least 670°C, particularly preferably at most 700°C. For a particularly homogeneous formation of the boundary layer, it is important that there is sufficient thermal energy in the boundary layer between the steel substrate and the molten aluminum. This is not the case at temperatures below 600 °C, so that undesired compounds can form whose later reconversion can lead to pores. Above the preferred immersion temperatures, the rate of diffusion of iron in aluminum increases significantly again, so that more iron can diffuse into the still liquid boundary layer right from the start of the coating process. The duration of the cooling of the annealed steel flat product from the annealing temperature T5 to the immersion temperature T6 is preferably 10-180 s. In particular, the immersion temperature T6 differs from the temperature of the melt bath T7 by no more than 30K, in particular no more than 20K, preferably no more than IOK away.
Das Stahlflachprodukt wird in Arbeitsschritt j) einer Beschichtungsbehandlung unterzogen. Die Beschichtungsbehandlung erfolgt bevorzugt mittels kontinuierlichem Schmelztauchbeschichten. Die Beschichtung kann nur auf einer Seite, auf beiden Seiten oder auf allen Seiten des Stahlflachprodukts aufgebracht werden. Die Beschichtungsbehandlung erfolgt bevorzugt als Schmelztauchbeschichtungsprozess, insbesondere als kontinuierlicher Prozess. Dabei kommt das Stahlflachprodukt üblicherweise auf allen Seiten mit dem Schmelzbad in Kontakt, so dass es allseits beschichtet wird. Das Schmelzbad, das die auf das Stahlflachprodukt aufzubringende Legierung in flüssiger Form enthält, weist typischerweise eine Temperatur (T7) von 660 - 800 °C, bevorzugt 680 -740°C auf. Als zum Beschichten alterungsbeständiger Stahlflachprodukte mit einem Korrosionsschutzüberzug besonders geeignet haben sich Legierungen auf Aluminiumbasis erwiesen. In einem solchen Fall enthält das Schmelzbad bis 15 Gew.-% Si bevorzugt mehr als 1,0 %, optional 2 - 4 Gew.-% Fe, optional bis zu 5 Gew.-% Alkali- oder Erdalkalimetalle, bevorzugt
bis zu 1,0 Gew.-% Alkali- oder Erdalkalimetalle, und optional bis zu 15 Gew.-% Zn, insbesondere bi zu 10 Gew.-% Zn und optionalen weiteren Bestandteilen, deren Gehalte in Summe auf höchstens 2,0 Gew.-% beschränkt sind, und als Rest Aluminium. Bei einer bevorzugten Variante beträgt der Si-Gehalt der Schmelze 1,0 - 3,5 Gew.-% oder 7 - 12 Gew.-%, insbesondere 8 - 10 Gew.-%. Bei einer bevorzugten Variante umfasst der optionale Gehalt an Alkali- oder Erdalkalimetallen in der Schmelze 0,1 - 1,0 Gew.-% Mg, insbesondere 0,1 - 0,7 Gew.-% Mg, bevorzugt 0,1 - 0,5 Gew.- % Mg. Weiterhin kann der optionale Gehalt an Alkali- oder Erdalkalimetallen in der Schmelze insbesondere mindestens 0,0015 Gew.-% Ca, insbesondere mindestens 0,01 Gew.-% Ca, umfassen. In step j), the flat steel product is subjected to a coating treatment. The coating treatment is preferably carried out by continuous hot dip coating. The coating can be applied to only one side, to both sides or to all sides of the steel flat product. The coating treatment preferably takes place as a hot-dip coating process, in particular as a continuous process. The flat steel product usually comes into contact with the molten bath on all sides, so that it is coated on all sides. The molten bath, which contains the alloy to be applied to the flat steel product in liquid form, typically has a temperature (T7) of 660-800°C, preferably 680-740°C. Aluminum-based alloys have proven to be particularly suitable for coating age-resistant flat steel products with an anti-corrosion coating. In such a case, the molten bath contains up to 15% by weight Si, preferably more than 1.0%, optionally 2-4% by weight Fe, optionally up to 5% by weight alkali or alkaline earth metals, preferably up to 1.0% by weight of alkali metals or alkaline earth metals, and optionally up to 15% by weight of Zn, in particular up to 10% by weight of Zn and optional other components, the total content of which does not exceed 2.0% by weight. -% are limited, and the remainder aluminum. In a preferred variant, the Si content of the melt is 1.0-3.5% by weight or 7-12% by weight, in particular 8-10% by weight. In a preferred variant, the optional content of alkali or alkaline earth metals in the melt comprises 0.1-1.0% by weight Mg, in particular 0.1-0.7% by weight Mg, preferably 0.1-0. 5% by weight Mg. Furthermore, the optional content of alkali metals or alkaline earth metals in the melt can include in particular at least 0.0015% by weight Ca, in particular at least 0.01% by weight Ca.
Nach der Beschichtungsbehandlung wird das beschichtete Stahlflachprodukt in Arbeitsschritt k) auf Raumtemperatur abgekühlt. Dabei beträgt eine erste Abkühldauer tmT im Temperaturbereich zwischen 600 °C und 450 °C (mittlerer Temperaturbereich mT) mehr als 5s, bevorzugt mehr als 10s, insbesondere mehr als 14s beträgt und eine zweite Abkühldauer tnT im Temperaturbereich zwischen 400 °C und 300 °C (niedriger Temperaturbereich nT) mehr als 4s, bevorzugt mehr als 8s, insbesondere mehr als 12s. After the coating treatment, the coated flat steel product is cooled to room temperature in step k). A first cooling time t mT in the temperature range between 600 °C and 450 °C (average temperature range mT) is more than 5 s, preferably more than 10 s, in particular more than 14 s and a second cooling time t nT in the temperature range between 400 °C and 300 °C (low temperature range nT) more than 4s, preferably more than 8s, in particular more than 12s.
Dabei kann die erste Abkühldauer tmT im Temperaturbereich zwischen 600 °C und 450 °C (mittlerer Temperaturbereich mT) realisiert sein durch ein langsames, kontinuierliches Abkühlen oder auch durch ein Halten bei einer Temperatur für eine gewisse Zeit in diesem Temperaturbereich. Möglich ist sogar ein Zwischenheizen. Wichtig ist lediglich, dass das Stahlflachprodukt mindestens für eine Zeitdauer Abkühldauer tmT im Temperaturbereich zwischen 600 °C und 450 °C bleibt. In diesem Temperaturbereich liegt zum einen eine signifikante Diffusionsgeschwindigkeit von Eisen in Aluminium vor und zum anderen ist die Diffusion von Aluminium in Stahl gehemmt, da die Temperatur unter der halben Schmelztemperatur von Stahl liegt. Dies ermöglicht eine Diffusion von Eisen in den Korrosionsschutzüberzug ohne starke Diffusion von Aluminium in das Stahlsubstrat. The first cooling time t mT can be implemented in the temperature range between 600° C. and 450° C. (average temperature range mT) by slow, continuous cooling or by holding at a temperature in this temperature range for a certain time. Even intermediate heating is possible. It is only important that the flat steel product remains in the temperature range between 600 °C and 450 °C for at least a cooling period t mT . In this temperature range, on the one hand, there is a significant rate of diffusion of iron in aluminum and, on the other hand, the diffusion of aluminum in steel is inhibited because the temperature is below half the melting point of steel. This allows diffusion of iron into the anti-corrosion coating without extensive diffusion of aluminum into the steel substrate.
Die Diffusion von Eisen in den Korrosionsschutzüberzug hat gleich mehrere Vorteile: The diffusion of iron into the anti-corrosion coating has several advantages:
Zum einen wird das Aufschmelzen des Korrosionsschutzüberzugs beim Austenitisieren vor dem Presshärten verzögert. Zum anderem kommt es zu einer Homogenisierung der Wärmeausdehnungskoeffizienten von Korrosionsschutzüberzug und Substrat. Das heißt der Übergangsbereich zwischen Wärmeausdehnungskoeffizient Substrat und Oberfläche wird breiter, was die thermischen Spannungen beim Wiederaufheizen reduziert.
Gleichzeitig hätte das Eindiffundieren von Aluminium in das Stahlsubstrat erhebliche Nachteile: Durch die sehr hohe Affinität von Aluminium zu Stickstoff kann ein hoher Aluminium-Gehalt dazu führen, dass sich Stickstoff aus feinen Ausscheidungen, wie Niobkarbonitriden oder Titan- karbonitriden löst und sich stattdessen grobe Ausscheidungen, wie Aluminiumnitride, bevorzugt auf den Korngrenzen bilden. Diese würden die Crashperformance verschlechtern, wie auch den Biegewinkel verringern. Außerdem destabilisiert dies die feinen Ausscheidungen (z.B. die Nb- haltigen Ausscheidungen) im obersten Substratbereich, welche wichtig für viele bevorzugte Eigenschaften sind. Weiterhin würde die inhomogene Diffusionsgeschwindigkeit von Aluminium im Stahlsubstrat in Ferrit gegenüber Perlit/Bainit/Martensit zu einer ungleichmäßigen Verteilung von AI in der Randschicht des Stahlsubstrats führen. Dies sollte ebenfalls zur Verbesserung der Crash- und Biegeperformance verhindert werden. Diese Nachteile des Eindiffundierens von Aluminium in das Stahlsubstrat werden durch Hemmung daher reduziert oder vermieden. On the one hand, the melting of the anti-corrosion coating is delayed during austenitizing before press hardening. On the other hand, the thermal expansion coefficients of the anti-corrosion coating and the substrate are homogenized. This means that the transition area between the coefficient of thermal expansion of the substrate and the surface becomes wider, which reduces the thermal stresses during reheating. At the same time, diffusing aluminum into the steel substrate would have considerable disadvantages: Due to the very high affinity of aluminum for nitrogen, a high aluminum content can lead to nitrogen separating from fine precipitations, such as niobium carbonitrides or titanium carbonitrides, and coarse precipitations forming instead. such as aluminum nitrides, preferentially form on the grain boundaries. These would worsen the crash performance as well as reduce the bending angle. In addition, this destabilizes the fine precipitates (eg the Nb-containing precipitates) in the uppermost substrate region, which are important for many preferred properties. Furthermore, the inhomogeneous diffusion rate of aluminum in the steel substrate in ferrite compared to pearlite/bainite/martensite would lead to an uneven distribution of Al in the surface layer of the steel substrate. This should also be prevented to improve crash and bending performance. These disadvantages of aluminum diffusing into the steel substrate are therefore reduced or avoided by inhibition.
Durch die bevorzugte erste Abkühldauer tmT (14s) nimmt die Eisenkonzentration in der Übergangsgrenzschicht soweit zu, dass sich dadurch die Aktivität von Aluminium im Überzug direkt an der Substratgrenze weiter verringert. Dies führt dann zu einer noch weiter verringerten Aluminiumaufnahme ins Substrat bei der Austenitisierung vor dem Presshärten mit den damit verbundenen oben beschriebenen Vorteilen. Due to the preferred first cooling time t mT (14s), the iron concentration in the transition boundary layer increases to such an extent that the activity of aluminum in the coating directly at the substrate boundary is further reduced. This then leads to an even further reduced aluminum absorption in the substrate during austenitization before press hardening, with the associated advantages described above.
Die zweite Abkühldauer tn im Temperaturbereich zwischen 400 °C und 300 °C (niedriger Temperaturbereich nT) kann ebenfalls realisiert sein durch ein langsames, kontinuierliches Abkühlen oder auch durch ein Halten bei einer Temperatur für eine gewisse Zeit in diesem Temperaturbereich. Möglich ist sogar ein Zwischenheizen. Wichtig ist lediglich, dass das Stahlflachprodukt mindestens für eine Zeitdauer Abkühldauer tnT im Temperaturbereich zwischen 400 °C und 300 °C bleibt. The second cooling time t n in the temperature range between 400° C. and 300° C. (lower temperature range nT) can also be realized by slow, continuous cooling or by holding at a temperature in this temperature range for a certain time. Even intermediate heating is possible. It is only important that the flat steel product remains in the temperature range between 400 °C and 300 °C for at least a cooling period t nT .
In diesem Temperaturbereich besteht noch eine gewisse Diffusionsgeschwindigkeit von Kohlenstoff im Stahlsubstrat, während die thermodynamische Löslichkeit sehr gering ist. Somit diffundiert Kohlenstoff zu Gitterstörungen und sammelt sich dort, z.B. zu gelösten Nb-Atomen. Diese weiten durch ihr deutlich höheres Atomvolumen das Atomgitter auf und vergrößern somit die Tetraeder und Oktaederlücken im Atomgitter, so dass die lokale Löslichkeit von C erhöht ist. Dadurch ergeben sich Cluster von C und Nb, welche sich dann im Austenitisierungsschritt der Warmumformung zu sehr feinen Ausscheidungen umwandeln und zu einem verfeinerten Austenitgefüge und damit auch Härtungsgefüge, sowie einer Reduktion des freien Wasserstoffgehalts führen.
Bei der bevorzugten Haltezeit von mehr als 12s bilden sich zudem sehr feine Eisenkarbide (sogenannte Übergangskarbide), welche sich beim Austenitisieren wiederum sehr schnell auflösen und zu zusätzlichen Austenitkeimen und somit einem noch feineren Austenitgefüge und damit auch Härtungsgefüge führen. In this temperature range there is still a certain rate of diffusion of carbon in the steel substrate, while the thermodynamic solubility is very low. Thus, carbon diffuses to lattice defects and collects there, eg to dissolved Nb atoms. Due to their significantly higher atomic volume, these expand the atomic lattice and thus enlarge the tetrahedron and octahedron gaps in the atomic lattice, so that the local solubility of C is increased. This results in clusters of C and Nb, which are then converted into very fine precipitations in the austenitization step of hot forming and lead to a refined austenite structure and thus also a hardened structure, as well as a reduction in the free hydrogen content. With the preferred holding time of more than 12s, very fine iron carbides (so-called transition carbides) are also formed, which in turn dissolve very quickly during austenitizing and lead to additional austenite nuclei and thus an even finer austenite structure and thus also hardened structure.
Das beschichtete Stahlflachprodukt kann optional einem Dressieren mit einem Dressiergrad von bis zu 2% unterzogen werden, um die Oberflächenrauheit des Stahlflachprodukts zu verbessern. The coated steel flat product can optionally be skin-passed with a skin-pass degree of up to 2% in order to improve the surface roughness of the steel flat product.
Die Erfindung betrifft weiterhin ein Blechformteil geformt aus einem Stahlflachprodukt umfassend ein zuvor erläutertes Stahlsubstrat und einen Korrosionsschutzüberzug. Der Korrosionsschutzüberzug hat den Vorteil, dass er Zunderbildung verhindert während der Austenitisierung beim Warmumformen. Weiterhin schützt ein solcher Korrosionsschutzüberzug das geformte Blechformteil gegen Korrosion. The invention further relates to a shaped sheet metal part formed from a flat steel product, comprising a steel substrate as explained above and an anti-corrosion coating. The anti-corrosion coating has the advantage that it prevents scale formation during austenitization during hot forming. Furthermore, such an anti-corrosion coating protects the shaped sheet metal part against corrosion.
Bei einer speziellen Ausführungsform umfasst das Blechformteil bevorzugt einen Korrosionsschutzüberzug auf Aluminium-Basis. Bevorzugt umfasst der Korrosionsschutzüberzug des Blechformteils eine Legierungsschicht und eine Al-Basisschicht. Beim Blechformteil wird die Legierungsschicht auch häufig als Interdiffusionsschicht bezeichnet. In a special embodiment, the shaped sheet metal part preferably comprises an aluminum-based anti-corrosion coating. The anti-corrosion coating of the sheet metal part preferably comprises an alloy layer and an Al base layer. In the case of the formed sheet metal part, the alloy layer is also often referred to as the interdiffusion layer.
Die Dicke des Korrosionsschutzüberzuges beträgt bevorzugt mindestens 10 pm, besonders bevorzugt mindestens 20 pm, insbesondere mindestens 30 pm. The thickness of the anti-corrosion coating is preferably at least 10 μm, particularly preferably at least 20 μm, in particular at least 30 μm.
Die Dicke der Legierungsschicht ist bevorzugt kleiner als 30 pm, besonders bevorzugt kleiner 20 pm, insbesondere kleiner 16 pm, besonders bevorzugt kleiner 12 pm. Die Dicke der Al- Basisschicht ergibt sich aus der Differenz der Dicken von Korrosionsschutzüberzug und Legierungsschicht. The thickness of the alloy layer is preferably less than 30 μm, particularly preferably less than 20 μm, in particular less than 16 μm, particularly preferably less than 12 μm. The thickness of the Al base layer results from the difference in the thicknesses of the anti-corrosion coating and the alloy layer.
Die Legierungsschicht liegt dabei auf dem Stahlsubstrat auf und grenzt unmittelbar an dieses an. Bevorzugt besteht die Legierungsschicht des Blechformteils aus 35 - 90 Gew.-% Fe, 0,1 - 10 Gew.-% Si, optional bis zu 0,5 Gew.-% Mg und optionalen weiteren Bestandteilen, deren Gehalte in Summe auf höchstens 2,0 Gew.-% beschränkt sind, und als Rest Aluminium. Durch das weitere Eindiffundieren von Eisen in die Legierungsschicht sind die Anteile von Si und Mg entsprechend niedriger als ihr jeweiliger Anteil in der Schmelze des Schmelzbades. The alloy layer rests on the steel substrate and is directly adjacent to it. The alloy layer of the shaped sheet metal part preferably consists of 35 - 90% by weight Fe, 0.1 - 10% by weight Si, optionally up to 0.5% by weight Mg and optional other components, the total content of which is at most 2 .0% by weight, and the remainder aluminum. As iron continues to diffuse into the alloy layer, the proportions of Si and Mg are correspondingly lower than their respective proportions in the melt of the molten bath.
Die Legierungsschicht hat bevorzugt ein ferritisches Gefüge.
Die Al-Basisschicht des Blechformteils liegt auf der Legierungsschicht des Stahlbauteils und grenzt unmittelbar an diese an. Bevorzugt besteht die Al-Basisschicht des Stahlbauteils aus 35 - 55 Gew.- % Fe, 0,4 - 10 Gew.-% Si, optional bis zu 0,5 Gew.-% Mg und optionalen weiteren Bestandteilen, deren Gehalte in Summe auf höchstens 2,0 Gew.-% beschränkt sind, und als Rest Aluminium. The alloy layer preferably has a ferritic structure. The aluminum base layer of the shaped sheet metal part lies on the alloy layer of the steel component and is directly adjacent to it. The Al base layer of the steel component preferably consists of 35-55% by weight Fe, 0.4-10% by weight Si, optionally up to 0.5% by weight Mg and optional other components, the total content of which is at most 2.0% by weight, and the remainder aluminum.
Die Al-Basisschicht kann eine homogene Elementverteilung aufweisen, bei der die lokalen Elementgehalte um nicht mehr als 10 % variieren. Bevorzugte Varianten der Al-Basisschicht weisen dagegen siliziumarme Phasen und siliziumreiche Phasen auf. Siliziumarme Phasen sind dabei Gebiete, deren mittlerer Si-Gehalt mindestens 20 % weniger beträgt als der mittlere Si-Gehalt der Al-Basisschicht. Siliziumreiche Phasen sind dabei Gebiete, deren mittlerer Si-Gehalt mindestens 20 % mehr beträgt als der mittlere Si-Gehalt der Al-Basisschicht. The Al base layer can have a homogeneous element distribution in which the local element contents vary by no more than 10%. In contrast, preferred variants of the Al base layer have low-silicon phases and high-silicon phases. Low-silicon phases are areas whose average Si content is at least 20% less than the average Si content of the Al base layer. Silicon-rich phases are areas whose average Si content is at least 20% more than the average Si content of the Al base layer.
Bei einer bevorzugten Variante sind die siliziumreichen Phasen innerhalb der siliziumarmen Phase angeordnet. Insbesondere bilden die siliziumreichen Phasen mindestens eine 40 % durchgehende Schicht, die von siliziumarmen Gebieten begrenzt ist. Bei einer alternativen Ausführungsvariante sind die siliziumreichen Phasen inselförmig in der siliziumarmen Phase angeordnet. In a preferred variant, the silicon-rich phases are arranged within the silicon-poor phase. In particular, the silicon-rich phases form at least a 40% continuous layer bounded by silicon-poor regions. In an alternative embodiment variant, the silicon-rich phases are arranged in islands in the silicon-poor phase.
Unter „inselförmig“ wird im Sinne dieser Anmeldung eine Anordnung verstanden, bei der diskrete unzusammenhängende Bereiche von einem anderen Material umschlossen werden - es sich also „Inseln“ eines bestimmten Materials in einem anderen Material befinden. In the context of this application, “island-shaped” is understood to mean an arrangement in which discrete unconnected areas are surrounded by another material—that is, “islands” of a specific material are located in another material.
Bei einer bevorzugten Variante umfasst das Stahlbauteil eine auf dem Korrosionsschutzüberzug angeordnete Oxidschicht. Die Oxidschicht liegt dabei insbesondere auf der Al-Basisschicht und bildet bevorzugt den äußeren Abschluss des Korrosionsschutzüberzuges. In a preferred variant, the steel component comprises an oxide layer arranged on the anti-corrosion coating. The oxide layer lies in particular on the Al base layer and preferably forms the outer end of the anti-corrosion coating.
Die Oxidschicht des Stahlbauteils besteht insbesondere zu mehr als 80 Gew.-% aus Oxiden, wobei der Hauptanteil der Oxide (d.h. mehr als 50 Gew.-% der Oxide) Aluminiumoxid ist. Optional sind in der Oxidschicht zusätzlich zu Aluminiumoxid Hydroxide und / oder Magnesiumoxid alleine oder als Mischung vorhanden. Bevorzugt besteht der nicht von den Oxiden und optional vorhandenen Hydroxiden eingenommene Rest der Oxidschicht aus Silizium, Aluminium, Eisen und/oder Magnesium in metallischer Form. The oxide layer of the steel component consists in particular of more than 80% by weight of oxides, with the main proportion of the oxides (i.e. more than 50% by weight of the oxides) being aluminum oxide. Optionally, hydroxides and/or magnesium oxide are present alone or as a mixture in the oxide layer in addition to aluminum oxide. The remainder of the oxide layer not occupied by the oxides and optionally present hydroxides preferably consists of silicon, aluminum, iron and/or magnesium in metallic form.
Die Oxidschicht hat bevorzugt eine Dicke von mindestens 50 nm, insbesondere von mindestensThe oxide layer preferably has a thickness of at least 50 nm, in particular at least
100 nm. Weiterhin beträgt die Dicke maximal 4 pm, insbesondere maximal 2 pm.
Bei einer speziellen Ausgestaltung umfasst das Blechformteil einen Korrosionsschutzüberzug auf Zink-Basis. 100 nm. Furthermore, the thickness is a maximum of 4 μm, in particular a maximum of 2 μm. In a special embodiment, the shaped sheet metal part includes a zinc-based anti-corrosion coating.
Ein solcher Korrosionsschutzüberzug auf Zink-Basis umfasst bevorzugt bis zu 80 Gew.-% Fe, 0,2 - 6,0 Gew.-% AI, 0,1 - 10,0 Gew.-% Mg, optional 0,1 - 40 Gew.-% Mangan oder Kupfer, optional 0,1 - 10,0 Gew.-% Cer, optional höchstens 0,2 Gew.-% weitere Elemente, unvermeidbare Verunreinigungen und als Rest Zink. Insbesondere beträgt der Al-Gehalt maximal 2,0 Gew.-%, bevorzugt maximal 1,5 Gew.-%. Der Fe-Gehalt, der durch Eindiffundieren zustande kommt, beträgt bevorzugt mehr als 20 Gew.-%, insbesondere mehr als 30 Gew.-%. Zudem beträgt der Fe-Gehalt insbesondere maximal 70 Gew-%, insbesondere maximal 60 Gew.-%. Der Mg-Gehalt beträgt insbesondere maximal 3,0 Gew.-%, bevorzugt maximal 1,0 Gew.-%. Der Korrosionsschutzüberzug kann durch Schmelztauchbeschichten oder durch physikalische Gasphasenabscheidung oder durch elektrolytische Verfahren aufgebracht werden. Such a zinc-based anti-corrosion coating preferably comprises up to 80% by weight Fe, 0.2 - 6.0% by weight Al, 0.1 - 10.0% by weight Mg, optionally 0.1 - 40 % by weight of manganese or copper, optionally 0.1-10.0% by weight of cerium, optionally at most 0.2% by weight of other elements, unavoidable impurities and the remainder zinc. In particular, the Al content is at most 2.0% by weight, preferably at most 1.5% by weight. The Fe content, which comes about as a result of indiffusion, is preferably more than 20% by weight, in particular more than 30% by weight. In addition, the Fe content is in particular a maximum of 70% by weight, in particular a maximum of 60% by weight. The Mg content is in particular at most 3.0% by weight, preferably at most 1.0% by weight. The anti-corrosion coating can be applied by hot dip coating or by physical vapor deposition or by electrolytic processes.
Bei einer speziellen Weiterbildung weist das Stahlsubstrat des Blechformteils ein Gefüge mit zumindest teilweise mehr als 80 % Martensit und/oder unterem Bainit, bevorzugt zumindest teilweise mehr als 90 % Martensit und/oder unterem Bainit, insbesondere zumindest teilweise mehr als 95 %, besonders bevorzugt zumindest teilweise mehr als 98 % auf. Bei einer bevorzugten Weiterbildung weist das Stahlsubstrat des Blechformteils ein Gefüge mit zumindest teilweise mehr als 80 % Martensit, bevorzugt zumindest teilweise mehr als 90 % Martensit, insbesondere zumindest teilweise mehr als 95 %, besonders bevorzugt zumindest teilweise mehr als 98 % auf. Unter „teilweise aufweisen“ ist in diesem Zusammenhang zu verstehen, dass es Bereiche des Blechformteils gibt, die das genannte Gefüge aufweisen. Zusätzlich kann es auch Bereiche des Blechformteils geben, die ein anderes Gefüge aufweisen. Das Blechformteil weist also abschnittsweise oder bereichsweise das genannte Gefüge auf. In a special development, the steel substrate of the shaped sheet metal part has a structure with at least partially more than 80% martensite and/or lower bainite, preferably at least partially more than 90% martensite and/or lower bainite, in particular at least partially more than 95%, particularly preferably at least sometimes more than 98%. In a preferred development, the steel substrate of the shaped sheet metal part has a structure with at least partially more than 80% martensite, preferably at least partially more than 90% martensite, in particular at least partially more than 95%, particularly preferably at least partially more than 98%. In this context, “partially have” is to be understood as meaning that there are areas of the shaped sheet metal part that have the structure mentioned. In addition, there can also be areas of the shaped sheet metal part that have a different structure. The shaped sheet metal part therefore has the above-mentioned structure in sections or in regions.
Durch den hohen Martensitgehalt lassen sich sehr hohe Zugfestigkeiten und Streckgrenzen erreichen. Due to the high martensite content, very high tensile strength and yield points can be achieved.
Bei einer alternativen Weiterbildung weist das Stahlsubstrat des Blechformteils ein Gefüge mit einem Ferritanteil von mehr als 5 %, bevorzugt mehr als 10 %, insbesondere mehr als 20 % auf. Weiterhin beträgt der Ferritanteil bevorzugt weniger als 85 %, insbesondere weniger als 70 %. Der Martensitgehalt beträgt weniger als 80 %, insbesondere weniger als 50 %. Zusätzlich kann das Gefüge optional Bainit und/oder Perlit enthalten. Das genaue Verhältnis der Gefügebestandteile
hängt von der Höhe des C-Gehaltes und des Mn-Gehaltes sowie von den Abkühlbedingungen beim Umformen ab. Das so gestaltete Gefüge hat eine höhere Duktilität und führt daher zu einem verbesserten Umformverhalten. So weist ein entsprechendes Blechformteil bevorzugt eine Bruchdehnung A80 in einem Bereich von 8 % bis 25 %, bevorzugt zwischen 10 % und 22 %, insbesondere zwischen 12 % und 20 % auf. In an alternative development, the steel substrate of the shaped sheet metal part has a structure with a ferrite content of more than 5%, preferably more than 10%, in particular more than 20%. Furthermore, the ferrite content is preferably less than 85%, in particular less than 70%. The martensite content is less than 80%, in particular less than 50%. In addition, the microstructure can optionally contain bainite and/or pearlite. The exact ratio of the structural components depends on the level of the C content and the Mn content as well as on the cooling conditions during forming. The structure designed in this way has a higher ductility and therefore leads to improved forming behavior. A corresponding shaped sheet metal part preferably has an elongation at break A80 in a range from 8% to 25%, preferably between 10% and 22%, in particular between 12% and 20%.
In einer bevorzugten Ausführungsform weisen die ehemaligen Austenitkörner des Martensits einen mittleren Korndurchmesser auf, der kleiner ist als 14 pm, insbesondere kleiner als 12 pm, bevorzugt kleiner als 10 pm. Durch das feine Gefüge ist dieses homogener. Es ergibt sich eine Verbesserung der mechanischen Eigenschaften, insbesondere eine geringere Rissempfindlichkeit und damit verbesserte Biegeeigenschaften und eine höhere Bruchdehnung. In a preferred embodiment, the former austenite grains of the martensite have an average grain diameter of less than 14 μm, in particular less than 12 μm, preferably less than 10 μm. Due to the fine structure, this is more homogeneous. There is an improvement in the mechanical properties, in particular a lower susceptibility to cracking and thus improved bending properties and a higher elongation at break.
Das Blechformteil weist in einer weitergebildeten Variante zumindest teilweise eine Streckgrenze von mindestens 950 MPa, insbesondere mindestens 1100 MPa, insbesondere mindestens 1200 MPa, bevorzugt mindestens 1300 MPa, bevorzugt mindestens 1400 MPa insbesondere mindestens 1500 MPa. In a further developed variant, the shaped sheet metal part at least partially has a yield point of at least 950 MPa, in particular at least 1100 MPa, in particular at least 1200 MPa, preferably at least 1300 MPa, preferably at least 1400 MPa, in particular at least 1500 MPa.
Bei einer weitergebildeten Variante weist das Blechformteil zumindest teilweise eine Zugfestigkeit von mindestens 1000 MPa, insbesondere mindestens 1100 MPa, bevorzugt mindestens 1300 MPa, bevorzugt mindestens 1400 MPa, insbesondere mindestens 1600 MPa, bevorzugt mindestens 1700MPa, insbesondere mindestens 1800 MPa auf. In a further developed variant, the shaped sheet metal part at least partially has a tensile strength of at least 1000 MPa, in particular at least 1100 MPa, preferably at least 1300 MPa, preferably at least 1400 MPa, in particular at least 1600 MPa, preferably at least 1700 MPa, in particular at least 1800 MPa.
Insbesondere weist das Blechformteil zumindest teilweise eine Bruchdehnung A80 von mindestens 3,5 %, insbesondere mindestens 4 %, insbesondere mindestens 4,5 %, bevorzugt mindestens 5 %, besonders bevorzugt mindestens 6 % auf. In particular, the shaped sheet metal part at least partially has an elongation at break A80 of at least 3.5%, in particular at least 4%, in particular at least 4.5%, preferably at least 5%, particularly preferably at least 6%.
Zudem kann das Blechformteil bei einer bevorzugten Variante zumindest teilweise einen Biegewinkel von mindestens 30°, insbesondere mindestens 40°, insbesondere mindestens 45° bevorzugt mindestens 50° aufweisen. Unter dem Biegewinkel ist hier der um die Blechdicke korrigierte Biegewinkel zu verstehen. Der korrigierte Biegewinkel ergibt sich aus dem ermittelten Biegewinkel im Kraftmaximum (gemessen nach VDA-Norm 238-100) (auch als maximaler Biegewinkel bezeichnet) aus der Formel In addition, in a preferred variant, the shaped sheet metal part can at least partially have a bending angle of at least 30°, in particular at least 40°, in particular at least 45°, preferably at least 50°. The bending angle is to be understood here as the bending angle corrected by the sheet thickness. The corrected bending angle results from the determined bending angle in the maximum force (measured according to VDA standard 238-100) (also referred to as maximum bending angle) from the formula
Biegewinkelkorrigiert = Biegewinkelermütel ■ Blechdicke
wobei die Blechdicke in mm in die Formel einzusetzen ist. Dies gilt für Blechdicken größer 1,0 mm. Bei Blechdicken kleiner 1,0 mm entspricht der korrigierte Biegewinkel dem ermittelten Biegewinkel. Bending angle corrected = bending angle guessed ■ Sheet thickness where the sheet thickness in mm is to be entered in the formula. This applies to sheet thicknesses greater than 1.0 mm. For sheet thicknesses less than 1.0 mm, the corrected bending angle corresponds to the determined bending angle.
Unter „teilweise aufweisen“ ist in diesem Zusammenhang zu verstehen, dass es Bereiche des Blechformteils gibt, die die genannte mechanische Eigenschaft aufweisen. Zusätzlich kann es auch Bereiche des Blechformteils geben, deren mechanische Eigenschaft unterhalb des Grenzwertes liegt. Das Blechformteil weist also abschnittsweise oder bereichsweise die genannte mechanische Eigenschaft auf. Dies liegt daran, dass unterschiedliche Bereiche des Blechformteils unterschiedliche Wärmebehandlungen erfahren können. Beispielsweise können einzelne Bereiche schneller abgekühlt werden als andere, wodurch sich in den schneller abgekühlten Bereichen beispielsweise mehr Martensit bildet. Daher stellen sich auch unterschiedliche mechanische Eigenschaften in den verschiedenen Bereichen ein. In this context, “partially have” is to be understood as meaning that there are areas of the sheet metal part that have the mechanical property mentioned. In addition, there can also be areas of the sheet metal part whose mechanical properties are below the limit value. The shaped sheet metal part therefore has the mechanical properties mentioned in sections or in regions. This is because different areas of the sheet metal part can receive different heat treatments. For example, individual areas can be cooled more quickly than others, as a result of which more martensite forms, for example, in the areas that have cooled more quickly. This is why different mechanical properties also appear in the different areas.
Die genannten mechanischen Kennzahlen haben sich als besonders vorteilhaft erwiesen, um den Einsatz in einem Automobil mit guter Crashperformance zu gewährleisten. The mechanical key figures mentioned have proven to be particularly advantageous in order to ensure use in an automobile with good crash performance.
Bei einer speziellen Weiterbildung weist das Blechformteil feine Ausscheidungen im Gefüge, insbesondere in Form von Niobkarbonitriden und/oder Titankarbonitriden, auf. In a special development, the shaped sheet metal part has fine precipitations in the structure, in particular in the form of niobium carbonitrides and/or titanium carbonitrides.
Unter feinen Ausscheidungen werden im Sinne dieser Anmeldung alle Ausscheidungen mit einem Durchmesser kleiner als 30 nm bezeichnet. Die übrigen Ausscheidungen werden als grobe Ausscheidungen bezeichnet. For the purposes of this application, fine precipitations are all precipitations with a diameter of less than 30 nm. The remaining exudates are referred to as coarse excretions.
Bei einer bevorzugten Ausgestaltung beträgt der mittlere Durchmesser der feinen Ausscheidungen maximal 11 nm, bevorzugt maximal 10 nm, insbesondere maximal 8nm, bevorzugt maximal 6nm. In a preferred embodiment, the mean diameter of the fine precipitates is at most 11 nm, preferably at most 10 nm, in particular at most 8 nm, preferably at most 6 nm.
Bei einer weiteren bevorzugten Ausgestaltung weist das Blechformteil weitgehend feine Ausscheidungen im Gefüge auf. Im Sinne dieser Anmeldung ist unter weitgehend feinen Ausscheidungen zu verstehen, dass mehr als 80 %, bevorzugt mehr als 90 %, aller Ausscheidungen feine Ausscheidungen sind. Das heißt, dass mehr als 80 %, bevorzugt mehr als 90 %, aller Ausscheidungen einen Durchmesser haben, der kleiner ist als 30 nm. In a further preferred embodiment, the shaped sheet metal part has largely fine precipitations in the structure. For the purposes of this application, largely fine precipitates are to be understood as meaning that more than 80%, preferably more than 90%, of all the precipitates are fine precipitates. This means that more than 80%, preferably more than 90%, of all precipitations have a diameter of less than 30 nm.
Die feinen Ausscheidungen bedingen ein besonders feines Gefüge mit kleinen Korndurchmessern. Durch das feine Gefüge ist dieses homogener. Es ergibt sich eine Verbesserung der mechanischen
Eigenschaften, insbesondere eine geringere Rissempfindlichkeit und damit verbesserte Biegeeigenschaften und eine höhere Bruchdehnung. Hierdurch stellt sich auch eine bessere Zähigkeit mit ausgeprägterem Brucheinschürverhalten ein. The fine precipitations require a particularly fine structure with small grain diameters. Due to the fine structure, this is more homogeneous. There is an improvement in the mechanical Properties, in particular a lower susceptibility to cracking and thus improved bending properties and a higher elongation at break. This also results in better toughness with more pronounced fracture necking behavior.
Die realen mechanischen Kennwerte des Blechformteils werden ermittelt, indem das Blechformteil zunächst kathodisch mit Tauchlack beschichtet wird oder einer anlogen Wärmebehandlung unterzogen wird. Kathodische Tauchlackierungen werden im Regelfall für entsprechende Bauteile in der Automobilindustrie durchgeführt. Bei einer kathodischen Tauchlackierung werden die Bauteile zunächst in einer wässrigen Lösung beschichtet. Diese Beschichtung wird anschließend bei einer Wärmebehandlung eingebrannt. Dabei werden die Blechformteile auf 170°C erwärmt und bei dieser Temperatur für 20 Minuten gehalten. Anschließend werden die Bauteile an Umgebungsluft auf Raumtemperatur abgekühlt. Da diese Wärmebehandlung Einfluss auf die mechanischen Kenngrößen haben kann, sind im Sinne dieser Anmeldung die mechanischen Kenngrößen (Streckgrenze, Zugfestigkeit, Streckgrenzenverhältnis, Bruchdehnung A80, Biegewinkel, Vickershärte) so zu verstehen, dass sie an einem Bauteil mit einer kathodischen Tauchlackierung vorliegen oder an einem Bauteil, das nach der Umformung, einer Wärmebehandlung unterzogen wurde, die analog zu einer kathodischen Tauchlackierung ist. In der Praxis variiert die Wärmebehandlung der kathodischen Tauchlackierung geringfügig. Üblich sind Temperaturen von 165°C-180°C und Haltezeiten von 12 - 30 Minuten. Die Änderung der mechanischen Kenngrößen aufgrund dieser Variationen (165°C-180°C; 12 - 30 Minuten) sind jedoch vernachlässigbar. The real mechanical characteristics of the sheet metal part are determined by first cathodically coating the sheet metal part with dip paint or by subjecting it to an analogous heat treatment. Cathodic dip coatings are usually carried out for corresponding components in the automotive industry. In cathodic dip painting, the components are first coated in an aqueous solution. This coating is then burned in during a heat treatment. The shaped sheet metal parts are heated to 170° C. and kept at this temperature for 20 minutes. The components are then cooled to room temperature in ambient air. Since this heat treatment can affect the mechanical parameters, the mechanical parameters (yield point, tensile strength, yield point ratio, elongation at break A80, bending angle, Vickers hardness) are to be understood in the sense of this application that they are present on a component with a cathodic dip coating or on a Component that, after forming, has undergone a heat treatment analogous to cathodic dip painting. In practice, the heat treatment of the cathodic dip coating varies slightly. Temperatures of 165°C-180°C and holding times of 12 - 30 minutes are usual. However, the change in the mechanical parameters due to these variations (165°C-180°C; 12 - 30 minutes) are negligible.
In einer bevorzugten Variante umfasst das Blechformteil eine kathodische Tauchlackierung. In a preferred variant, the shaped sheet metal part comprises a cathodic dip coating.
Bei einer besonders bevorzugten Ausführungsvariante des Blechformteils beträgt das elektrochemische Potential der Oberfläche des Blechformteils in einem korrosiv wirkenden Medium mindestens -0,50 V. Das elektrochemische Potential ist also -0,50 V oder größer, das heißt positiver. In a particularly preferred embodiment of the sheet metal part, the electrochemical potential of the surface of the sheet metal part is at least −0.50 V in a corrosive medium. The electrochemical potential is therefore −0.50 V or greater, ie more positive.
Das elektrochemische Potential wird dabei gemäß DIN-Norm „DIN 50918 (2018.09) („Ruhepotenzialmessung an homogenen Mischelektroden“) bestimmt. Insoweit Absolut- anstelle Differenzwerte für das elektrochemische Potential angegeben werden, ist damit der Bezug zur Normwasserstoffelektrode gemeint. Als korrosives Medium kommt bei der Messung eine wässrige, 5 %-NaCI-Lösung mit einem pH-Wert von 7 zum Einsatz, die typische Korrosionsbedingungen im Automobilbereich repräsentiert. Mit anderen Worten beträgt das elektrochemische Potential der
Oberfläche des Blechformteils in einer wässrigen 5 %-NaCI-Lösung mit einem pH-Wert von 7 mindestens -0,50 V. The electrochemical potential is determined according to the DIN standard "DIN 50918 (2018.09) ("resting potential measurement on homogeneous mixed electrodes"). Insofar as absolute instead of difference values for the electrochemical potential are given, this refers to the reference to the standard hydrogen electrode. An aqueous 5% NaCl solution with a pH value of 7, which represents typical corrosion conditions in the automotive sector, is used as the corrosive medium in the measurement. In other words, the electrochemical potential is Surface of the sheet metal part in an aqueous 5% NaCl solution with a pH value of 7 at least -0.50 V.
Bevorzugt beträgt das elektrochemische Potential mindestens -0,45 V, besonders bevorzugt mindestens -0,40 V, insbesondere mindestens -0,39 V, besonders bevorzugt mindestens -0,38 V, insbesondere mindestens - 0,36 V, bevorzugt mindestens -0,34 V. Weiterhin bevorzugt beträgt das elektrochemische Potential maximal -0,1V, bevorzugt maximal -0,20V, insbesondere -0,25V, bevorzugt maximal -0,30 V. The electrochemical potential is preferably at least −0.45 V, particularly preferably at least −0.40 V, in particular at least −0.39 V, particularly preferably at least −0.38 V, in particular at least −0.36 V, preferably at least −0 34 V. Furthermore, the electrochemical potential is preferably at most -0.1 V, preferably at most -0.20 V, in particular -0.25 V, preferably at most -0.30 V.
Ein größeres, das heißt positiveres, elektrochemisches Potential hat den Vorteil, dass das Blechformteil eine geringere Korrosionsneigung aufweist. Überraschenderweise hat sich gezeigt, dass der höhere Nb-Gehalt im Stahlsubstrat zu einer Verschiebung des elektrochemischen Potentials zu einem positiveren (d.h. edleren) Potential führt. Das Potential ist typischerweise etwa 100 - 150 mV höher als bei einem Vergleichssubstrat mit niedrigerem Nb-Gehalt. A larger, ie more positive, electrochemical potential has the advantage that the sheet metal part has a lower tendency to corrode. Surprisingly, it has been shown that the higher Nb content in the steel substrate leads to a shift in the electrochemical potential to a more positive (i.e. nobler) potential. The potential is typically about 100-150 mV higher than a comparison substrate with lower Nb content.
Eine weitergebildete Variante des Blechformteils zeichnet sich dadurch aus, dass der Korrosionsschutzüberzug ein Korrosionsschutzüberzug auf Aluminium-Basis ist und das Blechformteil eine Legierungsschicht und eine Al-Basisschicht umfasst. Zudem ist im Querschliff der Legierungsschicht auf einer Messlänge von 500 pm die mit Poren besetzte Fläche in der Legierungsschicht kleiner 250 pm2, bevorzugt kleiner 200 pm2, insbesondere kleiner als 180 pm2, besonders bevorzugt weniger 100 pm2, insbesondere weniger als 75 pm2. A further developed variant of the shaped sheet metal part is characterized in that the anti-corrosion coating is an aluminum-based anti-corrosion coating and the shaped sheet metal part comprises an alloy layer and an Al base layer. In addition, in the cross section of the alloy layer over a measuring length of 500 μm, the area occupied by pores in the alloy layer is less than 250 μm 2 , preferably less than 200 μm 2 , in particular less than 180 μm 2 , particularly preferably less than 100 μm 2 , in particular less than 75 μm 2 .
Bei Poren handelt es sich um Hohlräume, die aus verschiedenen Gründen innerhalb der Legierungsschicht entstehen könnten. Ein Mechanismus ist die Bildung Eisen- Aluminidverbindungen mit höherer Dichte über eine mehrstufige Phasentransformation (Fe2AI5^Fe2AI^FeAI^Fe3AI) gebildet. Die Ausbildung von solchen dichteren Phasen ist mit einem höheren Aluminiumverbrauch als bei weniger dichten Phasen verbunden. Dieser lokal höhere Aluminiumverbrauch führt zur Entstehung von Poren (Leerstellen) in der erhaltenen Phase. Bevorzugt bilden sich diese Poren in der Legierungsschicht im Übergangsbereich zwischen Stahlsubstrat und Korrosionsschutzüberzug, wo der Anteil des zur Verfügung stehenden Aluminiums stark durch den Aluminium-Gehalt des Stahlsubstrates geprägt ist. Es kann insbesondere zu einer Ansammlung von Poren in Form eines Bandes in der Legierungsschicht im Übergangsbereich, das heißt im substratnahen Drittel der Legierungsschicht, kommen.
Durch die Reduzierung der Porenfläche können vielfältige Probleme reduziert oder verhindert werden: Pores are cavities that could arise within the alloy layer for a variety of reasons. One mechanism is the formation of higher density iron aluminide compounds via a multi-step phase transformation (Fe2Al5^Fe2AI^FeAl^Fe3AI). The formation of such dense phases is associated with higher aluminum consumption than in less dense phases. This locally higher aluminum consumption leads to the formation of pores (voids) in the phase obtained. These pores preferably form in the alloy layer in the transition area between the steel substrate and the anti-corrosion coating, where the proportion of available aluminum is strongly influenced by the aluminum content of the steel substrate. In particular, there can be an accumulation of pores in the form of a band in the alloy layer in the transition area, ie in the third of the alloy layer close to the substrate. By reducing the pore area, a variety of problems can be reduced or prevented:
- Durch die Poren ist die mechanische Integrität in diesem Bereich reduziert. Es kann schneller zu Schichtablösung bei korrosiver Beanspruchung. Zudem reduziert sich die übertragbare Kraft an der Verbindungsstelle zweier Bauteile nach Verkleben oder Verschweißen. Mit der erfindungsgemäß erzielten Verminderung der Anzahl an Poren ist dagegen beim Verkleben die Fläche, über die die Kräfte der Klebeverbindung übertragen werden, um über 60 % erhöht. Folglich ist damit das Risiko eines Delaminationsbruchs entsprechend reduziert. - Due to the pores, the mechanical integrity in this area is reduced. Layer detachment can occur more quickly under corrosive stress. In addition, the transmittable force at the connection point between two components is reduced after gluing or welding. With the reduction in the number of pores achieved according to the invention, on the other hand, the area over which the forces of the adhesive connection are transmitted is increased by more than 60% when gluing. Consequently, the risk of a delamination fracture is correspondingly reduced.
- Die Poren führen zu veränderten Strombahnen im Material beim Widerstandpunktschweißen, die die Schweißeignung negativ beeinflussen und so den Schweißbereich reduzieren. Durch die Verminderung der Poren kann somit ein erhöhter Schweißbereich und damit eine stabile Weiterverarbeitung des Blechbauteils ermöglicht werden. - The pores lead to changed current paths in the material during resistance spot welding, which have a negative effect on the suitability for welding and thus reduce the welding area. By reducing the pores, an increased welding area and thus stable further processing of the sheet metal component can be made possible.
- Bereits die Poren selbst erleichtern die Risseinleitung und Rissausbreitung beim statischen und dynamischen Biegen. Durch die Verminderung der Porenfläche lässt sich folglich ein höherer Biegewinkel realisieren. - The pores themselves facilitate crack initiation and crack propagation during static and dynamic bending. A higher bending angle can consequently be achieved by reducing the pore area.
Bei einer speziellen Ausgestaltung beträgt der der Anteil der von Poren besetzten Fläche in der Legierungsschicht mit einem Durchmesser größer oder gleich 0,1 pm weniger als 10 %, insbesondere weniger als 5 %, bevorzugt weniger als 3 % beträgt. Kleinere Poren wirken sich deutlich weniger auf die erläuterte Reduzierung der mechanischen Integrität aus. Daher ist eine besonders feinporige Legierungsschicht bevorzugt. In a special configuration, the proportion of the area occupied by pores in the alloy layer with a diameter greater than or equal to 0.1 μm is less than 10%, in particular less than 5%, preferably less than 3%. Smaller pores have a much smaller impact on the reduction in mechanical integrity discussed. A particularly fine-pored alloy layer is therefore preferred.
In einer besonders bevorzugten Ausgestaltung beträgt der Schweißbereich mindestens 0,9 kA, bevorzugt mindestens als 1,0 kA, besonders bevorzugt mindestens als 1,1 kA, insbesondere mindestens 1,2 kA. Der Schweißbereich wird dabei nach SEP 1220-2 bestimmt. Insbesondere beträgt der Schweißbereich maximal 1,6 kA, insbesondere maximal 1,4 kA. Die genannten Bereiche ermöglichen eine besonders stabile Weiterverarbeitung der Blechformteile. In a particularly preferred embodiment, the welding range is at least 0.9 kA, preferably at least 1.0 kA, particularly preferably at least 1.1 kA, in particular at least 1.2 kA. The welding area is determined according to SEP 1220-2. In particular, the welding range is a maximum of 1.6 kA, in particular a maximum of 1.4 kA. The areas mentioned enable particularly stable further processing of the shaped sheet metal parts.
In einer speziellen Ausgestaltung ist der Nb-Anteil in der Legierungsschicht größer als 0,010 Gew.-%, bevorzugt größer 0,015 Gew.-%, insbesondere größer 0,018 Gew.-%. In a special configuration, the Nb content in the alloy layer is greater than 0.010% by weight, preferably greater than 0.015% by weight, in particular greater than 0.018% by weight.
Bei dem erfindungsgemäßen Blechformteil handelt es sich bevorzugt um ein Bauteil für ein Landfahrzeug, Seefahrzeug oder Luftfahrzeug. Besonders bevorzugt handelt es sich um ein
Automobilteil, insbesondere um ein Karrosserieteil. Bevorzugt ist das Bauteil eine B-Säule, Längsträger, A-Säule, Schweller oder Querträger. The shaped sheet metal part according to the invention is preferably a component for a land vehicle, sea vehicle or aircraft. It is particularly preferably a Automobile part, in particular a body part. The component is preferably a B-pillar, side member, A-pillar, rocker panel or cross member.
Beim erfindungsgemäßen Verfahren zum Herstellen eines in der voranstehend erläuterten Weise beschaffenen erfindungsgemäßen Blechformteils werden mindestens folgende Arbeitsschritte durchlaufen: a) Bereitstellen eines Blechzuschnitts aus einem Stahlflachprodukt umfassend ein Stahlsubstrat aus Stahl, der neben Eisen und unvermeidbaren Verunreinigungen (in Gew.-%) aus In the method according to the invention for producing a shaped sheet metal part according to the invention in the manner explained above, at least the following work steps are carried out: a) Preparing a sheet metal blank from a steel flat product comprising a steel substrate made of steel which, in addition to iron and unavoidable impurities (in % by weight), consists of
C: 0,06 - 0,5 %, C: 0.06 - 0.5%,
Si: 0,05 - 0,6 %, Si: 0.05 - 0.6%,
Mn: 0,4 -3,0%, AI: 0,06-1,0%, Nb: 0,001 - 0,2 %, Ti: 0,001-0,10% B: 0,0005-0,01 % Mn: 0.4-3.0%, Al: 0.06-1.0%, Nb: 0.001-0.2%, Ti: 0.001-0.10% B: 0.0005-0.01%
P: < 0,03 %, P: <0.03%,
S: <0,02%, S: <0.02%,
N: <0,02%, N: <0.02%,
Sn: < 0,03 % Sn: <0.03%
As: < 0,01 % sowie optional einem oder mehreren der Elemente „Cr, Cu, Mo, Ni, V, Ca, W“ in folgenden Gehalten As: < 0.01% and optionally one or more of the elements "Cr, Cu, Mo, Ni, V, Ca, W" in the following contents
Cr: 0,01 -1,0%, Cr: 0.01-1.0%,
Cu: 0,01 - 0,2 %, Cu: 0.01 - 0.2%,
Mo: 0,002-0,3%, Mon: 0.002-0.3%,
Ni: 0,01-0,5% Ni: 0.01-0.5%
V: 0,001-0,3% V: 0.001-0.3%
Ca: 0,0005-0,005% Approx: 0.0005-0.005%
W: 0,001 -1,00% besteht;
a) Erwärmen des Blechzuschnitts derart, dass zumindest teilweise die AC3 Temperatur des Zuschnitts überschritten ist und die Temperatur TEinig des Zuschnitts beim Einlegen in ein für ein Warmpressformen vorgesehenes Umformwerkzeug (Arbeitsschritt c)) zumindest teilweise eine Temperatur oberhalb von Ms+100°C, insbesondere oberhalb von Ms+300°C, aufweist, wobei Ms die der Martensitstarttemperatur bezeichnet. b) Einlegen des erwärmten Blechzuschnitts in ein Umformwerkzeug, wobei die für das Entnehmen aus der Erwärmungseinrichtung und das Einlegen des Zuschnitts benötigte Transferdauer tTrans höchstens 20 s, bevorzugt höchstens 15 s, beträgt; c) Warmpressformen des Blechzuschnitts zu dem Blechformteil, wobei der Zuschnitt im Zuge des Warmpressformens über eine Dauer twz von mehr als 1 s mit einer zumindest teilweise mehr als 30 K/s betragenden Abkühlgeschwindigkeit rwz auf die Zieltemperatur TZiei abgekühlt und optional dort gehalten wird; d) Entnehmen des auf Zieltemperatur abgekühlten Blechformteils aus dem Werkzeug; W: 0.001 -1.00% passes; a) heating of the sheet metal blank in such a way that the AC3 temperature of the blank is at least partially exceeded and the temperature T unit of the blank when it is placed in a forming tool provided for hot-press forming (step c)) at least partially a temperature above Ms+100°C, in particular above Ms+300°C, where Ms designates the martensite start temperature. b) inserting the heated sheet metal blank into a forming tool, the transfer time t Tr an required for removing it from the heating device and inserting the blank being at most 20 s, preferably at most 15 s; c) Hot-press forming of the sheet metal blank to form the shaped sheet metal part, the blank being cooled to the target temperature T target temperature T target and optionally held there over a period t wz of more than 1 s with a cooling rate r wz at least in part of more than 30 K/s in the course of the hot-press forming becomes; d) removing the shaped sheet metal part, which has been cooled to the target temperature, from the tool;
Beim erfindungsgemäßen Verfahren wird somit ein Zuschnitt, der aus einem entsprechend den voranstehenden Erläuterungen in geeigneter Weise zusammengesetzten Stahl besteht, bereitgestellt (Arbeitsschritt a)), der dann in an sich bekannter Weise so erwärmt wird, dass zumindest teilweise die AC3 Temperatur des Zuschnitts überschritten ist und die Temperatur TEinig des Zuschnitts beim Einlegen in ein für ein Warmpressformen vorgesehenes Umformwerkzeug (Arbeitsschritt c)) zumindest teilweise eine Temperatur oberhalb von Ms+100°C , insbesondere oberhalb von Ms+300°C, beträgt. Insbesondere überschreitet die Temperatur TEinig des Zuschnitts beim Einlegen zumindest teilweise 600 °C. Bei einer besonders bevorzugten Variante liegt die Temperatur TEinig des Zuschnitts beim Einlegen zumindest teilweise, insbesondere vollständig im Bereich 600 °C bis 850 °C, um eine gute Umformbarkeit und die ausreichende Härtbarkeit zu gewährleisten. Unter teilweisem Überschreiten einer Temperatur (hier AC3 bzw. Ms+100°C) wird im Sinne dieser Anmeldung verstanden, dass mindestens 30 %, insbesondere mindestens 60 % des Volumens des Zuschnitts, bevorzugt der gesamte Zuschnitt, eine entsprechende Temperatur überschreiten. Entsprechendes gilt für das zumindest teilweise Vorhandensein einer Temperatur im Intervall 600 °C bis 850 °C bei der zuvor erläuterten bevorzugten Variante. Beim Einlegen in das Umformwerkzeug weist also mindestens 30 % des Zuschnitts ein austenitisches Gefüge auf, d.h.
die Umwandlung vom ferritischen ins austenitische Gefüge muss beim Einlegen in das Umformwerkzeug noch nicht abgeschlossen sein. Vielmehr können bis zu 70 % des Volumens des Zuschnitts beim Einlegen in das Umformwerkzeug aus anderen Gefügebestandteilen, wie angelassenem Bainit, angelassenem Martensit und/oder nicht bzw. teilweise rekristallisiertem Ferrit bestehen. Zu diesem Zweck können bestimmte Bereiche des Zuschnitts während der Erwärmung gezielt auf einem niedrigeren Temperaturniveau gehalten werden als andere. Hierzu kann die Wärmezufuhr gezielt nur auf bestimmte Abschnitte des Zuschnitts gerichtet werden oder die Teile, die weniger erwärmt werden sollen, gegen die Wärmezufuhr abgeschirmt werden. In dem Teil des Zuschnittmaterials, dessen Temperatur niedriger bleibt, entsteht im Zuge der Umformung im Werkzeug kein oder nur deutlich weniger Martensit, so dass das Gefüge dort deutlich weicher ist als in den jeweils anderen Teilen, in denen ein martensitisches Gefüge vorliegt. Auf diese Weise kann im jeweils geformten Blechformteil gezielt ein weicherer Bereich eingestellt werden, in dem beispielsweise eine für den jeweiligen Verwendungszweck optimale Zähigkeit vorliegt, während die anderen Bereiche des Blechformteils eine maximierte Festigkeit besitzen. In the method according to the invention, a blank is thus provided (step a)), which consists of steel suitably composed in accordance with the explanations above, which is then heated in a manner known per se such that the AC3 temperature of the blank is at least partially exceeded and the temperature T Einig of the blank when it is placed in a forming tool provided for hot-press forming (work step c)) is at least partially a temperature above Ms+100°C, in particular above Ms+300°C. In particular, the temperature T eing of the blank during insertion at least partially exceeds 600°C. In a particularly preferred variant, the temperature T Ein ig of the blank during insertion is at least partially, in particular completely, in the range from 600° C. to 850° C. in order to ensure good formability and sufficient hardenability. In the context of this application, partially exceeding a temperature (here AC3 or Ms+100°C) means that at least 30%, in particular at least 60% of the volume of the blank, preferably the entire blank, exceeds a corresponding temperature. The same applies to the at least partial presence of a temperature in the interval 600° C. to 850° C. in the preferred variant explained above. When placed in the forming tool, at least 30% of the blank has an austenitic structure, ie the transformation from the ferritic to the austenitic structure does not have to be completed when it is placed in the forming tool. Rather, up to 70% of the volume of the blank when it is placed in the forming tool can consist of other structural components, such as tempered bainite, tempered martensite and/or non-recrystallized or partially recrystallized ferrite. For this purpose, certain areas of the blank can be kept at a lower temperature level than others during heating. For this purpose, the supply of heat can be directed only to specific sections of the blank, or the parts that are to be heated less can be shielded from the supply of heat. In the part of the cut material whose temperature remains lower, no martensite or only significantly less martensite is formed in the course of forming in the tool, so that the structure there is significantly softer than in the other parts in which a martensitic structure is present. In this way, a softer area can be specifically set in the formed sheet metal part in which, for example, there is optimal toughness for the respective application, while the other areas of the sheet metal part have maximized strength.
Maximale Festigkeitseigenschaften des erhaltenen Blechformteils können dadurch ermöglicht werden, dass die zumindest teilweise im Blechzuschnitt erreichte Temperatur zwischen Ac3 und 1000 °C, bevorzugt zwischen 850 °C und 950 °C liegt. Maximum strength properties of the formed sheet metal part obtained can be made possible if the temperature at least partially reached in the sheet metal blank is between Ac3 and 1000° C., preferably between 850° C. and 950° C.
Dabei ist die zu überschreitende Mindesttemperatur Ac3 gemäß der von HOUGARDY, HP. in Werkstoffkunde Stahl Band 1: Grundlagen, Verlag Stahleisen GmbH, Düsseldorf, 1984, p. 229., angegebenen Formel The minimum temperature to be exceeded is Ac3 according to that of HOUGARDY, HP. in Materials Science Steel Volume 1: Basics, Verlag Stahleisen GmbH, Düsseldorf, 1984, p. 229., given formula
AC3[°C] = (902 Gew.-% - 225*%C + 19*%Si - ll*%Mn - 5*%Cr + 13*%Mo - 20*%Ni +55*%V)[°C/Gew.-%] mit %C = jeweiliger C-Gehalt, %Si = jeweiliger Si-Gehalt, %Mn = jeweiliger Mn-Gehalt, %Cr = jeweiliger Cr — Gehalt, %Mo = jeweiliger Mo-Gehalt, %Ni jeweiliger Ni-Gehalt und %V = jeweiliger V-Gehalt des Stahls, aus dem der Zuschnitt besteht, bestimmt. AC3[°C] = (902 wt% - 225*%C + 19*%Si - 11*%Mn - 5*%Cr + 13*%Mo - 20*%Ni +55*%V)[° C/wt%] where %C = each C content, %Si = each Si content, %Mn = each Mn content, %Cr = each Cr content, %Mo = each Mo content, %Ni respective Ni content and %V = respective V content of the steel from which the blank is made.
Eine optimal gleichmäßige Eigenschaftsverteilung lässt sich dadurch erreichen, dass der Zuschnitt im Arbeitsschritt b) vollständig durcherwärmt wird. An optimally uniform distribution of properties can be achieved by completely heating the blank in step b).
Bei einer bevorzugten Ausführungsvariante beträgt die mittlere Aufheizgeschwindigkeit rOfen des Blechzuschnittes beim Erwärmen in Schritt b) mindestens 3 K/s, bevorzugt mindestens 5 K/s,
insbesondere mindestens 6 K/s, bevorzugt mindestens 8 K/s, insbesondere mindestens 10 K/s, bevorzugt mindestens 15 K/s. Die mittlere Aufheizgeschwindigkeit rOfen ist dabei als mittlere Aufheizgeschwindigkeit von 30 °C auf 700 °C zu verstehen. In a preferred embodiment variant, the mean heating rate r O f en of the sheet metal blank during heating in step b) is at least 3 K/s, preferably at least 5 K/s, in particular at least 6 K/s, preferably at least 8 K/s, in particular at least 10 K/s, preferably at least 15 K/s. The average heating rate of a furnace is to be understood as the average heating rate from 30 °C to 700 °C.
Bei einer bevorzugten Ausführungsvariante beträgt die normierte mittlere Aufheizung 0norm mindestens 5 Kmm/s, insbesondere mindestens 8 Kmm/s, bevorzugt mindestens 10 Kmm/s. Maximal beträgt die normierte mittlere Aufheizung 15 Kmm/s, insbesondere maximal 14 Kmm/s, bevorzugt maximal 13 Kmm/s. In a preferred embodiment, the normalized mean heating 0 norm is at least 5 Kmm/s, in particular at least 8 Kmm/s, preferably at least 10 Kmm/s. The normalized mean heating is a maximum of 15 km/s, in particular a maximum of 14 km/s, preferably a maximum of 13 km/s.
Unter der mittleren Aufheizung 0 ist dabei das Produkt aus mittlerer Aufheizgeschwindigkeit in Kelvin pro Sekunde von 30 °C auf 700 °C und Blechdicke in Millimetern zu verstehen. The mean heating 0 is the product of the mean heating rate in Kelvin per second from 30° C. to 700° C. and the sheet thickness in millimeters.
Bei der normierten mittleren Aufheizung wird dieses Produkt 0 um die vorliegende Ofentemperatur Tofen im Verhältnis zu einer Referenz-Ofentemperatur TOfen, Referenz von 900°C=1173,15 K in der folgenden Weise normiert: With normalized mean heating, this product 0 is normalized around the present furnace temperature T furnace in relation to a reference furnace temperature T furnace , reference of 900°C=1173.15 K in the following way:
T Ofen, R 4eferenz T oven, R 4 reference
®norm = 4 ©dabei sind die Ofentemperaturen jeweils in Kelvin einzusetzen. ®norm = 4 ©the oven temperatures are to be entered in Kelvin.
^Ofen ^Oven
Bei einer bevorzugten Ausführungsvariante erfolgt die Erwärmung in einem Ofen mit einer Ofentemperatur TOfen von mindestens Ac3+10°C, bevorzugt mindestens 850 °C, bevorzugt mindestens 880 °C, besonders bevorzugt mindestens 900 °C, insbesondere mindestens 920 °C, und maximal 1000 °C, bevorzugt maximal 950 °C, besonders bevorzugt maximal 930 °C. In a preferred embodiment, the heating takes place in an oven with an oven temperature T O f en of at least Ac3+10° C., preferably at least 850° C., preferably at least 880° C., particularly preferably at least 900° C., in particular at least 920° C. and at most 1000°C, preferably at most 950°C, particularly preferably at most 930°C.
Bevorzugt beträgt der Taupunkt der Ofenatmosphäre im Ofen hierbei mindestens -20 °C, bevorzugt mindestens -15 °C, insbesondere mindestens -5 °C, besonders bevorzugt mindestens 0 °C und maximal +25 °C, bevorzugt maximal + 20 °C insbesondere maximal +15 °C. The dew point of the furnace atmosphere in the furnace is preferably at least −20° C., preferably at least −15° C., in particular at least −5° C., particularly preferably at least 0° C. and at most +25° C., preferably at most +20° C., in particular at most +15°C.
Bei einer speziellen Ausführungsvariante erfolgt die Erwärmung in Schritt b) stufenweise in Bereichen mit unterschiedlicher Temperatur. Insbesondere erfolgt die Erwärmung in einem Rollenherdofen mit unterschiedlichen Heizzonen. Hierbei erfolgt die Erwärmung in einer ersten Heizzone mit einer Temperatur (sogenannte Ofeneinlauftemperatur) von mindestens 650 °C, bevorzugt mindestens 680 °C, insbesondere mindestens 720 °C. Maximal beträgt die Temperatur in der
ersten Heizzone bevorzugt 900 °C, insbesondere maximal 850 °C. Weiterhin bevorzugt beträgt die maximale Temperatur aller Heizzonen im Ofen maximal 1200 °C, insbesondere maximal 1000 °C, bevorzugt maximal 950 °C, besonders bevorzugt maximal 930 °C. In a special embodiment, the heating in step b) takes place in stages in areas with different temperatures. In particular, the heating takes place in a roller hearth furnace with different heating zones. In this case, heating takes place in a first heating zone at a temperature (so-called furnace inlet temperature) of at least 650.degree. C., preferably at least 680.degree. C., in particular at least 720.degree. The maximum temperature in the first heating zone preferably 900 °C, in particular a maximum of 850 °C. Furthermore, the maximum temperature of all heating zones in the furnace is preferably not more than 1200° C., in particular not more than 1000° C., preferably not more than 950° C., particularly preferably not more than 930° C.
Die Gesamtzeit im Ofen tOfen, die sich aus einer Erwärmungszeit und einer Haltezeit zusammensetzt, beträgt bei beiden Varianten (konstante Ofentemperatur, stufenweise Erwärmung) bevorzugt mindestens 2 Minuten, insbesondere mindestens 3 Minuten, bevorzugt mindestens 4 Minuten. Weiterhin beträgt die Gesamtzeit im Ofen bei beiden Varianten bevorzugt maximal 20 Minuten, insbesondere maximal 15 Minuten, bevorzugt maximal 12 Minuten, insbesondere maximal 8 Minuten. Längere Gesamtzeiten im Ofen haben den Vorteil, dass eine gleichmäßige Austenitisierung des Blechzuschnittes sichergestellt ist. Andererseits führt ein zu langes Halten oberhalb von Ac3 zu einer Kornvergröberung, die sich negativ auf die mechanischen Eigenschaften auswirkt. The total time in the oven t oven , which is made up of a heating time and a holding time, is preferably at least 2 minutes, in particular at least 3 minutes, preferably at least 4 minutes, in both variants (constant oven temperature, gradual heating). Furthermore, the total time in the oven in both variants is preferably a maximum of 20 minutes, in particular a maximum of 15 minutes, preferably a maximum of 12 minutes, in particular a maximum of 8 minutes. Longer total times in the furnace have the advantage that uniform austenitization of the sheet metal blank is ensured. On the other hand, holding above Ac3 for too long leads to grain coarsening, which has a negative effect on the mechanical properties.
Der so erwärmte Zuschnitt wird aus der jeweiligen Erwärmungseinrichtung, bei der es sich beispielsweise um einen konventionellen Erwärmungsofen, eine ebenso an sich bekannte Induktionserwärmungseinrichtung oder eine konventionelle Einrichtung zum Warmhalten von Stahlbauteilen handeln kann, entnommen und so schnell in das Umformwerkzeug transportiert, dass seine Temperatur beim Eintreffen in dem Werkzeug zumindest teilweise oberhalb von Ms+100°C, insbesondere oberhalb von Ms+300°C, liegt, bevorzugt oberhalb von 600 °C, insbesondere oberhalb von 650 °C, besonders bevorzugt oberhalb von 700 °C. Hierbei bezeichnet Ms die Martensitstarttemperatur. Bei einer besonders bevorzugten Variante liegt die Temperatur zumindest teilweise oberhalb der ACl-Temperatur. Bei allen diesen Varianten beträgt die Temperatur insbesondere maximal 900 °C. Durch diese Temperaturbereiche wird insgesamt eine gute Umformbarkeit des Materials gewährleistet. The blank heated in this way is removed from the respective heating device, which can be, for example, a conventional heating furnace, an induction heating device that is also known per se, or a conventional device for keeping steel components warm, and transported into the forming tool so quickly that its temperature during Arrival in the tool is at least partially above Ms+100°C, in particular above Ms+300°C, preferably above 600°C, in particular above 650°C, particularly preferably above 700°C. Here, Ms denotes the martensite start temperature. In a particularly preferred variant, the temperature is at least partially above the ACI temperature. In all of these variants, the temperature is in particular a maximum of 900°C. Overall, these temperature ranges ensure good formability of the material.
Im Arbeitsschritt c) wird der Transfer des austenitisierten Zuschnitts von der jeweils zum Einsatz kommenden Erwärmungseinrichtung zum Umformwerkzeug innerhalb von vorzugsweise höchstens 20 s, insbesondere von maximal 15 s absolviert. Ein derart schneller Transport ist erforderlich, um eine zu starke Abkühlung vor der Verformung zu vermeiden. In work step c), the austenitized blank is transferred from the heating device used in each case to the forming tool within preferably a maximum of 20 s, in particular a maximum of 15 s. Such rapid transport is necessary to avoid excessive cooling before deformation.
Das Werkzeug besitzt beim Einlegen des Zuschnitts typischerweise eine Temperatur zwischen Raumtemperatur (RT) und 200 °C, bevorzugt zwischen 20 °C und 180 °C, insbesondere zwischen 50 °C und 150 °C. Das Werkzeug kann beim Einlegen des Zuschnitts auch eine Temperatur geringfügig unterhalb der Raumtemperatur haben, wenn beispielsweise das verwendet
Kühlwasser geringfügig kälter ist (z.B. 15°C). Damit besitzt das Werkzeug bei einzelnen Ausführungsvarianten beim Einlegen des Zuschnitts eine Temperatur zwischen 10°C und 200°C. Optional kann das Werkzeug in einer besonderen Ausführungsform zumindest bereichsweise auf eine Temperatur Tw von mindestens 200 °C, insbesondere mindestens 300 °C temperiert sein, um das Bauteil nur partiell zu härten. Weiterhin beträgt die Werkzeugtemperatur Twz bevorzugt maximal 600 °C, insbesondere maximal 550 °C. Es ist lediglich sicherzustellen, dass die Werkzeugtemperatur Twz unterhalb der gewünschten Zieltemperatur TZiei liegt. Die Verweilzeit im Werkzeug twz beträgt bevorzugt mindestens 2s, insbesondere mindestens 3s, besonders bevorzugt mindestens 5s. Maximal beträgt die Verweilzeit im Werkzeug bevorzugt 25s, insbesondere maximal 20s, bevorzugt maximal 10s. When the blank is inserted, the tool typically has a temperature between room temperature (RT) and 200.degree. C., preferably between 20.degree. C. and 180.degree. C., in particular between 50.degree. C. and 150.degree. When inserting the blank, the tool can also have a temperature slightly below room temperature, for example if the is used cooling water is slightly colder (e.g. 15°C). The tool thus has a temperature of between 10°C and 200°C in individual design variants when inserting the blank. In a special embodiment, the tool can optionally be tempered at least in regions to a temperature T w of at least 200° C., in particular at least 300° C., in order to only partially harden the component. Furthermore, the tool temperature T wz is preferably at most 600°C, in particular at most 550°C. It is only necessary to ensure that the tool temperature T wz is below the desired target temperature T target . The residence time in the tool t wz is preferably at least 2s, in particular at least 3s, particularly preferably at least 5s. The residence time in the tool is preferably a maximum of 25 s, in particular a maximum of 20 s, preferably a maximum of 10 s.
Die Zieltemperatur TZiei des Blechformteils liegt zumindest teilweise unterhalb 400 °C, bevorzugt unterhalb 300 °C, insbesondere unterhalb von 250 °C, bevorzugt unterhalb von 200 °C, besonders bevorzugt unterhalb von 180 °C, insbesondere unterhalb von 150°C. Alternativ liegt die Zieltemperatur TZiei des Blechformteils besonders bevorzugt unter Ms-50°C, wobei Ms die Martensitstarttemperatur bezeichnet. Weiterhin beträgt die Zieltemperatur des Blechformteils bevorzugt mindestens 20 °C, besonders bevorzugt mindestens 50 °C. The target temperature T target of the sheet metal part is at least partially below 400° C., preferably below 300° C., in particular below 250° C., preferably below 200° C., particularly preferably below 180° C., in particular below 150° C. Alternatively, the target temperature T target of the shaped sheet metal part is particularly preferably below Ms−50° C., with Ms denoting the martensite start temperature. Furthermore, the target temperature of the sheet metal part is preferably at least 20°C, particularly preferably at least 50°C.
Die Martensitstarttemperatur eines im Rahmen der erfindungsgemäßen Vorgaben liegenden Stahls ist gemäß der Formel: The martensite start temperature of a steel within the specifications of the invention is according to the formula:
Ms [°C] = (490,85 Gew.-% — 302,6 %C — 30,6 %Mn - 16,6 %Ni — 8,9 %Cr + 2,4 %Mo — 11,3 %Cu + 8,58 %Co + 7,4 %W — 14,5 %Si) [°C/Gew.-%] zu berechnen, wobei hier mit %C der C-Gehalt, mit %Mn der Mn-Gehalt, mit %Mo der Mo-Gehalt, mit %Cr der Cr — Gehalt, mit %Ni der Ni-Gehalt, mit %Cu der Cu-Gehalt, mit %Co der Co-Gehalt, mit %W der W-Gehalt und mit %Si der Si-Gehalt des jeweiligen Stahls in Gew.-% bezeichnet wird. Ms [°C] = (490.85 wt% - 302.6%C - 30.6%Mn - 16.6%Ni - 8.9%Cr + 2.4%Mo - 11.3%Cu + 8.58 %Co + 7.4 %W - 14.5 %Si) [°C/% by weight], where %C is the C content, %Mn is the Mn content, with %Mo the Mo content, with %Cr the Cr content, with %Ni the Ni content, with %Cu the Cu content, with %Co the Co content, with %W the W content and with %Si denotes the Si content of the respective steel in % by weight.
Die ACl-Temperatur und die AC3-Temperatur eines im Rahmen der erfindungsgemäßen Vorgaben liegenden Stahls ist gemäß den Formeln: The ACl temperature and the AC3 temperature of a steel within the scope of the specifications according to the invention is according to the formulas:
AC1[°C] = (739 Gew.-% — 22*%C - 7*%Mn + 2*%Si + 14*%Cr + 13*%Mo - 13*%Ni +20*%V )[°C/Gew.-%]
AC3[°C] = (902 Gew.-% - 225*%C + 19*%Si - ll*%Mn - 5*%Cr + 13*%Mo - 20*%Ni +55*%V)[°C/Gew.-%] zu berechnen, wobei auch hiermit mit %C der C-Gehalt, mit %Si der Si-Gehalt mit %Mn der Mn- Gehalt mit %Cr der Cr-Gehalt, mit %Mo der Mo-Gehalt, mit %Ni der Ni-Gehalt und mit +%V der Vanadium-Gehalt des jeweiligen Stahls bezeichnet sind (Brandis H 1975 TEW-Techn. Ber. 1 8-10). AC1[°C] = (739 wt% - 22*%C - 7*%Mn + 2*%Si + 14*%Cr + 13*%Mo - 13*%Ni +20*%V )[° C/wt%] AC3[°C] = (902 wt% - 225*%C + 19*%Si - 11*%Mn - 5*%Cr + 13*%Mo - 20*%Ni +55*%V)[° C/% by weight], with %C being the C content, %Si being the Si content, %Mn being the Mn content, %Cr being the Cr content, and %Mo being the Mo content , the Ni content is denoted by %Ni and the vanadium content of the respective steel is denoted by +%V (Brandis H 1975 TEW-Techn. Ber. 1 8-10).
Im Werkzeug wird der Zuschnitt somit nicht nur zu dem Blechformteil geformt, sondern gleichzeitig auch die Zieltemperatur abgeschreckt. Die Abkühlrate im Werkzeuge rWz auf die Zieltemperatur beträgt insbesondere mindestens 20 K/s, bevorzugt mindestens 30 K/s, insbesondere mindestens 50 K/s, in besonderer Ausführung mindestens 100 K/s. In the tool, the blank is not only formed into the shaped sheet metal part, but is also quenched to the target temperature at the same time. The cooling rate in the tool r W z to the target temperature is in particular at least 20 K/s, preferably at least 30 K/s, in particular at least 50 K/s, in a particular embodiment at least 100 K/s.
Nach dem Entnehmen des Blechformteils in Schritt e) erfolgt ein Abkühlen des Blechformteils auf eine Abkühltemperatur TAB von weniger als 100 °C innerhalb einer Abkühldauer tAß von 0,5 bis 600 s. Dies geschieht im Regelfall durch eine Luftabkühlung. After the sheet metal part has been removed in step e), the sheet metal part is cooled to a cooling temperature T A B of less than 100 °C within a cooling time t A ß of 0.5 to 600 s. This is usually done by air cooling.
Im Folgenden wird die Erfindung anhand von Ausführungsbeispielen näher erläutert. The invention is explained in more detail below using exemplary embodiments.
Die Figuren zeigen: The figures show:
Figur la eine aus einem Schliffbild gewonnene schematische Darstellung einer erfindungsgemäßen Probe mit einer geringen Porenanzahl. FIG. 1a shows a schematic representation of a sample according to the invention with a low number of pores obtained from a micrograph.
Figur lb eine aus einem Schliffbild gewonnene schematische Darstellung einer Referenzprobe mit einer erhöhter Porenanzahl. FIG. 1b shows a schematic representation of a reference sample with an increased number of pores obtained from a micrograph.
Figur 2a eine aus einem Schliffbild gewonnene schematische Darstellung einer erfindungsgemäßen Probe mit einer geringen Porenanzahl nach einem Korrosionstest. FIG. 2a shows a schematic representation, obtained from a micrograph, of a sample according to the invention with a low number of pores after a corrosion test.
Figur 2b jeweils eine aus einem Schliffbild gewonnene schematische Darstellung einer Referenzprobe mit einer erhöhter Porenanzahl nach einem Korrosionstest. FIG. 2b shows a schematic representation, obtained from a micrograph, of a reference sample with an increased number of pores after a corrosion test.
Figur 3 eine Korndarstellung des rekonstruierten Austenits. FIG. 3 shows a grain representation of the reconstructed austenite.
Zum Nachweis der Wirkung der Erfindung wurden mehrere Versuche durchgeführt. Dafür wurden Brammen mit den in Tabelle 1 angegebenen Zusammensetzungen mit einer Dicke von 200 - 280 mm und Breite von 1000 - 1200 mm erzeugt, in einem Stoßofen auf eine jeweilige Temperatur TI aufgeheizt und zwischen 30 und 450 min auf TI gehalten, bis die Temperatur TI im Kern der Brammen erreicht war und die Brammen somit durcherwärmt waren. Die Herstellungsparameter
sind in Tabelle 2 angegeben. Die Brammen wurden mit ihrer jeweiligen Durcherwärmungstemperatur TI aus dem Stoßofen ausgetragen und einem Warmwalzen unterzogen. Die Versuche wurden als kontinuierliche Warmbandwalzung ausgeführt. Dazu wurden die Brammen zunächst zu einem Zwischenprodukt der Dicke 40 mm vorgewalzt, wobei die Zwischenprodukte, welche bei der Warmbandwalzung auch als Vorbänder bezeichnet werden können, am Ende der Vorwalzphase jeweils eine Zwischenprodukttemperatur T2 aufwiesen. Die Vorbänder wurden unmittelbar nach der Vorwalzung dem Fertigwalzen zugeführt, so dass die Zwischenprodukttemperatur T2 der Walzanfangstemperatur für die Fertigwalzphase entspricht. Die Vorbänder wurden zu Warmbänder mit einer Enddicke von 3-7 mm und den in Tabelle 2 angegebenen jeweiligen Endwalztemperaturen T3 ausgewalzt, auf die jeweilige Haspeltemperatur abgekühlt und bei den jeweiligen Haspeltemperaturen T4 zu Coils aufgewickelt und dann in ruhender Luft abgekühlt. Die Warmbänder wurden in konventioneller Weise mittels Beizen entzundert, bevor sie einem Kaltwalzen mit den in Tabelle 2 angegebenen Kaltwalzgraden unterzogen wurden. Die kaltgewalzten Stahlflachprodukte wurden in einem Durchlaufglühofen auf eine jeweilige Glühtemperatur T5 erwärmt und für jeweils 100 s auf Glühtemperatur gehalten, bevor sie mit einer Abkühlrate von 1 K/s auf ihre jeweilige Eintauchtemperatur T6 abgekühlt wurden. Die Kaltbänder wurden mit ihrer jeweiligen Eintauchtemperatur T6 durch ein schmelzflüssiges Beschichtungsbad der Temperatur T7 geführt. Die Zusammensetzung des Beschichtungsbads ist in Tabelle 3 angegebenen. Nach dem Beschichten wurden die beschichteten Bänder auf konventionelle Weise abgeblasen, wodurch Auflagen mit unterschiedlichen Schichtdicken erzeugt wurden (siehe Tabelle 3). Die Bänder wurden zunächst mit einer mittleren Abkühlrate von 10 - 15 K/s auf 600 °C abgekühlt. Im weiteren Abkühlverlauf zwischen 600 °C und 450 °C und zwischen 400 °C und 300 °C wurden die Bänder über die in Tabelle 2 angegebenen Abkühldauern TmT und TnT abgekühlt. Zwischen 450 °C und 400 °C und unterhalb von 220 °C wurden die Bänder mit einer Abkühlrate von jeweils 5 - 15 K/s abgekühlt. Several tests were carried out to demonstrate the effect of the invention. For this purpose, slabs with the compositions given in Table 1 with a thickness of 200-280 mm and a width of 1000-1200 mm were produced, heated to a respective temperature TI in a pusher furnace and kept at TI for between 30 and 450 min until the temperature TI was reached in the core of the slabs and the slabs were thus heated through. The manufacturing parameters are given in Table 2. The slabs were discharged from the pusher furnace at their respective through heating temperature TI and subjected to hot rolling. The tests were carried out as continuous hot strip rolling. For this purpose, the slabs were first pre-rolled into an intermediate product with a thickness of 40 mm, with the intermediate products, which can also be referred to as pre-strips in hot strip rolling, each having an intermediate product temperature T2 at the end of the pre-rolling phase. The pre-strips were fed to finish-rolling immediately after rough-rolling, so that the intermediate product temperature T2 corresponds to the rolling start temperature for the finish-rolling phase. The pre-strips were rolled out to hot strips with a final thickness of 3-7 mm and the respective final rolling temperatures T3 given in Table 2, cooled to the respective coiling temperature and wound up into coils at the respective coiling temperatures T4 and then cooled in still air. The hot strips were descaled in a conventional manner by means of pickling before they were subjected to cold rolling with the cold rolling grades given in Table 2. The cold-rolled flat steel products were heated in a continuous annealing furnace to an annealing temperature T5 and held at the annealing temperature for 100 s before they were cooled to their respective immersion temperature T6 at a cooling rate of 1 K/s. The cold strips were passed through a molten coating bath at temperature T7 at their respective immersion temperature T6. The composition of the coating bath is given in Table 3. After coating, the coated tapes were blown off in a conventional manner, producing overlays with different layer thicknesses (see Table 3). The strips were first cooled to 600 °C at an average cooling rate of 10 - 15 K/s. In the further course of cooling between 600 °C and 450 °C and between 400 °C and 300 °C, the strips were cooled over the cooling times T mT and T nT given in Table 2. Between 450 °C and 400 °C and below 220 °C, the strips were cooled at a cooling rate of 5 - 15 K/s.
In der Tabelle 4 ist zusammengestellt, welche Stahlvariante (siehe Tabelle 1) mit welcher Prozessvariante (siehe Tabelle 2) und welcher Beschichtung (siehe Tabelle 3) kombiniert wurde. Table 4 summarizes which steel variant (see Table 1) was combined with which process variant (see Table 2) and which coating (see Table 3).
Bei den Stahlzusammensetzungen D, E und F handelt es sich um Referenzbeispiele, die nicht erfindungsgemäß sind. Entsprechend sind die Versuche 3, 10, 11, 12, 13, 17 und 18 nicht erfindungsgemäß. Steel compositions D, E and F are reference examples not according to the invention. Accordingly, runs 3, 10, 11, 12, 13, 17 and 18 are not in accordance with the invention.
Die Dicke der erzeugten Stahlbänder lag bei allen Versuchen zwischen 1,4 mm und 1,7 mm.
Nach dem Abkühlen auf Raumtemperatur wurden aus den abgekühlten Stahlbändern gemäß DIN EN ISO 6892-1 Probenform 2 (Anhang B Tab. Bl) Proben guer zur Walzrichtung entnommen. Die Proben wurden gemäß DIN EN ISO 6892-1 Probenform 2 (Anhang B Tab. Bl) einer Zugprüfung unterzogen. In Tabelle 4 sind die Ergebnisse der Zugprüfung angegeben. Im Rahmen der Zugprüfung wurden folgende Materialkennwerte ermittelt: die Streckgrenzenart, welche mit Re für eine ausgeprägte Streckgrenze und mit Rp für eine kontinuierliche Streckgrenze bezeichnet ist, sowie bei einer kontinuierlichen Streckgrenze der Wert für die Dehngrenze Rp0,2, bei einer ausgeprägten Streckgrenze die Werte für die untere Streckgrenze ReL, die obere Streckgrenze ReH und die Differenz von oberer und unterer Streckgrenze ARe, die Zugfestigkeit Rm, die Gleichmaßdehnung Ag und die Bruchdehnung A80. Alle Proben weisen eine kontinuierliche Streckgrenze Rp oder eine nur geringfügig ausgeprägte Streckgrenze mit einem Unterschied ARe zwischen oberer und unterer Streckgrenze von höchstens 45 MPa und einer Gleichmaßdehnung Ag von mindestens 11,5 % auf. Dabei liegt für die Proben 3 und 17 eine ausgeprägte Streckgrenze Re vor und für alle anderen Proben eine kontinuierliche Streckgrenze Rp. Für die Proben 3 und 17 ist in der Tabelle 4 die untere Streckgrenze ReL und die obere Streckgrenze ReH angegeben. Für alle anderen Proben ist die Dehngrenze Rp0.2 angegeben. The thickness of the steel strips produced was between 1.4 mm and 1.7 mm in all tests. After cooling to room temperature, samples were taken transversely to the rolling direction from the cooled steel strips in accordance with DIN EN ISO 6892-1 sample form 2 (Annex B Tab. B1). The samples were subjected to a tensile test in accordance with DIN EN ISO 6892-1 sample form 2 (Annex B Tab. Bl). Table 4 gives the results of the tensile test. The following material parameters were determined as part of the tensile test: the type of yield point, which is denoted by Re for a pronounced yield point and Rp for a continuous yield point, as well as the value for the yield point Rp0.2 in the case of a continuous yield point, and the values for in the case of a pronounced yield point the lower yield point ReL, the upper yield point ReH and the difference between the upper and lower yield point ARe, the tensile strength Rm, the uniform elongation Ag and the elongation at break A80. All specimens have a continuous yield point Rp or an only slightly pronounced yield point with a difference ARe between the upper and lower yield point of at most 45 MPa and a uniform elongation Ag of at least 11.5%. There is a pronounced yield point Re for samples 3 and 17 and a continuous yield point Rp for all other samples. Table 4 shows the lower yield point ReL and the upper yield point ReH for samples 3 and 17. The yield point Rp0.2 is specified for all other samples.
Von den so erzeugten 20 Stahlbändern sind jeweils Zuschnitte abgeteilt worden, die für die weiteren Versuche verwendet worden sind. Bei diesen Versuchen sind aus den jeweiligen Zuschnitten Blechformteil-Proben 1 — 24 in Form von 200 x 300 mm2 großen Platten warmpressgeformt worden. In der Tabelle 7 ist eingetragen, welcher der 20 Beschichtungsversuche zu welchem Umformversuch korrespondiert. Dazu sind die Zuschnitte in einer Erwärmungseinrichtung, beispielsweise in einem konventionellen Erwärmungsofen, von Raumtemperatur mit einer mittleren Aufheizgeschwindigkeit rOfen (zwischen 30 °C und 700 °C) in einem Ofen mit einer Ofentemperatur TOfen erwärmt worden. Die Gesamtdauer im Ofen, die eine Erwärmen und eine Halten umfasst, ist mit tOfen bezeichnet. Der Taupunkt der Ofenatmosphäre betrug in allen Fällen -5°C. Anschließend sind die Zuschnitte aus der Erwärmungseinrichtung entnommen und in ein Umformwerkzeug, welches die Temperatur TWz besitzt, eingelegt worden. Beim Zeitpunkt des Entnehmens aus dem Ofen hatten die Zuschnitte die Ofentemperatur angenommen. Die sich aus der für das Entnehmen aus der Erwärmungseinrichtung, den Transport zum Werkzeug und das Einlegen ins Werkzeug zusammensetzende Transferdauer tTrans lag zwischen 5 und 14 s. Die Temperatur TEinig der Zuschnitte beim Einlegen in das Umformwerkzeug lag in allen Fällen oberhalb der jeweiligen Martensitstarttemperatur+100°C. Im Umformwerkzeug sind die Zuschnitte zum jeweiligen Blechformteil umgeformt worden, wobei die Blechformteile im Werkzeug mit einer Abkühlgeschwindigkeit rwz abgekühlt wurden. Die Verweildauer im Werkzeug wird mit twz
bezeichnet. Abschließend sind die Proben an Luft auf Raumtemperatur abgekühlt worden. In Tabelle 5 sind für verschiedene Varianten die genannten Parameter angegeben, wobei „RT“ die Raumtemperatur abkürzt. From each of the 20 steel strips produced in this way, blanks were cut and used for further tests. In these tests, sheet metal part samples 1-24 in the form of 200×300 mm 2 large plates were hot-press formed from the respective blanks. Table 7 shows which of the 20 coating tests corresponds to which forming test. For this purpose, the blanks are heated in a heating device, for example in a conventional heating oven, from room temperature at an average heating rate r oven (between 30° C. and 700° C.) in an oven with an oven temperature T oven . The total time in the furnace, which includes heating and holding, is denoted by t furnace . The dew point of the furnace atmosphere was -5°C in all cases. The blanks are then removed from the heating device and placed in a forming tool, which has the temperature T w z . By the time they were removed from the oven, the blanks had reached oven temperature. The transfer time t Tr ans made up of the removal from the heating device, transport to the tool and insertion into the tool was between 5 and 14 s. The temperature T Einig of the blanks when they were inserted into the forming tool was above the respective temperature in all cases Martensite start temperature+100°C. The blanks have been formed into the respective shaped sheet metal part in the forming tool, with the shaped sheet metal parts being cooled in the tool at a cooling rate r wz . The dwell time in the tool is given by t wz designated. Finally, the samples were cooled to room temperature in air. Table 5 shows the parameters mentioned for the various variants, with "RT" abbreviating the room temperature.
Die Tabelle 5 zeigt sehr unterschiedliche Varianten für den Umformprozess. Während es beispielsweise bei der Variante II zur einer nahezu vollständigen Bildung von martensitischem Gefüge kommt (siehe Tabelle 8, Versuch 1) führt die vergleichsweise langsame Abkühlung der Varianten X mit der hohen Werkzeugtemperatur Tw zu einer veränderten Gefügeausbildung mit hohen Ferritgehalten, die sich in Form einer höheren Bruchdehnung A80 auswirken. Table 5 shows very different variants for the forming process. For example, while Variant II almost completely forms a martensitic structure (see Table 8, Experiment 1), the comparatively slow cooling of Variant X with the high mold temperature T w leads to a modified structure with high ferrite content, which is expressed in Form a higher elongation at break A80.
In Tabelle 6 sind die wesentlichen Parameter für eine weiterentwickelte Prozessvariante aufgeführt. Bei diesen Versuchen erfolgte das Erwärmen des Blechzuschnitts nicht in einem Ofen mit konstanter Ofentemperatur wie bei den vorbeschriebenen Versuchen, sondern die Blechzuschnitte wurden stufenweise in Bereichen mit unterschiedlicher Temperatur erwärmt. Durchgeführt wurden die Versuche in einem Rollenherdofen mit unterschiedlichen Heizzonen. Grundsätzlich kann das Verfahren jedoch auch in mehreren separaten Öfen realisiert werden. Die Zuschnitte wurden zunächst in einen Einlaufbereich des Ofens mit einer Einlauftemperatur TEiniauf gebracht. Von dort wurden die Zuschnitte durch einen Zentralbereich in einen Auslaufbereich des Ofens mit einer Auslauftemperatur TAuSiauf bewegt. In Tabelle 6 sind die Einlauftemperatur TEiniauf, die Auslauftemperatur TAuSiauf sowie die maximale Ofentemperatur Tmax angegeben, die von den Zuschnitten durchlaufen wird. In den meisten Fällen wurde die maximale Ofentemperatur im Auslaufbereich angenommen. Bei der Variante A.X wurde die maximale Ofentemperatur allerdings im Zentralbereich angenommen. Der weitere Ablauf war identisch zu dem zuvor beschriebenen Prozess. Die entsprechenden Parameter sind in Tabelle 6 angegeben. Table 6 lists the essential parameters for a further developed process variant. In these tests, the sheet metal blank was not heated in an oven with a constant oven temperature as in the experiments described above, but the sheet metal blanks were heated in stages in areas with different temperatures. The tests were carried out in a roller hearth furnace with different heating zones. In principle, however, the process can also be implemented in several separate furnaces. The blanks were first brought into an inlet area of the oven with an inlet temperature T inlet . From there the blanks were moved through a central area into an outlet area of the oven with an outlet temperature T Aus iauf . Table 6 shows the inlet temperature T iniauf , the outlet temperature T out iauf and the maximum oven temperature T max through which the blanks pass. In most cases, the maximum furnace temperature was assumed in the outlet area. With variant AX, however, the maximum oven temperature was assumed to be in the central area. The rest of the process was identical to the process described above. The corresponding parameters are given in Table 6.
In Tabelle 7 sind die Gesamtergebnisse für die erhaltenen Blechformteile zusammengestellt. Die ersten Spalten geben die Probennummer, die Stahlsorte gemäß Tabelle 1, die Prozessvariante gemäß Tabelle 2, die Beschichtung gemäß Tabelle 2 und die Warmumformvariante gemäß Tabelle 5 bzw. Tabelle 6 an. In den weiteren Spalten ist die die Streckgrenze, die Zugfestigkeit, die Bruchdehnung A80 angegeben. Diese Werte wurden DIN EN ISO 6892-1 Probenform 2 (Anhang B Tab. Bl) an Proben guer zur Walzrichtung ermittelt. Der ermittelte Biegewinkel ist gemäß der VDA-Norm 238-100 mit einer Biegeachse guer zur Walzrichtung ermittelt worden. Dabei wird der ermittelte Biegewinkel jeweils nach der in der Norm angegebenen Formel aus dem Stempelweg errechnet (der ermittelte Biegewinkel (auch als maximaler Biegewinkel bezeichnet) ist der Biegewinkel, bei welchem die Kraft im Biegeversuch ihr Maximum hat). Um den Einfluss der
Blechdicke auf den Biegewinkel zu eliminieren, wurde der korrigierte Biegewinkel aus dem ermittelt Biegewinkel berechnet nach der Formel Table 7 summarizes the overall results for the sheet metal parts obtained. The first columns indicate the sample number, the steel grade according to Table 1, the process variant according to Table 2, the coating according to Table 2 and the hot-forming variant according to Table 5 or Table 6. The yield point, tensile strength and elongation at break A80 are given in the other columns. These values were determined according to DIN EN ISO 6892-1 specimen form 2 (Annex B Tab. Bl) on specimens perpendicular to the rolling direction. The determined bending angle has been determined according to the VDA standard 238-100 with a bending axis transverse to the rolling direction. The determined bending angle is calculated according to the formula specified in the standard from the stamp path (the determined bending angle (also referred to as maximum bending angle) is the bending angle at which the force in the bending test has its maximum). To the influence of To eliminate sheet thickness on the bending angle, the corrected bending angle was calculated from the determined bending angle according to the formula
Biegewinkelkorrigiert = Biegewinkel ermittelt ■ Blechdicke wobei die Blechdicke in mm in die Formel einzusetzen ist. Dies gilt für Blechdicken größer 1,0 mm. Bei Blechdicken kleiner 1,0 mm entspricht der korrigierte Biegewinkel dem ermittelten Biegewinkel. In der Tabelle 7 ist der gemessene maximale Biegewinkel angegeben. Zur Bestimmung des korrigierten Biegewinkels sind diese Zahlenwerte demnach noch mit der Wurzel der Blechdicke zu multiplizieren, die in Tabelle 4 angegeben ist. Bending angle corrected = bending angle determined ■ Sheet thickness where the sheet thickness in mm is to be entered in the formula. This applies to sheet thicknesses greater than 1.0 mm. For sheet thicknesses less than 1.0 mm, the corrected bending angle corresponds to the determined bending angle. Table 7 gives the measured maximum bending angle. To determine the corrected bending angle, these numerical values must therefore be multiplied by the square root of the sheet thickness, which is given in Table 4.
Die mechanischen Kennwerte in Tabelle 7 wurden ermittelt, nachdem auf das umgeformte Blechformteil eine kathodische Tauchlackierung aufgebracht wurde. Während dieses Beschichtungsprozesses wurden die Blechformteile auf 170 °C erwärmt und bei dieser Temperatur für 20 Minuten gehalten. Anschließend werden die Bauteile an Umgebungsluft auf Raumtemperatur abgekühlt. The mechanical characteristics in Table 7 were determined after a cathodic dip coating was applied to the formed sheet metal part. During this coating process, the shaped sheet metal parts were heated to 170° C. and held at this temperature for 20 minutes. The components are then cooled to room temperature in ambient air.
In Tabelle 8 sind die Gefügeeigenschaften des Blechformteils angegeben. Dabei sind die Gefügeanteile in Flächen-% angegeben. Alle erfindungsgemäßen Beispiele haben einen Martensitanteil von mehr als 90 %. Table 8 gives the structural properties of the sheet metal part. The structural proportions are given in area %. All examples according to the invention have a martensite content of more than 90%.
Weiterhin sind in Tabelle 8 die Eigenschaften der feine Ausscheidungen im Gefüge angegeben. Bei den Ausscheidungen handelt es sich um Niobkarbonitriden und Titankarbonitriden, die beide zur Kornfeinung beitragen. Die Ausscheidungen werden mit Hilfe von elektronenoptischen und Röntgen-Aufnahmen (TEM und EDX) anhand von Kohlenstoffausziehabdrücken (in der Fachliteratur bekannt als „carbon extraction replicas“) bestimmt. Hergestellt wurden die Kohlenstoffausziehabdrücke an Längsschliffen (20x30mm). Die Auflösung der Messung la zwischen 10.000-fach und 200.000-fach. Anhand dieser Aufnahmen lassen sich die Ausscheidungen in grobe und feine Ausscheidungen unterteilen. Als feine Ausscheidungen werden alle Ausscheidungen mit einem Durchmesser kleiner als 30 nm bezeichnet. Die übrigen Ausscheidungen werden als grobe Ausscheidungen bezeichnet. Durch einfaches Auszählen wird der Anteil von feinen Ausscheidungen an der Gesamtzahl an Ausscheidungen im Messfeld ermittelt. Für die feinen Ausscheidungen wird zudem mittels computergestützter Bildanalyse der mittlere Durchmesser berechnet. Bei den erfindungsgemäßen Proben beträgt der Anteil von feinen Ausscheidungen mehr als 90 %. Der mittlere Durchmesser der feinen Ausscheidungen ist zudem unter 11 nm.
Weiterhin ist in Tabelle 8 der Korndurchmesser der ehemaligen Austenitkörner angegeben. Hierzu würden die Austenitkörner mittels der Software ARPGE aus EBSD-Messungen rekonstruiert. Die Softwareparameter betrugen dabei: Table 8 also shows the properties of the fine precipitations in the structure. The precipitates are niobium carbonitrides and titanium carbonitrides, both of which contribute to grain refinement. The excretions are determined with the help of electron-optical and X-ray images (TEM and EDX) using carbon extraction replicas (known in the technical literature as “carbon extraction replicas”). The carbon pull-out impressions were made on longitudinal sections (20x30mm). The resolution of the measurement la is between 10,000 and 200,000 times. Based on these recordings, the excretions can be divided into coarse and fine excretions. All precipitations with a diameter of less than 30 nm are referred to as fine precipitations. The remaining exudates are referred to as coarse excretions. The proportion of fine waste in the total number of waste in the measuring field is determined by simply counting. The average diameter of the fine waste is also calculated using computer-aided image analysis. In the samples according to the invention, the proportion of fine precipitates is more than 90%. The mean diameter of the fine precipitates is also less than 11 nm. Table 8 also shows the grain diameter of the former austenite grains. For this purpose, the austenite grains would be reconstructed from EBSD measurements using the ARPGE software. The software parameters were:
• Orientierungsbeziehung Nishiyama-Wassermann • Orientation relationship Nishiyama-Aquarius
• Tolerance for grain identification 7° • Tolerance for grain identification 7°
• Tolerance for parent growth nucleation 7° • Tolerance for parent growth nucleation 7°
• Tolerance for parent grain growth 15° • Tolerance for parent grain growth 15°
• Minimum accepted grain size 10 Pixel • Minimum accepted grain size 10 pixels
Für die Kornidentifikation wurde eine maximale Abweichung der Orientierung von 5° und ein minimaler Korndurchmesser von 5 Pixeln gemäß DIN EN ISO 643 angenommen. A maximum orientation deviation of 5° and a minimum grain diameter of 5 pixels according to DIN EN ISO 643 were assumed for grain identification.
Beispielhaft zeigt Figur 3 eine entsprechende Rekonstruktion der Austenits von Versuchs Nr. 1. In diesem Fall beträgt der mittlere Durchmesser der ehemaligen Austenitkörner 7,5 pm. Bei allen erfindungsgemäßen Beispielen liegt der mittlere Korndurchmesser der ehemaligen Austenitkörner unter 14 pm. Bei zwei Versuchen ist der Korndurchmesser der ehemaligen Austenitkörner nicht bestimmt worden. Der Eintrag in der Tabelle 8 lautet daher „n.b.“ (nicht bestimmt). By way of example, FIG. 3 shows a corresponding reconstruction of the austenite from test no. 1. In this case, the mean diameter of the former austenite grains is 7.5 μm. In all examples according to the invention, the average grain diameter of the former austenite grains is less than 14 μm. The grain diameter of the former austenite grains was not determined in two tests. The entry in Table 8 is therefore "n.b." (not determined).
In Tabelle 9 sind die anwendungsbezogenen Eigenschaften des Blechformteils angegeben. Zum einen ist die mit Poren besetzte Fläche in der Legierungsschicht auf einer Messlänge von 500 pm angegeben. Bei allen erfindungsgemäßen Beispielen beträgt diese Fläche weniger als 250 pm2.Table 9 gives the application-related properties of the sheet metal part. On the one hand, the area occupied by pores in the alloy layer is specified over a measuring length of 500 μm. In all examples according to the invention, this area is less than 250 μm 2 .
Deutlich ist zu erkennen, dass sich bei den Beschichtungsvarianten und y und (|), die kein Mg enthalten, mehr Poren bilden. Dies betrifft die Versuche 1, 3, 4, 5, 7, 10, 12, 16 und 18. Dagegen zeigen die übrigen, Mg-haltigen Schichten, weniger Poren. Der in Tabelle 9 angegebene Nb-Gehalt in der Legierungsschicht ist ein Mittelwert des Nb-Gehaltes in dieser Schicht. Wobei der Nb-Gehalt in der Legierungssschicht zur Oberfläche leicht abfällt und näherungsweise durch einen linearen Abfall in der Schicht gekennzeichnet ist. It can be clearly seen that the coating variants and y and (|), which contain no Mg, form more pores. This applies to tests 1, 3, 4, 5, 7, 10, 12, 16 and 18. In contrast, the other layers containing Mg show fewer pores. The Nb content in the alloy layer given in Table 9 is an average of the Nb content in this layer. The Nb content in the alloy layer decreases slightly towards the surface and is approximately characterized by a linear decrease in the layer.
Weiterhin ist in Tabelle 9 der Anteil der von Poren besetzten Fläche mit einem Durchmesser größer oder gleich 0,1 pm angegeben. Bei allen erfindungsgemäßen Beispielen beträgt dieser Anteil weniger als 10 %. Die Gesamtfläche der Poren und der Anteil der Poren größer 0,1 pm wurde anhand von Schliffbildern mittels computergestützter Bildanalyse ermittelt. Beispielhaft zeigt Figur la ein Schliffbild von Versuch 1 mit einer feinen Porenstruktur und Figur lb als Vergleich ein Schl iffbild von Versuch 12 mit einer gröberen Porenstruktur in der Legierungsschicht. Deutlich sind
in Figur lb die gröberen Poren als schwarze Flecken in der Legierungsschicht erkennbar. In den Figuren 2a und 2b sind die Auswirkungen der gröberen Poren nach einem Korrosionstest dargestellt. Die Figuren 2a und 2b zeigen Schliffbilder der gleichen Versuche jeweils nach einem Korrosionstest. Hierzu wurden die Proben in ein korrosives Medium verbracht und mit einem Strom beaufschlagt, um eine längere elektrochemische Korrosion zu simulieren. Als korrosives Medium kam eine wässrige, 5%-NaCI-Lösung mit einem pH-Wert von 7 zum Einsatz. Die Stromstärke betrug ImA/cm2 für eine Zeitdauer von 6 Stunden. Deutlich ist zu erkenne, dass bei der Figur 2b die Schicht beinahe vollständig abgelöst wurde, während bei der Figur 2a die Schicht noch gut mit dem Substrat verbunden ist. Die erfindungsgemäßen Beispiele mit feinere Poren halten somit Korrosion deutlich besser Stand als die Referenzbeispiele mit der gröberen Porenstruktur. Table 9 also shows the proportion of the area occupied by pores with a diameter greater than or equal to 0.1 μm. In all examples according to the invention, this proportion is less than 10%. The total area of the pores and the proportion of pores larger than 0.1 μm was determined using micrographs using computer-assisted image analysis. By way of example, FIG. 1a shows a micrograph of test 1 with a fine pore structure, and FIG. are clear in FIG. 1b, the coarser pores can be seen as black spots in the alloy layer. The effects of the coarser pores after a corrosion test are shown in FIGS. 2a and 2b. FIGS. 2a and 2b show micrographs of the same tests, each after a corrosion test. For this purpose, the samples were placed in a corrosive medium and subjected to a current to simulate prolonged electrochemical corrosion. An aqueous 5% NaCl solution with a pH of 7 was used as the corrosive medium. The current was ImA/cm 2 for a period of 6 hours. It can be clearly seen that in FIG. 2b the layer was almost completely detached, while in FIG. 2a the layer is still well connected to the substrate. The examples according to the invention with finer pores thus withstand corrosion much better than the reference examples with the coarser pore structure.
In der Tabelle 8 ist weiterhin der Schweißbereich nach SEP 1220-2 angegeben. Bei allen erfindungsgemäßen Varianten liegt der Schweißbereich bei mindestens 0,9 und maximal bei 1,6 kA. Table 8 also shows the welding area according to SEP 1220-2. In all variants according to the invention, the welding range is at least 0.9 and at most 1.6 kA.
In Tabelle 8 ist weiterhin das elektrochemische Potential angegeben. Das elektrochemische Potential wird dabei gemäß DIN-Norm „DIN 50918 (2018.09) („Ruhepotenzialmessung an homogenen Mischelektroden“) bestimmt. Der angegebenen Absolutwert ist als Bezug zur Normwasserstoffelektrode zu verstehen. Als korrosives Medium kommt bei der Messung eine wässrige, 5%-NaCI-Lösung mit einem pH-Wert von 7 zum Einsatz, die typische Korrosionsbedingungen im Automobilbereich repräsentiert. Deutlich ist zu erkennen, dass alle Proben ein elektrochemisches Potential aufweisen, das größer als -0,50V ist.
Table 8 also shows the electrochemical potential. The electrochemical potential is determined according to the DIN standard "DIN 50918 (2018.09) ("resting potential measurement on homogeneous mixed electrodes"). The specified absolute value is to be understood as a reference to the standard hydrogen electrode. An aqueous 5% NaCl solution with a pH value of 7, which represents typical corrosion conditions in the automotive sector, is used as the corrosive medium in the measurement. It can be clearly seen that all samples have an electrochemical potential that is greater than -0.50V.
In den nachfolgenden Sätzen sind bevorzugte Ausführungsformen der Erfindung beschrieben. Bei den Sätzen handelt es sich nicht um Ansprüche. Preferred embodiments of the invention are described in the following sentences. The sentences are not claims.
1. Stahlflachprodukt für die Warmumformung umfassend ein Stahlsubstrat aus Stahl, der neben Eisen und unvermeidbaren Verunreinigungen (in Gew.-%) aus 1. Flat steel product for hot forming, comprising a steel substrate made of steel which, in addition to iron and unavoidable impurities (in % by weight), consists of
C: 0,06 - 0,5 %, C: 0.06 - 0.5%,
Si: 0,05 - 0,6 %, Si: 0.05 - 0.6%,
Mn: 0,4 -3,0%, AI: 0,06-1,0%, Nb: 0,001 - 0,2 %, Ti: 0,001-0,10% Mn: 0.4-3.0%, Al: 0.06-1.0%, Nb: 0.001-0.2%, Ti: 0.001-0.10%
B: 0,0005-0,01 % B: 0.0005-0.01%
P: < 0,03 %, P: <0.03%,
S: < 0,02 %, S: <0.02%,
N: <0,02%, N: <0.02%,
Sn: < 0,03 %, Sn: <0.03%,
As: < 0,01 % sowie optional einem oder mehreren der Elemente „Gr, Cu, Mo, Ni, V, Ca, W“ in folgenden Gehalten As: < 0.01% and optionally one or more of the elements "Gr, Cu, Mo, Ni, V, Ca, W" in the following contents
Cr: 0,01 -1,0%, Cr: 0.01-1.0%,
Cu: 0,01 - 0,2 %, Cu: 0.01 - 0.2%,
Mo: 0,002-0,3%, Mon: 0.002-0.3%,
Ni: 0,01-0,5%, Ni: 0.01-0.5%,
V: 0,001-0,3%, V: 0.001-0.3%,
Ca: 0,0005-0,005%, Approx: 0.0005-0.005%,
W: 0,001 -1,0% besteht. W: 0.001 -1.0% passes.
2. Stahlflachprodukt nach Satz 1, dadurch gekennzeichnet, dass für das Verhältnis Al/Nb aus Al-Gehalt zu Nb-Gehalt gilt: 2. Flat steel product according to sentence 1, characterized in that the following applies to the Al/Nb ratio of Al content to Nb content:
Al/Nb < 20.0 wenn Mn < 1,6 Gew. -%
und Al/Nb < 20.0 when Mn < 1.6 wt% and
Al/Nb < 30.0 wenn Mn > 1,7 Gew. -% Al/Nb < 30.0 when Mn > 1.7 wt%
3. Stahlflachprodukt nach einem der Sätze 1-2, wobei für die Elementgehalte mindestens eine der folgenden Bedingungen gilt: 3. Flat steel product according to one of sentences 1-2, where at least one of the following conditions applies to the element contents:
Ti > 3,42*N Ti > 3.42*N
0,7 Gew.-% <Mn+Cr< 3,5 Gew.-% 0.7 wt% <Mn+Cr< 3.5 wt%
4. Stahlflachprodukt nach einem der voranstehenden Sätze dadurch gekennzeichnet, dass es auf mindestens einer Seite einen Korrosionsschutzüberzug aufweist. 4. Flat steel product according to one of the preceding sentences, characterized in that it has an anti-corrosion coating on at least one side.
5. Stahlflachprodukt nach Satz 4, dadurch gekennzeichnet, dass der Korrosionsschutzüberzug ein Korrosionsschutzüberzug auf Aluminium-Basis ist und eine Legierungsschicht und eine Al-Basisschicht aufweist. 5. Flat steel product according to sentence 4, characterized in that the anti-corrosion coating is an aluminum-based anti-corrosion coating and has an alloy layer and an Al base layer.
6. Stahlflachprodukt nach Satz 5, dadurch gekennzeichnet, dass die Legierungsschicht aus 35-60 Gew.-% Fe, optionalen weiteren Bestandteilen, deren Gehalte in Summe auf höchstens 5,0 Gew.-% beschränkt sind, und als Rest Aluminium besteht und/oder die Al-Basisschicht aus 1,0 - 15 Gew.-% Si, optional 2-4 Gew.-% Fe, optional bis zu 5,0 Gew.-% Alkali- oder Erdalkalimetalle, optional bis zu 10 % Zn und optionalen weiteren Bestandteilen, deren Gehalte in Summe auf höchstens 2,0 Gew.-% beschränkt sind, und als Rest Aluminium besteht. 6. Flat steel product according to sentence 5, characterized in that the alloy layer consists of 35-60% by weight Fe, optional further components, the total content of which is limited to a maximum of 5.0% by weight, and the remainder aluminum and/ or the Al base layer of 1.0-15 wt% Si, optionally 2-4 wt% Fe, optionally up to 5.0 wt% alkali or alkaline earth metals, optionally up to 10% Zn and optional other components, the total content of which is limited to a maximum of 2.0% by weight, and the remainder is aluminum.
7. Stahlflachprodukt nach einem der Sätze 1-6 dadurch gekennzeichnet, dass das Stahlflachprodukt eine Streckgrenze mit kontinuierlichem Verlauf (Rp0,2) oder eine Streckgrenze mit einer Differenz (ARe) zwischen oberem Streckgrenzenwert (ReH) und unterem Streckgrenzenwert (ReL) von höchstens 45 MPa aufweist und/oder das Stahlflachprodukt eine Gleichmaßdehnung Ag von mindestens 10 % aufweist
und/oder das Stahlflachprodukt eine Bruchdehnung A80 von mindestens 15 %, bevorzugt mindestens 20% aufweist. 7. Flat steel product according to one of sentences 1-6, characterized in that the flat steel product has a continuous yield point (Rp0.2) or a yield point with a difference (ARe) between the upper yield point value (ReH) and the lower yield point value (ReL) of at most 45 MPa and/or the flat steel product has a uniform elongation Ag of at least 10% and/or the flat steel product has an elongation at break A80 of at least 15%, preferably at least 20%.
8. Verfahren zum Herstellen eines Stahlflachproduktes für die Warmumformung mit einem Korrosionsschutzüberzug umfassend folgende Arbeitsschritte: a) Zurverfügungstellen einer Bramme oder einer Dünnbramme, die aus Stahl, der neben Eisen und unvermeidbaren Verunreinigungen (in Gew.-%) aus C: 0,06 - 0,5 %, 8. A method for producing a flat steel product for hot forming with an anti-corrosion coating, comprising the following work steps: a) providing a slab or a thin slab made of steel which, in addition to iron and unavoidable impurities (in % by weight), consists of C: 0.06 - 0.5%,
Si: 0,05 - 0,6 %, Si: 0.05 - 0.6%,
Mn: 0,4 -3,0%, AI: 0,06-1,0%, Nb: 0,001 - 0,2 %, Ti: 0,001-0,10% B: 0,0005-0,01 % Mn: 0.4-3.0%, Al: 0.06-1.0%, Nb: 0.001-0.2%, Ti: 0.001-0.10% B: 0.0005-0.01%
P: < 0,03 %, P: <0.03%,
S: <0,02%, S: <0.02%,
N: <0,02%, N: <0.02%,
Sn: < 0,03 % Sn: <0.03%
As: < 0,01 % sowie optional einem oder mehreren der Elemente „Cr, Cu, Mo, Ni, V, Ca, W“ in folgenden Gehalten As: < 0.01% and optionally one or more of the elements "Cr, Cu, Mo, Ni, V, Ca, W" in the following contents
Cr: 0,01 -1,0%, Cr: 0.01-1.0%,
Cu: 0,01 - 0,2 %, Cu: 0.01 - 0.2%,
Mo: 0,002-0,3%, Mon: 0.002-0.3%,
Ni: 0,01-0,5% Ni: 0.01-0.5%
V: 0,001-0,3% V: 0.001-0.3%
Ca: 0,0005-0,005% Approx: 0.0005-0.005%
W: 0,001 -1,0% besteht
b) Durcherwärmen der Bramme oder Dünnbramme bei einer Temperatur (TI) von 1100 - 1400 °C; c) optionales Vorwalzen der durcherwärmten Bramme oder Dünnbramme zu einem Zwischenprodukt mit einer Zwischenprodukttemperatur (T2) von 1000 - 1200 °C; d) Warmwalzen zu einem warmgewalzten Stahlflachprodukt, wobei die Endwalztemperatur (T3) 750 - 1000 °C beträgt; e) optionales Haspeln des warmgewalzten Stahlflachprodukts, wobei die Haspeltemperatur (T4) höchstens 700 °C beträgt; f) Entzundern des warmgewalzten Stahlflachprodukts; g) optionales Kaltwalzen des Stahlflachprodukts, wobei der Kaltwalzgrad mindestens 30 % beträgt; h) Glühen des Stahlflachprodukts bei einer Glühtemperatur (T5) von 650 - 900 °C; i) Abkühlen des Stahlflachprodukts auf eine Eintauchtemperatur (T6), welche 650 - 800 °C, bevorzugt 670 - 800 °C beträgt; j) Beschichten des auf die Eintauchtemperatur abgekühlten Stahlflachprodukts mit einem Korrosionsschutzüberzug durch Schmelztauchbeschichten in einem Schmelzenbad mit einer Schmelzentemperatur (T7) 660 - 800 °C, bevorzugt 680 - 740 °C; k) Abkühlen des beschichteten Stahlflachprodukts auf Raumtemperatur, wobei die erste Abkühldauer tmT im Temperaturbereich zwischen 600 °C und 450 °C mehr als 10s, insbesondere mehr als 14s beträgt und die zweite Abkühldauer tn im Temperaturbereich zwischen 400 °C und 300 °C mehr als 8s, insbesondere mehr als 12s beträgt; l) optionales Dressieren des beschichteten Stahlflachprodukts. W: 0.001 -1.0% passes b) through heating of the slab or thin slab at a temperature (TI) of 1100 - 1400 °C; c) optional pre-rolling of the through-heated slab or thin slab into an intermediate product with an intermediate product temperature (T2) of 1000 - 1200 °C; d) hot-rolling into a hot-rolled steel flat product, the finish rolling temperature (T3) being 750 - 1000 °C; e) optional coiling of the hot-rolled steel flat product, the coiling temperature (T4) being at most 700 °C; f) descaling the hot-rolled flat steel product; g) optional cold rolling of the flat steel product, the degree of cold rolling being at least 30%; h) annealing of the steel flat product at an annealing temperature (T5) of 650 - 900 °C; i) cooling the flat steel product to an immersion temperature (T6) which is 650-800° C., preferably 670-800° C.; j) coating the flat steel product, which has been cooled to the immersion temperature, with an anti-corrosion coating by hot dip coating in a melt bath with a melt temperature (T7) of 660-800° C., preferably 680-740° C.; k) Cooling of the coated flat steel product to room temperature, the first cooling time t mT in the temperature range between 600 °C and 450 °C being more than 10 s, in particular more than 14 s, and the second cooling time t n in the temperature range between 400 °C and 300 °C is more than 8s, in particular more than 12s; l) optional skin-passing of the coated steel flat product.
9. Verfahren nach Satz 8,
wobei für das Verhältnis Al/Nb aus Al-Gehalt zu Nb-Gehalt des Stahls der Bramme oder Dünnbramme gilt: 9. procedure according to sentence 8, where the following applies to the Al/Nb ratio from the Al content to the Nb content of the steel of the slab or thin slab:
Al/Nb < 20.0 wenn Mn < 1,6 Gew. -% und Al/Nb < 20.0 when Mn < 1.6 wt% and
Al/Nb < 30.0 wenn Mn > 1,7 Gew.-%. Verfahren nach einem der Sätze 8-9 dadurch gekennzeichnet, dass beim Schmelztauchbeschichten ein Schmelzbad verwendet wird, das den auf das Stahlflachprodukt aufzubringenden Korrosionsschutz in flüssiger Form enthält, welche aus bis 15 Gew.-% Si, optional 2-4 Gew.-% Fe, optional bis zu 5 Gew.-% Alkali- oder Erdalkalimetalle und optional bis zu 10 % Zn und optionalen weiteren Bestandteilen, deren Gehalte in Summe auf höchstens 2,0 Gew.-% beschränkt sind, und als Rest Aluminium besteht. Blechformteil geformt aus einem Stahlflachprodukt umfassend ein Stahlsubstrat aus Stahl, der neben Eisen und unvermeidbaren Verunreinigungen (in Gew.-%) aus C: 0,06 - 0,5 %, Al/Nb < 30.0 when Mn > 1.7 wt%. Method according to one of sentences 8-9, characterized in that during hot-dip coating a molten bath is used which contains the corrosion protection to be applied to the steel flat product in liquid form, which consists of up to 15% by weight Si, optionally 2-4% by weight Fe , optionally up to 5 wt. Sheet metal part formed from a flat steel product comprising a steel substrate made of steel which, in addition to iron and unavoidable impurities (in % by weight), consists of C: 0.06 - 0.5%,
Si: 0,05 - 0,6 %, Si: 0.05 - 0.6%,
Mn: 0,4 - 3,0 %, AI: 0,06 - 1,0 %, Nb: 0,001 - 0,2 %, Ti: 0,001 - 0,10 % Mn: 0.4 - 3.0%, Al: 0.06 - 1.0%, Nb: 0.001 - 0.2%, Ti: 0.001 - 0.10%
B: 0,0005 - 0,01 % B: 0.0005 - 0.01%
P: < 0,03 %, P: <0.03%,
S: < 0,02 %, S: <0.02%,
N: < 0,02 %, N: <0.02%,
Sn: < 0,03 % Sn: <0.03%
As: < 0,01 % sowie optional einem oder mehreren der Elemente „Cr, Cu, Mo, Ni, V, Ca, W“ in folgenden Gehalten As: < 0.01% and optionally one or more of the elements "Cr, Cu, Mo, Ni, V, Ca, W" in the following contents
Cr: 0,01 - 1,0 %, Cr: 0.01 - 1.0%,
Cu: 0,01 - 0,2 %, Cu: 0.01 - 0.2%,
Mo: 0,002 - 0,3 %,
Ni: 0,01 - 0,5 % Mon: 0.002 - 0.3%, Ni: 0.01 - 0.5%
V: 0,001 - 0,3 % V: 0.001 - 0.3%
Ca: 0,0005 - 0,005 % Approx: 0.0005 - 0.005%
W: 0,001 -1,0 % besteht, und einen Korrosionsschutzüberzug. Blechformteil nach Satz 11, wobei für das Verhältnis Al/Nb aus Al-Gehalt zu Nb-Gehalt gilt: W: 0.001 -1.0% and an anti-corrosion coating. Sheet metal part according to Clause 11, where the following applies to the Al/Nb ratio from the Al content to the Nb content:
Al/Nb < 20.0 wenn Mn < 1,6 Gew.-% und Al/Nb < 20.0 when Mn < 1.6 wt% and
Al/Nb < 30.0 wenn Mn > 1,7 Gew.-%. Blechformteil nach einem der Sätze 11-12 dadurch gekennzeichnet, dass das Stahlsubstrat des Blechformteils ein Gefüge mit zumindest teilweise mehr als 80 % Martensit und/oder unterem Bainit, bevorzugt mehr zumindest teilweise mehr als 90 % Martensit und/oder unterem Bainit, aufweist und wobei bevorzugt die ehemaligen Austenitkörner des Martensit einen mittleren Korndurchmesser aufweisen, der kleiner ist als 14pm, insbesondere kleiner als 12 pm, bevorzugt kleiner als 10 pm. Blechformteil nach einem der Sätze 11-13 dadurch gekennzeichnet, dass das Blechformteil zumindest teilweise eine Streckgrenze von mindestens 950 MPa, insbesondere mindestens 1100 MPa, bevorzugt mindestens 1300 MPa, insbesondere mindestens 1500 MPa aufweist und/oder das Blechformteil zumindest teilweise eine Zugfestigkeit von mindestens 1000 MPa, insbesondere mindestens 1100 MPa, bevorzugt mindestens 1300 MPa, insbesondere mindestens 1800 MPa aufweist und/oder das Blechformteil zumindest teilweise eine Bruchdehnung A80 von mindestens 4 %, bevorzugt mindestens 5 %, besonders bevorzugt mindestens 6 % aufweist
und/oder das Blechformteil zumindest teilweise einen Biegewinkel von mindestens 30°, insbesondere mindestens 40°, bevorzugt mindestens 50° aufweist. Al/Nb < 30.0 when Mn > 1.7 wt%. Sheet metal part according to one of sentences 11-12, characterized in that the steel substrate of the sheet metal part has a structure with at least partially more than 80% martensite and/or lower bainite, preferably more at least partially more than 90% martensite and/or lower bainite, and wherein the former austenite grains of the martensite preferably have an average grain diameter of less than 14 μm, in particular less than 12 μm, preferably less than 10 μm. Sheet metal part according to one of clauses 11-13, characterized in that the sheet metal part at least partially has a yield point of at least 950 MPa, in particular at least 1100 MPa, preferably at least 1300 MPa, in particular at least 1500 MPa and/or the sheet metal part at least partially has a tensile strength of at least 1000 MPa, in particular at least 1100 MPa, preferably at least 1300 MPa, in particular at least 1800 MPa and/or the sheet metal part at least partially has an elongation at break A80 of at least 4%, preferably at least 5%, particularly preferably at least 6% and/or the shaped sheet metal part at least partially has a bending angle of at least 30°, in particular at least 40°, preferably at least 50°.
15. Blechformteil nach einem der Sätze 11-14, dadurch gekennzeichnet, dass das Blechformteil feine Ausscheidungen im Gefüge, insbesondere in Form von Niobkarbonitriden und/oder Titankarbonitriden, aufweist. 15. Sheet metal part according to one of sentences 11-14, characterized in that the sheet metal part has fine precipitations in the structure, in particular in the form of niobium carbonitrides and/or titanium carbonitrides.
16. Blechformteil nach einem der Sätze 11-15, dadurch gekennzeichnet, dass das elektrochemische Potenzial der Oberfläche des Blechformteils in einem korrosiv wirkenden Medium mindestens -0,50 V beträgt. 16. Sheet metal part according to one of sentences 11-15, characterized in that the electrochemical potential of the surface of the sheet metal part is at least -0.50 V in a corrosive medium.
17. Blechformteil nach einem der Sätze 11-16, dadurch gekennzeichnet, dass der Korrosionsschutzüberzug ein Korrosionsschutzüberzug auf Aluminiumbasis ist und eine Legierungsschicht und eine Al-Basisschicht umfasst und wobei im Querschliff der Legierungsschicht auf einer Messlänge von 500 pm die mit Poren besetzte Fläche in der Legierungsschicht kleiner 250 pm2 ist und wobei insbesondere der Anteil der von Poren besetzten Fläche mit einem Durchmesser größer oder gleich 0,1 pm weniger als 10 % beträgt. 17. Sheet metal part according to one of sentences 11-16, characterized in that the anti-corrosion coating is an aluminum-based anti-corrosion coating and comprises an alloy layer and an Al base layer, and in the cross-section of the alloy layer over a measuring length of 500 μm the surface occupied by pores in the Alloy layer is less than 250 pm 2 and in particular the proportion of the surface occupied by pores with a diameter greater than or equal to 0.1 pm is less than 10%.
18. Blechformteil nach einem der Sätze 11-17, dadurch gekennzeichnet, dass der Schweißbereich mindestens 0,9 kA beträgt. 18. Sheet metal part according to one of sentences 11-17, characterized in that the welding area is at least 0.9 kA.
19. Blechformteil nach einem der Sätze 11-18, dadurch gekennzeichnet, dass der Nb-Anteil in der Legierungsschicht größer ist als 0,010 Gew.-%, bevorzugt größer 0,015 Gew.-%, insbesondere größer 0,018 Gew.-%. 19. Sheet metal part according to one of sentences 11-18, characterized in that the Nb content in the alloy layer is greater than 0.010% by weight, preferably greater than 0.015% by weight, in particular greater than 0.018% by weight.
20. Verfahren zum Herstellen eines Blechformteils umfassend folgende 20. A method for producing a shaped sheet metal part comprising the following
Arbeitsschritte:
a) Bereitstellen eines Blechzuschnitts aus einem Stahlflachprodukt nach einem der Sätze 1-Working steps: a) Providing a sheet metal blank from a steel flat product according to one of sentences 1-
7 b) Erwärmen des Blechzuschnitts derart, dass zumindest teilweise die AC3 Temperatur des Zuschnitts überschritten ist und die Temperatur TEinig des Zuschnitts beim Einlegen in ein für ein Warmpressformen vorgesehenes Umformwerkzeug (Arbeitsschritt c)) zumindest teilweise eine Temperatur oberhalb von Ms+100°C aufweist, wobei Ms die der Martensitstarttemperatur bezeichnet. c) Einlegen des erwärmten Blechzuschnitts in ein Umformwerkzeug, wobei die für das Entnehmen aus der Erwärmungseinrichtung und das Einlegen des Zuschnitts benötigte Transferdauer tTrans höchstens 20 s, bevorzugt höchstens 15 s, beträgt; d) Warmpressformen des Blechzuschnitts zu dem Blechformteil, wobei der Zuschnitt im Zuge des Warmpressformens über eine Dauer twz von mehr als 1 s mit einer zumindest teilweise mehr als 30 K/s betragenden Abkühlgeschwindigkeit rwz auf die Zieltemperatur TZiei abgekühlt und optional dort gehalten wird; e) Entnehmen des auf die Zieltemperatur TZiei abgekühlten Blechformteils aus dem Werkzeug; 7 b) Heating the sheet metal blank in such a way that the AC3 temperature of the blank is at least partially exceeded and the temperature T Einig of the blank when it is placed in a forming tool provided for hot-press forming (step c)) at least partially has a temperature above Ms+100°C where Ms denotes the martensite start temperature. c) inserting the heated sheet metal blank into a forming tool, the transfer time t Tr an required for removing it from the heating device and inserting the blank being at most 20 s, preferably at most 15 s; d) Hot-press forming of the sheet metal blank to form the shaped sheet metal part, with the blank being cooled to the target temperature T target temperature T target and optionally held there over a period t wz of more than 1 s at a cooling rate r wz , at least in part more than 30 K/s, during the course of the hot-press forming becomes; e) removing the shaped sheet metal part, which has been cooled to the target temperature T target , from the tool;
21. Verfahren nach Satz 20, wobei die zumindest teilweise im Blechzuschnitt erreichte Temperatur in Schritt b) zwischen Ac3 und 1000 °C, bevorzugt zwischen 850 °C und 950 °C liegt. 21. The method according to sentence 20, wherein the temperature at least partially reached in the sheet metal blank in step b) is between Ac3 and 1000 °C, preferably between 850 °C and 950 °C.
22. Verfahren nach einem der Sätze 20-22, wobei die Zieltemperatur TZiei des Blechformteils zumindest teilweise unterhalb 400 °C, bevorzugt unterhalb 300°C liegt.
hyssenKrupp Steel Europe AG 207086P10WC) 22. The method according to any one of sentences 20-22, wherein the target temperature T target of the sheet metal part is at least partially below 400 °C, preferably below 300 °C. hyssenKrupp Steel Europe AG 207086P10WC)
54/66
 est Eisen und unvermeidbare Verunreinigungen. Angaben jeweils in Gew.-%; nicht erfindungsgemäße Referenzbeispiele abelle 1 (Stahlsorten)
54/66 est iron and unavoidable impurities. All data in % by weight; Reference examples not according to the invention table 1 (steel grades)
est Eisen und unvermeidbare Verunreinigungen. Angaben jeweils in Gew.-%; nicht erfindungsgemäße Referenzbeispiele abelle 1 (Stahlsorten)
54/66 est iron and unavoidable impurities. All data in % by weight; Reference examples not according to the invention table 1 (steel grades)
hyssenKrupp Steel Europe AG 207086P10WC) hyssenKrupp Steel Europe AG 207086P10WC)
55/66
 ngaben teilweise gerundet abelle 2 (Herstellungsbedingungen Stahlflachprodukt)
55/66 Figures partially rounded table 2 (manufacturing conditions steel flat product)
ngaben teilweise gerundet abelle 2 (Herstellungsbedingungen Stahlflachprodukt)
55/66 Figures partially rounded table 2 (manufacturing conditions steel flat product)
hyssenKrupp Steel Europe AG 207086P10WC) hyssenKrupp Steel Europe AG 207086P10WC)
56/66
 abelle 3 (Beschichtungsvariante)
56/66 table 3 (coating variant)
abelle 3 (Beschichtungsvariante)
56/66 table 3 (coating variant)
hyssenKrupp Steel Europe AG 207086P10WC) hyssenKrupp Steel Europe AG 207086P10WC)
57/66
 57/66
57/66
hyssenKrupp Steel Europe AG 207086P10WC) hyssenKrupp Steel Europe AG 207086P10WC)
58/66
 nicht erfindungsgemäße Referenzbeispiele abelle 4 (Stahlflachprodukt)
58/66 Reference examples not according to the invention Table 4 (flat steel product)
nicht erfindungsgemäße Referenzbeispiele abelle 4 (Stahlflachprodukt)
58/66 Reference examples not according to the invention Table 4 (flat steel product)
hyssenKrupp Steel Europe AG 207086P10WC) hyssenKrupp Steel Europe AG 207086P10WC)
59/66
 ngaben teilweise gerundet abelle 5 (Parameter Warmumformung)
59/66 Figures partially rounded table 5 (hot forming parameters)
ngaben teilweise gerundet abelle 5 (Parameter Warmumformung)
59/66 Figures partially rounded table 5 (hot forming parameters)
hyssenKrupp Steel Europe AG 207086P10WC) hyssenKrupp Steel Europe AG 207086P10WC)
60/66
 ngaben teilweise gerundet abelle 6 (Parameter Warmumformung)
60/66 Figures partially rounded table 6 (hot forming parameters)
ngaben teilweise gerundet abelle 6 (Parameter Warmumformung)
60/66 Figures partially rounded table 6 (hot forming parameters)
hyssenKrupp Steel Europe AG 207086P10WC) hyssenKrupp Steel Europe AG 207086P10WC)
61/66
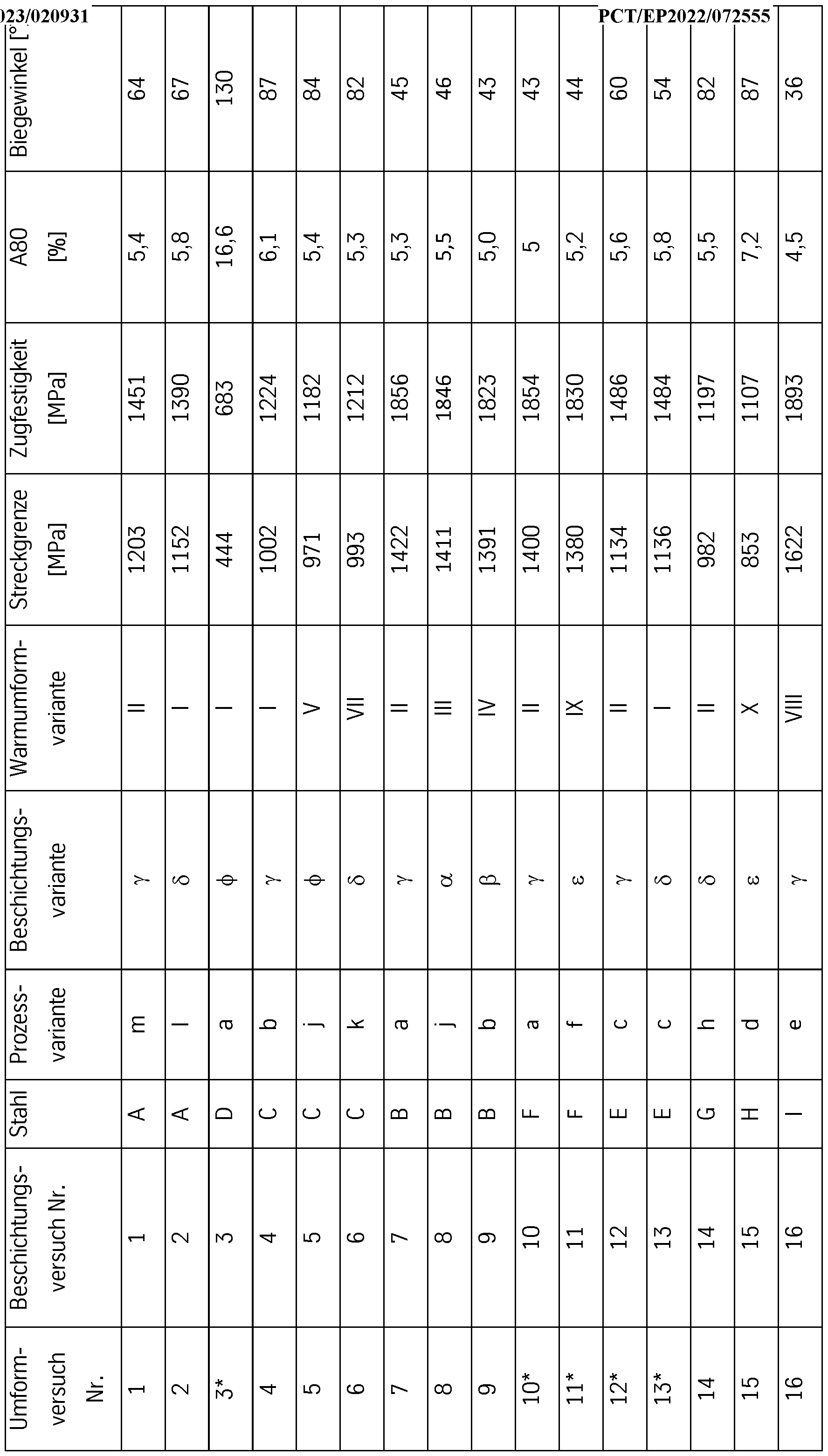 61/66
61/66
hyssenKrupp Steel Europe AG 207086P10WC) hyssenKrupp Steel Europe AG 207086P10WC)
62/66
 abelle 7 (Blechformteil)
62/66 table 7 (sheet metal part)
abelle 7 (Blechformteil)
62/66 table 7 (sheet metal part)
hyssenKrupp Steel Europe AG 207086P10WC) hyssenKrupp Steel Europe AG 207086P10WC)
63/66
 63/66
63/66
hyssenKrupp Steel Europe AG 207086P10WC) hyssenKrupp Steel Europe AG 207086P10WC)
64/66
 abelle 8 (Gefüge)
64/66 table 8 (structure)
abelle 8 (Gefüge)
64/66 table 8 (structure)
hyssenKrupp Steel Europe AG 207086P10WC) hyssenKrupp Steel Europe AG 207086P10WC)
65/66
 65/66
65/66
hyssenKrupp Steel Europe AG 207086P10WC) hyssenKrupp Steel Europe AG 207086P10WC)
66/66
 nicht erfindungsgemäße Referenzbeispiele abelle 9 (Eigenschaften des Blechformteils)
66/66 Reference examples not according to the invention Table 9 (Properties of the shaped sheet metal part)
nicht erfindungsgemäße Referenzbeispiele abelle 9 (Eigenschaften des Blechformteils)
66/66 Reference examples not according to the invention Table 9 (Properties of the shaped sheet metal part)
Claims
1. Stahlflachprodukt für die Warmumformung, umfassend ein Stahlsubstrat aus Stahl, der neben Eisen und unvermeidbaren Verunreinigungen (in Gew.-%) aus 1. Flat steel product for hot forming, comprising a steel substrate made of steel which, in addition to iron and unavoidable impurities (in % by weight), consists of
C: 0,06-0,5 %, C: 0.06-0.5%,
Si: 0,05-0,6 %, Si: 0.05-0.6%,
Mn: 0, 4-3,0 %, Mn: 0.4-3.0%,
AI: 0,06-1,0 %, AI: 0.06-1.0%,
Nb: 0,001-0,2 %, Nb: 0.001-0.2%,
Ti: 0,001-0,10 %, Ti: 0.001-0.10%,
B: 0,0005-0,01 %, B: 0.0005-0.01%,
P: < 0,03 %, P: <0.03%,
S: < 0,02 %, S: <0.02%,
N: < 0,02 %, N: <0.02%,
Sn: < 0,03 %, Sn: <0.03%,
As: < 0,01 %, sowie optional einem oder mehreren der Elemente Cr, Cu, Mo, Ni, V, Ca, W in folgenden Gehalten As: <0.01%, and optionally one or more of the elements Cr, Cu, Mo, Ni, V, Ca, W in the following contents
Cr: 0,01-1,0 %, Cr: 0.01-1.0%,
Cu: 0,01-0,2 %, Cu: 0.01-0.2%,
Mo: 0,002-0,3 %, Mon: 0.002-0.3%,
Ni: 0,01-0,5 %, Ni: 0.01-0.5%,
V: 0,001-0,3 %, V: 0.001-0.3%,
Ca: 0,0005-0,005 %, Approx: 0.0005-0.005%,
W: 0,001-1,0 %, besteht, wobei für das Verhältnis Al/Nb aus Al-Gehalt zu Nb-Gehalt gilt: W: 0.001-1.0%, where the Al/Nb ratio of Al content to Nb content is:
Al/Nb < 20.0 wenn Mn < 1,6 Gew. -% und Al/Nb < 20.0 when Mn < 1.6 wt% and
Al/Nb < 30.0 wenn Mn > 1,7 Gew. -% Al/Nb < 30.0 when Mn > 1.7 wt%
2. Stahlflachprodukt nach Anspruch 1, wobei für die Elementgehalte mindestens eine der folgenden Bedingungen gilt:
68 2. Flat steel product according to claim 1, wherein at least one of the following conditions applies to the element contents: 68
Ti < 3,42*N Ti < 3.42*N
0,7 Gew.-% <Mn+Cr< 3,5 Gew.-% Stahlflachprodukt nach einem der voranstehenden Ansprüche dadurch gekennzeichnet, dass es auf mindestens einer Seite einen Korrosionsschutzüberzug aufweist. Stahlflachprodukt nach Anspruch 3, dadurch gekennzeichnet, dass der Korrosionsschutzüberzug ein Korrosionsschutzüberzug auf Aluminium-Basis ist und eine Legierungsschicht und eine Al-Basisschicht aufweist. Stahlflachprodukt nach Anspruch 4, dadurch gekennzeichnet, dass die Legierungsschicht aus 35-60 Gew.-% Fe, optionalen weiteren Bestandteilen, deren Gehalte in Summe auf höchstens 5,0 Gew.-% beschränkt sind, und als Rest Aluminium besteht und/oder die Al- Basisschicht aus 1,0-15 Gew.-% Si, optional 2-4 Gew.-% Fe, optional bis zu 5,0 Gew.-% Alkali- oder Erdalkalimetalle, optional bis zu 10 % Zn und optionalen weiteren Bestandteilen, deren Gehalte in Summe auf höchstens 2,0 Gew.-% beschränkt sind, und als Rest Aluminium besteht. Stahlflachprodukt nach einem der Ansprüche 1 bis 5 dadurch gekennzeichnet, dass das Stahlflachprodukt eine Streckgrenze mit kontinuierlichem Verlauf (Rp0,2) oder eine Streckgrenze mit einer Differenz (ARe) zwischen oberem Streckgrenzenwert (ReH) und unterem Streckgrenzenwert (ReL) von höchstens 45 MPa aufweist und/oder das Stahlflachprodukt eine Gleichmaßdehnung Ag von mindestens 10 % aufweist und/oder das Stahlflachprodukt eine Bruchdehnung A80 von mindestens 15 %, bevorzugt mindestens 20 % aufweist. Verfahren zum Herstellen eines Stahlflachproduktes für die Warmumformung mit einem Korrosionsschutzüberzug, umfassend folgende Arbeitsschritte: a) Zurverfügungstellen einer Bramme oder einer Dünnbramme, die aus Stahl, der neben Eisen und unvermeidbaren Verunreinigungen (in Gew.-%) aus 0.7% by weight <Mn+Cr< 3.5% by weight Flat steel product according to one of the preceding claims, characterized in that it has an anti-corrosion coating on at least one side. Flat steel product according to Claim 3, characterized in that the anti-corrosion coating is an aluminum-based anti-corrosion coating and has an alloy layer and an Al base layer. Flat steel product according to claim 4, characterized in that the alloy layer consists of 35-60 wt Al base layer of 1.0-15% by weight Si, optionally 2-4% by weight Fe, optionally up to 5.0% by weight alkali or alkaline earth metals, optionally up to 10% Zn and optional further components , the total content of which is limited to a maximum of 2.0% by weight, and the remainder is aluminum. Flat steel product according to one of Claims 1 to 5, characterized in that the flat steel product has a continuous yield point (Rp0.2) or a yield point with a difference (ARe) between the upper yield point value (ReH) and the lower yield point value (ReL) of at most 45 MPa and/or the flat steel product has a uniform elongation Ag of at least 10% and/or the flat steel product has an elongation at break A80 of at least 15%, preferably at least 20%. Process for producing a flat steel product for hot forming with an anti-corrosion coating, comprising the following steps: a) providing a slab or a thin slab made of steel which, in addition to iron and unavoidable impurities (in % by weight), consists of
C: 0,06-0,5 %, C: 0.06-0.5%,
Si: 0,05-0,6 %, Si: 0.05-0.6%,
Mn: 0, 4-3,0 %,
69 Mn: 0.4-3.0%, 69
AI: 0,06-1,0 %, AI: 0.06-1.0%,
Nb: 0,001-0,2 %, Ti: 0,001-0,10 %, Nb: 0.001-0.2%, Ti: 0.001-0.10%,
B: 0,0005-0,01 %, B: 0.0005-0.01%,
P: < 0,03 %, P: <0.03%,
S: < 0,02 %, S: <0.02%,
N: < 0,02 %, N: <0.02%,
Sn: < 0,03 %, Sn: <0.03%,
As: < 0,01 %, sowie optional einem oder mehreren der Elemente „Cr, Cu, Mo, Ni, V, Ca, W“ in folgenden Gehalten As: < 0.01%, and optionally one or more of the elements "Cr, Cu, Mo, Ni, V, Ca, W" in the following contents
Cr: 0,01-1,0 %, Cr: 0.01-1.0%,
Cu: 0,01-0,2 %, Cu: 0.01-0.2%,
Mo: 0,002-0,3 %, Mon: 0.002-0.3%,
Ni: 0,01-0,5 %, Ni: 0.01-0.5%,
V: 0,001-0,3 %, V: 0.001-0.3%,
Ca: 0,0005-0,005 %, Approx: 0.0005-0.005%,
W: 0,001-1,0 %, besteht, wobei für das Verhältnis Al/Nb aus Al-Gehalt zu Nb-Gehalt gilt: W: 0.001-1.0%, where the Al/Nb ratio of Al content to Nb content is:
Al/Nb < 20.0 wenn Mn < 1,6 Gew. -% und Al/Nb < 20.0 when Mn < 1.6 wt% and
Al/Nb < 30.0 wenn Mn > 1,7 Gew.-%; b) Durcherwärmen der Bramme oder Dünnbramme bei einer Temperatur (TI) von 1100-1400°C; c) optionales Vorwalzen der durcherwärmten Bramme oder Dünnbramme zu einem Zwischenprodukt mit einer Zwischenprodukttemperatur (T2) von 1000-1200°C; d) Warmwalzen zu einem warmgewalzten Stahlflachprodukt, wobei die Endwalztemperatur (T3) 750-1000°C beträgt; e) optionales Haspeln des warmgewalzten Stahlflachprodukts, wobei die Haspeltemperatur (T4) höchstens 700°C beträgt; f) Entzundern des warmgewalzten Stahlflachprodukts;
70 g) optionales Kaltwalzen des Stahlflachprodukts, wobei der Kaltwalzgrad mindestens 30 % beträgt; h) Glühen des Stahlflachprodukts bei einer Glühtemperatur (T5) von 650-900°C; i) Abkühlen des Stahlflachprodukts auf eine Eintauchtemperatur (T6), welche 650- 800°C, bevorzugt 670-800°C beträgt; j) Beschichten des auf die Eintauchtemperatur abgekühlten Stahlflachprodukts mit einem Korrosionsschutzüberzug durch Schmelztauchbeschichten in einem Schmelzenbad mit einer Schmelzentemperatur (T7) 660-800°C, bevorzugt 680-740°C; k) Abkühlen des beschichteten Stahlflachprodukts auf Raumtemperatur, wobei die erste Abkühldauer tmT im Temperaturbereich zwischen 600°C und 450°C mehr als 10s, insbesondere mehr als 14s beträgt und die zweite Abkühldauer tnT im Temperaturbereich zwischen 400°C und 300°C mehr als 8s, insbesondere mehr als 12s beträgt; l) optionales Dressieren des beschichteten Stahlflachprodukts. Verfahren nach Anspruch 7 dadurch gekennzeichnet, dass beim Schmelztauchbeschichten ein Schmelzbad verwendet wird, das den auf das Stahlflachprodukt aufzubringenden Korrosionsschutz in flüssiger Form enthält, welche aus bis 15 Gew.-% Si, optional 2-4 Gew.-% Fe, optional bis zu 5 Gew.-% Alkali- oder Erdalkalimetalle und optional bis zu 10 % Zn und optionalen weiteren Bestandteilen, deren Gehalte in Summe auf höchstens 2,0 Gew.-% beschränkt sind, und als Rest Aluminium besteht. Blechformteil geformt aus einem Stahlflachprodukt, umfassend ein Stahlsubstrat ausAl/Nb < 30.0 when Mn > 1.7 wt%; b) soaking the slab or thin slab at a temperature (TI) of 1100-1400°C; c) optionally pre-rolling the soaked slab or thin slab into an intermediate product with an intermediate product temperature (T2) of 1000-1200°C; d) hot rolling into a hot-rolled flat steel product, wherein the finish rolling temperature (T3) is 750-1000°C; e) optional coiling of the hot-rolled steel flat product, wherein the coiling temperature (T4) is at most 700°C; f) descaling the hot-rolled flat steel product; 70 g) optional cold rolling of the flat steel product, the degree of cold rolling being at least 30%; h) annealing of the flat steel product at an annealing temperature (T5) of 650-900°C; i) cooling the flat steel product to an immersion temperature (T6) which is 650-800°C, preferably 670-800°C; j) coating the flat steel product, which has been cooled to the immersion temperature, with an anti-corrosion coating by hot dip coating in a melt bath with a melt temperature (T7) of 660-800° C., preferably 680-740° C.; k) Cooling of the coated flat steel product to room temperature, the first cooling time t mT in the temperature range between 600° C. and 450° C. being more than 10 s, in particular more than 14 s, and the second cooling time t nT in the temperature range between 400° C. and 300° C is more than 8s, in particular more than 12s; l) optional skin-passing of the coated steel flat product. Method according to claim 7, characterized in that during hot-dip coating a molten bath is used which contains the corrosion protection to be applied to the steel flat product in liquid form, which consists of up to 15% by weight Si, optionally 2-4% by weight Fe, optionally up to 5% by weight alkali metals or alkaline earth metals and optionally up to 10% Zn and optional further components, the total content of which is limited to a maximum of 2.0% by weight, and the remainder is aluminum. Sheet metal part formed from a flat steel product comprising a steel substrate
Stahl, der neben Eisen und unvermeidbaren Verunreinigungen (in Gew.-%) aus Steel, which, in addition to iron and unavoidable impurities (in % by weight), consists of
C: 0,06-0,5 %, C: 0.06-0.5%,
Si: 0,05-0,6 %, Si: 0.05-0.6%,
Mn: 0, 4-3,0 %, Mn: 0.4-3.0%,
AI: 0,06-1,0 %, AI: 0.06-1.0%,
Nb: 0,001-0,2 %, Nb: 0.001-0.2%,
Ti: 0,001-0,10 %, Ti: 0.001-0.10%,
B: 0,0005-0,01 %, B: 0.0005-0.01%,
P: < 0,03 %,
71 P: <0.03%, 71
S: < 0,02 %, S: <0.02%,
N: < 0,02 %, N: <0.02%,
Sn: < 0,03 %, Sn: <0.03%,
As: < 0,01 %, sowie optional einem oder mehreren der Elemente Cr, Cu, Mo, Ni, V, Ca, W in folgenden Gehalten As: <0.01%, and optionally one or more of the elements Cr, Cu, Mo, Ni, V, Ca, W in the following contents
Cr: 0,01-1,0 %, Cr: 0.01-1.0%,
Cu: 0,01-0,2 %, Cu: 0.01-0.2%,
Mo: 0,002-0,3 %, Mon: 0.002-0.3%,
Ni: 0,01-0,5 %, Ni: 0.01-0.5%,
V: 0,001-0,3 %, V: 0.001-0.3%,
Ca: 0,0005-0,005 %, Approx: 0.0005-0.005%,
W: 0,001-1,0 %, besteht, wobei für das Verhältnis Al/Nb aus Al-Gehalt zu Nb-Gehalt gilt: W: 0.001-1.0%, where the Al/Nb ratio of Al content to Nb content is:
Al/Nb < 20.0 wenn Mn < 1,6 Gew. -% und Al/Nb < 20.0 when Mn < 1.6 wt% and
Al/Nb < 30.0 wenn Mn > 1,7 Gew.-%, und einen Korrosionsschutzüberzug. Blechformteil nach Anspruch 9 dadurch gekennzeichnet, dass das Stahlsubstrat des Blechformteils ein Gefüge mit zumindest teilweise mehr als 80 % Martensit und/oder unterem Bainit, bevorzugt mehr, zumindest teilweise mehr als 90 % Martensit und/oder unterem Bainit, aufweist und wobei bevorzugt die ehemaligen Austenitkörner des Martensits einen mittleren Korndurchmesser aufweisen, der kleiner ist als 14 pm, insbesondere kleiner als 12 pm, bevorzugt kleiner als 10 pm. Blechformteil nach einem der Ansprüche 9 bis 10 dadurch gekennzeichnet, dass das Blechformteil zumindest teilweise eine Streckgrenze von mindestens 950 MPa, insbesondere mindestens 1100 MPa, bevorzugt mindestens 1300 MPa, insbesondere mindestens 1500 MPa aufweist und/oder das Blechformteil zumindest teilweise eine Zugfestigkeit von mindestens 1000 MPa, insbesondere mindestens 1100 MPa, bevorzugt mindestens 1300 MPa, insbesondere mindestens 1800 MPa aufweist und/oder das Blechformteil zumindest teilweise eine Bruchdehnung A80 von mindestens 4 %, bevorzugt
72 mindestens 5 %, besonders bevorzugt mindestens 6 % aufweist und/oder das Blechformteil zumindest teilweise einen Biegewinkel von mindestens 30°, insbesondere mindestens 40°, bevorzugt mindestens 50° aufweist. Blechformteil nach einem der Ansprüche 9 bis 11, dadurch gekennzeichnet, dass das Blechformteil feine Ausscheidungen im Gefüge, insbesondere in Form von Niobkarbo- nitriden und/oder Titankarbonitriden, aufweist. Blechformteil nach einem der Ansprüche 9 bis 12, dadurch gekennzeichnet, dass das elektrochemische Potenzial der Oberfläche des Blechformteils in einem korrosiv wirkenden Medium mindestens -0,50 V beträgt. Blechformteil nach einem der Ansprüche 9 bis 13, dadurch gekennzeichnet, dass der Korrosionsschutzüberzug ein Korrosionsschutzüberzug auf Aluminiumbasis ist und eine Legierungsschicht und eine Al-Basisschicht umfasst und wobei im Querschliff der Legierungsschicht auf einer Messlänge von 500 pm die mit Poren besetzte Fläche in der Legierungsschicht kleiner 250 pm2 ist und wobei insbesondere der Anteil der von Poren besetzten Fläche mit einem Durchmesser größer oder gleich 0,1 pm weniger als 10 % beträgt. Blechformteil nach einem der Ansprüche 9 bis 14, dadurch gekennzeichnet, dass der Schweißbereich mindestens 0,9 kA beträgt. Blechformteil nach einem der Ansprüche 9 bis 15, dadurch gekennzeichnet, dass der Nb- Anteil in der Legierungsschicht größer ist als 0,010 Gew.-%, bevorzugt größer 0,015 Gew.- %, insbesondere größer 0,018 Gew.-%. Verfahren zum Herstellen eines Blechformteils, umfassend folgende Arbeitsschritte: a) Bereitstellen eines Blechzuschnitts aus einem Stahlflachprodukt nach einem der Ansprüche 1-6; b) Erwärmen des Blechzuschnitts derart, dass zumindest teilweise die AC3 Temperatur des Zuschnitts überschritten ist und die Temperatur TEinig des Zuschnitts beim Einlegen in ein für ein Warmpressformen vorgesehenes Umformwerkzeug (Arbeitsschritt c))
zumindest teilweise eine Temperatur oberhalb von Ms+100°C aufweist, wobei Ms die der Martensitstarttemperatur bezeichnet; c) Einlegen des erwärmten Blechzuschnitts in ein Umformwerkzeug, wobei die für das Entnehmen aus der Erwärmungseinrichtung und das Einlegen des Zuschnitts benötigte Transferdauer tTrans höchstens 20s, bevorzugt höchstens 15s, beträgt; d) Warmpressformen des Blechzuschnitts zu dem Blechformteil, wobei der Zuschnitt im Zuge des Warmpressformens über eine Dauer tWz von mehr als ls mit einer zumindest teilweise mehr als 30 K/s betragenden Abkühlgeschwindigkeit rwz auf die Zieltemperatur TZiei abgekühlt und optional dort gehalten wird; e) Entnehmen des auf die Zieltemperatur TZiei abgekühlten Blechformteils aus dem Werkzeug.
Al/Nb < 30.0 when Mn > 1.7 wt%, and an anti-corrosion coating. Sheet metal part according to claim 9, characterized in that the steel substrate of the sheet metal part has a structure with at least partially more than 80% martensite and/or lower bainite, preferably more, at least partially more than 90% martensite and/or lower bainite, and wherein preferably the former Austenite grains of martensite have an average grain diameter of less than 14 μm, in particular less than 12 μm, preferably less than 10 μm. Sheet metal part according to one of Claims 9 to 10, characterized in that the sheet metal part at least partially has a yield strength of at least 950 MPa, in particular at least 1100 MPa, preferably at least 1300 MPa, in particular at least 1500 MPa and/or the sheet metal part at least partially has a tensile strength of at least 1000 MPa, in particular at least 1100 MPa, preferably at least 1300 MPa, in particular at least 1800 MPa and/or the shaped sheet metal part at least partially has an elongation at break A80 of at least 4%, preferably 72 has at least 5%, particularly preferably at least 6% and/or the shaped sheet metal part at least partially has a bending angle of at least 30°, in particular at least 40°, preferably at least 50°. Sheet metal part according to one of Claims 9 to 11, characterized in that the sheet metal part has fine precipitations in the structure, in particular in the form of niobium carbonitrides and/or titanium carbonitrides. Sheet metal part according to one of Claims 9 to 12, characterized in that the electrochemical potential of the surface of the sheet metal part is at least -0.50 V in a corrosive medium. Sheet metal part according to one of Claims 9 to 13, characterized in that the anti-corrosion coating is an aluminum-based anti-corrosion coating and comprises an alloy layer and an Al base layer, and in the cross section of the alloy layer over a measuring length of 500 μm the area occupied by pores in the alloy layer is smaller 250 μm 2 and in particular the proportion of the area occupied by pores with a diameter greater than or equal to 0.1 μm is less than 10%. Sheet metal part according to one of Claims 9 to 14, characterized in that the welding area is at least 0.9 kA. Sheet metal part according to one of Claims 9 to 15, characterized in that the Nb content in the alloy layer is greater than 0.010% by weight, preferably greater than 0.015% by weight, in particular greater than 0.018% by weight. Method for producing a shaped sheet metal part, comprising the following steps: a) providing a sheet metal blank from a flat steel product according to one of Claims 1-6; b) heating the sheet metal blank in such a way that the AC3 temperature of the blank is at least partially exceeded and the temperature T Eini g of the blank when it is placed in a forming tool provided for hot-press forming (step c)) at least partially has a temperature above Ms+100°C, where Ms denotes that of the martensite start temperature; c) inserting the heated sheet metal blank into a forming tool, the transfer time t Tr an required for removing it from the heating device and inserting the blank being at most 20 s, preferably at most 15 s; d) Hot-press forming of the sheet metal blank to form the shaped sheet metal part, with the blank being cooled to the target temperature T target temperature T target and optionally kept there over a period t w z of more than 1s at a cooling rate r wz that is at least partially greater than 30 K/s during the course of the hot-press forming becomes; e) removing the shaped sheet metal part, which has been cooled to the target temperature T target , from the tool.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP21192187.9 | 2021-08-19 | ||
| EP21192187 | 2021-08-19 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023020931A1 true WO2023020931A1 (en) | 2023-02-23 |
Family
ID=77411657
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/EP2022/072555 WO2023020931A1 (en) | 2021-08-19 | 2022-08-11 | Steel having improved processing properties for working at elevated temperatures |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2023020931A1 (en) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1693476A1 (en) * | 2003-12-12 | 2006-08-23 | JFE Steel Corporation | Steel product for structural member of automobile and method for production thereof |
| EP2553133B1 (en) | 2010-04-01 | 2014-08-27 | ThyssenKrupp Steel Europe AG | Steel, flat steel product, steel component and method for producing a steel component |
| EP2881487A1 (en) * | 2012-07-31 | 2015-06-10 | Baoshan Iron & Steel Co., Ltd. | Abrasion resistant steel plate with super-high strength and high toughness, and process for preparing same |
| EP3320119A1 (en) * | 2015-07-09 | 2018-05-16 | ArcelorMittal | Steel for press hardening and press hardened part manufactured from such steel |
| WO2019223854A1 (en) | 2018-05-22 | 2019-11-28 | Thyssenkrupp Steel Europe Ag | Shaped sheet-metal part with a high tensile strength formed from a steel and method for the production thereof |
| EP3647447A1 (en) * | 2017-06-30 | 2020-05-06 | JFE Steel Corporation | Hot-pressed member and method for manufacturing same, and cold-rolled steel sheet for hot pressing and method for manufacturing same |
| EP3655560A1 (en) * | 2017-07-21 | 2020-05-27 | ThyssenKrupp Steel Europe AG | Flat steel product with a high degree of aging resistance, and method for producing same |
| WO2020239905A1 (en) * | 2019-05-29 | 2020-12-03 | Thyssenkrupp Steel Europe Ag | Component produced by forming a sheet steel blank, and method for the production of said component |
| EP3789509A1 (en) * | 2018-04-28 | 2021-03-10 | Ironovation Materials Technology Co., Ltd. | Steel for hot stamping, hot stamping process, and hot stamped component |
-
2022
- 2022-08-11 WO PCT/EP2022/072555 patent/WO2023020931A1/en active Application Filing
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1693476A1 (en) * | 2003-12-12 | 2006-08-23 | JFE Steel Corporation | Steel product for structural member of automobile and method for production thereof |
| EP2553133B1 (en) | 2010-04-01 | 2014-08-27 | ThyssenKrupp Steel Europe AG | Steel, flat steel product, steel component and method for producing a steel component |
| EP2881487A1 (en) * | 2012-07-31 | 2015-06-10 | Baoshan Iron & Steel Co., Ltd. | Abrasion resistant steel plate with super-high strength and high toughness, and process for preparing same |
| EP3320119A1 (en) * | 2015-07-09 | 2018-05-16 | ArcelorMittal | Steel for press hardening and press hardened part manufactured from such steel |
| EP3647447A1 (en) * | 2017-06-30 | 2020-05-06 | JFE Steel Corporation | Hot-pressed member and method for manufacturing same, and cold-rolled steel sheet for hot pressing and method for manufacturing same |
| EP3655560A1 (en) * | 2017-07-21 | 2020-05-27 | ThyssenKrupp Steel Europe AG | Flat steel product with a high degree of aging resistance, and method for producing same |
| EP3789509A1 (en) * | 2018-04-28 | 2021-03-10 | Ironovation Materials Technology Co., Ltd. | Steel for hot stamping, hot stamping process, and hot stamped component |
| WO2019223854A1 (en) | 2018-05-22 | 2019-11-28 | Thyssenkrupp Steel Europe Ag | Shaped sheet-metal part with a high tensile strength formed from a steel and method for the production thereof |
| WO2020239905A1 (en) * | 2019-05-29 | 2020-12-03 | Thyssenkrupp Steel Europe Ag | Component produced by forming a sheet steel blank, and method for the production of said component |
Non-Patent Citations (2)
| Title |
|---|
| AUTORENKOLLEKTIV: "Spurenelemente im Stahl - Moeglichkeiten zur Beeinflussung im Smelzbetrieb", SPURENELEMENTE IN STAEHLEN, VERLAG STAHLEISEN, DUESSELDORF, DE, 1 January 1985 (1985-01-01), pages 19 - 22, XP002433212 * |
| T. TAYLOR ET AL: "Critical review of automotive hot-stamped sheet steel from an industrial perspective", MATERIALS SCIENCE AND TECHNOLOGY, vol. 34, no. 7, 18 January 2018 (2018-01-18), GB, pages 809 - 861, XP055711575, ISSN: 0267-0836, DOI: 10.1080/02670836.2018.1425239 * |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2366035B1 (en) | Manganese steel strip having an increased phosphorus content and process for producing the same | |
| EP2864517B1 (en) | High-strength multiphase steel and method for producing a strip made from this steel with a minimum tensile strength of 580 mpa | |
| DE69930291T2 (en) | High-strength hot-dip galvanized steel sheet with excellent plating adhesion and press formability, and process for its production | |
| EP3655560B1 (en) | Flat steel product with a high degree of aging resistance, and method for producing same | |
| DE60224557T4 (en) | A tensile high strength thin steel sheet having excellent shape fixing property and manufacturing method therefor | |
| EP2553133B1 (en) | Steel, flat steel product, steel component and method for producing a steel component | |
| EP3027784B1 (en) | Micro-alloyed high-strength multi-phase steel containing silicon and having a minimum tensile strength of 750 mpa and improved properties and method for producing a strip from said steel | |
| EP3221484B1 (en) | Method for manufacturing a high-strength air-hardening multiphase steel strip having excellent processing properties | |
| EP3221483B1 (en) | High strength air hardenable multi phase steel with excellent workability and sheet manufacturing process thereof | |
| EP3221478B1 (en) | Hot or cold rolled strip of a high-strength air-hardening multi-phase steel comprising outstanding processing properties and method for the production a hot or cold rolled strip from said air-hardening multi-phase steel | |
| EP2905348B1 (en) | High strength flat steel product with bainitic-martensitic structure and method for manufacturing such a flat steel product | |
| EP1865086B1 (en) | Use of a steel flat product produced from a manganese boron steel and method of its production | |
| WO2019068560A1 (en) | Ultrahigh strength multiphase steel and method for producing a steel strip from said multiphase steel | |
| EP3856936B1 (en) | Method for producing a coated flat steel product and coated flat steel product | |
| WO2023020931A1 (en) | Steel having improved processing properties for working at elevated temperatures | |
| WO2023020932A1 (en) | Steel having improved processing properties for working at elevated temperatures | |
| EP4324950A1 (en) | Steel with improved processing properties for forming at elevated temperatures | |
| EP4283003A1 (en) | Method for producing a sheet metal part | |
| WO2023247507A1 (en) | Shaped sheet-metal part with improved welding properties | |
| EP4174207A1 (en) | Flat steel product having improved processing properties | |
| EP4283004A1 (en) | Flat steel product having improved processing properties | |
| DE102024104377A1 (en) | Sheet metal part with improved cathodic corrosion protection | |
| EP4339324A1 (en) | Flat steel product with an activation layer for hot forming | |
| WO2023148199A1 (en) | High-strength hot dip-coated steel strip with plasticity brought about by microstructural transformation and method for production thereof | |
| DE102022125128A1 (en) | Method for producing a steel strip from a high-strength multi-phase steel and corresponding steel strip |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22764727 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2022764727 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2022764727 Country of ref document: EP Effective date: 20240319 |